JP2014199847A - Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 - Google Patents
Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 Download PDFInfo
- Publication number
- JP2014199847A JP2014199847A JP2013073801A JP2013073801A JP2014199847A JP 2014199847 A JP2014199847 A JP 2014199847A JP 2013073801 A JP2013073801 A JP 2013073801A JP 2013073801 A JP2013073801 A JP 2013073801A JP 2014199847 A JP2014199847 A JP 2014199847A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- polishing
- euv lithography
- manufacturing
- mask blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 227
- 238000001900 extreme ultraviolet lithography Methods 0.000 title claims abstract description 68
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 67
- 238000012546 transfer Methods 0.000 title claims description 37
- 238000005498 polishing Methods 0.000 claims abstract description 198
- 239000000463 material Substances 0.000 claims abstract description 53
- 229920005989 resin Polymers 0.000 claims abstract description 49
- 239000011347 resin Substances 0.000 claims abstract description 49
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 34
- 239000006061 abrasive grain Substances 0.000 claims abstract description 17
- 239000007788 liquid Substances 0.000 claims abstract description 15
- 239000008119 colloidal silica Substances 0.000 claims abstract description 13
- 239000000377 silicon dioxide Substances 0.000 claims abstract description 10
- 239000010408 film Substances 0.000 claims description 122
- 239000011521 glass Substances 0.000 claims description 51
- 238000012545 processing Methods 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 35
- 238000005259 measurement Methods 0.000 claims description 17
- 239000010409 thin film Substances 0.000 claims description 9
- 238000000059 patterning Methods 0.000 claims description 6
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 5
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 5
- 239000011148 porous material Substances 0.000 claims description 4
- 230000007547 defect Effects 0.000 description 41
- 239000006096 absorbing agent Substances 0.000 description 25
- 238000007517 polishing process Methods 0.000 description 23
- 238000004140 cleaning Methods 0.000 description 12
- 229910052715 tantalum Inorganic materials 0.000 description 9
- 239000007789 gas Substances 0.000 description 8
- 230000001681 protective effect Effects 0.000 description 8
- 229910052796 boron Inorganic materials 0.000 description 7
- 238000007689 inspection Methods 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 238000003672 processing method Methods 0.000 description 7
- 239000004065 semiconductor Substances 0.000 description 7
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- 229910000420 cerium oxide Inorganic materials 0.000 description 6
- 238000000227 grinding Methods 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 6
- 230000003746 surface roughness Effects 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- 229910004535 TaBN Inorganic materials 0.000 description 4
- 238000001659 ion-beam spectroscopy Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000011553 magnetic fluid Substances 0.000 description 3
- 238000001755 magnetron sputter deposition Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 230000000737 periodic effect Effects 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 229910052707 ruthenium Inorganic materials 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000000460 chlorine Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 229910052732 germanium Inorganic materials 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000012552 review Methods 0.000 description 2
- 229910052703 rhodium Inorganic materials 0.000 description 2
- 239000010948 rhodium Substances 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007687 exposure technique Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000002241 glass-ceramic Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical group 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000010955 niobium Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 239000011164 primary particle Substances 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 150000003304 ruthenium compounds Chemical class 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images




Landscapes
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Preparing Plates And Mask In Photomechanical Process (AREA)
Abstract
Description
主表面の研磨は、両面研磨装置を用いて両面同時に行われる。また、主表面の研磨は多段階の研磨工程を経て行われる。主表面の研磨では、酸化セリウム等の研磨剤を用いる粗研磨および精密研磨が行われ、さらにシリカまたはコロイダルシリカ等の研磨剤を用いる超精密研磨が1〜2段階行われる。
また、本発明者の検討では、極端にうねりが発生している基板の平坦度測定を連続で行うと、うねりが平坦度測定誤差の要因となることも判明した。この点でも基板表面に発生するうねりを可能な限り抑制することが望ましい。
すなわち、上記課題を解決するため、本発明は以下の構成を有する。
回転面に研磨パッドを備える定盤に、基板をセットし、前記研磨パッドと前記基板との間にシリカ又はコロイダルシリカの研磨砥粒を含む研磨液を供給しつつ、前記研磨パッドの研磨面に対して前記基板を相対移動させ、前記基板の主表面を研磨する研磨工程を備えるEUVリソグラフィー用マスクブランク用基板の製造方法であって、前記研磨パッドは、少なくとも、基材と、前記基材上に形成され、表面に開孔を有する発泡した樹脂からなるナップ層とからなり、前記研磨パッドの圧縮変形量が330μm以下であり、前記ナップ層を形成する樹脂の100%モジュラスが3MPa以上14MPa以下であることを特徴とするEUVリソグラフィー用マスクブランク用基板の製造方法。
前記マスクブランク用基板は、多成分系ガラス基板であることを特徴とする構成1に記載のEUVリソグラフィー用マスクブランク用基板の製造方法。
(構成3)
前記多成分系ガラス基板は、SiO2−TiO2系ガラスであることを特徴とする構成2に記載のEUVリソグラフィー用マスクブランク用基板の製造方法。
本発明によれば、EUVリソグラフィー用マスクブランク用基板として好ましく用いられる多成分系ガラス基板(構成2)において、研磨加工後の基板表面のうねりの発生を抑制でき、その結果、高い平坦度の基板を製造することが可能となる。本発明は、例えばSiO2−TiO2系ガラス(構成3)からなる多成分系ガラス基板において好適である。
前記研磨工程の後、前記主表面の表面形態情報を測定する表面形態情報測定工程と、前記表面形態情報測定工程で得られた測定結果に基づいて、所望の平坦度となるように前記主表面の場所ごとに加工条件を設定して局所加工する局所加工工程と、前記局所加工工程の後、所望の平滑度となるように仕上げ研磨する仕上げ研磨工程と、を有することを特徴とする請求項1に記載のEUVリソグラフィー用マスクブランク用基板の製造方法。
構成4にあるように、前記研磨工程の後、前記主表面の表面形態情報を測定する表面形態情報測定工程と、前記表面形態情報測定工程で得られた測定結果に基づいて、所望の平坦度となるように前記主表面の場所ごとに加工条件を設定して局所加工する局所加工工程と、前記局所加工工程の後、所望の平滑度となるように仕上げ研磨する仕上げ研磨工程とを行うことにより、上記構成1による研磨加工後のうねりの発生を抑制した基板表面を維持しつつ、かつ深さの浅い傷が除去されて傷欠陥も低減でき、高平坦度(例えば30nm以下)の基板を製造することが可能である。
構成1乃至4のいずれかに記載の製造方法により得られるマスクブランク用基板の前記主表面上に、露光光を反射する多層反射膜を形成することを特徴とするEUVリソグラフィー用多層反射膜付き基板の製造方法。
上記構成1乃至4のいずれかの製造方法により得られるマスクブランク用基板の前記主表面上に、露光光を反射する多層反射膜を形成することにより、基板表面のうねり等に起因する欠陥の無いEUVリソグラフィー用多層反射膜付き基板を得ることができる。
構成1乃至4のいずれかに記載の製造方法により得られるマスクブランク用基板の前記主表面上、若しくは、構成5に記載の多層反射膜付き基板の前記多層反射膜上に、転写パターン形成用薄膜を形成することを特徴とするEUVリソグラフィー用マスクブランクの製造方法。
上記構成1乃至4のいずれかの製造方法により得られるマスクブランク用基板の前記主表面上、若しくは、構成5の多層反射膜付き基板の前記多層反射膜上に、転写パターン形成用薄膜を形成することにより、基板表面のうねり等に起因する欠陥の無いEUVリソグラフィー用マスクブランクを得ることができる。
構成6に記載の製造方法により得られるマスクブランクにおける前記薄膜をパターニングして、転写パターンを形成することを特徴とするEUVリソグラフィー用転写マスクの製造方法。
上記構成6の製造方法により得られるマスクブランクにおける前記薄膜をパターニングして、転写パターンを形成することにより、基板表面のうねり等に起因する欠陥が無く、パターン精度の良好なパターン転写を行えるEUVリソグラフィー用転写マスクを得ることができる。
また、本発明によれば、研磨加工後の基板表面のうねりの発生を抑制し、かつ傷欠陥も低減できるEUVリソグラフィー用マスクブランク用基板を製造することが可能である。
また、本発明によれば、このようなマスクブランク用基板を用いることにより、転写パターン精度の良好なEUVリソグラフィー用多層反射膜付き基板、EUVリソグラフィー用マスクブランク、及びEUVリソグラフィー用転写マスクを製造することが可能である。
[EUVリソグラフィー用マスクブランク用基板]
本発明に係るEUVリソグラフィー用マスクブランク用基板の製造方法は、上記構成1にあるように、回転面に研磨パッドを備える定盤に、基板をセットし、前記研磨パッドと前記基板との間にシリカ又はコロイダルシリカの研磨砥粒を含む研磨液を供給しつつ、前記研磨パッドの研磨面に対して前記基板を相対移動させ、前記基板の主表面を研磨する研磨工程を備えるEUVリソグラフィー用マスクブランク用基板の製造方法であって、前記研磨パッドは、少なくとも、基材と、前記基材上に形成され、表面に開孔を有する発泡した樹脂からなるナップ層とからなり、前記研磨パッドの圧縮変形量が330μm以下であり、前記ナップ層を形成する樹脂の100%モジュラスが3MPa以上14MPa以下であることを特徴とするものである。
図4は、本発明に使用される研磨パッドの断面構成を示す模式図である。
図4に示すとおり、研磨処理に用いられる研磨パッド17は、不織布や、PET樹脂等の樹脂フィルムなどからなる基材17Aと、該基材17A上に形成され、表面に開孔を有する発泡した樹脂からなるナップ層17Bとを有してなるものである。図示していないが、基材とナップ層との間に緩衝層を備えるタイプのものもあり、本発明ではこのような緩衝層を備えるタイプのものも含まれる。緩衝層は、研磨パッド全体で圧縮変形量を調整するために設けられるものであり、好ましくは発泡した樹脂である。
発泡樹脂層の内部には、発泡の跡であるポア18と呼ばれる空隙部分が存在する。なお、図4では、図示の便宜上、研磨パッドの内部断面構造(特にナップ層)をあくまでもイメージとして描いたものであり、実際の内部構造を必ずしも正確に描いたものではない。
上記ナップ層の厚さは、例えば300μm〜1000μm程度であることが好ましい。また、上記ナップ層のポアの開口径は、例えば40μm〜100μm程度であることが好ましい。
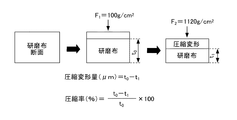
(1)樹指溶液を薄く引き延ばし熱風乾燥し、50μm程度の厚みの乾式フィルムを作製する。
(2)フィルム作製後しばらく養生する。
(3)測定部の長さ20mm、幅5mm、厚さ0.05mmの短冊状試料を、引っ張り速度300mm/分で引っ張る。
(4)100%伸長特(2倍延伸時)の張力を試料の初期断面積で割り、100%モジュラス(MPa表示)を求める。
(5)試料数n=7の平均値を求める。
近年、EUVリソグラフィーに適用される転写マスクには、30nm以下の平坦度が求められている。上記特性を備えた研磨パッドを使用して基板表面の研磨加工を行うことにより、研磨加工後の基板表面のうねりの発生を抑制でき、その結果、上述の転写マスクにおいて30nm以下の平坦度を実現できるような高い平坦度の基板を製造することが可能となる。
このような研磨工程は、例えば図5に示すような遊星歯車方式の両面研磨装置を使用して行うことができる。図5に示す両面研磨装置は、太陽歯車12と、その外方に同心円状に配置される内歯歯車13と、太陽歯車12及び内歯歯車13に噛み合い、太陽歯車12や内歯歯車13の回転に応じて公転及び自転するキャリア14と、このキャリア14に保持された被研磨加工物(上記基板1)を挟持可能な研磨パッド17がそれぞれ貼着された上定盤15及び下定盤16と、上定盤15と下定盤16との間に研磨液を供給する研磨液供給部(図示せず)とを備えている。
使用する研磨剤の種類や粒径は、基板材料や得ようとする平坦度に応じて適宜選定することができる。研磨剤としては、酸化セリウム、酸化ジルコニウム、シリカ、コロイダルシリカなどが挙げられる。研磨剤の粒径は、数十nmから数μmである。本発明のマスクブランク用基板の製造方法は、シリカ又はコロイダルシリカを含有する研磨液で基板を研磨する場合に最適な構成である。
次に、コンピュータなどの演算処理手段によって、凹凸形状の測定結果と予め設定された所定の基準値(所望の平坦度)とが比較され、その差分がガラス基板表面の所定領域(例えば縦5mm×横5mmの領域)ごとに算出される。すなわち、ガラス基板表面の凸部分の高さに応じて加工取り代が設定される。この差分(加工取り代)が、局所的な表面加工における各所定領域の必要除去量とされる。
局所的な表面加工法としては、鉄を含む磁性流体中に研磨砥粒を含有させた磁性研磨スラリーを用いて、ガラス基板表面に局所的に接触させるMRF(Magneto Rheological Finishing)加工法を用いることができる。MRF加工法以外にも、GCIB(ガスクラクターイオンビーム)やプラズマエッチングによる局所加工法を用いてもよい。
洗浄方法としては、洗浄槽にガラス基板を浸漬させるディップ法や、洗浄液をノズルで基板表面に供給する方法など、任意である。さらに必要に応じて、超音波を印加したり、スクラブ洗浄により洗浄力を高めるようにしてもよい。
この仕上げ研磨の方法としては、局所加工工程で得られた平坦度を維持しつつ、表面粗さが改善される研磨方法が好ましい。例えば、研磨パッドなどの研磨用工具面をガラス基板主表面と接触させて研磨液により精密研磨する方法や、ガラス基板主表面と研磨用工具面が直接接触することなく、両者の間に介在する加工液の作用で研磨を行う非接触研磨方法(例えば、フロートポリッシング法、EEM(Elastic Emission Machining)法)などが挙げられる。
また、EUV露光用の場合、基板1として要求される表面平滑度は、基板の転写パターンが形成される側の主表面の表面粗さが、二乗平均平方根粗さ(RMS)で0.15nm以下、さらに好ましくは0.10nm以下であることが好ましい。
次に、本発明に係る多層反射膜付き基板について説明する。
図1は、本発明に係る多層反射膜付き基板の層構成を示す断面図であり、基板1の上に、露光光であるEUV光を反射する多層反射膜2を備えた構造の多層反射膜付き基板10を示す。
上記基板1は、上述のEUVリソグラフィー用マスクブランク用基板である。このマスクブランク用基板については上述したとおりであるので、ここでは説明を省略する。
上述の本発明に係る製造方法により得られるマスクブランク用基板の主表面上に、露光光を反射する多層反射膜を形成することにより、基板表面のうねり等に起因する欠陥の無いEUVリソグラフィー用多層反射膜付き基板を得ることができる。
また、本発明は、上述の本発明の製造方法により製造した多層反射膜付き基板を用いるEUVリソグラフィー用マスクブランクの製造方法についても提供する。
図2は、マスクブランクの層構成を示す断面図であり、基板1上に、EUV光を反射する多層反射膜2、保護膜(キャッピング層)3、及び転写パターン形成用薄膜として、EUV光を吸収する吸収体膜4が形成されているEUVリソグラフィー用反射型マスクブランク20を示す。なお、図示していないが、基板1の多層反射膜等が形成されている側とは反対側に裏面導電膜を設けることができる。
なお、上記基板1上に多層反射膜を形成した状態の多層反射膜付き基板については上述したとおりであり、ここでは説明を省略する。
このような保護膜3やバッファ膜は、マグネトロンスパッタリングなどのスパッタ法で形成するのが好ましい。
Taを主成分とする材料としては、TaとBを含む材料、TaとNを含む材料、TaとBを含み、更にOとNの少なくとも何れかを含む材料、TaとSiを含む材料、TaとSiとNを含む材料、TaとGeを含む材料、TaとGeとNを含む材料、等を用いることが出来る。TaにBやSi、Ge等を加えることにより、アモルファス状の材料が容易に得られ、平滑性を向上させることができる。また、TaにNやOを加えれば、酸化に対する耐性が向上するため、経時的な安定性を向上させることが出来るという効果が得られる。
このようなTa単体又はTaを主成分とする吸収体膜は、マグネトロンスパッタリングなどのスパッタ法で形成するのが好ましい。例えば、TaBN膜の場合、タンタルとホウ素を含むターゲットを用い、窒素を添加したアルゴンガスを用いたスパッタリング法で成膜することができる。
吸収体膜4の膜厚は、露光光である例えばEUV光が十分に吸収できる厚みであれば良いが、通常30〜100nm程度である。なお、吸収体膜4は、材料や組成の異なる複数層の積層構造(例えばTaBN膜とTaBO膜の積層膜)としてもよい。
また、上記反射型マスクブランクは、吸収体膜に所定の転写パターンを形成するためのレジスト膜が形成された状態であっても構わない。
また、本発明は、上記構成のマスクブランクを用いるEUVリソグラフィー用転写マスクの製造方法についても提供する。
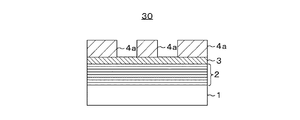
図3は転写マスクの層構成を示す断面図であり、図2のマスクブランク20における吸収体膜4がパターニングされた吸収体膜パターン4aを備えるEUVリソグラフィー用反射型マスク30を示す。
図2のマスクブランク20における転写パターンとなる上記吸収体膜4をパターニングする方法は、高精細のパターニングを行うことができるフォトリソグラフィー法が最も好適である。
(実施例1〜5、比較例1〜3)
<EUVリソグラフィー用マスクブランク用基板の作製>
(1)粗研磨工程
端面を面取り加工し、両面ラッピング装置によって研削加工を終えたSiO2−TiO2系ガラス基板(約152mm×約152mm×約6.3mm)を、上述の両面研磨装置に10枚セットし、以下の研磨条件で粗研磨工程を行った。なお、加工荷重、研磨時間は適宜調整して行った。
研磨液:酸化セリウム(平均粒径2〜3μm)+水
研磨パッド:硬質ポリシャ(ウレタンパッド)
上記粗研磨工程後、ガラス基板に付着した研磨砥粒を除去するため、ガラス基板を洗浄槽に浸漬(超音波印加)し、洗浄を行った。
上述の両面研磨装置を使用し、粗研磨工程を終えた上記10枚のガラス基板に対し、以下の研磨条件で精密研磨工程を行った。なお、加工荷重、研磨時間は適宜調整して行った。
研磨液:酸化セリウム(平均粒径1μm)+水
研磨パッド:軟質ポリシャ(ウレタンパッド)
上記精密研磨工程後、ガラス基板に付着した研磨砥粒を除去するため、ガラス基板を洗浄槽に浸漬(超音波印加)し、洗浄を行った。
上述の両面研磨装置を使用し、精密研磨工程を終えた上記10枚のガラス基板に対し、以下の研磨条件で超精密研磨工程を行った。なお、加工荷重、研磨時間は適宜調整して行った。
研磨液:コロイダルシリカ(1次粒子径:70nm)+水、濃度40vol%、pH:3。
研磨パッド:パッド構造、圧縮変形量、ナップ層の100%モジュラスが表1に記載の所定の特性を有する研磨パッドを使用。
なお、研磨パッドの基材は、PET樹脂フィルムまたは不織布とし、ナップ層はポリウレタン樹脂からなる。また、研磨パッドの圧縮変形量、ナップ層の100%モジュラスは前述の方法により測定した。
上記超精密研磨工程後、ガラス基板に付着した研磨砥粒(コロイダルシリカ)を除去するため、低濃度のケイフッ酸水溶液で洗浄後、純水によるリンスを行った。
うねりPVについては、基板主表面の中心10mm×10mmの領域を、非接触表面形状測定機(Zygo社製 NewView6300)で測定した。基準線に対する最高点と最低点の高さの差をもって、うねりPV(nm)とした。なお、表1中のうねりPV(nm)の値は、基板10枚の平均値であり、小数点第二位を四捨五入した。
また、基板主表面の132mm×132mmの領域を、マスクブランクス欠陥検査装置(レーザーテック社製 MAGICS M6640)にて測定後、レビュー像により欠陥種類を特定し、基板1枚当りのキズ欠陥数とトータル欠陥数をカウントした。なお、表1中のキズ欠陥数とトータル欠陥数の値は、基板10枚の平均値であり、小数点第一位を四捨五入した。

続いて、このガラス基板の表裏両面の表面形状(表面形態、平坦度)を平坦度測定器(Corning Tropel社製UltraFlat200M)で測定した(測定領域132mm×132mm)。その結果、ガラス基板表面及び裏面の平坦度は約200nmであった。
ガラス基板表面の表面形状(平坦度)の測定結果は、測定点ごとにある基準面に対する高さの情報としてコンピュータに保存するとともに、ガラス基板を所望の平坦度にするための必要除去量をコンピュータで計算した。
その後、ガラス基板を塩酸水溶液が入った洗浄槽に約10分間浸漬した後、純水によるリンス、イソプロピルアルコール(IPA)乾燥を行った。
以上のようにして、EUVマスクブランク用ガラス基板を得た。
得られた基板について、132mm×132mm領域の平坦度30nm以下の歩留り、基板50枚中、最も良好な平坦度、キズ欠陥数、トータル欠陥数を纏めて表2に示した。
また、比較例2、3のように、超精密研磨工程で使用する研磨パッドのナップ層の硬度(100%モジュラス)が低いか、又は、研磨パッドの圧縮変形量が大きい場合、トータル欠陥数、キズ欠陥数は非常に小さい値となったが、超精密研磨工程後のうねりが大きいため、平坦度30nm以下の歩留まりは46%(比較例2)、38%(比較例3)と低い値となった。
上記の実施例1で得られたEUVマスクブランク用ガラス基板上に、以下のようにして多層反射膜を形成した。基板上に形成される多層反射膜は、13〜14nmの露光光波長帯域に適した多層反射膜とするために、Mo膜/Si膜周期多層反射膜を採用した。
即ち、多層反射膜は、MoターゲットとSiターゲットを使用し、イオンビームスパッタリングにより基板上に交互に積層して形成した。
この保護膜表面に対し、13.5nmのEUV光を入射角6.0度で反射率を測定したところ、反射率は63%であった。
以上のようにして、多層反射膜付き基板を作製した。
この得られた多層反射膜付き基板の主表面の表面粗さは、二乗平均平方根粗さ(RMS)で、0.13nmと良好であった。
上記で作製した多層反射膜付き基板の保護膜上に、吸収体膜として、TaBN膜(膜厚56nm)とTaBO膜(膜厚14nm)の積層膜をDCマグネトロンスパッタリング法によって成膜した。
こうして、EUVリソグラフィー用反射型マスクブランクを作製した。
次に、この反射型マスクブランクを用いて、半導体デザインルールにおけるDRAM hp20nm世代のパターンを有するEUVリソグラフィー用反射型マスクを以下のように作製した。
まず、上記反射型マスクブランク上に電子線描画用レジスト膜を形成し、電子線描画機を使用して所定のパターン描画を行い、描画後、現像によりレジストパターンを形成した。
次に、このレジストパターンをマスクとして、フッ素系ガス(CF4ガス)によりTaBO膜を、塩素系ガス(Cl2ガス)によりTaBN膜をドライエッチングし、吸収体膜に転写パターンを形成した。
さらに、吸収体膜パターン上に残ったレジストパターンを熱硫酸で除去し、反射型マスクを得た。
次に、得られた本実施例の反射型マスクを用いて、半導体基板上へのEUV光によるパターン転写を行うと、半導体デザインルールDRAM hp20nm世代のパターンが高精度で形成された半導体装置を製造することができる。
2 多層反射膜
3 保護膜
4 吸収体膜
10 多層反射膜付き基板
20 反射型マスクブランク
30 反射型マスク
17 研磨パッド
Claims (7)
- 回転面に研磨パッドを備える定盤に、基板をセットし、前記研磨パッドと前記基板との間にシリカ又はコロイダルシリカの研磨砥粒を含む研磨液を供給しつつ、前記研磨パッドの研磨面に対して前記基板を相対移動させ、前記基板の主表面を研磨する研磨工程を備えるEUVリソグラフィー用マスクブランク用基板の製造方法であって、
前記研磨パッドは、少なくとも、基材と、前記基材上に形成され、表面に開孔を有する発泡した樹脂からなるナップ層とからなり、
前記研磨パッドの圧縮変形量が330μm以下であり、
前記ナップ層を形成する樹脂の100%モジュラスが3MPa以上14MPa以下であることを特徴とするEUVリソグラフィー用マスクブランク用基板の製造方法。 - 前記マスクブランク用基板は、多成分系ガラス基板であることを特徴とする請求項1に記載のEUVリソグラフィー用マスクブランク用基板の製造方法。
- 前記多成分系ガラス基板は、SiO2−TiO2系ガラスであることを特徴とする請求項2に記載のEUVリソグラフィー用マスクブランク用基板の製造方法。
- 前記研磨工程の後、前記主表面の表面形態情報を測定する表面形態情報測定工程と、
前記表面形態情報測定工程で得られた測定結果に基づいて、所望の平坦度となるように前記主表面の場所ごとに加工条件を設定して局所加工する局所加工工程と、
前記局所加工工程の後、所望の平滑度となるように仕上げ研磨する仕上げ研磨工程と、
を有することを特徴とする請求項1に記載のEUVリソグラフィー用マスクブランク用基板の製造方法。 - 請求項1乃至4のいずれかに記載の製造方法により得られるマスクブランク用基板の前記主表面上に、露光光を反射する多層反射膜を形成することを特徴とするEUVリソグラフィー用多層反射膜付き基板の製造方法。
- 請求項1乃至4のいずれかに記載の製造方法により得られるマスクブランク用基板の前記主表面上、若しくは、請求項5に記載の多層反射膜付き基板の前記多層反射膜上に、転写パターン形成用薄膜を形成することを特徴とするEUVリソグラフィー用マスクブランクの製造方法。
- 請求項6に記載の製造方法により得られるマスクブランクにおける前記薄膜をパターニングして、転写パターンを形成することを特徴とするEUVリソグラフィー用転写マスクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013073801A JP6206831B2 (ja) | 2013-03-29 | 2013-03-29 | Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013073801A JP6206831B2 (ja) | 2013-03-29 | 2013-03-29 | Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014199847A true JP2014199847A (ja) | 2014-10-23 |
| JP6206831B2 JP6206831B2 (ja) | 2017-10-04 |
Family
ID=52356594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013073801A Active JP6206831B2 (ja) | 2013-03-29 | 2013-03-29 | Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6206831B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016134509A (ja) * | 2015-01-20 | 2016-07-25 | 旭硝子株式会社 | マスクブランク用ガラス基板、および、その製造方法 |
| JP2017068237A (ja) * | 2015-09-28 | 2017-04-06 | 旭硝子株式会社 | マスクブランク |
| KR20170095837A (ko) * | 2014-12-19 | 2017-08-23 | 호야 가부시키가이샤 | 마스크 블랭크용 기판, 마스크 블랭크 및 이들의 제조 방법, 전사용 마스크의 제조 방법 그리고 반도체 디바이스의 제조 방법 |
| JP2017181731A (ja) * | 2016-03-30 | 2017-10-05 | Hoya株式会社 | マスクブランク用基板の製造方法、多層膜付き基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法、及び半導体デバイスの製造方法 |
| JP2018136461A (ja) * | 2017-02-22 | 2018-08-30 | Agc株式会社 | マスクブランク |
| JP2021091081A (ja) * | 2019-12-05 | 2021-06-17 | 株式会社Sumco | ウェーハの片面研磨方法、ウェーハの製造方法、およびウェーハの片面研磨装置 |
| JP2022087344A (ja) * | 2020-03-27 | 2022-06-09 | Hoya株式会社 | 多層反射膜付き基板、反射型マスクブランク、反射型マスク、及び半導体デバイスの製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004291209A (ja) * | 2003-03-28 | 2004-10-21 | Hoya Corp | マスクブランクス用ガラス基板の製造方法、及びマスクブランクスの製造方法 |
| JP2004303280A (ja) * | 2003-03-28 | 2004-10-28 | Hoya Corp | 情報記録媒体用ガラス基板の製造方法 |
| JP2004303281A (ja) * | 2003-03-28 | 2004-10-28 | Nippon Sheet Glass Co Ltd | 研磨パッド及びそれを使用した情報記録媒体用ガラス基板の製造方法並びにその方法で得られた情報記録媒体用ガラス基板 |
| JP2012101959A (ja) * | 2010-11-08 | 2012-05-31 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| JP2013052471A (ja) * | 2011-09-02 | 2013-03-21 | Teijin Cordley Ltd | 研磨用吸着パッド素材及びその製造方法 |
-
2013
- 2013-03-29 JP JP2013073801A patent/JP6206831B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004291209A (ja) * | 2003-03-28 | 2004-10-21 | Hoya Corp | マスクブランクス用ガラス基板の製造方法、及びマスクブランクスの製造方法 |
| JP2004303280A (ja) * | 2003-03-28 | 2004-10-28 | Hoya Corp | 情報記録媒体用ガラス基板の製造方法 |
| JP2004303281A (ja) * | 2003-03-28 | 2004-10-28 | Nippon Sheet Glass Co Ltd | 研磨パッド及びそれを使用した情報記録媒体用ガラス基板の製造方法並びにその方法で得られた情報記録媒体用ガラス基板 |
| JP2012101959A (ja) * | 2010-11-08 | 2012-05-31 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| JP2013052471A (ja) * | 2011-09-02 | 2013-03-21 | Teijin Cordley Ltd | 研磨用吸着パッド素材及びその製造方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10578961B2 (en) * | 2014-12-19 | 2020-03-03 | Hoya Corporation | Mask blank substrate, multi-layer reflective film coated substrate, and mask blank |
| KR20170095837A (ko) * | 2014-12-19 | 2017-08-23 | 호야 가부시키가이샤 | 마스크 블랭크용 기판, 마스크 블랭크 및 이들의 제조 방법, 전사용 마스크의 제조 방법 그리고 반도체 디바이스의 제조 방법 |
| KR102519334B1 (ko) * | 2014-12-19 | 2023-04-07 | 호야 가부시키가이샤 | 마스크 블랭크용 기판, 마스크 블랭크 및 이들의 제조 방법, 전사용 마스크의 제조 방법 그리고 반도체 디바이스의 제조 방법 |
| JP2016134509A (ja) * | 2015-01-20 | 2016-07-25 | 旭硝子株式会社 | マスクブランク用ガラス基板、および、その製造方法 |
| JP2017068237A (ja) * | 2015-09-28 | 2017-04-06 | 旭硝子株式会社 | マスクブランク |
| US10146126B2 (en) | 2015-09-28 | 2018-12-04 | AGC Inc. | Glass substrate for mask blank, mask blank, photomask, and method for manufacturing glass substrate for mask blank |
| US10146125B2 (en) | 2015-09-28 | 2018-12-04 | AGC Inc. | Glass substrate for mask blank, mask blank, photomask, and method for manufacturing glass substrate for mask blank |
| JP2017181731A (ja) * | 2016-03-30 | 2017-10-05 | Hoya株式会社 | マスクブランク用基板の製造方法、多層膜付き基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法、及び半導体デバイスの製造方法 |
| US10222689B2 (en) | 2017-02-22 | 2019-03-05 | AGC Inc. | Mask blank |
| JP2018136461A (ja) * | 2017-02-22 | 2018-08-30 | Agc株式会社 | マスクブランク |
| JP2021091081A (ja) * | 2019-12-05 | 2021-06-17 | 株式会社Sumco | ウェーハの片面研磨方法、ウェーハの製造方法、およびウェーハの片面研磨装置 |
| JP7388324B2 (ja) | 2019-12-05 | 2023-11-29 | 株式会社Sumco | ウェーハの片面研磨方法、ウェーハの製造方法、およびウェーハの片面研磨装置 |
| JP2022087344A (ja) * | 2020-03-27 | 2022-06-09 | Hoya株式会社 | 多層反射膜付き基板、反射型マスクブランク、反射型マスク、及び半導体デバイスの製造方法 |
| JP7271760B2 (ja) | 2020-03-27 | 2023-05-11 | Hoya株式会社 | 多層反射膜付き基板、反射型マスクブランク、反射型マスク、及び半導体デバイスの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6206831B2 (ja) | 2017-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6206831B2 (ja) | Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 | |
| JP4858154B2 (ja) | マスクブランクス用ガラス基板の研磨方法。 | |
| JP5725015B2 (ja) | Euvリソグラフィ光学部材用基材の製造方法 | |
| JP6002528B2 (ja) | マスクブランク用ガラス基板の製造方法、マスクブランクの製造方法及びマスクの製造方法、並びにインプリントモールドの製造方法 | |
| JP6262165B2 (ja) | マスクブランク用基板、多層反射膜付き基板、反射型マスクブランク、反射型マスク及び半導体装置の製造方法 | |
| JP5767357B1 (ja) | マスクブランク用基板、マスクブランク及び転写用マスク、並びにそれらの製造方法 | |
| JP2011240483A (ja) | ガラス基板の研磨方法およびガラス基板 | |
| TW201209002A (en) | Synthetic quartz glass substrate and making method | |
| JP4761901B2 (ja) | マスクブランクス用基板の製造方法、マスクブランクスの製造方法、露光用マスクの製造方法、反射型マスクの製造方法及び半導体装置の製造方法 | |
| KR20150058149A (ko) | 다층 반사막 부착 기판의 제조방법 | |
| JP6147514B2 (ja) | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、マスクブランクの製造方法、および転写用マスクの製造方法 | |
| KR20140027314A (ko) | 마스크 블랭크용 기판, 마스크 블랭크, 반사형 마스크 블랭크, 전사 마스크, 및 반사형 마스크, 그리고 그들의 제조방법 | |
| JP5090633B2 (ja) | ガラス基板の研磨方法 | |
| JP6628646B2 (ja) | 基板の製造方法、マスクブランクの製造方法、および転写用マスクの製造方法 | |
| JP5671305B2 (ja) | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 | |
| JP6161913B2 (ja) | マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、マスクブランクの製造方法、および転写用マスクの製造方法 | |
| JP6823376B2 (ja) | 基板の製造方法、マスクブランクの製造方法、および転写用マスクの製造方法 | |
| JP6577071B2 (ja) | 基板の製造方法、マスクブランク用基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法、及び基板製造装置 | |
| JP5989394B2 (ja) | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 | |
| JP6297321B2 (ja) | 機能膜付き基板の製造方法、多層膜付き基板の製造方法、マスクブランクの製造方法、及び転写用マスクの製造方法 | |
| JP5989393B2 (ja) | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 | |
| JP6400360B2 (ja) | 基板の製造方法、マスクブランク用基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法、及び基板製造装置 | |
| JP2014109670A (ja) | リソグラフィー用部材の製造方法、反射型マスクブランクの製造方法、マスクブランクの製造方法、反射型マスクの製造方法、マスクの製造方法、及び洗浄装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170827 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6206831 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |