JP2004200346A - 半導体素子収納用パッケージ、その製造方法及び半導体装置 - Google Patents
半導体素子収納用パッケージ、その製造方法及び半導体装置 Download PDFInfo
- Publication number
- JP2004200346A JP2004200346A JP2002366165A JP2002366165A JP2004200346A JP 2004200346 A JP2004200346 A JP 2004200346A JP 2002366165 A JP2002366165 A JP 2002366165A JP 2002366165 A JP2002366165 A JP 2002366165A JP 2004200346 A JP2004200346 A JP 2004200346A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- package
- diamond
- semiconductor element
- mounting portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/58—Structural electrical arrangements for semiconductor devices not otherwise provided for, e.g. in combination with batteries
- H01L23/64—Impedance arrangements
- H01L23/66—High-frequency adaptations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/02—Containers; Seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3732—Diamonds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L24/28—Structure, shape, material or disposition of the layer connectors prior to the connecting process
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L24/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/28—Structure, shape, material or disposition of the layer connectors prior to the connecting process
- H01L2224/29—Structure, shape, material or disposition of the layer connectors prior to the connecting process of an individual layer connector
- H01L2224/29001—Core members of the layer connector
- H01L2224/29099—Material
- H01L2224/291—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
- H01L2224/29101—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof the principal constituent melting at a temperature of less than 400°C
- H01L2224/29111—Tin [Sn] as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/4501—Shape
- H01L2224/45012—Cross-sectional shape
- H01L2224/45014—Ribbon connectors, e.g. rectangular cross-section
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45117—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/45124—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45144—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
- H01L2224/8319—Arrangement of the layer connectors prior to mounting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
- H01L2224/838—Bonding techniques
- H01L2224/83801—Soldering or alloying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L24/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/00014—Technical content checked by a classifier the subject-matter covered by the group, the symbol of which is combined with the symbol of this group, being disclosed without further technical details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/0132—Binary Alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/0132—Binary Alloys
- H01L2924/01322—Eutectic Alloys, i.e. obtained by a liquid transforming into two solid phases
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/0133—Ternary Alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/014—Solder alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/12—Passive devices, e.g. 2 terminal devices
- H01L2924/1204—Optical Diode
- H01L2924/12041—LED
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1304—Transistor
- H01L2924/1306—Field-effect transistor [FET]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/14—Integrated circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/14—Integrated circuits
- H01L2924/141—Analog devices
- H01L2924/1423—Monolithic Microwave Integrated Circuit [MMIC]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/156—Material
- H01L2924/15786—Material with a principal constituent of the material being a non metallic, non metalloid inorganic material
- H01L2924/15787—Ceramics, e.g. crystalline carbides, nitrides or oxides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/1901—Structure
- H01L2924/1904—Component type
- H01L2924/19043—Component type being a resistor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/30—Technical effects
- H01L2924/35—Mechanical effects
- H01L2924/351—Thermal stress
Abstract
【課題】半導体素子作動時に発する熱を効率良くパッケージ搭載基板に伝えることにより、半導体素子を長期間にわたり正常かつ安定に作動させるとともに、経済性の良い半導体素子収納用パッケージを供給する。
【解決手段】上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する略四角形の基体と、該基体の上面に前記搭載部を囲繞するように設けられ、側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合された入出力端子とを具備した半導体素子収納用パッケージにおいて、前記基体は、少なくとも半導体素子搭載部下部の一部がダイヤモンド粒子が金属炭化物を介して接合する母材に銅および/または銀を主成分とする金属が含浸された金属ダイヤモンド複合体からなり、前記ネジ取付部を含む他の部分が金属からなることを特徴とする半導体素子収納用パッケージ。
【選択図】 図2
【解決手段】上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する略四角形の基体と、該基体の上面に前記搭載部を囲繞するように設けられ、側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合された入出力端子とを具備した半導体素子収納用パッケージにおいて、前記基体は、少なくとも半導体素子搭載部下部の一部がダイヤモンド粒子が金属炭化物を介して接合する母材に銅および/または銀を主成分とする金属が含浸された金属ダイヤモンド複合体からなり、前記ネジ取付部を含む他の部分が金属からなることを特徴とする半導体素子収納用パッケージ。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、IC、LSI等の半導体集積回路素子、電界効果型トランジスタ(FET:Field Effect Transistor)などの各種半導体素子を収納するための半導体素子収納用パッケージ、特に通信基地局の電気・電子機器用のハイパワーの高周波トランジスター、パワーアンプに用いられる半導体素子収納用パッケージ、及びその半導体素子収納用パッケージを用いた半導体装置に関する。
【0002】
【従来の技術】
従来の半導体素子収納用パッケージ(以下、半導体パッケージという)の一種である、無線用半導体パッケージは、直方体形状の金属基体に熱拡散用基板を載置し、その上部に半導体素子を搭載する形状であった。
近年半導体素子の出力増強に伴ない、投入電力が増加し、発熱量も増加の一途をたどっている。これに対応して、金属基体や熱拡散用基板にCuやCu−W複合体などの高熱伝導率材料を適用することで放熱特性を高める方策が取られてきた。特に最近のパッケージ形態としては、Cu−W複合合金の基体に、半導体素子を囲繞するようにセラミックスの壁を形成し、その上部に入出力端子を取り付けるものが主流となっている。
【0003】
特許文献1には、この種のパッケージが紹介されている。同文献の記載によれば、銅−タングステン系および/または銅−モリブデン系複合材料からなる放熱基板において、銅の含有量が30質量%以下の複合材料をその放熱基板に使うことによって、パッケージの周辺部材であるセラミックスに損傷を与えることが無く、また銅の含有量が25質量%以下のものを用いることによって、これとセラミックスからなる周辺部材とをロウ材によって直接接続しても実用上問題は無いとしている。
さらに特許文献2には、銅−タングステン系および/または銅−モリブデン系複合材料からなる放熱基板において、銅の含有量が25質量%未満になると、基板自体の剛性が上昇するため、特に放熱量の大きなパッケージでは、それらの接続部にかなり厚目のロウ材層又は応力緩和層を介挿しないと、実用時の冷熱サイクルに耐えられない場合もあることから、材料中の銅の量を制御するだけでなく、含有する鉄族金属の量を調整することで熱伝導率を保持したままヤング率を最適化する手法が報告されている。
【0004】
特許文献3には、半導体素子搭載部直下のみにダイヤモンドおよび/またはダイヤモンドコート基板を使うことで、高放熱性の確保と同時に経済性を重視した半導体収納用パッケージが紹介されている。
【0005】
【特許文献1】
特公平4−65544号公報
【特許文献2】
特開2002−121639号公報
【特許文献3】
特開2001−244357号公報
【0006】
【発明が解決しようとする課題】
しかしながら、近年半導体素子のさらなる出力増強に伴ない作動時に発する熱量がますます増加し、その熱は、放散しきれずに蓄熱され、その結果半導体素子の作動性が損なわれたり、熱破壊されるといった問題を有していた。このような問題点を解決する手段として、外部に冷却設備を追加したり、さらに大型化し熱伝導の効率を向上させることも考えられるが、この場合、半導体パッケージを収納する筐体の消費電力が増加するもしくは大型化し、近時の小型化、軽量化、低消費電力化といった動向から外れることになる。
【0007】
またダイヤモンドおよび/またはダイヤモンド薄膜基板を使用したパッケージは、半導体素子で局所的に発生した熱をいち早く拡散させる効果は高いが、ダイヤモンド及びダイヤモンド薄膜基板の下に熱伝導率が劣る基板が配置される構成のため、パッケージ外部に放熱(伝熱)する系では、今後増加する発熱量に対して放熱性が不足する可能性が有る。さらに、半導体素子よりも大きな単結晶ダイヤモンドあるいは気相合成による単結晶/多結晶ダイヤモンド及び気相合成により形成されるダイヤモンド薄膜基板は、合成のコストや、表面形状を半導体素子の搭載が可能なレベルにする加工コストが十分には抑制しきれず、経済性の面で特別な用途への適用に限定されてしまう。
【0008】
これらの問題点は、上記半導体パッケージに限らず、基体を放熱板として機能させる、IC、LSI等の半導体集積回路素子やFET等の各種半導体素子を収納する半導体パッケージに関しても同様である。
【0009】
従って、本発明は、上記問題点に鑑み完成されたものであり、その目的は、IC、LSI等の半導体集積回路素子、及びFET、LD、PD等の各種半導体素子、特にハイパワー高周波トランジスタの作動時に発する熱を効率良くパッケージ搭載基板に伝えることにより、半導体素子を長期間にわたり正常かつ安定に作動させるとともに、経済性の良い半導体素子収納用パッケージを供給することである。
【0010】
【課題を解決するための手段】
本発明者等は鋭意検討を進めた結果、基体に改良を加えることにより上記課題を解決することができることを見出して本発明を完成させたものであり、その発明の構成は、以下のとおりである。
(1)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられ、側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合された入出力端子とを具備した半導体素子収納用パッケージにおいて、前記基体は、少なくとも半導体素子搭載部下部の一部が、その表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間に含浸されてダイヤモンド粒子間を隔てている銀および/または銅を主成分とする金属とからなる金属ダイヤモンド複合体からなり、前記ネジ取付部を含む他の部分が金属からなることを特徴とする半導体素子収納用パッケージ。
【0011】
(2)前記金属及び金属ダイヤモンド複合体からなる基体および/または枠体および/または入出力端子表面の少なくとも一部分に、金めっき層が被着されてなることを特徴とする上記(1)記載の半導体素子収納用パッケージ。
(3)前記金属及び金属ダイヤモンド複合体からなる基体において、該金属が、Cu、Fe、Mo、W、Ni、Co及びCrから選ばれる少なくとも1種類を含む金属又は金属合金であることを特徴とする上記(1)又は(2)記載の半導体素子収納用パッケージ。
(4)前記金属及び金属ダイヤモンド複合体からなる基体において、該金属の熱膨張係数が該金属ダイヤモンド複合体の熱膨張係数と同じかそれより大きいことを特徴とする(1)〜(3)のいずれかに記載の半導体素子収納用パッケージ。
【0012】
(5)前記金属と金属ダイヤモンド複合体との接合方法がロウ付けであることを特徴とする上記(1)〜(4)のいずれかに記載の半導体素子収納用パッケージ。
(6)前記金属と金属ダイヤモンド複合体との接合方法が、該金属同士の拡散によるものであることを特徴とする(1)〜(4)のいずれかに記載の半導体素子収納用パッケージ。
(7)前前記金属と金属ダイヤモンド複合体との接合方法が、締まりばめによることを特徴とする(1)〜(4)のいずれかに記載の半導体素子収納用パッケージ。
【0013】
(8)前記ダイヤモンド粒子の平均粒径が10〜700μmであることを特徴とする上記(1)〜(7)のいずれかに記載の半導体素子収納用パッケージ。
(9)前記ダイヤモンド粒子の平均粒径が金属ダイヤモンド複合体の中心部では50〜700μmで、周辺部では10〜60μmであることを特徴とする上記(1)〜(8)のいずれかに記載の半導体素子収納用パッケージ。
(10)上記(1)〜(9)のいずれかに記載の半導体素子収納用パッケージと、前記搭載部に搭載固定された半導体素子と、前記枠体の上面に接合された蓋体とを具備したことを特徴とする半導体装置。
【0014】
(11)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分に、その表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間に含浸されてダイヤモンド粒子間を隔てている銀および/または銅を主成分とする金属とからなる金属ダイヤモンド複合体を挿入し、次いで金属基体と該金属ダイヤモンド複合体とを接合することにより形成することを特徴とするの半導体素子収納用パッケージを製造する方法。
【0015】
(12)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分にダイヤモンド粒子と銅及び/又は銀を主成分とする金属の粉末と4a、5a及び6a族元素から選ばれた一種以上から成る金属の粉末とを充填し、この粉末混合物をダイヤモンド粒子と金属粉末とが一様な密度に分布するように押し固め、次いで、銅及び/又は銀を主成分とする金属を粉末の空隙中に溶浸させることにより、ダイヤモンド粒子の表面に炭化物を形成させて金属ダイヤモンド複合体を形成すると共に該金属ダイヤモンド複合体と基体とを接合させることを特徴とする半導体素子収納用パッケージを製造する方法。
【0016】
(13)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分に、ダイヤモンド粒子と銅及び/又は銀を主成分とする金属の粉末と4a、5a及び6a族元素から選ばれた一種以上から成る金属の粉末を加圧成形して得たダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を充填し、次いで、この仮成形体に銅及び/又は銀を主成分とする金属の粉末を溶浸させることにより、ダイヤモンド粒子の表面に炭化物を形成させて金属ダイヤモンド複合体を形成すると共に該金属ダイヤモンド複合体と基体とを基体と接合させることを特徴とする半導体素子収納用パッケージを製造する方法。
【0017】
(14)前記仮成形体を銅及び/又は銀を主成分とする金属の粉末の成形体によって挟み、これを加熱することにより銅及び/又は銀を主成分とする金属を仮成形体に溶浸させることを特徴とする請求項13に記載の半導体素子収納用パッケージを製造する方法。
【0018】
上記(1)及び(2)の構成により、半導体パッケージを外部電気回路に強固に密着固定できるとともに、半導体素子の作動時に発する熱量が非常に大きい場合でも、その熱を効率良くヒートシンク部に伝えることができ、さらに安定物質である金めっき層を形成することで、湿度などに対する劣化も抑制でき、半導体パッケージ内部に収納する半導体素子を長期間にわたり正常かつ安定に作動させ得る。
【0019】
また金属及び金属ダイヤモンド複合体からなる基体において、該金属として、Cu、Fe、Mo、W、Ni、Co、Crの少なくとも1種類を含む金属又は金属合金を用いることにより、全体を金属ダイヤモンド複合体とするよりも素材コストの低減が可能となり、また外形形状の加工性も一般に用いられる金属加工法が適用でき、ダイヤモンドを含有することに起因する特殊加工工程を省略することで加工コストの低減とともに、加工時間の短縮が可能となり、パッケージコストの低減が可能となる。
【0020】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の、金属の熱膨張係数が金属ダイヤモンド複合体の熱膨張係数にくらべて同じか大きくすることにより、半導体素子を基体の搭載部に金系はんだを用いて接合する際に昇温しても、搭載後降温しても基体の金属と金属ダイヤモンド複合体との界面に隙間が生じることは無い。
【0021】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の金属部と金属ダイヤモンド複合体との接合方法が、ロウ付けであることにより、強固に接合できる。
【0022】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の金属部と金属ダイヤモンド複合体との接合方法が、該金属同士の拡散によるものであることにより、強固に接合できるとともに、界面極近傍の熱膨張係数や熱伝導率などの特性が金属及び金属ダイヤモンド複合体の中間の特性となり、半導体素子搭載時の昇降温や、熱衝撃、温度サイクル試験などによる温度変化に対しても熱応力の集中を緩和できる。
【0023】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の金属部と金属ダイヤモンド複合体との接合方法が、締まりばめによることにより、強固に接合できる。
【0024】
また本発明のパッケージにおいては、ダイヤモンド粒子の平均粒径は10〜700μmであることにより金属ダイヤモンド複合体が適度な熱膨張係数を有することができる。10μmより小さいと基体の上面から下面までの放熱経路にダイヤモンド粒子が多数並び、その粒子間を隔てる金属層が増えるために十分な熱伝導率が得られない。また、700μmより大きい場合は、基体の厚みが1.4mm程度である場合などにはダイヤモンド粒子が1、2個しか入らず、金属ダイヤモンド複合体としての熱膨張係数がダイヤモンドの熱膨張係数と近いものとなり、搭載する半導体素子の熱膨張係数との乖離が大きくなる。
【0025】
また本発明のパッケージにおいては、ダイヤモンド粒子の平均粒径は金属ダイヤモンド複合体の中心部では50〜700μmであり、周辺部では10〜60μmであるようにすることにより、熱伝導率を高めることができ、また、金型の損傷を軽減できる。すなわち、中心部に比較的大粒径のダイヤモンド粒子を配置することで、熱伝導率を高めることができ、周辺部に比較的小粒径のダイヤモンド粒子を配置することで、金属ダイヤモンド複合体を作成する過程で、金型につく傷を小さくすることができると共に、基体上下面近傍の表面粗さを低減できる。
【0026】
また、本発明の半導体装置は、上記本発明の半導体素子収納用パッケージと、前記搭載部に搭載固定されるとともに前記入出力端子に電気的に接続された半導体素子と、前記枠体の上面に接合された蓋体とを具備することにより、上記半導体パッケージを用いた信頼性の高い半導体装置を提供できる。
【0027】
【発明の実施の形態】
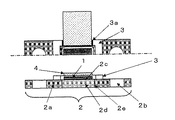
本発明の半導体パッケージを以下に詳細に説明する。図1〜図3は本発明の半導体パッケージにおける実施の形態の一例を示すものであり、図1は半導体パッケージの斜視図、図2は半導体パッケージの基体の上面及び断面図、図3は半導体パッケージの部品の上面図を示す。
図1〜図3中、1は半導体素子であり、基体2の金属ダイヤモンド複合体からなる部2d上に搭載固定されている。2は基体、3は枠体、4は枠体3の取付部3aに接合された入出力端子であり、これら基体2、枠体3、入出力端子4とで半導体素子を収容する容器が主に構成される。基体2において、2aは金属部、2bはネジ取付部、2cは半導体素子搭載部、2dは金属ダイヤモンド複合体を示す。
【0028】
また、図4は金属ダイヤモンド複合体の拡大断面図であり、金属ダイヤモンド複合体は、ダイヤモンド粒子d、金属炭化物m、並びに銅および/または銀を主成分とする金属nからなる。金属ダイヤモンド複合体は、表面に金メッキ層(n層)が被着されていることが好ましい。
【0029】
本発明で用いる金属ダイヤモンド複合体の熱膨張係数は、銅および/または銀を主成分とする金属が含浸されていることにより、5〜10×10-6/℃となっている。金属ダイヤモンド複合体に含浸させる金属として銅および/または銀を用いるのは、その熱膨張係数が17〜20×10-6/℃、熱伝導率が390W/m・K以上、弾性率が80GPa以上、融点が900℃以上とそれらの特性が半導体パッケージの製作上及び特性上から好ましいからである。
これを具体的に述べると、熱膨張係数については、ダイヤモンド粒子が金属炭化物を介して接合された母材内に銅および/または銀を主成分とする金属を適当な含有量で含浸させれば、金属ダイヤモンド複合体の熱膨張係数が半導体素子と大幅に異なる程度に上昇することは無い。また、銅及び銀の熱伝導率は非常に高いため半導体素子の作動時に発する熱を伝えるのに有利である。
【0030】
更に、銅および/または銀を主成分とする金属の融点は非常に高いため、半導体パッケージを融点が780℃程度以上の銀ロウ等のロウ材で組み立てても溶融されることが無く、ダイヤモンド粒子が金属炭化物で接合された母材内を常に安定させておくことができる。なお、上記の温度で溶融されるような金属を用いる場合には、基体や枠体の端面から金属が溶け出す場合があり、この様な金属は半導体パッケージ用の材料としては不適なものである。
【0031】
基体の一部を金属ダイヤモンド複合体から構成するための方法としては、予め作製しておいた金属ダイヤモンド複合体を基体に設けた穴に嵌め込むようにする方法及び基体に設けた穴内で金属ダイヤモンド複合体を製造する方法等がある。以下に、その製造例の概要を示すが、本発明における金属ダイヤモンド複合体を製造する方法は下記の製造例に限定されるものではない。
【0032】
(製造例A)
この製造例を図5(a)〜(f)に基づいて説明する。
まず、図5(a)に示すように、ダイヤモンド粒子2を容器1内に詰める。次いで、図5(b)に示すように金属塊3をダイヤモンド粒子2に接するように設置する。金属塊3は、4a〜6a属元素から選ばれる少なくとも1種(金属炭化物となる金属成分)とAg、Cu、Au、Al、Mg、Znから選ばれる少なくとも1種とを含む合金とからなっている。金属炭化物となる金属成分は、Ti以外にZr、Hfが特に好ましい。炭化物を形成する金属の量は少ない方が熱的な特性には好ましいが、少なすぎると効果がなくなる。このため、金属炭化物を形成する金属の量は、ダイヤモンド粒子表面に形成される炭化物反応層の厚みが0.01〜1.0μmとなるような量であることが好ましい。
【0033】
次に、図5(c)に示すように、金属塊3を加熱して溶融させて、溶融した金属4をダイヤモンド粒子2間に浸透させると、図5(d)に示すように溶融金属4中に含まれるTiがダイヤモンド2と反応してダイヤモンド粒子1の表面に金属炭化物5を形成する。
次に、真空中で加熱して、ダイヤモンド粒子間に隙間ができるまで金属4を蒸発させると図5(e)に示すように、ダイヤモンド粒子2間に隙間が空き、ダイヤモンド2と金属炭化物5と一部金属4が残った状態となる。
【0034】
次いで、ダイヤモンド粒子2間の隙間を埋めるために、Ag、Cu、Au、Al、Mg、Znから選ばれる少なくとも1種とを含む金属の金属塊を容器内に投入して減圧と加熱を行って金属を溶融させて、図5(f)に示すように、ダイヤモンド粒子2の隙間に浸透させて該隙間を埋め、浸透した金属6が固化した後、これを容器1から取り出すことにより、金属ダイヤモンド複合体を得ることができる。
【0035】
(製造例B)
まず、ダイヤモンド粒子と、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属1の粉末と、4a、5a及び6a族元素から選ばれた一種以上からなる金属2の粉末との混合粉末、又は、ダイヤモンド粒子と該金属1と該金属2の合金粉末との混合粉末を得て、これを加圧成形して混合粉末成形体を得る。他方で、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属3の粉末を加圧成形して金属粉末成形体を得る。前記の混合粉末成形体の上に前記金属粉末成形体を配置して、非酸化雰囲気下において、両成形体を接触した状態に保ちながら金属3の融点以上に加熱し、ダイヤモンド粒子表面に金属2の炭化物を形成するとともに、ダイヤモンド粒子間隙に溶融した金属3を無負荷で溶浸し緻密体とし、金属ダイヤモンド複合体を得る。
【0036】
ここで、金属1及び金属3は単体である必要はなく、Ag、Cu、Au、Al、Mg、Znのいずれかを主成分とする金属であってもよい。また、金属2も単体である必要はなく、4a、5a及び6a族元素から選ばれた一種を主成分とするものであってもよい。また、上記金属1と金属3とは同一の金属であっても良いし異なる金属であっても良い。
【0037】
上記の製造方法A及び製造方法Bによって得られた金属ダイヤモンド複合体は、いずれも、表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間を隔てる銀および/または銅を主成分とする金属とからなる構造を有している。実施例1〜3において用いた金属ダイヤモンド複合体は前記製造方法Bを用いて作製した。
【0038】
また、基体に設けた穴内で金属ダイヤモンド複合体を製造する方法については実施例4〜8において詳述するが、その製造例の概要を述べると以下の通りである。
【0039】
(製造例C)
まず、ダイヤモンド粒子と、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属1の粉末と、4a、5a及び6a族元素から選ばれた一種以上からなる金属2の粉末との混合粉末を、基体に設けた穴に充填し、プレス機を用いて穴の中でダイヤモンド粒子と金属粉末とを一様な密度になるように押し固める。また、この場合、追加的に、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属3を同時に充填しておいてもよい。次いで、加熱することにより、前記の押し固められた粉末の空隙中に金属1を、また、追加的に金属3を充填した場合には金属1と金属3とを非酸化性雰囲気中で溶浸させて空隙を埋めると共に金属2の炭化物をダイヤモンド粒子の表面に形成させることによって穴内で金属ダイヤモンド複合体を形成するとともに、これを基体に接合させる。なお、穴内で粉末を高圧プレスによって成形してもよい。
【0040】
(製造例D)
また、基体に設けた穴内で金属ダイヤモンド複合体を製造する他の方法について以下に述べる。
まず、ダイヤモンド粒子と、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属1の粉末と、4a、5a及び6a族元素から選ばれた一種以上からなる金属2の粉末との混合粉末を加圧成形してダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を得る。また、別に、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属3の粉末を用意する。次に、基体に設けた穴内に、金属3の粉末、前記仮成形体、金属3の粉末の順に充填し、これを非酸化性雰囲気中で加熱して仮成形体中に金属3を溶浸させて、仮成形体中の空隙を金属3によって埋めると共に金属3の炭化物をダイヤモンド粒子の表面に形成させることによって穴内で金属ダイヤモンド複合体を形成すると共に、これを基体に接合させる。この場合、前記金属粉末3に替えて金属粉末3の加圧成形体を用いることもできる。なお、仮成形体を高圧プレスによって成形しても良い。
【0041】
本製造例の概念図を図6に示した。
図6(a)は基体となる金属板に貫通しない穴を空けた場合を示し、図6(b)は金属板に貫通する穴を空けた場合を示している。貫通穴を空ける場合には、穴の底部に金属薄板を敷いて行うようにしている。図示したように、上下面に金属層を残すことによってダイヤモンドへの加工を完全に無くすことができ、コスト的に有利である。貫通穴を空ける場合には金属基体をプレス加工によって形成できるため低コスト化が可能である。
【0042】
なお、製造例Dを採用する場合には、基体に設ける穴は図7に示すようなテーパ付きの穴とすることが好ましい。テーパ付き穴として、穴とダイヤモンド仮成形体との隙間に該ダイヤモンド仮成形体を構成する粉末と同組成の粉末を充填することにより、穴と金属ダイヤモンド複合体との製造精度に起因して生じる隙間による接合不良を改善することができる。
【0043】
基体の金属ダイヤモンド複合体と金属部の接合部2eの接合状態を図8に示す。接合方法としては、ロウ付け、金属同士の拡散によるもの、締まりばめによるもの等を挙げることができる。
【0044】
また、図1では金属ダイヤモンド複合体が半導体素子搭載面に露出あるいは金めっき層直下まで形成されているが、その搭載面側及び下面側近傍に、金属ダイヤモンド複合体を形成する金属のみで構成される層があってもかまわない。この場合、金属ダイヤモンド複合体が露出している場合に比べて、搭載面の表面粗さが向上するため、ダイヤモンド粒子が露出しないことによる熱伝導率の低下分を補う効果がある。
【0045】
また半導体パッケージをネジ取付部2bを介して外部電気回路にネジ止めにより固定する場合、金属又は金属合金部分で強固に固定できる。また、基体のネジ取付部を介して半導体パッケージを外部電気回路にネジ止めにより強固に密着固定できるとともに、半導体素子の作動時に発する熱を効率良く基体からヒートシンク部に伝えることができる。
【0046】
基体2、枠体3、及び入出力端子4は少なくとも表面の一部に金めっき層が被着形成されていることが好ましい。この金めっき層は、金属ダイヤモンド複合体表面に露出している銅および/または銀表面、及び枠体の入出力端子取付部、入出力端子を完全に被覆していることがより好ましく、金めっき層により、使用環境での酸化による腐食を抑制する機能を有するとともに、外部回路との電気的接続時にはんだ及びアルミ線、金線、金帯によるワイヤーボンディング、リボンボンディング結線が可能となる。さらに、半導体素子の作動時に発する熱を横方向に伝える所謂伝熱媒体として機能する。更には、基体や枠体に接合させる部材を金(Au)−錫(Sn)や銀(Ag)ロウ等のロウ材で接合する際のロウ材の濡れ性を向上させる所謂濡れ性向上媒体として機能する。
【0047】
また金めっき層は、半導体パッケージ内部の気密性をヘリウム(He)を使用して検査する際に、Heの一部が金属ダイヤモンド複合体中の気孔にトラップされるのを有効に防止するので、検査に対して適格なものとなる。更に、金めっき層は、半導体素子の作動時に発する熱を、半導体素子が接合(搭載)されている接合部(搭載部)から金めっき層に沿って伝えることによって、半導体パッケージ内部全域から半導体パッケージ外表面全面、そしてヒートシンク部及び大気中へと効率良く放散させ得る。
【0048】
この金めっき層の厚さは、0.2〜5μmであることが好ましい。0.2μm未満の場合、ピンホールなどにより金属ダイヤモンド複合体表面に露出する銅および/または銀の酸化を抑制する効果が損なわれたりする。さらに、半導体素子や入出力端子をAu−SnやAgロウ等のロウ材で接合する際、ロウ材の濡れ性が損なわれ易く、また伝熱媒体としての機能が損なわれたり、半導体パッケージ内部の気密性検査の際に気密性が不安定となる。一方、5μmを超える場合、金属ダイヤモンド複合体と金めっき層との間に発生する熱応力による歪みが大きなものとなり、金めっき層が剥離し易くなる。さらに経済面でも好ましくない。
【0049】
また、平面視形状が略四角形の枠体3は、半導体素子を囲繞する4つの側壁がそれぞれ独立した個片から形成されていても良い。即ち、それぞれの個片が銀ロウ等のロウ材を介して接合されたものであっても、上記と同様に、半導体素子の作動時に発する熱を効率良く放散させ得る。なお、それぞれの個片は4つに限らず、2つの側壁が連続したもので2つの個片を銀ロウ等のロウ材で接合したもの、3つの側壁が連続したコ字状のものでそのコ字状の開口に1つの固片をロウ材で接合したもの、又は1つの側壁が2つ以上に分割されたものをロウ材で接合したものであっても良い。
【0050】
枠体側部又は上部には入出力端子の取付部3aが設けられており、半導体パッケージ内部の気密性を保持する機能を有するとともに、半導体パッケージと外部電気回路との高周波信号の入出力を行う機能を有する。なお、枠体3は、セラミックス材料で形成されていることが好ましく、その誘電率や熱膨張係数等の特性に応じて、アルミナ(Al2O3)セラミックスや窒化アルミニウム(AlN)セラミックス等のセラミックス材料が適宜選定される。
【0051】
入出力端子の取付部3aは、入出力端子が接続されるためのメタライズ層が形成されている。入出力端子は、Fe−Ni合金あるいはFe−Ni−Co合金などの金属からなり、枠体側部又は上部に形成された取付部(メタライズ層)に対してロウ材、半田材で接合される。
【0052】
このように、本発明の半導体パッケージは、半導体素子が搭載される搭載部2cとネジ取付部2bとを有する基体2と、搭載部を囲繞するとともに側部に入出力端子を接合する取付部3aを有する枠体3とを具備し、該基体2は金属部2a、及びダイヤモンド粒子が金属炭化物を介して接合された母材に銅および/または銀が含浸された金属ダイヤモンド複合体2dからなる。また、取付部にロウ材を介して接合される入出力端子4を具備する。該金属ダイヤモンド複合体の表面は、金めっき層が被着されていることが好ましい。
【0053】
また、本発明の半導体パッケージと、搭載部に搭載固定され入出力端子に電気的に接続される半導体素子と、枠体の上面に接合され半導体素子を封止する蓋体とを具備することにより、製品としての半導体装置となる。
具体的には、搭載部上面に半導体素子をガラス、樹脂、ロウ材等の接着剤を介して接着固定するとともに、半導体素子の電極をボンディングワイヤを介して所定の入出力端子に電気的に接続させる。しかる後、上面に蓋体をガラス、樹脂、ロウ材、シーム溶接等により接合させることにより、基体、枠体、入出力端子からなる半導体パッケージの内部に半導体素子を気密に収容し、この半導体パッケージの上面に蓋体を接合することにより製品としての半導体装置となる。
【0054】
なお、本発明は上記実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更を行うことは何等支障ない。例えば、半導体パッケージは、その内部に収納される半導体素子が無線通信用のMMICなどの場合、パワーアンプ用デバイスやAl2O3セラミックス基板上に厚膜メタライズでアンテナを形成した基板を具備することにより半導体装置となる。
【0055】
このような無線用半導体装置は、例えば外部電気回路から供給される高周波信号により無線半導体素子を動作させ、パワーアンプにより増幅し、アンテナから無線信号を発信することにより、無線信号発信器として機能し、無線通信分野等に多く用いることができる。
【0056】
【実施例】
以下に実施例を示し、本発明を更に詳しく説明する。
[実施例1]
熱伝導率が500W/m・K以上、熱膨張係数が約6.5×10-6/Kである、TiCに被覆された平均粒子径60μmのダイヤモンド粒子とその粒子間を隔てるように介在する銀と銅およびそれらの合金とからなる金属ダイヤモンド複合体を12×4×1.5mmに成形したものを用意した。また、12.1×4.1mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。無酸素銅板の穴に前記金属ダイヤモンド複合体を挿入し、銀ロウで接合した。無酸素銅板は金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した(本部品を部品1とする)。比較用に30×6×1.5mmの無酸素銅部品も用意し、両側にネジ固定用に直径3.2mmの貫通穴を形成した(本部品を部品2とする)。別途アルミナ製セラミックスリング部品(17×6×0.5mmの中央部に13×4mmの穴が形成され、下面は全面にタングステン厚膜が、上面には長辺に中央振り分け13mm幅のタングステン厚膜が形成されたもの)と、Fe−Ni−Co(品名:コバール)製入出力用リードフレームを用意した。部品1と2及びセラミックスリングのタングステン厚膜部にはNiめっきを施し、銀ロウを用いて、部品1、2と、セラミックスリング、リードフレームを接合した。接合後全体をNi/Auめっきした。セラミックスリング内部にLDMOS(Laterally Diffused Metal Oxide Silicon、以下同じ)型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させたとき、部品1を用いた装置の素子表面温度は、部品2を用いた装置に比べて15℃以上低くなっており、長時間耐久試験を施したところ、その半導体素子寿命は20%以上長くなった。
【0057】
[実施例2]
熱伝導率が500W/m・K以上、熱膨張係数が約6.5×10-6/Kである、TiCに被覆された平均粒子径60μmのダイヤモンド粒子とその粒子間を隔てるように介在する銀と銅およびそれらの合金とからなる金属ダイヤモンド複合体を12×4×1.5mmに成形したものを用意した。また、11.95×3.98mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。無酸素銅を非酸化雰囲気中で500℃に加熱しておき、熱膨張により拡大した穴に先の金属ダイヤモンド複合体を挿入したのち冷却し、締まりばめで接合した。無酸素銅は金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0058】
[実施例3]
熱伝導率が500W/m・K以上、熱膨張係数が約6.5×10-6/Kである、TiCに被覆された平均粒子径60μmのダイヤモンド粒子とその粒子間を隔てるように介在する銀と銅およびそれらの合金とからなる金属ダイヤモンド複合体を12×4×1.4mmに成形したものと、12.5×4.5mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。無酸素銅板の穴に、先に用意した金属ダイヤモンド複合体と、金属ダイヤモンド複合体を構成する金属(銀及び銅)の粉末を若干無酸素銅板より盛り上がる程度に封入し、非酸化雰囲気中で約1000℃に加熱した。金属粉末は非酸化雰囲気中で、軟化溶融し、金属ダイヤモンド複合体及び無酸素銅に接合、拡散し、無酸素銅板の穴を完全に埋めた。盛り上がり分を除去するため、表面を研磨した後、無酸素銅は金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体を接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0059】
[実施例4]
12.5×4.5mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。粒径30〜80μm程度のダイヤモンド粒子と、銀粉末、銅粉末、活性銀ロウ(Ag−Cu−Ti)粉末を攪拌、混合した後に、無酸素銅板の穴に盛り上がるほど十分に封入した。プレス時に銅板が圧延されないよう、銅板の外周に沿って固定用の枠を設置した。上方より高圧プレス機により面圧約800MPaでプレスすることで、銅板の穴の中でダイヤモンド粒子と金属粉末とが一様な密度に押し固められた。その後、ダイヤモンド粒子と金属が押し固められた中に残存する空孔を埋めると同時に、Tiによりダイヤモンド粒子の周りに炭化物(TiC)を形成して金属との接合強度を向上させるために、非酸化雰囲気中でAgとCuからなる金属を溶浸させた。盛り上がり分を除去するため、表面を研磨した後、無酸素銅を金属ダイヤモンド複合体が中央にくるよう30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0060】
[実施例5]
12.5×4.5mm深さ1.5mmの穴を一定間隔に複数個空けた、厚み2mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。粒径30〜80μm程度のダイヤモンド粒子と、銀粉末、銅粉末、活性銀ロウ(Ag−Cu−Ti)粉末を攪拌、混合した後に、無酸素銅板の穴に盛り上がるほど十分に封入した。プレス時に銅板が圧延されないよう、銅板の外周に沿って固定用の枠を設置した。上方より高圧プレス機により面圧約800MPaでプレスすることで、銅板の穴の中でダイヤモンド粒子と金属粉末とが一様な密度に押し固められた。その後、ダイヤモンド粒子と金属が押し固められた中に残存する空孔を埋めると同時に、Tiによりダイヤモンド粒子の周りに炭化物(TiC)を形成して金属との接合強度を向上させるために、非酸化雰囲気中でAg、Cuからなる金属を溶浸させた。上面の盛り上がり分を除去するために表面を、また、厚みを1.5mmに調整するために逆側の面をそれぞれ研磨した後、無酸素銅は金属ダイヤモンド複合体が中央にくるよう30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体を接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0061】
[実施例6]
12.5×4.5mm深さ1.4mmの穴を一定間隔に複数個空けた、厚み2mmのコバール(品名)板を用意した。粒径10〜60μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合した後に、金型に充填し面圧約800MPaで加圧成形して12.4×4.4×1.3mmのダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を用意した。また、銀粉末と銅粉末とを重量比で72wt%、28wt%となるように混合した粉末も用意した。用意した合金板に前記粉末、前記仮成形体、前記粉末の順に充填し、900℃前後の非酸化性雰囲気炉中に入れた。取り出した板は、ダイヤモンド粒子の周りに炭化物(TiC)が形成され、その粒子間に銀と銅とがほぼ共晶組成で溶浸されていると共に、合金板に接合されていた。上面および下面から1.5mm厚になるように研磨を施した後に、金属ダイヤモンド複合体が中央にくるように30×6mmに合金板部分を切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0062】
[実施例7]
深さ1.4mmで底部が12.5×4.5mmとなるようなテーパの付いた穴を一定間隔に複数個空けた、厚み2mmの無酸素銅板を用意した。粒径10〜60μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合した後に、金型に充填し面圧約800MPaで加圧成形して12.4×4.4×1.3mmのダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を用意した。また、銀粉末と銅粉末とを重量比で72wt%、28wt%となるように混合した粉末を12.4×4.4mmのサイズで厚みが0.5mmおよび2mmとなるようにプレス成形して得た金属成形体も用意した。用意した無酸素銅板に0.5mm厚の金属成形体、ダイヤモンド粒子と金属粉末とからなる仮成形体、2mm厚の金属成形体の順に充填し、さらにテーパ部分にも粉末を充填し、900℃前後の非酸化性雰囲気炉中に入れた。取り出した板は、ダイヤモンド粒子の周りに炭化物(TiC)が形成され、その粒子間に銀と銅とがほぼ共晶組成で溶浸されていると共に、無酸素銅板に接合されていた。下面に無酸素銅層が20μm程度残るように、全体で1.5mm厚に研磨を施した後に、金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。
実施例1と同様に無酸素銅層を残した側にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0063】
[実施例8]
深さ1.4mmで底部が12.5×4.5mmとなるようなテーパの付いた穴を一定間隔に複数個空けた、厚み2mmの無酸素銅板を用意した。粒径10〜60μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合したもの(混合粒1)と、粒径300〜450μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合したもの(混合粒2)とを用意した。
まず、金型に混合粒1を薄く充填し、次にその上に11×3mm高さ5mmの枠を静かに置き、内部に混合粒2を、枠の外側と金型の間に混合粒1を充填し、その後、枠を静かに抜き取り、その上から再度混合粒1を充填してから面圧約800MPaで加圧成形して12.4×4.4×1.3mmのダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を用意した。また、銀粉末と銅粉末とを重量比で72wt%、28wt%となるように混合した粉末を12.4×4.4mmのサイズで厚みが0.5mmおよび2mmとなるようにプレス成形して得た金属成形体も用意した。用意した無酸素銅板に0.5mm厚の金属成形体、ダイヤモンド粒子と金属粉末とからなる仮成形体、2mm厚の金属成形体の順に充填し、さらにテーパ部分にも粉末を充填し、900℃前後の非酸化性雰囲気炉中に入れた。取り出した板は、ダイヤモンド粒子の周りに炭化物(TiC)が形成され、その粒子間に銀と銅とがほぼ共晶組成で溶浸されていると共に、無酸素銅板に接合されていた。下面に無酸素銅層が20μm程度残るように、全体で1.5mm厚に研磨を施した後に、金属ダイヤモンド複合体が中央に来るように、30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。
実施例1と同様に無酸素銅層を残した側にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0064】
【発明の効果】
本発明は、上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する基体と、基体の上面に搭載部を囲繞するように設けられ、側部又は上部に入出力端子の取付部を有する枠体と、取付部に接合された入出力端子とを具備し、基体は、少なくとも半導体素子搭載部下部の一部がダイヤモンド粒子が金属炭化物を介して接合する母材に銅および/または銀を主成分とする金属が含浸された金属ダイヤモンド複合体からなり、ネジ取付部を含む他の部分が金属からなることから、半導体パッケージを外部電気回路にネジ止めにより強固に密着固定できるとともに、半導体素子の作動時に発する熱が基体中及び枠体中を効率良く伝わり外部電気回路のヒートシンク部や大気中に放散し得る。
【0065】
さらに本発明の半導体パッケージは、その基体及び枠体、入出力端子表面の少なくとも一部分が金めっき層で被着されることから、金属ダイヤモンド複合体表面に露出する銅および/または銀が酸化腐食するのを抑制でき、内部に封入する半導体素子を長期間にわたって安定して使用することができる。
【0066】
また、本発明の半導体装置は、本発明の半導体素子収納用パッケージと、搭載部に搭載固定されるとともに入出力端子に電気的に接続された半導体素子と、枠体の上面に接合された蓋体とを具備したことにより、上記作用効果を有する半導体パッケージを用いた信頼性の高い半導体装置を提供できる。
【図面の簡単な説明】
【図1】本発明の半導体素子収納パッケージの一例の斜視図である。
【図2】図1の半導体素子収納パッケージの上面図及び断面図である。
【図3】図1の半導体素子収納パッケージの部品の上面図である。
【図4】金属ダイヤモンド複合体の拡大断面図である。
【図5】本発明における金属ダイヤモンド複合体の製造方法の一例を示す図である。
【図6】本発明におけるの金属ダイヤモンド複合体の製造方法一例を示す図である。
【図7】基体にテーパ状の穴を設けた場合の基体と金属ダイヤモンド複合体との接合状態を示す図である。
【図8】金属と金属ダイヤモンド複合体の接合状態を示す図である。
【符合の説明】
1 半導体素子
2 基体
2a 金属部
2b ネジ取付部
2c 搭載部
2d 金属ダイヤモンド複合体
2e 金属部と金属ダイヤモンド複合体の接合部
3 枠体
3a 入出力端子取付部
4 入出力端子
d ダイヤモンド粒子
11 ダイヤモンド粒子
12 金属炭化物
12a 金属塊
12b 溶融金属
13a 金属塊
15 容器
d ダイヤモンド粒子
m 金属炭化物
n 銅および/または銀を主成分とする金属
【発明の属する技術分野】
本発明は、IC、LSI等の半導体集積回路素子、電界効果型トランジスタ(FET:Field Effect Transistor)などの各種半導体素子を収納するための半導体素子収納用パッケージ、特に通信基地局の電気・電子機器用のハイパワーの高周波トランジスター、パワーアンプに用いられる半導体素子収納用パッケージ、及びその半導体素子収納用パッケージを用いた半導体装置に関する。
【0002】
【従来の技術】
従来の半導体素子収納用パッケージ(以下、半導体パッケージという)の一種である、無線用半導体パッケージは、直方体形状の金属基体に熱拡散用基板を載置し、その上部に半導体素子を搭載する形状であった。
近年半導体素子の出力増強に伴ない、投入電力が増加し、発熱量も増加の一途をたどっている。これに対応して、金属基体や熱拡散用基板にCuやCu−W複合体などの高熱伝導率材料を適用することで放熱特性を高める方策が取られてきた。特に最近のパッケージ形態としては、Cu−W複合合金の基体に、半導体素子を囲繞するようにセラミックスの壁を形成し、その上部に入出力端子を取り付けるものが主流となっている。
【0003】
特許文献1には、この種のパッケージが紹介されている。同文献の記載によれば、銅−タングステン系および/または銅−モリブデン系複合材料からなる放熱基板において、銅の含有量が30質量%以下の複合材料をその放熱基板に使うことによって、パッケージの周辺部材であるセラミックスに損傷を与えることが無く、また銅の含有量が25質量%以下のものを用いることによって、これとセラミックスからなる周辺部材とをロウ材によって直接接続しても実用上問題は無いとしている。
さらに特許文献2には、銅−タングステン系および/または銅−モリブデン系複合材料からなる放熱基板において、銅の含有量が25質量%未満になると、基板自体の剛性が上昇するため、特に放熱量の大きなパッケージでは、それらの接続部にかなり厚目のロウ材層又は応力緩和層を介挿しないと、実用時の冷熱サイクルに耐えられない場合もあることから、材料中の銅の量を制御するだけでなく、含有する鉄族金属の量を調整することで熱伝導率を保持したままヤング率を最適化する手法が報告されている。
【0004】
特許文献3には、半導体素子搭載部直下のみにダイヤモンドおよび/またはダイヤモンドコート基板を使うことで、高放熱性の確保と同時に経済性を重視した半導体収納用パッケージが紹介されている。
【0005】
【特許文献1】
特公平4−65544号公報
【特許文献2】
特開2002−121639号公報
【特許文献3】
特開2001−244357号公報
【0006】
【発明が解決しようとする課題】
しかしながら、近年半導体素子のさらなる出力増強に伴ない作動時に発する熱量がますます増加し、その熱は、放散しきれずに蓄熱され、その結果半導体素子の作動性が損なわれたり、熱破壊されるといった問題を有していた。このような問題点を解決する手段として、外部に冷却設備を追加したり、さらに大型化し熱伝導の効率を向上させることも考えられるが、この場合、半導体パッケージを収納する筐体の消費電力が増加するもしくは大型化し、近時の小型化、軽量化、低消費電力化といった動向から外れることになる。
【0007】
またダイヤモンドおよび/またはダイヤモンド薄膜基板を使用したパッケージは、半導体素子で局所的に発生した熱をいち早く拡散させる効果は高いが、ダイヤモンド及びダイヤモンド薄膜基板の下に熱伝導率が劣る基板が配置される構成のため、パッケージ外部に放熱(伝熱)する系では、今後増加する発熱量に対して放熱性が不足する可能性が有る。さらに、半導体素子よりも大きな単結晶ダイヤモンドあるいは気相合成による単結晶/多結晶ダイヤモンド及び気相合成により形成されるダイヤモンド薄膜基板は、合成のコストや、表面形状を半導体素子の搭載が可能なレベルにする加工コストが十分には抑制しきれず、経済性の面で特別な用途への適用に限定されてしまう。
【0008】
これらの問題点は、上記半導体パッケージに限らず、基体を放熱板として機能させる、IC、LSI等の半導体集積回路素子やFET等の各種半導体素子を収納する半導体パッケージに関しても同様である。
【0009】
従って、本発明は、上記問題点に鑑み完成されたものであり、その目的は、IC、LSI等の半導体集積回路素子、及びFET、LD、PD等の各種半導体素子、特にハイパワー高周波トランジスタの作動時に発する熱を効率良くパッケージ搭載基板に伝えることにより、半導体素子を長期間にわたり正常かつ安定に作動させるとともに、経済性の良い半導体素子収納用パッケージを供給することである。
【0010】
【課題を解決するための手段】
本発明者等は鋭意検討を進めた結果、基体に改良を加えることにより上記課題を解決することができることを見出して本発明を完成させたものであり、その発明の構成は、以下のとおりである。
(1)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられ、側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合された入出力端子とを具備した半導体素子収納用パッケージにおいて、前記基体は、少なくとも半導体素子搭載部下部の一部が、その表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間に含浸されてダイヤモンド粒子間を隔てている銀および/または銅を主成分とする金属とからなる金属ダイヤモンド複合体からなり、前記ネジ取付部を含む他の部分が金属からなることを特徴とする半導体素子収納用パッケージ。
【0011】
(2)前記金属及び金属ダイヤモンド複合体からなる基体および/または枠体および/または入出力端子表面の少なくとも一部分に、金めっき層が被着されてなることを特徴とする上記(1)記載の半導体素子収納用パッケージ。
(3)前記金属及び金属ダイヤモンド複合体からなる基体において、該金属が、Cu、Fe、Mo、W、Ni、Co及びCrから選ばれる少なくとも1種類を含む金属又は金属合金であることを特徴とする上記(1)又は(2)記載の半導体素子収納用パッケージ。
(4)前記金属及び金属ダイヤモンド複合体からなる基体において、該金属の熱膨張係数が該金属ダイヤモンド複合体の熱膨張係数と同じかそれより大きいことを特徴とする(1)〜(3)のいずれかに記載の半導体素子収納用パッケージ。
【0012】
(5)前記金属と金属ダイヤモンド複合体との接合方法がロウ付けであることを特徴とする上記(1)〜(4)のいずれかに記載の半導体素子収納用パッケージ。
(6)前記金属と金属ダイヤモンド複合体との接合方法が、該金属同士の拡散によるものであることを特徴とする(1)〜(4)のいずれかに記載の半導体素子収納用パッケージ。
(7)前前記金属と金属ダイヤモンド複合体との接合方法が、締まりばめによることを特徴とする(1)〜(4)のいずれかに記載の半導体素子収納用パッケージ。
【0013】
(8)前記ダイヤモンド粒子の平均粒径が10〜700μmであることを特徴とする上記(1)〜(7)のいずれかに記載の半導体素子収納用パッケージ。
(9)前記ダイヤモンド粒子の平均粒径が金属ダイヤモンド複合体の中心部では50〜700μmで、周辺部では10〜60μmであることを特徴とする上記(1)〜(8)のいずれかに記載の半導体素子収納用パッケージ。
(10)上記(1)〜(9)のいずれかに記載の半導体素子収納用パッケージと、前記搭載部に搭載固定された半導体素子と、前記枠体の上面に接合された蓋体とを具備したことを特徴とする半導体装置。
【0014】
(11)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分に、その表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間に含浸されてダイヤモンド粒子間を隔てている銀および/または銅を主成分とする金属とからなる金属ダイヤモンド複合体を挿入し、次いで金属基体と該金属ダイヤモンド複合体とを接合することにより形成することを特徴とするの半導体素子収納用パッケージを製造する方法。
【0015】
(12)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分にダイヤモンド粒子と銅及び/又は銀を主成分とする金属の粉末と4a、5a及び6a族元素から選ばれた一種以上から成る金属の粉末とを充填し、この粉末混合物をダイヤモンド粒子と金属粉末とが一様な密度に分布するように押し固め、次いで、銅及び/又は銀を主成分とする金属を粉末の空隙中に溶浸させることにより、ダイヤモンド粒子の表面に炭化物を形成させて金属ダイヤモンド複合体を形成すると共に該金属ダイヤモンド複合体と基体とを接合させることを特徴とする半導体素子収納用パッケージを製造する方法。
【0016】
(13)上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分に、ダイヤモンド粒子と銅及び/又は銀を主成分とする金属の粉末と4a、5a及び6a族元素から選ばれた一種以上から成る金属の粉末を加圧成形して得たダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を充填し、次いで、この仮成形体に銅及び/又は銀を主成分とする金属の粉末を溶浸させることにより、ダイヤモンド粒子の表面に炭化物を形成させて金属ダイヤモンド複合体を形成すると共に該金属ダイヤモンド複合体と基体とを基体と接合させることを特徴とする半導体素子収納用パッケージを製造する方法。
【0017】
(14)前記仮成形体を銅及び/又は銀を主成分とする金属の粉末の成形体によって挟み、これを加熱することにより銅及び/又は銀を主成分とする金属を仮成形体に溶浸させることを特徴とする請求項13に記載の半導体素子収納用パッケージを製造する方法。
【0018】
上記(1)及び(2)の構成により、半導体パッケージを外部電気回路に強固に密着固定できるとともに、半導体素子の作動時に発する熱量が非常に大きい場合でも、その熱を効率良くヒートシンク部に伝えることができ、さらに安定物質である金めっき層を形成することで、湿度などに対する劣化も抑制でき、半導体パッケージ内部に収納する半導体素子を長期間にわたり正常かつ安定に作動させ得る。
【0019】
また金属及び金属ダイヤモンド複合体からなる基体において、該金属として、Cu、Fe、Mo、W、Ni、Co、Crの少なくとも1種類を含む金属又は金属合金を用いることにより、全体を金属ダイヤモンド複合体とするよりも素材コストの低減が可能となり、また外形形状の加工性も一般に用いられる金属加工法が適用でき、ダイヤモンドを含有することに起因する特殊加工工程を省略することで加工コストの低減とともに、加工時間の短縮が可能となり、パッケージコストの低減が可能となる。
【0020】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の、金属の熱膨張係数が金属ダイヤモンド複合体の熱膨張係数にくらべて同じか大きくすることにより、半導体素子を基体の搭載部に金系はんだを用いて接合する際に昇温しても、搭載後降温しても基体の金属と金属ダイヤモンド複合体との界面に隙間が生じることは無い。
【0021】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の金属部と金属ダイヤモンド複合体との接合方法が、ロウ付けであることにより、強固に接合できる。
【0022】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の金属部と金属ダイヤモンド複合体との接合方法が、該金属同士の拡散によるものであることにより、強固に接合できるとともに、界面極近傍の熱膨張係数や熱伝導率などの特性が金属及び金属ダイヤモンド複合体の中間の特性となり、半導体素子搭載時の昇降温や、熱衝撃、温度サイクル試験などによる温度変化に対しても熱応力の集中を緩和できる。
【0023】
また本発明のパッケージにおいては、金属及び金属ダイヤモンド複合体からなる基体の金属部と金属ダイヤモンド複合体との接合方法が、締まりばめによることにより、強固に接合できる。
【0024】
また本発明のパッケージにおいては、ダイヤモンド粒子の平均粒径は10〜700μmであることにより金属ダイヤモンド複合体が適度な熱膨張係数を有することができる。10μmより小さいと基体の上面から下面までの放熱経路にダイヤモンド粒子が多数並び、その粒子間を隔てる金属層が増えるために十分な熱伝導率が得られない。また、700μmより大きい場合は、基体の厚みが1.4mm程度である場合などにはダイヤモンド粒子が1、2個しか入らず、金属ダイヤモンド複合体としての熱膨張係数がダイヤモンドの熱膨張係数と近いものとなり、搭載する半導体素子の熱膨張係数との乖離が大きくなる。
【0025】
また本発明のパッケージにおいては、ダイヤモンド粒子の平均粒径は金属ダイヤモンド複合体の中心部では50〜700μmであり、周辺部では10〜60μmであるようにすることにより、熱伝導率を高めることができ、また、金型の損傷を軽減できる。すなわち、中心部に比較的大粒径のダイヤモンド粒子を配置することで、熱伝導率を高めることができ、周辺部に比較的小粒径のダイヤモンド粒子を配置することで、金属ダイヤモンド複合体を作成する過程で、金型につく傷を小さくすることができると共に、基体上下面近傍の表面粗さを低減できる。
【0026】
また、本発明の半導体装置は、上記本発明の半導体素子収納用パッケージと、前記搭載部に搭載固定されるとともに前記入出力端子に電気的に接続された半導体素子と、前記枠体の上面に接合された蓋体とを具備することにより、上記半導体パッケージを用いた信頼性の高い半導体装置を提供できる。
【0027】
【発明の実施の形態】
本発明の半導体パッケージを以下に詳細に説明する。図1〜図3は本発明の半導体パッケージにおける実施の形態の一例を示すものであり、図1は半導体パッケージの斜視図、図2は半導体パッケージの基体の上面及び断面図、図3は半導体パッケージの部品の上面図を示す。
図1〜図3中、1は半導体素子であり、基体2の金属ダイヤモンド複合体からなる部2d上に搭載固定されている。2は基体、3は枠体、4は枠体3の取付部3aに接合された入出力端子であり、これら基体2、枠体3、入出力端子4とで半導体素子を収容する容器が主に構成される。基体2において、2aは金属部、2bはネジ取付部、2cは半導体素子搭載部、2dは金属ダイヤモンド複合体を示す。
【0028】
また、図4は金属ダイヤモンド複合体の拡大断面図であり、金属ダイヤモンド複合体は、ダイヤモンド粒子d、金属炭化物m、並びに銅および/または銀を主成分とする金属nからなる。金属ダイヤモンド複合体は、表面に金メッキ層(n層)が被着されていることが好ましい。
【0029】
本発明で用いる金属ダイヤモンド複合体の熱膨張係数は、銅および/または銀を主成分とする金属が含浸されていることにより、5〜10×10-6/℃となっている。金属ダイヤモンド複合体に含浸させる金属として銅および/または銀を用いるのは、その熱膨張係数が17〜20×10-6/℃、熱伝導率が390W/m・K以上、弾性率が80GPa以上、融点が900℃以上とそれらの特性が半導体パッケージの製作上及び特性上から好ましいからである。
これを具体的に述べると、熱膨張係数については、ダイヤモンド粒子が金属炭化物を介して接合された母材内に銅および/または銀を主成分とする金属を適当な含有量で含浸させれば、金属ダイヤモンド複合体の熱膨張係数が半導体素子と大幅に異なる程度に上昇することは無い。また、銅及び銀の熱伝導率は非常に高いため半導体素子の作動時に発する熱を伝えるのに有利である。
【0030】
更に、銅および/または銀を主成分とする金属の融点は非常に高いため、半導体パッケージを融点が780℃程度以上の銀ロウ等のロウ材で組み立てても溶融されることが無く、ダイヤモンド粒子が金属炭化物で接合された母材内を常に安定させておくことができる。なお、上記の温度で溶融されるような金属を用いる場合には、基体や枠体の端面から金属が溶け出す場合があり、この様な金属は半導体パッケージ用の材料としては不適なものである。
【0031】
基体の一部を金属ダイヤモンド複合体から構成するための方法としては、予め作製しておいた金属ダイヤモンド複合体を基体に設けた穴に嵌め込むようにする方法及び基体に設けた穴内で金属ダイヤモンド複合体を製造する方法等がある。以下に、その製造例の概要を示すが、本発明における金属ダイヤモンド複合体を製造する方法は下記の製造例に限定されるものではない。
【0032】
(製造例A)
この製造例を図5(a)〜(f)に基づいて説明する。
まず、図5(a)に示すように、ダイヤモンド粒子2を容器1内に詰める。次いで、図5(b)に示すように金属塊3をダイヤモンド粒子2に接するように設置する。金属塊3は、4a〜6a属元素から選ばれる少なくとも1種(金属炭化物となる金属成分)とAg、Cu、Au、Al、Mg、Znから選ばれる少なくとも1種とを含む合金とからなっている。金属炭化物となる金属成分は、Ti以外にZr、Hfが特に好ましい。炭化物を形成する金属の量は少ない方が熱的な特性には好ましいが、少なすぎると効果がなくなる。このため、金属炭化物を形成する金属の量は、ダイヤモンド粒子表面に形成される炭化物反応層の厚みが0.01〜1.0μmとなるような量であることが好ましい。
【0033】
次に、図5(c)に示すように、金属塊3を加熱して溶融させて、溶融した金属4をダイヤモンド粒子2間に浸透させると、図5(d)に示すように溶融金属4中に含まれるTiがダイヤモンド2と反応してダイヤモンド粒子1の表面に金属炭化物5を形成する。
次に、真空中で加熱して、ダイヤモンド粒子間に隙間ができるまで金属4を蒸発させると図5(e)に示すように、ダイヤモンド粒子2間に隙間が空き、ダイヤモンド2と金属炭化物5と一部金属4が残った状態となる。
【0034】
次いで、ダイヤモンド粒子2間の隙間を埋めるために、Ag、Cu、Au、Al、Mg、Znから選ばれる少なくとも1種とを含む金属の金属塊を容器内に投入して減圧と加熱を行って金属を溶融させて、図5(f)に示すように、ダイヤモンド粒子2の隙間に浸透させて該隙間を埋め、浸透した金属6が固化した後、これを容器1から取り出すことにより、金属ダイヤモンド複合体を得ることができる。
【0035】
(製造例B)
まず、ダイヤモンド粒子と、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属1の粉末と、4a、5a及び6a族元素から選ばれた一種以上からなる金属2の粉末との混合粉末、又は、ダイヤモンド粒子と該金属1と該金属2の合金粉末との混合粉末を得て、これを加圧成形して混合粉末成形体を得る。他方で、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属3の粉末を加圧成形して金属粉末成形体を得る。前記の混合粉末成形体の上に前記金属粉末成形体を配置して、非酸化雰囲気下において、両成形体を接触した状態に保ちながら金属3の融点以上に加熱し、ダイヤモンド粒子表面に金属2の炭化物を形成するとともに、ダイヤモンド粒子間隙に溶融した金属3を無負荷で溶浸し緻密体とし、金属ダイヤモンド複合体を得る。
【0036】
ここで、金属1及び金属3は単体である必要はなく、Ag、Cu、Au、Al、Mg、Znのいずれかを主成分とする金属であってもよい。また、金属2も単体である必要はなく、4a、5a及び6a族元素から選ばれた一種を主成分とするものであってもよい。また、上記金属1と金属3とは同一の金属であっても良いし異なる金属であっても良い。
【0037】
上記の製造方法A及び製造方法Bによって得られた金属ダイヤモンド複合体は、いずれも、表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間を隔てる銀および/または銅を主成分とする金属とからなる構造を有している。実施例1〜3において用いた金属ダイヤモンド複合体は前記製造方法Bを用いて作製した。
【0038】
また、基体に設けた穴内で金属ダイヤモンド複合体を製造する方法については実施例4〜8において詳述するが、その製造例の概要を述べると以下の通りである。
【0039】
(製造例C)
まず、ダイヤモンド粒子と、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属1の粉末と、4a、5a及び6a族元素から選ばれた一種以上からなる金属2の粉末との混合粉末を、基体に設けた穴に充填し、プレス機を用いて穴の中でダイヤモンド粒子と金属粉末とを一様な密度になるように押し固める。また、この場合、追加的に、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属3を同時に充填しておいてもよい。次いで、加熱することにより、前記の押し固められた粉末の空隙中に金属1を、また、追加的に金属3を充填した場合には金属1と金属3とを非酸化性雰囲気中で溶浸させて空隙を埋めると共に金属2の炭化物をダイヤモンド粒子の表面に形成させることによって穴内で金属ダイヤモンド複合体を形成するとともに、これを基体に接合させる。なお、穴内で粉末を高圧プレスによって成形してもよい。
【0040】
(製造例D)
また、基体に設けた穴内で金属ダイヤモンド複合体を製造する他の方法について以下に述べる。
まず、ダイヤモンド粒子と、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属1の粉末と、4a、5a及び6a族元素から選ばれた一種以上からなる金属2の粉末との混合粉末を加圧成形してダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を得る。また、別に、Ag、Cu、Au、Al、Mg、Znより選ばれた一種以上からなる金属3の粉末を用意する。次に、基体に設けた穴内に、金属3の粉末、前記仮成形体、金属3の粉末の順に充填し、これを非酸化性雰囲気中で加熱して仮成形体中に金属3を溶浸させて、仮成形体中の空隙を金属3によって埋めると共に金属3の炭化物をダイヤモンド粒子の表面に形成させることによって穴内で金属ダイヤモンド複合体を形成すると共に、これを基体に接合させる。この場合、前記金属粉末3に替えて金属粉末3の加圧成形体を用いることもできる。なお、仮成形体を高圧プレスによって成形しても良い。
【0041】
本製造例の概念図を図6に示した。
図6(a)は基体となる金属板に貫通しない穴を空けた場合を示し、図6(b)は金属板に貫通する穴を空けた場合を示している。貫通穴を空ける場合には、穴の底部に金属薄板を敷いて行うようにしている。図示したように、上下面に金属層を残すことによってダイヤモンドへの加工を完全に無くすことができ、コスト的に有利である。貫通穴を空ける場合には金属基体をプレス加工によって形成できるため低コスト化が可能である。
【0042】
なお、製造例Dを採用する場合には、基体に設ける穴は図7に示すようなテーパ付きの穴とすることが好ましい。テーパ付き穴として、穴とダイヤモンド仮成形体との隙間に該ダイヤモンド仮成形体を構成する粉末と同組成の粉末を充填することにより、穴と金属ダイヤモンド複合体との製造精度に起因して生じる隙間による接合不良を改善することができる。
【0043】
基体の金属ダイヤモンド複合体と金属部の接合部2eの接合状態を図8に示す。接合方法としては、ロウ付け、金属同士の拡散によるもの、締まりばめによるもの等を挙げることができる。
【0044】
また、図1では金属ダイヤモンド複合体が半導体素子搭載面に露出あるいは金めっき層直下まで形成されているが、その搭載面側及び下面側近傍に、金属ダイヤモンド複合体を形成する金属のみで構成される層があってもかまわない。この場合、金属ダイヤモンド複合体が露出している場合に比べて、搭載面の表面粗さが向上するため、ダイヤモンド粒子が露出しないことによる熱伝導率の低下分を補う効果がある。
【0045】
また半導体パッケージをネジ取付部2bを介して外部電気回路にネジ止めにより固定する場合、金属又は金属合金部分で強固に固定できる。また、基体のネジ取付部を介して半導体パッケージを外部電気回路にネジ止めにより強固に密着固定できるとともに、半導体素子の作動時に発する熱を効率良く基体からヒートシンク部に伝えることができる。
【0046】
基体2、枠体3、及び入出力端子4は少なくとも表面の一部に金めっき層が被着形成されていることが好ましい。この金めっき層は、金属ダイヤモンド複合体表面に露出している銅および/または銀表面、及び枠体の入出力端子取付部、入出力端子を完全に被覆していることがより好ましく、金めっき層により、使用環境での酸化による腐食を抑制する機能を有するとともに、外部回路との電気的接続時にはんだ及びアルミ線、金線、金帯によるワイヤーボンディング、リボンボンディング結線が可能となる。さらに、半導体素子の作動時に発する熱を横方向に伝える所謂伝熱媒体として機能する。更には、基体や枠体に接合させる部材を金(Au)−錫(Sn)や銀(Ag)ロウ等のロウ材で接合する際のロウ材の濡れ性を向上させる所謂濡れ性向上媒体として機能する。
【0047】
また金めっき層は、半導体パッケージ内部の気密性をヘリウム(He)を使用して検査する際に、Heの一部が金属ダイヤモンド複合体中の気孔にトラップされるのを有効に防止するので、検査に対して適格なものとなる。更に、金めっき層は、半導体素子の作動時に発する熱を、半導体素子が接合(搭載)されている接合部(搭載部)から金めっき層に沿って伝えることによって、半導体パッケージ内部全域から半導体パッケージ外表面全面、そしてヒートシンク部及び大気中へと効率良く放散させ得る。
【0048】
この金めっき層の厚さは、0.2〜5μmであることが好ましい。0.2μm未満の場合、ピンホールなどにより金属ダイヤモンド複合体表面に露出する銅および/または銀の酸化を抑制する効果が損なわれたりする。さらに、半導体素子や入出力端子をAu−SnやAgロウ等のロウ材で接合する際、ロウ材の濡れ性が損なわれ易く、また伝熱媒体としての機能が損なわれたり、半導体パッケージ内部の気密性検査の際に気密性が不安定となる。一方、5μmを超える場合、金属ダイヤモンド複合体と金めっき層との間に発生する熱応力による歪みが大きなものとなり、金めっき層が剥離し易くなる。さらに経済面でも好ましくない。
【0049】
また、平面視形状が略四角形の枠体3は、半導体素子を囲繞する4つの側壁がそれぞれ独立した個片から形成されていても良い。即ち、それぞれの個片が銀ロウ等のロウ材を介して接合されたものであっても、上記と同様に、半導体素子の作動時に発する熱を効率良く放散させ得る。なお、それぞれの個片は4つに限らず、2つの側壁が連続したもので2つの個片を銀ロウ等のロウ材で接合したもの、3つの側壁が連続したコ字状のものでそのコ字状の開口に1つの固片をロウ材で接合したもの、又は1つの側壁が2つ以上に分割されたものをロウ材で接合したものであっても良い。
【0050】
枠体側部又は上部には入出力端子の取付部3aが設けられており、半導体パッケージ内部の気密性を保持する機能を有するとともに、半導体パッケージと外部電気回路との高周波信号の入出力を行う機能を有する。なお、枠体3は、セラミックス材料で形成されていることが好ましく、その誘電率や熱膨張係数等の特性に応じて、アルミナ(Al2O3)セラミックスや窒化アルミニウム(AlN)セラミックス等のセラミックス材料が適宜選定される。
【0051】
入出力端子の取付部3aは、入出力端子が接続されるためのメタライズ層が形成されている。入出力端子は、Fe−Ni合金あるいはFe−Ni−Co合金などの金属からなり、枠体側部又は上部に形成された取付部(メタライズ層)に対してロウ材、半田材で接合される。
【0052】
このように、本発明の半導体パッケージは、半導体素子が搭載される搭載部2cとネジ取付部2bとを有する基体2と、搭載部を囲繞するとともに側部に入出力端子を接合する取付部3aを有する枠体3とを具備し、該基体2は金属部2a、及びダイヤモンド粒子が金属炭化物を介して接合された母材に銅および/または銀が含浸された金属ダイヤモンド複合体2dからなる。また、取付部にロウ材を介して接合される入出力端子4を具備する。該金属ダイヤモンド複合体の表面は、金めっき層が被着されていることが好ましい。
【0053】
また、本発明の半導体パッケージと、搭載部に搭載固定され入出力端子に電気的に接続される半導体素子と、枠体の上面に接合され半導体素子を封止する蓋体とを具備することにより、製品としての半導体装置となる。
具体的には、搭載部上面に半導体素子をガラス、樹脂、ロウ材等の接着剤を介して接着固定するとともに、半導体素子の電極をボンディングワイヤを介して所定の入出力端子に電気的に接続させる。しかる後、上面に蓋体をガラス、樹脂、ロウ材、シーム溶接等により接合させることにより、基体、枠体、入出力端子からなる半導体パッケージの内部に半導体素子を気密に収容し、この半導体パッケージの上面に蓋体を接合することにより製品としての半導体装置となる。
【0054】
なお、本発明は上記実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更を行うことは何等支障ない。例えば、半導体パッケージは、その内部に収納される半導体素子が無線通信用のMMICなどの場合、パワーアンプ用デバイスやAl2O3セラミックス基板上に厚膜メタライズでアンテナを形成した基板を具備することにより半導体装置となる。
【0055】
このような無線用半導体装置は、例えば外部電気回路から供給される高周波信号により無線半導体素子を動作させ、パワーアンプにより増幅し、アンテナから無線信号を発信することにより、無線信号発信器として機能し、無線通信分野等に多く用いることができる。
【0056】
【実施例】
以下に実施例を示し、本発明を更に詳しく説明する。
[実施例1]
熱伝導率が500W/m・K以上、熱膨張係数が約6.5×10-6/Kである、TiCに被覆された平均粒子径60μmのダイヤモンド粒子とその粒子間を隔てるように介在する銀と銅およびそれらの合金とからなる金属ダイヤモンド複合体を12×4×1.5mmに成形したものを用意した。また、12.1×4.1mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。無酸素銅板の穴に前記金属ダイヤモンド複合体を挿入し、銀ロウで接合した。無酸素銅板は金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した(本部品を部品1とする)。比較用に30×6×1.5mmの無酸素銅部品も用意し、両側にネジ固定用に直径3.2mmの貫通穴を形成した(本部品を部品2とする)。別途アルミナ製セラミックスリング部品(17×6×0.5mmの中央部に13×4mmの穴が形成され、下面は全面にタングステン厚膜が、上面には長辺に中央振り分け13mm幅のタングステン厚膜が形成されたもの)と、Fe−Ni−Co(品名:コバール)製入出力用リードフレームを用意した。部品1と2及びセラミックスリングのタングステン厚膜部にはNiめっきを施し、銀ロウを用いて、部品1、2と、セラミックスリング、リードフレームを接合した。接合後全体をNi/Auめっきした。セラミックスリング内部にLDMOS(Laterally Diffused Metal Oxide Silicon、以下同じ)型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させたとき、部品1を用いた装置の素子表面温度は、部品2を用いた装置に比べて15℃以上低くなっており、長時間耐久試験を施したところ、その半導体素子寿命は20%以上長くなった。
【0057】
[実施例2]
熱伝導率が500W/m・K以上、熱膨張係数が約6.5×10-6/Kである、TiCに被覆された平均粒子径60μmのダイヤモンド粒子とその粒子間を隔てるように介在する銀と銅およびそれらの合金とからなる金属ダイヤモンド複合体を12×4×1.5mmに成形したものを用意した。また、11.95×3.98mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。無酸素銅を非酸化雰囲気中で500℃に加熱しておき、熱膨張により拡大した穴に先の金属ダイヤモンド複合体を挿入したのち冷却し、締まりばめで接合した。無酸素銅は金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0058】
[実施例3]
熱伝導率が500W/m・K以上、熱膨張係数が約6.5×10-6/Kである、TiCに被覆された平均粒子径60μmのダイヤモンド粒子とその粒子間を隔てるように介在する銀と銅およびそれらの合金とからなる金属ダイヤモンド複合体を12×4×1.4mmに成形したものと、12.5×4.5mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。無酸素銅板の穴に、先に用意した金属ダイヤモンド複合体と、金属ダイヤモンド複合体を構成する金属(銀及び銅)の粉末を若干無酸素銅板より盛り上がる程度に封入し、非酸化雰囲気中で約1000℃に加熱した。金属粉末は非酸化雰囲気中で、軟化溶融し、金属ダイヤモンド複合体及び無酸素銅に接合、拡散し、無酸素銅板の穴を完全に埋めた。盛り上がり分を除去するため、表面を研磨した後、無酸素銅は金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体を接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0059】
[実施例4]
12.5×4.5mmの穴を一定間隔に複数個空けた、厚み1.5mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。粒径30〜80μm程度のダイヤモンド粒子と、銀粉末、銅粉末、活性銀ロウ(Ag−Cu−Ti)粉末を攪拌、混合した後に、無酸素銅板の穴に盛り上がるほど十分に封入した。プレス時に銅板が圧延されないよう、銅板の外周に沿って固定用の枠を設置した。上方より高圧プレス機により面圧約800MPaでプレスすることで、銅板の穴の中でダイヤモンド粒子と金属粉末とが一様な密度に押し固められた。その後、ダイヤモンド粒子と金属が押し固められた中に残存する空孔を埋めると同時に、Tiによりダイヤモンド粒子の周りに炭化物(TiC)を形成して金属との接合強度を向上させるために、非酸化雰囲気中でAgとCuからなる金属を溶浸させた。盛り上がり分を除去するため、表面を研磨した後、無酸素銅を金属ダイヤモンド複合体が中央にくるよう30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0060】
[実施例5]
12.5×4.5mm深さ1.5mmの穴を一定間隔に複数個空けた、厚み2mmの熱膨張係数が約17.0×10-6/Kの無酸素銅板を用意した。粒径30〜80μm程度のダイヤモンド粒子と、銀粉末、銅粉末、活性銀ロウ(Ag−Cu−Ti)粉末を攪拌、混合した後に、無酸素銅板の穴に盛り上がるほど十分に封入した。プレス時に銅板が圧延されないよう、銅板の外周に沿って固定用の枠を設置した。上方より高圧プレス機により面圧約800MPaでプレスすることで、銅板の穴の中でダイヤモンド粒子と金属粉末とが一様な密度に押し固められた。その後、ダイヤモンド粒子と金属が押し固められた中に残存する空孔を埋めると同時に、Tiによりダイヤモンド粒子の周りに炭化物(TiC)を形成して金属との接合強度を向上させるために、非酸化雰囲気中でAg、Cuからなる金属を溶浸させた。上面の盛り上がり分を除去するために表面を、また、厚みを1.5mmに調整するために逆側の面をそれぞれ研磨した後、無酸素銅は金属ダイヤモンド複合体が中央にくるよう30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体を接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0061】
[実施例6]
12.5×4.5mm深さ1.4mmの穴を一定間隔に複数個空けた、厚み2mmのコバール(品名)板を用意した。粒径10〜60μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合した後に、金型に充填し面圧約800MPaで加圧成形して12.4×4.4×1.3mmのダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を用意した。また、銀粉末と銅粉末とを重量比で72wt%、28wt%となるように混合した粉末も用意した。用意した合金板に前記粉末、前記仮成形体、前記粉末の順に充填し、900℃前後の非酸化性雰囲気炉中に入れた。取り出した板は、ダイヤモンド粒子の周りに炭化物(TiC)が形成され、その粒子間に銀と銅とがほぼ共晶組成で溶浸されていると共に、合金板に接合されていた。上面および下面から1.5mm厚になるように研磨を施した後に、金属ダイヤモンド複合体が中央にくるように30×6mmに合金板部分を切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。実施例1と同様にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0062】
[実施例7]
深さ1.4mmで底部が12.5×4.5mmとなるようなテーパの付いた穴を一定間隔に複数個空けた、厚み2mmの無酸素銅板を用意した。粒径10〜60μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合した後に、金型に充填し面圧約800MPaで加圧成形して12.4×4.4×1.3mmのダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を用意した。また、銀粉末と銅粉末とを重量比で72wt%、28wt%となるように混合した粉末を12.4×4.4mmのサイズで厚みが0.5mmおよび2mmとなるようにプレス成形して得た金属成形体も用意した。用意した無酸素銅板に0.5mm厚の金属成形体、ダイヤモンド粒子と金属粉末とからなる仮成形体、2mm厚の金属成形体の順に充填し、さらにテーパ部分にも粉末を充填し、900℃前後の非酸化性雰囲気炉中に入れた。取り出した板は、ダイヤモンド粒子の周りに炭化物(TiC)が形成され、その粒子間に銀と銅とがほぼ共晶組成で溶浸されていると共に、無酸素銅板に接合されていた。下面に無酸素銅層が20μm程度残るように、全体で1.5mm厚に研磨を施した後に、金属ダイヤモンド複合体が中央にくるように30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。
実施例1と同様に無酸素銅層を残した側にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0063】
[実施例8]
深さ1.4mmで底部が12.5×4.5mmとなるようなテーパの付いた穴を一定間隔に複数個空けた、厚み2mmの無酸素銅板を用意した。粒径10〜60μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合したもの(混合粒1)と、粒径300〜450μmのダイヤモンド粒子と、銀粉末、銅粉末、チタン粉末を攪拌、混合したもの(混合粒2)とを用意した。
まず、金型に混合粒1を薄く充填し、次にその上に11×3mm高さ5mmの枠を静かに置き、内部に混合粒2を、枠の外側と金型の間に混合粒1を充填し、その後、枠を静かに抜き取り、その上から再度混合粒1を充填してから面圧約800MPaで加圧成形して12.4×4.4×1.3mmのダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を用意した。また、銀粉末と銅粉末とを重量比で72wt%、28wt%となるように混合した粉末を12.4×4.4mmのサイズで厚みが0.5mmおよび2mmとなるようにプレス成形して得た金属成形体も用意した。用意した無酸素銅板に0.5mm厚の金属成形体、ダイヤモンド粒子と金属粉末とからなる仮成形体、2mm厚の金属成形体の順に充填し、さらにテーパ部分にも粉末を充填し、900℃前後の非酸化性雰囲気炉中に入れた。取り出した板は、ダイヤモンド粒子の周りに炭化物(TiC)が形成され、その粒子間に銀と銅とがほぼ共晶組成で溶浸されていると共に、無酸素銅板に接合されていた。下面に無酸素銅層が20μm程度残るように、全体で1.5mm厚に研磨を施した後に、金属ダイヤモンド複合体が中央に来るように、30×6mmに切断し、両側にネジ固定用に直径3.2mmの貫通穴を形成した。
実施例1と同様に無酸素銅層を残した側にアルミナ製セラミックスリング部品と、コバール(品名)製入出力用リードフレームでパッケージ形態に仕上げ、セラミックスリング内部にLDMOS型ハイパワートランジスタをAuGeで半田付けし、リードフレームに対してリボンボンディングで結線し、半導体装置とした。
トランジスタに電力を供給して駆動させた結果、実施例1の銀ロウで無酸素銅と金属ダイヤモンド複合体とを接合したものと同等の素子表面温度を示し、長時間耐久試験でも、その半導体素子寿命は同等の結果が得られた。
【0064】
【発明の効果】
本発明は、上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する基体と、基体の上面に搭載部を囲繞するように設けられ、側部又は上部に入出力端子の取付部を有する枠体と、取付部に接合された入出力端子とを具備し、基体は、少なくとも半導体素子搭載部下部の一部がダイヤモンド粒子が金属炭化物を介して接合する母材に銅および/または銀を主成分とする金属が含浸された金属ダイヤモンド複合体からなり、ネジ取付部を含む他の部分が金属からなることから、半導体パッケージを外部電気回路にネジ止めにより強固に密着固定できるとともに、半導体素子の作動時に発する熱が基体中及び枠体中を効率良く伝わり外部電気回路のヒートシンク部や大気中に放散し得る。
【0065】
さらに本発明の半導体パッケージは、その基体及び枠体、入出力端子表面の少なくとも一部分が金めっき層で被着されることから、金属ダイヤモンド複合体表面に露出する銅および/または銀が酸化腐食するのを抑制でき、内部に封入する半導体素子を長期間にわたって安定して使用することができる。
【0066】
また、本発明の半導体装置は、本発明の半導体素子収納用パッケージと、搭載部に搭載固定されるとともに入出力端子に電気的に接続された半導体素子と、枠体の上面に接合された蓋体とを具備したことにより、上記作用効果を有する半導体パッケージを用いた信頼性の高い半導体装置を提供できる。
【図面の簡単な説明】
【図1】本発明の半導体素子収納パッケージの一例の斜視図である。
【図2】図1の半導体素子収納パッケージの上面図及び断面図である。
【図3】図1の半導体素子収納パッケージの部品の上面図である。
【図4】金属ダイヤモンド複合体の拡大断面図である。
【図5】本発明における金属ダイヤモンド複合体の製造方法の一例を示す図である。
【図6】本発明におけるの金属ダイヤモンド複合体の製造方法一例を示す図である。
【図7】基体にテーパ状の穴を設けた場合の基体と金属ダイヤモンド複合体との接合状態を示す図である。
【図8】金属と金属ダイヤモンド複合体の接合状態を示す図である。
【符合の説明】
1 半導体素子
2 基体
2a 金属部
2b ネジ取付部
2c 搭載部
2d 金属ダイヤモンド複合体
2e 金属部と金属ダイヤモンド複合体の接合部
3 枠体
3a 入出力端子取付部
4 入出力端子
d ダイヤモンド粒子
11 ダイヤモンド粒子
12 金属炭化物
12a 金属塊
12b 溶融金属
13a 金属塊
15 容器
d ダイヤモンド粒子
m 金属炭化物
n 銅および/または銀を主成分とする金属
Claims (14)
- 上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取付部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられ、側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合された入出力端子とを具備した半導体素子収納用パッケージにおいて、前記基体は、少なくとも半導体素子搭載部下部の一部が、その表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間に含浸されてダイヤモンド粒子間を隔てている銀および/または銅を主成分とする金属とからなる金属ダイヤモンド複合体からなり、前記ネジ取付部を含む他の部分が金属からなることを特徴とする半導体素子収納用パッケージ。
- 前記金属及び金属ダイヤモンド複合体からなる基体および/または枠体および/または入出力端子表面の少なくとも一部分に、金めっき層が被着されてなることを特徴とする請求項1に記載の半導体素子収納用パッケージ。
- 前記金属及び金属ダイヤモンド複合体からなる基体において、該金属が、Cu、Fe、Mo、W、Ni、Co及びCrから選ばれる少なくとも1種類を含む金属又は金属合金であることを特徴とする請求項1又は2に記載の半導体素子収納用パッケージ。
- 前記金属及び金属ダイヤモンド複合体からなる基体において、該金属の熱膨張係数が該金属ダイヤモンド複合体の熱膨張係数と同じかそれより大きいことを特徴とする請求項1〜3のいずれかに記載の半導体素子収納用パッケージ。
- 前記金属と金属ダイヤモンド複合体との接合方法がロウ付けであることを特徴とする請求項1〜4のいずれかに記載の半導体素子収納用パッケージ。
- 前記金属と金属ダイヤモンド複合体との接合方法が、該金属同士の拡散によるものであることを特徴とする請求項1〜4のいずれかに記載の半導体素子収納用パッケージ。
- 前記金属と金属ダイヤモンド複合体との接合方法が、締まりばめによることを特徴とする請求項1〜4のいずれかに記載の半導体素子収納用パッケージ。
- 前記ダイヤモンド粒子の平均粒径が10〜700μmであることを特徴とする請求項1〜7のいずれかに記載の半導体素子収納用パッケージ。
- 前記ダイヤモンド粒子の平均粒径が金属ダイヤモンド複合体の中心部では50〜700μmで、周辺部では10〜60μmであることを特徴とする請求項1〜8のいずれかに記載の半導体素子収納用パッケージ。
- 請求項1〜9のいずれかに記載の半導体素子収納用パッケージと、前記搭載部に搭載固定された半導体素子と、前記枠体の上面に接合された蓋体とを具備したことを特徴とする半導体装置。
- 上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分に、その表面が金属炭化物に覆われたダイヤモンド粒子と前記ダイヤモンド粒子間に含浸されてダイヤモンド粒子間を隔てている銀および/または銅を主成分とする金属とからなる金属ダイヤモンド複合体を挿入し、次いで金属基体と該金属ダイヤモンド複合体とを接合することにより形成することを特徴とするの半導体素子収納用パッケージを製造する方法。
- 上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分にダイヤモンド粒子と銅及び/又は銀を主成分とする金属の粉末と炭化物形成用の金属の粉末とを充填し、この粉末混合物をダイヤモンド粒子と金属粉末とが一様な密度に分布するように押し固め、次いでこれを加熱して、銅及び/又は銀を主成分とする金属を粉末の空隙中に溶浸させることにより、ダイヤモンド粒子の表面に炭化物を形成させて金属ダイヤモンド複合体を形成すると共に該金属ダイヤモンド複合体と基体とを接合させることを特徴とする半導体素子収納用パッケージを製造する方法。
- 上面に半導体素子が搭載される搭載部を有するとともに対向する辺部に貫通穴又は切欠からなるネジ取り付け部を有する基体と、該基体の上面に前記搭載部を囲繞するように設けられる側部又は上部に入出力端子取付部を有する枠体と、前記取付部に接合される入出力端子とを組み立てて半導体素子収納用パッケージを製造する方法において、穴を空けた金属基体の穴の部分に、ダイヤモンド粒子と銅及び/又は銀を主成分とする金属の粉末と炭化物形成用の金属の粉末を加圧成形して得たダイヤモンド粒子と金属粉末とが一様な密度に分布した仮成形体を充填し、次いで、この仮成形体に銅及び/又は銀を主成分とする金属の粉末を溶浸させることにより、ダイヤモンド粒子の表面に炭化物を形成させて金属ダイヤモンド複合体を形成すると共に該金属ダイヤモンド複合体と基体とを基体と接合させることを特徴とする半導体素子収納用パッケージを製造する方法。
- 前記仮成形体を銅及び/又は銀を主成分とする金属の粉末の成形体によって挟み、これを加熱することにより銅及び/又は銀を主成分とする金属を仮成形体に溶浸させることを特徴とする請求項13に記載の半導体素子収納用パッケージを製造する方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002366165A JP2004200346A (ja) | 2002-12-18 | 2002-12-18 | 半導体素子収納用パッケージ、その製造方法及び半導体装置 |
| US10/724,603 US20040119161A1 (en) | 2002-12-18 | 2003-12-02 | Package for housing semiconductor chip, fabrication method thereof and semiconductor device |
| CA002452519A CA2452519A1 (en) | 2002-12-18 | 2003-12-04 | Package for housing semiconductor chip, fabrication method thereof and semiconductor device |
| EP03257751A EP1432029A3 (en) | 2002-12-18 | 2003-12-10 | Package for housing a semiconductor chip having a metal-diamond composite in the substrate, and fabrication method thereof |
| TW092135332A TW200421577A (en) | 2002-12-18 | 2003-12-15 | Package for housing semiconductor chip, fabrication method thereof and semiconductor device |
| CNA2003101206713A CN1529357A (zh) | 2002-12-18 | 2003-12-18 | 用于放置半导体芯片的封装件及其制造方法和半导体器件 |
| KR1020030092862A KR20040054553A (ko) | 2002-12-18 | 2003-12-18 | 반도체칩 수납용 패키지, 그 제조방법 및 반도체 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002366165A JP2004200346A (ja) | 2002-12-18 | 2002-12-18 | 半導体素子収納用パッケージ、その製造方法及び半導体装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004200346A true JP2004200346A (ja) | 2004-07-15 |
Family
ID=32376257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002366165A Pending JP2004200346A (ja) | 2002-12-18 | 2002-12-18 | 半導体素子収納用パッケージ、その製造方法及び半導体装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20040119161A1 (ja) |
| EP (1) | EP1432029A3 (ja) |
| JP (1) | JP2004200346A (ja) |
| KR (1) | KR20040054553A (ja) |
| CN (1) | CN1529357A (ja) |
| CA (1) | CA2452519A1 (ja) |
| TW (1) | TW200421577A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007074720A1 (ja) * | 2005-12-28 | 2007-07-05 | A. L. M. T. Corp. | 半導体素子実装用基板とそれを用いた半導体装置および半導体素子実装用基板の製造方法 |
| JPWO2013015158A1 (ja) * | 2011-07-28 | 2015-02-23 | 電気化学工業株式会社 | 半導体素子用放熱部品 |
| WO2018092251A1 (ja) * | 2016-11-17 | 2018-05-24 | 三菱電機株式会社 | 半導体パッケージ |
| CN111727266A (zh) * | 2018-02-14 | 2020-09-29 | 住友电气工业株式会社 | 复合部件以及复合部件的制造方法 |
| JP7350058B2 (ja) | 2019-03-29 | 2023-09-25 | 株式会社アライドマテリアル | 複合材料 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7791188B2 (en) | 2007-06-18 | 2010-09-07 | Chien-Min Sung | Heat spreader having single layer of diamond particles and associated methods |
| AT11107U1 (de) * | 2008-11-20 | 2010-04-15 | Plansee Se | Wärmesenke sowie verfahren zu deren herstellung |
| TWI398956B (zh) * | 2009-03-10 | 2013-06-11 | Kinik Co | 具有鑽石材料之散熱結構及其製造方法 |
| WO2011049479A1 (en) * | 2009-10-21 | 2011-04-28 | Andrey Mikhailovich Abyzov | Composite material having high thermal conductivity and process of fabricating same |
| CN103299418A (zh) | 2010-09-21 | 2013-09-11 | 铼钻科技股份有限公司 | 单层金刚石颗粒散热器及其相关方法 |
| US9006086B2 (en) | 2010-09-21 | 2015-04-14 | Chien-Min Sung | Stress regulated semiconductor devices and associated methods |
| US8778784B2 (en) | 2010-09-21 | 2014-07-15 | Ritedia Corporation | Stress regulated semiconductor devices and associated methods |
| US9194189B2 (en) | 2011-09-19 | 2015-11-24 | Baker Hughes Incorporated | Methods of forming a cutting element for an earth-boring tool, a related cutting element, and an earth-boring tool including such a cutting element |
| US9117793B2 (en) | 2012-06-29 | 2015-08-25 | Materion Corporation | Air cavity packages having high thermal conductivity base plates and methods of making |
| AT513520A1 (de) * | 2012-10-24 | 2014-05-15 | F & S Vermögensverwaltungs Gmbh | Kühlvorrichtung Halbleiter-Bauelement |
| WO2015030699A2 (en) * | 2013-06-28 | 2015-03-05 | Materion Corporation | Air cavity packages having high thermal conductivity base plates and methods of making |
| EP3151270B1 (en) * | 2014-05-27 | 2022-06-01 | Denka Company Limited | Semiconductor package and method for manufacturing same |
| DE102014217351A1 (de) * | 2014-08-29 | 2016-03-03 | Robert Bosch Gmbh | Modulanordnung sowie Getriebesteuermodul |
| CN114032413A (zh) * | 2014-09-02 | 2022-02-11 | 联合材料公司 | 金刚石复合材料和散热部件 |
| JP5807935B1 (ja) * | 2014-10-09 | 2015-11-10 | 株式会社半導体熱研究所 | 放熱基板と、それを使用した半導体用モジュール |
| US20160373154A1 (en) * | 2015-06-16 | 2016-12-22 | Ii-Vi Incorporated | Electronic Device Housing Utilizing A Metal Matrix Composite |
| US9728483B2 (en) * | 2015-12-09 | 2017-08-08 | Honeywell Federal Manufacturing & Technologies, Llc | Method of forming an integrated circuit with heat-mitigating diamond-filled channels |
| US10658264B2 (en) | 2017-09-01 | 2020-05-19 | Analog Devices, Inc. | Diamond-based heat spreading substrates for integrated circuit dies |
| JP7273374B2 (ja) * | 2018-02-21 | 2023-05-15 | 住友電気工業株式会社 | 複合材料、及び複合材料の製造方法 |
| JP6419407B1 (ja) * | 2018-04-06 | 2018-11-07 | 三菱電機株式会社 | 半導体装置 |
| CN110594989A (zh) * | 2018-06-13 | 2019-12-20 | 广东美的制冷设备有限公司 | 空调器和集成式空调控制器 |
| US10720379B2 (en) * | 2018-12-19 | 2020-07-21 | Cree, Inc. | Robust integrated circuit package |
| CN109825822A (zh) * | 2019-02-26 | 2019-05-31 | 深圳市瑞世兴科技有限公司 | 一种金刚石/铜半导体封装材料表面加工方法 |
| JP7120083B2 (ja) * | 2019-03-06 | 2022-08-17 | 株式会社デンソー | 半導体装置 |
| CN116667809B (zh) * | 2023-07-27 | 2023-09-29 | 北京炬玄智能科技有限公司 | 内置晶振封装结构、半导体器件、封装工艺和生产方法 |
| CN117139767B (zh) * | 2023-10-27 | 2023-12-26 | 合肥先进封装陶瓷有限公司 | 一种陶瓷封壳体输送装置及其装配设备 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2129143A1 (de) * | 1971-06-11 | 1972-12-21 | Wesch, Ludwig, Prof Dr , 6900 Heidelberg | Kunstbetonlaminat |
| US5126102A (en) * | 1990-03-15 | 1992-06-30 | Kabushiki Kaisha Toshiba | Fabricating method of composite material |
| JP2756075B2 (ja) * | 1993-08-06 | 1998-05-25 | 三菱電機株式会社 | 金属ベース基板およびそれを用いた電子機器 |
| JP3617232B2 (ja) * | 1997-02-06 | 2005-02-02 | 住友電気工業株式会社 | 半導体用ヒートシンクおよびその製造方法ならびにそれを用いた半導体パッケージ |
| US5920458A (en) * | 1997-05-28 | 1999-07-06 | Lucent Technologies Inc. | Enhanced cooling of a heat dissipating circuit element |
| JP3893681B2 (ja) * | 1997-08-19 | 2007-03-14 | 住友電気工業株式会社 | 半導体用ヒートシンクおよびその製造方法 |
| US6335863B1 (en) * | 1998-01-16 | 2002-01-01 | Sumitomo Electric Industries, Ltd. | Package for semiconductors, and semiconductor module that employs the package |
| US6211463B1 (en) * | 1998-01-26 | 2001-04-03 | Saint-Gobain Industrial Ceramics, Inc. | Electronic circuit package with diamond film heat conductor |
| US6114048A (en) * | 1998-09-04 | 2000-09-05 | Brush Wellman, Inc. | Functionally graded metal substrates and process for making same |
| US6703707B1 (en) * | 1999-11-24 | 2004-03-09 | Denso Corporation | Semiconductor device having radiation structure |
| US6758263B2 (en) * | 2001-12-13 | 2004-07-06 | Advanced Energy Technology Inc. | Heat dissipating component using high conducting inserts |
| US6727117B1 (en) * | 2002-11-07 | 2004-04-27 | Kyocera America, Inc. | Semiconductor substrate having copper/diamond composite material and method of making same |
-
2002
- 2002-12-18 JP JP2002366165A patent/JP2004200346A/ja active Pending
-
2003
- 2003-12-02 US US10/724,603 patent/US20040119161A1/en not_active Abandoned
- 2003-12-04 CA CA002452519A patent/CA2452519A1/en not_active Abandoned
- 2003-12-10 EP EP03257751A patent/EP1432029A3/en not_active Withdrawn
- 2003-12-15 TW TW092135332A patent/TW200421577A/zh unknown
- 2003-12-18 KR KR1020030092862A patent/KR20040054553A/ko not_active IP Right Cessation
- 2003-12-18 CN CNA2003101206713A patent/CN1529357A/zh active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007074720A1 (ja) * | 2005-12-28 | 2007-07-05 | A. L. M. T. Corp. | 半導体素子実装用基板とそれを用いた半導体装置および半導体素子実装用基板の製造方法 |
| JP4791487B2 (ja) * | 2005-12-28 | 2011-10-12 | 株式会社アライドマテリアル | 半導体素子実装用基板とそれを用いた半導体装置および半導体素子実装用基板の製造方法 |
| US8178893B2 (en) | 2005-12-28 | 2012-05-15 | A. L. M. T. Corp. | Semiconductor element mounting substrate, semiconductor device using the same, and method for manufacturing semiconductor element mounting substrate |
| JPWO2013015158A1 (ja) * | 2011-07-28 | 2015-02-23 | 電気化学工業株式会社 | 半導体素子用放熱部品 |
| WO2018092251A1 (ja) * | 2016-11-17 | 2018-05-24 | 三菱電機株式会社 | 半導体パッケージ |
| JPWO2018092251A1 (ja) * | 2016-11-17 | 2019-03-14 | 三菱電機株式会社 | 半導体パッケージ |
| CN111727266A (zh) * | 2018-02-14 | 2020-09-29 | 住友电气工业株式会社 | 复合部件以及复合部件的制造方法 |
| JP7350058B2 (ja) | 2019-03-29 | 2023-09-25 | 株式会社アライドマテリアル | 複合材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1432029A2 (en) | 2004-06-23 |
| CA2452519A1 (en) | 2004-06-18 |
| TW200421577A (en) | 2004-10-16 |
| CN1529357A (zh) | 2004-09-15 |
| US20040119161A1 (en) | 2004-06-24 |
| EP1432029A3 (en) | 2004-08-04 |
| KR20040054553A (ko) | 2004-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004200346A (ja) | 半導体素子収納用パッケージ、その製造方法及び半導体装置 | |
| US20040183172A1 (en) | Package for housing semiconductor chip, and semiconductor device | |
| US20010038140A1 (en) | High rigidity, multi-layered semiconductor package and method of making the same | |
| EP0482812B1 (en) | Method for manufacturing semiconductor-mounting heat-radiative substrates and semiconductor package using the same | |
| JP2002231850A (ja) | 半導体素子収納用配線基板 | |
| JP2002353356A (ja) | 半導体素子収納用パッケージ | |
| JP2000183253A (ja) | 半導体素子収納用パッケージ | |
| KR100413848B1 (ko) | 광모듈용 밀폐형 패키지 | |
| JP3554304B2 (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| CN1497716A (zh) | 用于装载半导体芯片的封装及半导体器件 | |
| JPH04348062A (ja) | 半導体搭載用放熱基板の製造法と該基板を用いた半導体用パッケージ | |
| JP2003197800A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2004200530A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2003046042A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2002222887A (ja) | 半導体素子収納用パッケージ | |
| JP2003188295A (ja) | 半導体素子収納パッケージ用放熱板及び光通信モジュールパッケージ用放熱板 | |
| JP2003197825A (ja) | 半導体装置及びその製造方法 | |
| JP2005159251A (ja) | 電子部品収納用パッケージおよび電子装置 | |
| JP2003133467A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2002252299A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2006013356A (ja) | 電子部品収納用パッケージおよび電子装置 | |
| JP2003188301A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2004228543A (ja) | 半導体素子収納用パッケージおよび半導体装置 | |
| JP2003273266A (ja) | 半導体素子収納用パッケージ | |
| JP2005340560A (ja) | 電子部品収納用パッケージおよび電子装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20040513 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040513 |