JP2004072025A - ウエーハの研磨方法及び装置 - Google Patents
ウエーハの研磨方法及び装置 Download PDFInfo
- Publication number
- JP2004072025A JP2004072025A JP2002232693A JP2002232693A JP2004072025A JP 2004072025 A JP2004072025 A JP 2004072025A JP 2002232693 A JP2002232693 A JP 2002232693A JP 2002232693 A JP2002232693 A JP 2002232693A JP 2004072025 A JP2004072025 A JP 2004072025A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- polishing
- holding
- divided
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/042—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
- B24B37/345—Feeding, loading or unloading work specially adapted to lapping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02024—Mirror polishing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/71—Manufacture of specific parts of devices defined in group H01L21/70
- H01L21/76—Making of isolation regions between components
- H01L21/762—Dielectric regions, e.g. EPIC dielectric isolation, LOCOS; Trench refilling techniques, SOI technology, use of channel stoppers
- H01L21/7624—Dielectric regions, e.g. EPIC dielectric isolation, LOCOS; Trench refilling techniques, SOI technology, use of channel stoppers using semiconductor on insulator [SOI] technology
- H01L21/76251—Dielectric regions, e.g. EPIC dielectric isolation, LOCOS; Trench refilling techniques, SOI technology, use of channel stoppers using semiconductor on insulator [SOI] technology using bonding techniques
- H01L21/76254—Dielectric regions, e.g. EPIC dielectric isolation, LOCOS; Trench refilling techniques, SOI technology, use of channel stoppers using semiconductor on insulator [SOI] technology using bonding techniques with separation/delamination along an ion implanted layer, e.g. Smart-cut, Unibond
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】上面に研磨布12を貼付した回転可能な定盤14と、該定盤14に相対向して設けられウエーハ保持盤26を備えた研磨ヘッド18とを有し、該ウエーハ保持盤26の保持面にウエーハWの裏面を保持し該ウエーハWの表面を該研磨布12に押圧して研磨する研磨装置10aを用い、該研磨装置10aを変えることなく所定の総研磨代まで該ウェーハWの表面を研磨する研磨方法であって、前記研磨を複数段の分割研磨工程に分割して構成し、後段の分割研磨工程における前記ウエーハWの保持位置を前段の分割研磨工程における前記ウエーハの保持位置とは異なる位置に変更するようにした。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、研磨による面ダレを防止し平坦度の高いウエーハ、特にSOI(Silicon on Insulator)ウエーハの製造ができるウエーハの研磨方法及び装置に関するものである。
【0002】
【関連技術】
近年、デバイス工程における歩留りの向上を目的として、シリコン等の半導体ウエーハの平坦度に関する要求は高まる一方である。この高平坦度を有する鏡面研磨ウエーハの製造方法は、一般にチョクラルスキー(Czochralski;CZ)法や浮遊帯域溶融(Floating Zone;FZ)法等を使用して単結晶インゴットを製造する単結晶成長工程と、この単結晶インゴットをスライスし、少なくとも一主面が鏡面状に加工されるウエーハ製造(加工)工程とからなるものであって、この製造された鏡面研磨ウエーハを用いてデバイスが形成される。
【0003】
更に詳しくウエーハ製造(加工)工程について示すと、単結晶インゴットをスライスして薄円板状のウエーハを得るスライス工程と、該スライス工程によって得られたウエーハの割れ、欠けを防止するためにその外周部を面取りする面取り工程と、このウエーハを平坦化するラッピング工程と、面取り及びラッピングされたウエーハに残留する加工歪みを除去するエッチング工程と、そのウエーハ表面を鏡面化する研磨(ポリッシング)工程と、研磨されたウエーハを洗浄して、これに付着した研磨剤や異物を除去する洗浄工程を有している。上記ウエーハ加工工程は、主な工程を示したもので、他に熱処理工程や平面研削工程等の工程が加わったり、同じ工程を多段で行ったり、工程順が入れ換えられたりする。
【0004】
また、近年、集積回路はその集積度を著しく増し、それに伴い鏡面研磨されたウエーハ表面の平坦度や平滑度のような加工精度もより厳しい条件が課されるようになった。しかも、性能・信頼性・歩留まりの高い集積回路を得る為には、機械的な精度だけではなく、電気的な特性についても高いことが要請されるようになった。中でもSOIウエーハについて言えば、理想的な誘電体分離基板なので、主に移動通信機器や医療機器関係で高周波、高速系デバイスとして利用され、今後の大幅な需要拡大が予想されている。
【0005】
図7に示すように、SOIウエーハ50は、単結晶シリコン層のような素子を形成するためのSOI層52(半導体層や活性層ともいう)が、シリコン酸化膜のような絶縁層54〔埋め込み(BOX)酸化膜層や単に酸化膜層ともいう〕の上に形成された構造をもつ。また絶縁層54は支持基板56(基板層ともいう)上に形成され、SOI層52、絶縁層54、支持基板56が順次形成された構造となっている。
【0006】
従来、SOI層52及び支持基板56が、例えばシリコン、及び絶縁層54が例えばシリコン酸化膜からなる上記SOI構造を持つSOIウエーハ50の製造方法としては、酸素イオンをシリコン単結晶に高濃度で打ち込んだ後に、高温で熱処理を行い、酸化膜を形成するSIMOX(Separation by implanted oxygen)法によるものと、2枚の鏡面研磨したウエーハを、接着剤を用いることなく結合し、片方のウエーハを薄膜化する結合法(貼り合わせ法)がある。
【0007】
SIMOX法は、デバイス活性領域となる活性層部(SOI層)52の膜厚を、酸素イオン打ち込み時の加速電圧で決定、制御できるために、薄層でかつ膜厚均一性の高い活性層を容易に得る事ができる利点があるが、埋め込み(BOX)酸化膜(絶縁層)54の信頼性や、活性層の結晶性等問題が多い。
【0008】
一方、ウエーハ結合法は、単結晶のシリコン鏡面ウエーハ2枚のうち少なくとも一方に酸化膜(絶縁層)54を形成し、接着剤を用いずに貼り合わせ、次いで熱処理(通常は1100℃〜1200℃)を加えることで結合を強化し、その後片方のウエーハを研削や湿式エッチングにより薄膜化した後、薄膜の表面を鏡面研磨してSOI層52を形成するものであるので、埋め込み酸化膜(絶縁層)54の信頼性が高くSOI層52の結晶性も良好であるという利点がある。しかし、このようにして貼り合わされたSOIウエーハ50は研削や研磨により機械的な加工を行い薄膜化しているため、得られるSOI層52の膜厚およびその均一性に限界がある。
【0009】
また最近SOIウエーハの製造方法として、イオン注入したウエーハを結合及び分離してSOIウエーハを作製する方法が新たに注目され始めている。この方法はイオン注入剥離法などとも言われ、図8に示すように、2枚のシリコンウエーハ52a,56aを準備し(図8(a)、ステップ100)、そのうち、少なくとも一方のウエーハ52a(ボンドウェーハといわれる)に酸化膜(絶縁層)54aを形成する(図8(b)、ステップ102)と共に、一方のシリコンウエーハ52aの上面から水素イオンまたは希ガスイオンを注入し(図8(c)、ステップ104)、該ウエーハ内部に微小気泡層(封入層)58を形成させた後、該イオンを注入した方の面を、酸化膜54aを介して他方のシリコンウエーハ56a(ベースウエーハといわれる)と密着させて貼り合わせ(図8(d)、ステップ106)、その後熱処理を加えて微小気泡層58を劈開面として一方のウエーハ52aを薄膜状に剥離し(図8(e)、ステップ108)、さらに熱処理を加えて、強固に結合してSOIウエーハ50とする(図8(f)、ステップ110)技術(特開平5−211128号参照)である。そして、該劈開面は良好な鏡面であり、SOI層52の膜厚の均一性も高いSOIウエーハ50が比較的容易に得られている。更にこのように得られたSOI層52を歪み除去や薄膜化するためCMP研磨を行うことがある(図8(g)、ステップ112)。
【0010】
このような鏡面研磨ウエーハやSOIウエーハの製造に用いられる研磨装置には種々の形態が開発されているが、多くは研磨の保持方法(研磨ヘッド、更にはウエーハ保持盤)の改良であり、バッキングパッド等の軟質保持面でウエーハを保持するものや、真空吸着、さらにはテンプレート(リテーナ)の改良が行われている。
【0011】
例えば、特開平7−171757号公報では、ウエーハ保持部材の下方開口部に配設される可撓性の薄板のウエーハ吸着保持板でウエーハを吸着支持すると共に、ウエーハ保持部材をハウジングに伸縮性の筒状部材と高可撓性の支持部材で垂下支持し、密閉室内に所定の圧力の圧縮空気を導入しウエーハ保持部材の自重の影響をなくし、均一な空気圧のみによりウエーハの研磨を行う研磨ヘッドが開示されている。
【0012】
また、特開2000−198069号公報では、ワークを真空吸着保持する多数の貫通孔を有するワーク保持盤本体を具備した研磨用ワーク保持盤において、保持盤本体の保持面が、保持面に塗布された熱硬化性樹脂を熱硬化させた皮膜で被覆され、かつ皮膜の表面が研磨されたものとした研磨ヘッド(ウエーハ保持方法)に関する技術が開示されている。
【0013】
また、特開2002−113653号公報には、ポリッシング対象物である半導体ウエーハを保持して研磨テーブル上の研磨面に押圧する基板保持装置において、半導体ウエーハを保持するトップリング本体と、トップリング本体に固定されるか又は一体に設けられ半導体ウエーハの外周縁を保持するリテーナリングと、トップリング本体内に設けられるとともに弾性膜で覆われ流体が供給される流体室とを備え、流体室内に加圧流体を供給することにより半導体ウエーハを弾性膜を介して研磨面に押圧し、トップリング本体に押圧力を加えることによりリテーナリングを研磨面に押圧するようにした研磨ヘッドが開示されている。
【0014】
その他にも、特開平08−257893号公報では、ウエーハの外周部がウエーハ厚さ方向へ弾性変形可能な状態に保持する研磨ヘッドや、特開平11−42550号公報ではキャリアを押圧する第1空間部及びリテーナリングを押圧する第2空間部を有し、第1、第2空間部に圧力エアを供給して弾性シートの中央部と外周部とを弾性変形させてキャリアとリテーナリングを研磨定盤に押し付ける技術などが開示されている。
【0015】
このように鏡面研磨ウエーハ及びSOIウエーハ等の製造に用いられる研磨装置に関して、研磨ヘッドやウエーハ保持に関する様々な技術が開発されているが、図9に示すように、この種の研磨装置10は、基本的構造として、上面に研磨布12を貼付した回転可能な定盤14と、該定盤14に相対向して設けられたウエーハ保持盤16を備えた研磨ヘッド18と、ウエーハWの外周縁を保持するリテーナリング20とを有し、研磨に際しては研磨布12上に研磨剤供給管22から研磨剤24を供給するとともに、ウエーハ裏面をバッキングパッド26等(合成樹脂やセラミックス、弾性体等で保持する場合もある)を介してウエーハ保持盤16の保持面16aに保持し、この研磨ヘッド18を加圧しウエーハ表面を研磨布12に押圧して研磨するものである。なお、図9において、28は定盤14の回転軸であり、30は研磨ヘッド18の駆動軸である。また、上記リテーナリング20を具備しない構成の研磨装置も従来から用いられている。
【0016】
【発明が解決しようとする課題】
しかしながら、このように研磨ヘッドの機構等を工夫し、ウエーハを高平坦度に加工しようとするが、機械的に改善するには限界があった。つまり、ウエーハ保持盤の保持面の平坦度(厚さばらつき)や組み立て起因のゆがみ等の影響が残ってしまい改善しきれない部分がある。
【0017】
例えば、前述したSOIウエーハの製造では、図8に示したイオン注入剥離法とよばれる方法で平坦度の優れたSOI層を有するウエーハが製造できるが、そのSOI層を薄膜化するために、研磨を行うことがあり、この研磨を行うと逆にSOI層の平坦度を悪化(面ダレ)させてしまうことがあった。特にSOIウエーハに要求される平坦度は、直径300mmのウエーハで面内バラツキが10nm以下であり、通常のウエーハ製造(加工)工程を経た鏡面研磨ウエーハの面内バラツキの要求約1μm(=1000nm)以下のレベルに比べてはるかに厳しいものである。従って、僅かな平坦度の悪化も問題である。この平坦度の悪化が研磨ヘッドのウエーハ保持盤の保持面のばらつきや組み立て起因のゆがみの影響であった。このような機械的に改善しきれない部分での形状の悪化を改善する必要が出てきた。
【0018】
本発明は、上記した従来技術の問題点に鑑みなされたもので、研磨による面ダレを防止し平坦度の高いウエーハ、特にSOIウエーハの製造ができるウエーハの研磨方法及び装置を提供することを目的とするものである。
【0019】
【課題を解決するための手段】
上記課題を解決するため、本発明のウエーハの研磨方法は、上面に研磨布を貼付した回転可能な定盤と、該定盤に相対向して設けられウエーハ保持盤を備えた研磨ヘッドとを有し、該ウエーハ保持盤の保持面にウエーハの裏面を保持し該ウエーハの表面を該研磨布に押圧して研磨する研磨装置を用い、該研磨装置を変えることなく所定の総研磨代まで該ウェーハの表面を研磨する研磨工程を有する研磨方法であって、前記研磨工程を複数段の分割研磨工程に分割して構成し、後段の分割研磨工程における前記ウエーハの保持位置を前段の分割研磨工程における前記ウエーハの保持位置とは異なる位置に変更するようにしたものである。
【0020】
つまり、本発明の研磨方法においては、同一の研磨装置、換言すれば同一の研磨ヘッド及びウエーハ保持盤を用い、ウエーハ保持位置のみを変更して、研磨し直す一種の多段研磨を行う。このように、特定のウエーハ保持盤で保持するウエーハのウエーハ保持位置のみを研磨途中で変更することによって、研磨ヘッドのウエーハ保持盤の保持面のばらつきや組み立て起因のゆがみの影響で機械的に改善しきれない部分の影響、特にウエーハ外周部のダレやハネを打ち消すことができ、高平坦度なウエーハが製造できる。
【0021】
上記したウエーハ保持位置の変更は、ウエーハの中心を回動中心として所定の回動角度だけ該ウエーハの保持位置を回動させること、例えばウエーハをウエーハ保持盤から取り外して、ウエーハ保持盤、ウエーハ又は両者を回動させることによって行えばよい。このようにして、特にウエーハ外周部の同じ位置をウエーハ保持盤によって再び保持しないようにする。またウエーハ保持位置の変更は任意の回数及び任意の角度で設定してもかまわないが、事前に研磨ヘッド毎に得られるウエーハ形状の特徴を調べておき、形状に応じ適宜設定することが好ましい。
【0022】
例えば、研磨ヘッドのウエーハ保持盤の保持面のばらつきや組み立て起因のゆがみが影響する場合、ウエーハ形状がくら型になる傾向があった。つまり、図10に示すようにウエーハWの外周部の一部がダレDており、このダレDと対象の位置(180度回転した位置)にも同じようにダレDが発生し、それから約90度回転した部分ではハネHており、このハネHと対象の位置も同じようにハネHている形状であった。ここでハネHとはウエーハ外周部にあるウエーハ面内より若干厚さが厚い部分、例えば図10(a)(b)のウエーハ外周部の色の薄い部分及びダレDとはウエーハ外周部にあるウエーハ面内より若干厚さが薄い部分、例えば図10(a)(b)のウエーハ外周部の色の濃い部分である。
【0023】
このような場合、初めに分割研磨工程の分割段数を決めたとすると、ウエーハ外周部のうねりの周期を複数段の分割研磨工程の分割段数nで割った角度に設定しこの角度でウエーハ保持位置を変更する。つまり、ウエーハ外周部のうねりの周期が図10に示した場合では180°であり、この場合、複数段の分割研磨工程の分割研磨段数nを例えばn=3とすると、180°/3で60°間隔でウエーハ保持位置をずらし研磨する。
【0024】
また、別の方法としてウエーハ保持位置の変更は、ウエーハ外周のうねりの周期の1/2に設定しても良い。この場合、分割研磨工程の分割研磨段数nは、2段以上の偶数段にするのが好ましい。
【0025】
上記のような180°周期のうねりを有するウエーハを製造しやすい研磨ヘッドを有する研磨装置の場合、研磨途中で、ウエーハ保持位置を90度(180°/2=90°)ずらして保持し直し再度研磨すればよい。つまり、このようなウエーハ外周部に特徴的な周期の形状(外周部うねり)が現れる場合は、外周部うねりの周期の1/2程度の角度でウエーハをずらすことにより研磨を実施する。このような条件で複数段の分割研磨工程による研磨を行えば、効率的にウエーハ外周部の面ダレ等を防止できる。
【0026】
また、分割研磨工程1段あたりの研磨代は前記総研磨代を分割研磨段数nで割った値に設定すると好ましい。各分割研磨工程の研磨代を略同じにすることでダレやハネの打ち消し効果が得られやすい。
【0027】
なお、ウエーハの片面を研磨する方法であっても研磨条件により研磨中にウエーハ自体が回転する形式のものもある。例えば、バッキングパッドで水貼りしたワックスフリー法と呼ばれる形式や、研磨中にウエーハ保持部分からエアを吹き付ける方法などでは、研磨ヘッドの回転速度や定盤(研磨布)の回転速度などの研磨条件によりウエーハ自体が回転する場合がある。研磨中にウエーハ自体が回転すれば研磨ヘッドの保持面のばらつきなども打ち消されることとなるが、ウエーハを回転させるとウエーハ裏面に傷がつく場合や、また研磨ヘッドのウエーハ保持盤の保持面のばらつきや組み立て起因のゆがみにより不規則に回転したり、またはゆがみの影響等で途中で回転しなくなったりする場合があり、逆に偏った研磨を行う場合もあり、平坦度を悪化させてしまうこともあって安定した研磨が行えないことがある。
【0028】
従って、本発明方法においてはウエーハ自体は研磨中に回転しないほうが好ましい。つまり、本発明方法は、ウエーハ裏面を保持してウエーハ表面を研磨する形式の研磨で特に有効な方法である。しかも、本発明方法は、どのような形式のウエーハ保持盤及び保持方法であっても所定の効果を達成できるものである。また、本発明方法で用いられる研磨装置としては、枚葉式(1研磨ヘッドに対し1枚のウエーハを保持して研磨する方式)で行うのが行いやすいが、バッチ式(1研磨ヘッドに複数枚のウエーハを保持する研磨方式)でも同様の効果が得られる。
【0029】
また、鏡面ウエーハの製造工程(研磨工程)では、1次研磨、2次研磨、仕上げ研磨など異なる研磨ヘッドでウエーハを保持し、複数段で研磨されるのが一般的である。本発明方法はこのような複数の工程のどの工程で用いられる研磨ヘッドに対しても実施できる。しかし、このような多段研磨を行う場合、最終的な研磨工程で実施することが好ましい。これはこのような工程で残った(又は発生した)うねりはその後の工程では改善されずデバイス工程での歩留まりの低下に直結するからである。また、1次研磨工程などでは、次に2次研磨工程を行うことから例え1次研磨装置の研磨ヘッドの影響を受けても、2次研磨工程で異なる研磨ヘッドを使用することによって特定の部分の形状のみ悪化することはなく均等化される可能性が大きい。但し、この場合再度2次研磨装置の研磨ヘッドのうねり等の影響が残る。このような影響を次の工程で除去できれば良いが、研磨代(研磨量)によっては完全に除去し切れないケースもある。従って、それぞれの工程の研磨代等を考慮に入れ、どの工程で本発明方法を用いればよいか適宜設定する。
【0030】
更には、本発明方法は、近年注目されているSOIウエーハの製造に用いれば、特に有効である。SOIウエーハの製造ではSOI層の薄膜化が重要な課題となっている。この薄膜化は熱処理や研磨等により行われているが、研磨で行う場合、もともと高平坦度に加工されているウエーハ表面(SOI層)をいかに形状を崩さずに薄く研磨できるかが重要であり、研磨ヘッドのウエーハ保持部の形状の影響がでやすい工程である。このようなSOIウエーハの製造で行われる研磨工程で本発明の研磨方法を用いることにより、高平坦度に加工した薄膜SOIウエーハを製造することができ特に好ましい。
【0031】
本発明の研磨装置は、上面に研磨布を貼付した回転可能な定盤と、該定盤に相対向して設けられウエーハ保持盤を備えた研磨ヘッドとを有し、該ウエーハ保持盤の保持面にウエーハの裏面を保持し該ウエーハの表面を該研磨布に押圧して研磨する研磨装置であって、本発明の研磨方法に用いられるとともに、前記研磨ヘッドの所定位置に目印となるマーキングを施したものである。
【0032】
研磨ヘッドのマーキングは、ウエーハの所定位置(例えばノッチ部分)と研磨ヘッドのウエーハ保持盤の所定位置の相対的位置関係が確認できるように施しておけばよく、研磨ヘッドの側面、ウエーハ保持盤の一部、リテナーリングを有する場合、リテナーリングの一部等どのような位置に設けても良い。またマーキングの形等は任意である。このようなマーキングを有した研磨ヘッドを用いれば、正確にウエーハ保持位置を変更することができる。
【0033】
本発明の研磨装置に回動可能な張替えステージを備えたウエーハ張替えユニットをさらに設け、複数段の分割研磨工程の切替え時に、ウエーハ保持盤から上記張替えステージに受け渡し、該ウエーハを保持した張替えステージとウエーハ保持盤の相対位置を所定の回動角度だけ回動させた後、該張替えステージから該ウェーハ保持盤に戻して再度保持し、研磨を再度行うことができるようにするのが好ましい。
【0034】
なお、張替えステージとウエーハ保持盤の相対位置の回動の態様としては、張替えステージを所定の回動角度だけ回動させる機構だけでなく、研磨ヘッド側を所定の回動角度だけ回動させる機構でもよく、また所定の回動角度となるように両者を回動させることもできる。
【0035】
上記ウエーハ張替えユニットとしては、ウエーハを着脱自在に保持する回動可能な張替えステージと、該張替えステージを所定角度に回動させる張替えステージ回動機構と、前記研磨ヘッドを前記定盤と該ウエーハ張替えユニットとの間を移動させる研磨ヘッド移動機構とを有する構成とするのが好適である。
【0036】
【発明の実施の形態】
以下に本発明の実施の形態を添付図面に基づいて説明するが、図示例は例示的に示されるもので、本発明の技術思想から逸脱しない限り種々の変形が可能なことはいうまでもない。
【0037】
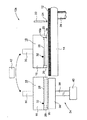
図1は本発明のウエーハの研磨方法を実施する際に用いられる本発明の研磨装置の一つの実施の形態を示す側面的概略説明図である。図1において、10aは本発明の研磨装置で、その基本的構造は図9に示した従来の研磨装置10と同様である。図1において図9と同一又は類似部材に対しては同一の符号が用いられる。
【0038】
上記研磨装置10aは、図9の研磨装置10と同様に上面に研磨布12を貼付した回転可能な定盤14と、該定盤14に相対向して設けられたウエーハ保持盤16を備えた研磨ヘッド18と、ウエーハWの外周縁を保持するリテーナリング20とを有している。上記ウエーハ保持盤16には真空吸着用の貫通孔(不図示)が設けられている。ウエーハWを研磨する際には、上記研磨布12上に研磨剤供給管22から研磨剤24を供給するとともに、ウエーハ裏面をバッキングパッド26を介してウエーハ保持盤16の保持面16aに保持し、この研磨ヘッド18を加圧しウエーハ表面を研磨布12に押圧して研磨する。図1において、28は定盤14の回転軸であり、30は研磨ヘッド18の駆動軸である。なお、上記したバッキングパッドの代わりに合成樹脂、セラミックス、弾性体等によって保持することもできる。また、上記リテーナリング20を具備しない構成も採用できることは従来の研磨装置10の場合と同様である。
【0039】
本発明のウエーハの研磨方法では、研磨装置を変えることなく、即ち同一の研磨装置を用いて、所定の研磨代まで研磨を行う研磨工程を実施する際、所定の研磨代に達する前に少なくとも一回はウエーハ保持位置を変更して研磨を行うものであり、換言すれば上記研磨工程を複数段の分割研磨工程に分割して構成し、後段の分割研磨工程におけるウエーハの保持位置を前段の分割研磨工程におけるウエーハの保持位置とは異なる位置に変更するものである。
【0040】
そのために、研磨ヘッド18、特にウエーハ保持盤16とウエーハWの位置関係が研磨後にも確認できるようにしておく事が好ましい。例えば、図1に示したように、研磨ヘッド18のウエーハ保持盤16の一部に目印となるマーキング32を行い、機械的に又は手動でウエーハの特定位置、例えば、ノッチ部N(図6)をその位置に合わせるなどして保持する。このマーキング32の位置を基準に第2段目以降の分割研磨工程におけるウエーハ保持位置を調整する。
【0041】
図1において、34はウエーハ張替えユニットで、上記研磨装置10aに隣接して設けられている。該ウエーハ張替えユニット34は、ウエーハWをその上面に着脱自在に保持する張替えステージ36を有している。該張替えステージ36は軸38を介して張替えステージ回動機構40によって回動せしめられる。一方、42は研磨ヘッド移動機構で、研磨ヘッド18を前記定盤14と上記ウエーハ張替えユニット34との間を移動させる。
【0042】
上記ウエーハ張替えユニット34を用いることによって、上述したウエーハ保持位置の変更を自動的に行うことができる。例えば、第1段目の分割研磨が終わった後、ウエーハWを保持した研磨ヘッド18をウエーハ張替えユニット34まで移動させ、研磨ヘッド18及びウエーハ保持盤16の位置を固定したまま、ウエーハ張替えユニット34の張替えステージ36上にウエーハWを受け渡し、この張替えステージ36を一定角度回動させた後、再度研磨ヘッド18に保持しなおし、該研磨ヘッド18を定盤14上に移動させて分割研磨を繰り返すことができる。上述したウエーハ保持位置の変更を正確に行うには、上記張替えステージ36はウエーハWの位置がずれることなく吸着できるように作動し、上記張替えステージ回動機構40は、この張替えステージ36を任意の角度正確に回動させるように作動することが必要である。
【0043】
なお、ウエーハ張替えユニット34の構成は、ウエーハ保持盤16およびウエーハWの相対的な保持位置を正確に制御できるものであれば特に限定されるものではなく、上記した図示例以外にも種々の構成を採用することができる。また、張替えステージ36とウエーハ保持盤16の相対位置の回動の態様としては、上述したように張替えステージ36を所定の回動角度だけ回動させる機構の他に、研磨ヘッド18側を所定の回動角度だけ回動させる機構でもよく、所定の回動角度となるように両者を回動させることもできる。
【0044】
【実施例】
以下に実施例をあげて本発明をさらに具体的に説明するが、これらの実施例は例示的に示されるもので限定的に解釈されるべきでないことはいうまでもない。
【0045】
(実施例1)
研磨対象となるSOIウエーハとしてイオン注入剥離法によって製造した複数枚のウエーハを準備した。このSOIウエーハの直径は300mm、支持基板は約775μm、酸化膜層の厚さは約145nm、SOI層の厚さは約340nmであるウエーハを出発原料とし、SOI層の総研磨代を約90nmとして研磨する場合を例に説明する。
【0046】
研磨装置としては、(株)荏原製作所F−REX300を使用し上記SOIウエーハを研磨した。研磨布には、東レコーテックス(株)製Ciegal7355fm(格子溝20mm□)のスエードタイプの研磨布を使用し、研磨剤として(株)フジミインコーポレーテッド製G3900RSを用いた。研磨圧力は240g/cm2である。
【0047】
本実施例における目標研磨代(総研磨代)は90nmである為、第1段目の分割研磨における研磨代は約45nmに設定し分割研磨を行った。次にウエーハを保持し直し第2段目の分割研磨を行った。なお、第2段目の分割研磨におけるウエーハ保持位置は第1段目の分割研磨におけるウエーハ保持位置からウエーハの中心を回動中心として90度回動させた。
【0048】
この回動角度を決定するためには事前に研磨ヘッドの特徴を把握しておき確認しておくことが必要である。本実施例では、下記比較例1のSOIウエーハと同様に、ウエーハ外周部に周期的なうねり(約180度の周期)が観察された為、回動角度=180°/2=90°と決定し、第2段目の分割研磨においてはウエーハ保持位置を第1段目の分割研磨におけるウエーハ保持位置からウエーハ中心を回動中心として90度回動して研磨を続けた。分割研磨段数nは2段で実施した。
【0049】
第2段目の分割研磨では約45nmの研磨を行い、全体で約90nmの研磨代を目標に行った。
【0050】
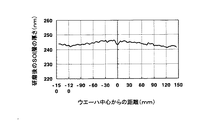
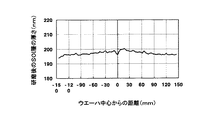
その結果、実際には全体で約94nm研磨した。また、研磨終了後のウエーハの形状としては図2及び図3に示すような結果が得られた。図2は、図6のようにウエーハの外周部(外周5mmの位置)のSOI層の厚さをADE社製ACUMAPIIにより4°間隔(ノッチ部を0°)として評価した値である。図6において、NはウエーハWのノッチ部、Aは外周うねり評価の為の走査方向及びBは径方向評価の為の走査方向をそれぞれ示す。図3は同様にウエーハの直径方向の厚さを4mm間隔で測定したものである。
【0051】
図2からわかるように若干の周期的なものが見られるが、その厚さばらつきは6.63nm程度であり以下に示す比較例1よりかなり改善された。また直径方向の厚さばらつきも5.23nmと良好であった。
【0052】
(比較例1)
研磨対象となるSOIウエーハは、SOI層が約280nmである以外は、実施例1と同様のものを使用した。このSOIウエーハに対して実施例1と同じ条件で研磨を行った。研磨ヘッドに保持したウエーハはその位置を変更することなく研磨目標である研磨代約90nmを1回で研磨した。
【0053】
その結果、実際の研磨代は83nmであった。またウエーハの形状は図4及び図5に示すような結果が得られた。これらは実施例1と同様に評価した値である。図4は、研磨後のウエーハの外周部の厚さ分布、図5は研磨後のウエーハの直径方向の厚さを測定したものである。
【0054】
図4からわかるように、このようなわずかな研磨代においても、はっきりした周期的なウエーハ外周ダレが観察された。その厚さばらつきは10.27nmであった。また直径方向の厚さばらつきも6.40nm程度であった。
【0055】
以上のように同じ研磨ヘッド及びウエーハ保持盤を用い、ウエーハ保持位置のみを変更して、研磨し直す一種の多段研磨を行うことにより、研磨ヘッドのウエーハ保持盤の保持面のばらつきや組み立て起因のゆがみの影響で機械的に改善しきれない部分の影響を打ち消すことができ高平坦度なウエーハが研磨できることがわかった。
【0056】
本発明は、上記実施形態に限定されるものではない。上記実施形態は、例示であり、本発明の特許請求の範囲に記載された技術思想と実質的に同一な構成を有し、同様な作用効果を奏するものは、いかなるものであっても本発明の技術的範囲に包含される。
【0057】
例えば、本発明方法におけるウエーハの分割研磨工程の段数は2段に限らず、更に増やしても良い。また、本発明方法はどのような形態の研磨装置を用いても実施可能である。
【0058】
【発明の効果】
以上述べたごとく、本発明によれば、研磨による面ダレを防止し平坦度の高いウエーハ、特にSOIウエーハの製造ができるという優れた効果がある。
【図面の簡単な説明】
【図1】本発明の研磨装置の一つの実施の形態を示す側面的概略説明図である。
【図2】実施例1におけるSOIウエーハの研磨後のウエーハの外周部のSOI層の厚さ分布を示すグラフである。
【図3】実施例1におけるSOIウエーハの研磨後のウエーハの直径方向のSOI層の厚さ分布を示すグラフである。
【図4】比較例1におけるSOIウエーハの研磨後のウエーハの外周部のSOI層の厚さ分布を示すグラフである。
【図5】比較例1におけるSOIウエーハの研磨後のウエーハの直径方向のSOI層の厚さ分布を示すグラフである。
【図6】ウエーハの形状評価の手法の一例を示す上面説明図である。
【図7】SOIウエーハの構造の一例を示す説明図であって、(a)は上面説明図及び(b)は断面説明図である。
【図8】SOIウエーハの製造手順を模式図とともに示すフローチャートである。
【図9】従来の研磨装置の一例を示す側面的概略説明図である。
【図10】研磨ウエーハの外周部に生ずるダレ及びハネの一例を示す説明図で、(a)はウエーハ面の凹凸を濃淡で示すグラフ、(b)は(a)の模式図である。
【符号の説明】
10:研磨装置、12:研磨布、14:定盤、16:ウエーハ保持盤、16a:保持面、18:研磨ヘッド、20:リテーナリング、22:研磨剤供給管、24:研磨剤、26:バッキングパッド、28:回転軸、30:駆動軸、32:マーキング、34:ウエーハ張替えユニット、36:張替えステージ、38:軸、40:張替えステージ回動機構、42:研磨ヘッド移動機構、50:SOIウエーハ、52:SOI層、54:絶縁層、54a:酸化膜、56:支持基板、52a,56a:ウエーハ、58:微小気泡層、D:ダレ、H:ハネ、W:ウエーハ。
Claims (8)
- 上面に研磨布を貼付した回転可能な定盤と、該定盤に相対向して設けられウエーハ保持盤を備えた研磨ヘッドとを有し、該ウエーハ保持盤の保持面にウエーハの裏面を保持し該ウエーハの表面を該研磨布に押圧して研磨する研磨装置を用い、該研磨装置を変えることなく所定の総研磨代まで該ウェーハの表面を研磨する研磨工程を有する研磨方法であって、前記研磨工程を複数段の分割研磨工程に分割して構成し、後段の分割研磨工程における前記ウエーハの保持位置を前段の分割研磨工程における前記ウエーハの保持位置とは異なる位置に変更するようにしたことを特徴とするウエーハの研磨方法。
- 前記ウエーハの保持位置の変更を該ウエーハの中心を回動中心として所定の回動角度だけ該ウエーハの保持位置を回動させることによって行い、該所定の回動角度を該ウェーハの外周部のうねりの周期を複数段の分割研磨工程の分割研磨段数nで割った値に設定することを特徴とする請求項1記載のウエーハの研磨方法。
- 前記ウエーハの保持位置の変更を該ウエーハの中心を回動中心として所定の回動角度だけ該ウエーハを回動させることによって行い、該所定の回動角度を該ウエーハの外周部のうねりの周期の1/2に設定することを特徴とする請求項1記載のウエーハの研磨方法。
- 前記分割研磨工程1段あたりの研磨代を前記総研磨代を分割研磨段数nで割った値に設定することを特徴とする請求項1〜3のいずれか1項記載のウエーハの研磨方法。
- 前記ウエーハがSOIウエーハであることを特徴とする請求項1〜4のいずれか1項記載のウエーハの研磨方法。
- 請求項1〜5のいずれか1項記載のウエーハの研磨方法に用いられ、上面に研磨布を貼付した回転可能な定盤と、該定盤に相対向して設けられウエーハ保持盤を備えた研磨ヘッドとを有し、該ウエーハ保持盤の保持面にウエーハの裏面を保持し該ウエーハの表面を該研磨布に押圧して研磨する研磨装置であって、前記研磨ヘッドの所定位置に目印となるマーキングを施したことを特徴とする研磨装置。
- ウエーハを着脱自在に保持する張替えステージを備えたウエーハ張替えユニットをさらに有し、請求項1〜5のいずれか1項記載のウエーハの研磨方法における複数段の分割研磨工程の切替え時に、前記ウエーハ保持盤の保持面に保持されたウエーハを該張替えステージに受け渡し、該ウエーハを保持した張替えステージとウエーハ保持盤の相対位置を所定の回動角度だけ回動させた後、該張替えステージから該ウェーハ保持盤に戻して再度保持せしめ、研磨を再度行うことができるようにしたことを特徴とする請求項6記載の研磨装置。
- 前記ウエーハ張替えユニットが、ウエーハを着脱自在に保持する回動可能な張替えステージと、該張替えステージを回動させる張替えステージ回動機構と、前記研磨ヘッドを前記定盤と該ウエーハ張替えユニットとの間を移動させる研磨ヘッド移動機構とを有することを特徴とする請求項7記載の研磨装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002232693A JP3978780B2 (ja) | 2002-08-09 | 2002-08-09 | ウエーハの研磨方法及び装置 |
| PCT/JP2003/009658 WO2004015752A1 (ja) | 2002-08-09 | 2003-07-30 | ウェーハの研磨方法及び装置 |
| EP03784489A EP1542267B1 (en) | 2002-08-09 | 2003-07-30 | Method and apparatus for polishing wafer |
| US10/523,976 US7291055B2 (en) | 2002-08-09 | 2003-07-30 | Wafer polishing method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002232693A JP3978780B2 (ja) | 2002-08-09 | 2002-08-09 | ウエーハの研磨方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004072025A true JP2004072025A (ja) | 2004-03-04 |
| JP3978780B2 JP3978780B2 (ja) | 2007-09-19 |
Family
ID=31711843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002232693A Expired - Fee Related JP3978780B2 (ja) | 2002-08-09 | 2002-08-09 | ウエーハの研磨方法及び装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7291055B2 (ja) |
| EP (1) | EP1542267B1 (ja) |
| JP (1) | JP3978780B2 (ja) |
| WO (1) | WO2004015752A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014063894A (ja) * | 2012-09-21 | 2014-04-10 | Shin Etsu Handotai Co Ltd | 研磨装置及びsoiウェーハの研磨方法 |
| JP2014063878A (ja) * | 2012-09-21 | 2014-04-10 | Shin Etsu Handotai Co Ltd | 研磨装置及びsoiウェーハの研磨方法 |
| JP2016157866A (ja) * | 2015-02-25 | 2016-09-01 | 株式会社Sumco | 半導体ウェーハの枚葉式片面研磨方法および半導体ウェーハの枚葉式片面研磨装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004083496A1 (ja) * | 2003-02-25 | 2004-09-30 | Sumitomo Mitsubishi Silicon Corporation | シリコンウェーハ及びその製造方法、並びにシリコン単結晶育成方法 |
| US7312154B2 (en) * | 2005-12-20 | 2007-12-25 | Corning Incorporated | Method of polishing a semiconductor-on-insulator structure |
| US8454852B2 (en) * | 2007-01-31 | 2013-06-04 | Shin-Etsu Handotai Co., Ltd. | Chamfering apparatus for silicon wafer, method for producing silicon wafer, and etched silicon wafer |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2875769A (en) * | 1957-08-20 | 1959-03-03 | Apod Corp | Keratinaceous fiber dye of hydroquinone and either dihydroxyphenylalanine or dihydroxyphenylglycine and method of its use |
| US4373991A (en) * | 1982-01-28 | 1983-02-15 | Western Electric Company, Inc. | Methods and apparatus for polishing a semiconductor wafer |
| US4662811A (en) * | 1983-07-25 | 1987-05-05 | Hayden Thomas J | Method and apparatus for orienting semiconductor wafers |
| US5398459A (en) * | 1992-11-27 | 1995-03-21 | Kabushiki Kaisha Toshiba | Method and apparatus for polishing a workpiece |
| US5762539A (en) * | 1996-02-27 | 1998-06-09 | Ebara Corporation | Apparatus for and method for polishing workpiece |
| US5738568A (en) * | 1996-10-04 | 1998-04-14 | International Business Machines Corporation | Flexible tilted wafer carrier |
| US6244946B1 (en) * | 1997-04-08 | 2001-06-12 | Lam Research Corporation | Polishing head with removable subcarrier |
| JP3643686B2 (ja) | 1997-12-25 | 2005-04-27 | 不二越機械工業株式会社 | ウェーハの研磨方法 |
| KR100545680B1 (ko) | 1998-02-14 | 2006-01-24 | 램 리서치 코포레이션 | 웨이퍼를 처리하는 적재부 |
| JP3995796B2 (ja) * | 1998-05-01 | 2007-10-24 | 不二越機械工業株式会社 | ウェーハの貼付方法及びその装置 |
| JP4054119B2 (ja) * | 1998-09-11 | 2008-02-27 | 不二越機械工業株式会社 | ウェーハの貼付装置 |
| US6367529B1 (en) * | 1998-05-01 | 2002-04-09 | Fujikoshi Kikai Kogyo Kabushiki Kaisha | Method of adhering wafers and wafer adhering device |
| JP2000094316A (ja) * | 1998-09-18 | 2000-04-04 | Sony Corp | 平坦化研磨装置 |
| JP2001036054A (ja) * | 1999-07-19 | 2001-02-09 | Mitsubishi Electric Corp | Soi基板の製造方法 |
| US20010029155A1 (en) * | 2000-01-31 | 2001-10-11 | Applied Materials, Inc. | Multi-step conditioning process |
| US6623329B1 (en) * | 2000-08-31 | 2003-09-23 | Micron Technology, Inc. | Method and apparatus for supporting a microelectronic substrate relative to a planarization pad |
-
2002
- 2002-08-09 JP JP2002232693A patent/JP3978780B2/ja not_active Expired - Fee Related
-
2003
- 2003-07-30 US US10/523,976 patent/US7291055B2/en not_active Expired - Lifetime
- 2003-07-30 WO PCT/JP2003/009658 patent/WO2004015752A1/ja active Application Filing
- 2003-07-30 EP EP03784489A patent/EP1542267B1/en not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014063894A (ja) * | 2012-09-21 | 2014-04-10 | Shin Etsu Handotai Co Ltd | 研磨装置及びsoiウェーハの研磨方法 |
| JP2014063878A (ja) * | 2012-09-21 | 2014-04-10 | Shin Etsu Handotai Co Ltd | 研磨装置及びsoiウェーハの研磨方法 |
| JP2016157866A (ja) * | 2015-02-25 | 2016-09-01 | 株式会社Sumco | 半導体ウェーハの枚葉式片面研磨方法および半導体ウェーハの枚葉式片面研磨装置 |
| WO2016135787A1 (ja) * | 2015-02-25 | 2016-09-01 | 株式会社Sumco | 半導体ウェーハの枚葉式片面研磨方法および半導体ウェーハの枚葉式片面研磨装置 |
| CN107431006A (zh) * | 2015-02-25 | 2017-12-01 | 胜高股份有限公司 | 半导体晶片的单片式单面研磨方法及半导体晶片的单片式单面研磨装置 |
| TWI608897B (zh) * | 2015-02-25 | 2017-12-21 | Sumco Corp | Monolithic lapping method for semiconductor wafer and monolithic lapping device for semiconductor wafer |
| US20180036864A1 (en) * | 2015-02-25 | 2018-02-08 | Sumco Corporation | Single-wafer processing method of polishing one side of semiconductor wafer and single-wafer processing apparatus for polishing one side of semiconductor wafer |
| US10391607B2 (en) | 2015-02-25 | 2019-08-27 | Sumco Corporation | Single-wafer processing method of polishing one side of semiconductor wafer and single-wafer processing apparatus for polishing one side of semiconductor wafer |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004015752A1 (ja) | 2004-02-19 |
| EP1542267A1 (en) | 2005-06-15 |
| US7291055B2 (en) | 2007-11-06 |
| US20060068681A1 (en) | 2006-03-30 |
| EP1542267B1 (en) | 2011-07-06 |
| EP1542267A4 (en) | 2008-10-15 |
| JP3978780B2 (ja) | 2007-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7855129B2 (en) | Method for manufacturing direct bonded SOI wafer and direct bonded SOI wafer manufactured by the method | |
| JP4038429B2 (ja) | ウェーハの製造方法及び研磨装置並びにウェーハ | |
| US6580151B2 (en) | Mechanical resistance of a single-crystal silicon wafer | |
| JP4281685B2 (ja) | 貼り合わせ基板の製造方法ならびにそれに使用されるウェーハ外周加圧用治具類 | |
| US9293318B2 (en) | Semiconductor wafer manufacturing method | |
| US20070148917A1 (en) | Process for Regeneration of a Layer Transferred Wafer and Regenerated Layer Transferred Wafer | |
| WO2002005337A1 (fr) | Tranche a chanfreinage en miroir, tissu a polir pour chanfreinage en miroir, machine a polir pour chanfreinage en miroir et procede associe | |
| JP3664676B2 (ja) | ウェーハの研磨方法及びウェーハ研磨用研磨パッド | |
| EP2159825B1 (en) | Soi substrate manufacturing method | |
| JP5233111B2 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| JP5028845B2 (ja) | 貼り合わせウェーハ及びその製造方法 | |
| JPH0945644A (ja) | 半導体基板を研磨する方法 | |
| JP3978780B2 (ja) | ウエーハの研磨方法及び装置 | |
| JP4232148B2 (ja) | 貼り合わせ基板の製造方法 | |
| JP5581118B2 (ja) | 半導体ウェハの部分研磨方法 | |
| JP3775681B2 (ja) | 半導体ウェーハの製造方法 | |
| JP2005072071A (ja) | 剥離ウェーハの再生処理方法及び再生されたウェーハ | |
| JP2006100406A (ja) | Soiウェーハの製造方法 | |
| JPH09262761A (ja) | 半導体ウェーハの研磨方法 | |
| JP2004022839A (ja) | Soi基板の研磨方法およびその装置 | |
| JP2007243038A (ja) | 貼り合わせウェーハ及びその製造方法 | |
| JP2002043257A (ja) | ワークの研磨方法 | |
| JP4153810B2 (ja) | Soiウェーハの製造方法 | |
| JP2001313380A (ja) | 張り合わせ基板およびその製造方法 | |
| JP2002353176A (ja) | シリコンエピタキシャルウェーハの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040507 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070617 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3978780 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100706 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100706 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100706 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110706 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110706 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120706 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120706 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130706 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |