EP2776180B2 - Strang- und rohrpresse und verfahren zum abtrennen eines pressrests - Google Patents
Strang- und rohrpresse und verfahren zum abtrennen eines pressrests Download PDFInfo
- Publication number
- EP2776180B2 EP2776180B2 EP12790409.2A EP12790409A EP2776180B2 EP 2776180 B2 EP2776180 B2 EP 2776180B2 EP 12790409 A EP12790409 A EP 12790409A EP 2776180 B2 EP2776180 B2 EP 2776180B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- press
- cutting device
- counter
- millimetres
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001125 extrusion Methods 0.000 title claims description 28
- 238000000034 method Methods 0.000 title claims description 21
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 229910000838 Al alloy Inorganic materials 0.000 claims 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims 1
- 229910052782 aluminium Inorganic materials 0.000 claims 1
- 239000004411 aluminium Substances 0.000 claims 1
- 238000010008 shearing Methods 0.000 description 42
- 238000009434 installation Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C35/00—Removing work or waste from extruding presses; Drawing-off extruded work; Cleaning dies, ducts, containers, or mandrels
- B21C35/04—Cutting-off or removing waste
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/21—Presses specially adapted for extruding metal
- B21C23/211—Press driving devices
Definitions
- the invention relates to an extrusion and pipe press according to the preamble of claim 1 (see e.g. US-A-3,220,237 ).
- the invention further relates to a method for separating off a press residue during extrusion and pipe pressing using such an extrusion and pipe press.
- Such extrusion and pipe presses require a separating device, in particular a shearing device, in order to separate the pressing residue that inevitably remains during the extrusion process, which protrudes from the tool located on or in the counter beam after the pressing process, and in order to extrude or pipe a subsequent block or metal bolt to be able to continue unhindered.
- a separating device in particular a shearing device, in order to separate the pressing residue that inevitably remains during the extrusion process, which protrudes from the tool located on or in the counter beam after the pressing process, and in order to extrude or pipe a subsequent block or metal bolt to be able to continue unhindered.
- a separating device in particular a shearing device
- the shearing device must be moved over a distance of usually more than 800 mm from a rest position vertically perpendicular to the extrusion direction in order to effect the shearing off of the pressed residue, and must also be returned to its rest position over the same distance.
- the shearing device or at least one shearing knife or a shear plate arranged thereon is pivoted before the shearing device is moved back into its rest position.
- the shearing device is arranged vertically and horizontally displaceably on the press frame, the vertical displaceability of the cutting shears being adjustable up to above the tool, but not up to above the block receiver.
- the horizontal and vertical adjustability of the shearing device means that the cutting device or cutting shears in the rest position is always raised only to just above the tool, in particular the pressure plate, die holder or die, and not also above the block receiver (recipient) must become.
- the knife of the shearing device only needs to be lowered over a short distance, whereby the shearing device can be positioned so precisely by a preferably linear displacement drive that the pressed residue can be sheared off smoothly.
- the installation space of the extrusion or pipe press is limited to the necessary minimum and at the same time the non-productive time required for shearing is shortened.
- a precise severing cut can be made, preferably perpendicular to the extrusion direction.
- the provision of swivel drives for the shearing device or at least its shearing blades can preferably be dispensed with.
- the horizontal displacement path of the shearing device is more than 100 mm, preferably between 150 or 250 mm, particularly preferably about 200 mm. In this way, an extrusion or pipe press is created which is able to move the cutting device away from the tool horizontally and preferably to lift it exclusively in the vertical direction.
- the vertical stroke of the shearing device is set to be less than 600 mm, preferably less than 500 mm, particularly preferably between 450 and 500 mm. This results in a significant reduction in the installation space compared to extrusion or pipe presses with a vertical stroke of usually more than 800 mm achieved.
- the shearing device should preferably be able to be removed upwards from the travel path of the tool and then be moved by means of horizontal displacement into a rest position above the tool and preferably adjacent to the counter bar. This creates a shearing device whose path from its rest position to a working position is optimally shortened and, at the same time, does not restrict the pressing process itself. As a result, the non-productive times are also limited to a necessary minimum.
- a hydraulic cylinder is provided to effect the vertical movement of the shearing device and / or an electric drive is provided to effect the horizontal movement.
- Drives are able to carry out specified shifts in a short time and with precise positioning.
- hydraulic cylinders in extrusion or pipe presses according to the invention can use the hydraulic devices provided anyway and are able to apply the forces required to shear off the press residue.
- a method for separating a press residue during extrusion and tube pressing using an extrusion or tube press comprises at least the steps of pressing a workpiece from a block picker against the counter spar, moving the block picker back into an initial position after pressing, vertically moving the shearing device with the cutting shears to shear off the press residue, and vertically retracting the shearing device after shearing off and horizontally displacing the shearing device to a rest position.
- the shearing device and in particular a cutting knife or a shear plate of the shearing device is aligned parallel to the counter bar at least during shearing. It is particularly preferred if the shearing device is aligned parallel to the counter spar during the entire process.
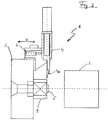
- Figure 1 shows a schematic view of an extrusion or pipe press 1 according to the invention in a rest position, a shearing device 4 carrying a shear knife 4a being arranged above a tool 9 between a counter bar 3 and a billet pick-up 2.
- the block receiver 2 pushes a block (not shown) through the tool 9 and the counter bar 3 in order to produce the extruded product.
- the shearing device 4 In this working position of the extruder or pipe press 1, the shearing device 4 remains shifted upwards in such a way that it remains in its rest position completely above the tool 9, but only laterally offset from the counter bar 3.
- the vertical and horizontal displaceability of the shearing device 4 is brought about in this embodiment by a hydraulic displacement cylinder 7 and an electric drive 6.
- Figure 2 shows a first step in the execution of the method according to the invention, in which the shearing device 4 is displaced horizontally in the direction X to the right under the action of the hydraulic cylinder 6, a position in which the shearing device 4, in particular the shearing knife 4a, is aligned with the right edge of the tool 9 on Counter-beam 3 is arranged, the press residue 5 protruding from the right side of the tool 9.
- the block pick-up 2 has been shifted to the right against the extrusion direction in order to extrude another block onto the opposing beam 3 and the die after the pressing residue 5 has been separated.
- Figure 3 shows a further step of the method according to the invention, in which the shearing knife 4a of the shearing device 4 was moved under the action of the hydraulic cylinder 7 downwards along the arrow Y so that the cutting edge of the cutting knife 4a along the right side of the tool 9 is exactly parallel was moved down to the tool 9, and so has sheared off the press residue 5.
- Figure 4 finally shows how Figure 1 Again the rest position of the extrusion or pipe press 1 according to the invention, in which the shearing device 4 has been moved vertically upwards along the arrow Y and horizontally to the left along the path X into the rest position adjacent to the counter beam 3.
- the cutting knife 4a stands above the tool 9 and thus completely releases the travel path for the block receiver 2 towards the tool 9 and the counter bar 3. It is therefore not necessary to raise the cutting device 4 beyond the position shown or to pivot the cutting knife 4a out of the vertical line shown.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Of Metal (AREA)
- Processing Of Solid Wastes (AREA)
- Shearing Machines (AREA)
Description
- Die Erfindung betrifft eine Strang- und Rohrpresse gemäß dem Oberbegriff des Anspruchs 1 (siehe z.B.
US-A-3,220,237 ). Des Weiteren betrifft die Erfindung ein Verfahren zum Abtrennen eines Pressrests beim Strang- und Rohrpressen unter Verwendung einer derartigen Strang- und Rohrpresse. - Eine weitere Strang- und Rohrpresse bzw. Metallstrangpresse ist aus der
EP 1 750 865 B1 bekannt und durch dieDE 102 31 328 A1 ist eine Trennschere mit einem speziellen, zwei Schneidflächen aufweisenden Messer bekannt geworden, wobei die Trennvorrichtung mittels eines Zylinders um eine drehbare Lagerung verschwenkbar ausgebildet ist, damit sich ein glatter, sauberer Trennschnitt erreichen lässt, ggf. auch bei einem aus dem Blockaufnehmer bzw. Rezipienten herausragenden Ende des zu verpressenden Blocks bzw. Metallbolzens. - Derartige Strang- und Rohrpressen benötigen eine Trenneinrichtung, insbesondere eine Schervorrichtung, um den unvermeidlich beim Strangpressen zurückbleibenden Pressrest, der nach dem Pressvorgang aus dem am oder im Gegenholm angeordneten Werkzeug hervorsteht, abzutrennen, und um das Strang- oder Rohrpressen eines folgenden Blockes bzw. Metallbolzens ungehindert fortsetzen zu können. Dabei wird insbesondere Wert gelegt auf einen sauberen Trennschnitt zum Abtrennen des Pressrests, um den Qualitätsanforderungen an das Strangpressen einer Vielzahl von Blöcken bzw. Metallbolzen zu genügen.
- Die Schervorrichtung muss dabei über eine Strecke von üblicherweise mehr als 800 mm aus einer Ruheposition vertikal senkrecht zur Strangpressrichtung bewegt werden, um das Abscheren des Pressrests zu bewirken, und über die gleiche Distanz auch wieder in ihre Ruheposition zurückgeführt werden. Darüber hinaus erfolgt zur Verringerung des Verschleißes zwischen der Trenneinrichtung oder Schervorrichtung und dem Gegenholm oder dem daran angeordneten Werkzeug ein Verschwenken der Schervorrichtung oder zumindest eines daran angeordneten Schermessers oder einer Scherplatte vor dem Zurückfahren der Schervorrichtung in ihre Ruheposition.
- Hierdurch wird der Bauraum der Vorrichtung jedoch ausgesprochen groß und ihr Aufbau komplex. Sowohl die Mehrzahl von erforderlichen Bewegungen als auch der erforderliche Vertikalhub führen darüber hinaus zu erhöhtem Aufwand und Nebenzeiten, in denen die Strang- und Rohrpresse nicht produzieren kann.
- Es war daher eine Aufgabe der Erfindung, eine Strang- oder Rohrpresse zur Verfügung zu stellen, die neben einem äußerst sauberen Trennschnitt mit sehr guter Scherfläche auch verkürzte Nebenzeiten und einen verringerten Bauraum zur Verfügung stellen kann. Diese Aufgabe wird im erfindungsgemäßen Sinne mittels einer Strang- oder Rohrpresse, umfassend die Merkmale des Anspruchs 1, sowie mittels eines Verfahrens, umfassend die Merkmale des Anspruchs 5, gelöst. Vorteilhafte Ausgestaltungen der Erfindung sind in den jeweils abhängigen Ansprüchen niedergelegt.
- Gemäß einem ersten Aspekt der Erfindung ist die Schervorrichtung vertikal und horizontal verschiebbar an dem Pressenrahmen angeordnet, wobei die vertikale Verschiebbarkeit der Trennschere bis oberhalb des Werkzeugs, nicht jedoch bis oberhalb des Blockaufnehmers einstellbar ist. Durch die horizontale und vertikale Verstellbarkeit der Schervorrichtung lässt sich erreichen, dass die Trennvorrichtung bzw. Trennschere in der Ruheposition stets nur bis knapp oberhalb des Werkzeugs, insbesondere der Druckplatte, des Matrizenhalters oder der Matrize, und nicht auch bis oberhalb des Blockaufnehmers (Rezipient) angehoben werden muss. Zum Trennschnitt in der Arbeitsposition braucht das Messer der Schervorrichtung nur über eine geringe Wegstrecke abgesenkt zu werden, wobei sich die Schervorrichtung durch einen vorzugsweise linearen Verfahrantrieb so genau positionieren lässt, dass der Pressrest glatt abgeschert werden kann.
- Hierdurch wird der Bauraum der Strang- oder Rohrpresse auf das notwendige Minimum begrenzt und gleichzeitig die für das Abscheren erforderliche Nebenzeit verkürzt. Gleichzeitig kann durch das vertikale Verschieben der Schervorrichtung vorzugsweise senkrecht zur Strangpressrichtung ein genauer Trennschnitt erfolgen. Insbesondere auf die Bereitstellung von Schwenkantrieben für die Schervorrichtung oder zumindest deren Schermesser kann vorzugsweise verzichtet werden.
- Bevorzugt wird, wenn der horizontale Verschiebeweg der Schervorrichtung mehr als 100 mm, vorzugsweise zwischen 150 oder 250 mm, insbesondere bevorzugt etwa 200 mm, beträgt. Hierdurch wird eine Strang- oder Rohrpresse geschaffen, die in der Lage ist, die Abschervorrichtung von dem Werkzeug horizontal wegzufahren und vorzugsweise, ausschließlich in der Vertikalen anzuheben.
- In einer weiteren bevorzugten Ausgestaltungsform der Erfindung ist der Vertikalhub der Schervorrichtung kleiner als 600 mm, vorzugsweise kleiner als 500 mm, insbesondere bevorzugt zwischen 450 und 500 mm, eingestellt. Hierdurch wird gegenüber Strang- oder Rohrpressen mit einem Vertikalhub von üblicherweise mehr als 800 mm eine deutliche Reduzierung des Bauraums erzielt. Die Schervorrichtung sollte dabei vorzugsweise aus dem Verfahrweg des Werkzeugs nach oben entfernt werden können und dann mittels horizontaler Verschiebung in eine Ruheposition oberhalb des Werkzeugs und vorzugsweise anliegend an den Gegenholm verschoben werden. Hierdurch wird eine Schervorrichtung geschaffen, deren Weg von ihrer Ruheposition zu einer Arbeitsposition optimal verkürzt wird und gleichzeitig keine Einschränkung des Pressvorgangs selbst bedingt. Hierdurch werden zuletzt auch die Nebenzeiten auf ein notwendiges Minimum begrenzt.
- Es wird in diesem Zusammenhang insbesondere bevorzugt, wenn ein Hydraulikzylinder zur Bewirkung der Vertikalbewegung der Schervorrichtung und / oder ein elektrischer Antrieb zur Bewirkung der Horizontalbewegung vorgesehen sind. Antriebe sind in der Lage, vorgegebene Verschiebungen in kurzer Zeit und positionsgenau durchzuführen. Darüber hinaus können Hydraulikzylinder in erfindungsgemäßen Strang- oder Rohrpressen die ohnehin vorgesehenen Hydraulikeinrichtungen nutzen und sind in der Lage, die zum Abscheren des Pressrests erforderlichen Kräfte aufzubringen.
- Gemäß einem weiteren Aspekt der Erfindung wird ein Verfahren zum Abtrennen eines Pressrests beim Strang- und Rohrpressen unter Verwendung einer Strang- oder Rohrpresse gemäß dem ersten Aspekt der Erfindung beansprucht. Das erfindungsgemäße Verfahren umfasst zumindest die Schritte des Pressens eines Werkstücks von einem Blockaufnehmer gegen den Gegenholm, des Zurückfahrens des Blockaufnehmers nach dem Pressen in eine Ausgangsposition, des vertikalen Verschiebens der Schervorrichtung mit der Trennschere zum Abscheren des Pressrests, des vertikalen Zurückfahrens der Schervorrichtung nach dem Abscheren und des horizontalen Verschiebens der Schervorrichtung in eine Ruheposition.
- Bevorzugt wird in diesem Zusammenhang, wenn die Schervorrichtung und insbesondere ein Schneidmesser oder eine Scherplatte der Schervorrichtung zumindest während des Abscherens parallel zum Gegenholm ausgerichtet ist. Besonders bevorzugt wird, wenn die Schervorrichtung während des gesamten Verfahrens parallel zum Gegenholm ausgerichtet ist. Hierdurch wird ein Verfahren zur Verfügung gestellt, bei dem auf das Verschwenken der Schervorrichtung oder von Teilen der Schervorrichtung vollkommen verzichtet werden kann und gleichzeitig ein exakt senkrechter Trennschnitt beim Abscheren des Pressrests sichergestellt ist. Auch das Zurücksetzen der Schervorrichtung in ihre Ruheposition erfolgt ohne die Notwendigkeit von Verschwenkungen und unter Vermeidung von Reibung zwischen der Schervorrichtung und dem Werkzeug oder Gegenholm.
- Die Erfindung wird nachfolgend unter Bezugnahme auf vier Figuren näher erläutert, wobei die Figuren einzelne Schritte eines erfindungsgemäßen Verfahrens unter Verwendung einer erfindungsgemäßen Vorrichtung darstellen. In den Figuren zeigen
- Figur 1
- eine erfindungsgemäße Strang- oder Rohrpresse mit einer Schervorrichtung in Ruheposition,
- Figur 2
- die erfindungsgemäße Strang- oder Rohrpresse aus
Figur 1 mit einer horizontal verschobenen Schervorrichtung, - Figur 3
- die erfindungsgemäße Strang- oder Rohrpresse aus den
Figuren 1 und2 nach dem Abscheren eines Pressrests und - Figur 4
- den Abschluss des erfindungsgemäßen Verfahrens mit der Schervorrichtung in ihrer Ruheposition.
-
Figur 1 zeigt eine schematische Ansicht einer erfindungsgemäßen Strang- oder Rohrpresse 1 in einer Ruheposition, wobei eine ein Schermesser 4a tragende Schervorrichtung 4 oberhalb eines Werkzeugs 9 zwischen einem Gegenholm 3 und einem Blockaufnehmer 2 angeordnet ist. Der Blockaufnehmer 2 drückt einen (nicht dargestellten) Block durch das Werkzeug 9 und den Gegenholm 3 hindurch, um das Strangpresserzeugnis herzustellen. In dieser Arbeitsstellung der Strang- oder Rohrpresse 1 verbleibt die Schervorrichtung 4 so nach oben verschoben, dass sie vollständig oberhalb des Werkzeugs 9, jedoch lediglich seitlich versetzt zum Gegenholm 3 in ihrer Ruheposition verbleibt. Die vertikale und horizontale Verschiebbarkeit der Schervorrichtung 4 wird in dieser Ausführungsform durch einen hydraulischen Verschiebezylinder 7 sowie einen Elektroantrieb 6 bewirkt. -
Figur 2 zeigt einen ersten Schritt bei Ausführung des erfindungsgemäßen Verfahrens, bei dem die Schervorrichtung 4 unter Einwirkung des Hydraulikzylinders 6 horizontal in Richtung X nach rechts eine Position verschoben ist, bei der die Schervorrichtung 4, insbesondere das Schermesser 4a, fluchtend zur rechten Kante des Werkzeugs 9 am Gegenholm 3 angeordnet ist, wobei aus der rechten Seite des Werkzeugs 9 der Pressrest 5 hervorsteht. In dieser Phase des erfindungsgemäßen Verfahrens ist der Blockaufnehmer 2 nach rechts entgegen der Strangpressrichtung verschoben worden, um nach Abtrennung des Pressrests 5 einen weiteren Block auf den Gegenholm 3 und die Matrize hindurch strangzupressen. -
Figur 3 zeigt einen weiteren Schritt des erfindungsgemäßen Verfahrens, bei dem das Schermesser 4a der Schervorrichtung 4 unter Einwirkung des Hydraulikzylinders 7 nach unten entlang des Pfeils Y so bewegt wurde, dass die Schneidkante des Schneidmessers 4a an der rechten Seite des Werkzeugs 9 entlang exakt parallel zu dem Werkzeug 9 nach unten bewegt wurde, und so den Pressrest 5 abgeschert hat. -
Figur 4 schließlich zeigt wieFigur 1 wieder die Ruheposition der erfindungsgemäßen Strang- oder Rohrpresse 1, bei der die Schervorrichtung 4 entlang des Pfeils Y vertikal nach oben und entlang des Wegs X horizontal nach links in die Ruheposition anliegend an dem Gegenholm 3 verschoben wurde. Das Schneidmesser 4a steht oberhalb des Werkzeugs 9 und gibt somit den Verfahrweg für den Blockaufnehmer 2 auf das Werkzeug 9 und den Gegenholm 3 hin vollkommen frei. Ein Anheben der Schneidvorrichtung 4 über die gezeigte Stellung hinaus oder ein Verschwenken des Schneidmessers 4a aus der dargestellten Vertikalen heraus ist somit nicht erforderlich. -
- 1
- Strang- und Rohrpresse
- 2
- Blockaufnehmer
- 3
- Gegenholm
- 4
- Schervorrichtung
- 4a
- Scherplatte
- 5
- Pressrest
- 6
- Elektroantrieb
- 7
- Hydraulikzylinder
- X
- Verschiebeweg
- Y
- Vertikalhub
Claims (7)
- Strang- oder Rohrpresse (1), insbesondere für Aluminium oder Aluminiumlegierungen, umfassend einen aus einem Zylinderholm und damit verbundenem Gegenholm (3) bestehenden Pressenrahmen, in dem ein beweglicher Laufholm und ein beweglicher Blockaufnehmer (2), der dazu ausgebildet ist, einen mit einer Ladevorrichtung eingebrachten, zu verpressenden Block, in eine Pressposition vor den Gegenholm (3) mit Matrize zu verbringen, angeordnet sind, wobei zwischen dem Gegenholm (3) und dem Blockaufnehmer (2) ein Werkzeug (9) angeordnet ist, und wobei eine Schervorrichtung (4) mit einer Trennschere (4a) zum Abtrennen eines nach dem Pressvorgang verbliebenen Pressrests (5) vorgesehen ist,
dadurch gekennzeichnet, dass
die Schervorrichtung (4) vertikal und horizontal verschiebbar an dem Pressenrahmen angeordnet ist, wobei die vertikale Verschiebbarkeit der Trennschere (4a) bis oberhalb des Werkzeugs (9), nicht jedoch bis oberhalb des Blockaufnehmers (2) einstellbar ist. - Strang- oder Rohrpresse (1) gemäß Anspruch 1, dadurch gekennzeichnet, dass der horizontale Verschiebeweg (X) mehr als 100 mm, vorzugsweise zwischen 150 mm und 250 mm, beträgt.
- Strang- oder Rohrpresse (1) gemäß einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass der Vertikalhub (Y) der Schervorrichtung (4) kleiner als 600 mm, vorzugsweise kleiner als 500 mm, insbesondere bevorzugt zwischen 450 mm und 500 mm, ist.
- Strang- oder Rohrpresse (1) gemäß einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass ein Hydraulikzylinder (7) zur Bewirkung der Vertikalbewegung der Schervorrichtung (4) und ein elektrischer Antrieb (6) zur Bewirkung der Horizontalbewegung der Schervorrichtung (4) vorgesehen sind.
- Verfahren zum Abtrennen eines Pressrests (5) beim Strang- und Rohrpressen unter Verwendung einer Strang- oder Rohrpresse (1) gemäß einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass das Verfahren die folgenden Schritte umfasst:- Pressen eines Werkstücks von einem Blockaufnehmer (2) gegen den Gegenholm,- Zurückfahren des Blockaufnehmers (2) nach dem Pressen in eine Ausgangsposition,- vertikales Verschieben der Schervorrichtung (4) mit der Trennschere (4a) zum Abscheren eines Pressrests (5),- vertikales Zurückfahren der Schervorrichtung (4) nach dem Abscheren des Pressrests, in eine Position der Trennschere (4a) oberhalb des Werkzeugs (9), nicht jedoch oberhalb des Blockaufnehmers (2), und- horizontales Verschieben der Schervorrichtung (4) in eine Ruheposition. - Verfahren gemäß Anspruch 5, dadurch gekennzeichnet, dass die Schervorrichtung (5) und insbesondere die Trennschere (4a) der Schervorrichtung (4) zumindest während des Abscherens parallel zum Gegenholm (3) ausgerichtet ist.
- Verfahren gemäß einem der Ansprüche 5 bis 6, dadurch gekennzeichnet, dass die Schervorrichtung (4) und insbesondere die Trennschere (4a) der Schervorrichtung (4) während des gesamten Verfahrens parallel zum Gegenholm (3) ausgerichtet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011117730 | 2011-11-07 | ||
| PCT/EP2012/004629 WO2013068105A1 (de) | 2011-11-07 | 2012-11-07 | Strang- und rohrpresse und verfahren zum abtrennen eines pressrests |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2776180A1 EP2776180A1 (de) | 2014-09-17 |
| EP2776180B1 EP2776180B1 (de) | 2018-06-06 |
| EP2776180B2 true EP2776180B2 (de) | 2021-06-23 |
Family
ID=47221285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12790409.2A Active EP2776180B2 (de) | 2011-11-07 | 2012-11-07 | Strang- und rohrpresse und verfahren zum abtrennen eines pressrests |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9586247B2 (de) |
| EP (1) | EP2776180B2 (de) |
| JP (2) | JP2014534904A (de) |
| KR (1) | KR20140034306A (de) |
| CN (2) | CN108176725B (de) |
| ES (1) | ES2686024T5 (de) |
| WO (1) | WO2013068105A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUB20159680A1 (it) * | 2015-12-16 | 2017-06-16 | Turla S R L | Rilevamento automatico dimensione pacco matrice. |
| CN106077797B (zh) * | 2016-08-11 | 2018-04-27 | 上虞市银佳铜业有限公司 | 一种u形空调冷凝铜管切割机 |
| CN108453144B (zh) * | 2018-02-12 | 2024-02-06 | 佛山市赛立新机械设备制造有限公司 | 一种挤压机的剪刀固定及定位装置 |
| CN109500125A (zh) * | 2018-11-15 | 2019-03-22 | 佛山市南海华南锻造金属结构有限公司 | 一种带压余脱离机构的挤压机 |
| WO2021156791A1 (en) * | 2020-02-05 | 2021-08-12 | Giuseppe Salvadori | Apparatus and process for producing blanks of rings or tubular members |
| DE102023104739A1 (de) | 2022-11-14 | 2024-05-16 | Sms Group Gmbh | Pressrestschere sowie Verfahren zum Abscheren eines Pressrestes |
| CN117483467B (zh) * | 2023-12-29 | 2024-04-12 | 江苏三鑫铝业有限公司 | 一种铝型材挤压设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4424696A (en) † | 1980-05-24 | 1984-01-10 | Kabushiki Kaisha Kobe Seiko Sho | Indirect extrusion press |
| EP0042260B1 (de) † | 1980-06-12 | 1984-05-16 | Kabushiki Kaisha Kobe Seiko Sho | Rückwärts-Strangpresse |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3220237A (en) * | 1962-01-29 | 1965-11-30 | Farrel Corp | Adjustable shear mounting for a hydraulic extrusion press |
| US3808859A (en) * | 1971-08-05 | 1974-05-07 | Cefilac | Hydraulic presses |
| US4365497A (en) | 1977-10-07 | 1982-12-28 | Kobe Steel, Ltd. | Intermediate frame type indirect extrusion press |
| JPS5856013Y2 (ja) * | 1979-04-12 | 1983-12-23 | ワイケイケイ株式会社 | 押出装置 |
| JPS5728615A (en) | 1980-07-25 | 1982-02-16 | Kobe Steel Ltd | Indirect extrusion press provided with intermediate frame |
| US4593552A (en) | 1985-06-12 | 1986-06-10 | Sutton Engineering Co. | Butt shear with butt knocker |
| US4793170A (en) | 1987-06-19 | 1988-12-27 | Everett Daniels | Shear blade for aluminum extrusion process |
| DE4128677C2 (de) | 1991-08-29 | 1994-07-21 | Hasenclever Maschf Sms | Liegende Metallstrangpresse |
| IT1251438B (it) | 1991-10-24 | 1995-05-09 | Gian Matteo Tornese | Pressa per estrusione di metalli, con cesoia per il taglio di fondelli di profilati estrusi |
| JP2943970B2 (ja) | 1994-05-31 | 1999-08-30 | 宇部興産株式会社 | 押出プレスのディスカード切断方法および装置 |
| DE19951933A1 (de) | 1999-10-28 | 2001-05-03 | Sms Eumuco Gmbh | Strangpresse bzw. Rohr- und Strangpresse |
| DE10231328B4 (de) | 2002-07-11 | 2005-03-24 | Erbslöh Aluminium Gmbh | Strangpresse und Stangpressverfahren |
| US7165732B2 (en) | 2004-01-16 | 2007-01-23 | Illinois Tool Works Inc. | Adapter assembly for a fluid supply assembly |
| DE102004023611A1 (de) | 2004-05-10 | 2005-12-01 | Sms Eumuco Gmbh | Strang- und Rohrpresse |
| CN201338027Y (zh) | 2008-12-31 | 2009-11-04 | 中国重型机械研究院 | 铝挤压机用残料分离装置 |
| US8490453B2 (en) | 2009-04-15 | 2013-07-23 | Ube Machinery Corporation, Ltd. | Extrusion press |
| JP5278690B2 (ja) * | 2009-06-03 | 2013-09-04 | 宇部興産機械株式会社 | 押出プレスのディスカード切断装置 |
| WO2010122957A1 (ja) * | 2009-04-20 | 2010-10-28 | 昭和電工株式会社 | 押出加工方法及び押出加工装置 |
| CN101596560A (zh) | 2009-07-02 | 2009-12-09 | 太原重工股份有限公司 | 钢管挤压机的压余分离装置 |
| CN201579298U (zh) | 2009-12-30 | 2010-09-15 | 一重集团大连设计研究院有限公司 | 挤压机压余剪 |
| CN102000711B (zh) * | 2010-12-10 | 2012-08-08 | 西南铝业(集团)有限责任公司 | 挤压机及其挤压工具 |
| JP5780462B2 (ja) * | 2011-10-25 | 2015-09-16 | 宇部興産機械株式会社 | 押出プレスのシャー装置 |
-
2012
- 2012-11-07 WO PCT/EP2012/004629 patent/WO2013068105A1/de active Application Filing
- 2012-11-07 US US14/232,523 patent/US9586247B2/en active Active
- 2012-11-07 JP JP2014540352A patent/JP2014534904A/ja active Pending
- 2012-11-07 ES ES12790409T patent/ES2686024T5/es active Active
- 2012-11-07 CN CN201810110928.3A patent/CN108176725B/zh active Active
- 2012-11-07 EP EP12790409.2A patent/EP2776180B2/de active Active
- 2012-11-07 CN CN201280054638.2A patent/CN104023866A/zh active Pending
- 2012-11-07 KR KR1020147003504A patent/KR20140034306A/ko not_active Application Discontinuation
-
2016
- 2016-07-22 JP JP2016144232A patent/JP6355681B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4424696A (en) † | 1980-05-24 | 1984-01-10 | Kabushiki Kaisha Kobe Seiko Sho | Indirect extrusion press |
| EP0042260B1 (de) † | 1980-06-12 | 1984-05-16 | Kabushiki Kaisha Kobe Seiko Sho | Rückwärts-Strangpresse |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2686024T3 (es) | 2018-10-16 |
| JP2014534904A (ja) | 2014-12-25 |
| CN104023866A (zh) | 2014-09-03 |
| CN108176725A (zh) | 2018-06-19 |
| ES2686024T5 (es) | 2021-12-15 |
| EP2776180A1 (de) | 2014-09-17 |
| KR20140034306A (ko) | 2014-03-19 |
| US20140250967A1 (en) | 2014-09-11 |
| CN108176725B (zh) | 2021-07-09 |
| JP2017024080A (ja) | 2017-02-02 |
| US9586247B2 (en) | 2017-03-07 |
| EP2776180B1 (de) | 2018-06-06 |
| JP6355681B2 (ja) | 2018-07-11 |
| WO2013068105A1 (de) | 2013-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2776180B2 (de) | Strang- und rohrpresse und verfahren zum abtrennen eines pressrests | |
| DE4123929C2 (de) | Verfahren und Vorrichtung zum Zerteilen von Flachglastafeln | |
| EP2707173B1 (de) | Verfahren und vorrichtung zum mechanischen entschichten beschichteter platinen unter verwendung einer presse und einem schabemesser | |
| EP2641682B1 (de) | Verfahren zum Schneiden von Blech- oder Blockmaterial | |
| WO1991000168A1 (de) | Vorrichtung zum schneiden von gestapeltem, blattförmigem gut | |
| WO2005110636A1 (de) | Strang- und rohrpresse | |
| EP0463201A1 (de) | Stahlstranggiessanlage mit mechanischer Entfernungseinrichtung für Sauerstoffschneidbärte | |
| EP2733307A1 (de) | Fräseinheit für Austreibevorrichtung | |
| DE2739825A1 (de) | Schrottschere | |
| DE10231328B4 (de) | Strangpresse und Stangpressverfahren | |
| DE4204841C1 (de) | ||
| EP2582479B1 (de) | Verfahren und vorrichtung zum besäumen von grobblechen | |
| EP0037485A1 (de) | Metallstrangpresse mit einer mit dem Aufnehmerhalter verbundenen Vorrichtung zum Abtrennen des Pressrestes und zum Auswechseln von Matrizen | |
| DE3243257C1 (de) | Vorrichtung zum Abstuetzen des abzuschneidenden Streifens an einer Schere zum Schneiden von Blechen u.dgl. | |
| EP2022613B1 (de) | Stossvorrichtung in einer Porenbetonschneidanlage | |
| DE3003311A1 (de) | Schneidvorrichtung fuer eine presse zum direkten strangpressen von metallpressbolzen | |
| DE3044350C2 (de) | Schere in einer Bandschweißanlage zum Beschneiden von zwei Bandenden | |
| DE2654751C3 (de) | Schrottschere | |
| DE2717621C2 (de) | Schrottschere | |
| DE2728202B2 (de) | Querteilschere für Walzbleche, insbesondere für Grobbleche | |
| WO1984000715A1 (en) | Device for cutting boards or similar objects | |
| EP2083964B1 (de) | VORRICHTUNG ZUM SCHWEIßEN VON BANDMATERIAL | |
| DE102078C (de) | ||
| EP3106273B1 (de) | Werkzeuganordnung zum bearbeiten von holzwerkstoffplatten | |
| DE10047856C2 (de) | Vorrichtung und Verfahren zum Durchtrennen eines Profilstücks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140404 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SMS GROUP GMBH |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20161104 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180208 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1005477 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012012841 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2686024 Country of ref document: ES Kind code of ref document: T3 Effective date: 20181016 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181006 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502012012841 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DANIELI & C. OFFICINE MECCANICHE S.P.A. Effective date: 20190306 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181107 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181130 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181130 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121107 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180606 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20210623 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502012012841 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2686024 Country of ref document: ES Kind code of ref document: T5 Effective date: 20211215 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230707 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231124 Year of fee payment: 12 Ref country code: FR Payment date: 20231120 Year of fee payment: 12 Ref country code: DE Payment date: 20231121 Year of fee payment: 12 Ref country code: CZ Payment date: 20231030 Year of fee payment: 12 Ref country code: AT Payment date: 20231121 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240126 Year of fee payment: 12 |