EP2177287A2 - Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen - Google Patents
Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen Download PDFInfo
- Publication number
- EP2177287A2 EP2177287A2 EP08018255A EP08018255A EP2177287A2 EP 2177287 A2 EP2177287 A2 EP 2177287A2 EP 08018255 A EP08018255 A EP 08018255A EP 08018255 A EP08018255 A EP 08018255A EP 2177287 A2 EP2177287 A2 EP 2177287A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- support
- bending
- workpiece
- jaw assembly
- assembly according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005452 bending Methods 0.000 title claims abstract description 150
- 239000004952 Polyamide Substances 0.000 claims description 2
- 238000009434 installation Methods 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 230000003134 recirculating effect Effects 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims description 2
- 238000000034 method Methods 0.000 abstract description 13
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000001960 triggered effect Effects 0.000 description 2
- 238000007667 floating Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000012384 transportation and delivery Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/022—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment over a stationary forming member only
Definitions
- the invention relates to a support jaw assembly for sliding lateral support of rod and tubular workpieces before their entry into the forming groove of a bending head in a bending machine.
- Such an arrangement shows the DE 201 18 444 U1 , where there is provided a support jaw, which can be moved along the tubular body and perpendicular to this.
- this known support jaw assembly can only be used in the case of a one-sided bending of the tubular workpiece, since it allows only on one side support against the bending forces.
- a device by means of which the workpiece to be machined can be bent right and left, is from the WO 2004/000479 A1 known.
- a support jaws applied in which case two such support jaws, each for a bending direction, are provided, each having a forming groove for abutment against a side of the workpiece ,
- the forming grooves on both support jaws, as well as on the bending disc are arranged at different axial height.
- the swivel arm must be brought into a swivel position rotated by 180 ° so that it can cooperate with the other support jaws present on the opposite side of the bending head.
- This known bending machine is relatively complicated in construction, where the support jaws there must be moved both in the longitudinal direction of the workpiece to be machined, as well as perpendicular to its longitudinal axis.
- the form of grooves in the two mold jaws and the respective associated forming grooves on the bending disc at different heights, which also when changing the bending direction a change in the altitude of the overall arrangement relative to that of the supplied strand-like workpiece conditionally.
- the present invention seeks to propose a support jaw assembly that can be used for both right as well as left-hand bending, with a simple conversion and an overall uncomplicated structure is given.
- a jaw assembly for sliding lateral support of rod and tubular workpieces before their entry into a forming groove of a bending disc of a bending head of a bending machine, wherein two support jaws provided for arrangement on both sides of the longitudinal axis of the workpiece to be machined and each of them with a the workpiece facing mold groove is provided for sliding contact on this, further each support jaws sitting by means of a support on a support strip, which, guided longitudinally displaceable on a guide block, by an associated drive means from a retracted counter to the transport direction of the workpiece starting position parallel to this in a transport direction the workpiece extended end position is movable, in which they the workpiece in a range of its tangential inlet into the forming groove of the bending head to a point at a predetermined distance in front of this r laterally slidably supported, wherein when a support jaw is in its extended end position, the other support jaws assumes its retracted starting position.
- the support jaw assembly according to the invention initially has a comparatively simple structural design, in which for changing the bending direction essentially only the generation of a lateral offset of the bending head relative to the longitudinal axis of the workpiece to be machined, for example by a method of bending head to make.
- the arrangement of a plurality of mold grooves on the bending disc, axially offset from one another, is just as unnecessary as a lateral movability of the support jaws relative to the workpiece.
- both support bars can be connected to a common drive means by which they can be moved individually or together in opposite directions, what about a suitable lever mechanism, counter-rotating spindle drives o.ä. can be realized.
- each support bar is particularly preferably connected to its own drive device, preferably to a pneumatic cylinder or to a servo drive.
- the drive device (s) are (are) further connected to a central control, by which the adjustment movements are controlled when changing the bending directions.
- the support jaws can either be used so that the supporting jaws used for supporting in its use from the starting position transferred immediately into its extended end position and is held immobile during the bending process in this. Equally, however, it is also possible to provide what is easily realizable within the scope of a program control of the drive device (s) that the respectively used support jaw is moved in contact with the workpiece during the bending process until it has reached its extended end position or even over this one piece is continued.
- each support jaws made of a hard plastic, in particular made of polyamide, which can be achieved in a relative movement between the workpiece and the support jaws particularly low frictional forces.
- the support jaw assembly according to the invention can preferably be arranged so that the support jaws, their brackets, the support strips, the guide blocks and the drive means are provided symmetrically to the workpiece longitudinal axis, which can be achieved in total a type of two-part and axially movable workpiece guide.
- the device according to the invention is suitable for the machining of rod-shaped or tubular workpieces, in particular for tubular workpieces from the coil. Moreover, it reliably prevents unwanted and unclean bending, buckling, bulging or the like of the workpiece to be treated, so that only the actually desired deformation of the workpiece at the bending head is permitted.
- each support jaw is detachably fastened to the associated support strip and is preferably position-adjustable in the direction of the workpiece to be machined.
- each support jaw is interchangeably mounted on the support carrying it, and is in particular also advantageously arranged in a positionally adjustable manner in the direction of the workpiece to be machined and in its vertical position.
- each holder is preferably associated with an adjusting device for the support jaws, by means of which this is fine adjustable relative to the holder in the direction perpendicular to the longitudinal axis of the support bar and in its altitude.
- any suitably suitable adjustment can be used, but particularly preferably a setting by means of one or more adjusting screws, in particular with a fine thread, can be provided.
- Each support bar can be guided in a longitudinally displaceable manner on the guide block assigned to it in any suitable manner. Particularly preferred, however, each support bar is mounted by means of a recirculating ball guide or by means of a dovetail guide to the respective associated guide block.
- a further preferred embodiment of the invention also consists in that the support jaw used in each case during a bending direction is moved together with the workpiece until it reaches its extended end position during the bending process.
- the support jaw assembly according to the invention is formed so that all its parts are mounted on a common base plate or a common base support to form a unit for installation in a bending machine, whereby a subsequent equipment of a bending machine with a support jaw assembly according to the invention can be made quickly.
- the invention also includes a bending machine for bending left and right of rod and tubular workpieces by means of a laterally displaceable to the longitudinal axis of the workpiece bending head, which is provided with a support jaw assembly according to the invention with one of the abovementioned embodiments.
- Fig. 1 shows an oblique perspective view of a bending machine 1 for bending a rod and tubular workpiece 2 withdrawn endlessly from the coil.
- the bending machine 1 has a machine frame 3, which is provided on its upper side with a straightening unit 4 and with a rotatable feeder 5.
- the workpiece 2 drawn endlessly from the coil is removed from the rear side of the bending machine 1 (in FIG Fig. 1 : From the right) initially supplied to the straightening unit 4, passes through this in the rotatable feeder 5, from which it exits the front and then fed to the front side of the bending machine 1 a bending head 6 with a rotatable bending disc 7 for carrying out the desired bends.
- the bending disk 7 represents a bending template which can be rotated in both directions of rotation about a rotation axis 8 lying in a vertical direction and perpendicular to the longitudinal axis of the workpiece 2.
- this is provided with a shaping groove 9, in which the workpiece 2 tangentially enters upon reaching the bending disc 7 and remains during the bending operation.
- a bending finger 10 is further attached, which cooperates with the bending disc 7 for performing the bending operation and with this about the rotation axis 8 together (or independently) is pivotable.
- the workpiece 2 is arranged, which is bent upon rotation of the bending finger 10 and bending disc 7 around the circumference of the latter according to the circular shape formed by this.
- the bending head 6 can be moved, as shown by the arrows A and B, both in the vertical and in the transverse direction (that is, perpendicularly to the longitudinal axis of the workpiece 2).
- the bending head 6 is preferably of a construction as shown in the EP 1 591 174 B1 , z. B. Fig. 13, shown in detail.
- Fig. 2 shows, the workpiece 2 passes before reaching the bending head 6 through a support jaw assembly therethrough.
- This consists of two support jaws 11, 12, which are arranged on both sides of the workpiece 2 and each of which is mounted on a bracket 13 and 14, which in turn is mounted on a support bar 15 and 16 via screws 17.
- the screws 17 extend through slots in a respective laterally projecting support flange of the holder 13 and 14, whereby the possibility exists, the respective holder 13 and 14 in their attachment to the corresponding support bar 15 and 16 relative to this and in one direction Spend perpendicular to the longitudinal axis of the workpiece 2 in a desired position and to fix in this.
- each support jaws 11, 12 is mounted on its associated bracket 13 and 14 by means of screws 18, wherein a device not shown in the figures is provided, by means of which each support jaws 11, 12 in turn also in the direction perpendicular to the workpiece 2 back in Its location can be fine tuned.
- the screws 18 each z. B. also in slightly elongated mounting holes of the associated support flange to allow a fine adjustment of the respective support jaw 11, 12 relative to the workpiece 2.
- a device for adjusting the height of the support jaws 11, 12 is provided, which in the Fig. 1 and 2 but not shown.
- Each support bar 15, 16 is seated on an associated guide block 19 or 20 and is slidably mounted on this in each case via a guide rail 21 in the longitudinal direction of the workpiece 2, wherein the guide rail 21 is mounted on the underside of the support bar 15 and 16 and in a corresponding Dovetail groove in the associated guide block 19 and 20 engages, so that a total of one dovetail guide is present.
- Each support bar 15, 16 is connected at its side facing away from the bending head 6 via a push rod 22 with a drive device in the form of a pneumatic adjusting cylinder 23, 24, which in turn about a pivot axis perpendicular to the longitudinal axis of the workpiece 2 and transverse to a support flange 25 and 26 is articulated.
- the pneumatic cylinders 23, 24 are, not shown in the figures, connected in a suitable manner to a central control device, by means of which they z. B. can be controlled by a program control.
- the guide blocks 19 and 20 are, like the support flanges 25, 26 for the pneumatic cylinder 23, 24 mounted on a base plate 27, whereby the whole support jaw assembly together with its drive with this base plate 27 forms a self-contained unit, in a suitable manner on the frame. 3 the bending machine 1 can be attached, such as from the Fig. 1 and 2 removable.
- the support bars 15 and 16, their respective push rod 22 and the associated pneumatic cylinder 23, 24 each extend in a direction parallel to the longitudinal direction of the workpiece 2 alignment, wherein by the pneumatic cylinder 23 and 24, the support bars 15 and 16 with the respective holders attached to them 13 and 14 and the respective support jaws 11, 12 in a direction parallel to the longitudinal axis of the workpiece 2 from a retracted starting position, as shown in FIGS Fig.
- each support jaws 11, 12 Removable while each support jaws 11, 12 is removed from the bending disc 7, be transferred to an extended end position, in which the extended support jaws 11 and 12 with its bending head 6 facing front to the point of the tangential inlet of the workpiece 2 in the Formnut 9 of the bending disc 7 is advanced and thereby lies directly next to the bending finger 10 of the bending head 6.
- the workpiece 2 engaging between the two in the forming groove 9 of the bending disk 7 is provided with the desired bend around the bending disk 7, the workpiece 2 being continuously fed in a region between the position its tangential inlet into the forming groove 9 and, seen in the transport direction of the workpiece 2, lying in front of this inlet point (according to the length of the respective support jaw 11 and 12 in the longitudinal direction of the workpiece 2 seen) from the support jaws 11 and 12 in the attached there Formnut 28 is supported.
- This support prevents just in the area immediately before the inlet of the workpiece 2 in the forming groove 9, the occurrence of cracks, faults o. ⁇ . On the workpiece 2, which would otherwise occur due to the bending forces occurring during the bending process.
- the arrangements each consisting of a support jaws 11 and 12, the associated bracket 13 and 14, the respective support bar 15 and 16, the associated guide block 19 and 20, the respective push rod 22 and the connected pneumatic cylinder 23 and 24 respectively , are mounted on the frame 3 of the bending machine 1, that each of them is located on one side of the workpiece 2, both arrangements, as seen relative to the workpiece 2, are mounted in their retracted initial position symmetrical to each other.
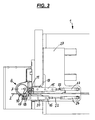
- Fig. 3 now shows a top view of the in Fig. 2 shown portion of the bending machine 1, wherein from this illustration, the arrangement of the support jaws 11 and 12 with the supporting elements 13 and 14, 15 and 16, and the respective push rods 22 and the respectively associated pneumatic cylinder 23 and 24 on both sides of the workpiece. 2 is apparent.
- FIG. 3 shows the case of a right bend, which in the position in Fig. 3 has not yet begun, which is why the workpiece 2 still protrudes beyond the bending head 6 and is bent only by a subsequent movement of the bending finger 10 and the bending disc 7.
- the support jaws 12 has been spent on the pneumatic cylinder 24 in its extended end position, in which he how Figure 3 shows, is arranged directly beside the bending finger 10 and spent with its front end portion up to the point of the tangential inlet of the workpiece 2 in the guide groove 9 of the bending disc 7. From here, the support jaw 12 supports the workpiece 2 on its opposite side of the bending disc 7 over a longitudinal section away, which lies in front of the tangential inlet point and the length of the support jaw 12 (seen in the longitudinal direction of the workpiece 2).
- Fig. 3 shows, the other holding jaws 11 is spent on the him driving the pneumatic cylinder 23 in its retracted position, in which he also abuts on the other side against the workpiece 2, but the same from the bending head 6 and the bending disc 7 is removed.
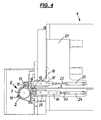
- Fig. 4 now shows the same section of the bending machine 1, as in Fig. 3 is shown, but here in the case of left turn.
- Fig. 4 how out Fig. 4 compared to Fig. 3 can be taken is in Fig. 4 the bending head 6 with the bracket supporting him side of the workpiece 2 so that the workpiece 2 now on the compared to Fig. 3 opposite side of the bending disc 7 is located. If a change from right to left bending or vice versa during the treatment of the workpiece 2 are made, to this change in position of the bending head 6, however, not only its lateral process in the direction of travel B (see. Fig. 1 and Fig. 2 ), but also a lowering of the bending head 6 in the direction A (see. Fig. 1 and Fig. 2 ) to perform under the workpiece 2, the lateral movement in the direction B and then brought back up to the desired height position.
- the support jaws 11 and 12 can perform different functions in the order shown:
Abstract
Description
- Die Erfindung bezieht sich auf eine Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken vor deren Einlauf in die Formnut eines Biegekopfes bei einer Biegemaschine.
- Bei Biegemaschinen zum Biegen von stab- oder rohrförmigen Werkstücken mittels eines Biegekopfes besteht die Gefahr, daß das kontinuierlich zugeführte, zu bearbeitende Werkstück beim Biegevorgang, bei dem es mittels einer Biegescheibe, die eine Formnut aufweist, in der das Werkstück liegt, und eines zugeordneten Biegefingers kreis- oder kreisabschnittförmig gebogen wird, in einem gewissen Bereich vor seinem Einlauf in die Formnut der Biegeschablone durch die beim Biegen auftretenden Kräfte höchst unerwünschte Verwerfungen (Knicke, Ausbeulungen u. a.) erfährt.
- Um dies zu verhindern, werden bei bekannten Biegemaschinen in dem genannten Bereich Stützbacken auf der Seite des zu behandelnden Werkstücks gegen dieses angelegt, die dem Biegekopf und der Biegescheibe abgewandt ist.
- Eine solche Anordnung zeigt die
DE 201 18 444 U1 , wobei dort ein Stützbacken vorgesehen ist, der entlang dem rohrförmigen Körper und senkrecht zu diesem verfahren werden kann. Diese bekannte Stützbackenanordnung kann aber nur im Falle einer einseitigen Biegung des rohrförmigen Werkstückes eingesetzt werden, da sie nur auf einer Seite eine Abstützung gegen die Biegekräfte gestattet. - Bei der Stützbackenanordnung aus der
US 4 959 984 wird ein seitlicher Stützbacken eingesetzt, welcher senkrecht zur Längsachse des zu behandelnden Werkstücks aus einer Eingriffsposition in eine abgezogene Nicht-Eingriffsposition verfahren werden kann. Auch bei dieser bekannten Anordnung ist nur eine einseitige Biegung des Werkstücks möglich. - Im Prinzip eine gleiche Anordnung zeigen auch die
DE 601 00 147 T2 sowie dieEP 0 934 783 B1 und dieDE 3922326 C2 . - Eine Vorrichtung, mittels derer das zu bearbeitende Werkstück rechts und links gebogen werden kann, ist aus der
WO 2004/000479 A1 bekannt. Auch hier wird im Bereich vor dem tangentialen Einlauf des stab- oder rohrförmigen Werkstücks in die Formnut der Biegescheibe ein Stützbacken angelegt, wobei hier zwei solche Stützbacken, jeder für eine Biegerichtung, vorgesehen sind, deren jeder eine Formnut zur Anlage gegen eine Seite des Werkstücks aufweist. Die Formnuten an beiden Stützbacken, wie auch die an der Biegescheibe, sind jedoch in unterschiedlicher axialer Höhe angeordnet. Zur Umstellung von Rechts- auf Linksbiegen sind bei dieser bekannten Vorrichtung jedoch komplizierter Dreh- und Schwenkbewegungen sowie Verschiebbewegungen längs eines Aufspanntisches erforderlich, um bei feststehendem Biegekopf das Werkzeug auf die jeweils gegenüberliegende Seite des Biegekopfes in die andere Formnut desselben zu verbringen und dabei auch die Stützbacken sowie die Klemmeinrichtungen, mittels derer das Werkstück beim Biegen um die Biegeschablone geführt wird, auf der anderen Seite des Biegekopfes zu plazieren. Der konstruktive Aufwand ist erheblich und die Anordnung ist sehr kompliziert. Infolge der großen Bauform wird zudem der verfügbare Biegefreiraum seitlich ganz erheblich eingeschränkt. - Schließlich ist aus der
EP 0 649 687 B1 eine weitere Rohrbiegemaschine bekannt, mit der ein Rechts- wie ein Linksbiegen möglich ist. Auch hier werden zwei Stützbacken eingesetzt, die auf einander gegenüberliegenden Seiten des Biegekopfes angebracht und jeweils in Richtung auf das zu bearbeitende Werkstück hin zur Anlage gegen dieses verfahrbar sind. Während des Biegevorgangs folgt der jeweils im Einsatz befindliche Stützbacken dem kontinuierlich angeförderten rohrförmigen Werkstück nach. Der Biegekopf ist dabei mit einem seitlich vorstehenden Schwenkarm versehen, auf dem zwei weitere, einzeln auf den Biegekopf hin verfahrbare Spannbacken zum Verspannen des Rohres gegenüber einem am Biegekopf angebrachten Klemmelement angebracht sind, die nach dem Verspannen durch Verschwenken des Schwenkarmes um die Verschwenkachse des Biegekopfes den Biegevorgang bewirken. Wird eine Umstellung von einer Biegerichtung auf die andere gewünscht, muß dafür der Schwenkarm in eine um 180° verdrehte Schwenkposition gebracht werden, damit er auf der gegenüberliegenden Seite des Biegekopfes mit dem dort vorliegenden anderen Stützbacken zusammenarbeiten kann. Auch diese bekannte Biegemaschine ist relativ kompliziert im Aufbau, wobei die Stützbacken dort sowohl in Längsrichtung des zu bearbeitenden Werkstücks, als auch senkrecht zu dessen Längsachse bewegt werden müssen. Zudem liegen wiederum die Formnuten in den beiden Formbacken und die jeweils zugeordneten Formnuten an der Biegescheibe auf unterschiedlichen Höhen, was beim Umstellen der Biegerichtung auch noch eine Veränderung der Höhenlage der Gesamtanordnung relativ zu der des zugeführten strangförmigen Werkstücks bedingt. - Ausgehend hiervon liegt der Erfindung die Aufgabe zugrunde, eine Stützbackenanordnung vorzuschlagen, die sowohl für Rechts-, wie auch für Linksbiegen eingesetzt werden kann, wobei eine einfache Umstellung und ein insgesamt unkomplizierter Aufbau gegeben ist.
- Erfindungsgemäß wird dies durch eine Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken vor deren Einlauf in eine Formnut einer Biegescheibe eines Biegekopfes einer Biegemaschine erreicht, wobei zwei Stützbacken zur Anordnung beidseits der Längsachse des zu bearbeitenden Werkstücks vorgesehen und jeder derselben mit einer dem Werkstück zugewandten Formnut zur gleitenden Anlage an diesem versehen ist, wobei ferner jeder Stützbacken mittels einer Halterung auf einer Tragleiste sitzt, die, längsverschieblich an einen Führungsblock geführt, von einer zugeordneten Antriebseinrichtung aus einer entgegen der Transportrichtung des Werkstückes eingefahrenen Ausgangslage parallel zu diesem in eine in Transportrichtung des Werkstücks ausgefahrene Endlage verfahrbar ist, in welcher sie das Werkstück in einem Bereich von dessen tangentialem Einlauf in die Formnut des Biegekopfes bis zu einer Stelle in einem vorgegebenen Abstand vor dieser seitlich gleitend abstützt, wobei, wenn ein Stützbacken sich in seiner ausgefahrenen Endlage befindet, der andere Stützbacken seine eingefahrene Ausgangslage einnimmt.
- Die erfindungsgemäße Stützbackenanordnung weist zunächst einen vergleichsweise einfachen konstruktiven Aufbau auf, bei dem zum Wechseln der Biegerichtung im wesentlichen nur die Erzeugung eines seitlichen Versatzes des Biegekopfes relativ zur Längsachse des zu bearbeitenden Werkstücks, etwa durch ein Verfahren des Biegekopfes, vorzunehmen ist. Die Anordnung mehrerer Formnuten an der Biegescheibe, axial zueinander versetzt, ist ebenso wenig erforderlich wie eine seitliche Verfahrbarkeit der Stützbacken relativ zum Werkstück. Vielmehr reicht eine beim erstmaligen Zuliefern des Werkstücks vorzunehmende Einfädelung zwischen die beiden Stützbacken, die jeweils seitlich gegen das Werkstück anliegen, ohne dieses zwischen sich festzuklemmen, völlig aus, da die Funktion jedes Stützbackens nicht die eines Klemmbackens ist, sondern allein ein seitliches Abstützen gegen die beim Biegevorgang ausgelösten Reaktionskräfte am Werkstück bewirkt. Da beide Stützbacken stets seitlich gegen das Werkstück anliegen, unabhängig davon, ob sie sich in ihrer jeweils eingefahrenen oder ausgefahrenen Endposition befinden, bedarf es bei der Umstellung der Biegerichtung neben dem seitlichen Versatz des Biegekopfes nur noch des Ausfahrens des benötigten Stützbackens bis zur tangentialen Einlaufstelle des Werkstücks in die Formnut der Biegescheibe und das gleichzeitige Zurückziehen des anderen, nicht benötigten Stützbackens in seine eingefahrene, d. h. vom Biegekopf entfernte, Ausgangsstellung. Hierdurch läßt sich einfach und rasch sowie mit wenigen Verstellbewegungen eine Umstellung der Biegerichtung bei dennoch einfachem Aufbau der Gesamtanordnung erreichen.
- Bei der Erfindung können beide Tragleisten an eine gemeinsame Antriebseinrichtung angeschlossen sein, mittels derer sie einzeln oder zusammen gegenläufig verfahren werden können, was über einen geeigneten Hebelmechanismus, gegenläufige Spindelantriebe o.ä. realisiert werden kann. Besonders bevorzugt wird jedoch jede Tragleiste an eine eigene Antriebseinrichtung, bevorzugt an einen Pneumatikzylinder oder an einen Servoantrieb, angeschlossen.
- Vorteilhafterweise ist (sind) ferner die Antriebseinrichtung(en) an eine zentrale Steuerung angeschlossen, von der die Verstellbewegungen beim Wechsel der Biegerichtungen gesteuert werden.
- Bei der erfindungsgemäßen Stützbackenanordnung können die Stützbacken entweder so eingesetzt werden, daß der jeweils zum Abstützen verwendete Stützbacken bei seinem Einsatz aus der Ausgangsposition gleich in seine ausgefahrene Endstellung überführt und während des Biegevorgangs in dieser unbeweglich gehalten wird. Gleichermaßen kann aber auch vorgesehen werden, was im Rahmen einer Programmsteuerung der Antriebseinrichtung(en) unschwer realisierbar ist, daß der jeweils eingesetzte Stützbacken in Kontakt mit dem Werkstück während des Biegevorgangs mit diesem mitbewegt wird, bis er seine ausgefahrene Endposition erreicht hat oder sogar noch über diese ein Stück hinaus weitergeführt wird.
- In besonders vorteilhafter Ausgestaltung der Erfindung ist jeder Stützbacken aus einem Hartkunststoff, insbesondere aus Polyamid, gefertigt, wodurch sich bei einer Relativbewegung zwischen dem Werkstück und dem Stützbacken besonders geringe Reibkräfte erreichen lassen.
- Die erfindungsgemäße Stützbackenanordnung kann bevorzugt so angeordnet werden, daß die Stützbacken, ihre Halterungen, die Tragleisten, die Führungsblöcke und die Antriebseinrichtungen symmetrisch zur Werkstück-Längsachse vorgesehen sind, wobei sich insgesamt auch eine Art zweigeteilte und axial verfahrbare Werkstückführung erreichen läßt.
- Die erfindungsgemäße Vorrichtung eignet sich für die Bearbeitung stabförmiger oder rohrförmiger Werkstücke, insbesondere für rohrförmige Werkstücke vom Coil. Sie verhindert im übrigen zuverlässig ein unerwünschtes und unsauberes Biegen, Knicken, Ausbeulen o. ä. des zu behandelnden Werkstückes, so daß nur die tatsächlich gewünschte Verformung des Werkstücks am Biegekopf zugelassen wird.
- Besonders bevorzugt wird bei der erfindungsgemäßen Stützbackenanordnung die jeweils einen Stützbacken tragende Halterung auf der zugeordneten Tragleiste lösbar befestigt und ist bevorzugt in Richtung auf das zu bearbeitende Werkstück hin lageverstellbar. Gleichermaßen vorzugsweise wird bei der Erfindung auch jeder Stützbacken auf der ihn tragenden Halterung auswechselbar befestigt, und ist insbesondere auch vorteilhafterweise in Richtung auf das zu bearbeitende Werkstück hin sowie in seiner Höhenlage lageverstellbar angeordnet. Dabei ist bevorzugt jeder Halterung eine Verstelleinrichtung für den Stützbacken zugeordnet, mittels der dieser relativ zur Halterung in Richtung senkrecht zur Längsachse der Tragleiste hin und in seiner Höhenlage feineinstellbar ist. Hierfür kann jede entsprechend geeignete Verstelleinrichtung eingesetzt werden, wobei besonders bevorzugt jedoch eine Einstellung mittels einer oder mehrerer Verstellschrauben, insbesondere mit einem Feingewinde, vorgesehen werden kann.
- Gleichermaßen vorteilhaft ist es aber auch, wenn statt dessen eine schwimmende Lagerung jedes Stützbackens auf seiner Halterung vorgesehen wird, mittels derer ein eventueller Höhenversatz automatisch ausgeglichen werden kann.
- Jede Tragleiste kann an dem ihr zugeordneten Führungsblock in jeder geeigneten Weise längsverschieblich geführt sein. Besonders bevorzugt wird jedoch jede Tragleiste mittels einer Kugelumlaufführung oder mittels einer Schwalbenschwanzführung an dem jeweils zugeordneten Führungsblock gelagert.
- Eine weitere bevorzugte Ausgestaltung der Erfindung besteht auch darin, daß der jeweils bei einer Biegerichtung eingesetzte Stützbacken während des Biegevorgangs zusammen mit dem Werkstück bis zum Erreichen seiner ausgefahrenen Endlage bewegt wird.
- Vorzugsweise wird die erfindungsgemäße Stützbackenanordnung so ausgebildet, daß alle ihre Teile auf einer gemeinsamen Grundplatte oder einem gemeinsamen Grundträger zur Ausbildung einer Baueinheit zum Einbau bei einer Biegemaschine angebracht sind, wodurch auch eine nachträgliche Ausrüstung einer Biegemaschine mit einer erfindungsgemäßen Stützbackenanordnung rasch vorgenommen werden kann.
- Die Erfindung umfaßt auch eine Biegemaschine zum Links- und Rechtsbiegen von stab- und rohrförmigen Werkstücken mittels eines seitlich zur Längsachse des Werkstückes versetzbaren Biegekopfes, die mit einer erfindungsgemäßen Stützbackenanordnung mit einer der oben genannten Ausgestaltungen versehen ist.
- Die Erfindung wird nachfolgend anhand der Zeichnung im Prinzip beispielshalber noch näher erläutert. Es zeigen:
-
Fig. 1 eine perspektivische Ansicht einer Rohrbiegemaschine mit einer erfindungsgemäßen Stützbackenanordnung; -
Fig. 2 einen vergrößerten perspektivischen Teilabschnitt des Bereiches der Rohrbiegemaschine ausFig. 1 mit dem Biegekopf und der erfindungsgemäßen Stützbackenanordnung; -
Fig. 3 eine Draufsicht auf die Darstellung derFig. 3 , sowie -
Fig. 4 eine Draufsicht auf den Abschnitt der Biegemaschine ausFig. 2 , jedoch in der Einstellung zum Linksbiegen des Werkstücks. -
Fig. 1 zeigt eine perspektivische Schrägansicht auf eine Biegemaschine 1 zum Biegen eines endlos vom Coil abgezogenen stab- und rohrförmigen Werkstücks 2. - Die Biegemaschine 1 weist ein Maschinengestell 3 auf, das an seiner Oberseite mit einer Richteinheit 4 und mit einem drehbaren Einzug 5 versehen ist.
- Das vom Coil endlos abgezogene Werkstück 2 wird von der Rückseite der Biegemaschine 1 (in
Fig. 1 : von rechts her) zunächst der Richteinheit 4 zugeführt, läuft durch diese hindurch in den drehbaren Einzug 5, aus dem es vorne austritt und dann an der Stirnseite der Biegemaschine 1 einem Biegekopf 6 mit einer drehbaren Biegescheibe 7 zur Durchführung der gewünschten Biegungen zugeführt wird. - Die Biegescheibe 7 stellt eine Biegeschablone dar, die um eine in senkrechter Richtung und senkrecht zur Längsachse des Werkstücks 2 liegende Drehachse 8 in beiden Drehrichtungen vedrehbar ist.
- An der äußeren Umfangsfläche der Biegescheibe 7 ist diese mit einer Formnut 9 versehen, in die das Werkstück 2 bei Erreichen der Biegescheibe 7 tangential einläuft und während des Biegevorgangs verbleibt.
- Am Biegekopf 6 ist ferner ein Biegefinger 10 angebracht, der mit der Biegescheibe 7 zum Durchführen des Biegevorgangs zusammenwirkt und mit dieser um die Drehachse 8 gemeinsam (oder auch unabhängig voneinander) verschwenkbar ist. Zwischen dem Biegefinger 10 und der Formnut 9 der Biegescheibe 7 ist das Werkstück 2 angeordnet, das bei Verdrehung von Biegefinger 10 und Biegescheibe 7 um den Umfang der letzteren herum entsprechend der von dieser gebildeten Kreisform verbogen wird.
- Der Biegekopf 6 ist, wie durch die Pfeile A und B dargestellt, sowohl in senkrechter, wie auch in Quer-Richtung (d. h. senkrecht quer zur Längsachse des Werkstückes 2) verfahrbar.
- Der Biegekopf 6 ist bevorzugt von einem Aufbau, wie er in der
EP 1 591 174 B1 , z. B. Fig. 13, im einzelnen dargestellt ist. - Wie insbesondere
Fig. 2 zeigt, läuft das Werkstück 2 vor Erreichen des Biegekopfes 6 durch eine Stützbackenanordnung hindurch. Diese besteht aus zwei Stützbacken 11, 12, die beidseits des Werkstückes 2 angeordnet sind und deren jeder auf einer Halterung 13 bzw. 14 angebracht ist, die ihrerseits jeweils auf einer Tragleiste 15 bzw. 16 über Schrauben 17 befestigt ist. Die Schrauben 17 verlaufen durch Langlöcher in einem jeweils seitlich vorstehenden Stützflansch der Halterung 13 bzw. 14, wodurch die Möglichkeit gegeben ist, die jeweilige Halterung 13 bzw. 14 bei ihrer Befestigung auf der entsprechenden Tragleiste 15 bzw. 16 relativ zu dieser und in einer Richtung senkrecht zur Längsachse des Werkstückes 2 in eine gewünschte Position zu verbringen und in dieser zu fixieren. - Auch jeder Stützbacken 11, 12 ist auf der ihm zugeordneten Halterung 13 bzw. 14 mittels Schrauben 18 befestigt, wobei eine in den Figuren nicht dargestellte Einrichtung vorgesehen ist, mittels derer jeder Stützbacken 11, 12 seinerseits ebenfalls in Richtung senkrecht auf das Werkstück 2 hin in seiner Lage feineingestellt werden kann. Zu diesem Zweck können die Schrauben 18 jeweils z. B. ebenfalls in etwas länglichen Aufnahmebohrungen des zugehörigen Stützflansches sitzen, um eine Feineinstellung des betreffenden Stützbackens 11, 12 relativ zum Werkstück 2 zuzulassen. Auch eine Einrichtung zur Höheneinstellung der Stützbacken 11, 12 ist vorgesehen, die in den
Fig. 1 und2 jedoch nicht dargestellt ist. - Jede Tragleiste 15, 16 sitzt auf einem zugeordneten Führungsblock 19 bzw. 20 und ist an diesem jeweils über eine Führungsschiene 21 in Längsrichtung des Werkstückes 2 verschieblich gelagert, wobei die Führungsschiene 21 an der Unterseite der Tragleiste 15 bzw. 16 angebracht ist und in eine entsprechende Schwalbenschwanznut im zugeordneten Führungsblock 19 bzw. 20 eingreift, so daß insgesamt jeweils eine Schwalbenschwanzführung vorliegt.
- Jede Tragleiste 15, 16 ist an ihrer dem Biegekopf 6 abgewandten Seite über eine Schubstange 22 mit einer Antriebseinrichtung jeweils in Form eines pneumatischen Verstellzylinders 23, 24 verbunden, der seinerseits um eine zur Längsachse des Werkstückes 2 senkrecht und quer liegende Verschwenkachse an einem Halteflansch 25 bzw. 26 angelenkt ist.
- Die Pneumatikzylinder 23, 24 sind, in den Figuren nicht gezeigt, in geeigneter Weise an eine zentrale Steuereinrichtung angeschlossen, mittels derer sie z. B. durch eine Programmsteuerung ansteuerbar sind.
- Die Führungsblöcke 19 und 20 sind ebenso wie die Halteflansche 25, 26 für die Pneumatikzylinder 23, 24 auf einer Grundplatte 27 befestigt, wodurch die ganze Stützbackenanordnung samt ihrem Antrieb mit dieser Grundplatte 27 eine in sich geschlossene Baueinheit bildet, die in geeigneter Weise am Gestell 3 der Biegemaschine 1 befestigt werden kann, etwa wie aus den
Fig. 1 und2 entnehmbar. - Die Tragleisten 15 und 16, ihre jeweilige Schubstange 22 und der zugeordnete Pneumatikzylinder 23, 24 verlaufen jeweils in einer zur Längsrichtung der Werkstückes 2 parallelen Ausrichtung, wobei durch die Pneumatikzylinder 23 bzw. 24 die Tragleisten 15 bzw. 16 mit den an ihnen jeweils befestigten Halterungen 13 bzw. 14 und dem jeweiligen Stützbacken 11, 12 in einer Richtung parallel zur Längsachse des Werkstückes 2 von einer eingefahrenen Ausgangsstellung, wie sie aus den
Fig. 1 und2 entnehmbar und dabei jeder Stützbacken 11, 12 von der Biegescheibe 7 entfernt ist, in eine ausgefahrene Endstellung überführt werden, in welcher der ausgefahrene Stützbacken 11 bzw. 12 mit seiner dem Biegekopf 6 zugewandten Vorderseite bis an die Stelle des tangentialen Einlaufs des Werkstückes 2 in die Formnut 9 der Biegescheibe 7 vorgeschoben ist und dabei unmittelbar neben dem Biegefinger 10 des Biegekopfes 6 liegt. Bei einer anschließend ausgelösten Verdrehung der Biegescheibe 7 mit dem Biegefinger 10 wird das zwischen beiden in die Formnut 9 der Biegescheibe 7 eingreifende Werkstück 2 um die Biegescheibe 7 herum mit der gewünschten Biegung versehen, wobei das dabei kontinuierlich zugeführte Werkstück 2 in einem Bereich zwischen der Stelle seines tangentialen Einlaufs in die Formnut 9 und einer, in Transportrichtung des Werkstückes 2 gesehen, vor dieser Einlaufstelle liegenden Stelle (entsprechend der Länge des betreffenden Stützbackens 11 bzw. 12 in Längsrichtung des Werkstückes 2 gesehen) vom Stützbacken 11 bzw. 12 in der dort angebrachten Formnut 28 abgestützt wird. Diese Abstützung verhindert gerade im Bereich unmittelbar vor dem Einlauf des Werkstücks 2 in die Formnut 9 das Auftreten von Rissen, Verwerfungen o. ä. am Werkstück 2, welche durch die beim Biegevorgang auftretenden Biegekräfte ansonsten auftreten würden. - Die Anordnungen, die jeweils aus einem Stützbacken 11 bzw. 12, der zugeordneten Halterung 13 bzw. 14, der jeweiligen Tragleiste 15 bzw. 16, dem zugeordneten Führungsblock 19 bzw. 20, der jeweiligen Schubstange 22 und dem angeschlossenen Pneumatikzylinder 23 bzw. 24 bestehen, sind so auf dem Gestell 3 der Biegemaschine 1 angebracht, daß jede von ihnen auf einer Seite des Werkstückes 2 liegt, wobei beide Anordnungen, relativ zum Werkstück 2 gesehen, in ihrer eingezogenen Ausgangslage symmetrisch zueinander angebracht sind.
- Die Steuerung der Pneumatikzylinder 23 und 24 erfolgt stets so, daß immer nur der Zylinder 23 bzw. 24, der bei der vorgesehenen Biegerichtung die gewünschte Abstützung übernehmen muß, sich in seiner ausgefahrenen Endlage befindet, während der andere Pneumatikzylinder die eingefahrene Ausgangsposition der mit ihm gekoppelten Tragleiste 15 bzw. 16 eingestellt hat, wie dies für die beiden Biegerichtungen in den
Fig. 3 (für Rechtsbiegen) undFig. 4 (für Linksbiegen) dargestellt ist. -
Fig. 3 zeigt nun eine Draufsicht auf den inFig. 2 gezeigten Abschnitt der Biegemaschine 1, wobei aus dieser Darstellung die Anordnung der Stützbacken 11 und 12 mit den sie tragenden Elementen 13 bzw. 14, 15 bzw. 16, sowie den jeweiligen Schubstangen 22 und dem jeweils zugeordneten Pneumatikzylinder 23 bzw. 24 beidseits des Werkstückes 2 ersichtlich ist. - Die Darstellung der
Fig. 3 zeigt den Fall einer Rechtsbiegung, die bei der Stellung inFig. 3 noch nicht begonnen hat, weshalb das Werkstück 2 noch über den Biegekopf 6 vorragt und erst durch eine nachfolgende Bewegung des Biegefingers 10 und der Biegescheibe 7 gebogen wird. Hier ist der Stützbacken 12 über den Pneumatikzylinder 24 in seine ausgefahrene Endposition verbracht worden, in der er, wieFig.3 zeigt, direkt seitlich neben dem Biegefinger 10 angeordnet und mit seinem vorderen Endbereich bis zu der Stelle des tangentialen Einlaufs des Werkstücks 2 in die Führungsnut 9 der Biegescheibe 7 verbracht ist. Von hier aus stützt der Stützbacken 12 das Werkstück 2 auf dessen der Biegescheibe 7 gegenüberliegenden Seite über einen Längenabschnitt hinweg ab, der vor der tangentialen Einlaufstelle liegt und der Länge des Stützbackens 12 (in Längsrichtung des Werkstückes 2 gesehen) entspricht. - Wie
Fig. 3 zeigt, ist der andere Haltebacken 11 über den ihn ansteuernden Pneumatikzylinder 23 in seine zurückgezogene Position verbracht, in welcher er zwar ebenfalls auf der anderen Seite gegen das Werkstück 2 anliegt, vom Biegekopf 6 und der Biegescheibe 7 desselben jedoch entfernt ist. -
Fig. 4 zeigt nun denselben Abschnitt der Biegemaschine 1, wie er inFig. 3 dargestellt ist, hier jedoch im Falle eines Linksbiegens. - Wie aus
Fig. 4 im Vergleich zuFig. 3 entnommen werden kann, ist inFig. 4 der Biegekopf 6 mit der ihn halternden Konsole seitlich zum Werkstück 2 so verfahren, daß das Werkstück 2 nunmehr auf der im Vergleich zuFig. 3 gegenüberliegenden Seite der Biegescheibe 7 liegt. Soll eine Umstellung von Rechts- auf Linksbiegen bzw. umgekehrt während der Behandlung des Werkstückes 2 vorgenommen werden, ist zu dieser Positionsänderung des Biegekopfes 6 jedoch nicht nur sein seitliches Verfahren in Verfahrrichtung B (vgl.Fig. 1 undFig. 2 ) erforderlich, sondern auch noch ein Absenken des Biegekopfes 6 in Richtung A (vgl.Fig. 1 undFig. 2 ), um unter dem Werkstück 2 die seitliche Bewegung in Richtung B durchzuführen und anschließend wieder nach oben in die gewünschte Höhenposition gebracht zu werden. - In diesem Fall ist nun der im Vergleich zu
Fig. 3 andere Stützbacken 11 vom Pneumatikzylinder 23 in seine vorgeschobene Endstellung gebracht, während der Stützbacken 12 vom Pneumatikzylinder 24 in seine vom Biegekopf 6 bzw. der Biegescheibe 7 entfernte Ausgangsstellung verfahren ist. - Bei der Darstellung gemäß
Fig. 4 ist der Biegevorgang schon weitgehend abschlossen, wobei hier der Biegefinger 10 mit der Biegescheibe 7 bereits in eine solche Winkelposition verdreht ist, daß das Werkstück 2 um 90° zu seiner Transportrichtung nach links umgebogen ist. - Die Anordnung der Stützbacken 11 und 12 mit den sie jeweils tragenden und bewegenden Elementen derart, daß sie parallel zueinander und zum zugeführten Werkstück 2 liegen und nur so weit voneinander entfernt sind, daß ihre Formnuten 28 stets beidseits des Werkstücks 2 gegen dieses anliegen, ergibt eine sehr schlanke und platzsparende Gesamtanordnung, die sich auch gut für einen nachträglichen Einbau in einer bereits vorhandenen Biegemaschine eignet. Dieser kompakte Aufbau läßt sich auch entsprechend preisgünstig herstellen, gewährleistet einen großen Biegefreiraum und erfordert zum Ändern der Biegerichtung nur die Ausführung kleiner Verschiebebewegungen an den Stützbacken 11 und 12 und einer seitlichen Verschiebung (ggf. in Verbindung mit einer vorherigen Absenkung und einem anschließenden Hochfahren) des Biegekopfes 6. Hierdurch wird auch ein besonders rascher Wechsel der Biegerichtung an einem zu behandelndem Werkstück 2 möglich.
- Die Stützbacken 11 und 12 können in der gezeigten Ordnung unterschiedliche Funktionen ausüben:
- Sie können feststehend bei einer Relativbewegung zwischen dem Werkstück 2 und dem Stützbacken 11 bzw. 12 beim Rotationszugbiegen eingesetzt werden, auch gesteuert in Funktion einer Gleitschiene, wenn keine Relativbewegung zwischen Werkstück und Stützbacken bei einem Rotationszugbiegen mit im Biegeprozeß bewegtem Stützbacken vorliegt, oder auch als reines Stützelement dienen, wenn keine Relativbewegung zwischen dem Werkstück 2 und dem Stützbacken 11 bzw. 12 bei einem reinen Abrollbiegen mit unbewegtem Werkstück 2 und unbewegtem Stützbacken 11 bzw. 12 erfolgt.
Claims (12)
- Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken (2) vor deren Einlauf in die Formmut (9) einer Biegescheibe (7) eines Biegekopfes (6) einer Biegemaschine (1), mit zwei Stützbacken (11, 12) zur Anordnung beidseits der Längsachse des zu bearbeitenden Werkstücks (2) und jeweils mit einer dem Werkstück (2) zugewandten Formnut (28) zur seitlichen gleitenden Anlage an diesem, wobei jeder Stützbacken (11, 12) auf einer Halterung (13, 14) an einer Tragleiste (15, 16) befestigt ist, die, längsverschieblich an einem Führungsblock (19, 20) geführt, von einer zugeordneten Antriebseinrichtung (23, 24) aus einer entgegen der Transportrichtung des Werkstückes (2) eingefahrenen Ausgangslage parallel zu diesem in eine in Transportrichtung des Werkstücks (2) ausgefahrene Endlage verbringbar ist, in welcher sie das Werkstück (2) in einem Bereich von dessen tangentialem Einlauf in die Formnut (9) der Biegescheibe (7) bis zu einer Stelle in einem vorgegebenen Abstand vor dieser seitlich gleitend abstützt, wobei, wenn einer der Stützbacken (11, 12) sich in seiner ausgefahrenen Endlage befindet, der andere Stützbacken (12, 11) seine eingefahrene Ausgangslage einnimmt.
- Stützbackenanordnung nach Anspruch 1, bei der jede Tragleiste (15, 16) an eine eigene Antriebseinrichtung (23, 24) angeschlossen ist.
- Stützbackenanordnung nach Anspruch 1 oder 2, bei der jeder Stützbacken (11, 12) aus einem Hartkunststoff, insbesondere Polyamid, gefertigt ist.
- Stützbackenanordnung nach einem der Ansprüche 1 bis 3, bei der die jeweils einen Stützbacken (11, 12) tragende Halterung (13, 14) auf der zugeordneten Tragleiste (15, 16) lösbar befestigt und in Richtung auf das zu bearbeitende Werkstück (2) hin lageverstellbar ist.
- Stützbackenanordnung nach einem der Ansprüche 1 bis 4, bei der jede Tragleiste (15, 16) mittels einer Kugelumlaufführung an dem zugeordneten Führungsblock (19, 20) gelagert ist.
- Stützbackenanordnung nach einem der Ansprüche 1 bis 4, bei der jede Tragleiste (15, 16) mittels einer Schwalbenschwanzführung an dem zugeordneten Führungsblock (19, 20) gelagert ist.
- Stützbackenanordnung nach einem der Ansprüche 1 bis 6, bei der an jeder Halterung (13, 14) eine Verstelleinrichtung für den Stützbacken (11, 12) vorgesehen ist, mittels welcher dieser relativ zur Halterung (13, 14) in Richtung senkrecht zur Längsachse der Tragleiste (15, 16) und in seiner Höhenlage feineinstellbar ist.
- Stützbackenanordnung nach einem der Ansprüche 1 bis 7, bei der eine zentrale Steuerung zum Ansteuern der/aller Antriebseinrichtung/en (23, 24) für die Tragleisten (15, 16) vorgesehen ist.
- Stützbacken nach einem der Ansprüche 1 bis 8, bei der jeweils eingesetzte Stützbacken (11, 12) jeweils während des Biegevorganges zusammen mit dem Werkstück (2) bis zum Erreichen seiner ausgefahrenen Endlage bewegt wird.
- Stützbackenanordnung nach einem der Ansprüche 1 bis 9, bei der die Antriebseinrichtung(en) (23, 24) für die Tragleisten (11, 12) (ein) Pneumatikzylinder oder (ein) Servoantrieb(e) ist (sind).
- Stützbackenanordnung nach einem der Ansprüche 1 bis 10, bei der alle ihre Teile (11-26) auf einer gemeinsamen Grundplatte (27) zur Ausbildung einer Baueinheit zum Einbau bei einer Biegemaschine (1) angebracht sind.
- Biegemaschine (19 zum Links- und Rechtsbiegen von stab- und rohrförmigen Werkstücken (2) mittels eines seitlich zur Längsachse des Werkstückes (2) verfahrbahren Biegekopfes (6), mit einer Stützbackenanordnung gemäß einem der Ansprüche 1 bis 11.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT08018255T ATE535323T1 (de) | 2008-10-17 | 2008-10-17 | Stützbackenanordnung zum gleitenden seitlichen abstützen von stab- und rohrförmigen werkstücken an biegemaschinen |
| EP08018255A EP2177287B1 (de) | 2008-10-17 | 2008-10-17 | Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen |
| JP2009226826A JP5114464B2 (ja) | 2008-10-17 | 2009-09-30 | 曲げ加工機におけるロッド形状及び管状ワークの摺動横方向支持用支持ジョー構造 |
| US12/579,990 US8359896B2 (en) | 2008-10-17 | 2009-10-15 | Support jaw arrangement for sliding lateral support of rod-shaped and tubular workpieces in bending machines |
| CN2009101797918A CN101722220B (zh) | 2008-10-17 | 2009-10-19 | 在弯曲机中滑动侧向支撑杆形管状工件的支撑爪装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08018255A EP2177287B1 (de) | 2008-10-17 | 2008-10-17 | Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2177287A2 true EP2177287A2 (de) | 2010-04-21 |
| EP2177287A3 EP2177287A3 (de) | 2011-05-11 |
| EP2177287B1 EP2177287B1 (de) | 2011-11-30 |
Family
ID=41507850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08018255A Active EP2177287B1 (de) | 2008-10-17 | 2008-10-17 | Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8359896B2 (de) |
| EP (1) | EP2177287B1 (de) |
| JP (1) | JP5114464B2 (de) |
| CN (1) | CN101722220B (de) |
| AT (1) | ATE535323T1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102151730A (zh) * | 2010-12-09 | 2011-08-17 | 中山市奥美森工业有限公司 | 长u弯管机的折弯装置的位置切换部件 |
| CN103706724A (zh) * | 2013-12-20 | 2014-04-09 | 南京迈欧机械制造有限公司 | 一种可伸缩直管自动形成装置 |
| DE102017117979A1 (de) | 2017-08-08 | 2019-02-14 | Wafios Aktiengesellschaft | Biegemaschine zum Biegen von stab- oder rohrförmigen Werkstücken |
| CN112091022A (zh) * | 2020-09-15 | 2020-12-18 | 戚晓芳 | 一种石油管道弯管用辅助机构 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101966548A (zh) * | 2010-11-03 | 2011-02-09 | 天津市建科机械制造有限公司 | 具有夹紧步进机构的钢筋自动弯曲机 |
| CN102009108A (zh) * | 2010-11-17 | 2011-04-13 | 天津市建科机械制造有限公司 | 钢筋自动弯箍机上的夹紧回送弯曲机构 |
| ITUD20110061A1 (it) * | 2011-04-18 | 2012-10-19 | Piegatrici Macch Elettr | Macchina piegatrice di barre metalliche, quali tondi per armatura o simili |
| TWI424893B (zh) * | 2011-06-15 | 2014-02-01 | Chiao Sheng Machinery Co Ltd | 條狀物彎曲成形加工機 |
| DE102012102057A1 (de) * | 2012-03-12 | 2013-09-12 | Elcede Gmbh | Biegeeinheit |
| CN102716952A (zh) * | 2012-06-28 | 2012-10-10 | 常熟市电力机具有限公司 | 弯管机 |
| ITMI20131272A1 (it) * | 2013-07-29 | 2015-01-30 | Crippa Spa | Macchina per curvare tubi con calandra posteriore e relativo procedimento di calandratura. |
| CN105013884A (zh) * | 2015-08-20 | 2015-11-04 | 江苏一机机械科技有限公司 | 高精度液压折弯机 |
| ITUB20153259A1 (it) * | 2015-08-27 | 2017-02-27 | M E P Macch Elettroniche Piegatrici Spa | Macchina combinata per lavorare vergelle e relativo procedimento di lavorazione |
| ES2760553T3 (es) * | 2016-04-27 | 2020-05-14 | Advanced Orthodontic Solutions | Máquina de doblado de alambre |
| CN108461440B (zh) * | 2018-03-30 | 2024-04-05 | 上海新创达半导体设备技术有限公司 | 一种晶圆对中装置及方法 |
| US11351587B2 (en) | 2020-03-31 | 2022-06-07 | Hsin-Po Huang | Single bending device for continuous three-dimensional bending |
| CN111872689A (zh) * | 2020-07-07 | 2020-11-03 | 上海友升铝业有限公司 | 双边拉伸式拉弯设备及其拉弯方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4959984A (en) | 1989-08-17 | 1990-10-02 | Ap Parts Manufacturing Company | Precision bending apparatus |
| DE3922326C2 (de) | 1989-05-11 | 1992-11-19 | Chuo Electric Mfg. Co., Ltd., Seto, Aichi, Jp | |
| EP0649687B1 (de) | 1993-10-21 | 1999-01-07 | Rigobert Dipl.-Ing. Schwarze | Rohrbiegemaschine |
| DE20118444U1 (de) | 2001-11-14 | 2002-02-21 | Sendrowski Guenter | Faltenglätter |
| WO2004000479A1 (fr) | 2002-06-25 | 2003-12-31 | Silfax | Support de reglette pour machine a cintrer |
| DE60100147T2 (de) | 2001-10-02 | 2004-01-29 | Macchine Curvatubi Crippa Agos | Vorrichtung und Verfahren zum Ziehbiegen |
| EP0934783B1 (de) | 1998-02-03 | 2006-05-03 | Kabushiki Kaisha Opton | Biegevorrichtung |
| EP1591174B1 (de) | 2004-03-26 | 2008-05-28 | WAFIOS Aktiengesellschaft | Biegevorrichtung für stab- und rohrförmige Werkstücke |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2904885A1 (de) * | 1979-02-09 | 1980-08-14 | Rothenberger Gmbh Co | Biegevorrichtung fuer metallrohre |
| IT1235340B (it) * | 1988-12-16 | 1992-06-30 | Frosinone | Macchina curvatubi portatile a comando elettromeccanico ed asservimento elettronico |
| DE4335901A1 (de) | 1993-10-21 | 1995-04-27 | Schwarze Rigobert | Doppelkopf-Rohrbiegemaschine |
| FR2747328B1 (fr) * | 1996-04-10 | 1998-06-19 | Robolix Sa | Machine a cintrer ou a cambrer un profile, et tete de cintrage pour une telle machine |
| GB2325630A (en) * | 1997-05-30 | 1998-12-02 | Eurobend Ltd | Bending apparatus |
| JPH11138215A (ja) * | 1997-11-06 | 1999-05-25 | Yamamoto Suiatsu Kogyosho:Kk | パイプベンダー |
| JP2001096312A (ja) * | 1999-09-29 | 2001-04-10 | Calsonic Kansei Corp | ツインヘッド型パイプ曲げ装置 |
| US6434995B1 (en) * | 1999-10-15 | 2002-08-20 | Usui Kokusai Sangyo Kaisha Limited | Method of bending small diameter metal pipe and its apparatus |
| JP3413520B2 (ja) * | 1999-12-09 | 2003-06-03 | 矢崎化工株式会社 | 複合射出成形方法 |
| EP1270104B1 (de) * | 2000-02-17 | 2009-11-04 | Sanoh Kogyo Kabushiki Kaisha | Biegevorrichtung |
| US6644079B2 (en) * | 2001-12-21 | 2003-11-11 | Burr Oak Tool And Gauge Company, Inc. | Hairpin bender with leg length measurement and adjustment feature |
| US7021102B2 (en) * | 2003-03-15 | 2006-04-04 | Trumpf Rohrtechnik Gmbh + Co. Kg | Bending machine with bending tools on opposite sides of a tool platen |
| CN2652548Y (zh) * | 2003-10-31 | 2004-11-03 | 洛阳安力机械有限公司 | 双向反弯加芯全液压弯管机 |
| JP2008175259A (ja) * | 2007-01-17 | 2008-07-31 | Nsk Ltd | リニアガイド装置 |
-
2008
- 2008-10-17 EP EP08018255A patent/EP2177287B1/de active Active
- 2008-10-17 AT AT08018255T patent/ATE535323T1/de active
-
2009
- 2009-09-30 JP JP2009226826A patent/JP5114464B2/ja not_active Expired - Fee Related
- 2009-10-15 US US12/579,990 patent/US8359896B2/en active Active
- 2009-10-19 CN CN2009101797918A patent/CN101722220B/zh not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3922326C2 (de) | 1989-05-11 | 1992-11-19 | Chuo Electric Mfg. Co., Ltd., Seto, Aichi, Jp | |
| US4959984A (en) | 1989-08-17 | 1990-10-02 | Ap Parts Manufacturing Company | Precision bending apparatus |
| EP0649687B1 (de) | 1993-10-21 | 1999-01-07 | Rigobert Dipl.-Ing. Schwarze | Rohrbiegemaschine |
| EP0934783B1 (de) | 1998-02-03 | 2006-05-03 | Kabushiki Kaisha Opton | Biegevorrichtung |
| DE60100147T2 (de) | 2001-10-02 | 2004-01-29 | Macchine Curvatubi Crippa Agos | Vorrichtung und Verfahren zum Ziehbiegen |
| DE20118444U1 (de) | 2001-11-14 | 2002-02-21 | Sendrowski Guenter | Faltenglätter |
| WO2004000479A1 (fr) | 2002-06-25 | 2003-12-31 | Silfax | Support de reglette pour machine a cintrer |
| EP1591174B1 (de) | 2004-03-26 | 2008-05-28 | WAFIOS Aktiengesellschaft | Biegevorrichtung für stab- und rohrförmige Werkstücke |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102151730A (zh) * | 2010-12-09 | 2011-08-17 | 中山市奥美森工业有限公司 | 长u弯管机的折弯装置的位置切换部件 |
| CN102151730B (zh) * | 2010-12-09 | 2013-01-30 | 中山市奥美森工业有限公司 | 长u弯管机的折弯装置的位置切换部件 |
| CN103706724A (zh) * | 2013-12-20 | 2014-04-09 | 南京迈欧机械制造有限公司 | 一种可伸缩直管自动形成装置 |
| CN103706724B (zh) * | 2013-12-20 | 2015-09-30 | 南京迈欧机械制造有限公司 | 一种可伸缩直管自动形成装置 |
| DE102017117979A1 (de) | 2017-08-08 | 2019-02-14 | Wafios Aktiengesellschaft | Biegemaschine zum Biegen von stab- oder rohrförmigen Werkstücken |
| WO2019029893A1 (de) | 2017-08-08 | 2019-02-14 | Wafios Aktiengesellschaft | Biegemaschine zum biegen von stab- oder rohrförmigen werkstücken |
| US11484928B2 (en) | 2017-08-08 | 2022-11-01 | Wafios Aktiengesellschaft | Bending machine for bending rod-shaped or tubular workpieces |
| CN112091022A (zh) * | 2020-09-15 | 2020-12-18 | 戚晓芳 | 一种石油管道弯管用辅助机构 |
| CN112091022B (zh) * | 2020-09-15 | 2024-01-05 | 戚晓芳 | 一种石油管道弯管用辅助机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5114464B2 (ja) | 2013-01-09 |
| CN101722220B (zh) | 2012-10-24 |
| JP2010094736A (ja) | 2010-04-30 |
| ATE535323T1 (de) | 2011-12-15 |
| EP2177287A3 (de) | 2011-05-11 |
| CN101722220A (zh) | 2010-06-09 |
| US20100095732A1 (en) | 2010-04-22 |
| US8359896B2 (en) | 2013-01-29 |
| EP2177287B1 (de) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2177287B1 (de) | Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen | |
| EP1700647B1 (de) | Biegevorrichtung für stab- und rohrförmige Werkstücke und Faltenglätteranordnung | |
| EP1849536B1 (de) | Biegemaschine für stabförmige Werkstücke aus Draht, Rohrmaterial oder dgl. | |
| EP1591174B1 (de) | Biegevorrichtung für stab- und rohrförmige Werkstücke | |
| EP1970139B1 (de) | Greifvorrichtung zum Ergreifen und Haltern länglicher Werkstücke, insbesondere bei Biegemaschinen | |
| EP2697008B1 (de) | Verfahren und federmaschine zur herstellung von federn | |
| DE3327509A1 (de) | Biegevorrichtung | |
| DE2455702A1 (de) | Verfahren und vorrichtung zur besseren zugaenglichmachung des werkzeugraumes einer formmaschine | |
| DE102011015570A1 (de) | Biegekopf zum Biegen stab- und rohrförmiger Werkstücke | |
| CH652947A5 (de) | Drahtbiegemaschine. | |
| AT401360B (de) | Biegeanlage für stäbe | |
| DE2741576A1 (de) | Bearbeitungsmaschine fuer draht und band, insbesondere stanz- und biegeautomat, mit mehreren werkzeugebenen | |
| EP2255903B1 (de) | Kopfstauchvorrichtung | |
| EP0701878A1 (de) | Vorrichtung und Verfahren zum Herstellen von Rohren | |
| DE102010013688B4 (de) | Biegevorrichtung für längliche Werkstücke | |
| DE102011014953B4 (de) | Biegevorrichtung für stab- und rohrförmige Werkstücke | |
| DE602005003378T2 (de) | Vorrichtung und Verfahren zum Biegen von Profilen | |
| EP1380362B1 (de) | Rohrbiegemaschine mit Rohrvorschub und Dornrückzug | |
| DE102009024406B4 (de) | Rotationsbiegewerkzeug mit Exzenterklemmung | |
| DE2843531C2 (de) | Maschine zum Herstellen von gitterträgerartigen Bewehrungsgebilden für Stahlbeton | |
| EP2316635A1 (de) | Ziehvorrichtung zum Ziehen eines Wickeldornes aus einem auf dem Wickeldorn aufgewickelten Wickelprodukt | |
| EP3664945B1 (de) | Biegemaschine zum biegen von stab- oder rohrförmigen werkstücken | |
| DE102013200851B4 (de) | Biegevorrichtung für strangförmige Werkstücke | |
| EP3551356B1 (de) | Fertigungsanlage mit einem klemmwerkzeug sowie verfahren zur anpassung einer gesamtlänge einer biegekante des klemmwerkzeugs | |
| EP3456443A1 (de) | Werkstoffstangen-zuführvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 7/02 20060101AFI20100217BHEP Ipc: B21D 7/024 20060101ALI20110405BHEP Ipc: B21D 7/022 20060101ALI20110405BHEP Ipc: B21D 7/04 20060101ALI20110405BHEP Ipc: B21D 11/12 20060101ALI20110405BHEP |
|
| 17P | Request for examination filed |
Effective date: 20110504 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 11/12 20060101ALI20110615BHEP Ipc: B21D 7/02 20060101AFI20110615BHEP Ipc: B21D 7/04 20060101ALI20110615BHEP Ipc: B21D 7/024 20060101ALI20110615BHEP Ipc: B21D 7/022 20060101ALI20110615BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008005722 Country of ref document: DE Effective date: 20120216 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20111130 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120229 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120330 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120301 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120229 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008005722 Country of ref document: DE Effective date: 20120831 |
|
| BERE | Be: lapsed |
Owner name: WAFIOS A.G. Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081017 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 535323 Country of ref document: AT Kind code of ref document: T Effective date: 20131017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131017 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20211029 Year of fee payment: 14 Ref country code: FR Payment date: 20211022 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231120 Year of fee payment: 16 |