EP1616664A2 - Polierverfahren und Vorrichtung zum Polieren rotationssymmetrischer Werkstücke - Google Patents
Polierverfahren und Vorrichtung zum Polieren rotationssymmetrischer Werkstücke Download PDFInfo
- Publication number
- EP1616664A2 EP1616664A2 EP05019364A EP05019364A EP1616664A2 EP 1616664 A2 EP1616664 A2 EP 1616664A2 EP 05019364 A EP05019364 A EP 05019364A EP 05019364 A EP05019364 A EP 05019364A EP 1616664 A2 EP1616664 A2 EP 1616664A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- polishing
- process step
- container
- workpiece
- polishing agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims description 99
- 238000007517 polishing process Methods 0.000 title description 3
- 238000000034 method Methods 0.000 claims description 62
- 238000003756 stirring Methods 0.000 claims description 14
- 238000007654 immersion Methods 0.000 claims description 8
- 230000010355 oscillation Effects 0.000 claims description 8
- 239000007788 liquid Substances 0.000 claims description 3
- 239000003795 chemical substances by application Substances 0.000 description 30
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 150000001875 compounds Chemical class 0.000 description 6
- 230000000694 effects Effects 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/003—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor whereby the workpieces are mounted on a holder and are immersed in the abrasive material
Definitions
- the present invention relates to a method for machine polishing of rotationally symmetrical workpieces, in particular vehicle rims, in which the workpiece is immersed in a container filled with polishing agent and moved relative to the polishing agent container.
- polishing agent container is filled with polishing bodies and detergent compositions in order to achieve an effective surface treatment.
- the workpiece or the rim in addition to an oscillation and a rotational movement additionally subjected to an orbital motion that is, the rim is moved with its central axis along a closed orbit in the container. It has been found that by such a procedure in which the rim is subjected only in the vertical direction of an oscillation, but in the horizontal direction of an orbital motion, excellent polishing results can be achieved. Since the rim does not oscillate in the horizontal direction, in which the direction of movement at one end point must be reversed, a particularly uniform flow of the polishing agent body is achieved, whereby the rim can be polished so strongly that a chrome-plated appearance can be achieved. The surface of the workpiece is polished without disturbing dirt or residues and without "orange peel".
- the central axis of the workpiece can be moved along an orbital path, for example a circular path, which has a diameter of about 10 to 35% of the diameter of the workpiece. It has been found that an orbital path with a relatively small diameter surprisingly leads to exceptionally good results, although the path of movement of the workpiece through the container filled with polishing agent is only comparatively short.
- An advantageous diameter of an orbital path can be about 100 to 300 mm.
- At least one stirring element is provided in the container and set in rotation.
- the polishing effect can be additionally increased by the relative movement between the workpiece and polishing bodies is increased. It is particularly advantageous here if the stirring element is rotated in the interior of the workpiece and / or below the workpiece. This makes it possible, on the one hand, to satisfactorily polish even partial areas of the workpiece. On the other hand, can be created by such a method, a workpiece polished on both sides, for example, a rim that can be used for motorcycles.
- a particularly good polishing effect results when the stirring element is rotated counter to the direction of rotation of the workpiece.
- a wobbling motion can additionally be imposed on the workpiece in order to further increase the relative movement between the polishing agent and the workpiece.
- a method of machine polishing of workpieces in which a workpiece, for example a rim, is immersed in a container filled with polishing agent and moved relative to the polishing agent container, the polishing method comprising the method steps A) rough polishing, B ) Fine polishing and C) has high gloss polishing.
- the polishing method comprising the method steps A) rough polishing, B ) Fine polishing and C) has high gloss polishing.
- the rim can not be oscillated only during the process step C), that is, during the rough polishing and the fine polishing, but not during the high-gloss polishing, the rim in the container in the vertical direction is moved up and down.
- the method steps A), B) and C) it is advantageous during the method steps A), B) and C) to change the oscillation frequency of the vertical movement at least once, in particular to reduce it to at least 50%. It may also be advantageous during the process steps A), B) or C) the minimum or maximum immersion depth of the rim in the container at least once to change.
- polishing process according to the invention can be optimized. After numerous experiments, the inventors have found that it can be particularly advantageous if the specific weight of the polishing agent used in process step A) is greater than in process step B), but less than in process step C).
- this relates to a device for machine polishing of workpieces, the device having a polishing agent container and at least one chuck for fastening at least one workpiece. Further, an oscillation means is provided which oscillates the polishing agent container or the chuck in the vertical direction. A rotation device and an orbital drive are further provided to rotate the chuck about a central axis and simultaneously to move along a closed orbit. With such a device, the advantages mentioned above arise.
- the chuck is attached to a vertical shaft, that is, the rim is rotated in the polishing agent container about a vertically extending axis of rotation. hereby can be avoided in the polishing agent container unwanted wave formation, which adversely affects the polishing process.
- a structurally particularly advantageous embodiment results when the orbital drive has a gear that is coupled to the rotation device.
- a gear that is coupled to the rotation device.
- both the rotational movement as well as the orbital motion can be done with the help of a single drive.
- a planetary gear can be provided, wherein the planetary gear transmits the rotational movement and a sun gear orbital motion.
- At least one Be provided stirring element which is rotatably driven about a vertical axis.
- the stirring element can be arranged either in the region of the chuck in order to achieve an upwardly facing inner region of the workpiece.
- the stirring element may be arranged in the region of the polishing agent container, for example above the container bottom.
- a particularly simple construction is given in an embodiment in which the stirring element is fixed to a vertical shaft which extends coaxially and preferably within a shaft to which the chuck is attached.
- an apparatus for machine polishing workpieces having a polishing agent container, a chuck attached to a shaft for fixing at least one workpiece, and an oscillating means oscillating the polishing agent container or chuck in the vertical direction , Furthermore, a rotation device is provided, which sets the chuck about a central axis in rotation.
- a stirring element is attached to a vertical shaft which is coaxial with the shaft to which the chuck is attached. With such a device, the stirring element below or even within the workpiece, such as a vehicle rim, be rotated to achieve the desired polishing effects.
- inventive method is basically suitable for all rotationally symmetrical workpieces, although the application is preferred in rims. Possible here All types of rims or wheels, ie rims for cars, trucks or motorcycles in all sizes and variations.
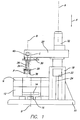
- the polishing apparatus shown in Fig. 1 comprises a base frame 10, on which a polishing agent container 12 is arranged.
- the polishing agent container 12 is formed in the illustrated embodiment, round and open at the top, but may also be trough-shaped or trough-shaped.
- the polishing agent container 12 is not in any fixed connection with the base frame 10 and can thus be easily replaced by industrial trucks.
- a vibration drive may additionally be provided.
- various inflow and outflow options are provided on the polish container 12 in order to continuously add or remove water and / or treatment agents (compounds). In operation, the container 12 is filled to about the level of level N with polishing agent.
- a stirring element 14 is provided, which has a plurality of parallel to the bottom extending paddle, which is driven by a drive 16, which is located below the container bottom, about a vertical axis of rotation D rotating.
- a machine stand 18 is arranged on the base frame 10, on which a cross-beam 20 in the vertical direction, that is along the double arrow X, slidably mounted.
- the vertical movement is effected via a drive 22, not shown, which causes a raising and lowering of the cross-beam 20 in conjunction with a lifting cylinder 24.
- the cross-beam along the axis A in the direction of the double arrow X is raised or lowered.
- the cross-beam 20 is in an upper position corresponding to the loading and unloading position, that is, from the position shown, the cross-beam 20 can be moved down.
- a vertical hollow shaft 26 is provided, at the outer end of a chuck 28 is mounted, which serves for fastening a rim F.
- the hollow shaft 26 is in this case attached to a planetary gear 30, which is driven by a drive 32 and via (not shown) toothed belt.
- the hollow shaft 26 and thus the chuck 28 and thus also the rim F via the drive 32 on the one hand rotated about its own central axis B.
- the drive 22 causes the oscillation movement of the rim F along the axis A in the direction of the double arrow X and the drive 32 both the rotational movement of the rim F about its central axis B as well as the orbital movement about the axis C.
- a further shaft 34 is provided, at the lower end of a stirring device 38 is attached, which dips into the interior of the rim F.
- another drive 40 is used for rotating the stirring device 38 about the axis B.
- the axis of rotation D which is arranged approximately in the middle of the container 12, approximately coaxial with the axis of rotation C of the planetary gear 30 runs.
- an operating mode can also be achieved in which the rim F indeed rotates about the axis B, but does not perform any orbital movement about the axis C. Such an operation may prove advantageous in individual process steps.
- All drives 16, 22, 32 and 40 are speed-controlled and reversible in their direction of rotation. All drives are connected to a (not shown) machine control in which the desired workflows can be programmed arbitrarily.
- the hollow shaft 26 has an offset of about 100 mm to the rotation axis C.
- FIG. 2 shows a further embodiment of a polishing apparatus, wherein like reference numerals are used for parts which are the same as in FIG. 1.
- the cross-beam 20 is shown a further embodiment of the polishing apparatus, which differs from the embodiment shown in Fig. 1 in that not only one chuck but a plurality of chucks 28 ', 28 "respectively to hollow shafts 26', 26" attached are.
- the hollow shafts 26 'and 26 are in turn attached to a planetary gear 30, which is driven by the drive 32.
- the chucks 28' and 28" thus rotate about the central axis C of the planetary gear 30 and additionally about the central axes B and B 'of the hollow shafts 26 'and 26 ".
- the number of chucks that are moved by the planetary gear along an orbital path is basically not limited.
- polishing method according to the invention is described below with reference to the polishing apparatus of FIG. 1, which basically has the method steps A) rough polishing, B) fine polishing and C) high-gloss polishing.
- polishing bodies of the type TP / S are used with a specific gravity of about 1.82 g / cm 3 .
- the bulk density of the polishing agent is about 1.0 to 1.31, in particular 1.25 kg / l.
- the polishing body may be made of plastic or ceramic.
- the compound used is FCAL232 and water.
- the container 12 is filled with TP / S polishing bodies.
- the polishing body filling height should preferably reach the upper edge of the rim to be immersed.
- 100 l water / h and 1.2 l FCAL232 are added.
- the polishing time can vary between about 10 and 60 minutes.
- the rough polishing preferably proceeds in the following two steps:
- the rim F is clamped with its visible side down in the chuck 28 and is moved at a speed of 100 rev / min about the axes B and C. Subsequently, the rim F is retracted into the container 12 and moved up and down by approximately 24 strokes / min within the polishing body.
- the immersion depth changes between about 70 mm and 170 mm.
- the processing time is depending on the casting quality the aluminum rim F between 16 and 34 min, with preferably 50% counterclockwise and 50% clockwise.
- the immersion depth is 90 to 190 mm and the speed of the rim is 25 rpm.
- 3 to 4 strokes / min are carried out, wherein the processing time is preferably about 6 minutes with about 3 minutes clockwise rotation and 3 minutes counterclockwise rotation.
- a mixture TP / FS with the shapes and sizes between 0 and 25 mm described above is used as the polishing body.
- the specific gravity of the polishing bodies is about 1.6 g / cm 3 .
- the bulk density of the polishing agent is about 0.85 to 1.22, in particular 1.03 kg / l.
- the compound used is again FCAL232 (2.5 l / h) and water 150 l / h).
- the processing time is about 12 to 25 minutes.
- process step of the fine polishing is divided into the following two process steps:
- the editing process here is basically similar to the The rough polishing described above, that is, the speed of the rim F is about 100 U / min at 20 strokes / min.
- the immersion depth of the rim within the polishing body is about 70 to 170 mm.
- the processing time is about 10 minutes with 4 minutes clockwise rotation and 4 minutes counterclockwise rotation.
- the speed of the rim is about 25 to 34 rpm at 20 strokes / min.
- the immersion depth varies between 90 and 190 mm.
- the processing time is 6 minutes with 3 minutes clockwise rotation and 3 minutes counterclockwise rotation.
- the planetary gear 30 is blocked so that only one rotation of the rim F about the axis B but no orbital motion takes place about the axis C.
- the speed here is about 60 to 80 rev / min at 10 to 15 strokes / min.
- the immersion depth is between about 95 and 155 mm.
- the processing time is about 14 minutes with 3 minutes clockwise and 3 minutes counterclockwise.
- the speed is chosen to be about 25 to about 35 rpm at 10 to 15 strokes / min.
- the immersion depth is about 55 to 155 mm.
- the processing time is about 8 minutes with 2 minutes clockwise and 2 minutes counterclockwise.
- step C) of high-gloss polishing the application of a corrosion protection and / or a lacquer can be followed, which does not change the optical properties of the rim.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum maschinellen Polieren von rotationssymmetrischen Werkstücken, insbesondere Fahrzeugfelgen, bei dem das Werkstück in einen mit Poliermittel gefüllten Behälter eingetaucht und relativ zu dem Poliermittelbehälter bewegt wird.
- Derartige Verfahren zur Oberflächenbehandlung sind grundsätzlich bekannt. Hierbei wird der Poliermittelbehälter mit Polierkörpern und Waschmittelzusammensetzungen gefüllt, um eine wirksame Oberflächenbehandlung zu erzielen.
- Bisherige Polierverfahren ermöglichen zwar ein Polieren eines Werkstücks bzw. einer Fahrzeugfelge bis zu einem gewissen Grad. Dennoch ist es mit den bekannten Polierverfahren nicht möglich, eine solche Oberflächenbehandlung bzw. Veredelung zu erzielen, dass die Felge das äußere Erscheinungsbild einer verchromten Felge besitzt. Außerdem kann keine wirksame Bearbeitung in tiefer liegenden Taschen oder Aussparungen erfolgen.
- Es ist die Aufgabe der Erfindung, ein Verfahren und eine Vorrichtung zum maschinellen Polieren von Werkstücken zu schaffen, mit denen das äußere Erscheinungsbild eines verchromten Werkstückes geschaffen werden kann, ohne dass ein Verchromen erforderlich ist.
- Die Lösung dieser Aufgabe erfolgt durch die Merkmale der unabhängigen Ansprüche und insbesondere durch ein Verfahren der eingangs genannten Art, bei dem das Werkstück gleichzeitig a) in vertikaler Richtung in dem Behälter auf- und abbewegt wird, b) um seine eigene Mittelachse gedreht wird, und c) mit seiner Mittelachse entlang einer geschlossenen Umlaufbahn in dem Behälter bewegt wird.
- Erfindungsgemäß wird das Werkstück bzw. die Felge neben einer Oszillations- und einer Rotationsbewegung zusätzlich einer Orbitalbewegung unterworfen, das heißt, die Felge wird mit ihrer Mittelachse entlang einer geschlossenen Umlaufbahn in dem Behälter bewegt. Hierbei hat sich herausgestellt, dass durch eine solche Verfahrensweise, bei der die Felge nur in vertikaler Richtung einer Oszillation, jedoch in horizontaler Richtung einer Orbitalbewegung unterworfen wird, hervorragende Polierergebnisse erzielbar sind. Da die Felge in horizontaler Richtung keine Oszillationsbewegung durchführt, bei der die Bewegungsrichtung an einem Endpunkt umgekehrt werden muss, wird ein besonders gleichmäßiger Fluss der Poliermittelkörper erzielt, wodurch die Felge so stark poliert werden kann, dass ein verchromtes Erscheinungsbild erzielbar ist. Die Oberfläche des Werkstückes ist dabei ohne störende Verschmutzungen oder Rückstände und ohne "Orangenhaut" einwandfrei poliert.
- Vorteilhafte Ausführungsformen der Erfindung sind in der Beschreibung, der Zeichnung sowie den Unteransprüchen beschrieben.
- Nach einer ersten vorteilhaften Ausführungsform kann die Mittelachse des Werkstücks entlang einer Orbitalbahn, beispielsweise einer Kreisbahn, bewegt werden, die einen Durchmesser von etwa 10 bis 35 % des Durchmessers des Werkstücks aufweist. Es hat sich nämlich herausgestellt, dass eine Orbitalbahn mit einem relativ kleinen Durchmesser überraschenderweise zu außergewöhnlich guten Ergebnissen führt, obwohl die Bewegungsbahn des Werkstücks durch den mit Poliermittel gefüllten Behälter nur vergleichsweise kurz ist. Ein vorteilhafter Durchmesser einer Orbitalbahn kann hierbei etwa 100 bis 300 mm betragen.
- Nach einer weiteren vorteilhaften Ausführungsform der Erfindung wird in dem Behälter zumindest ein Rührelement vorgesehen und in Drehung versetzt. Durch ein solches Rührelement kann die Polierwirkung zusätzlich erhöht werden, indem die Relativbewegung zwischen Werkstück und Polierkörpern vergrößert wird. Besonders vorteilhaft ist es hierbei, wenn das Rührelement im Inneren des Werkstücks und/ oder unterhalb des Werkstücks gedreht wird. Hierdurch ist es einerseits möglich, auch verborgene Teilflächen des Werkstücks zufriedenstellend zu polieren. Andererseits kann durch ein solches Verfahren ein beidseitig poliertes Werkstück geschaffen werden, beispielsweise eine Felge, die für Motorräder einsetzbar ist.
- Eine besonders gute Polierwirkung ergibt sich, wenn das Rührelement entgegensetzt zur Rotationsrichtung des Werkstücks gedreht wird.
- Nach einer weiteren vorteilhaften Ausführungsform kann dem Werkstück zusätzlich eine Taumelbewegung auferlegt werden, um die Relativbewegung zwischen Poliermittel und Werkstück noch weiter zu erhöhen.
- Nach einer weiteren Ausführungsform der Erfindung ist ein Verfahren zum maschinellen Polieren von Werkstücken vorgesehen, bei dem ein Werkstück, beispielsweise eine Felge, in einen mit Poliermittel gefüllten Behälter eingetaucht und relativ zu dem Poliermittelbehälter bewegt wird, wobei das Polierverfahren die Verfahrensschritte A) Grobpolieren, B) Feinpolieren und C) Hochglanzpolieren aufweist. Durch ein solches dreistufiges Verfahren lässt sich ein verchromtes Aussehen der polierten Felge erzielen, insbesondere wenn die eingangs beschriebenen Bewegungsschritte (Oszillation, Rotation und Orbitalbewegung) durchgeführt werden.
- Nach einer besonders vorteilhaften Ausführungsform kann dabei die Felge nur während des Verfahrensschrittes C) nicht oszilliert werden, das heißt während des Grobpolierens und des Feinpolierens, jedoch nicht während des Hochglanzpolierens wird die Felge in dem Behälter in vertikaler Richtung auf- und abbewegt.
- Nach einer weiteren Ausführungsform des erfindungsgemäßen Verfahrens ist es vorteilhaft, während der Verfahrensschritte A), B) und C) die Oszillationsfrequenz der Vertikalbewegung zumindest einmal zu verändern, insbesondere auf mindestens 50 % zu reduzieren. Ebenfalls kann es vorteilhaft sein, während der Verfahrensschritte A), B) oder C) die minimale oder die maximale Eintauchtiefe der Felge in dem Behälter zumindest einmal zu verändern.
- Auch durch die Verwendung ausgewählter Poliermittel lässt sich der erfindungsgemäße Polierprozess optimieren. Nach zahlreichen Versuchen haben die Erfinder festgestellt, dass es besonders vorteilhaft sein kann, wenn das spezifische Gewicht des verwendeten Poliermittels im Verfahrensschritt A) größer gewählt wird als im Verfahrensschritt B), jedoch kleiner als im Verfahrensschritt C).
- Gute Ergebnisse haben sich auch dadurch erzielen lassen, dass die maximale Drehzahl der Rotationsbewegung und der Orbitalbewegung niedriger als etwa 150 U / min gewählt wird.
- Nach einem weiteren Aspekt der vorliegenden Erfindung betrifft diese eine Vorrichtung zum maschinellen Polieren von Werkstücken, wobei die Vorrichtung einen Poliermittelbehälter und mindestens ein Spannfutter zum Befestigen zumindest eines Werkstücks aufweist. Ferner ist eine Oszillationseinrichtung vorgesehen, die den Poliermittelbehälter oder das Spannfutter in vertikaler Richtung oszilliert. Eine Rotationseinrichtung und ein Orbitalantrieb sind ferner vorgesehen, um das Spannfutter um eine Mittelachse in Drehung zu versetzen und gleichzeitig entlang einer geschlossenen Umlaufbahn zu bewegen. Mit einer solchen Vorrichtung ergeben sich die eingangs genannten Vorteile.
- Nach einer vorteilhaften Ausführungsform ist das Spannfutter an einer vertikalen Welle befestigt, das heißt, die Felge wird in dem Poliermittelbehälter um eine vertikal verlaufende Rotationsachse gedreht. Hierdurch kann in dem Poliermittelbehälter eine unerwünschte Wellenbildung vermieden werden, die den Polierprozess nachteilig beeinflusst.
- Eine konstruktiv besonders vorteilhafte Ausführungsform ergibt sich dann, wenn der Orbitalantrieb ein Getriebe aufweist, das mit der Rotationseinrichtung gekoppelt ist. Auf diese Weise kann sowohl die Rotationsbewegung wie auch die Orbitalbewegung mit Hilfe eines einzigen Antriebs erfolgen. Beispielsweise kann ein Planetengetriebe vorgesehen sein, wobei das Planetenrad die Rotationsbewegung und ein Sonnenrad die Orbitalbewegung überträgt.
- Nach einer weiteren Ausbildung der Erfindung kann zumindest ein. Rührelement vorgesehen sein, das um eine vertikale Achse drehbar angetrieben ist. Hierdurch wird einerseits eine erhöhte Relativbewegung zwischen Poliermittel und Werkstück bewirkt. Andererseits wird durch die vertikal angeordnete Rotationsachse eine unerwünschte Wellenbildung innerhalb des Poliermittels verhindert. Hierbei kann das Rührelement entweder im Bereich des Spannfutters angeordnet sein, um einen nach oben weisenden Innenbereich des Werkstücks zu erreichen. Alternativ oder auch zusätzlich kann das Rührelement im Bereich des Poliermittelbehälters angeordnet sein, beispielsweise oberhalb des Behälterbodens.
- Eine besonders einfache Konstruktion ist bei einer Ausführungsform gegeben, bei der das Rührelement an einer vertikalen Welle befestigt ist, die koaxial und vorzugsweise innerhalb zu einer Welle verläuft, an der das Spannfutter befestigt ist.
- Bei einzelnen Verfahrensschritten kann es vorteilhaft sein, das Werkstück zu oszillieren und zu rotieren, jedoch keiner Orbitalbewegung auszusetzen. Für einen solchen Verfahrensschritt eignet sich gemäß einem weiteren Aspekt der Erfindung eine Vorrichtung zum maschinellen Polieren von Werkstücken, die einen Poliermittelbehälter, ein an einer Welle befestigtes Spannfutter zum Befestigen zumindest eines Werkstückes und eine Oszillationseinrichtung aufweist, die den Poliermittelbehälter oder das Spannfutter in vertikaler Richtung oszilliert. Ferner ist eine Rotationseinrichtung vorgesehen, die das Spannfutter um eine Mittelachse in Drehung versetzt. Ein Rührelement ist an einer vertikalen Welle befestigt, die koaxial zu der Welle verläuft an der das Spannfutter befestigt ist. Mit einer solchen Vorrichtung kann das Rührelement unterhalb oder sogar innerhalb des Werkstückes, beispielsweise einer Fahrzeugfelge, in Drehung versetzt werden, um die gewünschten Poliereffekte zu erzielen.
- Auch wenn vorstehend die Bewegung des Werkstücks bevorzugt relativ zu dem Poliermittelbehälter beschrieben ist, wird stets davon ausgegangen, dass es für die Erfindung grundsätzlich unerheblich ist, ob die beschriebenen Bewegungen durch Bewegung des Werkstücks oder alternativ durch Bewegung des Behälters erzielt werden. Bei dem beschriebenen Ausführungsbeispiel wird jedoch nicht der Behälter sondern ausschließlich die Felge bewegt, da dies einen apparativ und konstruktiv geringeren Aufwand erfordert.
- Ergänzend sei bemerkt, dass sich das erfindungsgemäße Verfahren grundsätzlich für sämtliche rotationssymmetrischen Werkstücke eignet, obwohl die Anwendung bei Felgen bevorzugt ist. In Frage kommen hier alle Arten von Felgen bzw. Rädern, d.h. Felgen für PKW, LKW oder Motorräder in allen Größen und Variationen.
- Nachfolgend wird die vorliegende Erfindung rein beispielhaft anhand einer vorteilhaften Ausführungsform und unter Bezugnahme auf die beigefügte Zeichnung beschrieben.
- Es zeigen:
- Fig. 1
- eine Seitenansicht einer ersten Ausführungsform einer Poliervorrichtung; und
- Fig. 2
- einen Teil einer Poliervorrichtung gemäß einer weiteren Ausführungsform.
- Die in Fig. 1 dargestellte Poliervorrichtung weist ein Grundgestell 10 auf, auf dem ein Poliermittelbehälter 12 angeordnet ist. Der Poliermittelbehälter 12 ist beim dargestellten Ausführungsbeispiel rund und nach oben offen ausgebildet, kann jedoch auch trog- oder wannenförmig ausgebildet sein. Der Poliermittelbehälter 12 steht in keiner festen Verbindung mit dem Grundgestell 10 und kann somit durch Flurförderfahrzeuge mühelos ausgetauscht werden. Zur Erhöhung der Poliermittelbewegung kann zusätzlich ein Vibrationsantrieb vorgesehen sein. Ferner sind an dem Poliermittelbehälter 12 diverse Zu- und Abflussmöglichkeiten vorgesehen, um kontinuierlich Wasser- und/ oder Behandlungsmittel (Compounds) zuzugeben bzw. zu entnehmen. Im Betrieb ist der Behälter 12 etwa bis zur Höhe des Niveaus N mit Poliermittel gefüllt.
- Am Boden des Behälters 12 ist ein Rührelement 14 vorgesehen, das mehrere sich parallel zum Boden erstreckende Paddel aufweist, die über einen Antrieb 16, der unterhalb des Behälterbodens gelegen ist, um eine vertikale Drehachse D rotierend angetrieben werden.
- Ferner ist auf dem Grundgestell 10 ein Maschinenständer 18 angeordnet, an dem eine Quertraverse 20 in vertikaler Richtung, das heißt entlang des Doppelpfeiles X, verschiebbar befestigt ist. Die Vertikalbewegung wird dabei über einen nicht näher dargestellten Antrieb 22 bewirkt, der in Verbindung mit einem Hubzylinder 24 ein Anheben und ein Absenken der Quertraverse 20 bewirkt. Hierbei wird die Quertraverse entlang der Achse A in Richtung des Doppelpfeils X angehoben oder abgesenkt. Bei der in der Fig. 1 dargestellten Position befindet sich die Quertraverse 20 in einer oberen Stellung, die der Be- und Entladeposition entspricht, das heißt aus der dargestellten Stellung kann die Quertraverse 20 nach unten bewegt werden.
- Am äußeren Ende der Quertraverse 20 ist eine vertikale Hohlwelle 26 vorgesehen, an deren äußerem Ende ein Spannfutter 28 montiert ist, das zum Befestigen einer Felge F dient. Die Hohlwelle 26 ist hierbei an einem Planetengetriebe 30 befestigt, das über einen Antrieb 32 und über (nicht dargestellte) Zahnriemen angetrieben wird. Hierdurch wird die Hohlwelle 26 und damit das Spannfutter 28 und damit auch die Felge F über den Antrieb 32 einerseits um ihre eigene Mittelachse B rotiert. Andererseits wird die Felge F mit ihrer Mittelachse B entlang einer geschlossenen, beim dargestellten Ausführungsbeispiel kreisförmigen, Umlaufbahn um die Mittelachse C des Planetengetriebes 30 in einer Orbitalbewegung geführt. Somit bewirkt der Antrieb 22 die Oszillationsbewegung der Felge F entlang der Achse A in Richtung des Doppelpfeiles X und der Antrieb 32 sowohl die Rotationsbewegung der Felge F um ihre Mittelachse B wie auch die Orbitalbewegung um die Achse C.
- Im Inneren der Hohlwelle 26 ist eine weitere Welle 34 vorgesehen, an deren unterem Ende eine Rühreinrichtung 38 befestigt ist, die in das Innere der Felge F eintaucht. Zum Rotieren der Rühreinrichtung 38 um die Achse B dient ein weiterer Antrieb 40.
- Wie Fig. 1 zeigt, verläuft die Drehachse D, die etwa in der Mitte des Behälters 12 angeordnet ist, etwa koaxial zur Drehachse C des Planetengetriebes 30.
- Durch entsprechendes Blockieren des Planetengetriebes 30 kann hierbei auch eine Betriebsweise erzielt werden, bei der die Felge F zwar um die Achse B rotiert, jedoch keine Orbitalbewegung um die Achse C durchführt. Eine solche Betriebsweise kann sich bei einzelnen Verfahrensschritten als vorteilhaft erweisen.
- Sämtliche Antriebe 16, 22, 32 und 40 sind geschwindigkeitsgeregelt und in ihrer Drehrichtung umkehrbar. Sämtliche Antriebe sind mit einer (nicht dargestellten) Maschinensteuerung verbunden, in der die gewünschten Arbeitsabläufe beliebig programmiert werden können.
- Bei der oben beschriebenen Vorrichtung weist die Hohlwelle 26 einen Versatz von etwa 100 mm zur Drehachse C auf.
- Fig. 2 zeigt eine weitere Ausführungsform einer Poliervorrichtung, wobei für verglichen zu Fig. 1 gleiche Teile gleiche Bezugszeichen verwendet werden.
- In Fig. 2 ist die Quertraverse 20 einer weiteren Ausführungsform der Poliervorrichtung dargestellt, die sich von der in Fig. 1 dargestellten Ausführungsform darin unterscheidet, dass nicht nur ein Spannfutter sondern mehrere Spannfutter 28', 28" jeweils an Hohlwellen 26', 26" befestigt sind. Die Hohlwellen 26' und 26" sind wiederum an einem Planetengetriebe 30 befestigt, das über den Antrieb 32 angetrieben wird. Die Spannfutter 28' und 28" rotieren somit um die Mittelachse C des Planetengetriebes 30 und zusätzlich um die Mittelachsen B und B' der Hohlwellen 26' und 26".
- Es versteht sich, dass die Anzahl der Spannfutter, die von dem Planetengetriebe entlang einer Orbitalbahn bewegt werden, grundsätzlich nicht begrenzt ist.
- Nachfolgend wird das erfindungsgemäße Polierverfahren anhand der Poliervorrichtung von Fig. 1 beschrieben, das grundsätzlich die Verfahrensschritte A) Grobpolieren, B) Feinpolieren und C) Hochglanzpolieren aufweist.
- Hierbei beziehen sich sämtliche Angaben hinsichtlich der Polierkörper sowie der Compoundmittel auf die Produktbezeichnungen der Firma Rösler Oberflächentechnik GmbH, Staffelstein, Deutschland.
- Bei diesem ersten Verfahrensschritt werden Polierkörper des Typs TP/S mit einem spezifischen Gewicht von etwa 1,82 g/cm3 eingesetzt. Das Schüttgewicht des Poliermittels beträgt etwa 1,0 bis 1,31, insbesondere 1,25 kg/l. Bevorzugt werden Polierkörper mit Pyramidenform eingesetzt. Es können jedoch auch Kegel-, Paraboloiden-, Dreick- und Doppelkeilformen einzeln oder im Gemisch verwendet werden. Die Polierkörper können aus Kunststoff oder Keramik bestehen. Als Compoundmaterial wird FCAL232 sowie Wasser verwendet.
- Zum Grobpolieren wird der Behälter 12 mit TP/S Polierkörpern gefüllt. Die Polierkörperfüllhöhe sollte vorzugsweise den oberen Rand der einzutauchenden Felge erreichen. Während der Bearbeitung werden 100 1 Wasser/h und 1,2 1 FCAL232 zudosiert.
- Die Polierzeit kann zwischen etwa 10 und 60 Minuten variieren.
- Das Grobpolieren läuft bevorzugt in den folgenden zwei Schritten ab:
- Die Felge F ist mit ihrer Sichtseite nach unten in das Spannfutter 28 eingespannt und wird mit einer Geschwindigkeit von 100 U/min um die Achsen B und C bewegt. Anschließend wird die Felge F in den Behälter 12 eingefahren und durch ca. 24 Hübe/min innerhalb der Polierkörper auf- und abbewegt. Hierbei wechselt die Eintauchtiefe zwischen etwa 70 mm und 170 mm. Die Bearbeitungszeit beträgt je nach Gussqualität der Aluminiumfelge F zwischen 16 und 34 min, wobei bevorzugt jeweils 50 % Linkslauf und 50 % Rechtslauf erfolgt.
- Bei diesem zweiten Verfahrensschritt des Grobpolierens werden die oben beschriebenen Prozessparameter wie folgt variiert: Die Eintauchtiefe beträgt 90 bis 190 mm und die Drehzahl der Felge beträgt 25 U/min. Es werden 3 bis 4 Hübe/min durchgeführt, wobei die Bearbeitungszeit vorzugsweise etwa 6 min mit jeweils etwa 3 min Rechtslauf und 3 min Linkslauf beträgt.
- Bei diesem zweiten Verfahrensschritt wird als Polierkörper ein Gemisch TP/FS mit den oben beschriebenen Formen und Größen zwischen 0 und 25 mm verwendet. Das spezifische Gewicht der Polierkörper beträgt etwa 1,6 g/cm3. Das Schüttgewicht des Poliermittels beträgt etwa 0,85 bis 1,22, insbesondere 1,03 kg/l. Als Compound wird wiederum FCAL232 (2,5 l/h) und Wasser 150 l/h) verwendet. Die Bearbeitungszeit beträgt etwa 12 bis 25 Minuten.
- Auch der Prozessschritt des Feinpolierens ist in die folgenden zwei Verfahrensschritte unterteilt:
- Der Bearbeitungsprozess ist hierbei grundsätzlich ähnlich wie beim oben beschriebenen Grobpolieren, das heißt die Drehzahl der Felge F beträgt etwa 100 U/min bei 20 Hüben/min. Die Eintauchtiefe der Felge innerhalb der Polierkörper beträgt etwa 70 bis 170 mm. Die Bearbeitungszeit beträgt etwa 10 min mit jeweils 4 min Rechtslauf und 4 min Linkslauf.
- Bei diesem zweiten Verfahrensschritt beträgt die Drehzahl der Felge etwa 25 bis 34 U/min bei 20 Hüben/min. Die Eintauchtiefe variiert zwischen 90 und 190 mm. Die Bearbeitungszeit beträgt 6 min mit jeweils 3 min Rechtslauf und 3 min Linkslauf.
- Bei diesem letzten Verfahrensschritt werden als Polierkörper TP/PL 5,6 GK mit einem spezifischen Gewicht von etwa 2,4 g/cm3 eingesetzt. Das Schüttgewicht des Poliermittels beträgt etwa 0,65 bis 4,91, insbesondere 1,51 kg/l. Als Compound wird FCAL232 zusammen mit Wasser verwendet. Die Füllhöhe der Polierkörper entspricht dem Wasserstand im Behälter. Zweckmäßig wird hier ein erhöhtes Flüssigkeitsniveau eingestellt, wodurch eine gute Umspülung der Werkstücke mit den Polierkörpern erzielt wird. Gleichzeitig wird eine optimale Aufhellung und Politur erreicht. Während der Bearbeitung wird Wasser mit 20 bis 30 1/h und Compound mit ca. 1,5 1/h zudosiert. Auch hier erfolgt eine zweistufige Bearbeitung:
- Bei diesem Verfahrensschritt wird das Planetengetriebe 30 so blockiert, dass nur noch eine Rotation der Felge F um die Achse B jedoch keine Orbitalbewegung um die Achse C erfolgt. Die Drehzahl beträgt hier etwa 60 bis 80 U/min bei 10 bis 15 Hüben/min. Die Eintauchtiefe beträgt zwischen etwa 95 und 155 mm. Die Bearbeitungszeit beträgt etwa 14 min mit jeweils 3 min Rechts- und 3 min Linkslauf.
- Hier wird die Drehzahl zu etwa 25 bis etwa 35 U/min bei 10 bis 15 Hüben/min gewählt. Die Eintauchtiefe beträgt etwa 55 bis 155 mm. Die Bearbeitungszeit beträgt etwa 8 min mit jeweils 2 min Rechts- und 2 min Linkslauf.
- Im Anschluss an den Verfahrensschritt C) des Hochglanzpolierens kann sich noch das Auftragen eines Korrosionsschutzes und/oder eines Lackes anschließen, der die optischen Eigenschaften der Felge nicht verändert.
- Durch eine stufenlose Veränderung der Prozesswasserstände kann eine unterschiedliche Aggressivität des Poliermittels bewirkt werden.
-
- 10
- Grundgestell
- 12
- Behälter
- 14
- Rührelement
- 16
- Antrieb
- 18
- Maschinenständer
- 20
- Quertraverse
- 22
- Antrieb
- 24
- Hubzylinder
- 26, 26', 26"
- Hohlwelle
- 28, 28', 28"
- Spannfutter
- 30
- Planetengetriebe
- 32
- Antrieb
- 34
- Welle
- 38
- Rührelement
- 40
- Antrieb
- A
- Achse
- B, B', C, D
- Drehachse
- F
- Felge
- N
- Polierkörperniveau
- X
- Hubrichtung
Claims (11)
- Verfahren zum maschinellen Polieren eines rotationssymmetrischen Werkstücks, beispielsweise einer Fahrzeugfelge, bei dem das Werkstück in einen mit Poliermittel gefüllten Behälter eingetaucht und relativ zu dem Poliermittelbehälter bewegt wird,
dadurchgekennzeichnet, dass
das Polieren folgende Verfahrenschritte aufweist:A) Grobpolieren,B) Feinpolieren,C) Hochglanzpolieren. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet , dass das Werkstück gleichzeitig:a) in vertikaler Richtung in dem Behälter auf und ab bewegt wird (Oszillation),b) um seine eigene Mittelachse gedreht wird (Rotation), undc) mit seiner Mittelachse entlang einer geschlossenen Umlaufbahn in dem Behälter bewegt wird (Orbitalbewegung). - Verfahren nach Anspruch 2,
dadurch gekennzeichnet, dass
das Werkstück nur während eines Verfahrensschrittes, insbesondere während des Verfahrensschrittes C), nicht oszilliert wird. - Verfahren nach zumindest einem der vorstehenden Ansprüche 2 oder 3,
dadurch gekennzeichnet, dass
während der Verfahrensschritte A), B) und C) die Oszillationsfrequenz und/oder die Rotationsdrehzahl zumindest einmal verändert, insbesondere auf mindestens etwa 50% reduziert wird. - Verfahren nach zumindest einem der vorstehenden Ansprüche 1 bis 4,
dadurchgekennzeichnet, dass
während der Verfahrensschritte A), B) oder C) die minimale oder die maximale Eintauchtiefe des Werkstücks in dem Behälter zumindest einmal verändert wird. - Verfahren nach zumindest einem der vorstehenden Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass
das spezifische Gewicht des verwendeten Poliermittels im Verfahrensschritt A) größer gewählt wird als im Verfahrensschritt B), jedoch kleiner als im Verfahrensschritt C). - Verfahren nach zumindest einem der vorstehenden Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass
das Schüttgewicht des verwendeten Poliermittels im Verfahrensschritt A) größer gewählt wird als im Verfahrensschritt B), jedoch kleiner als im Verfahrensschritt C). - Verfahren nach zumindest einem der vorstehenden Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass
das Schüttgewicht des verwendeten Poliermittels im Verfahrensschritt A) im Bereich von etwa 1, 0 bis 1,3 kg/l, im Verfahrensschritt B) im Bereich von etwa 0,8 bis 1,3 kg/l und im Verfahrensschritt C) im Bereich von etwa 0,5 bis 5 kg/l liegt. - Verfahren nach zumindest einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass
die maximale Drehzahl der Rotationsbewegung und der Orbitalbewegung niedriger als etwa 150 U/min gewählt wird. - Verfahren nach zumindest einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass
das Poliermittel Flüssigkeit umfasst und dass der Flüssigkeitspegel stufenlos verändert wird. - Vorrichtung zur Durchführung des Verfahrens nach zumindest einem der vorstehenden Ansprüche, mit- einem Poliermittelbehälter (12);- einem an einer Welle (26) befestigten Spannfutter (28) zum Befestigen zumindest eines Werkstücks (F);- einer Oszillationseinrichtung (22), die den Poliermittelbehälter (12) oder das Spannfutter (28) in vertikaler Richtung (X) oszilliert;- einer Rotationseinrichtung (30, 32), die das Spannfutter (28) um eine Mittelachse (B) in Drehung versetzt; und- einem Rührelement (38), das an einer vertikalen Welle (34) befestigt ist, die koaxial zu der Welle (26) verläuft, an der das Spannfutter (28) befestigt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10221842A DE10221842A1 (de) | 2002-05-16 | 2002-05-16 | Polierverfahren |
| EP03003748A EP1362669B1 (de) | 2002-05-16 | 2003-02-19 | Polierverfahren und Vorrichtung zum Polieren rotationssymmetrischer Werkstücke |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03003748A Division EP1362669B1 (de) | 2002-05-16 | 2003-02-19 | Polierverfahren und Vorrichtung zum Polieren rotationssymmetrischer Werkstücke |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1616664A2 true EP1616664A2 (de) | 2006-01-18 |
| EP1616664A3 EP1616664A3 (de) | 2006-01-25 |
| EP1616664B1 EP1616664B1 (de) | 2007-08-01 |
Family
ID=29265327
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03003748A Expired - Lifetime EP1362669B1 (de) | 2002-05-16 | 2003-02-19 | Polierverfahren und Vorrichtung zum Polieren rotationssymmetrischer Werkstücke |
| EP05019364A Expired - Lifetime EP1616664B1 (de) | 2002-05-16 | 2003-02-19 | Polierverfahren zum Polieren rotationssymmetrischer Werkstücke |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03003748A Expired - Lifetime EP1362669B1 (de) | 2002-05-16 | 2003-02-19 | Polierverfahren und Vorrichtung zum Polieren rotationssymmetrischer Werkstücke |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US6918818B2 (de) |
| EP (2) | EP1362669B1 (de) |
| AT (2) | ATE338610T1 (de) |
| DE (3) | DE10221842A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008128777A2 (de) * | 2007-04-24 | 2008-10-30 | Rösler Holding GmbH & Co. KG | Muldenbandanordnung |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007032614A1 (de) * | 2007-07-11 | 2009-01-15 | Otec Präzisionsfinish GmbH | Verfahren zum Schleifen von Gegenständen |
| DE102008017475A1 (de) * | 2008-04-03 | 2009-10-08 | Siegrid Peggy Seltmann | Verfahren zur Oberflächenbehandlung von metallischen Werkstücken |
| DE102008017841A1 (de) * | 2008-04-08 | 2009-10-15 | Rösler Holding GmbH & Co. KG | Bearbeitungsverfahren |
| DE202009006688U1 (de) * | 2009-05-08 | 2010-07-08 | Otec Präzisionsfinish GmbH | Vorrichtung zur Bearbeitung von Werkstücken sowie Werkstückhalter und Tragteil einer solchen Vorrichtung |
| US10179388B2 (en) * | 2009-05-12 | 2019-01-15 | Rem Technologies, Inc. | High throughput finishing of metal components |
| DE102009024313A1 (de) * | 2009-06-05 | 2011-01-05 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und Vorrichtung zum Gleitspanen eines Werkstücks |
| EP2283969A1 (de) | 2009-07-30 | 2011-02-16 | REM Technologies, Inc. | Abschluss von Metallkomponenten mit hohem Durchsatz |
| CN102770238A (zh) * | 2009-11-17 | 2012-11-07 | 雷姆技术公司 | 磁性固定件 |
| US9550272B2 (en) * | 2009-11-17 | 2017-01-24 | Rem Technologies, Inc. | Magnetic fixture |
| JP5412258B2 (ja) * | 2009-12-04 | 2014-02-12 | 株式会社レイズエンジニアリング | 車両用ホイールの振動研磨方法及びその振動研磨装置 |
| EP2364812A1 (de) | 2010-03-08 | 2011-09-14 | REM Technologies, Inc. | Magnetische Befestigung |
| EP2384856B1 (de) * | 2010-05-06 | 2016-05-04 | Josef Vogel | Vorrichtung für die Taumelaufnahme eines Werkstücks |
| JP5838044B2 (ja) * | 2011-05-31 | 2015-12-24 | 日立オートモティブシステムズ株式会社 | バリ取り装置およびこれを用いたシリンダの製造方法 |
| CN102554752B (zh) * | 2012-02-08 | 2014-05-14 | 湖州中云机械制造有限公司 | 一种汽车轮毂抛光方法及装置 |
| US20130273816A1 (en) * | 2012-04-13 | 2013-10-17 | Nano And Advanced Materials Institute Limited | Automatic polishing device for surface finishing of complex-curved-profile parts |
| US9017142B2 (en) * | 2013-02-14 | 2015-04-28 | Ericus Andreas van Kleef | Mass finishing apparatus and method |
| CN103144013B (zh) * | 2013-03-20 | 2015-08-26 | 泉州市佳能机械制造有限公司 | 用于石材表面抛光的振动抛光设备 |
| ES2634901T3 (es) | 2013-04-09 | 2017-09-29 | Otec Präzisionsfinish GmbH | Procedimiento y dispositivo para el mecanizado de las superficies de piezas de trabajo |
| CN104511825A (zh) * | 2014-12-23 | 2015-04-15 | 苏州新一磁业有限公司 | 智能镜面抛光机 |
| US9463548B2 (en) * | 2015-03-05 | 2016-10-11 | Hamilton Sundstrand Corporation | Method and system for finishing component using abrasive media |
| GB201509230D0 (en) * | 2015-05-29 | 2015-07-15 | Rolls Royce Plc | Vibratory finishing apparatus, fixtures and methods |
| CN105382672B (zh) * | 2015-12-10 | 2018-05-11 | 长春理工大学 | 一种基于软性磨粒流抛光叶轮的装置 |
| EP3225356B1 (de) * | 2016-04-01 | 2023-03-01 | Rolls-Royce plc | Verfahren zur vibrobehandlung und vibrobehandlungsvorrichtung |
| CN106239346B (zh) * | 2016-09-30 | 2019-07-26 | 广州特种承压设备检测研究院 | 一种安全阀阀瓣磁流体研磨抛光机及抛光方法 |
| CN106826529B (zh) * | 2017-03-03 | 2019-07-16 | 浙江佳力科技股份有限公司 | 离心泵叶轮水力打磨装置 |
| CN113561046B (zh) * | 2021-07-05 | 2022-08-12 | 江苏京生管业有限公司 | 一种智能型抛丸加工生产装置 |
| CN114083357A (zh) * | 2021-12-09 | 2022-02-25 | 苏州川桦机电科技有限公司 | 一种平移式磁力抛光机用工件翻转工装 |
| CN117921527B (zh) * | 2024-03-25 | 2024-05-17 | 烟台鹏鹗精密纺器有限公司 | 用于研磨织针的抛光设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB675643A (en) * | 1950-12-14 | 1952-07-16 | Eugene Fouquet | Method of and apparatus for grinding or polishing solids of revolution |
| US3566552A (en) * | 1967-05-18 | 1971-03-02 | Sutton Tool Co | Method of surface finishing a workpiece |
| DE2620477A1 (de) * | 1976-05-08 | 1977-11-24 | Ietatsu Ohno | Vertikalschleif- oder -poliermaschine |
| US4173851A (en) * | 1977-01-29 | 1979-11-13 | Yasunaga Higashi | Barrel polishing process |
| DE3108685A1 (de) * | 1981-03-07 | 1982-09-23 | Basf Farben + Fasern Ag, 2000 Hamburg | Verfahren zum reinigen verschmutzter behaelter |
| EP0922530A2 (de) * | 1997-12-10 | 1999-06-16 | Shuji Kawasaki | Gleitschleifverfahren und Vorrichtung |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2854222A (en) * | 1956-02-27 | 1958-09-30 | Garlinghouse Brothers | Material working machine |
| US3516203A (en) | 1967-05-18 | 1970-06-23 | Sutton Tool Co | Method and means for surface finishing a work piece |
| US3566522A (en) | 1969-01-28 | 1971-03-02 | G J Aigner Co | Index tabs |
| DE3332786C2 (de) * | 1983-09-10 | 1985-10-24 | Carl Kurt Walther Gmbh & Co Kg, 5600 Wuppertal | Tauchgleitschleifmaschine |
| JP2916937B2 (ja) * | 1990-06-26 | 1999-07-05 | 家建 大野 | バレル研磨方法及びその装置 |
| US5088238A (en) * | 1991-02-20 | 1992-02-18 | Lin Chao Tong | Polishing grinder with turbulent flow of grinding solution for grinding |
| AU1082497A (en) * | 1995-11-30 | 1997-06-19 | Dave Lapoint | Automobile wheel finishing apparatus |
| US6688953B2 (en) * | 1996-11-27 | 2004-02-10 | Shuji Kawasaki | Barrel polishing apparatus |
| US6261154B1 (en) * | 1998-08-25 | 2001-07-17 | Mceneny Jeffrey William | Method and apparatus for media finishing |
| JP3337680B2 (ja) * | 2000-04-12 | 2002-10-21 | 有限会社ミュウテック | ワークの研磨装置 |
| KR100391200B1 (ko) * | 2000-08-02 | 2003-07-12 | 기아자동차주식회사 | 가공물 디버링 장치 |
| EP1219389A1 (de) * | 2000-12-27 | 2002-07-03 | Siemens Aktiengesellschaft | Verfahren zur Glättung der Oberfläche einer Gasturbinenschaufel |
| US6406356B1 (en) * | 2001-03-12 | 2002-06-18 | Frederick E. Brooks | Wheel finishing apparatus and method |
| US20040242134A1 (en) * | 2002-08-06 | 2004-12-02 | Jae-Seo Lee | Drag type wheel finishing machine |
-
2002
- 2002-05-16 DE DE10221842A patent/DE10221842A1/de not_active Ceased
-
2003
- 2003-02-19 AT AT03003748T patent/ATE338610T1/de active
- 2003-02-19 DE DE50307841T patent/DE50307841D1/de not_active Expired - Lifetime
- 2003-02-19 EP EP03003748A patent/EP1362669B1/de not_active Expired - Lifetime
- 2003-02-19 EP EP05019364A patent/EP1616664B1/de not_active Expired - Lifetime
- 2003-02-19 DE DE50304919T patent/DE50304919D1/de not_active Expired - Lifetime
- 2003-02-19 AT AT05019364T patent/ATE368547T1/de active
- 2003-03-20 US US10/394,910 patent/US6918818B2/en not_active Expired - Fee Related
-
2005
- 2005-02-08 US US11/054,514 patent/US7048613B2/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB675643A (en) * | 1950-12-14 | 1952-07-16 | Eugene Fouquet | Method of and apparatus for grinding or polishing solids of revolution |
| US3566552A (en) * | 1967-05-18 | 1971-03-02 | Sutton Tool Co | Method of surface finishing a workpiece |
| DE2620477A1 (de) * | 1976-05-08 | 1977-11-24 | Ietatsu Ohno | Vertikalschleif- oder -poliermaschine |
| US4173851A (en) * | 1977-01-29 | 1979-11-13 | Yasunaga Higashi | Barrel polishing process |
| DE3108685A1 (de) * | 1981-03-07 | 1982-09-23 | Basf Farben + Fasern Ag, 2000 Hamburg | Verfahren zum reinigen verschmutzter behaelter |
| EP0922530A2 (de) * | 1997-12-10 | 1999-06-16 | Shuji Kawasaki | Gleitschleifverfahren und Vorrichtung |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008128777A2 (de) * | 2007-04-24 | 2008-10-30 | Rösler Holding GmbH & Co. KG | Muldenbandanordnung |
| WO2008128777A3 (de) * | 2007-04-24 | 2009-02-12 | Roesler Holding Gmbh & Co Kg | Muldenbandanordnung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1362669A2 (de) | 2003-11-19 |
| EP1362669B1 (de) | 2006-09-06 |
| US20030216110A1 (en) | 2003-11-20 |
| US20050136802A1 (en) | 2005-06-23 |
| US7048613B2 (en) | 2006-05-23 |
| DE50307841D1 (de) | 2007-09-13 |
| DE50304919D1 (de) | 2006-10-19 |
| EP1616664B1 (de) | 2007-08-01 |
| US6918818B2 (en) | 2005-07-19 |
| ATE338610T1 (de) | 2006-09-15 |
| DE10221842A1 (de) | 2003-11-27 |
| ATE368547T1 (de) | 2007-08-15 |
| EP1362669A3 (de) | 2003-12-10 |
| EP1616664A3 (de) | 2006-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1616664B1 (de) | Polierverfahren zum Polieren rotationssymmetrischer Werkstücke | |
| EP2108481B1 (de) | Bearbeitungsverfahren und -vorrichtung | |
| DE3804352C2 (de) | ||
| DE2616607C2 (de) | Vorrichtung zum Reinigen von Reifenformen | |
| DE8218000U1 (de) | Vorrichtung zum waschen von gemuese, fruechten oder aehnlichen produkten | |
| EP0292664B1 (de) | Arbeitswerkzeug zum Zubereiten von Nahrungsmitteln | |
| DE60214528T2 (de) | Verfahren und bewegte Vorrichtung mit zwei Schwingungsbewegungen | |
| EP0270638B1 (de) | Verfahren und vorrichtung zum abtrennen von an schüttgut gebundenen fremdstoffen | |
| DE3303745C2 (de) | Vibrationsgleitschleifmaschine | |
| WO1993018657A1 (de) | Vorrichtung zum rühren und bzw. oder kneten von teig | |
| EP1574257B1 (de) | Vorrichtung zum Erhitzen von einem in einem Behälter befindlichen Stoff | |
| DE4428379B4 (de) | Vorrichtung zum Mischen, Schütteln, Rühren und/oder Emulgieren von Flüssigkeiten | |
| DE1577429A1 (de) | Verfahren zur Oberflaechenbehandlung sphaerischer Gegenstaende und Geraet zur Durchfuehrung des Verfahrens | |
| DE64129C (de) | Rollvorrichtung an Flaschenspülmaschinen | |
| DE19510900C2 (de) | Verfahren und Vorrichtung zur Oberflächenbehandlung der Innenoberfläche eines Hohlkörpers | |
| EP1213373A2 (de) | Verfahren und Vorrichtung zur Behandlung von Waren in einem Tauchbad | |
| EP0734812B1 (de) | Gleitschleifanlage sowie Verfahren zum Gleitschleifen | |
| DE1577480C3 (de) | ||
| DE19614272A1 (de) | Vorrichtung zur oberflächenseitigen Bearbeitung von Werkstücken mittels fliehkraftbewegter Gleitschleifkörper oder dergleichen | |
| DE10143771C1 (de) | Verfahren und Vorrichtung zum Schleifen und Polieren der Innenflächen von Hohlraumresonatoren | |
| DE29911753U1 (de) | Behandlungsmaschine mit Planetenantrieb | |
| DE3021771A1 (de) | Behaelter zum bearbeiten von werkstuecken | |
| DE2826655A1 (de) | Gleitschleifeinrichtung | |
| EP0321834A2 (de) | Fliehkraft-Gleitschleifmaschine | |
| DE8210783U1 (de) | Vorrichtung zum polieren und/oder schleifen von werkstuecken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1362669 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17P | Request for examination filed |
Effective date: 20060327 |
|
| 17Q | First examination report despatched |
Effective date: 20060727 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ROESLER HOLDING GMBH & CO. KG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: POLISHING PROCESS FOR POLISHING OF ROTATIONALLY SYMMETRIC WORKPIECES |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1362669 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50307841 Country of ref document: DE Date of ref document: 20070913 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070919 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071101 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071112 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080102 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071101 |
|
| 26N | No opposition filed |
Effective date: 20080506 |
|
| BERE | Be: lapsed |
Owner name: ROSLER HOLDING G.M.B.H. & CO. KG Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080202 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20120221 Year of fee payment: 10 Ref country code: FR Payment date: 20120227 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20120213 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120213 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 368547 Country of ref document: AT Kind code of ref document: T Effective date: 20130228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130219 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210222 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210428 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50307841 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220219 |