EP1180556A1 - Verfahren zur Herstellung eines Doppelpolgewebes - Google Patents
Verfahren zur Herstellung eines Doppelpolgewebes Download PDFInfo
- Publication number
- EP1180556A1 EP1180556A1 EP00117599A EP00117599A EP1180556A1 EP 1180556 A1 EP1180556 A1 EP 1180556A1 EP 00117599 A EP00117599 A EP 00117599A EP 00117599 A EP00117599 A EP 00117599A EP 1180556 A1 EP1180556 A1 EP 1180556A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- binding
- weft
- threads
- binding warp
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D27/00—Woven pile fabrics
- D03D27/02—Woven pile fabrics wherein the pile is formed by warp or weft
- D03D27/10—Fabrics woven face-to-face, e.g. double velvet
Definitions
- the invention relates to a method for producing a double-pile fabric on a double-pile weaving machine with at least two weft insertion levels, using weft threads, filling warp threads and binding warp threads for the Training of the basic goods of the lower and upper goods as well as of Choosing pile threads per warp course for the formation of the patterned pile layer between the two basic goods, the respective non-patterned pile threads stretched largely in the basic goods of the upper and / or lower goods are involved and their patterning pile threads alternate between Weft threads of the upper and lower goods are opened; the weft threads in at least two different weft insertion levels, in an at least two-speed repeat, at least as a back shot or be entered as an internal shot in both basic goods; in which each basic product groups of staggered in the warp direction Binding warp threads are assigned, the binding warp threads one Group within a weave repeat all wefts related to encompass a basic fabric from the outside, with each binding warp thread one Group
- a method of this type has become known from EP 628 649 A1.
- the binding chains are regularly arranged in groups of two binding warp threads.
- One group is assigned to a warp course.
- Each warp course has such a group of binding warp threads, at least one fill warp thread and a choir of pile threads.
- a group of binding warp threads is characterized in that, within its binding repeat, it holds all back wefts and all inside wefts in their area of action on the stretched-in filling chain and on the stretched-in dead poles. It is customary to have the individual binding warp threads of a group follow a specific binding pattern within a repeat.
- the diagonal section let's call it the holding section, of the binding warp thread pulled the intermediate binding point very tightly to the previously formed basic fabric.
- the shorter section which runs through the basic fabric, we call it the compensation section, then fixed the position of the binding warp thread in the basic material, so that the finished fabric could not loosen again in the department when the binding warp thread tension was released.
- Such a bond already guarantees a usable quality of the binding of the pole pieces.
- the shot density is relatively narrow.
- the asymmetrically integrated binding chain means that the shots supporting and supporting the pole handles are shifted in the chain direction along the filling chain or along the dead poles. The direction of exit of the pole handles regularly deviates up to 10 ° and more from the vertical position to the base product.
- the reed is aligned accordingly, they regularly emerge vertically from the base fabric. It is possible to achieve the treading properties usually required even with a lower pole height and even with a possibly lower pole density. At the same time, the consumption of binding warp threads is reduced - depending on the binding finally selected, very significantly. The use of an additional warp beam on the weaving machine is avoided.
- the modification of the method according to claim 2 makes it possible to increase the length of the holding sections without having to provide additional measures for binding individual shots.
- the measure according to claim 3 enables a further, significant reduction in the consumption of binding warp threads with reliable securing integration of all weft threads and with the securing of a uniform binding length of all binding warp threads. It has been shown that the tension of the binding warp threads can also be maintained over longer sections if one of the binding warp threads follows a section with a different type of binding for more than four tours.
- the pre-tension and the elasticity of the warp threads as well as the individual loading by the warp stop motion are sufficient to always ensure the minimum tension of the warp threads.
- the weft threads of large thickness which are used in the usual way on carpet weaving machines, do not necessarily require a binding in every warp course in order to secure their position. It is possible to use only one single warp thread in each warp course and to distribute the warp threads of a group - according to the current state of knowledge - over up to four adjacent warp courses. The material saving is very clear.
- the pile density in the weft direction and warp direction can be additionally increased.
- the measure according to claim 4 ensures a further reduction in the need for binding warp threads.
- the use of compensating sections enables uniform binding lengths of the binding warp threads, on the one hand, and, on the other hand, an immovable binding of the inner wefts that guide the pile legs, especially when choosing symmetrical binding patterns for the binding chain.
- the binding variant according to claim 5 enables not only a high weft and pile density in the warp direction, but also optimal support of the pole legs in the weft direction.
- Long binding sections securely clamped in the finished base material and symmetrical loading of the weft threads by the binding chain ensure the vertical integration of the pole legs.
- the shaft drive can also be realized with a conventional eccentric machine.
- Sufficient stability of the basic fabric can also be achieved if only one binding warp thread is arranged in each warp course.
- the method according to claim 6 enables additional savings in binding warp thread.
- Claim 7 shows a possibility in which large clamping lengths of the pole legs can also be achieved with the method according to the invention.
- Claim 8 describes a procedure in which a somewhat higher consumption of binding warp threads is accepted in the interest of greater stability of the base fabric.
- the upright poles are also guaranteed here.
- Claim 9 describes an almost equivalent solution variant to Claim 5.
- the variant according to claim 10 enables vertical pole legs while ensuring a very high stability of the base fabric and a high pile density in the warp direction. A restriction with regard to the density in the weft direction is avoided by distributing the binding warp threads over four warp courses - according to claim 3.
- Claim 11 describes a method with which properties similar to those described in relation to claim 10 are achieved.
- Independent claim 12 leads to the same effects as the method according to claim 1 with regard to the saving of binding warp threads.
- the clamping of the woven-in part of the binding warp threads is not available or only to a limited extent.
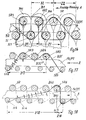
- the double carpet fabric shown in Fig. 1 consists of an upper and a lower base fabric, the upper fabric OW and the lower fabric UW, and from the pattern threads PM, which alternate regularly between the upper and lower base fabric, and which are centered between the upper and lower fabrics after the weaving process
- Bottomware UW can be separated.
- Each of the basic goods OW, UW contains filling warp threads FK running in the warp direction and parallel, non-patterning pile threads, which are referred to below as dead poles PT or dead pole strand.
- These two thread groups FK, PT are held on the outside by back wefts SR and on the inside by inside wefts SI.
- the position of the back SR and inner wefts SI is fixed by binding warp threads B, (in Fig. 1: B1, B2).
- the binding warp threads B are arranged in groups.
- the size of the group normally fluctuates between two (e.g. B1, B2) and four (e.g. B13 to B16) binding warp threads B.
- the number of binding warp threads B of a group depends on the minimum number of threads required To bind all back wefts SR and inner wefts SI to the basic fabric once within a binding repeat R. (Adjacent groups can also complement each other in terms of one or more binding sites.)
- a repeat of the binding warp threads B we usually find at least one holding section Y and at least one compensating section Z.
- the first holding section Y1 of the binding warp thread B1 of the group B1, B2 shown in FIG. 1 begins after the inner weft SI shown at the top left.
- this binding warp thread B1 is guided to the following inner weft SI and from there in the same plane to the next inner weft SI. If all binding warp threads B1, B2 of the group bind with the same binding length, the binding repeat of a group would already have ended here. In the present case, however, the second binding warp thread B2 binds in a different way. It changes from one weft opposite the first pair of weft threads to the next, which is entered three weft entries later.
- This binding warp thread B2 brings the necessary longitudinal tension into the base fabric and ensures that the back wefts SR, which carry the pole handles and the inner wefts SI, which carry the pole handles, pull so closely together that an inclined position of the pile handles is avoided with certainty. So that the binding length of both binding warp threads B1, B2 is guaranteed within one repeat, both binding warp threads B1, B2 change twice within one repeat R - if necessary in a special interchangeable section W, they mutually change their type of binding.
- the holding section Y1, Y2 In both types of binding, the holding section Y1, Y2 and also extends the respective compensation section Z1, Z3 over three weft insertion cycles.
- the Overall report is due to the changing sections W z. B. 20 or 28 Weft insertion cycles. After every three or five. Guns change regularly two binding warp threads B1, B2 inwards or from the back plane vice versa.
- the size of the repeat R and the individual binding sections X1, X2 should be chosen so that a temporary loosening of individual Binding warp threads B1, B2 of a group can be avoided with certainty.
- the tension of the binding warp threads B should be in front of the entrance to the shedding zone are monitored and a voltage value of 2 to 4 N is not below.
- the binding warp threads B1, B2 of the group can be reduced to two in the present case adjacent warp courses K1, K2 can be distributed (Fig. 2). You hold up despite this distribution the relatively voluminous back shots SR on the filling chain FK and the internal shots SI are sufficiently secure on the dead pole strands PT in of the respective basic goods OW or UW.
- FIGS. 2 to 8 binding forms on upper goods OW are shown in which the basic goods only have back SR and inner wefts SI. 9 to 15, on the other hand, show basic goods, ie upper goods OW, which also have intermediate wefts SZ (SZ1, SZ2, SZ3).
- FIG. 2 shows a binding, as also described with reference to FIG. 1 has been. Only the changing sections W are positioned somewhat differently here and designed. The interchangeable sections W are in addition to those in FIG Holding sections Y1, Y2 and the compensating sections Z1, Z2 are provided.
- FIG. 3 shows a regular, paired binding the back SR and interior shots SI. It fulfills the invention Goal setting with very simple means.
- the first one included Back shot SR retains its position specified with the stop until the second back shot of this couple is struck.
- the one in front of the pair Binding of the back shots brought up by the last inner shot SI Holding section Y3 is clamped in the already finished fabric in such a way that this thread section hardly have an elastic component can move the last entered SR back shot laterally could.
- the pole legs are not deflected and are almost vertical in the basic commodity.
- the type of weave according to FIG. 4 shows larger sections X3, X4 with different types of weave of the warp threads B5, B6, B7, B8.
- Two binding warp threads B5, B6 regularly bind in pairs via back wefts SR or inner wefts SI.
- Their holding sections Y4 and their compensating sections Z4 extend over five weft insertion cycles each.
- the two binding warp threads B7, B8 each bind only via one weft, one back weft SR or one inner weft SI.
- FIG. 5 shows a form of binding in which the individual binding warp threads B9, B10, B11, B12 bind almost symmetrically and regularly according to a single type of binding.
- a deflection of the pole limbs in any direction is reliably avoided and the individual binding warp threads B9, B10, B11, B12 of a group are preferably arranged in pairs in adjacent warp courses K1, K2. It is also possible to arrange these binding warp threads B9, B10, B11, B12 individually in four adjacent warp courses.
- the holding sections Y5 comprise five weft entries, while the equalizing sections Z5 are completed after three tours.
- the embodiment according to FIG. 6 is essentially comparable to FIG. 5.
- the difference is that the binding warp threads B13, B14, B15, B16 instead of tying single wefts over weft pairs.
- this version becomes a very high fabric density with absolutely vertical alignment the pole leg reached.
- Weft threads significantly reduce the need for warp threads, if the individual binding warp threads of a group are distributed over several warp courses become.
- the binding according to Fig. 7 differs from Fig. 6 in that the number that of a binding warp thread B17, B18, B19, B20 in the area of the back wefts SR and in the area of the internal wefts Si is further increased.
- the back wefts SR or inner wefts SI are each in plain weave fixed.
- the holding section Y7 and also the compensation section Z7 extends each about seven shots.
- FIGS. 9 to 11 show the regular incorporation of the weft threads by binding warp threads B25, B26, B27, the binding warp threads fixing the weft threads SR, Si individually and almost alternately in a symmetrical manner using the repeat R9, R10, R11.
- the binding warp threads B25, B26, B27, B28 of each of these basic goods can be arranged in one to four warp courses in relation to a group.
- a weave repeat R12 of a binding warp thread B29, B30 consists of holding sections Y12 and compensating sections Z12 with different types of weave according to the type of plain weave between the inner SI and intermediate weft SZ3 or between the back SR and intermediate weft SZ3. All back wefts SR and all inner wefts Si are symmetrically loaded by the binding warp threads B29, B30.
- the binding length of the binding warp threads B29, B30 of this group is compensated according to the example in FIG. 2 by two changing sections W.
- the binding according to Fig. 13 is essentially comparable to the binding according to Fig. 7. However, the changing sections W are shortened.
- the holding sections Y13 extend over five weft insertion cycles; the compensation sections Z13 as well.
- the additional intermediate wefts SZ1 which press the filling chain FK against the back wefts SR, ensure a slight curvature of the filling chain FK, which additionally hinders the sliding of the back wefts SR in the warp direction.
- the intermediate shots SZ2, SZ3 serve here for the additional fixation of the SR back shots without the binding warp threads B34, B35, B36 or B37, B38, B39 regularly overlap the entire cross-section of the basic goods OW.
- the accumulation of internal tensions in the binding chains B1, B2 is avoided by the wrap friction in connection with the friction due to the clamping effect within the finished fabric.
- Crossing points of the binding warp threads B1, B2 are avoided at the densest points in the fabric.
- the back wefts are SR or inner wefts SI within the holding sections Y17 (and also in the compensation sections Y7 Fig. 7) in their plane to each other by means of plain weave held.
- All back shots SR and all inside shots SI are by at least one diagonal binding warp thread section firmly on the Filling chain FK or held at the dead poles PT.
- the basic commodity is on this Way very stable.
- the longitudinal forces (in the direction of the chain) in this system are additionally through the diagonal thread section within the holding section Y17 applied.
- the clamping forces also act here this thread section in the finished fabric positive.
- the back and Internal shots SR, Si remain in the finished fabric in the position in which they are be positioned at the stop (stop direction A).
- Fig. 18 shows a binding variant according to the invention, which despite the Asymmetry of the binding pattern a vertical integration of the pole legs allows.
- the binding warp thread B40 is attached to the inside weft SI4 within the holding section Y18 over eight weft insertion cycles in the area of the dead poles PT and the filling chain FK. In this Area, it is stretched in the finished fabric and simultaneously clamped on all sides. The clamping force applied by him acts in the stop direction A. all back shots positioned in its area of action equally. Although the inside wefts SI seem to be just opposite in this binding In practice, no one was charged Displacement in that direction.
- the cause is very likely in that the clamping forces on the long holding section Y18 are so large within the finished fabric that a shift of the Internal shots do not occur during a repeated shot.
- the Polhenkel are also regularly vertical with this asymmetrical binding from the basic goods.
- the weave shown in FIG. 18 can also be woven in the opposite direction with similar effects.
- the asymmetrical pull on the back shots is not able to change the position of the back shots due to the stretched alignment of the compensation section (then this Z18) between the back and the inside shots SR, SI.
- the clamping forces on the binding warp threads B that build up within the finished fabric support this process.
- the almost vertical alignment of the pile thread legs can also be achieved with this variant.
- the results when reaching a high pile density are to be evaluated similarly if a certain repeat length is guaranteed.
- the effects in terms of saving material for the binding chain as a whole are also fully effective in this variant.
Abstract
Description
Eine Gruppe von Bindekettfäden ist dadurch gekennzeichnet, dass sie innerhalb ihres Bindungsrapportes alle Rückenschüsse und alle Innenschüsse in ihrem Wirkungsbereich an der gestreckt eingebundenen Füllkette und an den gestreckt eingebundenen Totpolen hält.
Es ist dazu üblich, die einzelnen Bindekettfäden einer Gruppe innerhalb eines Rapportes einem bestimmten Bindungsmuster folgen zu lassen.
Die Fachleute orientieren dabei regelmäßig darauf, dass zur Sicherung der einheitlichen Fadenspannung der von einem einzigen Kettbaum ablaufenden Bindekettfäden eine Rapportgröße von vier Schußeintragszyklen nicht überschritten wird.
In der Praxis wurde an Doppelteppichwebmaschinen für die Herstellung der Grundgewebe regelmäßig eine sog. zweitourige Ripps-Bindung verwendet (vergl. Hans Osswald, "Die Teppichindustrie" 1965, Melliand Textilberichte, Heidelberg, Seiten 111 -114 und Seiten 119 bis 121). Bei dieser sog. Ripps-2/2-Bindung erstreckte sich in einer der beiden Grundwaren regelmäßig ein Bindekettfaden diagonal von einem Innenschuss zu einem drei Touren später eingetragenen Rückenschuss und von dort in der unmittelbar folgenden Tour wieder zurück zu einem Innenschuss.
Eine derartige Bindung garantiert bereits eine brauchbare Qualität der Einbindung der Polschenkel. Der Schußdichte sind jedoch relatv enge Grenzen gesetzt.
Die asymmetrisch eingebundene Bindekette führt dazu, dass die die Polhenkel tragenden und stützenden Schüsse in Kettrichtung entlang der Füllkette bzw. entlang der Totpole verschoben werden. Die Austrittsrichtung der Polhenkel weicht regelmäßig bis zu 10° und mehr von der senkrechten Lage zur Grundware hin ab.
Eine solche geneigte Lage der Polschenkel führt regelmäßig dazu, dass bestimmte, geforderte Tritteigenschaften nur durch die Erhöhung der Poldichte und/oder durch die Vergrößerung der Polhöhe gewährleistet werden können. Beide Maßnahmen zur Gewährleistung der gewünschten Tritteigenschaften erfordern einen erheblichen Aufwand an Polmaterial. Die Kosten für den so hergestellten Teppich sind entsprechend hoch.
Ein weiterer Nachteil dieser asymmetrischen Bindung besteht darin, dass die Erholungsfähigkeit der Poldecke bei partiell starker Belastung - zum Beispiel durch die Füße von Möbeln - in nur ungenügendem Maße gegeben ist.
Für die Beseitigung von Druckstellen sind intensive Bürstvorgäne und dergl. nicht auszuschließen. In der Regel hinterlassen solche Druckstellen aber bleibende, sichtbare Verformungen in der Poloberfläche.
Durch die geneigte Lage der Polschenkel lassen sich derart gewebte Teppiche nicht aneinandergereiht im Objektbereich verwenden. Die unterschiedlichen Reflexionswinkel des einfallenden Lichtes, die in Abhängigkeit von der jeweiligen Webrichtung entstehen, führen beim Betrachter zu dem Eindruck, dass Farbfehler vorliegen.
Bei einer bestimmten Anordnung der nacheinander oder gleichzeitig eingetragenen Schüsse im Bereich eines Bindungsrapportes, führte diese Maßnahme hinsichtlich der Ausrichtung der Polschenkel nur mit Einschränkungen zum Erfolg. (vergl. DE 574 920 ).
Der Materialeinsatz erhöhte sich zudem deutlich.
Die Herstellung sehr dichter Polwaren war deshalb bisher aus den genannten Gründen regelmäßig der einschützigen Webtechnik vorbehalten, wo nicht jeder Polhenkel an einem Rückenschuss gebunden wird.
Auch die geringere seitliche Auslenkung der Bindekettfäden führt in Verbindung mit einer dann möglichen, symmetrischen Belastung der Schussfäden dazu, dass dieselben auch im Bereich der Innenschüüse unverschieblich in der Grundware fixiert werden. Die an diesen Schussfäden gehaltenen bzw. geführten Polschenkel werden kaum abgelenkt. Sie treten bei entsprechender Ausrichtung des Webblattes regelmäßig senkrecht aus der Grundware hervor. Es wird möglich, auch bei geringerer Polhöhe und sogar bei ggfs. geringerer Poldichte die üblicherweise geforderten Tritteigenschaften zu realisieren. Gleichzeitig reduziert sich der Verbrauch an Bindekettfäden - in Abhängigkeit von der schließlich gewählten Bindung sehr deutlich. Die Verwendung eines zusätzlichen Kettbaumes an der Webmaschine wird dabei vermieden.
Die Modifizierung des Verfahrens nach Anspruch 2 ermöglicht es, die Länge der Halteabschnitte zu vergrößern, ohne dass man für die Abbindung einzelner Schüsse zusätzlichen Maßnahmen vorsehen muss.
Die Maßnahme nach Anspruch 3 ermöglicht eine weitere, deutliche Reduzierung des Verbrauchs an Bindekettfäden bei zuverlässiger Sicherung Einbindung aller Schussfäden und bei der Sicherung einer einheitlichen Einbindelänge aller Bindekettfäden. Es hat sich gezeigt, das die Spannung der Bindekettfäden auch dann noch über längere Abschnitte aufrecht erhalten werden kann, wenn einer der Bindekettfäden über mehr als vier Touren einem Abschnitt mit unterschiedlicher Bindungsart folgt. Die Vorspannung und die Elastizität der Bindekettfäden sowie die Einzelbelastung durch die Kettfadenwächter reichen aus, um die Mindestspannung der Bindekettfäden stets zu sichern.
Die an Teppichwebmaschinen in üblicher Weise verwendeten Schußfäden großer Dicke benötigen für die Sicherung ihrer Lage nicht zwingend eine Abbinung in jedem Kettkurs. Es ist möglich in jedem Kettkurs nur einen einzigen Bindekettfaden einzusetzen und die Bindekettfäden einer Gruppe - nach dem jetzigen Erkenntnisstand - auf bis zu vier, einander benachbarte Kettkurse zu verteilen. Die Materialeinsparung ist sehr deutlich. Die Poldichte in Schussrichtung und Kettrichtung kann so zusätzlich erhöht werden.
Die Maßnahme nach Anspruch 4 gewährleistet eine weitere Reduzierung des Bedarfes an Bindekettfäden. Die Verwendung von Ausgleichsabschnitten ermöglicht insbesondere bei der Wahl symmetrischer Bindungsmuster für die Bindekette einerseits einheitliche Einbindungslängen der Bindekettfäden und andererseits auch ein unverschiebliches Abbinden der die Polschenkel führenden Innenschüsse.
Eine ausreichende Stabilität der Grundware erreicht man auch dann, wenn man in jedem Kettkurs nur einen Bindekettfaden anordnet.
Das Verfahren nach dem Anspruch 6 ermöglicht eine zusätzliche Einsparung an Bindkettfaden.
Anspruch 7 zeigt eine Möglichkeit, bei der man auch mit dem erfindungsgemäßen Verfahren große Einspannlängen der Polschenkel realisieren kann. Anspruch 8 beschreibt eine Verfahrensweise, bei der im Interesse einer höheren Stabilität der Grundware ein etwas höherer Verbrauch an Bindekettfäden inkauf genommen wird. Die aufrecht stehenden Pole werden auch hier gewährleistet.
Der Anspruch 9 beschreibt eine nahezu gleichwertige Lösungsvariante zu Anspruch 5.
Die Variante nach Anspruch 10 ermöglicht senkrecht stehende Polschenkel bei Sicherung einer sehr hohen Stabilität der Grundware und einer Hohen Poldichte in Kettrichtung. Einer Beschränkung hinsichtlich der Dichte in Schussrichtung beugt man durch die Verteilung der Bindekettfäden auf vier Kettkurse - nach Anspruch 3 - vor.
Der Anspruch 11 beschreibt ein Verfahren, mit dem - ähnliche Eigenschaften erzielt werden, wie sie in Bezug auf Anspruch 10 beschrieben wurden.
Der selbstständige Anspruch 12 führt hinsichtlich der Einsparung an Bindekettfäden zu gleichen Effekten wie das Verfahren nach Anspruch 1 . Für das aufrechte Einbinden der Polschenkel steht hier jedoch das Klemmen des eingewebten Teiles der Bindekettfäden nicht oder nur begrenzt zur Verfügung.
- Fig. 1.
- einen Schnitt durch ein Doppelteppichgewebe entlang der Kettrichtung,
- Fig. 1a
- eine Draufsicht auf das Doppelteppichgewebe gemäß Fig. 1,
- Fig. 2.
- ein schematisches Bindungsbild einer der Grundwaren einer Oberware, mit unregelmäßigem Bindungsmuster der Bindkettfäden,
- Fig. 3.
- eine Darstellung analog Fig. 2 mit regelmäßigem Bindungsrapport,
- Fig. 4.
- ein schematisches Bindungsbild mit in großen Abschnitten unregelmäßig bindenden Bindekettfäden in zwei einander benachbarten Kettkursen,
- Fig. 5.
- eine Darstellung analog Fig. 2 mit regelmäßig symmetrisch bindenden Bindekettfäden, die paarweise in zwei benachbarten Kettkursen angeordnet sind,
- Fig. 6.
- eine Darstellung analog Fig. 5 mit paarweise gebundenen Rükken- und Innenschüssen,
- Fig. 7.
- die Darstellung eines Bindungsmusters mit wechselnder Leinwandbindung über je drei Innenschüsse und je drei Rückenschüsse,
- Fig. 8.
- eine Darstellung analog Fig. 7 mit verlängerter Leinwandbindung im Bereich der Rücken- und Innenschüsse,
- Fig. 9.
- eine Darstellung eines Obergewebes mit zusätzlichem Zwischenschuss und regelmäßiger Führung der Bindeketten und einer Verteilung der Bindeketten auf zwei Kettkurse,
- Fig. 10.
- eine Darstellung entsprechend Fig. 9 mit einer modifizierten Anordnung der Zwischenschüsse,
- Fig. 11.
- eine Darstellung analog zu Fig. 9 mit einer dritten Variante der Anordnung der Zwischenschüsse, wobei die Gruppe der Bindekettfäden aus vier Bindekettfäden besteht und dieselben zwei Kettkursen zugeordnet sind,
- Fig. 12.
- eine Darstellung einer Oberware mit der Schussanordnung nach Fig. 11, wobei die Bindekettfäden abschnittsweise in Leinwandbindung die Rücken- und Zwischenschüsse umschlingen und im folgendem Abschnitt die Zwischen- und die Innenschüsse gleichermaßen bindet,
- Fig. 13.
- zeigt eine Darstellung analog Fig. 7, wobei ein zusätzlicher Zwischenschuss vorgesehen ist,
- Fig. 14 und 15
- Modifikationen der Bindung nach Fig.13,
- Fig. 16
- ein Wirkungsschema der paarigen Schussbindung bei Rückenschüssen an einer Oberware analog zu Fig. 1 und 2,
- Fig. 17
- ein Wirkungsschema bei der Anwendung von Leinwandbindung an den Rückenschüssen an einer Oberware und
- Fig. 18
- ein Wirkungsschema bei asymmetrisch gestreckter Einbindung der Bindekettfäden unter Nutzung ihrer Klemmwirkung in dem fertigen Gewebe einer Oberware.
Jede der Grundwaren OW, UW enthält in Kettrichtung verlaufende Füllkettfäden FK und parallel dazu ausgerichtete, nicht musternde Polfäden, die im folgenden als Totpole PT oder Totpolstrang bezeichnet werden.
Diese beiden Fadenguppen FK, PT werden an der Außenseite durch Rückenschüsse SR und an der Innenseite durch Innenschüsse SI gehalten. Die Lage der Rücken- SR und Inennschüsse SI wird durch Bindekettfäden B, (in Fig. 1: B1, B2) fixiert. Die Bindekettfäden B sind gruppenweise angeordnet.
In einen Bindungsrapport der Bindekettfäden B finden wir in der Regel mindestens einen Halteabschnitt Y und mindestens einen Ausgleichsabschnitt Z.
Der erste Halteabschnitt Y1 des Bindekettfades B1 der in Fig. 1 gezeigten Gruppe B1, B2 beginnt nach dem links oben gezeigten Innenschuss SI. Er schließt den oberen, linken Rückenschuss SR1 und dann den zweiten Rükkenschuss SR2 ein. Im folgenden ersten Ausgleichsabschnitt Z1 wird dieser Bindekettfaden B1 zum folgenden Innenschuss SI und von dort in der gleichen Ebene bis zum nächsten Innenschuss SI geführt. Binden alle Bindekettfäden B1, B2 der Gruppe mit der gleichen Einbindungslänge, wäre der Bindungsrapport einer Gruppe hier bereits beendet.
Im vorliegenden Falle bindet der zweite Bindekettfaden B2 jedoch in anderer Weise. Er wechselt jeweils von einem, dem erstgenannten Paar Schussfäden gegenüber liegenden Schussfaden zum nächsten, der drei Schusseinträge später eingetragen wird. Dieser Bindekettfaden B2 bringt die nötige Längsspannung in das Grundgewebe und sorgt dafür, dass die Rückenschüsse SR, die Polhenkel tragen und die Innenschüsse SI, die Polhenkel führen, so eng aneinander ziehen, dass eine Schräglage der Polhenkel mit Sicherheit vermieden wird.
Damit die Einbindelänge beider Bindekettfäden B1, B2 innerhalb eines Rapportes gewährleistet bleibt, wechseln beide Bindekettfäden B1, B2 zweimal innerhalb einbes Rapportes R - ggfs. in einem besonderen Wechselabschnitt W gegenseitig ihre Bindungsart.
Die Fig. 9 bis 15 zeigen dagegen Grundwaren, d. h. Oberwaren OW, die auch Zwischenschüsse SZ (SZ1, SZ2, SZ3) aufweisen.
Deren Halteabschnitte Y4 und deren Ausgleichsabschnitte Z4 erstecken sich über je fünf Schusseintragszyklen. Die beiden Bindekettfäden B7, B8 binden jeweils nur über je einen Schuss, einen Rückenschuss SR oder einen Innenschuss SI.
Der Halteabschnitt Y4' erstreckt sich über fünf Schusseinträge, während dar Ausgleichsabschnitt Z4' sieben Schusseinträge umfasst. Es ist zweckmäßig diese Bindungsarten nach bestimmten Abschnitten - wie in Fig 2 erwähnt - gegenseitig zu wechseln. Möchte man derartige Wechsel W vermeiden, dann müssen die beiden unterschiedlich bindenden Paare von Bindekettfäden B5, B6 bzw. B7, B8 von zwei verschiedenen Kettbäumen abgezogen werden.
Die Halteabschnitte Y5 umfassen fünf Schusseinträge, während die Ausgleichabschnitte Z5 nach je drei Touren abgeschlossen sind.
In den Fig. 9 bis 11 ist die regelmäßige Einbindung der Schussfäden durch Bindekettfäden B25, B26, B27 gezeigt, wobei die Bindekettfäden nach einheitlicher Bindungsart mit dem Rapport R9, R10, R11 nahezu symmetrisch die Schussfäden SR, Si im gegenseitigen Wechsel einzeln fixieren.
Die Bindekettfäden B25, B26, B27, B28 jeder dieser Grundwaren können, bezogen auf eine Gruppe in ein bis vier Kettkursen angeordnet sein.
Die Bindung nach Fig.13 ist im wesentlichen vergleichbar mit der Bindung nach Fig.7. Die Wechselabschnitte W sind jedoch verkürzt.
Die Halteabschnitte Y13 erstrecken sich über fünf Schusseintragszyklen; die Ausgleichsabsch nitte Z13 ebenfalls.
Die zusätzlichen Zwischenschüsse SZ1, die die Füllkette FK gegen die Rükkenschüsse SR drücken, sorgen für eine leichte Wölbung der Füllkette FK, die das Gleiten der Rückenschüsse SR in Kettrichtung zusätzlich behindert.
Die Ursache dafür ist im Detail variabel. Die dabei wirkenden Prinzipien darzustellen, ist Gegenstand der Fig. 16 bis 18.
In der Bindungsform nach Fig. 16 wird die symmetrische Belastung eines Schussfadenpaares durch die Bindekette B1 genutzt. Die notwendigen Kräfte für das Aneinanderhalten des Schussfadenpaares SR1 und SR2 in Kettrichtung liefert die Bindekette B2 mit ihren diagonal gerichteten Halte- Y2 und Ausgleichsabschnitten Z2. Das Summieren innerer Spannungen in den Bindeketten B1, B2 wird durch die Umschlingungsreibung in Verbindung mit der Reibung durch die Klemmwirkung innerhalb des fertigen Gewebes vermieden. Mit der Verteilung der Bindekettfäden B1 und B2 in einander benachbarten Kettkursen kann man nicht nur die Dichte in Schussrichtung sondern auch die Dichte in Kettrichtung erhöhen. An den dichtesten Stellen im Gewebe werden Kreuzungsstellen der Bindekettfäden B1, B2 vermieden.
Die nahezu senkrechte Ausrichtung der Polfadenschenkel ist auch mit dieser Variante realisierbar. Die Ergebnisse beim Erreichen einer hohen Poldichte sind ähnlich zu bewerten, wenn eine bestimmte Rapportlänge gewährleistet ist. Die Wirkungen hinsichtlich der Einsparung an Material für die Bindekette insgesamt sind auch bei dieser Variante voll wirksam.
- OW
- Oberware
- UW
- Unterware
- K, K1, K2
- Kettkurs
- S
- Schussfäden, allgemein
- SR
- Rückenschuss
- Sl
- Innenschuss
- SZ
- Zwischenschuss, allgemein
- SZ1
- Zwischenschuss, über Innenschuss
- SZ2
- Zwischenschuss, unter Rückenschuss
- SZ3
- Zwischenschuss, zw. zwei Paaren von Innen- und Rückenschuss
- FK
- Füllkette
- P
- Polfäden, allgemein
- PM
- Polfäden, musternd
- PT
- Polfäden, nicht musternd bzw Totpole
- B
- Bindekettfäden, allgemein
- B1, B2
- Bindekettfäden, Gruppe
- B3, B4
- Bindekettfäden, Gruppe
- B5, B6, B7, B8
- Bindekettfäden, Gruppe
- B9, B10, B11, B12
- Bindekettfäden, Gruppe
- B13, B14, B15, B16
- Bindekettfäden, Gruppe
- B17, B18, B19, B20
- Bindekettfäden, Gruppe
- B21, B22, B23, B24
- Bindekettfäden, Gruppe
- B25, B26, B27, (B28)
- Bindekettfäden, Gruppe
- B29, B30
- Bindekettfäden, Gruppe
- B31, B32, B33,
- Bindekettfäden, Gruppe
- B34, B35, B36
- Bindekettfäden, Gruppe
- B37, B38, B39
- Bindekettfäden, Gruppe
- B40, B41
- Bindekettfäden, Gruppe
- R
- Bindungrapport, allgemein
- R+Ziffer der Fig.
- Bindungsrapport, spezifisch
- X1, X2
- Bindungsabschnitt
- W
- Wechselabschnitt
- Y+Ziffer der Fig.
- Halteabschnitt
- Z+Ziffer der Fig.
- Ausgleichsabschnitt
- A
- Anschlagrichtung
Claims (12)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50011569T DE50011569D1 (de) | 2000-08-16 | 2000-08-16 | Verfahren zur Herstellung eines Doppelpolgewebes |
| EP00117599A EP1180556B1 (de) | 2000-08-16 | 2000-08-16 | Verfahren zur Herstellung eines Doppelpolgewebes |
| US09/903,067 US6502605B2 (en) | 2000-08-16 | 2001-07-11 | Process for the production of a face-to-face carpet fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00117599A EP1180556B1 (de) | 2000-08-16 | 2000-08-16 | Verfahren zur Herstellung eines Doppelpolgewebes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1180556A1 true EP1180556A1 (de) | 2002-02-20 |
| EP1180556B1 EP1180556B1 (de) | 2005-11-09 |
Family
ID=8169534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00117599A Expired - Lifetime EP1180556B1 (de) | 2000-08-16 | 2000-08-16 | Verfahren zur Herstellung eines Doppelpolgewebes |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6502605B2 (de) |
| EP (1) | EP1180556B1 (de) |
| DE (1) | DE50011569D1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1398403A1 (de) * | 2002-09-11 | 2004-03-17 | N.V. Michel Van de Wiele | Verfahren zum Weben eines Polgewebes |
| EP1489211A2 (de) * | 2003-06-21 | 2004-12-22 | SCHÖNHERR Textilmaschinenbau GmbH | Verfahren zur Herstellung eines Doppelpolgewebes auf einer Doppelpolwebmaschine |
| EP1489210A1 (de) * | 2003-06-21 | 2004-12-22 | SCHÖNHERR Textilmaschinenbau GmbH | Verfahren zur Herstellung eines Doppelpolgewebes auf einer Doppelpolwebmaschine |
| FR2929623A1 (fr) * | 2008-04-03 | 2009-10-09 | Schonherr Textilmaschb | Procede de tissage pour realiser un tapis et tapis obtenu par un tel procede |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7520303B2 (en) * | 2005-06-24 | 2009-04-21 | N.V. Michel Van De Wiele | Method for weaving a fabric, fabric woven by means of such a method and weaving machine for weaving such a fabric |
| BE1016883A3 (nl) * | 2005-12-06 | 2007-09-04 | Wiele Michel Van De Nv | Werkwijze voor het vervaardigen van poolweefsels met hoge dichtheid. |
| EP2251467B1 (de) * | 2009-05-13 | 2013-08-07 | SCHÖNHERR Textilmaschinenbau GmbH | Verfahren zum gleichzeitigen Weben von zwei Gewebe, Gewebe das mit einem solchen Verfahren gewebt wird und Webmaschine bei der dieses Verfahren anwendbar ist. |
| EP2758573B1 (de) * | 2011-09-22 | 2019-07-10 | NV Michel van de Wiele | Verfahren zum weben eines polgewebes |
| EP3702500B1 (de) * | 2019-02-26 | 2022-04-06 | STÄUBLI BAYREUTH GmbH | Verfahren zum weben von florgeweben und nach diesem verfahren gewebtes florgewebe |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE675494A (de) * | ||||
| EP0628649A1 (de) * | 1993-06-11 | 1994-12-14 | N.V. Michel Van de Wiele | Verfahren zum Herstellen von Doppelplüschgeweben |
| EP0922799A2 (de) * | 1997-12-09 | 1999-06-16 | N.V. Michel Van de Wiele | Verfahren zum Weben eines Polgewebes mit hoher Poldichte |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE574920C (de) | 1928-11-24 | 1935-05-17 | Karl Petzoldt | Jacquardmaschine |
| FR1401236A (fr) * | 1964-03-04 | 1965-06-04 | Librex Anstalt | Nouveau tapis tissé en double pièce et mode de tissage de ce tapis |
| US3612110A (en) * | 1968-10-22 | 1971-10-12 | Gerald Charles Wildi | Woven tapes |
| BE1004348A3 (nl) * | 1990-06-05 | 1992-11-03 | Wiele Michel Van De Nv | Werkwijze voor het vervaardigen van een dubbelstuktapijtweefsel, in een 2-schotbinding alsmede aldus verkregen weefsels. |
| BE1012004A3 (nl) * | 1997-12-01 | 2000-04-04 | Wiele Michel Van De Nv | Werkwijze voor het vervaardigen van een poolweefsel met grove poolkettingdraden. |
-
2000
- 2000-08-16 DE DE50011569T patent/DE50011569D1/de not_active Expired - Lifetime
- 2000-08-16 EP EP00117599A patent/EP1180556B1/de not_active Expired - Lifetime
-
2001
- 2001-07-11 US US09/903,067 patent/US6502605B2/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE675494A (de) * | ||||
| EP0628649A1 (de) * | 1993-06-11 | 1994-12-14 | N.V. Michel Van de Wiele | Verfahren zum Herstellen von Doppelplüschgeweben |
| EP0922799A2 (de) * | 1997-12-09 | 1999-06-16 | N.V. Michel Van de Wiele | Verfahren zum Weben eines Polgewebes mit hoher Poldichte |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1398403A1 (de) * | 2002-09-11 | 2004-03-17 | N.V. Michel Van de Wiele | Verfahren zum Weben eines Polgewebes |
| BE1015103A3 (nl) * | 2002-09-11 | 2004-10-05 | Wiele Michel Van De Nv | Werkwijze voor het weven van een poolweefsel. |
| US6945280B2 (en) | 2002-09-11 | 2005-09-20 | N. V. Michel Van De Wiele | Method for weaving a pile fabric |
| EP1489211A2 (de) * | 2003-06-21 | 2004-12-22 | SCHÖNHERR Textilmaschinenbau GmbH | Verfahren zur Herstellung eines Doppelpolgewebes auf einer Doppelpolwebmaschine |
| EP1489210A1 (de) * | 2003-06-21 | 2004-12-22 | SCHÖNHERR Textilmaschinenbau GmbH | Verfahren zur Herstellung eines Doppelpolgewebes auf einer Doppelpolwebmaschine |
| EP1489211A3 (de) * | 2003-06-21 | 2005-11-09 | SCHÖNHERR Textilmaschinenbau GmbH | Verfahren zur Herstellung eines Doppelpolgewebes auf einer Doppelpolwebmaschine |
| FR2929623A1 (fr) * | 2008-04-03 | 2009-10-09 | Schonherr Textilmaschb | Procede de tissage pour realiser un tapis et tapis obtenu par un tel procede |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50011569D1 (de) | 2005-12-15 |
| EP1180556B1 (de) | 2005-11-09 |
| US6502605B2 (en) | 2003-01-07 |
| US20020036021A1 (en) | 2002-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0437174B1 (de) | Implantat für einen künstlichen Bänder- und/oder Sehnenersatz | |
| DE69733621T2 (de) | Papiermacher Verbundgewebe mit gepaarten Verbindungsschussfäden | |
| DE2407952A1 (de) | Gewebe fuer wasserentfernung bei der papierherstellung | |
| DE4103908A1 (de) | Geflochtene verstaerkung fuer rohrfoermige leitungen, z. b. schlaeuche, und verfahren und vorrichtung zur herstellung einer solchen verstaerkung | |
| EP0981660A1 (de) | Gewebe mit veränderlicher breite | |
| DE2539668B2 (de) | Verbundgarn und verfahren zu dessen herstellung | |
| EP1180556A1 (de) | Verfahren zur Herstellung eines Doppelpolgewebes | |
| EP2625325B1 (de) | Papierführungsseil | |
| DE2263476B2 (de) | Gewebe für Papiermaschinensiebe | |
| DE10007375A1 (de) | Felgenschlauch aus textilem Fadenmaterial zur Befestigung mindestens eines schallschluckenden Körpers | |
| DE69915234T2 (de) | Verfahren zum Weben von Doppelplüschgeweben | |
| DE2608039C2 (de) | Seil | |
| DE102005060301A1 (de) | Papiermaschinenbespannung | |
| EP0889160B1 (de) | Papiermaschinensieb | |
| DE19917868A1 (de) | Weblitzen | |
| DE102016100354A1 (de) | Transport- oder Antriebsband sowie ein zu dessen Herstellung geeigneter Webkamm | |
| DE69913295T2 (de) | Verfahren zum Herstellen von Gewebe mit Rippenstruktur und nach diesem Verfahren hergestellte Gewebe | |
| EP1489210A1 (de) | Verfahren zur Herstellung eines Doppelpolgewebes auf einer Doppelpolwebmaschine | |
| EP0943711B1 (de) | Frottiergewebe mit Reliefeffekt und Verfahren zu dessen Herstellung | |
| DE4221376C2 (de) | Verfahren zur Herstellung von in der Florebene trennbarem Doppelflorgewebe | |
| CH706494B1 (de) | Kletterseil und Verfahren zur Herstellung. | |
| DE10204357B4 (de) | Preßfilz | |
| DE19504300B4 (de) | Gewebe, sowie Verfahren zu dessen Herstellung | |
| EP1217114A1 (de) | Verfahren zur Herstellung eines Doppelpolgewebes | |
| DE19609492A1 (de) | Gewebe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE Kind code of ref document: A1 Designated state(s): BE DE FR GB IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20020613 |
|
| AKX | Designation fees paid |
Free format text: BE DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20040420 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051109 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50011569 Country of ref document: DE Date of ref document: 20051215 Kind code of ref document: P |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20051109 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060810 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180829 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20180827 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50011569 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 |