EP0759839B2 - Platte, insbesondere hartfaserplatte - Google Patents
Platte, insbesondere hartfaserplatte Download PDFInfo
- Publication number
- EP0759839B2 EP0759839B2 EP95915794A EP95915794A EP0759839B2 EP 0759839 B2 EP0759839 B2 EP 0759839B2 EP 95915794 A EP95915794 A EP 95915794A EP 95915794 A EP95915794 A EP 95915794A EP 0759839 B2 EP0759839 B2 EP 0759839B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- panel
- groove
- board
- adhesive
- grooves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000835 fiber Substances 0.000 title claims abstract 17
- 239000000853 adhesive Substances 0.000 claims abstract description 58
- 230000001070 adhesive effect Effects 0.000 claims abstract description 58
- 238000000034 method Methods 0.000 claims abstract description 14
- 238000004519 manufacturing process Methods 0.000 claims abstract description 12
- 239000013013 elastic material Substances 0.000 claims description 8
- 239000007788 liquid Substances 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims 2
- 229920002635 polyurethane Polymers 0.000 claims 1
- 238000009434 installation Methods 0.000 abstract description 4
- 238000003754 machining Methods 0.000 abstract description 3
- 230000000295 complement effect Effects 0.000 abstract description 2
- 238000003801 milling Methods 0.000 description 24
- 239000003292 glue Substances 0.000 description 16
- 230000032258 transport Effects 0.000 description 11
- 238000011049 filling Methods 0.000 description 8
- 238000003860 storage Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 3
- 238000009420 retrofitting Methods 0.000 description 3
- 238000010792 warming Methods 0.000 description 3
- STBLNCCBQMHSRC-BATDWUPUSA-N (2s)-n-[(3s,4s)-5-acetyl-7-cyano-4-methyl-1-[(2-methylnaphthalen-1-yl)methyl]-2-oxo-3,4-dihydro-1,5-benzodiazepin-3-yl]-2-(methylamino)propanamide Chemical compound O=C1[C@@H](NC(=O)[C@H](C)NC)[C@H](C)N(C(C)=O)C2=CC(C#N)=CC=C2N1CC1=C(C)C=CC2=CC=CC=C12 STBLNCCBQMHSRC-BATDWUPUSA-N 0.000 description 2
- 229940125878 compound 36 Drugs 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 239000002313 adhesive film Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 208000018459 dissociative disease Diseases 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000002983 wood substitute Substances 0.000 description 1
Images










Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47B—TABLES; DESKS; OFFICE FURNITURE; CABINETS; DRAWERS; GENERAL DETAILS OF FURNITURE
- A47B96/00—Details of cabinets, racks or shelf units not covered by a single one of groups A47B43/00 - A47B95/00; General details of furniture
- A47B96/20—Furniture panels or like furniture elements
- A47B96/202—Furniture panels or like furniture elements with a continuous layer allowing folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G11/00—Applying adhesives or glue to surfaces of wood to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G5/00—Machines or devices for working mitre joints with even abutting ends
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/30—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure
- E04C2/40—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure composed of a number of smaller components rigidly or movably connected together, e.g. interlocking, hingedly connected of particular shape, e.g. not rectangular of variable shape or size, e.g. flexible or telescopic panels
- E04C2/405—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure composed of a number of smaller components rigidly or movably connected together, e.g. interlocking, hingedly connected of particular shape, e.g. not rectangular of variable shape or size, e.g. flexible or telescopic panels composed of two or more hingedly connected parts
Definitions
- the invention relates to a plate, in particular a Hard laser plate and a method for its production with the features of the preamble of claims 1 and 13.
- the invention is therefore based on the object to provide a plate, in particular hardboard, when folding in the direction of the visible surfaces without using one to be applied to the visible surface Adhesive tape is possible and this at the same time high stability of the plates in the unfolded state and at the same time low Construction costs.
- the glue is a polyuretan glue, it will become a very durable and for the present use chosen suitable adhesive.
- the glue is only for the purpose the foldability of the plates is used; a bonding yourself on the occasion of positioning during assembly in Touch of passing adhesive coated surfaces is neither intended nor expected, because the glue has a hinge function, even after disassembly a mounted with the plates according to the invention Furniture continues to be usable.
- the grooved plate with a arranged opposite one another and with the first groove having a common baseline Groove is provided and that at least one of the grooves with one the plate parts pivotally to each other holding adhesive is made in the simplest way and way, d. H. without great constructive technical Hassle, a procedure that provides a Foldability of panels, in particular hardboard, allows without any visual or technical disadvantages such as instability or disruption of the visible surfaces arise.
- Is at least one receiving the plate to be processed and at least one at least one groove in the plate top milling milling device having and the plates at least in the area of Milling device with low vibration holding, leading and transporting workstation is provided above There is at least one more to it subsequent, a further to be processed plate receiving and at least one of each of the foldabilities the plate serving, previously introduced groove opposite, complementarily trained Groove in the plate milling milling device having and the plate at least in the region of the milling device low-vibration, leading and transporting further workstation provided and at least one is an adhesive in at least one of each one of the oppositely disposed grooves introducing Device provided, it is characterized a plant for the production of foldable plates, in particular Hardboard, provided with these foldable plates can be created without that in each case retrofitting, retrofitting or separate in-house Transports are necessary.
- a Plattenwarmmstation arranged and the plate warming up station is the plates in the area the future groove warming up, so will thereby an optimal preparation of the plates achieved, d. H. it ensures that it is when milling the groove does not crack or other damage the surface, in particular the paint comes.
- slide rails are spring-mounted, then It also ensures that these are vibration-free Processing even with different thicknesses is guaranteed.
- roller bodies arranged in the workstations the area of work to be done or to creating groove and end the reel body with their Ends at a distance, so this prevents in optimally an unwanted vibration of the processed Plates.
- Is an adhesive dispensing shoe that introduces the adhesive into the groove provided, the shoe is at least partially heated bear, the shoe has a vertically adjustable Guide part on and is the shoe under tension in the to be provided with adhesive groove Advancing the plate slidably disposed in the groove, so is thereby achieved, on the one hand, that the strength of the Glue variabal adjustable in the simplest way and on the other hand, that the glue is optimal Temperature range is introduced into the groove and even with continuous feed sufficient glue gets into the groove.
- Annex 1 from several workstations, in here present embodiment of seven Workstations 2, 3, 4, 5, 6, 7, 8.
- the system 1 has, as shown in FIGS. 1 and 2 see, a first work or loading station 2, in which the plates 10 to be processed are provided be, d. H. here by means of a corresponding Hydraulics to the system loading level 9, then to the second station of the Annex 1, d. H. spent in the so-called. Auffilstaion 3 individually to be able to.
- This heating station 3 has in this present Embodiment two designed as a toothed belt Endless belts 11, 12, which the feed of serving plates 10 serve.
- endless belts are, as shown in FIGS. 2 and 10 to seen at a distance from each other coaxial to the symmetry or machining axis 13 of the system 1 arranged.
- FIG the third workstation 4 two spaced apart and parallel to the axis of symmetry 13 of Appendix 1 extending Belt drive 22, 23 on.
- the upper strand 24 slides the respective belt drives 22, 23 in the area of the third Workstation via slide rails 14, 15, the resilient against the underside of the upper run 24 of the Belt drives 22, 23 press and thereby ensure that the plates to be processed 10 with appropriate Pressure against the roller body 25, 26 pressed become.
- roller body 25 are present here Embodiment outside the milling area 28 and the Medmassenabgabestation 29 to corresponding Rotate, support and span axles throughout the entire middle range the workstation, d. H. they end in one Distance to the axis of symmetry 13.
- roller bodies 26 are not arranged continuously, Rather, roller bodies 25 are provided, flying on so-called axle stubs 30 are stored, wherein on the axis of symmetry thirteenth facing end of the stub axle 30 in this present Embodiment one each a ball bearing exhibiting rolling element 31 is arranged.
- the to Symmetry axis 13 pointing stub axle 30 are positioned over brackets 32 such that the plate to be processed 10 in the field of processing stations 28, 29 and here especially in the milling area 28 and in the filling material dispensing station 29 far is guided vibration-free, so that it still too descriptive milled not to, by a vibration caused, inaccuracy comes.
- the cutter 33 a Milling disk 34 has, corresponding to FIG. 4 a Trapezoidal depression or groove 48 parallel to the axis of symmetry in the plates to be processed 10, caused by a usual rotation of the milling disc 34 and the feed in the direction of movement 16 of Incorporating plate 10.
- the cover layer 35 of the plates 10 is cut through, wherein the lower edge or base line 49 of the resulting channel or groove 48 in the present embodiment, approximately 1/10 millimeters below the top 27 of the wood panel 10 is arranged.
- the plate 10 provided with a milled recess on its upper side 27 now enters the filling material dispensing station 29 of the third workstation 4, the groove 48 being filled with a filling compound 36 having the color of the covering layer 35 in accordance with FIG. 6 by means of a filling material delivery.
- the filling material 36 is a Polyuretanone.Es would be just as possible, another elatician or high Eleatic color, such. B. a highly elastic Water color, to use.
- the plate 10 After leaving the Medmassenabgabestation 29 Now the plate 10 enters a fourth workstation 5, in which it is a so-called. Drying station.
- IR emitters heat sources, the the filling compound 36 until reaching the next, d. H. the fifth workstation 6 dry, or cure.
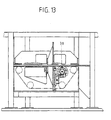
- the fifth workstation 6 is largely identical constructed to third workstation 4, but is located Here, as can be seen from Figs. 13 and 12, the router 33 with milling disc 34 not above the reel body 25, 26, but rather below.
- the depth of cut is chosen such that a direct contact with the milled recess at the top will be produced. Again, the plates are 10 largely vibration-free through the milling area guided
- the adhesive 46 is thereby, as shown in FIGS. 7 and 8 can be seen in the groove 40 via a so-called. Klebabgabeschuh 41 with the walls of the groove 40 in contact and applied to this.
- the Klebabgabeschuh 41 consists of a first Guide member 42, the Kiebeabgabe noise 43 always keeps in optimal position in the groove 40 thereby that it slides in the groove 40 and the adhesive dispenser 43 with shoe 41 both horizontally as also vertical to the axis of symmetry 13, d. h., in one certain game is arranged displaced.
- the guide part 42 in the arrow direction 44 adjustable with respect to the adhesive dispensing part 45 arranged and is at a predetermined pressure in the groove 40 is pressed, so that by the vertical adjustability the guide part 42 of the adhesive dispensing shoe 41 and the corresponding bias the Adhesive strength of the adhesive can be predetermined can.
- the shoe 41 is heated, so that the adhesive is introduced into the groove 40 in optimum viscosity is and with the filling material 36 in direct contact can get to, in a particular embodiment to connect with this.
- the plate 10 After passing through the adhesive dispensing station 38 the plate 10 then enters the sixth workstation 7, which is a cooling station.
- the glue is only for the purpose the foldability of the plates is used; a bonding yourself on the occasion of positioning during assembly in Contact is passing adhesive coating surfaces neither intended nor expected, because the glue has a hinge function, even after disassembly a mounted with the plates according to the invention Furniture continues to be usable.
- Plate 10 of the means of Appendix 1 machined plate 10 it may be both around a hardboard, HDF and / or MDF board 10 act.
- the plate can also be made of plastic, a wood substitute or other material consist.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Architecture (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Laminated Bodies (AREA)
- Drawing Aids And Blackboards (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Reinforced Plastic Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Description
- Fig. 1
- die Anlage in Seitenansicht,
- Fig. 2
- die Anlage in Draufsicht,
- Fig. 3
- einen Ausschnitt aus einer erfindungsgemäßen Hartfaserplatte in perspektivischer Ansicht auf die Plattenkante,
- Fig. 4
- eine Detailzeichnung IV aus Fig. 3,
- Fig. 5
- eine Detailzeichnung im Schnitt im Bereich der Fräse der dritten Arbeitsstation,
- Fig. 6
- eine Detailzeichnung im Schnitt im Bereich der Füllmassenabgabe der dritten Arbeitsstation
- Fig. 7
- eine Detailzeichnung im Schnitt im Bereich der Kleberabgabe der zweiten Arbeitsstation,
- Fig. 8
- eine Detailzeichnung des Klebeabgabeschuhs aus Fig. 7 in perspektivischer Ansicht.
- Fig. 9
- eine schematische Teilansicht in Draufsicht der Teilungsmaschine,
- Fig. 10
- eine Teilansicht in Draufsicht der dritten Arbeitsstation,
- Fig. 11
- eine Teilansicht in Seitenansicht der dritten Arbeitsstation,
- Fig. 12
- eine Teilansicht in Draufsicht der fünften Arbeitsstation und
- Fig. 13
- eine Teilansicht in Seitenansicht der fünften Arbeitsstation.
Im weiteren Verlauf gelangt nun die an ihrer Oberseite 27 mit einer Einfräsung versehene Platte 10 in die Füllmassenabgabestation 29 der dritten Arbeitsstation 4, wobei hier entsprechend Fig. 6 mittels einer Füllmassenabgabe die Nut 48 mit einer die Farbe der Deckschicht 35 aufweisenden Füllmasse 36 aufgefüllt wird.
Claims (15)
- Platte, insbesondere Hartfaserplatte, dadurch gekennzeichnet, daß wenigstens eine eine Faltung der Platte (10) um eine Schwenkachse (51) ermöglichende und im Bereich der Schwenkachse (51) angeordnete Nut (40; 48) vorgesehen ist und daß die Nut (48; 40) wenigstens teilweise mit einem die zu faltenden Plattenteile verschwenkbar verbindenden Kleber (46) versehen ist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 1, dadurch gekennzeichnet, daß die Schenkel der Nut (48; 40) insgesamt mit einem die zu faltenden Plattenteile verschwenkbar verbindenden Kleber (46) versehen ist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Nut wenigstens teilweise über ihre gesamte Länge mit einem die zu faltenden Plattenteile verschwenkbar verbindenden Kleber (46) versehen ist.
- Platte, insbesondere Hartfaserplatte, nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß zwei eine Faltung der Platte (10) um eine Schwenkachse (51) ermöglichende und im Bereich der Schwenkachse (51) angeordnete Nuten (40; 48) vorgesehen sind, daß die Nuten (40; 48) einander gegenüberliegend angeordnet sind und daß wenigstens eine der Nuten (40; 48) mit einem die zu faltenden Plattenteile verschwenkbar verbindenden Kleber (46) versehen ist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 4, dadurch gekennzeichnet, daß eine der Nuten (40; 48) mit einem die faltenden Plattenteile verschwenkbar verbindenden Kleber (46) versehen ist.
- Platte, insbesondere Hartfaserplatte, nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß wenigstens eine der Nuten (40; 48) trapezförmig ausgestaltet ist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 6, dadurch gekennzeichnet, daß die mit einem die zu faltenden Plattenteile verschwenkbar verbindenden Kleber (46) versehene Nut (40) trapezförmig ausgestaltet ist.
- Platte, insbesondere Hartfaserplatte, nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß die einander gegenüberliegend angeordneten Nuten (40; 48) trapezförmig ausgestattet sind und daß die Nuten eine gemeinsame Grundlinie (49) aufweisend zueinander angeordnet sind.
- Platte, insbesondere Hartfaserplatte, nach einen der Ansprüche 1 bis 8, dadurch gekennzeichnet daß die der den Kleber (46) aufweisende Nut (40 gegenüberliegend angeordnete Nut (48) der Plat tensichtfläche (27) zugeordnet ist und daß sie mi einer an die Farbe der Sichtftäche (27) angepaßter elastischen Masse wenigstens teilweise gefüllt ist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 9, dadurch gekennzeichnet, daß die de Sichtfläche (27) zugeordnete Nut (48) eine Tiefe von 0,1 bis 0,3 Milimeter, vorzugsweise 0,1 Milime ter aufweist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 10, dadurch gekennzeichnet, daß der Kleber (46) ein Polyuretankleber ist.
- Platte, insbesondere Hartfaserplatte, nach Anspruch 11, dadurch gekennzeichnet, daß der Kleber 0,1 bis 0,4 Milimeter dick ist.
- Verfahren zur Herstellung einer faltbaren Platte, insbesondere Hartfaserplatte, dadurch gekennzeichnet, daß die Platte (10)a) im Faltungsbereich (51) mit einer Nut (48) versehen wird,b) die mit einer Nut (48) versehene Platte (10) mit einer weiteren gegenüberliegend angeordneten und mit der ersten Nut (48) eine gemeinsame Grundlinie (49) aufweisende Nut (40) versehen wird und daßc) wenigstens eine der Nuten (40; 48) mit einem die Plattenteile verschwenkbar zueinander haltenden Kleber (46) versehen wird.
- Verfahren zur Herstellung einer faltbaren Platte, insbesondere Hartfaserplatte, nach Anspruch 13. dadurch gekennzeichnet, daß die Platte (10)a) im Faltungsbereich (51) an ihrer Sichtseite (27) mit einer trapezförmig ausgestalteten Nut (48) versehen wird,b) daß in die Nut (48) ein elastisches Material (36) eingebracht wird,c) daß die mit einer Nut (48) versehene Platte (10) mit einer weiteren gegenüberliegend angeordneten und trapezförmig ausgestalteten und mit der gegenüberliegend angeordenten Nut (48) eine gemeinsame Grundlinie (49) aufweisende Nut versehen wird undd) daß in diese Nut (40) ein PUR-Kleber (46) eingebracht wird.
- Verfahren zur Herstellung einer faltbaren Platte, insbesondere Hartfaserplatte, nach einem der Ansprüche 13 oder 14, dadurch gekennzeichnet, daß die Platte (10)a) zunächst im Bereich in der auf der Sichtseite (27) einzubringenden Nut (48) vor Einbringen dieser Nut erwärmt wird,b) daß das in die Nut (48) eingebrachte elastische Material (36) in einem weiteren Arbeitsschritt getrocknet wird undc) daß der in die gegeüberliegend angeordnete Nut (40) eingebrachte Kleber (40) in einem weiteren sich an die Einbringung des Klebers (46) anschließenden Arbeitsschritt durch Kühlen mit Flüssigkeit ausgehärtet wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29522390U DE29522390U1 (de) | 1994-05-26 | 1995-04-20 | Platte, insbesondere Hartfaserplatte |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4418274A DE4418274C2 (de) | 1994-05-26 | 1994-05-26 | Platte, insbesondere Hartfaserplatte |
| DE4418274 | 1994-05-26 | ||
| PCT/DE1995/000530 WO1995032847A1 (de) | 1994-05-26 | 1995-04-20 | Platte, insbesondere hartfaserplatte |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0759839A1 EP0759839A1 (de) | 1997-03-05 |
| EP0759839B1 EP0759839B1 (de) | 1998-02-04 |
| EP0759839B2 true EP0759839B2 (de) | 2005-01-19 |
Family
ID=6518947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95915794A Expired - Lifetime EP0759839B2 (de) | 1994-05-26 | 1995-04-20 | Platte, insbesondere hartfaserplatte |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0759839B2 (de) |
| AT (1) | ATE162972T1 (de) |
| CZ (1) | CZ287511B6 (de) |
| DE (2) | DE4418274C2 (de) |
| DK (1) | DK0759839T4 (de) |
| PL (1) | PL177684B1 (de) |
| WO (1) | WO1995032847A1 (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19713363A1 (de) * | 1997-03-29 | 1998-10-01 | Pelka Joachim Dipl Ing Fh | Verfahren zur Vergrößerung einer Fläche |
| DE19804787C2 (de) * | 1998-02-06 | 1999-11-25 | Atex Werke Gmbh & Co Kg | Verfahren zum Herstellen faltbarer Faserplatten |
| ITUD20010202A1 (it) * | 2001-12-05 | 2002-07-11 | Fantoni Spa | Metodo per fabbricare contenitori, quali scatole, cassette da frutta, contenitori per arredamento o per uso personale od altro e contenit |
| ES2278864T3 (es) | 2002-05-24 | 2007-08-16 | Kronotec Ag | Tableros plegables con rampa y lengueta. |
| DE10301533A1 (de) * | 2003-01-17 | 2004-08-05 | Daimlerchrysler Ag | Anordnung eines Widerlagers |
| DE10322218B3 (de) * | 2003-05-16 | 2004-07-22 | Ima Klessmann Gmbh Holzbearbeitungssysteme | Verfahren und Maschine zum Herstellen von faltbaren Möbelrückwänden |
| WO2005020754A1 (de) * | 2003-08-22 | 2005-03-10 | Fritz Egger Beschichtungswerk Marienmünster Gmbh & Co. Kg | Faltbares bauelement, insbesondere möbelbauteil |
| DE10344161B4 (de) * | 2003-09-22 | 2005-09-01 | W. Lehbrink Gmbh & Co. Kg, Maschinenfabrik | Verfahren zum Herstellen einer aus Faserplatten bestehenden Rückwand für Möbel |
| DE10354460B3 (de) * | 2003-11-21 | 2004-10-21 | Fortuna Medien Gmbh | Faltbare Platten |
| DE10354461B3 (de) * | 2003-11-21 | 2004-09-09 | Fortuna Medien Gmbh | Faltbare Platten |
| DE102005003396A1 (de) * | 2005-01-24 | 2006-07-27 | Homanit Gmbh & Co. Kg | Faltbare Platte und Verfahren zu deren Herstellung |
| DE202005018809U1 (de) * | 2005-11-30 | 2007-04-05 | Fritz Egger Gmbh & Co. | Faltbare Platte |
| DE102009020982A1 (de) | 2009-05-12 | 2010-11-18 | Lehbrink Spezialmaschinen Gmbh | Vorrichtung für die Bearbeitung von Platten |
| DE102011113389A1 (de) | 2011-09-16 | 2013-03-21 | Fritz Egger Gmbh & Co. Og | Faltbare Platte |
| SE541087C2 (en) * | 2016-06-30 | 2019-04-02 | Ikea Supply Ag | Furniture module, such as a wardrobe, with a pre-mounted backpiece |
| CN107972149B (zh) * | 2017-11-22 | 2019-12-24 | 昆山日门建筑装饰有限公司 | 一种门套生产流水线 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH275709A (fr) * | 1947-11-21 | 1951-06-15 | Weitzel Robert | Procédé de fabrication de panneaux pour construction et panneau obtenu par ce procédé. |
| DE2231577C3 (de) * | 1972-06-28 | 1978-11-23 | Fa. Richard Heinze, 4900 Herford | Beschlag zum gelenkigen Verbinden von Möbelwandteilen |
| DE2234902A1 (de) * | 1972-07-15 | 1974-01-31 | Boettcher & Gessner | Verfahren und vorrichtung zur kantenbearbeitung und -beschichtung an plattenfoermigen werkstuecken |
| US3943022A (en) * | 1974-07-22 | 1976-03-09 | Thermwood Corporation | Method of forming sharp bends in plastic faced flat panels |
| DE7623398U1 (de) * | 1976-07-24 | 1982-01-07 | Graetz Holzwerke GmbH, 8671 Geroldsgrün | Aus plattenfoermigem material gebildete abgerundete ecke |
| DE3109965A1 (de) * | 1981-03-14 | 1982-09-23 | Wilhelm Lehbrink Gmbh & Co Kg, 4811 Oerlinghausen | "verfahren zum herstellen eines aus holzwerkstoffplatten gefertigten korpus und holzwerkstoffplatte" |
| DE8127771U1 (de) | 1981-09-23 | 1982-03-04 | Wilhelm Lehbrink Gmbh & Co Kg, 4811 Oerlinghausen | "holzwerkstoffplatte" |
| GB2127742A (en) * | 1982-09-30 | 1984-04-18 | Perstorp Warerite Limited | Method of shaping a laminated product |
| DE8628728U1 (de) * | 1986-10-28 | 1994-03-17 | Imhoff, Adolf, Ing.(grad.), 5860 Iserlohn | Plattenförmiges Bauelement |
| DE8704894U1 (de) * | 1987-04-02 | 1988-05-05 | Fa. Buhmann, 7988 Wangen | Innenausbauelement |
-
1994
- 1994-05-26 DE DE4418274A patent/DE4418274C2/de not_active Revoked
-
1995
- 1995-04-20 CZ CZ19963442A patent/CZ287511B6/cs not_active IP Right Cessation
- 1995-04-20 DK DK95915794T patent/DK0759839T4/da active
- 1995-04-20 WO PCT/DE1995/000530 patent/WO1995032847A1/de not_active Ceased
- 1995-04-20 AT AT95915794T patent/ATE162972T1/de active
- 1995-04-20 DE DE59501421T patent/DE59501421D1/de not_active Expired - Lifetime
- 1995-04-20 EP EP95915794A patent/EP0759839B2/de not_active Expired - Lifetime
- 1995-04-20 PL PL95317346A patent/PL177684B1/pl unknown
Also Published As
| Publication number | Publication date |
|---|---|
| DE4418274A1 (de) | 1995-11-30 |
| ATE162972T1 (de) | 1998-02-15 |
| CZ287511B6 (en) | 2000-12-13 |
| EP0759839A1 (de) | 1997-03-05 |
| CZ344296A3 (en) | 1997-05-14 |
| PL317346A1 (en) | 1997-04-01 |
| DK0759839T4 (da) | 2005-02-28 |
| EP0759839B1 (de) | 1998-02-04 |
| DE4418274C2 (de) | 1997-11-27 |
| WO1995032847A1 (de) | 1995-12-07 |
| PL177684B1 (pl) | 1999-12-31 |
| DK0759839T3 (da) | 1998-09-23 |
| DE59501421D1 (de) | 1998-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0759839B2 (de) | Platte, insbesondere hartfaserplatte | |
| EP2243619B1 (de) | Vorrichtung und Verfahren zum Beschichten von Werkstücken | |
| DE68907723T2 (de) | Holzstruktur und rollenpresse dazu. | |
| DE19804787C2 (de) | Verfahren zum Herstellen faltbarer Faserplatten | |
| DE8004412U1 (de) | Kantenbearbeitungsmaschine | |
| EP2046544B1 (de) | Vorrichtung zum herstellen oder/und bearbeiten von paneelen | |
| EP2213413B1 (de) | Schleifmaschine zum Planschleifen von Bauelementen aus keramischem oder ähnlichem Material, insbesondere von Ziegelsteinen | |
| DE202007006546U1 (de) | Vorkammer | |
| EP0116335B1 (de) | Maschine zum Zusammensetzen von Furnierstreifen | |
| DE202007006550U1 (de) | Kanten-Anleimvorrichtung für den mobilen Einsatz | |
| DE102013008022B3 (de) | Federelement zum Glätten von Schmalflächen an Platten | |
| DE29522390U1 (de) | Platte, insbesondere Hartfaserplatte | |
| DE10354460B3 (de) | Faltbare Platten | |
| DE2523110A1 (de) | Furnierzusammensetzmaschine | |
| DE3039766A1 (de) | Vorrichtung zum fertigstellen von zwei- oder mehrfachisolierglasscheiben | |
| EP1262290A2 (de) | Sägeeinrichtung für Platten aus Holz, Kunststoff oder dergleichen | |
| EP0496341A2 (de) | Verfahren und Vorrichtung zur Herstellung einer Parkett-Decke | |
| EP0225577B1 (de) | Presse zum Herstellen einer Massivholzplatte | |
| DE10351406B4 (de) | Maschine zum Formen von Profilen zusammengesetzt aus Holz oder ähnlichem | |
| DE1453241C (de) | Im Durchlaufverfahren arbeitende Kan tenanleimmaschine | |
| DE1453241A1 (de) | Kantenaufwalzmaschine | |
| DE9422277U1 (de) | Faltplatte, insbesondere Hartfaserplatte | |
| EP1925426A1 (de) | Verfahren und Vorrichtung zum Beschichten einer Holzwerkstoffplatte mit einer Folie | |
| EP1666393B1 (de) | Vorrichtung zum Bereitstellen von leistenförmigen Elementen | |
| EP0689909B1 (de) | Plattenkette für Maschinen zum spanlosen Abtrennen von Holzlamellen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19961120 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19970516 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 162972 Country of ref document: AT Date of ref document: 19980215 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: R. A. EGLI & CO. PATENTANWAELTE Ref country code: CH Ref legal event code: EP |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59501421 Country of ref document: DE Date of ref document: 19980312 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980424 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: W. LEHBRINK GMBH & CO KG Effective date: 19981103 Opponent name: HORNITEX-WERKE GEBR. KUENNEMEYER GMBH & CO. KG Effective date: 19981103 Opponent name: SCHLINGMANN GMBH & CO. Effective date: 19981029 Opponent name: ATEX WERKE GMBH & CO. KG Effective date: 19981029 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: W. LEHBRINK GMBH & CO KG Opponent name: HORNITEX-WERKE GEBR. KUENNEMEYER GMBH & CO. KG Opponent name: SCHLINGMANN GMBH & CO. Opponent name: ATEX WERKE GMBH & CO. KG |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: BHF-BESCHICHTUNGSWERK GMBH & CO. KG |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: BHF-BESCHICHTUNGSWERK GMBH & CO. KG |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: BHF-BESCHICHTUNGSWERK B. HAGEDORN GMBH & CO. TRANSFER- BHF BESCHICHTUNGSWERK GMBH & CO. KG |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: EGGER BESCHICHTUNGSWERK MARIENMUENSTER GMBH & CO K |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: EGGER BESCHICHTUNGSWERK MARIENMUENSTER GMBH & CO K |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| TPAD | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOS TIPA |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: ATEX WERKE GMBH & CO. KG * 19981029 SCHLINGMANN GM Effective date: 19981029 |
|
| R26 | Opposition filed (corrected) |
Opponent name: ATEX WERKE GMBH & CO. KG * 19981103 HORNITEX-WERKE Effective date: 19981029 |
|
| R26 | Opposition filed (corrected) |
Opponent name: ATEX WERKE GMBH & CO. KG * 19981103 HORNITEX-WERKE Effective date: 19981029 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: W. LEHBRINK GMBH & CO KG Opponent name: HORNITEX-WERKE GEBR. KUENNEMEYER GMBH & CO. KG Opponent name: SCHLINGMANN GMBH & CO. Opponent name: ATEX WERKE GMBH & CO. KG |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: W. LEHBRINK GMBH & CO KG Opponent name: HORNITEX-WERKE GEBR. KUENNEMEYER GMBH & CO. KG Opponent name: ATEX WERKE GMBH & CO. KG |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: BHF BESCHICHTUNGSWERK GMBH & CO. KG TRANSFER- EGGER BESCHICHTUNGSWERK MARIENMUENSTER GMBH & CO KG |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Ref country code: FR Ref legal event code: CA |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: HOMANIT GMBH & CO.KG Effective date: 20031007 Opponent name: W. LEHBRINK GMBH & CO KG Effective date: 19981103 Opponent name: HORNITEX-WERKE GEBR. KUENNEMEYER GMBH & CO. KG Effective date: 19981103 Opponent name: ATEX WERKE GMBH & CO. KG Effective date: 19981029 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: HOMANIT GMBH & CO.KG Opponent name: W. LEHBRINK GMBH & CO KG Opponent name: HORNITEX-WERKE GEBR. KUENNEMEYER GMBH & CO. KG Opponent name: ATEX WERKE GMBH & CO. KG |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: KRONOSPAN AG |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: KRONOSPAN AG Opponent name: HOMANIT GMBH & CO.KG |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: W. LEHBRINK GMBH & CO KG Opponent name: ATEX WERKE GMBH & CO. KG |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| APAA | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOS REFN |
|
| 27A | Patent maintained in amended form |
Effective date: 20050119 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T4 |
|
| NLR2 | Nl: decision of opposition |
Effective date: 20050119 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140423 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20140423 Year of fee payment: 20 Ref country code: IT Payment date: 20140429 Year of fee payment: 20 Ref country code: DE Payment date: 20140423 Year of fee payment: 20 Ref country code: FR Payment date: 20140423 Year of fee payment: 20 Ref country code: NL Payment date: 20140422 Year of fee payment: 20 Ref country code: SE Payment date: 20140423 Year of fee payment: 20 Ref country code: AT Payment date: 20140423 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20140505 Year of fee payment: 20 Ref country code: DK Payment date: 20140423 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59501421 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59501421 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EUP Effective date: 20150420 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V4 Effective date: 20150420 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20150419 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 162972 Country of ref document: AT Kind code of ref document: T Effective date: 20150420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20150419 |