EP0676477A2 - Vorrichtung und Verfahren zum Einschlagen oder Buggen - Google Patents
Vorrichtung und Verfahren zum Einschlagen oder Buggen Download PDFInfo
- Publication number
- EP0676477A2 EP0676477A2 EP95105093A EP95105093A EP0676477A2 EP 0676477 A2 EP0676477 A2 EP 0676477A2 EP 95105093 A EP95105093 A EP 95105093A EP 95105093 A EP95105093 A EP 95105093A EP 0676477 A2 EP0676477 A2 EP 0676477A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plate
- format
- recess
- blank
- bugg
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C14—SKINS; HIDES; PELTS; LEATHER
- C14B—MECHANICAL TREATMENT OR PROCESSING OF SKINS, HIDES OR LEATHER IN GENERAL; PELT-SHEARING MACHINES; INTESTINE-SPLITTING MACHINES
- C14B11/00—Finishing the edges of leather pieces, e.g. by folding, by burning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/033—Magnet
Definitions
- the invention relates to a device for driving in or bowing edge sections of molded parts or blanks or covers provided therefor made of leather, synthetic leather, plastic or the like.
- a format plate which has a recess into which a pressure plate is inserted, the dimensions of the recess in the format plate correspond to those of the finished molded part or blank or a part thereof, with an insert or bugg plate, on the side facing the format plate, edges are formed for folding the edge sections of the molded part, blank or cover, and with a basic tool for receiving the format plate and the pressure plate, wherein the pressure plate inserted into the recess of the format plate is preferably resiliently mounted on the basic tool and can be displaced vertically relative to the format plate and the basic tool, and wherein the bending plate is held on a fastening plate, which, for example, is pneumatic or hydraulic is vertically movable that the bugg plate can be placed on the format plate, as well as a method for hammering or bugging.
- Buggen refers to the folding over of edge sections of molded parts or cuts or covers provided for this purpose, such as shoe parts, suitcase handles, photo albums, diaries, glasses cases, college folders or the like.
- the folded edge section is pressed on the base of the molded part or blank and glued to it or welded by eating.
- Buggen is usually used for essentially flat workpieces, for example made of leather, synthetic leather, plastic or the like. However, the principle can also be used in principle for any shaped parts in which edge sections are bent over.
- a known buggy machine comprises a base plate on which a format plate mounted on springs is arranged so as to be vertically displaceable. A recess is formed in the format plate, into which a pressure plate, which is also displaceably mounted on springs on the base plate, is inserted, the dimensions of which correspond exactly to the dimensions of the finished molded part or blank.
- a bow plate is slidably mounted on a mounting plate via springs.
- a recess is formed in the bugg plate, into which a pressure stamp, which is also displaceably supported by springs, is inserted.
- a circumferential projection is formed around the recess in the bugg plate.
- edge portions of the molded part or blank which protrude beyond the bow plate are bent when the pressure plate is pressed down at the edge of the recess in the mold plate, so that they are essentially vertically upward along the peripheral wall of the recess.
- the pressure die of the upper die which presses down the pressure plate, cannot attack the entire surface of the pressure plate because of the edge to be left free for the edge portion to be bent, it is precisely in the edge regions of the pressure plate that are important for bending that a clear guidance of the bent edge portions is not possible, so that it is too an uneven turn.
- the main disadvantage of the known buggy tools is that the pressure plate, the format plate, the buggy plate and the pressure stamp of the upper tool for each molded part must be precisely matched to one another, so that the entire buggy tool must be replaced when the shape or dimensions of the object to be bent is changed . Since, as described above, the Buggen is used for a large number of different objects of different sizes, the many necessary complete tools cause considerable costs. In addition, four spring levels of the base plate, the format plate, the bugg plate and the pressure stamp have to be coordinated with one another in the known buggy tool, which is also very expensive.
- the object of the invention is therefore to develop a device of the type mentioned in such a way that a simpler conversion of the buggy to other molded part or blank shapes is made possible, as well as the creation of a simplified method for wrapping or bowing.
- the pressure plate can be pulled into the recess of the format plate from the side of the basic tool. Since the pressure plate in the device according to the invention is pulled downwards, the pressure stamp in the upper tool is no longer required. In the upper tool, only the bugg plate has to be adapted to the desired molded part or blank shape, so that when converting to other molded part or blank shapes in the upper tool, only the bugg plate has to be exchanged.
- the fastening plate which is connected to the devices for the vertical movement of the upper tool, on the other hand, can be used for a wide variety of molded part or blank shapes. In addition, the overall design of the upper tool is considerably simplified.
- the pressure plate is arranged on at least one, in particular spring-mounted, stamp which is vertically displaceable on the basic tool.
- the bending device according to the invention only the format plate, the pressure plate and the bending plate have to be replaced to adapt to other shapes or dimensions of the molded parts or blanks, while the basic tool and the fastening plate can be used for different workpiece shapes.
- the lowering of the base plate is facilitated in a development of the invention in that a recess is formed in the base tool on the side facing the format plate, onto which the format plate can be placed to form a chamber, and in that the recess is connected to a vacuum source via a vacuum line is.
- a vacuum in the chamber in the base tool the slidably mounted pressure plate is lowered into the recess in the format plate until the vacuum is balanced with the force of the springs supporting the pressure plate.
- the molded part or the blank lying on the printing plate is pulled downward, so that the edge portions projecting beyond the printing plate are bent upward at the edge of the recess in the format plate.
- the vacuum also acts on the material of the molded part or blank, so that this is pulled down in the edge areas of the pressure plate and it is ensured that the base of the molded part or blank is exactly the base of the Pressure plate corresponds.
- a development of this inventive concept provides for a frame to be inserted into the recess in the basic tool in order to reduce the volume of the chamber to be evacuated.
- the manufacture of the device according to the invention is simplified in that the basic tool has a base plate and an intermediate plate, and in that the recess is formed in the intermediate plate.
- the intermediate plate is vertically displaceable relative to the base plate and is preferably supported on the base plate by springs.
- This flexible design of the basic tool ensures that, due to incorrect operation of the machine or the like, no excessive force is exerted on the molded part or the blank, which could damage it.
- An end position can be determined, for example, by spacer strips which are arranged between the intermediate plate and the base plate.
- a depression is formed in the side of the bow plate facing the format plate, the edges of which serve to fold over the edge sections of the molded parts or blanks.
- the edge portions of the molded part or blank are bent over the edge of the depression in the bow plate, the edge portions simultaneously being pressed onto the base of the molded part or blank in the depression.
- a correct arrangement of the molded part or blank on the printing plate is ensured in that contact strips are arranged on the format plate.
- corresponding recesses are formed in which the contact strips are received when the bugg plate is placed on the format plate.
- the bow plate therefore only has to be adapted to different workpiece sizes by means of small milled recesses and recesses for the contact strips. Compared to the previously necessary adjustment of the bugg plate, the pressure stamp and the edge stamp, this means a significant relief when converting the machines to other workpiece sizes.
- the folding over of the edge sections is achieved in that the edge edges of the depression in the bugg plate have a bevel pointing towards the center of the bugg plate or a concave radius.
- the edge sections are guided through the slope or the radius, so that they fold inwards.
- the replacement of the bugg plate is made easier according to the invention in that the bugg plate can be fastened to the fastening plate by means of quick-change locks.
- the bugg plate is held magnetically on the fastening plate.
- the invention provides that the bow plate and / or the pressure plate can be heated.
- a method for driving in or buggening comprises, for example, the following steps:
- the molded part or the blank made of leather, synthetic leather, plastic or the like is possibly placed with the intended reference on a printing plate inserted in a recess in a format plate, whereby edge sections of the molded part, blank or cover protrude beyond the pressure plate;
- the printing plate is moved towards a basic tool on which the printing plate is preferably resiliently mounted, the printing plate being lowered into the recess in the format plate, so that the edge portions of the molded part, blank or cover protruding laterally beyond the printing plate at the edge of the recess in place the format plate essentially vertically upwards;
- an impact or bugg plate is placed on the format plate in such a way that the edge sections of the molded part, blank or cover, which stand essentially vertically upwards, are folded inwards onto the molded part or blank by edges formed on the side of the bugg plate facing the format plate, wherein the pressure plate is drawn into the recess of the mold
- a recess formed in the basic tool which is closed by the format plate and the pressure plate to form a chamber, is placed under vacuum, so that the pressure plate against the action of springs or the like supporting the pressure plate into the recess is drawn into the basic tool. It is thereby achieved in a simple manner that the printing plate is lowered uniformly in the recess in the format plate, it being possible to set how far the printing plate is drawn into the format plate by means of appropriately provided stops.
- the invention provides for a frame to be inserted into the recess in the basic tool in order to reduce the chamber volume.
- the bugg plate is pressed further down and the format plate is guided past the pressure plate inserted into the recess in the format plate until the bugg plate rests on the pressure plate, so that the bent-over edge sections of the molded part, blank or Reference to the base of the molding or blank to be pressed.
- the pressure plate is pressed upward against the bugg plate until the pressure plate bears against the bugg plate, so that the bent-over edge sections of the molded part, blank or cover are pressed onto the base surface of the molded part or blank become.
- the pressing and gluing of the edge sections on the base of the molding or blank is invented improved in that the bugg plate and / or the pressure plate are heated.
- the device shown in the drawing for driving in or bowing edge sections of molded parts, blanks or covers provided therefor essentially consists of a basic tool 1, a format plate 2, a pressure plate 3, a bow plate 4 and a fastening plate 5.
- the basic tool 1 has a base plate 6, on which an intermediate plate 7 is elastically mounted via springs 8, the intermediate plate 7 being guided in the base plate 6 via guides 9.
- a recess 10 is formed in this, which is connected via a vacuum line 11 to a vacuum source, not shown.
- a through opening 12 is formed centrally in the intermediate plate 7, into which is sealed a vertically displaceable stamp 13 is inserted.
- the stamp 13 is guided via guides 14 in the base plate 6 and is supported on the base plate 6 by springs 15.
- the format plate 2 has guide openings 16 in its edge regions, into which guide bolts 17 attached to the intermediate plate 7 of the basic tool 1 engage.
- a recess 18 is formed in the center of the format plate 2, the dimensions of which correspond exactly to the base area 27 of the finished molded part or blank 26.
- two contact strips 19 are arranged on the upper side of the format plate, the arrangement and spacing of which correspond to the dimensions of the molded part or blank 26 before the edge sections 25 are bent.
- the pressure plate 3 is inserted into the recess 18 of the format plate 2, the dimensions of the pressure plate 3 corresponding to those of the recess 18 in the format plate 2 such that the pressure plate 3 is slidably displaceable in the recess 18 of the format plate 2.
- the surface profile of the pressure plate 3 corresponds to the negative profile of the molded part or blank 26 to be processed.
- the bow plate 4 has guide openings 20 on its edge regions for guiding the bow plate 4 in the guide bolts 17 of the basic tool 1.
- a depression 21 is formed on the underside of the push plate 4 facing the format plate 2, the dimensions of which correspond approximately to that of the recess 18 in the format plate 2 and the edge edges 22 of which are slightly beveled inwards or have a concave radius.
- 4 recesses 23 are formed on the underside of the push plate, the arrangement and dimensions of which essentially correspond to the arrangement and dimension of the contact strips 19 on the format plate 2, so that the contact strips 19 when the push plate 4 is placed in the recesses 23 are recorded and the bugg plate 4 can be placed flush on the format plate 2.
- the bugg plate 4 is held on the fastening plate 5, for example by means of quick fasteners or magnets 24.
- the format plate 2 lies on the intermediate plate 7 of the basic tool 1.
- the correct arrangement of the format plate 2 on the base tool 1 is ensured via the guide bolts 17 which engage in the guide openings 16 of the format plate 2.
- the pressure plate 3 resting on the stamp 13 of the basic tool 1 is inserted into the recess 18 of the format plate 2 in such a way that the pressure plate 3 is flush with the format plate 2.
- the Buggplatte 4 held on the mounting plate 5 is at some distance above the basic tool 1 and the format plate 2, so that the blank 26 can be placed on the pressure plate 3.
- the correct arrangement of the blank 26 is ensured by the contact strips 19, between which the blank 26 is arranged.
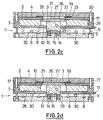
- FIGS. 2 b to 2 d the mounting plate 5 and the bugg plate 4 to be attached to this are shown at a distance from each other. Since only the bugg plate is decisive for the bowing process in the upper tool, an additional representation of the fastening plate 5 has been omitted in FIGS. 2 b to 2 d.
- a vacuum generated by a vacuum pump is applied to the by the format plate 2 and the pressure plate 3 tightly closed recess 10 applied in the intermediate plate 7. Since the stamp 13 is arranged so as to be vertically displaceable against the force of the springs 15, the pressure plate 3 resting on the stamp 13 is pulled downward through the recess 18 in the format plate by the underpressure generated in the recess 10. By means of stop strips 29, on which the stamp 13 is placed, it is determined how far the pressure plate 3 is drawn into the recess 18 in the format plate 2.
- the push plate 4 is now placed on the format plate 2, the push plate 4 also being guided through the guide bolts 17 of the basic tool 1. Due to the bevelled or radiused edge edges 22 of the recess 21, the edge portions 25 of the blank 26 projecting beyond the format plate 2 are bent inwards.
- the format plate 2 By further pressing down the bugg plate 4 and thus the format plate 2 lying against it and the intermediate plate 7 of the basic tool 1 against the force of the springs 8, the format plate 2 becomes on the pressure plate held on the stamp 13 3 pressed downwards, the bent edge portions 25 of the blank 26 being pressed onto the base surface 27 of the blank 26.
- the displacement of the format plate 2 with respect to the pressure plate 3 is limited by spacer strips 30 on which the intermediate plate 7 comes to rest.
- the displacement path of the format plate 2 can be varied by changing the spacer strips 30.
- the bugg plate 4 after the bugg plate 4 has been placed on the format plate 2, the bugg plate 4 is not pressed further down, but instead the plunger 13 with the pressure plate 3 is pressed hydraulically upward, for example, so that the pressure plate 3 passes through the recess 18 of the format plate 2 and rests against the bow plate 4 in the region of the depression 21. As a result, the bent-over edge sections 25 of the blank 26 are also pressed onto the base surface 27 of the blank 26.
- the bugg plate and / or the pressure plate 3 can be heated.
- a frame 28 with an appropriately adapted size can be inserted into the recess 10 of the intermediate plate 7 of the basic tool, so that the volume to be evacuated is kept as low as possible.
- the parts of the folding device which have to be adapted to the workpiece to be machined that is to say the format plate 2, the pressure plate 3 and the bending plate 4, are easily replaceable by the Format plate 2 are removed from the guide bolts 17 of the basic tool 1 and the pressure plate 3 from the stamp 13 and the bugg plate 4 is released from the fastening plate 5 by unlocking the quick-release fastener or switching off the magnet 24.
- the production of the plates 2, 3, 4 to be exchanged is relatively simple, since only small millings have to be made in the bugg plate 4, while in the format plate 2 only the dimension of the recess 18 and the arrangement of the contact strips 19 need to be changed.
- the pressure plate 3 also only has to be adapted to the desired surface of the molded part and can then simply be placed on the punch 13 of the basic tool 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Making Paper Articles (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Einschlagen oder Buggen von Randabschnitten von Formteilen oder Zuschnitten oder dafür vorgesehenen Bezügen aus Leder, Kunstleder, Kunststoff oder dgl., mit einer Formatplatte, die eine Ausnehmung aufweist, in die eine Druckplatte eingesetzt ist, wobei die Abmessungen der Ausnehmung in der Formatplatte denen des fertigen Formteils oder Zuschnitts oder eines Teils davon entsprechen, mit einer Einschlag- oder Buggplatte, an deren der Formatplatte zugewandten Seite Kanten zum Umlegen der Randabschnitte des Formteils, Zuschnitts oder Bezugs ausgebildet sind, und mit einem Grundwerkzeug zur Aufnahme der Formatplatte und der Druckplatte, wobei die in die Ausnehmung der Formatplatte eingesetzte Druckplatte vorzugsweise federnd auf dem Grundwerkzeug gelagert und gegenüber der Formatplatte und dem Grundwerkzeug vertikal verschiebbar ist, und wobei die Buggplatte an einer Befestigungsplatte gehalten ist, die bspw. pneumatisch oder hydraulisch derart vertikal bewegbar ist, daß die Buggplatte auf die Formatplatte aufsetzbar ist, sowie ein Verfahren zum Einschlagen oder Buggen.
- Mit Buggen wird das Umlegen von Randabschnitten von Formteilen oder Zuschnitten oder dafür vorgesehenen Bezügen wie bspw. Schuhteilen, Koffergriffen, Fotoalben, Terminkalendern, Brillenetuis, Collegemappen oder dgl. bezeichnet. Der umgelegte Randabschnitt wird bei dem Buggen auf die Grundfläche des Eormteils oder Zuschnitts gepreßt und mit dieser verklebt oder durch Fressen verschweißt. Üblicherweise wird das Buggen bei im wesentlichen flachen Werkstücken bspw. aus Leder, Kunstleder, Kunststoff oder dgl. verwendet. Das Prinzip ist aber grundsätzlich auch bei beliebigen Formteilen anwendbar, bei denen Randabschnitte umgebuggt werden.
- Die umzubuggenden Randabschnitte sind im allgemeinen nur schmal, so daß ein genaues Arbeiten erforderlich ist. Häufig erfolgt daher das Umbuggen, insbesondere wenn das Einschlagen aufgrund runder Ecken relativ schwierig ist, durch Handarbeit. Es sind aber bereits Buggwerkzeuge bekannt, in denen der Umlegevorgang und das Anpressen der umgelegten Randabschnitte automatisch durchführbar ist. Eine bekannte Buggmaschine umfaßt eine Grundplatte, auf der eine über Federn gelagerte Formatplatte vertikal verschieblich angeordnet ist. In der Formatplatte ist eine Ausnehmung ausgebildet, in die eine ebenfalls über Federn auf der Grundplatte verschieblich gelagerte Druckplatte eingesetzt ist, deren Abmessungen genau den Abmessungen des fertigen Formteils oder Zuschnitts entsprechen. In einem Oberwerkzeug ist eine Buggplatte über Federn verschieblich an einer Befestigungsplatte gelagert. In der Buggplatte ist eine Ausnehmung ausgebildet, in die ein ebenfalls über Federn verschieblich an der Befestigungsplatte gelagerter Druckstempel eingesetzt ist. Um die Ausnehmung in der Buggplatte ist ein umlaufender Vorsprung ausgebildet. Zum Buggen wird ein Formteil oder Zuschnitt auf die Druckplatte aufgelegt, wobei die umzubuggenden Randabschnitte des Formteils oder Zuschnitts seitlich über die Druckplatte hinausragen. Die ordnungsgemäße Anordnung des Formteils oder Zuschnitts auf der Druckplatte wird durch an der Formatplatte angebrachte Anlegeleisten gewährleistet. Nun wird das Oberwerkzeug nach unten bewegt, so daß die Druckplatte durch den über die Buggplatte hervorstehenden Druckstempel nach unten gedrückt und durch die Ausnehmung in der Formatplatte abgesenkt wird. Die über die Buggplatte hinausstehenden Randabschnitte des Formteils oder Zuschnitts werden beim Herunterdrücken der Druckplatte an der Kante der Ausnehmung in der Formplatte umgebogen, so daß sie entlang der Umfangswand der Ausnehmung im wesentlichen senkrecht nach oben stehen. Beim weiteren Herabdrücken des Oberwerkzeugs werden die nach oben stehenden Randabschnitte des Formteils oder Zuschnitts durch den um die Ausnehmung in der Buggplatte ausgebildeten Vorsprung nach innen auf die Grundfläche des Formteils oder Zuschnitts umgebogen und durch einen an der Befestigungsplatte angebrachten ringförmigen Randstempel, der zwischen dem Rand der Ausnehmung in der Buggplatte und dem Druckstempel angeordnet ist, auf die Grundfläche des Formteils oder Zuschnitts gepreßt. Da der die Druckplatte herunterdrückende Druckstempel des Oberwerkzeugs wegen des für die umzubiegenden Randabschnitt freizulassenden Randes nicht an der gesamten Fläche der Druckplatte angreifen kann, ist gerade in den für das Umbuggen wichtigen Randbereichen der Druckplatte eine eindeutige Führung der umgebogenen Randabschnitte nicht möglich, so daß es zu einem ungleichmäßigen Umbuggen kommen kann. Der wesentliche Nachteil der bekannten Buggwerkzeuge ist jedoch, daß die Druckplatte, die Formatplatte, die Buggplatte und der Druckstempel des Oberwerkzeugs für jedes Formteil genau aufeinander abgestimmt sein müssen, so daß bei einem Wechsel der Form oder Abmessungen des umzubuggenden Gegenstandes das gesamte Buggwerkzeug ausgewechselt werden muß. Da, wie oben beschrieben, das Buggen bei einer Vielzahl unterschiedlicher Gegenstände der verschiedensten Größen eingesetzt wird, werden durch die vielen notwendigen Komplettwerkzeuge erhebliche Kosten verursacht. Außerdem müssen bei dem bekannten Buggwerkzeug vier Federstufen der Grundplatte, der Formatplatte, der Buggplatte und des Druckstempels aufeinander abgestimmt werden, was ebenfalls sehr aufwendig ist.
- Aufgabe der Erfindung ist es daher, eine Vorrichtung der eingangs genannten Art derart weiterzubilden, daß eine einfachere Umrüstung der Buggmaschine auf andere Formteil- oder Zuschnittformen ermöglicht wird, sowie die Schaffung eines vereinfachten Verfahrens zum Einschlagen oder Buggen.
- Diese Aufgabe wird mit der Erfindung im wesentlichen dadurch gelöst, daß die Druckplatte von der Seite des Grundwerkzeugs her in die Ausnehmung der Formatplatte hineinziehbar ist. Da die Druckplatte bei der erfindungsgemäßen Vorrichtung nach unten weggezogen wird, ist der Druckstempel in dem Oberwerkzeug nicht mehr erforderlich. Im Oberwerkzeug muß lediglich die Buggplatte an die gewünschte Formteil- oder Zuschnittform angepaßt werden, so daß bei einem Umrüsten auf andere Formteil- oder Zuschnittformen im Oberwerkzeug lediglich die Buggplatte ausgetauscht werden muß. Die Befestigungsplatte, die mit den Vorrichtungen für die Vertikalbewegung des Oberwerkzeugs verbunden ist, kann dagegen für die unterschiedlichsten Formteil- oder Zuschnittformen verwendet werden. Außerdem wird die Gestaltung des Oberwerkzeugs insgesamt wesentlich vereinfacht.
- Die Umrüstung der Buggmaschine bei der Umstellung auf andere Werkstückformen wird bei einer Ausgestaltung der Erfindung zusätzlich dadurch erleichtert, daß die Druckplatte auf wenigstens einem insbesondere federnd an dem Grundwerkzeug gelagerten Stempel angeordnet ist, der vertikal verschiebbar ist. Bei der erfindungsgemäßen Buggvorrichtung müssen zur Anpassung an andere Formen oder Abmessungen der Formteile oder Zuschnitte nur noch die Formatplatte, die Druckplatte und die Buggplatte ausgetauscht werden, während das Grundwerkzeug und die Befestigungsplatte für unterschiedliche Werkstückformen verwendet werden können.
- Die Absenkung der Grundplatte wird bei einer Weiterbildung der Erfindung dadurch erleichtert, daß in dem Grundwerkzeug auf der der Formatplatte zugewandten Seite eine Ausnehmung ausgebildet ist, auf die die Formatplatte unter Bildung einer Kammer aufsetzbar ist, und daß die Ausnehmung über eine Vakuumleitung mit einer Vakuumquelle verbunden ist. Durch Erzeugen eines Unterdrucks in der Kammer in dem Grundwerkzeug wird die verschieblich gelagerte Druckplatte in die Ausnehmung der Formatplatte abgesenkt, bis das Vakuum mit der Kraft der die Druckplatte abstützenden Federn im Gleichgewicht steht. Beim Absenken der Druckplatte wird das auf der Druckplatte liegende Formteil oder der Zuschnitt mit nach unten gezogen, so daß die über die Druckplatte hinausstehenden Randabschnitte an der Kante der Ausnehmung in der Formatplatte nach oben umgebogen werden. Durch den zwischen Druckplatte und dem Rand der Ausnehmung vorhandenen Gleitspalt wirkt das Vakuum auch auf das Material des Formteils oder Zuschnitts, so daß dieses in den Randbereichen der Druckplatte nach unten gezogen wird und sichergestellt ist, daß die Grundfläche des Formteils oder Zuschnitts genau der Grundfläche der Druckplatte entspricht.
- Um bei kleineren Druckplatten die Leistung der Vakuumpumpe verringern zu können, ist in Weiterbildung dieses Erfindungsgedankens vorgesehen, einen Rahmen in die Ausnehmung in dem Grundwerkzeug einzusetzen, um das Volumen der zu evakuierenden Kammer zu verringern.
- Die Herstellung der erfindungsgemäßen Vorrichtung wird dadurch vereinfacht, daß das Grundwerkzeug eine Grundplatte und eine Zwischenplatte aufweist, und daß die Ausnehmung in der Zwischenplatte ausgebildet ist.
- Dabei ist die Zwischenplatte vertikal gegenüber der Grundplatte verschiebbar und stützt sich vorzugsweise über Federn auf der Grundplatte ab. Durch diese nachgiebige Gestaltung des Grundwerkzeugs wird sichergestellt, daß aufgrund einer Fehlbedienung der Maschine oder dgl. keine übergroße Kraft auf das Formteil oder den Zuschnitt ausgeübt wird, die diesen beschädigen könnte. Eine Endstellung kann bspw. durch Distanzleisten festgelegt werden, die zwischen der Zwischenplatte und der Grundplatte angeordnet sind.
- Da bei der erfindungsgemäßen Buggvorrichtung kein Randstempel zum Niederdrücken der umgebogen Randabschnitte vorgesehen ist, ist es erforderlich, ein anderes Gegenlager beim Zusammendrücken von Randabschnitten und Zuschnittgrundfläche vorzusehen. Bei einer bevorzugter Ausgestaltung der Erfindung ist daher in der der Formatplatte zugewandten Seite der Buggplatte eine Vertiefung ausgebildet, deren Kanten dem Umlegen der Randabschnitte der Formteile oder Zuschnitte dienen. Das Umbiegen der Randabschnitte des Formteils oder Zuschnitts erfolgt über die Kante der Vertiefung in der Buggplatte, wobei in der Vertiefung gleichzeitig das Anpressen der Randabschnitte auf die Grundfläche des Formteils oder Zuschnitts erfolgt.
- Eine ordnungsgemäße Anordnung des Formteils oder Zuschnitts auf der Druckplatte wird erfindungsgemäß dadurch gewährleistet, daß auf der Formatplatte Anlegeleisten angeordnet sind. In der der Formatplatte zugewandten Seite der Buggplatte sind entsprechende Ausnehmungen ausgebildet, in denen beim Auflegen der Buggplatte auf die Formatplatte die Anlegeleisten aufgenommen werden. Die Buggplatte muß daher lediglich durch kleine Ausfräsungen für die Vertiefung und die Ausnehmungen für die Anlegeleisten an verschiedene Werkstückgrößen angepaßt werden. Gegenüber der früher notwendigen Anpassung der Buggplatte, des Druckstempels und des Randstempels bedeutet dies eine wesentliche Erleichterung bei der Umstellung der Maschinen auf andere Werkstückgrößen.
- Das Umlegen der Randabschnitte wird bei bevorzugten Ausgestaltungen der Erfindung dadurch erreicht, daß die Randkanten der Vertiefung in der Buggplatte eine zum Zentrum der Buggplatte hinweisende Schräge oder einen konkaven Radius aufweisen. Durch die Schräge bzw. den Radius werden die Randabschnitte geführt, so daß sie sich nach innen umlegen.
- Die Auswechselung der Buggplatte wird erfindungsgemäß dadurch erleichtert, daß die Buggplatte über Schnellwechselverschlüsse an der Befestigungsplatte befestigbar ist. Bei einer bevorzugten Ausführungsform ist die Buggplatte magnetisch an der Befestigungsplatte gehalten.
- Um das Verpressen der umgelegten Randabschnitte mit der Grundfläche des Formteils oder Zuschnitts zu erleichtern, ist erfindungsgemäß vorgesehen, daß die Buggplatte und/oder die Druckplatte beheizbar ist.
- Ein Verfahren zum Einschlagen oder Buggen umfaßt bspw. die folgenden Schritte:
Das Formteil oder der Zuschnitt aus Leder, Kunstleder, Kunststoff oder dgl. wird ggf. mit dem dafür vorgesehenen Bezug auf eine in einer Ausnehmung in einer Formatplatte eingesetzte Druckplatte aufgelegt, wobei Randabschnitte des Formteils, Zuschnitts oder Bezugs über die Druckplatte hinausragen;
die Druckplatte wird auf ein Grundwerkzeug auf dem die Druckplatte vorzugsweise federnd gelagert ist, zubewegt, wobei die Druckplatte in die Ausnehmung in der Formatplatte abgesenkt wird, so daß sich die seitlich über die Druckplatte hinausstehenden Randabschnitte des Formteils, Zuschnitts oder Bezugs am Rand der Ausnehmung in der Formatplatte im wesentlichen senkrecht nach oben stellen;
eine Einschlag- oder Buggplatte wird derart auf die Formatplatte aufgesetzt, daß die im wesentlichen senkrecht nach oben stehenden Randabschnitte des Formteils, Zuschnitts oder Bezugs durch an der der Formatplatte zugewandten Seite der Buggplatte ausgebildete Kanten nach innen auf das Formteil oder den Zuschnitt umgelegt werden,
wobei die Druckplatte von der Seite des Grundwerkzeugs her in die Ausnehmung der Formplatte hineingezogen wird. - Bei einer bevorzugten Weiterbildung dieses Erfindungsgedankens wird eine in dem Grundwerkzeug ausgebildete Ausnehmung, die durch die Formatplatte und die Druckplatte unter Bildung einer Kammer verschlossen wird, unter Vakuum gesetzt, so daß die Druckplatte gegen die Wirkung von die Druckplatte abstützenden Federn oder dgl. in die Ausnehmung in dem Grundwerkzeug hineingezogen wird. Dadurch wird auf einfache Weise erreicht, daß die Druckplatte gleichmäßig in der Ausnehmung in der Formatplatte abgesenkt wird, wobei durch entsprechend vorgesehene Anschläge eingestellt werden kann, wie weit die Druckplatte in die Formatplatte hineingezogen wird.
- Um die Leistung der Vakuumpumpe an kleinere Druckplatten anpassen zu können, ist erfindungsgemäß vorgesehen, daß zur Verringerung des Kammervolumens ein Rahmen in die Ausnehmung in dem Grundwerkzeug eingelegt wird.
- Bei einer bevorzugten Ausführungsform der Erfindung wird nach Aufsetzen der Buggplatte auf die Formatplatte die Buggplatte weiter heruntergedrückt und die Formatplatte an der in die Ausnehmung in der Formatplatte eingesetzten Druckplatte vorbeigeführt bis die Buggplatte auf der Druckplatte aufsetzt, so daß die umgebogenen Randabschnitte des Formteils, Zuschnitts oder Bezugs auf die Grundfläche des Formteils oder Zuschnitts gepreßt werden.
- Bei einer anderen bevorzugten Ausführungsform der Erfindung wird nach Aufsetzen der Buggplatte auf die Formatplatte die Druckplatte nach oben gegen die Buggplatte gedrückt bis die Druckplatte an der Buggplatte anliegt, so daß die umgebogenen Randabschnitte des Formteils, Zuschnitts oder Bezugs auf die Grundfläche des Formteils oder Zuschnitts gepreßt werden.
- Das Anpressen und Verkleben der Randabschnitte auf der Grundfläche des Formteils oder Zuschnitts wird erfindungsgemäß dadurch verbessert, daß die Buggplatte und/oder die Druckplatte beheizt werden.
- Weiterbildungen, Vorteile und Anwendungsmöglichkeiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen und der Zeichnung. Dabei bilden alle beschriebenen und/oder bildlich dargestellten Merkmale für sich oder in beliebiger Kombination den Gegenstand der Erfindung, unabhängig von ihrer Zusammenfassung in den Ansprüchen oder deren Rückbeziehung.
- Es zeigen:
- Fig. 1
- Eine schematische Explosionsdarstellung der erfindungsgemäßen Vorrichtung, und
- Fig. 2a - 2d
- schematische Schnittdarstellungen der Vorrichtung gemäß Fig. 1 in verschiedenen aufeinanderfolgenden Stellungen während des Buggvorgangs.
- Die in der Zeichnung dargestellte Vorrichtung zum Einschlagen oder Buggen von Randabschnitten von Formteilen, Zuschnitten oder dafür vorgesehenen Bezügen besteht im wesentlichen aus einem Grundwerkzeug 1, einer Formatplatte 2, einer Druckplatte 3, einer Buggplatte 4 und einer Befestigungsplatte 5.
- Das Grundwerkzeug 1 weist eine Grundplatte 6 auf, auf der eine Zwischenplatte 7 über Federn 8 elastisch gelagert ist, wobei die Zwischenplatte 7 über Führungen 9 in der Grundplatte 6 geführt ist. Auf der nach oben gewandten Seite der Zwischenplatte 7 ist in dieser eine Ausnehmung 10 ausgebildet, die über eine Vakuumleitung 11 mit einer nicht dargestellten Vakuumquelle verbunden ist. In der Zwischenplatte 7 ist mittig eine Durchgangsöffnung 12 ausgebildet, in die unter Abdichtung ein vertikal verschiebbarer Stempel 13 eingesetzt ist. Der Stempel 13 ist über Führungen 14 in der Grundplatte 6 geführt und stützt sich über Federn 15 auf der Grundplatte 6 ab.
- Die Formatplatte 2 weist in ihren Randbereichen Führungsöffnungen 16 auf, in die an der Zwischenplatte 7 des Grundwerkzeugs 1 angebrachte Führungsbolzen 17 eingreifen. Im Zentrum der Formatplatte 2 ist eine Ausnehmung 18 ausgebildet, deren Abmessungen exakt denen der Grundfläche 27 des fertigen Formteils bzw. Zuschnitts 26 entsprechen. Um die Ausnehmung 18 der Formatplatte 2 herum sind auf der Oberseite der Formatplatte 2 Anlegeleisten 19 angeordnet, deren Anordnung und Abstand den Abmessungen des Formteils oder Zuschnitts 26 vor dem Umbuggen der Randabschnitte 25 entsprechen.
- In die Ausnehmung 18 der Formatplatte 2 ist die Druckplatte 3 eingesetzt, wobei die Abmessungen der Druckplatte 3 denen der Ausnehmung 18 in der Formatplatte 2 derart entsprechen, daß die Druckplatte 3 gleitend in der Ausnehmung 18 der Formatplatte 2 verschiebbar ist. Das Oberflächenprofil der Druckplatte 3 entspricht dem Negativprofil des zu bearbeitenden Formteils oder Zuschnitts 26.
- Die Buggplatte 4 weist an ihren Randbereichen Führungsöffnungen 20 zur Führung der Buggplatte 4 in den Führungsbolzen 17 des Grundwerkzeugs 1 auf. Auf der der Formatplatte 2 zugewandten Unterseite der Buggplatte 4 ist eine Vertiefung 21 ausgebildet, deren Abmessung etwa der der Ausnehmung 18 in der Formatplatte 2 entsprechen und deren Randkanten 22 leicht nach innen angeschrägt sind oder einen konkaven Radius aufweisen. Außerdem sind auf der Unterseite der Buggplatte 4 Ausnehmungen 23 ausgebildet, deren Anordnung und Abmessung im wesentlichen der Anordnung und Abmessung der Anlegeleisten 19 auf der Formatplatte 2 entsprechen, so daß die Anlegeleisten 19 beim Auflegen der Buggplatte 4 in den Ausnehmungen 23 aufgenommen werden und die Buggplatte 4 bündig auf die Formatplatte 2 auflegbar ist.
- Die Buggplatte 4 ist bspw. über Schnellverschlüsse oder Magneten 24 an der Befestigungsplatte 5 gehalten.
- Nachfolgend wird anhand der Fig. 2a - 2d der Vorgang des Einschlagens oder Umbuggens der Randabschnitte 25 von Formteilen oder Zuschnitten 26 beschrieben:
- In der in Fig. 2a dargestellten Ausgangsstellung der Buggvorrichtung liegt die Formatplatte 2 auf der Zwischenplatte 7 des Grundwerkzeugs 1 auf. Dabei wird die ordnungsgemäße Anordnung der Formatplatte 2 auf dem Grundwerkzeug 1 über die Führungsbolzen 17, die in die Führungsöffnungen 16 der Formatplatte 2 eingreifen, gewährleistet. Die auf dem Stempel 13 des Grundwerkzeugs 1 aufliegende Druckplatte 3 ist derart in die Ausnehmung 18 der Formatplatte 2 eingesetzt, daß die Druckplatte 3 bündig mit der Formatplatte 2 abschließt. Die an der Befestigungsplatte 5 gehaltene Buggplatte 4 steht in einigem Abstand über dem Grundwerkzeug 1 und der Formatplatte 2, so daß der Zuschnitt 26 auf die Druckplatte 3 aufgelegt werden kann. Dabei wird die ordnungsgemäße Anordnung des Zuschnitts 26 durch die Anlegeleisten 19 gewährleistet, zwischen denen der Zuschnitt 26 angeordnet wird.
- In Fig. 2a sind die Befestigungsplatte 5 und die an dieser zu befestigende Buggplatte 4 im Abstand voneinander dargestellt. Da für den Buggvorgang im Oberwerkzeug lediglich die Buggplatte entscheidend ist, wurde in dem Fig. 2b bis 2d auf eine zusätzliche Darstellung der Befestigungsplatte 5 verzichtet.
- Wie in Fig. 2b dargestellt, wird nach Auflegen des Zuschnitts 26 ein von einer nicht dargestellten Vakuumpumpe erzeugtes Vakuum auf die durch die Formatplatte 2 und die Druckplatte 3 dicht verschlossene Ausnehmung 10 in der Zwischenplatte 7 aufgebracht. Da der Stempel 13 gegen die Kraft der Federn 15 vertikal verschieblich angeordnet ist, wird durch den in der Ausnehmung 10 erzeugten Unterdruck die auf dem Stempel 13 aufliegende Druckplatte 3 durch die Ausnehmung 18 in der Formatplatte nach unten gezogen. Durch Anschlagleisten 29, auf denen der Stempel 13 aufsetzt, wird festgelegt, wie weit die Druckplatte 3 in die Ausnehmung 18 in der Formatplatte 2 hineingezogen wird.
- Der auf der Druckplatte 3 aufliegende Zuschnitt 26, dessen Randabschnitte 25 über die Druckplatte 3 hinausragen, wird mit der Druckplatte 3 nach unten gezogen, wodurch sich die Randabschnitte 25 des Zuschnitts 26 entlang dem Rand der Ausnehmung 18 der Formatplatte 2 im wesentlichen senkrecht nach oben hochstellen. Da durch den Gleitsitz der Druckplatte 3 in der Ausnehmung 18 der Formatplatte 2 keine vollständige Abdichtung erreichbar ist, wird der Zuschnitt 26 im Randbereich der Druckplatte 3 durch das Vakuum fest in die sich ergebende Ecke zwischen der Druckplatte 3 und der Ausnehmung 18 der Formatplatte 2 gezogen, so daß der Zuschnitt 26 exakt die gewünschte Grundfläche des fertigen Werkstücks erreicht.
- Gemäß Fig. 2c wird nun die Buggplatte 4 auf die Formatplatte 2 aufgesetzt, wobei die Buggplatte 4 ebenfalls durch die Führungsbolzen 17 des Grundwerkzeugs 1 geführt wird. Durch die abgeschrägten oder mit einem Radius versehenen Randkanten 22 der Vertiefung 21 werden die über die Formatplatte 2 hinausragenden Randabschnitte 25 des Zuschnitts 26 nach innen umgebogen.
- Durch weiteres Herabdrücken der Buggplatte 4 und damit der an dieser anliegenden Formatplatte 2 sowie der Zwischenplatte 7 des Grundwerkzeugs 1 gegen die Kraft der Federn 8 wird die Formatplatte 2 an der auf dem Stempel 13 gehaltenen Druckplatte 3 vorbei nach unten gedrückt, wobei die umgebogenen Randabschnitte 25 des Zuschnitts 26 auf die Grundfläche 27 des Zuschnitts 26 gepreßt werden. Die Verschiebung der Formatplatte 2 gegenüber der Druckplatte 3 wird durch Distanzleisten 30 begrenzt, auf denen die Zwischenplatte 7 zur Auflage kommt. Durch Auswechseln der Distanzleisten 30 kann der Verschiebeweg der Formatplatte 2 variiert werden.
- Bei einer anderen, nicht dargestellten Ausführungsform der Erfindung wird nach Aufsetzen der Buggplatte 4 auf der Formatplatte 2 die Buggplatte 4 nicht weiter nach unten gedrückt, sondern statt dessen der Stempel 13 mit der Druckplatte 3 bspw. hydraulisch nach oben gedrückt, so daß die Druckplatte 3 die Ausnehmung 18 der Formatplatte 2 durchtritt und sich im Bereich der Vertiefung 21 gegen die Buggplatte 4 anlegt. Dadurch werden ebenfalls die umgebogenen Randabschnitte 25 des Zuschnitts 26 auf die Grundfläche 27 des Zuschnitts 26 gepreßt.
- Um die Wirkung des Preßvorgangs zu verbessern und die Randabschnitte 25 des Zuschnitts 26 ggf. mit der Grundfläche 27 zu verschweißen, können die Buggplatte und/oder die Druckplatte 3 beheizt werden.
- Um bei Verwendung des Grundwerkzeugs 1 auch bei kleineren Zuschnitten 26 bzw. Druckplatten 3 die Leistung der nicht dargestellten Vakuumpumpe verringern zu können, können in die Ausnehmung 10 der Zwischenplatte 7 des Grundwerkzeugs 1 Rahmen 28 entsprechend angepaßter Größe eingelegt werden, so daß das zu evakuiereende Volumen möglichst gering gehalten wird.
- Wie sich aus der obigen Beschreibung ergibt sind die Teile der Umbuggvorrichtung, die an das zu bearbeitende Werkstück angepaßt sein müssen, also die Formatplatte 2, die Druckplatte 3 und die Buggplatte 4, leicht austauschbar, indem die Formatplatte 2 von den Führungsbolzen 17 des Grundwerkzeugs 1 und die Druckplatte 3 von dem Stempel 13 abgenommen werden und die Buggplatte 4 durch Entriegelung des Schnellverschlusses oder Abschalten des Magneten 24 von der Befestigungsplatte 5 gelöst wird. Nach Entnahme der an eine bestimmte Werkstückform angepaßten Platten 2, 3, 4 können diese gegen entsprechende andere Platten 2, 3, 4 ausgetauscht werden. Ein Austausch des Grundwerkzeugs 1 und der Befestigungsplatte 5, an der sich sämtliche, nicht dargestellte Anschlüsse zur Druckaufbringungbefinden, bspw. Hydraulikanschlüsse, brauchen nicht ausgetauscht zu werden.
- Die Herstellung der auszutauschenden Platten 2, 3, 4 ist relativ einfach, da in der Buggplatte 4 lediglich kleinere Ausfräsungen vorgenommen werden müssen, während in der Formatplatte 2 nur die Abmessung der Ausnehmung 18 und die Anordnung der Anlegeleisten 19 zu verändern ist. Auch die Druckplatte 3 muß lediglich an die gewünschte Oberfläche des Formteils angepaßt werden und kann danach einfach auf den Stempel 13 des Grundwerkzeugs 1 aufgesetzt werden.
-
- 1
- Grundwerkzeug
- 2
- Formatplatte
- 3
- Druckplatte
- 4
- Buggplatte
- 5
- Befestigungsplatte
- 6
- Grundplatte
- 7
- Zwischenplatte
- 8
- Federn
- 9
- Führungen
- 10
- Ausnehmung
- 11
- Vakuumleitung
- 12
- Durchgangsöffnung
- 13
- Stempel
- 14
- Führungen
- 15
- Federn
- 16
- Führungsöffnung
- 17
- Führungsbolzen
- 18
- Ausnehmung
- 19
- Anlegeleisten
- 20
- Führungsöffnung
- 21
- Vertiefung
- 22
- Randkanten
- 23
- Ausnehmung
- 24
- Magneten
- 25
- Randabschnitte
- 26
- Zuschnitt
- 27
- Grundfläche
- 28
- Rahmen
- 29
- Anschlagleisten
- 30
- Distanzleisten
Claims (18)
- Vorrichtung zum Einschlagen oder Buggen von Randabschnitten (26) von Formteilen, Zuschnitten oder dafür vorgesehenen Bezügen (26) aus Leder, Kunstleder, Kunststoff oder dgl., mit einer Formatplatte (2), die eine Ausnehmung (18) aufweist, in die eine Druckplatte (3) eingesetzt ist, wobei die Abmessungen der Ausnehmung (18) der Formatplatte (2) denen des fertigen Formteils oder Zuschnitts (26) oder eines Teils davon entsprechen, mit einer Einschlag- oder Buggplatte (4), an deren der Formatplatte (2) zugewandten Seite Kanten (22) zum Umlegen der Randabschnitte (25) des Formteils, Zuschnitts oder Bezugs (26) ausgebildet sind, und mit einem Grundwerkzeug (1) zur Aufnahme der Formatplatte (2) und der Druckplatte (3), wobei die in die Ausnehmung (18) der Formatplatte (2) eingesetzte Druckplatte (3) vorzugsweise federnd auf dem Grundwerkzeug (1) gelagert und gegenüber der Formatplatte (2) und dem Grundwerkzeug (1) vertikal verschiebbar ist, und wobei die Buggplatte (4) an einer Befestigungsplatte (5) gehalten ist, die bspw. pneumatisch oder hydraulisch derart vertikal bewegbar ist, daß die Buggplatte (4) auf die Formatplatte (2) aufsetzbar ist, dadurch gekennzeichnet, daß die Druckplatte von der Seite des Grundwerkzeugs (1) her in die Ausnehmung (18) der Formatplatte (2) hineinziehbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Druckplatte (3) auf wenigstens einem insbesondere federnd an dem Grundwerkzeug (1) gelagerten Stempel (13) angeordnet ist, der gegenüber dem Grundwerkzeug (1) vertikal verschiebbar ist.
- Vorrichtung nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß in dem Grundwerkzeug (1) auf der der Formatplatte (2) zugewandten Seite eine Ausnehmung (10) ausgebildet ist, auf die die Formatplatte (2) unter Bildung einer Kammer aufsetzbar ist, und daß die Ausnehmung (10) über eine Vakuumleitung (11) mit einer Vakuumquelle verbunden ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, daß ein Rahmen (28) in die Ausnehmung (10) in dem Grundwerkzeug (1) einsetzbar ist.
- Vorrichtung nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß das Grundwerkzeug (1) eine Grundplatte (6) und eine Zwischenplatte (7) aufweist, und daß die Ausnehmung (10) in der Zwischenplatte (7) ausgebildet ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Zwischenplatte (7) vertikal gegenüber der Grundplatte (6) verschiebbar ist und sich vorzugsweise über Federn (8) auf der Grundplatte (1) abstützt.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß in der der Formatplatte (2) zugewandten Seite der Buggplatte (4) eine Vertiefung (21) ausgebildet ist, deren Randkanten (22) dem Umlegen der Randabschnitte (25) der Formteile oder Zuschnitte (26) dienen.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß auf der Formatplatte (2) Anlegeleisten (19) angeordnet sind, und daß auf der der Formatplatte (2) zugewandten Seite der Buggplatte (4) Ausnehmungen (23) ausgebildet sind, in denen beim Auflegen der Buggplatte (4) auf die Formatplatte (2) die Anlegeleisten (19) aufgenommen werden.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß die Randkanten (22) der Vertiefung (21) in der Buggplatte (4) eine zum Zentrum der Buggplatte (4) hinweisende Schräge oder einen konkaven Radius aufweisen.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß die Buggplatte (4) über Schnellwechselverschlüsse an der Befestigungsplatte (5) befestigbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß die Buggplatte (4) magnetisch an der Befestigungsplatte (5) gehalten ist.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß die Buggplatte (4) und/oder die Druckplatte (3) beheizbar sind.
- Verfahren zum Einschlagen oder Buggen das folgende Schritte umfaßt:
Das Formteil oder der Zuschnitt (26) aus Leder, Kunstleder, Kunststoff oder dgl. wird ggf. mit dem dafür vorgesehenen Bezug auf eine in eine Ausnehmung (18) in einer Formatplatte (2) eingesetzte Druckplatte (3) aufgelegt, wobei die Randabschnitte (25) des Formteils, Zuschnitts oder Bezugs (26) über die Druckplatte (3) hinausragen;
die Druckplatte (3) wird auf ein Grundwerkzeug (1) zubewegt, auf dem die Druckplatte (3) vorzugsweise federnd gelagert ist, wobei die Druckplatte (3) in die Ausnehmung (18) in der Formatplatte (2) abgesenkt wird, so daß sich die seitlich über die Druckplatte (3) hinausstehenden Randabschnitte (25) des Formteils, Zuschnitts oder Bezugs (26) am Rand der Ausnehmung (18) im wesentlichen senkrecht nach oben stellen;
eine Einschlag- oder Buggplatte (4) wird derart auf die Formatplatte (3) aufgesetzt, daß die im wesentlichen senkrecht nach oben stehenden Randabschnitte (25) des Formteils, Zuschnitts oder Bezugs (26) durch an der der Formatplatte (3) zugewandten Seite der Buggplatte (4) ausgebildete Kanten (22) nach innen auf das Formteil oder den Zuschnitt (26) umgelegt werden,
dadurch gekennzeichnet, daß die Druckplatte (3) von der Seite des Grundwerkzeugs (1) her in die Ausnehmung (18) in der Formatplatte (2) hineingezogen wird. - Verfahren nach Anspruch 13, dadurch gekennzeichnet, daß eine in dem Grundwerkzeug (1) ausgebildete Ausnehmung (10), die durch die Formatplatte (2) und die Druckplatte (3) unter Bildung einer Kammer verschlossen wird, unter Vakuum gesetzt wird, so daß die Druckplatte (3) gegen die Wirkung von die Druckplatte (3) abstützenden Federn (8) oder dgl. in die Ausnehmung (10) in dem Grundwerkzeug (1) hineingezogen wird.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, daß ein Rahmen (28) in die Ausnehmung (10) in dem Grundwerkzeug (1) eingelegt wird.
- Verfahren nach einem der Ansprüche 13 bis 15, dadurch gkennzeichnet, daß nach Auflegen der Buggplatte (4) auf die Formatplatte (2) die Buggplatte (4) weiter heruntergedrückt und die Formatplatte (2) an der in die Ausnehmung (18) in der Formatplatte (2) eingesetzten Druckplatte (3) vorbeigeführt wird bis die Buggplatte (4) auf der Druckplatte (3) aufliegt, so daß die umgebogenen Randabschnitte (25) des Formteils, Zuschnitts oder Bezugs (26) auf die Grundfläche (27) des Formteils oder Zuschnitts (26) gepreßt werden.
- Verfahren nach einem der Ansprüche 13 bis 15, dadurch gekennzeichnet, daß nach Auflegen der Buggplatte (4) auf die Formatplatte (2) die Druckplatte (3) gegen die Buggplatte (4) gerückt wird, bis die Druckplatte (3) an der Buggplatte (4) anliegt, so daß die umgebogenen Randabschnitte (25) des Formteils, Zuschnitts oder Bezugs (26) auf die Grundfläche (27) des Formteils oder Zuschnitts (26) gepreßt werden.
- Verfahren nach einem der Ansprüche 13 bis 17, dadurch gekennzeichnet, daß die Buggplatte (4) und/oder die Druckplatte (3) beheizt werden.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4411500A DE4411500C2 (de) | 1994-04-05 | 1994-04-05 | Verfahren und Vorrichtung zum Einschlagen oder Buggen |
| DE4411500 | 1994-04-05 | ||
| US08/415,813 US5593700A (en) | 1994-04-05 | 1995-04-03 | Folding apparatus and folding method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0676477A2 true EP0676477A2 (de) | 1995-10-11 |
| EP0676477A3 EP0676477A3 (de) | 1997-01-08 |
| EP0676477B1 EP0676477B1 (de) | 2001-08-29 |
Family
ID=25935324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95105093A Expired - Lifetime EP0676477B1 (de) | 1994-04-05 | 1995-04-05 | Vorrichtung und Verfahren zum Einschlagen oder Buggen |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5593700A (de) |
| EP (1) | EP0676477B1 (de) |
| DE (1) | DE4411500C2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1531036A1 (de) * | 2003-11-11 | 2005-05-18 | Karl-Heinz Hübner | Verfahren und Vorrichtung zum Einschlagen von flexiblen Materialien |
| IT201800002439A1 (it) * | 2018-02-06 | 2018-05-06 | Fustellificio Toscano S A S Di Ugo Naldini & C | Dispositivo e metodo per l'assemblaggio di portafogli |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6298896B1 (en) * | 2000-03-28 | 2001-10-09 | Northrop Grumman Corporation | Apparatus for constructing a composite structure |
| US6592351B2 (en) | 2001-01-22 | 2003-07-15 | Crane Plastics Company Llc | Turret loading device for extrusion line |
| NL1023365C2 (nl) * | 2003-05-08 | 2004-11-09 | Fountain Patents B V | Werkwijze en inrichting voor het vervaardigen van voertuigonderdelen. |
| US20070063386A1 (en) * | 2005-09-01 | 2007-03-22 | Seaver Richard T | Mold tool having movable core |
| US9149990B2 (en) * | 2007-03-30 | 2015-10-06 | Airbus Operations Gmbh | Apparatus for the forming of a lay-up of fibre composite material |
| US9333696B2 (en) * | 2010-06-03 | 2016-05-10 | Cryovac, Inc. | Plate and apparatus for forming a plastic material flanged hollow article |
| MX340872B (es) | 2011-04-18 | 2016-07-27 | Fyfe Co Llc | Revestimiento expandible para la protección y fortalecimiento de tuberías existentes. |
| FR2987628B1 (fr) * | 2012-03-01 | 2014-02-28 | Vuitton Louis Sa | Machine a remborder et son utilisation, procede de rembordage, levier de rembordage, ensemble d'un levier de rembordage et d'un corps de rembordage, kit de rembordage et support de rembordage |
| EP3155308A1 (de) | 2014-06-16 | 2017-04-19 | Fyfe Co. LLC | Reparatur von rohren |
| KR20170032228A (ko) | 2014-07-14 | 2017-03-22 | 파이페 씨오. 엘엘씨 | 파이프 라이닝으로 파이프를 강화하는 방법, 강화된 파이프 및 강화된 파이프를 방수하는 방법 |
| US9993992B2 (en) | 2015-04-17 | 2018-06-12 | Fyfe Co. Llc | Structural fabric useful for lining pipe |
| ITUB20153493A1 (it) * | 2015-09-09 | 2017-03-09 | Gruppo Mecc Luciani S R L | Attrezzatura per l'applicazione di borchie. |
| US10077855B2 (en) | 2015-09-22 | 2018-09-18 | Ina Acquisition Corp. | Method of lining pipe with high strength liner, high strength liner, and pipe lined with high strength liner |
| US11173634B2 (en) | 2018-02-01 | 2021-11-16 | Ina Acquisition Corp | Electromagnetic radiation curable pipe liner and method of making and installing the same |
| US10704728B2 (en) | 2018-03-20 | 2020-07-07 | Ina Acquisition Corp. | Pipe liner and method of making same |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1640918A (en) * | 1924-05-27 | 1927-08-30 | Samuel Ward Mfg Company | Bookbinding machine |
| US1640903A (en) * | 1924-06-10 | 1927-08-30 | Samuel Ward Mfg Company | Covering machine |
| US1946999A (en) * | 1933-06-27 | 1934-02-13 | Maurice M Balsam | Machine for turning the edges of flexible material |
| US3073141A (en) * | 1960-06-23 | 1963-01-15 | Freeman Co Louis G | Apparatus for folding leather pieces and the like |
| DE1239056B (de) * | 1962-10-30 | 1967-04-20 | Biedermann K G Geb | Verfahren zum Umbuggen von Leder, Kunststoffen, Textilien und aehnlichen flexiblen Werkstoffen |
| US3459014A (en) * | 1968-03-18 | 1969-08-05 | Freeman Co Louis G | Folding die guide means |
| US4263688A (en) * | 1979-03-21 | 1981-04-28 | Louis G. Freeman Company | Top and bottom die assemblies for folding the edges of a non-rigid workpiece |
| DE9213007U1 (de) * | 1992-09-26 | 1993-01-14 | Traut, Horst, 6570 Kirn | Vakuum-Umbugwerkzeug |
| DE9405666U1 (de) * | 1994-04-06 | 1994-06-01 | Traut, Horst, 55606 Kirn | Basis-Umbugwerkzeug mit pneumatic Druckpaket und auswechselbaren Teilen |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3640668A (en) * | 1969-07-24 | 1972-02-08 | Packaging Ind Inc | Reentrant forming apparatus |
| SE7706109L (sv) * | 1976-12-10 | 1978-06-11 | Multivac Haggenmueller Kg | Sett och anordning for formning av plastfolier |
| US4106396A (en) * | 1977-05-18 | 1978-08-15 | Phillips Petroleum Company | Apparatus for forming a container having a rolled rim |
| US4534725A (en) * | 1982-04-01 | 1985-08-13 | International Paper Company | Apparatus for manufacturing ovenable paperboard articles |
| CA1211610A (en) * | 1983-12-23 | 1986-09-23 | Hugh Van Melle | Segmented spacer ring |
| JPS60178020A (ja) * | 1984-02-24 | 1985-09-12 | Katashi Aoki | 薄肉容器の成形方法及び金型装置 |
| US4897030A (en) * | 1987-01-08 | 1990-01-30 | Slm Manufacturing Corporation | Apparatus for lengthwise folding thermoplastic strip material |
-
1994
- 1994-04-05 DE DE4411500A patent/DE4411500C2/de not_active Expired - Fee Related
-
1995
- 1995-04-03 US US08/415,813 patent/US5593700A/en not_active Expired - Fee Related
- 1995-04-05 EP EP95105093A patent/EP0676477B1/de not_active Expired - Lifetime
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1640918A (en) * | 1924-05-27 | 1927-08-30 | Samuel Ward Mfg Company | Bookbinding machine |
| US1640903A (en) * | 1924-06-10 | 1927-08-30 | Samuel Ward Mfg Company | Covering machine |
| US1946999A (en) * | 1933-06-27 | 1934-02-13 | Maurice M Balsam | Machine for turning the edges of flexible material |
| US3073141A (en) * | 1960-06-23 | 1963-01-15 | Freeman Co Louis G | Apparatus for folding leather pieces and the like |
| DE1239056B (de) * | 1962-10-30 | 1967-04-20 | Biedermann K G Geb | Verfahren zum Umbuggen von Leder, Kunststoffen, Textilien und aehnlichen flexiblen Werkstoffen |
| US3459014A (en) * | 1968-03-18 | 1969-08-05 | Freeman Co Louis G | Folding die guide means |
| US4263688A (en) * | 1979-03-21 | 1981-04-28 | Louis G. Freeman Company | Top and bottom die assemblies for folding the edges of a non-rigid workpiece |
| DE9213007U1 (de) * | 1992-09-26 | 1993-01-14 | Traut, Horst, 6570 Kirn | Vakuum-Umbugwerkzeug |
| DE9405666U1 (de) * | 1994-04-06 | 1994-06-01 | Traut, Horst, 55606 Kirn | Basis-Umbugwerkzeug mit pneumatic Druckpaket und auswechselbaren Teilen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1531036A1 (de) * | 2003-11-11 | 2005-05-18 | Karl-Heinz Hübner | Verfahren und Vorrichtung zum Einschlagen von flexiblen Materialien |
| IT201800002439A1 (it) * | 2018-02-06 | 2018-05-06 | Fustellificio Toscano S A S Di Ugo Naldini & C | Dispositivo e metodo per l'assemblaggio di portafogli |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0676477A3 (de) | 1997-01-08 |
| DE4411500A1 (de) | 1995-11-02 |
| EP0676477B1 (de) | 2001-08-29 |
| US5593700A (en) | 1997-01-14 |
| DE4411500C2 (de) | 1999-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0676477B1 (de) | Vorrichtung und Verfahren zum Einschlagen oder Buggen | |
| EP0790109A1 (de) | Verfahren und Stanz- und Rillwerkzeug zur Herstellung von gerillten Stanzteilen | |
| DE69507964T2 (de) | Einrichtung zum greifen und fördern von blattmaterial sowie ein damit versehener manipulator | |
| DE2925500A1 (de) | Verfahren und vorrichtung zur herstellung von kaschierten formteilen | |
| DE2312362A1 (de) | Verfahren und vorrichtung zum verschweissen und entgraten von kunststoffprofilen | |
| DE2932698B1 (de) | Vorrichtung zum Zusammenlegen von Traegermatten und Metallfolienbahnabschnitten im Zuge der Herstellung von Laminatplatten | |
| DE102008060073A1 (de) | Rillung von Umschlägen in einem Klebebinder | |
| DE19506067C1 (de) | Verfahren zum Ausschneiden eines Ausschnitts aus der Wandung eines als Hohlkörper ausgebildeten Bauteils und Vorrichtung zur Durchführung des Verfahrens | |
| DE4424845C3 (de) | Abdeckplatte für Vakuumformmaschinen | |
| DE2911831C2 (de) | Vorrichtung zum Herstellen von Abstandshalterahmen für Isolierglasscheiben | |
| DE3411023C2 (de) | Vorrichtung zum Herstellen und/oder Bearbeiten von kaschierten Werkstücken | |
| DE102010018534A1 (de) | Vorrichtung zum Formen eines Werkstücks | |
| DE4400388C2 (de) | Verfahren und Vorrichtung zum Herstellen eines Formteils aus mindestens einer Trägerschicht und einer Kaschierschicht | |
| DE202010014913U1 (de) | Vorrichtung zum Bearbeiten, insbesondere zum Stanzen und Verbinden, eines Werkstücks | |
| EP0127035B1 (de) | Verfahren zur sicheren Befestigung einer auf einer Aussenfläche eines flächigen Formlings aufgebrachten Auflage im Bereich der Flächenränder und Formwerkzeug hierzu | |
| DE19617688A1 (de) | Verfahren und Ausbrechwerkzeug zum Ausbrechen von Stanzabfällen bei der Herstellung von Zuschnitten aus einem Bogen | |
| DE2427246A1 (de) | Vorrichtung zur herstellung eines aus einem rohteil und einem angeformten spritzgussteil zusammengesetzten gegenstandes | |
| DE29905738U1 (de) | Stanzvorrichtung | |
| DE9115347U1 (de) | Vertikale Stanzvorrichtung | |
| DE3029912A1 (de) | Verfahren und vorrichtung zum herstellen von flachen kunststoff-formteilen, z.b. deckeln, durch tiefziehen in und anschliessendes ausstanzen aus einer folienbahn | |
| DE308801C (de) | ||
| DE29813113U1 (de) | Trennstempel | |
| DE3127227C2 (de) | Ziehwerkzeug | |
| DE1091316B (de) | Maschine, sogenannte Vakuum-Formmaschine, zum Herstellen von Schildern aus thermoplastischem Kunststoff | |
| DE456599C (de) | Verfahren und Vorrichtung zur Herstellung von Schachteln, wobei die Verbindung der Schachtelecken durch Klebestreifen hergestellt wird |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 16A | New documents despatched to applicant after publication of the search report | ||
| 17P | Request for examination filed |
Effective date: 19970708 |
|
| 17Q | First examination report despatched |
Effective date: 19991004 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 59509544 Country of ref document: DE Date of ref document: 20011004 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20011130 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ERR Free format text: BOPI DE PUBLICATION N: 02/04 PAGES: 241 PARTIE DU BULLETIN CONCERNEE: BREVETS EUROPEENS DONT LA TRADUCTION N'A PAS ETE REMISE A I'INPI IL Y A LIEU DE SUPPRIMER: LA MENTION DE LA NON REMISE. LA REMISE DE LA TRADUCTION EST PUBLIEE DANS LE PRESENT BOPI. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100324 Year of fee payment: 16 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110405 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130625 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20130424 Year of fee payment: 19 Ref country code: FR Payment date: 20130523 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59509544 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20141231 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59509544 Country of ref document: DE Effective date: 20141101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140405 |