EP0644960B1 - Heizeinrichtung für einen laufenden faden - Google Patents
Heizeinrichtung für einen laufenden faden Download PDFInfo
- Publication number
- EP0644960B1 EP0644960B1 EP93912889A EP93912889A EP0644960B1 EP 0644960 B1 EP0644960 B1 EP 0644960B1 EP 93912889 A EP93912889 A EP 93912889A EP 93912889 A EP93912889 A EP 93912889A EP 0644960 B1 EP0644960 B1 EP 0644960B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- heating
- carriers
- heating device
- thread carriers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 236
- 238000004140 cleaning Methods 0.000 claims abstract description 23
- 239000000969 carrier Substances 0.000 claims description 54
- 230000005855 radiation Effects 0.000 claims 2
- 230000000694 effects Effects 0.000 abstract description 10
- 229920001169 thermoplastic Polymers 0.000 abstract description 3
- 239000004416 thermosoftening plastic Substances 0.000 abstract description 3
- 230000001105 regulatory effect Effects 0.000 abstract description 2
- 238000013021 overheating Methods 0.000 abstract 1
- 238000012546 transfer Methods 0.000 description 25
- 238000002788 crimping Methods 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 230000008859 change Effects 0.000 description 7
- 238000013461 design Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 241001589086 Bellapiscis medius Species 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 230000001419 dependent effect Effects 0.000 description 4
- 230000006872 improvement Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000011324 bead Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 238000007514 turning Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- JRBRVDCKNXZZGH-UHFFFAOYSA-N alumane;copper Chemical compound [AlH3].[Cu] JRBRVDCKNXZZGH-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000028327 secretion Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000002470 thermal conductor Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images












Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
Definitions
- the invention relates to a heating device, in particular a elongated body, such as B. a heating tube for heating a running thread.
- Such a heater finds e.g. Use on a false twist crimping machine.
- Devices for heating running chemical threads in false twist crimping processes are known. Generally they have rails those in elongated, heatable to a certain temperature Heating chambers are located, and over which a thread over thread carriers, so-called Webs that can be guided to be heated.
- tubular thread overflow body For stretching and thermally fixing synthetic threads tubular thread overflow body known.
- the DE-AS 13 03 384 an overflow body, which is wrapped by the thread becomes.
- This overflow body has a rotationally symmetrical Form on and is provided with a bead at the end of the thread and from its thread run-up to its thread run-off end from the Thread stretching - continuously increasing to the thread fixing temperature heatable and designed and arranged so that it from the thread in Form of a steep thread can be wrapped.
- This thread overflow body is complicated in structure and requires for its manufacturing a multitude of expensive steps. In addition he should not be using the modern high-speed process reliability.
- thermoplastic material for the thread comes in particular Polyamide or polyethylene terephthalate (PA6, PA6.6) into consideration, however without limitation to these materials.
- EP 0 442 368 A1 also describes a heater for a synthetic yarn known, the thread carrier kept above the self-cleaning temperature become. With this heater, the thread is curved in one plane along the heating surface out and the thread carriers are on by additional heating devices maintained the desired high temperature.
- the object of the invention is to provide a heating device which is easy to manufacture and which high temperatures of all components can be operated, and at which in particular uses the self-cleaning effects effectively can.
- the width of the thread overflow webs Vary the dwell time of a thread on the heating surface. This means, by the size of the heated surface on which the thread lies is changed, the one transferred to the thread also changes Warmth.
- the heat transfer is adjustable. Another possible variation is given by webs that are variable in height, which allow the distance between the heating surface itself and the thread track set uniformly or variably.
- the thread overflow lengths can be changed in that Thread running direction immediately in front of and behind the heating element be provided in their position relative to the radiator and / or are mutually adjustable. If necessary, these Thread guide but also at the entrance and exit of the radiator itself be provided.
- Heating device can be operated in a temperature range, which is the self-cleaning temperature of the heated surface corresponds.
- the invention makes use of the knowledge that the Self-cleaning temperature in the order of approximately 430 degrees Celsius lies, and that about the influence of the heat transfer of the heated surface on the thread to be heated the thread a lower temperature e.g. Exposed to 330 degrees Celsius becomes.
- This option is particularly useful if a heating device is provided for several threads to be heated.
- a heating device is provided for several threads to be heated.
- one of the thread heating zones during the cleaning phase other thread in its associated thread heating zone continuously continue to run without the self-cleaning of the first thread heating zone an impact on the quality of the thread still running in the second thread heating zone.
- This heating device is described in EP 0 412 429 A2.
- This heating device is its high heating output, which is transferable to the thread and a short length of Heater allowed.
- the other advantage is the self-cleaning effect.
- An additional object of the invention with regard to this particular Embodiment is to continue the known heater To design that a cleaning of the heater from baked or Cracked residues of the thermoplastic thread material are not required becomes.
- the heater have an entrance area in which the thread is only slight or has no contact with thread carriers by only holding the thread carriers there be arranged at a large distance.
- the Entrance area only with an entrance thread guide and the exit area only equipped with a starting thread guide.
- the input thread guide is cold remains.
- the input thread guide has no thermal contact with the heating surface. This keeps the thread guide essentially cold so that it does not secretions of thermoplastic material can occur.
- the thread guide on the output side is said to be self-cleaning to have. It is therefore preferably directly with the heating surface connected and lies at the beginning of the so-called "rule section", the adjoins the entrance area.
- the control section is the section in which the thread reaches its set temperature receives.
- the thread carrier in the control section ensures that the thread with a precisely definable distance from the Heating surface is performed.
- the heating device receives a gradation between the input section and the control section, such that the distance of the heating surface in the entrance section of the thread path is larger, preferably a multiple of that Distance is that the thread path in the control section of the Heating surface.
- the arrangement of the thread carriers according to the invention ensures that that the thread carriers are only arranged in the zone in which the temperature of the thread reached on the one hand and the heater temperature on the other hand, ensure self-cleaning.
- In the control area there is an exact temperature control of the heating device, namely preferably by regulation. Due to the precise guidance of the thread, relative to the heater, it ensures that the thread assumes the specified target temperature. It can be variable Widths of the thread carriers with respect to a running thread with movable ones Thread carriers the so-called dwell time of the thread in wide Limits are kept changeable, d. H. the interface between Thread and thread carrier is depending on the thread or on Radiator measured temperatures set. In the entrance section the exact guidance of the thread is dispensed with. Here is from made use of the knowledge that the Heating the thread with large temperature gradients between Heating device and thread takes place and therefore an exact temperature control the thread is neither wanted nor possible.
- the heating of the thread in the control area causes the The outer layers of the thread assume the desired temperature. However, uniform heating of the thread is required its entire cross section. This goal is achieved in that the control section is followed by an end section in which again thread carrier with a large distance or no thread carrier is arranged. To avoid the thread in contact with the Heating surface of the heating device should also be preferred here the distance between the thread path and the heating surface is larger, preferably be a multiple of the distance, which thread run and Have a heating surface in the control range. By this arrangement of the End section ensures that with little heat transfer Heat loss can be prevented and an even distribution the heat supplied in the control section over the entire Thread cross-section takes place.
- a large, unsupported length of thread can be purchased in the entrance section be taken; it turned out that in the entrance section the tendency of the thread to oscillate is low.
- a Length of 400 mm - 500 mm is possible. The length should, however Limitation of the effort to be extended to what Achieving the desired preheating of the thread is necessary.
- the end section is in any case shorter than the entrance section.
- the length of the end section is preferably limited to 300 mm and should be even shorter in particular.
- the distance between the thread run and the heating surface in the end section and in the entrance section is larger, preferably a multiple of that Distance in the control range, but preferably also limited to 5 mm, preferably 3 mm.
- the optimization of the heating effect on the thread is of great importance Significance for the quality of the thread and its texturing in the False twist crimping machine. For this reason it is proposed that the touch length of the thread carrier is adjustable. This can also an optimal setting of the heating effect on each desired thread speed and thread diameter (titer) respectively.
- a heater can e.g. B. the shape have a pipe, on the circumference of which there are several in the circumferential direction in their axial extension widening webs are provided. These webs can be successively arranged offset on the circumference be. It is thereby achieved that the screw-wrapping around the tube Thread touches the webs one after the other in areas which the webs have essentially the same contact length.
- Another embodiment that can be adjusted at any time Heating effect on the specific process parameters, especially thread titer and running speed allowed consists of a through Composed sections of radiators variable in length.
- the Possibility of an essentially smooth surface Heating tube to put a sleeve or a cage corresponds to the outside diameter of the heating pipe and its mantle through recesses lined up in rows same shape is permeated.
- the inside diameter corresponds to the outside diameter of the heating pipe and its mantle through recesses lined up in rows same shape is permeated.
- the lines run parallel to the axis.
- Recesses correspond to the shape of the recesses uniform circumferentially extending webs. The cuff is secured on the heating pipe against axial displacement, can but be rotated.
- this has the advantage that by gradually turning the cuff on the tube of thread can always be run over a clean overflow point of the webs; on the other hand, the thread through the different design the webs are heated in wide temperature ranges. Because in the cuff has uniform webs or recesses diametrically opposite or repeating at certain angular intervals, overflow paths for two or more threads are formed. in the the rest are those between the rows in the longitudinal direction of the cuff extending webs of no importance for the essence of the invention.
- the heating device shown in Figure 3 has a tube 1, hereinafter Heating tube, on.
- the heating tube 1 carries two in its interior parallel heating resistors 6, preferably from each other and from the inner surface of the heating tube 1 of a suitable insulating material such as magnesium oxide or magnesium silicate powder are separated.
- the heating tube 1 consists of a good heat-conducting metal, such as steel or preferably made of a copper-aluminum alloy.
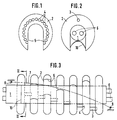
- the disks shown in Figures 1 and 2 in detail 2 are circular and provided with a radial slot 5, the clear width essentially the diameter of the heating tube 1 corresponds and its opposite edges parallel to each other lie.
- the outer edge of the discs 2 is spherical.
- the spherical edges of the disks 2 serve to guide a thread 7, via an input thread guide 8 to those of the crowned Edges of the disks 2 formed thread overflow surface of the heating device is placed and this is angled to the thread carrier 8 and axially offset starting thread guide 9 leaves. That is, the Thread 7 wraps around the device in a spiral, the slope depends on the offset of the thread carriers 8 and 9 to each other. At least one of the thread carriers is relative to the other around the Axis of the heating tube 1 pivotable so that the length of the Thread path over the disks 2 by changing the slope of the can be changed by the thread 7 formed helix.
- the positions of the Thread carriers 8 and 9 are on both sides of the slots 5 and The helix of the thread 7 is located outside the slots 5 Area of the washers 2.
- the disks are made of a heat and scale resistant Material, e.g. B. aluminum oxide or titanium oxide.
- a heat and scale resistant Material e.g. B. aluminum oxide or titanium oxide.
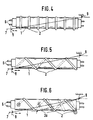
- the embodiment of the invention shown in Fig. 4 consists of one provided with an electrical heating resistor wire 6 Heating tube 1, which is surrounded by a plurality of rings 2.
- the Rings 2 are fixed to the heating tube 1, for example by soldering connected and are equidistant from each other.
- the rings 2 can also be formed by beads that are in regular Gaps in the tube.
- the rings can too be spaced apart by grooves that are in the outer jacket of the heating tube 1 are incorporated.
- the radially protruding circumferential surface the ring 2 is crowned and is more thread-friendly Nature.
- the rings 2 serve a thread 7 at a distance to lead over the lateral surface of the heated tube 1, the Thread overflow path is preferably helical around tube 1 loops.
- thread guides 8 and 9 are at both ends of the heating tube 1 thread guides 8 and 9, their offset with respect to each other Determine the slope and length of the thread path. At least one the two thread guides can be adjusted with respect to the other.
- the means necessary to adjust this thread guide include to the state of the art and are not shown.
- the embodiment of the invention shown in Fig. 5 consists of a heating tube 1 which has an electrical resistance heating wire in its interior 6 and that over its entire length of is surrounded by a helical thread carrier 2.
- the helical one Thread carrier 2 is z. B. by soldering firmly to the tube 1 connected. Its outward-facing surface is spherical and of thread-friendly nature, d. that is, it exercises on an overflowing Thread out a negligible friction.
- the thread 7 will here guided in a helix that corresponds to the gears of the thread carrier 2 is opposite.
- the thread is 8 by means of eyelet-shaped thread guide and 9, which are provided at the run-up and drain end of the heating tube 1 are placed on the helical thread carrier 2. Like the already described embodiments, it is possible to use the thread guide 8.9 to be adjusted relative to each other.
- FIG. 6 A fourth embodiment of the invention is shown in FIG. 6. This is also a heater 6 heated by a heating resistor Tube 1.
- tube 1 is of a helical shape
- the thread carrier 2 can be, for example Be metal tube, its surface lying against the heating tube 1 is flattened so that there is close thermal contact between the heating tube 1 and the thread carrier 2.
- the thread overflow heaters described here offer u. a. the Advantages of variable thread overflow paths within wide limits enable. Furthermore, can be held in a row several differently heated thread carriers over the length of one Thread path realize variable temperature profiles.
- FIGS. 7-9 and 11-15 show heating devices those at the thread inlet and at the thread outlet of the heating tube 1 Input thread guide 8 and an output thread guide 9 sit, and at of the thread carriers 8, 9 and the tube 1 in the circumferential direction of the Tube are rotatable relative to each other.
- only the starting thread guide is 9 rotatable relative to the tube while the input thread guide 8 sits stationary.
- the starting thread guide 9 is seated, formed by the notch 16, coaxial and rotatable on the lower one End of the heating tube 1 and is in the rotating area 15 relative to Tube rotatable.
- the heating tube 1 is a has electrical resistance heating, which over the electrical Supply lines 6a is supplied with the heating current.
- Figures 7-9 and 11-14 show that the heating devices at the entrance of the heating pipe 1 and / or at the exit of the heating pipe 1 each have an input section 11 or end section 12 can of the passing thread 7 a greater radial distance than the outer surface of the heating tube 1 occupies.
- Rule section 13 is another special feature in the present case having.
- the thread 7 can consequently at any point within the predetermined Angular range run, depending on the particular Rotary position of the thread guides 8, 9 and the tube 1 relative to each other.
- the rings point in the angular range that can be covered by the thread 7 a changing ring width in the circumferential direction.
- the width B of a ring depends on a circumferential coordinate u after a function B (u) changes each can be predetermined.
- the function is linear.
- Figure 9 shows the peculiarity that the rings 2 in the possible contact area with the thread 7 in the circumferential direction have changing height H.
- the height H is a function of the circumferential coordinate u, correspondingly with H (u) is designated.
- the width B of the rings is in the circumferential direction in which the height H of the rings decreases. It is therefore to be expected that with increasing contact time of thread 7 on the rings due to the increasing ring width B also in the non-contact longitudinal areas between the rings 2 the heat flow on the thread due to the decreasing at the same time Distance between thread 7 and tubular jacket increases.
- Figures 7 and 8 show that the rings 2 also then in the angular range that can be covered by the thread one in the circumferential direction may have changing height if the Width of the rings 2, i.e. the web width, not in the circumferential direction changes.
- the rings can also result from that annular grooves are machined into the tubular jacket in such a way that the rings according to the invention, on which the thread 7 runs, stand stay.
- the heat transfer from the heating tube 1 to the thread 7 takes place on the one hand at the contact zones which connect the rings 2 with the thread 7 form.
- the total heat flow acting on the thread becomes one Function of the thread path geometry set in relation to the Be tube geometry, because the contact lengths and the non-contact Longitudinal areas, like the ring height, depend on the Relative position of the input thread guide 8 or the output thread guide 9 to the heating pipe 1.
- Rings 2 are eccentric with respect to the tube axis 17, wherein advantageous the rings in pairs by 180 degrees to each other are offset.
- the heating device is symmetrical with respect to the tube axis 17 is, which makes them one for machining and processing Pair of running threads 7.1, 7.2 is suitable.
- FIG. 11 also shows a heating device 13, which is a delivery unit 18 is arranged upstream and that the heating device 13 has a cooling zone, the is designed here as a cooling rail 19, and a false twister 20 and a delivery plant 21 are arranged downstream.
- a heating device 13 which is a delivery unit 18 is arranged upstream and that the heating device 13 has a cooling zone, the is designed here as a cooling rail 19, and a false twister 20 and a delivery plant 21 are arranged downstream.
- FIG. 11 further shows that the input thread guide 8 and the Exit thread guide 9 relative to one another or relative to the heating tube 1 as a function of that measured at the output of the heating device 13 Thread temperature are adjustable. This is used in the exit area of the heating tube 1 arranged temperature sensor 22, the one Output signal delivers, e.g. via a stepper motor 23 each Input thread guide 8 or output thread guide 9 depending on the temperature to adjust. It should be expressly said that the measurement signal of the Temperature sensor 22 also be superimposed on a thread tension signal can, which is generated by the tensile force measuring device 24, and behind the heater.
- the present invention offers the essentials Advantage that the effective heat transfer from the heater extremely sensitive on the thread in the sense of process optimization can be set, and that in addition a very precise control of the thread temperature can be made to over the to achieve an optimal thread quality over the entire length of the thread.
- FIGS. 12-14 also show additional exemplary embodiments the invention.
- a plurality of webs 2 are transverse to Thread running attached to the heated surface, the Height of the webs the heated surface by at least 0.1 millimeter, but not more than 5 millimeters tall.
- the height of the webs 2 is above the heated one Surface is no more than about 5 millimeters around the Advantages of this heater according to the invention, in particular the Self-cleaning and the sensitive controllability, individually or simultaneously to be able to exploit.
- the thread heating zone is convex towards the thread curved, allowing the thread to be on a Helix line can be passed over the thread heating zone.
- the tube can be used as a rotating body, rotating body section or rotating body segment be trained to easily run a thread to reach along a spiral line.
- left thread heating zone also be a single thread line, e.g. if an adjustability the thread path is not provided relative to the heated surface.
- the filament heating zone according to FIG. 13 shows an angular range within a thread of which are guided relative to the heated surface can.
- FIG. 13 shows, it can also be useful to have only one of the filament heating zones with rings whose width B is in The circumferential direction changes, analogously to the predicted, the height H, while the ring width B in the other of the two filament heating zones is kept constant.
- the height H of the Rings to vary in the circumferential direction, and then of course a relative adjustability between the heated surface and the running thread makes sense.
- Thread heating zones make sense if you use these thread heating zones in each case synchronously movable input thread guide 8 or output thread guide 9 assigns which thread guides 8 and 9 in the end areas rotatable thread guide lever 26 sit.
- the synchronous mobility can be achieved using a corresponding gear can be easily realized.
- a transmission is part of the State of the art and shall not be explained in more detail here.
- Thread heating zones 25a, 25b it is possible to have two Thread heating zones 25a, 25b to be arranged diametrically to one another, and in in this case, the input thread guide 8 or output thread guide 9 so to arrange on the respective thread carrier levers 26 that the threads run at locations with the same operating conditions.
- the width B of the rings may also be possible the width B of the rings to change gradually. This means that the width B in pieces is constant and gradually at certain circumferential coordinates, e.g. from a smaller width to a larger width.
- the invention is also intended to include that the height H changes gradually in the circumferential direction e.g. To get thread running areas, within which a small lateral fluctuation of the contact zone between thread and ring in essentially without influence on the heat transfer between heated Surface and thread remains.
- rings can be changed Width and / or height in the circumferential direction against each other are staggered that in anticipation of any thread running the effective contact zones essentially the same contact times or Allow thread clearances to the outer jacket of the tube.
- a gradual changing ring height H is easy to realize if you have rings provides which sectors have a constant Radius per sector.
- the transition area between two neighboring ones Sectors of different radii must then be designed to be thread-friendly, i.e. abrupt or edgy changes in the respective ring radius on the adjacent ring radius are corresponding in the circumferential direction round to avoid damage to the thread.
- FIGS. 15d and 15e show eccentrically arranged ones Crosspieces 2.
- the crosspieces 2 are circular, the center of the circle of the Web 2 with respect to the center of the circle of the heating tube 1 around Eccentricity 27 is offset.
- Entry thread guide and exit thread guide are for each thread arranged separately on a thread carrier lever 26, namely circumferentially with respect to the center of the ring 2 in the sense same effect on the heated thread rotatable.
- FIG. 15e shows the one rotated by 180 degrees 15d represents a situation optimal influence of the heat transfer from the heating tube 1 to the Thread 7 can be reached:
- those provided according to the invention can be used Wrestle on the heated surface without further self-cleaning temperatures drive while the temperatures are on the thread act, allow damage-free heating.
- the invention enables filament yarns to be different Titer, e.g. 22 dtex (20 den.) Or 44 dtex (40 den.) With the same heating device and to process simultaneously, provided the relative position between the running thread and the heated surface set accordingly becomes.
- one and the same heating device can be used without Change or adjust the temperature of the heated surface different heat flows on different thread qualities just by choosing the relative position between the thread path and the heater.
- the heating device is preferably used in a false twist crimping machine.
- a false twist crimping machine is e.g. B. in DE-PS 37 19 050 and consists of a Variety of supply spools, of which a variety of threads be withdrawn from heating devices over which each thread is guided is made of cooling devices over which each thread is passed a false twister through which each thread has a temporary Drall receives, as well as from input and output supply plants that the Pull the thread from the delivery spools or from the false twister pull it off. Then each thread is on a take-up spool spooled.
- the heating devices shown relate to that previously described, arranged in the false twist zone heater.
- the heating devices 30 shown are tubular.
- the thread 7 will first guided and passed through an input thread guide 8 then on the circumference of the pipe.
- the thread is with axial and with circumferential components by a thread guide 9 on the output side passed over the pipe.
- the thread guide 9 is one around Pipe axis rotatable disc with a thread guide notch 16.
- Fig. 16 and Fig. 18 is simplified an aligned position of the input thread guide 8 and the notch 16 shown. 17 shows - applicable also to the embodiment 18 - that the disc 9th is twisted so that the thread - as I said - with axial but also with peripheral components is guided over the pipe and thereby describes a steep helix.
- By adjusting the disc 9 can wrap the thread on the tube in the circumferential direction can be set.
- the wrap is synonymous with one Curvature of the thread. Through the wrapping, therefore entire line of the thread on the tube or on the tube attached thread carriers can be reached. On this thread carrier will discussed below.
- the heater consists of three sections, namely Input section 11, control section 13 and end section 12.
- the thread is passed through the input thread guide via the input section 11 8 and the first thread carrier 31.1 of the control range 13 guided.
- the heating surface facing the thread i. H. the jacket of the input section 11 a distance from the thread, which is a multiple of the distance that the thread from the Heating surface, d. H. the lying between the thread carriers 31 Shell areas of the control section.
- the distance of the thread carrier 8 of the first thread carrier 31.1 of the control range also a multiple of the distance between the thread carriers in the control range. Lengths of up to 500 mm can be accepted here become. The length is strongly dependent on the tendency to vibrate.
- the length of the input section 11 is preferably reduced chosen, so that an efficient preheating of the thread is possible.
- the heater is replaced by a resistance heater in the form of a Heating tube 1 heated.
- a resistance heater in the form of a Heating tube 1 heated.
- 6a are the electrical leads of the Resistance heater called.
- the resistance heater is as a heating cartridge 1 runs and extends the entire length of the Heating device, ie via the input section 11, the control section 13 and the end section 12.
- the temperature control of the heating device includes a temperature sensor, which detects the effective actual temperature of the control range 13. This temperature is regulated. Hence the control range a very precise temperature control.
- a plurality of thread carriers 31 are in the control region 13 arranged. All of these thread carriers 31, including the first Thread carrier 31.1 are designed as webs that extend over the circumference of the rule section. These bars have a specific given distance and a certain height above the rest Sheath area of the control area 13. The number of thread carriers will determined by the tendency of the thread to vibrate and the heat transfer.
- the height of the webs compared to the jacket of the control area is preferably chosen to be small and is a maximum of 3 mm. It is preferably in particular less than 1.5 mm.
- the thread is guided over the outer circumference of the thread carrier.
- the thread touches the outer circumference on a certain one Length. This length is also decisive for the heat transfer.
- this contact length is chosen to be short, whereby a compromise with the requirements of heat transfer is required is.
- the axial distance between the thread carriers also has an influence on heat transfer.
- a ratio of touch length to be used for thread carrier spacing of up to approximately 1 to 5, however, this ratio is preferably smaller, in particular smaller than 1 in 10.
- the distance from the heating surface i.e. H. the cloak of the entrance area, is 3 to 10 times the height of the webs 31 compared the shell of the control range, but is preferably smaller than 10 times.
- the representations of the drawing are not true to scale.
- the thread is in turn by only a few Thread carrier guided, namely here by the end thread carrier 31.3 of Control range and the disc 9 already mentioned with its Thread guide notch 16.
- the distance between the thread path and the jacket of the end section 12 is in turn many times larger than the height of the thread guide webs 31 relative to the jacket of the Control range, here the same dimensioning rules as apply to the entrance area 11. Overall, the distance is however, the thread carrier in the end section is smaller than in the entrance section.
- the thread carrier distance is 300 mm and is preferred smaller.
- the heater shown in practice is enclosed in an insulating cage that has a radial slot for thread insertion and compared to the control range of Pipe forms a circumferential gap. In this circumferential gap the Thread led. It is also possible to arrange one at a time Pair of input thread guides 8 and thread guide notches 16 in the Washer 9 to heat two threads on a heater.
- the input thread guide 8 has as far as possible no contact with the Heating device. This ensures that the thread carrier 8 itself not heating up. Therefore, the thread carrier 8 does not form Deposits that arise when the thread is heated.
- the exit thread guide the input section 11 is - as already mentioned - as the first thread carrier 31.1 of the control section 13 is executed. As in the other thread carriers 31.1, 31.2, 31.3 of the control section as mentioned, these are webs. These bridges are from the Sheath of the control area worked out. So you have good thermally conductive contact with the heating device. Because of their low Height ensures that the control temperature is also in the contact surfaces prevails.
- the thread carrier on the output side i.e. H. Disc 9 with thread guide notch 16 is rotatably arranged on the cartridge 1 of the heating device. This ensures that the temperatures of the heating cartridge 1 also communicate the disc 9, so that here too with good Self-cleaning properties can be expected.
- FIG. 18 has a special feature in the circumferential design of the webs serving as thread carriers 31.1, 31.2. and possibly 31.3.
- the webs have a circumferential direction an increasing axial extension. The closest is Do not - as can be seen from Fig. 18 - place exactly a generatrix but essentially on a line leading to the Overflow line of the thread is essentially parallel. This can Overflow line of the thread can be changed. There must be one here overflow line selected under normal operating conditions become. Then, in Fig. 18, not only is the starting thread guide in Shape of the disc 9 with thread guide notch 16 but also the Thread guide 8 rotatable about the axis of the heating device.
- the thread path can be offset on the circumference of the heating device in an area in which the contact length of the thread guide bars 31 has a desired dimension and in which a desired ratio from contact length to free guide length between the webs consists.
- This can increase heat transfer, but also smoothness of the thread can be influenced.
- one too big Touch length to high thread friction, which protects the thread is undesirable.
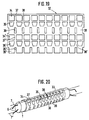
- 19 is the blank 32 of a sleeve in the rolled-out state 33, in which recesses 34, 35, 36, 34 ', 35' and 36 '.
- the recesses of a respective one Rows are of the same shape and are at the same distance from each other. Between the recesses are transverse to the Blank connecting webs 37, 38, 39, 37 ', 38' and 39 ', on which is discussed in more detail below.
- the in the longitudinal direction of the Blank 32 connecting webs between the respective Series of recesses are irrelevant to the essence of the invention.
- the blank 32 can be Fig. 19 too formed a hollow cylinder and as such on a heating tube 1 to be pulled.
- the inside diameter of the hollow cylinder corresponds to this the outside diameter of the heating pipe.
- the cylinder, below Sleeve 33 is against axial displacement on the heating tube 1 secured, but can be rotated on this, if necessary the Rotational movement from releasing a known but not shown Lock is dependent.
- the recesses 34 in a parallel to the axis of the heating tube 1 lying row and form webs 37 between them Width.
- the webs 37 serve as overflow webs for a thread 7 (the unlike shown here for the sake of simplicity helical around the Cylinder runs) and are of equal width.
- Row of recesses 35 shown here trapezoidal, between which are wedge-shaped webs 38.
- the cuff 33 a further variant of rows of recesses 36 intended.
- These are recesses that are axial Direction are relatively narrow, but wide connecting webs 39 leave between them as a thread overflow webs a thread 7 a offer a larger heating surface.
- According to the other recesses is also diametrically opposite to these in the case of the recesses 36 Row of recesses 36 'with corresponding webs 39 'provided, which form a second thread overflow path.
- the radial distance between the outer surface of the heating tube 1 and the surface of the webs corresponds to the dimensions listed above, is therefore in the preferred range of 0.5-5 mm, preferably 0.5 - 3 mm.
- the cuff 33 can with sufficient working conditions sufficient Recesses of a different shape.
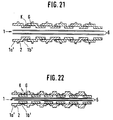
- FIGS. 21 and 22 Further embodiments of the invention are shown in FIGS. 21 and 22 shown. These embodiments have in common that the Thread overflow webs, or rings 2 carrying tubes 1 from sections 1 'are composed.
- the sections exist 1 'each of a part 1'a larger diameter and a part 1'b smaller diameter, the latter the inner diameter of the Part 1'a corresponds to a larger outer diameter.
- the screw connections can be made using lock nuts K are secured, which changes the location of the sections 1 'can be set to each other exactly.
- a thread carrier 2 is provided in each case, which in accordance with of the exemplary embodiments described above can be formed in 21, however, is shown schematically as a simple ring 2.
- the Ring 2 can coaxially enclose part 1'a, but it can also be off-center be arranged. In doing so, he can use his entire scope around a uniform width or gradually or intermittently have increasing widths.
- the outer surface of the ring 2 can be interrupted by at least one axial groove 2 ', with the corresponding Adjustment of rings 2 in addition to the distances between the rings 2 on the tube 1 zones arise from an overflowing thread 7 are not touched.
- this embodiment offers the invention has the advantage that by rotating the pipe sections 1 'depending on the width of the individual rings 2 and their distance to each other, thread contact lengths and contact-free zones in wide Limits are variable.
- the embodiment shown in Fig. 22 differs from that 21 in that instead of the stepped pipe sections 1 ' internal and external sleeves 1 "are provided, which are on the outside - or internal thread G screwed together and if necessary can be secured in position with respect to each other with lock nut K.
- this embodiment also applies to the heating device and their thread carriers taking into account their design the other embodiments said.
- the present invention enables the optimal use of Self-cleaning properties of a heating device at the same time good heating behavior, especially with false twist crimping machines.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
Description
- Fig. 1
- eine Draufsicht auf eine zum Führen eines Fadens geeignete Scheibe gem. der Erfindung;
- Fig. 2
- einen Schnitt entlang Linie II-II in Figur 3;
- Fig. 3
- eine Seitenansicht der erfindungsgemäßen Heizeinrichtung;
- Fig. 4
- eine Seitenansicht einer weiteren Ausführungsform der Erfindung;
- Fig. 5
- eine Seitenansicht einer dritten Ausführungsform der Erfindung; und
- Fig. 6
- eine vierte Ausführungsform mit verstellbaren Fadenführern der Erfindung in Seitenansicht.
- Fig. 7
- eine Schnittansicht einer Heizeinrichtung mit Ringen, deren Höhe sich in Umfangsrichtung ändert.
- Fig. 8
- eine perspektivische Ansicht einer Heizeinrichtung gem. Fig. 7 mit relativ zueinander verdrehbaren Fadenführern;
- Fig. 9
- eine Draufsicht auf eine Heizeinrichtung mit sich in Umfangsrichtung ändernden Stegbreiten und Steghöhen;
- Fig. 10
- eine axiale Aufsicht auf eine erfindungsgemäße Heizeinrichtung;
- Fig. 11
- ein Anwendungsbeispiel in einer Falschzwirnkräuselmaschine;
- Fig. 12
- ein allgemeines Ausführungsbeispiel der Erfindung mit zwei gleichartigen Fadenheizzonen;
- Fig. 13
- ein weiteres Ausführungsbeispiel der Erfindung mit einer nichtverstellbaren und einer verstellbaren Fadenheizzone;
- Fig. 14
- ein weiteres Ausführungsbeispiel der Erfindung mit zwei unterschiedlich einstellbaren Fadenheizzonen;
- Fig. 15
- axiale Aufsichten auf Heizeinrichtungen mit jeweils zwei Fadenheizzonen und elliptischen Ringen beziehungsweise exzentrischen Ringen;
- Fig. 16
- einen weiteren Längsschnitt;
- Fig. 17
- die Ansicht eines rohrförmigen Heizers;
- Fig. 18
- ein modifiziertes Ausführungsbeispiel eines rohrförmigen Heizers;
- Fig. 19
- eine Draufsicht auf den Rohling einer Fadenüberlaufmanschette in ausgerolltem Zustand mit drei Paaren voneinander unterschiedlichen Fadenüberlaufstegen;
- Fig. 20
- eine perspektivische Ansicht, in verkleinertem Maßstab, eines Heizrohres mit darauf gestülpter Manschette;
- Fig. 21
- einen Längsschnitt durch ein aus mehreren zueinander verstellbaren Abschnitten bestehendes Heizrohr; und
- Fig. 22
- einen Längsschnitt durch ein anderes aus Abschnitten bestehendes Heizrohr.
- 1
- Heizrohr
- 2
- Ring, Scheibe, Fadenträger
- 3
- Abstandshalter
- 4
- Vertiefung, Ausnehmung
- 5
- Schlitz
- 6
- Heizwiderstand
- 6a
- elektrische Zuleitung
- 7
- Faden
- 8
- Eingangsfadenführer, Faden träger
- 9
- Ausgangsfadenführer, Fadenträger
- 10
- Federbügel
- 11
- Eingangsabschnitt
- 12
- Endabschnitt
- 13
- Heizeinrichtung, Regelabschnitt
- 14 15
- Drehbereich
- 16
- Kerbe
- 17
- Rohrachse
- 18
- Lieferwerk
- 19
- Kühlschiene
- 20
- Falschdrallgeber
- 21
- Lieferwerk
- 22
- Temperaturfühler
- 23
- Schrittmotor
- 24
- Zugkraftmeßeinrichtung
- 25a
- Fadenheizzone
- 25b
- Fadenheizzone
- 26
- Fadenträgerhebel
- 27
- Exzentrizität
- 30
- Heizeinrichtung
- 31
- Fadenträger, Steg
- 32
- Rohling
- 33
- Manschette
- 34, 34'
- Ausnehmung
- 35, 35'
- Ausnehmung
- 36, 36'
- Ausnehmung
- 37, 37'
- Steg
- 38, 38'
- Steg
- 39, 39'
- Steg
Claims (19)
- Heizeinrichtung zur Aufheizung eines Fadens (7) mit einem im wesentlichen rohrförmigen Heizkörper (1), der sich längs eines Fadenweges erstreckt und entlang dessen Heizoberfläche der Faden (7) geführt wird, wobei die Heizoberfläche als Fadenträger wirkende Längsbereiche (2) aufweist, die in Kontakt mit dem Faden stehen und diesen durch Wärmeleitung aufheizen, und dazwischen liegende Längsbereiche, die der Faden nicht berührt und die den Faden durch Strahlung aufheizen, dadurch gekennzeichnet, daß der Faden im wesentlichen schraubenlinienförmig geführt wird und die als Fadenträger wirkenden Längsbereiche (2) zumindest in einzelnen Abschnitte (1') jeweils einstückig mit der Heizoberfläche ausgebildet und so geformt sind, so daß sie im Betrieb annähernd die Temperatur der übrigen Heizoberfläche annehmen.
- Heizeinrichtung zur Aufheizung eines Fadens (7) mit einem im wesentlichen rohrförmigen Heizkörper (1), der sich längs eines Fadenweges erstreckt und entlang dessen Heizoberfläche der Faden (7) geführt wird, wobei die Heizoberfläche als Fadenträger wirkende Längsbereiche (2) aufweist, die in Kontakt mit dem Faden stehen und diesen durch Wärmeleitung aufheizen, und dazwischen liegende Längsbereiche, die der Faden nicht berührt und die den Faden durch Strahlung aufheizen, dadurch gekennzeichnet, daß der Faden im wesentlichen schraubenlinienförmig geführt wird und mehrere als Fadenträger wirkenden Längsbereiche (2) durch eine auf den Heizkörper (1) gezogene Manschette (33) gebildet und wärmetechnisch so mit der übrigen Heizoberfläche verbunden und geformt sind, daß sie im Betrieb annähernd die Temperatur der übrigen Heizoberfläche annehmen.
- Heizeinrichtung nach Anspruch 1 oder 2,
dadurch gekennzeichnet, daß
Heizkörper (1) und Fadenträger (2) so ausgebildet sind, daß beide während des Betriebes eine zur Selbstreinigung genügend hohe Temperatur annehmen können. - Heizeinrichtung nach Anspruch 1, 2 oder 3
dadurch gekennzeichnet, daß
die Höhe (H) der Fadenträger (2) im Bereich zwischen 0,5 und 3 mm liegt. - Heizeinrichtung nach Anspruch 1, 2, 3 oder 4,
dadurch gekennzeichnet, daß
die Fadenträger (2) durch in die Heizoberfläche eingearbeitete Nuten voneinander beabstandet sind. - Heizeinrichtung nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, daß
am Fadeneinlauf- und am Fadenablaufende bezüglich einander und quer zum Fadenweg verstellbare Fadenführer (8 und 9) vorgesehen sind. - Heizeinrichtung nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, daß
Mittel vorhanden sind, mit denen sich das Verhältnis der Aufheizung des Fadens (7) durch Kontakt zu der Aufheizung ohne Kontakt verändern läßt. - Heizeinrichtung nach Anspruch 7,
dadurch gekennzeichnet, daß
die Fadenträger (2) so gestaltet und/oder von dem Faden überlaufbar sind, daß unterschiedliche Berührlängen (B) zwischen Faden (7) und Fadenträger (2) eingestellt werden können. - Heizeinrichtung nach Anspruch 7 oder 8,
dadurch gekennzeichnet, daß
die Berührlängen (B) für einen einzelnen Fadenträger (2), eine Gruppe von Fadenträgern (2) oder sämtliche Fadenträger (2) einstellbar sind. - Heizeinrichtung nach einem der Ansprüche 7 bis 9,
dadurch gekennzeichnet, daß
die Höhe (H) der Fadenträger (2) radial unterschiedlich ist. - Heizeinrichtung nach einem der Ansprüche 7 bis 9,
dadurch gekennzeichnet, daß
die zwischen den Fadenträgern (2) gelegenen Längsbereiche eine in Längsrichtung des Heizers unterschiedliche Breite haben. - Heizeinrichtung nach einem der Ansprüche 1 bis 11,
dadurch gekennzeichnet, daß
die Fadenträger (2) quer zum Faden (7) verstellbar sind. - Heizeinrichtung nach einem der Ansprüche 1 bis 12,
dadurch gekennzeichnet, daß
die Fadenträger (2) in Längsrichtung des Fadens (7) verstellbar sind. - Heizeinrichtung nach Anspruch 1,
dadurch gekennzeichnet, daß
der Heizkörper (1) um seine Achse (17) drehbar ist. - Heizeinrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß
die Umfangsflächen der Fadenträger (2) zur Achse (17) des Heizkörpers (1) außermittig liegen. - Heizeinrichtung nach Anspruch 15,
dadurch gekennzeichnet, daß
die Fadenträger (2) ringförmig auf dem Heizkörper (1) angeordnet sind. - Heizeinrichtung nach Anspruch 2,
dadurch gekennzeichnet, daß
die Perforationen in axialer Richtung der Manschette (33) gleichförmige Reihen und in Umfangsrichtung unterschiedliche Reihen bilden. - Heizeinrichtung nach einem der Ansprüche 1 bis 17,
gekennzeichnet durch
zwei Längsabschnitte (11, 13), in deren Eingangsabschnitt (11) die Fadenträger (2) relativ große und in deren Endabschnitt (13) die Fadenträger (2) geringe Abstände haben. - Heizeinrichtung nach einem der Ansprüche 1 bis 17,
gekennzeichnet durch
drei Längsabschnitte (11, 13, 12),
in deren Eingangsabschnitt (11) die Fadenträger (2) große Abstände,
in deren Mittelabschnitt (13) die Fadenträger (2) geringe Abstände und
in deren Endabschnitt (12) die Fadenträger (2) große Abstände haben.
Applications Claiming Priority (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4218809 | 1992-06-06 | ||
| DE4218809 | 1992-06-06 | ||
| DE4222631 | 1992-07-10 | ||
| DE4222631 | 1992-07-10 | ||
| DE4228129 | 1992-08-25 | ||
| DE4228129 | 1992-08-25 | ||
| DE4232066 | 1992-09-24 | ||
| DE4232066 | 1992-09-24 | ||
| DE4233731 | 1992-10-07 | ||
| DE4233731 | 1992-10-07 | ||
| DE4237092 | 1992-11-03 | ||
| DE4237092 | 1992-11-03 | ||
| DE4239301 | 1992-11-23 | ||
| DE4239301 | 1992-11-23 | ||
| DE4244124 | 1992-12-24 | ||
| DE4244124 | 1992-12-24 | ||
| PCT/EP1993/001417 WO1993025739A1 (de) | 1992-06-06 | 1993-06-04 | Heizeinrichtung für einen laufenden faden |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0644960A1 EP0644960A1 (de) | 1995-03-29 |
| EP0644960B1 true EP0644960B1 (de) | 1999-09-15 |
Family
ID=27570642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93912889A Expired - Lifetime EP0644960B1 (de) | 1992-06-06 | 1993-06-04 | Heizeinrichtung für einen laufenden faden |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5760374A (de) |
| EP (1) | EP0644960B1 (de) |
| JP (1) | JP3634860B2 (de) |
| KR (2) | KR950701992A (de) |
| CN (1) | CN1110587C (de) |
| DE (1) | DE59309787D1 (de) |
| WO (1) | WO1993025739A1 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2133815T3 (es) * | 1994-11-22 | 1999-09-16 | Icbt Yarn | Procedimiento de estirado-texturizacion por falsa torsion y horno que permite su realizacion. |
| FR2736938B1 (fr) * | 1995-07-19 | 1997-08-14 | Icbt Roanne | Procede d'etirage-texturation par fausse torsion et nouveau type de four permettant sa mise en oeuvre |
| EP0874926B1 (de) * | 1996-06-28 | 2001-10-24 | Zinser Textilmaschinen GmbH | Vorrichtung zum herstellen von dick/dünn-effekten in einem filamentgarn |
| GB9700436D0 (en) * | 1997-01-10 | 1997-02-26 | Rieter Scragg Ltd | Texturing yarn |
| EP1526196A3 (de) * | 2003-10-20 | 2006-07-19 | Maschinenfabrik Rieter Ag | Heizeinrichtung für einen Faden |
| DE102012003724A1 (de) * | 2012-02-28 | 2013-08-29 | Sikora Aktiengesellschaft | Verfahren und Vorrichtung zur Messung der Temperatur eines strangförmigen Gutes |
| US20140261242A1 (en) * | 2013-03-15 | 2014-09-18 | Htp, Inc. | Corrugated indirect water heater coil |
| CN103451792A (zh) * | 2013-09-11 | 2013-12-18 | 昆山市巴城镇顺拓工程机械配件厂 | 一种粗羊绒纤维整形夹具 |
| CN108342821A (zh) * | 2018-04-26 | 2018-07-31 | 武汉纺织大学 | 一种适用于高刚性纱线针织用储纱器 |
| DE102019003801A1 (de) * | 2019-05-28 | 2020-12-03 | Oerlikon Textile Gmbh & Co. Kg | Heizvorrichtung zum Erwärmen eines laufenden Fadens |
| CN112210862B (zh) * | 2020-09-29 | 2021-09-14 | 安徽新虹新材料科技有限公司 | 一种基于天然棉的抗菌纱线及其生产工艺 |
| CN113502574B (zh) * | 2021-09-10 | 2022-04-01 | 海安国洋机械科技有限公司 | 一种并捻机的加捻装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1303384B (de) * | ||||
| BE567120A (de) * | 1957-04-25 | |||
| US3420983A (en) * | 1966-09-21 | 1969-01-07 | Henry W Mccard | Rotating drum heater for synthetic yarn |
| GB1275270A (en) * | 1968-07-23 | 1972-05-24 | Teijin Ltd | Apparatus for heating synthetic filaments |
| US4027467A (en) * | 1976-06-04 | 1977-06-07 | Smith Joseph F | Uniroll false twist device and method |
| EP0332227B1 (de) * | 1983-11-01 | 1992-02-26 | TEIJIN SEIKI CO. Ltd. | Berührungsloser Heizapparat für das Erwärmen eines synthetischen Garnes |
| US4567721A (en) * | 1983-11-01 | 1986-02-04 | Teijin Limited | Method for producing textured yarn |
| US5313776A (en) * | 1987-11-17 | 1994-05-24 | Rhone-Poulenc Viscosuisse Sa | Process for manufacturing an elastic bulk yarn |
| EP0412429B1 (de) * | 1989-08-09 | 1994-11-17 | Barmag Ag | Heizeinrichtung |
| US5138829A (en) * | 1990-02-10 | 1992-08-18 | Teijin Seiki Co., Ltd. | Apparatus for heat treating a synthetic yarn |
| JP3164180B2 (ja) * | 1992-07-24 | 2001-05-08 | 帝人製機株式会社 | 合成繊維糸条の熱処理装置 |
| DE69200684T2 (de) * | 1991-07-18 | 1995-03-16 | Icbt Roanne | Vorrichtung zur thermischen Behandlung von laufenden Garnen. |
| FR2693480B1 (fr) * | 1992-07-08 | 1994-08-19 | Icbt Roanne | Dispositif de chauffage d'un fil en mouvement. |
-
1993
- 1993-06-04 KR KR1019940704458A patent/KR950701992A/ko not_active IP Right Cessation
- 1993-06-04 DE DE59309787T patent/DE59309787D1/de not_active Expired - Fee Related
- 1993-06-04 US US08/351,273 patent/US5760374A/en not_active Expired - Fee Related
- 1993-06-04 KR KR1019940704458A patent/KR970002558B1/ko active
- 1993-06-04 EP EP93912889A patent/EP0644960B1/de not_active Expired - Lifetime
- 1993-06-04 WO PCT/EP1993/001417 patent/WO1993025739A1/de active IP Right Grant
- 1993-06-04 JP JP50109394A patent/JP3634860B2/ja not_active Expired - Fee Related
- 1993-06-05 CN CN93106698A patent/CN1110587C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0644960A1 (de) | 1995-03-29 |
| JPH07506879A (ja) | 1995-07-27 |
| CN1110587C (zh) | 2003-06-04 |
| JP3634860B2 (ja) | 2005-03-30 |
| KR970002558B1 (ko) | 1997-03-06 |
| DE59309787D1 (de) | 1999-10-21 |
| CN1083548A (zh) | 1994-03-09 |
| US5760374A (en) | 1998-06-02 |
| WO1993025739A1 (de) | 1993-12-23 |
| KR950701992A (ko) | 1995-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0644960B1 (de) | Heizeinrichtung für einen laufenden faden | |
| DE2213881C3 (de) | Friktions-Falschdrallvorrichtung | |
| EP0754790B1 (de) | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens | |
| DE2839552B2 (de) | Düsenkopf zum Herstellen von Kunststoffgranulat | |
| EP0656963B1 (de) | Einstellbare heizeinrichtung für einen laufenden faden | |
| EP3431428B1 (de) | Verfahren und vorrichtung zum aufwickeln eines spinnfadens, insbesondere eines glasfadens zu einer spule | |
| DE19827870C1 (de) | Verfahren zur Herstellung eines abwechselnd S- und Z-Drehungen aufweisenden Filamentgarnes | |
| DE69800366T2 (de) | Garntexturierung | |
| EP0602190B1 (de) | Heizkörper für einen laufenden faden | |
| DE69420487T2 (de) | Vorrichtung zur thermischen Behandlung von laufenden Garnen | |
| DE4326961C2 (de) | Heizeinrichtung für eine Falschzwirn-Kräuselmaschine | |
| EP1114212B1 (de) | Texturiermaschine | |
| EP0731196B1 (de) | Verfahren zum Spinnen, Verstrecken und Aufspulen eines synthetischen Fadens | |
| EP0257268B1 (de) | Axial verformbare Textilhülse | |
| DE4018200C2 (de) | Verfahren und Vorrichtung zum Heizen eines Fadens in der Falschzwirnzone einer Falschzwirntexturiermaschine | |
| DE69510955T2 (de) | Verfahren zum strecktexturieren durch falschzwirnen und ofen zur anwendung dieses verfahrens | |
| EP1423562B1 (de) | Texturiermaschine | |
| DE4337359A1 (de) | Heizeinrichtung mit Manschette für einen laufenden Faden | |
| DE1303384B (de) | ||
| DE19933990A1 (de) | Verfahren und Vorrichtung zum Texturieren eines synthetischen Fadens | |
| DE3719050C2 (de) | ||
| DE19633424A1 (de) | Verfahren zur Herstellung eines synthetischen Fadens mit Hochschrumpf | |
| DE19705804A1 (de) | Falschdrall-Texturiermaschine | |
| DE2154887A1 (de) | ||
| DE19612584C2 (de) | Vorrichtung und Verfahren zum Abspulen textiler Fäden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19941017 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 19951205 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BARMAG GMBH ENGINEERING AND MANUFACTURING Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990924 |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59309787 Country of ref document: DE Date of ref document: 19991021 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20060613 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060706 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20060821 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070604 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080620 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080626 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090604 |