-
Die Erfindung betrifft ein Verfahren zur Vermeidung von schußfehlerbedingten Gewebemarkierungen, die durch einen Webblattanschlag beim Zurückweben entstehen, wonach bei einem Schußfadenbruch ein Webstop ausgelöst wird und der fehlerhafte Schußfaden von den Kettfäden eingebunden und mittels des Webblattes an der Anschlagkante des Gewebes angeschlagen vorliegt, und dabei die motorgetrieben Hauptwelle der Webmaschine, die Webblattwelle und die mit der Hauptwelle über ein getriebliches Mittel gekuppelte Antriebswelle der Schaftmaschine bei einem Drehwinkel von etwa 60 Grad nach dem Webblattanschlag stillsteht, daraufhin vorzugsweise bei gleichzeitigem gesteuertem Zurückdrehen von Kett- und Warenbaum um eine Anzahl von Drehwinkelgraden Herbeiführen einer Fachoffenstellung und Entfernen des fehlerhaften Schußfadens, und schließlich Zurückführen der Webblattwelle und der Schaftmaschinenantriebswelle in die für den Neustart der Webmaschine notwendige Drehwinkelposition.
-
Eine Unterbrechung des Webprozesses und damit ein Webmaschinenstop ist auf die unterschiedlichsten Ursachen zurückzuführen. So wird eine Unterbrechung des Webprozesses u.a. dann erfolgen, wenn ein fehlerhafter Schußfaden in das Webfach eingetragen und ein Webfachwechsel den Schußfaden in die Kettfäden nach dem Detektieren des Webmaschinenstop einbindet.
Nach einer schußfehlerbedingten Unterbrechung des Webprozesses bleibt die Hauptantriebswelle der Webmaschine bei einem Drehwinkel von ca. 60 Grad nach dem Anschlagen des Schußfadens durch das Webblatt stehen. Der defekte Schußfaden ist an das fertige Gewebe angeschlagen und abgebunden.
-
Zur Behebung des sogenannten Schußfehlers wird - wie an sich bekannt - das Webfach durch Zurückdrehen von mehr als 60 Drehwinkelgraden der Webmaschinenhauptwelle und durch Zurückdrehen des Schaftantriebes geöffnet. Ist das zuvor geschlossene Webfach wieder geöffnet, wird der angeschlagene defekte Schußfaden vom Gewebe in bekannter Weise entfernt.
-
Nachdem der defekte Schußfaden entnommen wurde, muß die Schaftmaschine bzw. deren Antrieb vor dem erneuten Starten der Webmaschine die Bindung des entnommenen defekten Schußfadens noch einmal Einlesen. Das bedeutet, daß die den Bewegungsablauf der Schaftmaschine steuernden elektronischen und mechanischen Mittel in die Position zurückversetzt werden müssen, die jener vor dem Anschlagen des defekten Schußfadens entspricht.
Bei Webmaschinen, in denen die Webmaschinenhauptwelle gleichzeitig der Antrieb für die Schaftmaschine ist, Webmaschine und Schaftmaschine sind also starr über getriebliche Mittel miteinander gekoppelt, führt das Webblatt beim Auflösen der Bindung daher zwangsläufig ein nochmaliges Anschlagen des an der Gewebekante anliegenden defekten Schußfaden aus, bevor das Webblatt in seine rückwärtige Position schwenkt. Das Webblatt schlägt also zwangsläufig an die Gewebeanschlaglinie an. Dieses Anschlagen führt insbesondere bei Geweben mit "Vortuch" zu unerwünschten und meist erst nach dem Ausrüsten (z.B. Färben, Mercerisieren) des Gewebes, zu sichtbaren Markierungen oder sogenannten Schußstreifen.
Es wurden bisher Bemühungen unternommen, diese Fehlerstellen durch ein Verschieben der Webware bzw. der Gewebeanschlaglinie in Richtung des Warenabzugs zu unterbinden.
Ein diesbezüglicher Lösungsvorschlag ist der DE-OS 41 37 681 zu entnehmen.
-
In der genannten DE-Offenlegungsschrift wird vorgeschlagen, daß beim Zurückweben, also bei einer Langsam-Rückwärtsdrehung der Webmaschinenhauptwelle bzw. des mit der Hauptwelle verbundenen Webmaschinenmotors, Einrichtungen betrieben werden, die vor dem erneuten Anschlagen des Webblattes den Warenrand des Gewebes und damit die Gewebeanschlagkante um eine bestimmte Wegstrecke in Richtung Warenabzug aus der Normalposition verlagern. Damit soll die Gewebeanschlagkante gegen ein Anschlagen des Webblattes beim Zurückweben geschützt werden.
Nach Beenden des Zurückwebens führen diese Einrichtungen das Gewebe und damit die Gewebeanschlagkante in die Normalposition zurück. Als nachteilig wird bei dieser Verfahrensweise erkannt, daß hierzu ein erheblicher Steuerungstechnischer Aufwand erforderlich ist.
-
Bekannt ist ferner, die Schaftmaschine auf der Antriebsseite von der Webmaschinenhauptwelle nach dem schußfehlerbedingten Webmaschinenstop abzukoppeln. Ein separater, mit der Antriebswelle der Schaftmaschine in Wirkverbindung stehender Antrieb sorgt dann für das Zurückdrehen der Schaftmaschinenantriebswelle und folglich über die Webschäfte für das Auflösen der Bindung des von den Kettfäden eingebundenen defekten Schußfadens, ohne das das Webblatt mitbewegt wird. Es wird also damit das Webfach reproduziert, in welches der defekte Schußfaden eingetragen ist.
-
Nachdem der defekte Schußfaden entfernt ist, wird mittels eines erneuten Webmaschinenstarts der vorangegangene Schußeintrag wiederholt ohne daß zunächst der Schußfaden von dem Webblatt anschlagen wird.
-
Aus der DE-OS 25 09 665 ist eine Webmaschine mit einer Fachbildeeinrichtung, insbesondere Schaftmaschine oder Jacquardmaschine bekannt, bei der die Fachbildeeinrichtung sowie ggf. eine Schußfadenwahleinrichtung bei Webstörungen von der Webmaschinenhauptwelle über eine Hauptwellenkupplung aus- und mit einer Rücklaufeinrichtung einkuppelbar ist, wobei letztere aus einem Rücklaufmotor und einer Rücklaufschaltkupplung besteht.
Bei einer derartigen Webmaschine soll die Rücklaufeinrichtung so gestaltet sein, daß die Behebung einer Webstörung wesentlich weniger Zeit in Anspruch nimmt.
Dazu wird vorgeschlagen, daß die Rücklaufeinrichtung zwischen der Rücklaufschaltkupplung und dem Rücklaufmotor ein an sich bekanntes Schrittgetriebe mit einem im Bereich von Schrittanfang bzw. Schrittende stark erhöhtem Untersetzungsverhältnis aufweist.
Die bekannte Lösung erwähnt nicht, daß das Zurückweben in der Regel mit einem erneuten Anschlagen des Webblattes an die Gewebekante verbunden ist, was zu einer Verdichtung des Gewebes und zu einer sogenannten Streifenbildung im Gewebe führt. Außerdem weist die bekannte Webmaschine für das Zurückweben eine Rücklaufeinrichtung auf, die einen separaten Rücklaufmotor erfordert.
-
Bekannt ist gemäß DE-OS 27 06 646 eine technische Lösung für Webmaschinen, welche vorsieht, daß im Falle einer Webstörung die Betriebsbewegung der Weblade in einer Vorhaltestellung beendet wird, aus der heraus die Weblade mit einer gegenüber der Betriebsbewegung langsameren Positionierbewegung in eine gewünschte Stillstandsposition gebracht wird.
Die bekannte Lösung sieht ferner vor, den Langsamantrieb der Weblade durch den Webmaschinen-Antriebsmotor, der als drehzahlveränderlicher Elektromotor ausgebildet sein kann, selbst zu realisieren. Es wird die Möglichkeit erwähnt, daß als Langsamantrieb ein zum Webmaschinen-Antriebsmotor zusätzlicher Motor vorgesehen sein kann, der auch zum Zurückbewegen einer Schaftmaschine, also zum Zurückweben, dient.
Auch diese Lösung erfordert für das Zurückweben der Schaftmaschine neben getrieblichen Mitteln und einer Kupplungseinrichtung zum Trennen und Wiederverbinden des Webmaschinenantriebes von bzw. mit der Schaftmaschine zumindest einen zusätzlichen Rücklaufmotor.
-
Aufgabe der Erfindung ist es, beim sogenannten Zurückweben, d.h. Auflösen der Bindung eines defekten von den Kettfäden eingebundenen Schußfadens, ein erneutes Anschlagen des Webblattes zu unterbinden und eine Vorrichtung zur Durchführung des Verfahrens anzugeben, die auf einen vom Webmaschinen-Hauptantrieb zusätzlichen motorischen Rücklaufantrieb für die Schaftmaschine verzichtet.
-
Erfindungsgemäß wird die Aufgabe dadurch gelöst, daß die Webmaschinenhauptwelle und damit die Webblattwelle und die Antriebswelle der Schaftmaschine nach einem schußfehlerbedingten Webmaschinenstop gemeinsam um eine Anzahl Drehwinkelgrade, die geringer als 360 Drehwinkelgrade der Webmaschinenhauptwelle ist, in der vor dem Webmaschinenstop vorliegenden Drehrichtung weiter gedreht werden. Daraufhin erfolgt ein Entkuppeln des Antriebes der Webmaschinenhauptwelle von der Antriebswelle der Schaftmaschine. Nachfolgend gleichzeitiges Zurückdrehen der Webmaschinenhauptwelle, der Webblattwelle und der Schaftmaschinenantriebswelle, wobei die Webmaschinenhauptwelle um eine Anzahl Drehwinkelgrade, die geringer als 360 Drehwinkelgrade ist, und die Schaftmaschinenantriebswelle über den mechanischen und elektronischen Einlesepunkt, der den Punkt repräsentiert, an welchen die Bindung des vorhergenden Schusses vollzogen wurde, um eine Anzahl Drehwinkelgrade gleich oder größer als 360 zurückgedreht wird.
-
Ein derartiger Verfahrensablauf wird vorrichtungsseitig durch ein Getriebe, z.B. ein Schaltgetriebe, möglich das zwischen einem eine Antriebs- und eine Abtriebswelle aufweisenden getrieblichen Mittel für das rechte Greifergetriebe und der Antriebswelle der Schaftmaschine angeordnet ist.
-
Die Abtriebswelle des getrieblichen Mittels ist dabei mit einem auf ihr axial verschiebbar und drehfest angeordneten Kupplungsteil des Schaltgetriebes ausgerüstet. Das Schaltgetriebe ist so ausgelegt, daß es ein Übersetzungsverhälntis von etwa i = 1:2 bis i = 1:3 ins Schnelle gestattet.
Das bedeutet, daß beim Zurückweben die Schaftmaschinenantriebswelle in der gleichen Zeiteinheit mit einer höheren Winkelgeschwindigkeit zurückgedreht wird als die Webmaschinenhauptwelle. Aufgrund dessen bewegt sich das Webblatt in einem vorgegebenen Bereich zwischen den Blattanschlägen zurück wärend die das Webfach bildenden Webschäfte bzw. die Antriebswelle der Schaftmaschine zu dem Einlesepunkt zurückbewegt werden.
Unter Einlesepunkt ist hier die Drehwinkelstellung zu verstehen, die die Antriebswelle der Schaftmaschine zum Zeitpunkt der Detektierung des Schußfadenbruches einnahm.
-
Mit dem erfindungsgemäßen Verfahrensablauf und der Vorrichtung zu dessen Durchführung wird erreicht, daß ein Anschlagen des Webblattes während eines schußfehlerbedingten "Zurückwebens" vermieden wird. Markierungen im Gewebe, die auf das Webblattanschlagen beim Zurückweben zurückzuführen sind, werden damit ausgeschlossen.
-
Die Erfindung soll nachstehend an einem Ausführungsbeispiel näher erläutert werden.
In den dazugehörigen Zeichnungen zeigen:
- Fig. 1
- eine graphische Darstellung des Webblatt-Bewegungsablaufes und der Webfachbildung im Vergleich mit und ohne der erfindungsgemäßen Lösung,
- Fig. 2
- die Vorrichtung gemäß Prior Art,
- Fig. 3
- das Schaltgetriebe, eingeordnet zwischen Schaftmaschine und getrieblichem Mittel,
- Fig. 4
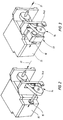
- das Schaltgetriebe bei Normalbetrieb der Webmaschine,
- Fig. 5
- das Schaltgetriebe beim Zurückweben.
-
Es sei zunächst vorausgeschickt, daß im Ausführungsbeispiel die Bewegung der Fachbildeorgane, also der Webmaschinenschäfte, zum Einbinden der Schußfäden in die Kettfäden durch eine Schaftmaschine erfolgt.
Die Bewegung des Webblattes zum Zwecke des Anschlagens des von den Kettfäden eingebundenen Schußfadens erfolgt über die sogenannte Webblattwelle, deren Antrieb von der Webmaschinenhauptwelle abgeleitet ist.
Der Bewegungsablauf der Webschäfte und des Webblattes ist in dem Diagramm gemäß Fig. 1 dargestellt.
-
Im Diagramm sind auf der Abszisse die Drehwinkelgrade der Webmaschinenhauptwelle aufgetragen. Danach ist nach jeweils einer vollen Umdrehung der Hauptwelle ein Fachschluß herbeigeführt, d.h. ein in das Webfach eingetragener Schußfaden ist von den die Kettfäden bewegenden Webschäfte eingebunden.
Der Bewegungsablauf der Fachbildeorgane ist mit dem sinusförmigen Verlauf der Linien 1 und 2 über mehrere Schußfadeneinträge dargestellt. Der Schnittpunkt 3 der Linien 1 und 2 ist der Punkt innerhalb eines Webzyklus, in welchem der Fachschluß erfolgt.
-
Die unter den Linien 1 und 2 verlaufende Linie 4 zeigt den Bewegungsablauf des Webblattes ebenfalls über mehrere Schußfadeneinträge. Auch hier erfolgt nach jeweils einer vollen Umdrehung der Webmaschinenhauptwelle bzw. der Webblattwelle ein Anschlagen des zuvor eingebundenen Schußfadens durch das Webblatt.
Wenn der Punkt 5 im Bewegungsablauf des Webblattes erreicht ist, ist der bei Schnittpunkt 3 eingebundene Schußfaden an das Tuch angeschlagen.
Es sei noch daraufhingewiesen, daß - wie aus den beiden Bewegungsabläufen zu erkennen - selbstverständlich der Fachschluß in Schnittpunkt 3 einige Hauptwellen-Drehwinkelgrade vor dem Webblattanschlag im Punkt 5 erfolgt.
Bei einem sogenannten Schußfadenbruch wird bekanntlich die Webmaschine automatisch abgestellt. So sei z.B. in Punkt 6 der sinusförmig verlaufenden Linie 1 und 2 ein Schußfadenbruch detektiert. Die Detektierung führt zum Stop des Webprozesses.
Die Massenträgheitsmomente des Webmaschinenantriebes und die mit dem Antrieb in Verbindung stehenden Fachbildeorgane führen jedoch dazu, daß die Webmaschinenhauptwelle erst im Punkt 7, also ca. 60 Winkelgrade nach dem Webblattanschlag zum Stillstand kommen. Der defekte Schußfaden ist also von den Fachbildeorganen abgebunden und mittels des Webblattes an das Tuch angeschlagen.
-
Um den defekten Schußfaden automatisch von dem Tuch zu entfernen, ist ein sogenanntes Zurückweben notwendig. Ein Zurückweben bedeutet, daß die Webmaschinenhauptwelle und damit die Webblattwelle und die Schaftmaschinenantriebswelle langsam von dem Punkt 7 über Punkt 5 bis zu Punkt 6 zurückbewegt werden. Das Zurückweben erfolgt gemäß dem vereinfacht durch die Pfeile 8,9 für die Schaftmaschinenantriebswelle und für die Webblattwelle dargestellten Bewegungsablauf.
-
Es ist erkennbar, daß hierbei der Bewegungsablauf 4 des Webblattes ein erneutes Anschlagen des defekten Schußfadens in Punkt 5 einschließt bevor das Webfach zum Entfernen des defekten Schußfadens geöffnet ist. Dieses erneute Anschlagen des defekten Schußfadens führt, wie eingangs schon erwähnt, zu einem unerwünschten Verdichten des Gewebes in Bezug auf die nachfolgende Gewebebildung und zu einer sichtbaren Streifenbildung, vornehmlich nach dem Ausrüsten des Gewebes.
-
Der erfindungsgemäße Bewegungsablauf der Webmaschinenhauptwelle und der von der Hauptwelle abgeleitete Bewegungsablauf der Webblattwelle und des Schaftmaschinenantriebs erfolgt gemäß der Pfeile 10 und 11 in Fig.1. Hier wird ein erneutes Anschlagen des defekten Schußfadens beim Zurückweben durch das Webblatt dadurch vermieden, indem die Webmaschinenhauptwelle bzw. die von der Hauptwelle abgeleiteten Antriebe der Schaftmaschine und des Webblattes nach dem Webstop um eine Anzahl Drehwinkelgrade, die kleiner als 360 ist, in eine Drehrichtung z.B. bis Punkt 12 - siehe auch Richtungspfeile 10,11 - langsam weitergedreht wird, die sie vor dem Webstop inne hatten.
Bei Punkt 12 erfolgt ein Entkuppeln der Verbindung zwischen der Schaftmaschinenantriebswelle und der Webmaschinenhauptwelle bei gleichzeitigem Übergang in eine Zahnradübersetzung für die Antriebswelle der Schaftmaschine und Drehen der Webblatt- und Schaftmaschinenantriebswellen in die der vorangegangenen Drehrichtung entgegengesetzte Drehrichtung. Dabei ist die Anzahl der Drehwinkelgrade der Webmaschinenhauptwelle kleiner als 360 und die Anzahl der Drehwinkelgrade der Schaftmaschinenantriebswelle größer als 360. Aufgrund des Übersetzungsverhältnisses von etwa i = 1:2 bis i = 1:3 kann die Schaftmaschinenantriebswelle mit einer höheren Winkelgeschwindigkeit pro Zeiteinheit zurückgedreht werden als die Webmaschinenhauptwelle. Vor dem Neustart der Webmaschine wird dann wieder die zuvor bestandene Wirkverbindung zwischen dem Schaftmaschinenantrieb und der Webmaschinenhauptwelle winkelgenau hergestellt.
-
Mit dem erfindungsgemäßen Arbeitsablauf wird erreicht, daß in der gleichen Zeiteinheit sich die Schaftmaschine bzw. deren Antriebswelle auf dem sogenannten Einlesepunkt und sich das Webblatt in einem festgelegten Bereich zwischen zwei Webblattanschlägen zurückbewegen.
Ein erneutes Anschlagen des Webblattes beim Zurückweben ist damit ausgeschlossen.
-
Zur Durchführung des erfindungsgemäßen Verfahrensablaufes ist ein Schaltgetriebe 13 vorgesehen, das zwischen dem getrieblichen Mittel 14 und der Antriebswelle 16 der Schaftmaschine 15 eingebunden ist. (Fig. 3).
Fig. 2 zeigt den bekannten Stand der Technik für den Schaftmaschinenantrieb. Danach wird der Antrieb für die Schaftmaschine 15 von der Webmaschinenhauptwelle - mit Pfeilrichtung 17 dargestellt - unter Zwischenschaltung des getrieblichen Mittels 14 abgeleitet. Als getriebliches Mittel kommt im vorliegenden Falle beispielsweise ein Riementrieb zur Anwendung.
-
Der Aufbau des Schaltgetriebes 13 und deren Zahnradschaltstellung für den normalen Webmaschinenbetrieb und für das Zurückweben sollen nachstehend kurz erläutert werden.
-
Das Schaltgetriebe beim normalen Webmaschinenbetrieb zeigt die Fig. 4. Die Ableitung des Antriebes von der Webmaschinenhauptwelle 17 erfolgt hier über den Riemen 18, der auf der Riemenscheibe 19 aufliegt. Auf der Antriebswelle 20, die auf ihrem freien Ende die Riemenscheibe 19 des getrieblichen Mittels 14 aufnimmt, ist ein Antriebszahnrad 21 drehend gelagert. Auf der gleichen Antriebswelle 20 ist ein axial verschiebbares Kupplungsteil 22 drehfest angeordnet.
Koaxial zur Antriebswelle 20 ist eine Abtriebswelle 23 im Getriebegehäuse 24 gelagert. Auf der Abtriebswelle 23 ist ein Abtriebszahnrad 25 drehfest verbunden. Die in das innere des Getriebes 13 gerichteten Seitenflächen des Antriebs- und Abtriebszahnrades 21,25 weisen Mitnahmelemente 21a,25a auf, die mit den Mitnahmelementen 22a des Kupplungsteils 22 in Eingriff gebracht werden können.
Achsparallel zur Antriebs- bzw. Abtriebswelle 20,23 ist im Gehäuse 24 eine weitere Welle 26 drehend gelagert. Die Welle 26 trägt an ihren freien Enden jeweils ein Zahnrad 27,28, das mit dem entsprechenden Antrieb- bzw. Abtriebszahnrad 21,25 in Eingriff steht. Bei entsprechender Stellung des Kupplungsteils 22 sorgen die Zahnräder für die notwendige Übersetzung der mit der Schaftmaschinenantriebswelle 16 verbundenen Abtriebswelle 23 des Schaltgetriebes 13.
Der Kraftfluß vom Webmaschinenantrieb zum Schaftmaschinenantrieb ist hier durch die unterbrochene Linienführung 29 dargestellt. Das Kupplungsteil 22 überträgt das Drehmoment der Antriebswelle 20 direkt auf die Abtriebswelle 23 des Schaltgetriebes 13.
-
In Fig. 5 greift das Kupplungsteil 22 in das Antriebszahnrad 21 ein. Der Kraftfluß ist hier ebenfalls durch eine gestrichelte Linienführung 30 dargestellt.
Entsprechend dem gewählten Übersetzungsverhältnis erfolgt daher das Zurückdrehen der Schaftmaschinenantriebswelle 16 mit einer höheren Drehzahl als die Webblattwelle.
ZEICHNUNGS-LEGENDE
-
- 1
- Linie - Webfachbewegung
- 2
- Linie - Webfachbewegung
- 3
- Schnittpunkt
- 4
- Linie - Webblattbewegung
- 5
- Punkt - Webblattanschlag
- 6
- Punkt - Schußfadenbruch u. Einlesepunkt
- 7
- Punkt - Webmaschinenstop
- 8
- Pfeilrichtung - Drehbewegung Webblattwelle Prior Art
- 9
- Pfeilrichtung - Drehbewegung Antriebswelle Schaftmaschine Prior Art
- 10
- Pfeil - Drehbewegung Webblattwelle
- 11
- Pfeil - Drehbewegung Antriebswelle Schaftmaschine
- 12
- Punkt - Stop der Langsamdrehbewegung
- 13
- Schaltgetriebe
- 14
- getriebliches Mittel
- 15
- Schaftmaschine
- 16
- Antriebswelle
- 17
- Pfeilrichtung - symbolische Darstellung Webmaschinen-Hauptwelle
- 18
- Riemen
- 19
- Riebenscheibe
- 20
- Antriebswelle - Schaltgetriebe
- 21
- Antriebszahnrad
- 21a
- Mitnahmeelement
- 22
- Kupplungsteil
- 22a
- Mitnahmeelement
- 23
- Abtriebswelle - Schaltgetriebe
- 24
- Getriebegehäuse
- 25
- Abtriebszahnrad
- 25a
- Mitnahmeelement
- 26
- Welle
- 27
- Zahnrad
- 28
- Zahnrad
- 29
- Linienführung
- 30
- Linienführung