EP0472904B1 - Verfahren zur Herstellung eines Webharnisches - Google Patents
Verfahren zur Herstellung eines Webharnisches Download PDFInfo
- Publication number
- EP0472904B1 EP0472904B1 EP91112371A EP91112371A EP0472904B1 EP 0472904 B1 EP0472904 B1 EP 0472904B1 EP 91112371 A EP91112371 A EP 91112371A EP 91112371 A EP91112371 A EP 91112371A EP 0472904 B1 EP0472904 B1 EP 0472904B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- harness
- set forth
- board
- piece
- hook
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 29
- 238000009417 prefabrication Methods 0.000 claims description 3
- 241000347389 Serranus cabrilla Species 0.000 claims 8
- 238000009941 weaving Methods 0.000 abstract description 9
- 238000004519 manufacturing process Methods 0.000 abstract description 8
- 241001342895 Chorus Species 0.000 description 3
- HAORKNGNJCEJBX-UHFFFAOYSA-N cyprodinil Chemical group N=1C(C)=CC(C2CC2)=NC=1NC1=CC=CC=C1 HAORKNGNJCEJBX-UHFFFAOYSA-N 0.000 description 3
- 230000001174 ascending effect Effects 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 210000002700 urine Anatomy 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03C—SHEDDING MECHANISMS; PATTERN CARDS OR CHAINS; PUNCHING OF CARDS; DESIGNING PATTERNS
- D03C3/00—Jacquards
- D03C3/24—Features common to jacquards of different types
- D03C3/40—Constructions of lifting-cords
Definitions
- the invention relates to a method for producing a weaving harness.
- the object of the invention is to completely prefabricate the harness element and to simplify the leveling.
- a section of the harness is prefabricated by individual elements, starting from the frame hook over the counter-pulling element, over the braid to the harness cord or the connecting element for connection to a snap hook of a jacquard machine, and that the section is then strung together with the Snap hook of the jacquard machine is associated.
- the harness is worked from “bottom to top” with the frame hook attached.
- the strands of the strands are fixed at a defined height, which can be done, for example, by attaching them to mandrels. The leveling is done completely for the associated circuit board or the carabiner.
- the harness cord is pulled “from bottom to top” through the choir board.
- the harness cord is then pulled “from bottom to top” through the perforated board or the guide frame. Then a connection is made in the desired tension with the snap hook of the jacquard machine.
- the individual harness elements are prefabricated as a whole, and that work can be carried out from one side to the other (that is to say “from bottom to top”), that the leveling is carried out completely for the respective circuit board or the respective snap hook and that each harness cord is brought to the desired same tension.
- the associated Maillons per board - but also all maillons if necessary - remain fixed until the leveling process is complete.
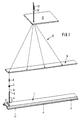
- a mounting frame is designated 1. Of the large number of frame hooks, only a single frame hook is shown, which has the reference number 2. 3 with a connecting element is designated, which serves to connect the frame hook 2 with a counter-pull element 4.
- the counter-pull element 4 is connected at its upper end via a connecting element 5 to a strand designated 6.
- the strand has a Maillon 7.
- the strand 6 is connected at its upper end via a connecting element 8 to a harness cord 10, which is guided in a known manner through a hole in a choir board denoted by 9.
- the choir board 9 has a multiplicity of holes, and a multiplicity of harness cords 10 is of course provided in a known manner.
- the harness cords 10 are each guided through a hole in a perforated board denoted by 11 and are connected at their upper end via a connecting element 12, for example in the form of an eyelet, to a snap hook 13 of a jacquard machine arranged above.
- the individual harness elements are prefabricated, starting from the frame hook 2 via the counter-pull element 4, the strand 6 up to the harness cord 10 or up to the connecting element 12.
- the leveling process is carried out completely for the respective circuit board (or the snap hook), and each harness cord 10 is brought to the desired same tension.
- the perforated board 11 and the choir board 9 can be brought into certain assembly positions during the manufacture of the weaving harness (FIGS. 2 to Fig. 4).
- FIG. 2 there is, for example, the possibility of adjusting the perforated board 11 and the (in this case one-piece design) choir board 9 by the same amount in the direction of the snap hook of the jacquard machine.
- the perforated board 11 can serve as an aid or stop for the bundling or fastening of the respective harness cords 10 per board or snap hook.
- the appropriate and appropriate dimension must be selected in each case.
- the perforated board denoted here by 11 ' is formed in two parts and has an upper part 11a' and a lower part 11b '.
- the upper part 11a 'and the lower part 11b' can be adjusted in the position shown in dashed lines upwards or downwards in the direction of the snap hooks or the counter-pulling elements.
- the choir board 9 can also be adjusted by the same amount as the lower part 11b of the perforated board downwards in the direction of counter-pull elements, as shown in dashed lines. In this case the choir board can serve as a stop when leveling.
- connection harness cord 10 and strand 6 are then formed so that they serve as a stop on the underside of the choir board located in the assembly position (shown in dashed lines). It is necessary that the connecting elements 8, which simultaneously serve as a stop, then have the same distances from the maillons 7 in all strands 6. If this is the case, the fixing of the maillons to thorns or the like can be omitted. Here too, of course, the appropriate and appropriate dimension for the position adjustment of the choreboard 9 and perforated board 11b 'must be selected.
- the upper part 11a 'of the perforated board 11' is adjusted in the direction of the carabiner hook by the amount required to create the bundle-wise combination or fastening of the respective harness cords 10 per board or carabiner hook 13.
- the measure is Determine the position change for the upper part 11a 'of the perforated board in the mounting position.
- FIG. 1 A further variant of the method is shown schematically in FIG. It is provided that for the harness production, the perforated board 11, which is formed in one piece in this case, and the choir board 9 are adjusted by an equal amount in the direction of Maillon 7 or counter-pull, as indicated by the arrows. In this case too, the chorus board 9 can serve as a stop when leveling. The harness cords are then attached above the perforated board 11 at a corresponding distance above the same.
- the distance between the top of the chorus board 9 and the underside of the perforated board 11 (in one piece) or the underside of a two-part perforated board 11 'must always be maintained as it is later provided when installed in the weaving machine, otherwise the Angle changed and the exact leveling process would be made impossible.
- the mounting position of perforated board 11 or 11 'and / or choir board 9 - depending on the leveling level - may be required in a horizontal or also in an oblique arrangement; the arrangement takes place with an oblique arrangement to the rear in a falling or ascending line.
- One advantage of the method according to the invention is the advanced prefabrication, a more precise and easier equalization and the fact that you can "work through” from one side to the other. Further advantages are the change of position of the choir board and perforated board (one or two parts) in relation to the end position in the weaving machine.
- the assembly positions bring with it a number of facilities for the manufacture of the weaving harness.
- the leveling process should be mentioned here in particular, with which, if necessary With the help of the connecting elements 8 can be worked as a stop on the underside of the choir board 9.
- the mounting position of the perforated board 11 or 11 'offers great advantages, since the perforated board can serve as an aid or as a stop in the assembly and fastening of the harness cords for each snap hook.
- the device for creating urine can be brought into any position during production (as required) (turning the device up to 180 °).
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Installation Of Indoor Wiring (AREA)
- Woven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
- Insulated Conductors (AREA)
- Details Of Indoor Wiring (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Supports For Plants (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines Webharnisches.
- Es ist bekannt, einen Webharnisch in Teilabschnitten herzustellen, und zwar zum einen von der Jacquardmaschine aus, beginnend mit der Verbindung Karabinerhaken-Harnischschnur, dann Einzug in das Lochbrett, schließlich Einzug durch das Chorbrett, und zum anderen beginnend von den Rahmenhaken aus wobei dieses untere Teilstück dann noch das Gegenzugelement und die Sitze aufweist.
- Die Verbindung der Harnischschnur (von oben nach unten gearbeitet) mit der Sitze (von unten nach oben gearbeitet) erfolgt dann nach unterschiedlichen Methoden, wobei es wichtig ist, die Maillons exakt auf eine definierte Höhe zu bringen (= Egalisieren).
- Es ist weiterhin bekannt, das obere Harnischelement und das untere Harnischelement teilweise vorzufertigen. Die Harnischelemente werden - wie beschrieben - aufeinander "zugearbeitet" um dann an der Verbindungsstelle "Harnischschnur und Litze" verbunden zu werden. Die Verbindung kann durch Knoten erfolgen. Aus dem Dokument GB-A-2 005 314 ist es bekannt, die Verbindung anstelle von Knoten durch Einziehen der Harnischkordel durch die obere Litzenöse und ein anschließendes Umschließen dieser Verbindungsstelle mittels eines Schrumpfschlauches vorzunehmen. Das bekannte Verfahren hat den Nachteil, daß nur eine teilweise Vorfertigung des Webharnisches erfolgt und daß die Verbindung zwischen Harnischschnur und Litze gleichzeitig mit dem Egalisieren der Fadenaugen auf eine bestimmte Höhe erfolgt, nämlich während der Herstellung der Verbindung zwischen Harnischkordel und Litze.
- Die Aufgabe der Erfindung besteht darin, das Harnischelement komplett vorzufertigen und das Egalisieren zu vereinfachen.
- Erfindungsgemäß ist vorgesehen, daß ein Teilabschnitt des Webharnischs vorgefertigt wird, indem einzelne Elemente, ausgehend vom Rahmenhaken über das Gegenzugelement, über die Litze bis zur Harnischschnur bzw. zum Verbindungselement zur Verbindung mit einem Karabinerhaken einer Jacquardmaschine aneinandergereiht werden, und daß der Teilabschnitt dann mit dem Karabinerhaken der Jacquardmaschine in Verbindung gebracht wird.
- Der Harnisch wird also von "unten nach oben" gearbeitet, wobei der Rahmenhaken eingehängt ist. Die Maillons der Litzen werden auf einer definierten Höhe fixiert, was beispielsweise durch Aufstecken auf Dorne erfolgen kann. Das Egalisieren erfolgt komplett für die zugehörige Platine bzw. den Karabinerhaken. Die Harnischschnur wird "von unten nach oben" durch das Chorbrett gezogen. Im Anschluß daran wird die Harnischschnur "von unten nach oben" durch das Lochbrett oder den Führungsrahmen gezogen. Anschließend erfolgt dann eine Verbindung in der gewünschten Spannung mit dem Karabinerhaken der Jacquardmaschine.
- Weitere Merkmale und Ausgestaltungen der Erfindung ergeben sich aus den Unteransprüchen.
- Bei dem erfindungsgemäßen Verfahren ist vorteilhaft, daß die einzelnen Harnischelemente insgesamt vorgefertigt werden, und daß ein Arbeiten von einer Seite zur anderen (also "von unten nach oben") erfolgen kann, daß das Egalisieren vollständig für die jeweilige Platine bzw. den jeweiligen Karabinerhaken vorgenommen wird, und daß jede Harnischschnur auf die gewünschte gleiche Spannung gebracht wird. Die zugehörigen Maillons je Platine - wenn erforderlich aber auch alle Maillons - bleiben bis zur Beendigung des Egalisierens fixiert.
- Es besteht aber auch beispielsweise die Möglichkeit, nach dem Einziehen der gesamten Harnischelemente und deren provisorischer Befestigung oberhalb des Lochbrettes, die gesamten Maillons auf eine Draht- oder Kunststoffkette aufzuziehen. Diese Kette wird nicht für den Webvorgang gebraucht, sondern dient lediglich dem Egalisierungsvorgang. Diese "Egalisierkette" muß zu diesem Zweck so stabil sein, daß sie in der gewünschten Maillonhöhe straff gespannt werden kann. Eine weitere Variante besteht darin, bei der Herstellung des Harnischs die Loch- und Chorbretter in bestimmte Montagepositionen zu bringen.
- Weitere Einzelheiten und Merkmale werden nachfolgend unter Bezugnahme auf die in den Zeichnungen dargestellten Ausführungsbeispiele erläutert. Es zeigen:
- Fig. 1
- eine perspektivische schematische Darstellung von Teilen eines Webharnisches;
- Fig. 2
- eine schematische Vorderansicht eines Webharnisches gemäß Fig. 1 mit einer Darstellung der Endpositionen der jeweiligen Elemente im Verhältnis zu den Montagepositionen;
- Fig. 3
- eine Darstellung entsprechend Fig. 2 mit den Endpositionen der jeweiligen Elemente im Verhältnis zu den Montagepositionen bei Einsatz eines zweiteiligen Lochbrettes, wobei das Chorbrett als Egalisierhilfe und als Anschlag im Bereich der Verbindung Harnischschnüre-Litze dient, und der obere Teil des Lochbrettes als Anschlag bzw. als Auflage bei der bündelweisen Zusammenfassung bzw. Befestigung der jeweiligen Harnischschnüre je Platine bzw. Karabinerhaken dient;
- Fig. 4
- die Endpositionen der jeweiligen Elemente im Verhältnis zu den Montagepositionen bei Einsatz eines einteiligen Lochbrettes, wobei das Chorbrett als Egalisierhilfe und als Anschlag im Bereich der Verbindung Harnischschnüre-Litze dient.
- In Fig. 1 ist ein Befestigungsrahmen mit 1 bezeichnet. Von der Vielzahl der Rahmenhaken ist lediglich ein einziger Rahmenhaken dargestellt, der die Bezugsziffer 2 trägt. Mit 3 ist ein Verbindungselement bezeichnet, welches zur Verbindung des Rahmenhakens 2 mit einem Gegenzugelement 4 dient. Das Gegenzugelement 4 ist an seinem oberen Ende über ein Verbindungselement 5 mit einer mit 6 bezeichneten Litze verbunden. Die Litze weist ein Maillon 7 auf. Die Litze 6 ist an ihrem oberen Ende über ein Verbindungselement 8 mit einer Harnischschnur 10 verbunden, welche in bekannter Weise durch ein Loch eines mit 9 bezeichneten Chorbrettes geführt ist. Das Chorbrett 9 weist eine Vielzahl von Löchern auf, und es ist natürlich in bekannter Weise eine Vielzahl von Harnischschnüren 10 vorgesehen. Die Harnischschnüre 10 sind jeweils durch ein Loch eines mit 11 bezeichneten Lochbrettes geführt und an ihrem oberen Ende über ein beispielsweise als Öse ausgebildetes Verbindungselement 12 mit einem Karabinerhaken 13 einer oberhalb angeordneten Jacquardmaschine verbunden.
- Erfindungsgemäß werden die einzelnen Harnischelemente vorgefertigt, und zwar ausgehend von dem Rahmenhaken 2 über das Gegenzugelement 4, die Litze 6 bis zur Harnischschnur 10 bzw. bis zum Verbindungselement 12. Der Egalisierungsvorgang wird komplett für die jeweilige Platine (bzw. den Karabinerhaken) vorgenommen, und es wird jede Harnischschnur 10 auf die gewünschte gleiche Spannung gebracht.
- Gemäß einer Variante der Erfindung können das Lochbrett 11 und das Chorbrett 9 bei der Herstellung des Webharnisches in bestimmte Montagepositionen gebracht werden (Fig. 2 bis Fig. 4). Wie aus Fig. 2 ersichtlich, besteht beispielsweise die Möglichkeit, das Lochbrett 11 und das (in diesem Fall einteilig ausgebildete) Chorbrett 9 um ein gleiches Maß in Richtung Karabinerhaken der Jacquardmaschine zu verstellen. In diesem Fall kann das Lochbrett 11 als Hilfe bzw. Anschlag für die Bündelung bzw. Befestigung der jeweiligen Harnischschnüre 10 je Platine bzw. Karabinerhaken dienen. Für die Positionsveränderung des Chorbrettes 9 und des Lochbrettes 11 ist dabei jeweils das entsprechende und zweckdienliche Maß zu wählen.
- Gemäß Fig. 3 ist das hier mit 11' bezeichnete Lochbrett zweiteilig ausgebildet und weist einen oberen Teil 11a' und einen unteren Teil 11b' auf. Für die Harnischfertigung können das obere Teil 11a' und das untere Teil 11b' in die jeweils gestrichelt dargestellte Position nach oben bzw. nach unten in Richtung der Karabinerhaken bzw. der Gegenzugelemente verstellt werden. Auch das Chorbrett 9 kann um das gleiche Maß wie das untere Teil 11b des Lochbrettes nach unten in Richtung Gegenzugelemente verstellt werden, wie gestrichelt dargestellt. In diesem Falle kann das Chorbrett bei dem Egalisieren als Anschlag dienen. Die Verbindungselemente 8 (Verbindung Harnischschnur 10 und Litze 6) werden dann so ausgebildet, daß sie als Anschlag an der Unterseite des sich in Montageposition (gestrichelt dargestellt) befindlichen Chorbrettes dienen. Dabei ist es erforderlich, daß die gleichzeitig als Anschlag dienenden Verbindungselemente 8 dann bei allen Litzen 6 jeweils gleiche Abstände zu den Maillons 7 haben. Wenn dies so ist, kann das Fixieren der Maillons auf Dornen od. dgl. entfallen. Auch hier ist natürlich das entsprechende und zweckdienliche Maß für die Positionsverstellung von Chorbrett 9 und Lochbrett 11b' zu wählen. Bei dieser Vorgehensweise wird das obere Teil 11a' des Lochbrettes 11' um das erforderliche Maß zur Erstellung der bündelweisen Zusammenfassung bzw. Befestigung der jeweiligen Harnischschnüre 10 je Platine bzw. Karabinerhaken 13 in Richtung auf den Karabinerhaken verstellt. Zu diesem Zweck ist das Maß der Positionsveränderung für das obere Teil 11a' des Lochbrettes in die Montageposition festzulegen.
- In Fig. 4 ist eine weitere Variante des Verfahrens schematisch dargestellt. Hierbei ist vorgesehen, daß für die Harnischfertigung das in diesem Fall einteilig ausgebildete Lochbrett 11 und das Chorbrett 9 um ein gleiches Maß in Richtung Maillon 7 bzw. Gegenzug verstellt werden, wie durch die Pfeile angedeutet. Auch in diesem Falle kann das Chorbrett 9 als Anschlag bei dem Egalisieren dienen. Die Befestigung der Harnischschnüre oberhalb des Lochbrettes 11 erfolgt dann in einem entsprechenden Abstand über demselben. Bei der Positionsveränderung muß aber der Abstand zwischen Oberseite des Chorbrettes 9 und der Unterseite des Lochbrettes 11 (einteilig) bzw. der Unterseite eines zweiteilig ausgebildeten Lochbrettes 11' immer so eingehalten werden, wie er später beim Einbau in der Webmaschine vorgesehen ist, da andernfalls die Winkel verändert und der exakte Egalisiervorgang unmöglich gemacht würden. Die Montageposition von Lochbrett 11 bzw. 11' und/oder Chorbrett 9 kann - je nach Egalisierebene - in einer waagerechten oder auch in einer schrägen Anordnung erforderlich sein; die Anordnung erfolgt bei einer schrägen Anordnung nach hinten in einer fallenden oder aufsteigenden Linie.
- Vorteilhaft bei dem erfindungsgemäßen Verfahren ist u.a. die erweiterte Vorfertigung, eine exaktere und einfachere Egalisierung und der Umstand, daß von einer Seite zur anderen Seite "durchgearbeitet" werden kann. Weitere Vorteile liegen in der Positionsveränderung von Chorbrett und Lochbrett (einoder zweiteilig) in Bezug auf die Endposition in der Webmaschine.
- Die Montagepositionen bringen eine Reihe von Erleichterungen bei der Herstellung des Webharnisches mit sich. Hier ist vor allem der Egalisiervorgang zu nennen, bei welchem ggf. mit Hilfe der Verbindungselemente 8 als Anschlag an der Unterseite des Chorbrettes 9 gearbeitet werden kann.
- Ferner bietet die Montageposition des Lochbrettes 11 bzw. 11' große Vorteile, da das Lochbrett als Hilfe bzw. als Anschlag bei der Zusammenfassung und Befestigung der Harnischschnüre je Karabinerhaken dienen kann. Die Vorrichtung zur Harnischerstellung kann während der Fertigung in beliebige Positionen - je nach Erfordernis - gebracht werden (Drehen der Vorrichtung bis 180°).
Claims (16)
- Verfahren zur Herstellung eines Webharnisches, dadurch gekennzeichnet, daß ein Teilabschnitt des Webharnischs vorgefertigt wird, indem einzelne Elemente, ausgehend vom Rahmenhaken (2), über das Gegenzugelement (4), über die Litze (6) bis zur Harnischschnur (10) bzw. zum Verbindungselement (12) zur Verbindung mit einem Karabinerhaken (13) einer Jacquardmaschine aneinandergereiht werden, und daß der Teilabschnitt dann mit dem Karabinerhaken der Jacquardmaschine in Verbindung gebracht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Maillons (7) der Litzen (6) auf einer definierten Höhe (z.B. durch Aufstecken auf Dorne) fixiert werden, und das Egalisieren komplett für die zugehörige Platine bzw. den Karabinerhaken (13) vorgenommen wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß die Maillons (7) nach dem Egalisieren je Platine bzw. Karabinerhaken (13) aus ihrer Fixierung einzeln gelöst werden oder als Gesamtheit bis zur Fertigstellung aller Harnischschnüre (10) fixiert bleiben.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die letzte Verbindung zwischen Harnischschnur (10) und Karabinerhaken (13) direkt oder mittels eines Verbindungsteils (12) erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Vorrichtung zur Harnischerstellung in die erforderliche Position gebracht wird (Drehen der Vorrichtung bis 180°).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das Chorbrett (9) und das einteilig ausgebildete Lochbrett (11) zur Herstellung des Harnisches um ein gleiches Maß in Richtung Karabinerhaken (12) verstellt und in Montageposition gebracht werden (Fig. 2).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das Chorbrett (9) und das einteilig ausgebildete Lochbrett (11) zur Herstellung des Harnisches um ein gleiches Maß in Richtung Maillon (7) in Montageposition gebracht werden (Fig. 4).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das Chorbrett (9) und der untere Teil (11b') des zweiteilig ausgebildeten Lochbrettes (11') um ein gleiches Maß in Richtung Maillon (7) zur Herstellung des Harnisches in Montageposition gebracht werden (Fig. 3).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der obere Teil (11a') des zweiteilig ausgebildeten Lochbrettes (11') um ein erforderliches Maß in Richtung Karabinerhaken (12) bzw. Jacquardmaschine zur Herstellung des Harnisches in Montageposition gebracht wird (Fig. 3).
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß die Maillons (7) zum Egalisieren auf eine Draht- oder Kunststoffkette aufgezogen werden.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß das Egalisieren durch Anschlag der Verbindungsstelle zwischen Harnischschnur (10) und Litze (6) an der Unterseite des Chorbretts (9) in der entsprechenden Montageposition durchgeführt wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß das Egalisieren mittels eines gesonderten, am Harnischelement angebrachten Anschlages durch Anschlag an der Unterseite des Chorbrettes (9) in Montageposition oder auch in endgültiger Position des Chorbrettes (9) erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß das einteilig ausgebildete Lochbrett (11) oder zweiteilig ausgebildete Lochbrett (11') in der entsprechenden Montageposition als Hilfe bzw. Anschlag bei der Zusammenfassung, Spannung und Befestigung der Harnischschnüre (10) dient.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Harnischschnüre (10) an ihrer Verbindungsstelle mit dem Karabinerhaken (12) als einzelne Schnurenden zusammengefaßt werden.
- Verfahren nach Anspruch 1, gekennzeichnet durch die Verwendung eines zweiteiligen, aus zwei übereinander positionierten Platten (11a', 11b') bestehenden Lochbrettes (11').
- Verfahren nach Anspruch 1, gekennzeichnet durch die Verwendung eines zweiteiligen, aus zwei übereinander positionierten Platten bestehenden Chorbrettes.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4026815 | 1990-08-22 | ||
| DE4026815 | 1990-08-24 | ||
| DE4031515A DE4031515C1 (de) | 1990-08-22 | 1990-10-05 | |
| DE4031515 | 1990-10-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0472904A1 EP0472904A1 (de) | 1992-03-04 |
| EP0472904B1 true EP0472904B1 (de) | 1994-11-30 |
Family
ID=25896205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91112371A Expired - Lifetime EP0472904B1 (de) | 1990-08-22 | 1991-07-24 | Verfahren zur Herstellung eines Webharnisches |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0472904B1 (de) |
| JP (1) | JPH04245946A (de) |
| AT (1) | ATE114745T1 (de) |
| BR (1) | BR9103641A (de) |
| DE (2) | DE4031515C1 (de) |
| ES (1) | ES2066287T3 (de) |
| RU (1) | RU2053317C1 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2726011B1 (fr) * | 1994-10-25 | 1996-12-20 | Staubli Sa Ets | Nouvel harnais demontable pour mecaniques jacquard |
| DE19712037C2 (de) * | 1997-03-21 | 2000-11-02 | Inst Textil & Faserforschung | Verfahren und Vorrichtung zum schnellen Einrichten oder Umrüsten einer Webmaschine |
| DE19731447A1 (de) * | 1997-07-22 | 1999-01-28 | Textilma Ag | Webharnisch und Jaquardwebmaschine mit Webharnisch |
| DE19800621C1 (de) * | 1998-01-12 | 1999-07-08 | Schroers Jacquard Gmbh & Co Kg | Verfahren zur Herstellung eines Webharnisches sowie Vorrichtungen zur Verwendung bei diesem Verfahren |
| PE20030320A1 (es) | 2001-07-17 | 2003-04-03 | Gruenenthal Chemie | Derivados sustituidos de 4-aminociclohexanol |
| ES2245529B1 (es) * | 2002-07-30 | 2006-10-01 | Eurolube S.A. | Procedimiento de alineacion automatica de mallas en monturas jacquard y dispositivo para su puesta en practica. |
| BE1015313A3 (nl) | 2003-01-16 | 2005-01-11 | Michel Van De Wiele N V Nv | Harnasinrichting voor een weefmachine. |
| CN102644147A (zh) * | 2012-05-03 | 2012-08-22 | 诸暨市何腾机械弹簧厂 | 用于剑杆织机的综框弹性牵引装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE415079C (de) * | 1924-10-04 | 1925-06-13 | Karl Pfenninger | Harnischeinrichtung fuer Webstuehle |
| DE6944297U (de) * | 1969-11-12 | 1970-03-05 | Schnitzler & Vogel Ges Mit Bes | Webharnisch |
| FR2202175A1 (en) * | 1972-10-11 | 1974-05-03 | Thiery Jean Jacques | Jacquard mechanism - with connecting cords between heald wires and jacquard hooks stabilized by plastic sheath |
| BE834747A (fr) * | 1975-10-22 | 1976-02-16 | Procede d'assemblage des fils d'arcade dans une mecanique de tissage et fils d'arcade ainsi realises | |
| CH623862A5 (de) * | 1977-09-22 | 1981-06-30 | Staeubli Ag | |
| IT1204672B (it) * | 1987-05-29 | 1989-03-10 | Creazioni Tessili Borsa Di Ces | Tirante elastico,applicabile alle macchine jacquard,per la realizzazione di tessuti operati |
-
1990
- 1990-10-05 DE DE4031515A patent/DE4031515C1/de not_active Expired - Lifetime
-
1991
- 1991-07-24 DE DE59103652T patent/DE59103652D1/de not_active Expired - Fee Related
- 1991-07-24 AT AT91112371T patent/ATE114745T1/de not_active IP Right Cessation
- 1991-07-24 EP EP91112371A patent/EP0472904B1/de not_active Expired - Lifetime
- 1991-07-24 ES ES91112371T patent/ES2066287T3/es not_active Expired - Lifetime
- 1991-08-21 JP JP91209095A patent/JPH04245946A/ja active Pending
- 1991-08-23 RU SU915001499A patent/RU2053317C1/ru active
- 1991-08-23 BR BR919103641A patent/BR9103641A/pt unknown
Also Published As
| Publication number | Publication date |
|---|---|
| ES2066287T3 (es) | 1995-03-01 |
| DE4031515C1 (de) | 1991-10-10 |
| EP0472904A1 (de) | 1992-03-04 |
| BR9103641A (pt) | 1992-05-19 |
| DE59103652D1 (de) | 1995-01-12 |
| JPH04245946A (ja) | 1992-09-02 |
| ATE114745T1 (de) | 1994-12-15 |
| RU2053317C1 (ru) | 1996-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0472904B1 (de) | Verfahren zur Herstellung eines Webharnisches | |
| DE2657247C3 (de) | Verfahren und Vorrichtung zum Knüpfen eines Netzes, insbesondere eines Frachtgutnetzes | |
| DE2509308B2 (de) | Vorrichtung zur befestigung von zugelementen an platinen einer jacquardmaschine | |
| DE69905782T2 (de) | Verfahren zur Herstellung einer Weblitze, Weblitze und Fachbildungsvorrichtung für eine Webmaschine | |
| DE29515587U1 (de) | Demontierbare Hülse für ein Webgeschirr einer Jacquardmaschine | |
| DE60312581T2 (de) | Weblitze und Verfahren zu ihrer Herstellung, Fachbildungsvorrichtung und Webmaschine mit einer solchen Weblitze | |
| DE202020105224U1 (de) | Bedienungsvorrichtung für eine Jalousie | |
| EP0371257B1 (de) | Vorrichtung zum Bilden einer Dreherkante zum Einsatz auf einer Jacquard-Maschine | |
| DE2622398A1 (de) | Traeger fuer schaftrahmen von webmaschinen | |
| DE69808018T2 (de) | Vorrichtung zur Verbindung einer Weblitze mit einer Harnischkordel, Weblitze mit einer solchen Vorrichtung sowie Webmaschine mit einer solchen Weblitze | |
| DE7235912U (de) | Vorrichtung zum herstellen eines harnischgliedes mit weblitze bzw. federanker und elastischer zugkordel bei einer jacquardmaschine | |
| DE3216624C2 (de) | Antriebsvorrichtung für Schaftrahmen an Webmaschinen | |
| DE69102738T2 (de) | System zur Befestigung der Zugkabeln auf den Zughebeln von negativen Schaftmaschinen. | |
| DE2427883C3 (de) | Fachbildevorrichtung einer Webmaschine mit über Schaftzugorgane gesteuerten Schäften | |
| DE2504875A1 (de) | Trampolin mit verstellbarer federkraft des sprungtuches zur anpassung an das koerpergewicht des springers und verspannung des sprungtuches durch endlose gummiseile | |
| DE3737999A1 (de) | Verfahren und vorrichtung zur herstellung von schlingenpol-doppelgeweben | |
| DE69211320T2 (de) | Feder für eine Waage und Zusammensetzungsverfahren dafür | |
| EP0821757B1 (de) | Zaunpfosten | |
| DE3330860A1 (de) | Gestaenge fuer ein zelt | |
| DE69623383T2 (de) | Fadenwahlvorrichtung | |
| DE2950505C2 (de) | ||
| DE2746514C2 (de) | Verfahren und Vorrichtung zum Verbinden der Harnischschnüre mit den Weblitzen einer Jacquardmaschine | |
| DE2225907A1 (de) | Handwebstuhl | |
| DE19800621C1 (de) | Verfahren zur Herstellung eines Webharnisches sowie Vorrichtungen zur Verwendung bei diesem Verfahren | |
| DE19617808C2 (de) | Jacquardmaschine mit vier Positionen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL |
|
| 17P | Request for examination filed |
Effective date: 19920204 |
|
| 17Q | First examination report despatched |
Effective date: 19940214 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19941130 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19941130 |
|
| REF | Corresponds to: |
Ref document number: 114745 Country of ref document: AT Date of ref document: 19941215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59103652 Country of ref document: DE Date of ref document: 19950112 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950118 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2066287 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19950724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970804 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990624 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000724 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000724 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040622 Year of fee payment: 14 Ref country code: BE Payment date: 20040622 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040623 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040624 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050726 |
|
| BERE | Be: lapsed |
Owner name: *SCHROERS JACQUARD-PAPIERINDUSTRIE G.M.B.H. & CO. Effective date: 20050731 |