EP0374536A2 - Aufspulmaschine - Google Patents
Aufspulmaschine Download PDFInfo
- Publication number
- EP0374536A2 EP0374536A2 EP89121960A EP89121960A EP0374536A2 EP 0374536 A2 EP0374536 A2 EP 0374536A2 EP 89121960 A EP89121960 A EP 89121960A EP 89121960 A EP89121960 A EP 89121960A EP 0374536 A2 EP0374536 A2 EP 0374536A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact roller
- winding
- spindle
- thread
- bobbin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/34—Traversing devices; Package-shaping arrangements for laying subsidiary winding, e.g. transfer tails
- B65H54/346—Traversing devices; Package-shaping arrangements for laying subsidiary winding, e.g. transfer tails on or outwardly of the fully wound yarn package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/40—Arrangements for rotating packages
- B65H54/52—Drive contact pressure control, e.g. pressing arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/72—Framework; Casings; Coverings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H65/00—Securing material to cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/044—Continuous winding apparatus for winding on two or more winding heads in succession
- B65H67/048—Continuous winding apparatus for winding on two or more winding heads in succession having winding heads arranged on rotary capstan head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Winding Filamentary Materials (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Knitting Machines (AREA)
Abstract
Description
- Die Erfindung betrifft eine Aufspulmaschine nach dem Oberbegriff des Anspruch 1 sowie ein Verfahren zum Spulenwechsel.
- Die Aufspulmaschine, bei welcher die Relativbewegung zwischen der Kontaktwalze und der Spulspindel entsprechend dem wachsenden Spulendurchmesser durch Drehung des Spulenrevolvers ausgeführt wird, ist durch EP-B1 1359 sowie US-PS 4,298,171 und EP-B1 15410 bekannt.
- Bei der bekannten Aufspulmaschine ist die Kontaktwalze im Maschinengestell fest gelagert. Die Spulspindeln sind in Schwingen gelagert, welche an dem Spulenrevolver schwenkbar gelagert sind, so daß die Spulspindeln relativ zu dem Spulenrevolver eine äußere und eine innere radiale Lage einnehmen können. Zu Beginn des Aufwickelvorgangs (Spulreise) wird die Relativbewegung zwischen Spulspindel und Kontaktwalze bei feststehendem Spulenrevolver durch Ausschwenken der Schwinge bewirkt. Anschließend wird die Schwinge relativ zum Spulenrevolver festgestellt und die Relativbewegung zwischen Spulspindel und Kontaktwalze durch Drehen des Spulenrevolvers bewirkt.
Hierzu wird mittels pneumatischer oder hydraulischer Zylinder ein Drehmoment auf den Spulenrevolver ausgeübt. Diesem Drehmoment wirkt das Drehmoment derjenigen Kraft entgegen, welche die ortsfeste Kontaktwalze auf die Spule bzw. die Spulspindel ausübt. Das Anwachsen dieser Kraft bei steigendem Spulendurchmesser bewirkt die Drehung des Spulenrevolvers. - Bei der Aufspulmaschine treten im Verlaufe der Spulreise unstetige Änderungen der Radialkraft (Anpreßkraft) ein, die zwischen Kontaktwalze und der zu bildenden Spule besteht. Das beruht darauf, daß die Anpreßkraft durch eben dieselben Steuereinrichtungen aufgebracht wird, welche auch die Relativbewegung zwischen der Kontaktwalze und der Betriebsspulspindel steuern. Daher wirken sich die bei der langsamen Drehung des Spulenrevolvers unvermeidlichen Stick-Slip-Effekte als Schwankungen und insbesondere unstetige Schwankungen der Anpreßkraft aus.
- Durch die US-PS 4,106,710 (Bag. 943) ist eine Aufspulmaschine bekannt, bei welcher der Spulenrevolver während der Spulreise stillsteht und damit die in Betrieb befindliche Spulspindel ortsfest bleibt. Die Kontaktwalze ist an einem Schlitten gelagert, der im wesentlichen radial zu dieser Spulspindel beweglich ist. Die Kontaktwalze kann daher relativ zu dem Schlitten eine Bewegung ausführen. In Abhängigkeit von dieser Bewegung werden pneumatische Zylinder-Kolben-Einheiten gesteuert, die der Gewichtskompensation des Schlittens dienen. Die Kontaktwalze liegt daher nicht mit dem Gewicht sämtlicher Bauteile des Schlittens auf der Spule auf, sondern nur mit einer verminderten Kraft. Bei wachsendem Spulendurchmesser muß daher die Spule die zum Verfahren des Schlittens erforderliche Kraft aufbringen, welche der erwähnten, verminderten Kraft entspricht.
- Durch die DE-OS 25 44 773 (Bag. 961) ist eine Aufspulmaschine bekannt, bei welcher eine Spulspindel in einem beweglichen Schlitten gelagert ist. Die Kontaktwalze ist in einem ebenfalls beweglichen Träger gelagert. Der Schlitten der Spulspindel wird durch pneumatische Zylinder gehalten, die in Abhängigkeit von der Bewegung des Trägers der Kontaktwalze mit Druck beaufschlagt werden. Hierdurch wird das Gewicht des Schlittens mit der Spulspindel und Spule kompensiert. Bei Anwachsen des Spulendurchmessers wird die in den Zylindern ausgeübte Druckkraft derart abgesenkt, daß der Schlitten durch sein Eigengewicht sinkt. Auch dabei sind stick-slip-Effekte unvermeidlich. Diese Aufspulmaschine ist nicht zum verlustlosen Aufspulen auf zwei abwechselnd in Betrieb befindlichen Spulspindeln geeignet, da sie hierfür zusätzlich auch einen drehbaren Spulenrevolver enthalten müßte, auf dem die beiden Spulspindeln gelagert sind.
- Die Erfindung hat die Aufgabe, eine Aufspulmaschine zu schaffen, bei der die radiale Anpreßkraft zwischen der Kontaktwalze und der Spule im Verlauf der Spulreise sich stetig und nur wenig ändert und die einfach und kompakt aufgebaut ist.
- Die Lösung ergibt sich aus dem Kennzeichen des Anspruch 1.
- Es sei hervorgehoben, daß die Lage der Kontaktwalze im Verlauf der Spulreise auch bei wachsendem Spulendurchmesser im wesentlichen unverändert bleibt. Das heißt: Die Kontaktwalze macht in ihrer Führung nur geringfügige Bewegungen radial zur Betriebsspindel im Bereich von wenigen Millimetern, vorzugsweise weniger als 1 mm. Die erforderliche Relativbewegung, mit der der Abstand zwischen der Achse der Kontaktwalze und der Achse der Betriebsspulspindel dem wachsenden Spulendurchmesser angepaßt wird, wird durch Drehung des Spulenrevolvers während der Spulreise ausgeführt. Dabei wird die Drehung durch einen Motor bewirkt. Der Motor wird durch einen Sensor gesteuert, welcher die Bewegung der Kontaktwalze, d.h. insbesondere den Weg, den der Träger der Kontaktwalze ausführt, erfaßt. Hierdurch wird der Motor des Spulenrevolvers so gesteuert, daß der Revolver sich auch bei sehr kleinen Bewegungen der Kontaktwalze jeweils so weit dreht, daß die Spulspindel mit dem anwachsenden Spulendurchmesser der Kontaktwalze ausweicht, während die Kontaktwalze ihre Ausgangsposition kaum verläßt und sofort wieder erreicht.
- Die Betätigung des dem Spulenrevolver zugeordneten Motors (Drehantrieb) erfolgt also in Abhängigkeit von dem Ausgangssignal des Sensors, welcher die Abweichung zwischen dem Istwert und dem Sollwert der Stellung der Kontaktwalze erfaßt. Die Betätigung des Drehantriebes kann schrittweise erfolgen. Dazu wird der Drehsteuereinrichtung ein bestimmter Höchstwert der Abweichung zwischen dem Istwert und dem Sollwert der Stellung der Kontaktwalze vorgegeben, z.B. einprogrammiert. Solange die Abweichung kleiner als dieser vorgegebene Höchstwert der Abweichung ist, wird der Drehantrieb gebremst, so daß der Spulenrevolver seine Drehstellung nicht ändern kann. Überschreitet die tatsächliche Abweichung zwischen dem Sollwert und dem Istwert der Stellung der Kontaktwalze den vorgegebenen Höchstwert, wird die Bremse gelöst und der Spulenrevolver mit vorgegebener Geschwindigkeit gedreht, bis die Abweichung zwischen Sollwert und Istwert wieder unterhalb des vorgegebenen Höchstwertes der Abweichung liegt.
- Bei einer anderen Verfahrensweise wird der Drehantrieb durch die Drehsteuereinrichtung und den Sensor so betätigt, daß der Drehantrieb ständig in Betrieb ist und den Revolver derart ununterbrochen dreht, daß die Abweichung zwischen dem Sollwert und dem Istwert der Stellung der Kontaktwalze auf einen bestimmten, niedrigen Wert ausgeregelt wird.
- Die Kontaktwalze und ihr Träger sowie die Betriebsspulspindel und der Spulenrevolver mit dem Drehantrieb bilden also gemeinsam mit der Drehsteuereinrichtung und dem Sensor einen Regelkreis, durch welchen die Position der Kontaktwalze im wesentlichen unverändert gehalten wird.
- Im Gegensatz zu allen bekannten Aufspulmaschinen wird bei der Aufspulmaschine nach dieser Erfindung der Achsabstand zwischen den Kontaktwalze und der Betriebsspulspindel nicht in Abhängigkeit von der zwischen der Kontaktwalze und der
- Betriebsspulspindel herrschenden Anpreßkraft, sondern durch einen Drehantrieb bestimmt, welcher den Spulenrevolver positiv im Sinne der Vergrößerung des Achsabstandes antreibt.
- Stick-Slip-Erscheinungen bei der Drehung des Spulenrevolvers treten nicht auf, da der Spulenrevolver positiv, d.h. zwangsweise angetrieben wird. Die Höhe der Anpreßkraft wird allein durch die auf die Kontaktwalze einwirkende Kraft bestimmt. Die Spulspindeln sind auf und relativ zu dem Spulenrevolver unbeweglich gelagert, wodurch sich im Gegensatz zu der eingangs genannten Aufspulmaschine ein wesentlich stabilerer Aufbau und ein stetiger Verlauf der Anpreßkraft ergibt.
- Die Aufspulmaschine nach dieser Erfindung wird vorzugsweise zum Aufspulen frischgesponnener Chemiefasern in Spinnanlagen benutzt. Bei der Auslegung der Aufspulmaschine nach Anspruch 2 dreht der Spulenrevolver in demselben Drehsinn wie die Betriebsspindel und es wird das sogenannte Gleichlauffangen ermöglicht. Hierzu wird auf EP-A 0 286 893 (EP-1575) und US-Patent (ist noch Anmeldung) verwiesen.
- Bei der Ausführung nach Anspruch 3 ergibt sich, daß die Anpreßkraft zunächst zunimmt. Es wird also zu Beginn der Spulreise mit niedriger Anpreßkraft gewickelt und dadurch eine Schädigung der ersten Fadenlagen vermieden. Weiterhin kann die Änderung der Anpreßkraft gering gehalten werden. Hierzu sind die Führung der Kontaktwalze sowie der Drehpunkt des Spulenrevolvers und der Drehkreis des Spulenrevolvers, auf dem die Spindelachsen liegen (Spindeldrehkreis), sowie der Radius der Kontaktwalze relativ zueinander so ausgelegt, daß bei dem gewünschten maximalen Durchmesserverhältnis die Änderung der Anpreßkraft der Kontaktwalze auf die Spule im Verlauf der Spulreise in den gewünschten Grenzen bleibt. Als Durchmesserverhältnis wird hier der Quotient:
Durchmesser der Spulspindel zu Beginn der Spulreise (Leerhülse) Durchmesser der Spulspindel zum Ende der Spulreise (Vollspule) verstanden. Dieses Betriebsdurchmesserverhältnis beträgt bei modernen Aufspulmaschinen mindestens 1:3. Die zugelassene Änderung der radialen Anpreßkraft beträgt jedenfalls weniger als 50%, wobei die Anpreßkraft von einem niedrigeren Wert ausgeht, sich also zunächst allenfalls erhöhen darf. Die von der Kontaktwalze auf die Spule ausgeübte Radialkraft wird sich bei der Lösung nach Anspruch 4 im Verlaufe der Spulreise um nicht mehr als 10%, nach dem Wickeln der ersten Fadenschichten vorzugsweise um nicht mehr als 5% ändern. - Die Aufspulmaschine nach dieser Erfindung wird so betrieben, daß der Spulenrevolver bei wachsendem Spulendurchmesser in demselben Drehsinn gedreht wird wie die Betriebsspulspindel. Die Spulspindeln werden durch Achsantriebsmotoren angetrieben, wobei jeder Spulspindel ein Achsantriebsmotor zugeordnet ist.
- Wie bereits ausgeführt, wird es nach der Erfindung möglich, den Anpreßdruck zwischen der Kontaktwalze und der Spulspindel bzw. Spule im Verlaufe der Spulreise innerhalb eines geringen, spultechnisch unbedenklichen Bereiches konstant zu halten.
- Beim Aufwickeln von Chemiefasern, für die die Aufspulmaschine in erster Linie bestimmt ist, ist damit zu rechnen, daß der Faden im allgemeinen senkrecht von oben nach unten läuft. Da die Kontaktwalze zwischen der Changierung und der Betriebsspulspindel angeordnet ist, wird sowohl der Träger als auch die Kontaktwalze durch eine Schwerkraftkomponente belastet. Durch die Maßnahmen nach Anspruch 4 bzw. 5 kann die radial wirkende Auflagerkraft zwischen Kontaktwalze und Spule auf das wickeltechnisch zulässige Maß eingestellt werden. Die Entlastungseinrichtung kann z.B. ein Kraftgeber für eine konstante Kraft, z.B. eine Feder oder eine pneumatische oder hydraulische Zylinder-Kolben-Einheit, sein, welche mit konstantem Druck beaufschlagt wird.
- Bei wickeltechnisch schwierigen Aufgaben ergibt sich auch die Möglichkeit, eine z.B. hydraulische oder pneumatische Entlastungseinrichtung entsprechend dem gewünschten Verlauf der Anpreßkraft während der Spulreise zu steuern.
- Wenn die Kontaktwalze so gelagert ist, daß sie nicht mit ihrer Schwerkraft, sondern schwerkraftfrei auf der Spule aufliegt, so wird eine Belastungseinrichtung, z.B. eine hydraulische oder pneumatische Zylinder-Kolben-Einheit vorgesehen, die auf den Träger der Kontaktwalze einwirkt und die notwendige Anpreßkraft erzeugt. Dabei kann die Belastungseinrichtung so ausgelegt sein, daß sie eine konstante Anpreßkraft erzeugt. Es ist aber auch möglich, die Belastungseinrichtung so auszulegen, daß die Anpreßkraft im Verlaufe der Spulreise nach einem bestimmten einprogrammierten Verlauf gesteuert wird.
- Der Träger, auf welchem die Kontaktwalze gelagert wird, ist vorzugsweise eine Schwinge, die an der einen Seite im Maschinengestell schwenkbar gelagert ist und an deren anderem freien Ende die Kontaktwalze sitzt (Anspruch 7). Wenn die Kontaktwalze mit ihrem Eigengewicht auf der Spule aufliegen soll, so ist die Schwinge horizontal oder geneigt angeordnet. Wenn die Kontaktwalze ohne Einfluß ihres Gewichtes an der Spule aufliegen soll, so muß die Schwinge im wesentlichen senkrecht angeordnet sein.
- Durch Anspruch 8 ergibt sich zum einen eine verschleißfeste Aufhängung, die überdies den Vorteil hat, daß die Schwenkbewegung der Kontaktwalze einer mit der Auslenkung zunehmenden Kraft unterliegt. Daher kann für die Null-Stellung der Kontaktwalze eine im Verlauf der Spulreise stabile Position ohne regeltechnische Schwierigkeiten eingestellt werden.
- Im übrigen hat die Aufhängung in einem Gummiblock aber auch den Vorteil, daß der Gummiblock nicht nur die Schwenkbewegung im Rahmen der geringfügigen Meßausschläge der Kontaktwalze, sondern auch eine Bewegung senkrecht dazu, d.h. auf der Verbindungslinie zwischen der Schwenkachse und der Achse der Kontaktwalze, zuläßt. Dadurch kann sich die Kontaktwalze nicht nur in Schwenkrichtung, sondern auch senkrecht dazu, parallel zur Achse der Spulspindel ausrichten. Besonders wichtig ist auch, daß der Gummiblock die Bewegung der Kontaktwalze dämpft.
- Die Changierung nach dieser Erfindung kann eine der aus dem Stand der Technik bekannten Changiereinrichtungen sein. Hierbei ist insbesondere hinzuweisen auf die Flügelchangierung nach EP-D 1114642, eine Kehrgewindechangierung nach US-PS 3,664,596, eine Nutwalzenchangierung nach US-PS 3,797,767 oder andere Changiereinrichtungen. Die Changiereinrichtung kann im Maschinengestell ortsfest angebracht sein.
- Bekanntlich wird der Faden, der die Kontaktwalze umschlingt, auf der Kontaktwalze mit dem Changiergesetz der Changiereinrichtung abgelegt, wobei die Hubumkehr von dem Abstand zwischen der Changiereinrichtung und der Auflauflinie des Fadens auf die Kontaktwalze abhängt. Jede Änderung dieses Abstandes geht in das Ablagegesetz ein.
- Durch die Ausführung nach Anspruch 9 und 10 bzw. 11 wird erreicht, daß sich trotz der geringfügigen Bewegung der Kontaktwalze der Abstand zwischen der Changiereinrichtung und der Kontaktwalze im Verlaufe der Spulreise nicht ändert. Hierzu wird die Changiereinrichtung vorzugsweise ebenfalls auf einer Schwinge gelagert, die entweder gleichachsig zu der Schwinge der Kontaktwalze oder an der Schwinge der Kontaktwalze schwenkbar gelagert ist. Hierdurch wird es möglich, zur Wartung die Changiereinrichtung von der Kon taktwalze abzuheben, so daß einerseits die Kontaktwalze und andererseits die Changiereinrichtung gut zugängig ist. Andererseits wird durch die Maßnahme nach den Ansprüchen 9 bis 11 vermieden, daß die Changierung bei ihrer Relativbewegung zu der Kontaktwalze auch eine Bewegung senkrecht zum Fadenlauf ausführt. Dies ist insbesondere wichtig, wenn - wie durch Anspruch 12 vorgeschlagen - auf den Träger der Changierung eine Antriebseinrichtung einwirkt, durch welche der Abstand zwischen der Kontaktwalze und der Changierung im Verlaufe der Spulreise veränderbar ist. Damit bietet die Erfindung auch die Möglichkeit, während der Spulreise mit veränderlichem Changierhub zu fahren. Hierzu wird die Antriebseinrichtung gemäß Anspruch 13 nach einem vorgegebenen Programm gesteuert. Durch entsprechende Programmierung kann im Verlauf der Spulreise, insbesondere zu Anfang der Spulreise eine Hubverkürzung stattfinden (Anspruch 14). Hierzu wird auf den Spulenaufbau nach der US-PS 4,789,112 (Bag. 1540) verwiesen. Weiterhin ist es möglich, durch entsprechende Programmierung eine Atmung durchzuführen (Anspruch 15), wie es z.B. in der US-PS 4,325,517 (Bag. 1157) und der DE-OS 37 23 524 A1 (IP-1536) beschrieben ist. Ebenso ist es möglich, die Changiereinrichtung relativ zur Kontaktwalze axial zeitlich wiederkehrend hin- und herzuverschieben, um auf diese Weise eine Hubverlegung zu bewirken. Es sei besonders darauf hingewiesen, daß die Erfindung nach Anspruch 12 bis 15 auch unabhängig von der Erfindung nach den Ansprüchen 1 bis 11 vorteilhaft ist.
- Die Erfindung löst ferner das Problem des Spulenwechsels. Dabei soll der Spulenwechsel so erfolgen, daß der Faden ohne Unterbrechung aufgespult wird. Dazu wird der Spulenrevolver sowohl während der Spulreise als auch beim Spulenwechsel stets in derselben Drehrichtung gedreht.
- Das Verfahren des "Gleichlauffangens", bei dem im Augenblick des Fadenanlegens die Oberfläche der Leerhülse und der Faden die gleiche Bewegungsrichtung haben, zeichnet sich dadurch aus, daß der Faden nur geringen Fadenspannungsschwankungen unterliegt. Auf diesen geringen Fadenspannungsschwankungen beruht die Betriebssicherheit dieses Verfahrens. Dabei werden vorzugsweise Spulhülsen mit einem Fadenfangschlitz benutzt, wie er in der DE-A 39 23 305 (Bag. 1650) bekannt ist.
- Bei dem "Gleichlauffangen" dreht sich der Spulenrevolver im selben Drehsinn wie die Betriebsspulspindel. Das bedeutet, daß die Ruhespulspindel beim Einfahren in ihre Betriebsposition an der Kontaktwalze vorbeifahren muß. Hierdurch ergibt sich eine Einengung der geometrischen Auslegungsmöglichkeiten. Diese Einengung wird durch die Ausgestaltung nach Anspruch 6 ebenfalls vermieden. Dabei ist hervorzuheben, daß die Kontaktwalze lediglich eine nur geringe Bewegung von z.B. 10 mm ausführen muß.
- Für das Gleichlauffangen ist ein Ablenkfadenführer erforderlich, der den Faden aus der Normalebene des Fangschlitzes der Leerhülse in eine Normalebene der Vollspule umlenkt (vgl. hierzu PCT/DE 89/00094). Gemäß Anspruch 17 dient dieser Ablenkfadenführer, als Blech ausgebildet, gemeinsam mit einem weiteren Schutzblech dem Zweck, die in Betrieb zu setzende Leerhülse gegenüber der Vollspule, die sich noch dreht, zu schützen. Insbesondere kann es vorkommen, daß das abgerissene oder abgeschnittene Fadenende sich von der sich drehenden Vollspule abhebt und die auf der Leerhülse sich bildenden Fadenlagen beschädigt. Durch Anspruch 17 entsteht eine vollständige Abkapselung der Vollspule gegenüber der Leerhülse bereits vor dem Abschneiden bzw. Abreißen des Fadens. Die Maßnahme nach Anspruch 17 ist bei allen Aufspulmaschinen, die nach dem Oberbegriff des Anspruchs 1 ausgebildet sind, vorteilhaft einsetzbar.
- Das Verfahren zum Spulenwechsel an der Aufspulmaschine ergibt sich aus Anspruch 18 mit vorteilhaften Weiterbildungen nach Anspruch 19 bis 21. Wie bereits erwähnt, ist es beim Gleichlauffangen günstig, daß die Kontaktwalze eine geringe Ausweichbewegung durchführen kann, um die in die Betriebsposition einfahrende Leerhülse nicht zu behindern. Dabei wird die Beweglichkeit der Kontaktwalze benutzt, die im Rahmen dieser Erfindung dazu dient, um den Drehantrieb des Spulenrevolvers im Laufe der Spulreise zu steuern bzw. zu regeln in Abhängigkeit von dem wachsenden Spulendurchmesser. Diese Funktion wird jedoch außer Kraft gesetzt während der Bildung der ersten Fadenlagen auf der Leerhülse. Dadurch wird erreicht, daß der Spulenrevolver zweitweise in seiner Position bleiben kann. Während dieser Zeit können die Vollspulen von der inzwischen in ihre Ruheposition eingefahrenen Spulspindel abgenommen werden, wozu insbesondere ein automatischer Spulenwechsler nach Anspruch 21 dienen kann.
- Die Meßfunktion der Kontaktwalze, durch die der wachsende Spulendurchmesser erfaßt wird, kann nach Ablauf einer bestimmten einprogrammierten Zeit oder nach Durchführung des Austausches der vollen Spulen gegen Leerhülsen an der in Ruhestellung befindlichen Spulspindel dadurch wieder in Gang gesetzt werden, daß die Kontaktwalze abgesenkt und in Kontakt mit der Betriebsspulspindel gebracht wird. Eine besondere Steuerung wird indes entbehrlich durch die Maßnahme nach Anspruch 20. Hierbei erfolgt das Wiederingangsetzen der Meßfunktion der Kontaktwalze dadurch, daß sich bei wachsendem Spulendurchmesser wieder Kontakt zwischen Spule und Kontaktwalze und damit ein Meßausschlag des Trägers der Kontaktwalze ergibt.
- Bevorzugt ist vorgesehen, daß während der kontaktlosen Zeit die Kontaktwalze angetrieben wird, vorzugsweise mit einer Umfangsgeschwindigkeit angetrieben wird, die im wesentlichen der Soll-Umfangsgeschwindigkeit der Spule entspricht. Ein geeigneter Antrieb hierfür ist aus der DE-A 38 34 032 ersichtlich.
- Im folgenden wird die Erfindung anhand von Ausführungsbeispielen beschrieben.
- Es zeigen:
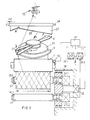
- Fig. 1 die Seitenansicht einer Aufspulmaschine im Betrieb;
- Fig. 2 die Frontansicht der Aufspulmaschine im Betrieb;
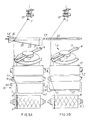
- Fig. 3A,B,C die Frontansicht der Aufspulmaschine beim Spulen-wechsel;
- Fig. 4 die Seitenansicht der Aufspulmaschine nach Fig. 1 beim Spulenwechsel;
- Fig. 5 ein weiteres Ausführungsbeispiel einer Spulmaschine mit einer Kehrgewindewellenchangierung;
- Fig. 6,7 Ausführungsbeispiele, bei welchen der Abstand zwischen Changiereinrichtung und Kontaktwalze steuerbar ist;
- Fig. 8,9 Diagramme für den Verlauf der Anpreßkraft zwischen Kontaktwalze und Spule;
- Fig. 10,11 Spulhülsen;
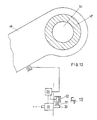
- Fig. 12 Aufhängung der Führung der Kontaktwalze (Detail);
- Fig. 13 eine Spule, die mit der Aufspulmaschine hergestellt ist;
- Fig. 14 Programm zur Veränderung des Abstandes zwischen Changierung und Kontaktwalze;
- Fig. 15 Detail der Figuren 1, 4, 5, 6, 7, bei welchen der Revolvermotor als Bremsmotor ausgeführt ist.
- Die Aufspulmaschinen, die in den Figuren 1 bis 4, 5, 6, 7 dargestellt sind, unterscheiden sich lediglich in Einzelheiten. Daher bezieht sich die folgende Beschreibung auf sämtliche Ausführungsbeispiele. Auf die unterschiedlichen Einzelheiten wird jeweils hingewiesen.
- Der dargestellten Aufspulmaschine wird der Faden 3 durch Lieferwerk 17 ohne Unterbrechung mit konstanter Geschwindigkeit zugeliefert. Der Faden wird zunächst durch den Kopffadenführer 1 geführt, der die Spitze des Changierdreiecks bildet. Sodann gelangt der Faden mit Bewegungsrichtung 2 zu der Changiereinrichtung 4, die später beschrieben wird. Hinter der Changiereinrichtung wird der Faden an der Kontaktwalze 11 mit mehr als 90° umgelenkt und sodann auf der Spule 6 aufgewikkelt. Die Spule 6 wird auf der Spulhülse 10.1 gebildet. Die Spulhülse 10.1 ist auf der frei drehbaren Spindel 5.1 (Betriebsspindel) aufgespannt. Die Spulspindel 5.1 befindet sich mit der darauf aufgespannten Spulhülse 10.1 und der darauf zu bildenden Spule in dem Beginn der Betriebsposition. Zu dieser Zeit befindet sich eine zweite Spulspindel (Ruhespindel) 5.2 mit einer darauf aufgespannten Spulhülse (Leerhülse) 10.2 in der Warteposition. Beide Spulspindeln 5.1 und 5.2 sind in einem drehbaren Spulenrevolver 18 frei drehbar gelagert. Bei allen Ausführungsbeispielen werden die Spindeln 5.1 und 5.2 durch Synchronmotoren 29.1 und 29.2 angetrieben werden. Die Synchronmotoren 29.1 bzw. 29.2 sind jeweils fluchtend mit den Spindeln an dem Revolver 18 befestigt. Die Synchronmotoren werden durch die Frequenzgeber 30.1 und 30.2 mit Drehstrom von steuerbarer Frequenz versorgt. Die Ansteuerung der Frequenzgeber 30.1 und 30.2 geschieht durch ein Steuergerät 31, das von einem Drehzahlsensor 53 angesteuert wird. Der Drehzahlsensor 53 tastet die Drehzahl der Kontaktwalze ab. Durch das Steuergerät 31 werden die Frequenzgeber 30.1 bzw. 30.2 der jeweiligen Betriebsspindel 5.1 so gesteuert, daß die Drehzahl der Kontaktwalze 11 und damit auch die Oberflächengeschwindigkeit der Spule trotz wachsenden Spulendurchmessers konstant bleibt.
- Die Synchronmotoren 29.1 und 29.2 können ersetzt werden durch Asynchronmotoren. In diesem Falle wird den Steuerfrequenzen F4 bzw. F5 ein Regelsignal überlagert, so daß der Sollwert der Spindeldrehzahl, der jeweils durch das Steuergerät 31 vorgegeben ist, genau eingehalten wird. Eine geeignete Steuerung ergibt sich aus der DE-C 34 25 064 (IP-1348).
- Der Spulenrevolver 18 ist im Gestell der Aufspulmaschine drehbar gelagert und wird durch Antriebsmotor (Revolvermotor 33) verschwenkt, so daß abwechselnd die Spindeln 5.1 bzw. 5.2 in die Betriebsstellung bzw. Wartestellung gefahren werden können, wenn die Spule 6 auf der einen der Spindeln voll bewickelt ist.
- Der Revolvermotor 33 dient ferner dazu, den Spulenrevolver in dem Sinne zu drehen, daß der Achsabstand zwischen der Kontaktwalze 11 und der Betriebsspindel 5.1 bei wachsendem Spulendurchmesser vergrößert wird.
- Der Revolvermotor 33 kann als Bremsmotor ausgebildet sein. Ein solcher Bremsmotor hat die Eigenschaft, daß sein Läufer unbeweglich festgestellt wird, d.h. nicht mehr drehbar ist, wenn der Bremsmotor nicht an eine Stromquelle angeschlossen ist. Ein solcher Revolvermotor 33, der als Bremsmotor ausgeführt ist, ist schematisch in der Fig. 15 dargestellt. Fig. 15 ist eine Detailzeichnung zu den Figuren 1, 4, 5, 6, 7 und zeigt den Drehantrieb und die Drehsteuereinrichtung für den Revolver 18. Die Welle 70 des Revolvermotors 33 und des Revolvers 18 wird durch eine Bremse 71 beaufschlagt. Die Bremse 71 wird durch einen Elektromagneten 72 betätigt. Der Elektromagnet ist mit der Drehsteuereinrichtung 54 verbunden. Die Drehsteuereinrichtung 54 schließt wechselweise entweder den Läuferstromkreis des Revolvermotors 33 oder den Stromkreis des Elektromagneten 72 der Bremse 71 in Abhängigkeit vom Ausgangssignal des Sensors 52, welcher die Bewegung des Trägers 48 bzw. 63 für die Kontaktwalze abtastet.
- Der Revolvermotor 33 kann aber auch ein Schrittmotor sein, der sich mit sehr langsamer Geschwindigkeit ununterbrochen dreht und der durch die Drehsteuereinrichtung in Abhängigkeit vom Ausgangssignal des Sensors 52, welcher die Bewegung des Trägers 48 bzw. 63 für die Kontaktwalze abtastet, so gesteuert wird, daß der Achsabstand zwischen der Kontaktwalze 11 und der Betriebsspindel 5.1 sich mit dem anwachsenden Spulendurchmesser kontinuierlich vergrößert.
- Die Kontaktwalze 11 ist auf einem Träger gelagert, so daß die Kontaktwalze eine Bewegung mit radialer Komponente zu der Betriebsspindel ausführen kann. Als Träger dient in dem Ausführungsbeispiel nach den Figuren 1 bis 4, 6 und 7 die Schwinge 48 für die Kontaktwalze. Die Schwinge 48 ist im Maschinengestell um Schwenkachse 50 schwenkbar gelagert. Die Schwenkachse 50 liegt - wie bereits gesagt - so, daß die Kontaktwalze mit einer Radialkomponente zur Betriebsspindel 5.1 beweglich ist. Die Schwenkachse 50 wird durch einen Gummiblock gebildet. Dieser Gummiblock ist im Maschinengestell fest eingespannt. An dem Gummiblock ist die Schwinge 48 befestigt, so daß die Schwinge 48 gummielastisch verschwenkbar ist. Ein Ausführungsbeispiel einer solchen Lagerung der Schwinge ist in Fig. 12 im Detail dargestellt. Dabei ist der Gummiblock 42 ein zylindrischer Körper, der in den Ringraum zwischen der Schwenkachse 50 und dem Lagerauge der Schwinge 49 eingebracht ist. Die Schwenkachse 50 ist im Maschinengestell drehfest gelagert. Der Innenumfang des Gummiblocks ist mit der Schwenkachse 50 drehfest verbunden. Der Außenmantel des Gummiblocks ist mit dem Innenmantel der Buchse der Schwinge 49 drehfest verbunden.
- In dem Ausführungsbeispiel nach Fig. 5 ist die Kontaktwalze auf einem Träger 63 gelagert, welcher in Führungen 64 geradlinig bewegbar ist.
- Mit der Schwinge 48 bzw. dem Träger 63 kann die Kontaktwalze vor dem wachsenden Spulendurchmesser der in der Betriebsstellung befindlichen Betriebsspindel um eine sehr geringe Wegstrecke von z.B. 2 mm ausweichen.
- Wie bereits oben ausgeführt, können alle denkbaren Changiereinrichtungen Verwendung finden. Bei dem Ausführungsbeispiel nach den Figuren 1 bis 4 ist die Changiereinrichtung eine sog. Flügelchangierung. Sie weist zwei Rotoren 12 und 13 auf, die durch ein Getriebe 22 miteinander verbunden und durch den Motor 14 angetrieben werden. An den Rotoren 12 und 13 sind Flügel 8 und 9 befestigt, wie sich insbesondere aus den Figuren 2 und 3 ergibt. Die Rotoren drehen sich mit unterschiedlicher Drehrichtung 27, 28 und führen dabei den Faden an einem Leitlineal 9 entlang, wobei der eine Flügel die Führung in der einen Richtung übernimmt und dann unter das Leitlineal taucht, während der andere Flügel die Führung in der anderen Richtung übernimmt und dann unter das Leitlineal taucht. Der Changiermotor 14 wird mit konstanter Drehzahl angetrieben, kann aber auch in Abhängigkeit von den Signalen eines Programmgebers steuerbar sein.
- In dem Ausführungsbeispiel nach Fig. 5 ist die Changiereinrichtung eine sog. Kehrgewindewellenchangierung. In einem Gehäuse ist die Kehrgewindewelle 23 drehend gelagert. Die Kehrgewindewelle weist in bekannter Weise eine endlos hingehende und zurückkehrende Nut auf ihrem zylindrischen Umfang auf. In die Nut 15 greift das eine Ende eines Changierfadenführers 40 ein. Der Changierfadenführer ist in der Geradführung 44 des Gehäuses geradgeführt. Weitere Einzelheiten der Ausführungsbeispiele beziehen sich auf die Aufhängung der Changiereinrichtung.
- Unabhängig von der Art der Changiereinrichtung kann das Gehäuse der Changiereinrichtung ortsfest befestigt sein. Dies ist bei dem Ausführungsbeispiel nach Fig. 5 gezeigt.
- Bei der ortsfesten Aufhängung der Changiereinrichtung ändert sich der Abstand zwischen der Kontaktwalze 11 und dem Changierfadenführer 40, wenn auch die Meßbewegungen der Kontaktwalze sehr klein und fast vernachlässigbar sind.
- Bei den Ausführungsbeispielen nach den Figuren 1 bis 4, Figur 6, 7 ist die Changiereinrichtung 4 beweglich im Maschinengestell der Aufspulmaschine gelagert. Hierzu dient eine Schwinge 49, an deren freiem Ende die Changiereinrichtung befestigt ist und die mit dem anderen Ende derart schwenkbar gelagert ist, daß die Changiereinrichtung eine Bewegung senkrecht zu sich selbst und zu der Kontaktwalze, d.h. eine Parallelverschiebung ausführen kann.
- Bei den Ausführungsbeispielen nach Fig. 1 bis 4 ist die Schwinge im Maschinengestell frei schwenkbar gelagert. Dabei ist die Schwenkachse im wesentlichen gleichachsig zu der Schwenkachse 50 der Schwinge 48 angeordnet.
- Bei dem Ausführungsbeispiel nach Fig. 7 ist die Schwinge 49 für die Changiereinrichtung an der Schwinge 48 frei schwenkbar gelagert.
- Bei dem Ausführungsbeispiel nach den Figuren 1 bis 4 liegt die Schwinge 49 für die Changiereinrichtung mit Abstützung 51 auf der Schwinge 48 für die Kontaktwalze 11. Daher macht die Schwinge 49 die Bewegungen der Schwinge 48 mit. Sie ist aber andererseits unabhängig hochklappbar, was zur Wartung der Kontaktwalze und der Changiereinrichtung von großem Vorteil ist. Durch eine Zylinder-Kolben-Einheit 21, die pneumatisch beaufschlagt wird und die von unten auf die Schwinge 48 bzw. den Träger 63 einwirkt, kann das Gewicht, das auf der Kontaktwalze und damit als Anpreßkraft auf der Spule lastet, ganz oder teilweise kompensiert werden. Dabei handelt es sich um das Gewicht der Changiereinrichtung und der Kontaktwalze (Ausführungsbeispiele nach Fig. 1 bis 4, 7) oder nur der Kontaktwalze (Ausführungsbeispiele nach Fig. 5, 6).
- Bei allen Ausführungsbeispielen ist ein Sensor 52 ortsfest im Maschinengestell angeordnet. Dieser Sensor tastet die Bewegung der Schwinge 48 bzw. in Fig. 5 des Trägers 63 ab, wobei der Sensor den Abstand zur Schwinge 48 bzw. zum Träger 63, also den Weg der Schwinge 48 bzw. des Trägers 63 mißt. In Abhängigkeit von dem Ausgangssignal, d.h. z.B. bei Überschreiten eines vorbestimmten Abstandes gibt der Sensor 52 ein Ausgangssignal, das einer Steuereinrichtung 53 für den Revolverantrieb 33 aufgegeben wird. Auf die weitere Funktion wird später eingegangen.
- Die Betriebsweise der Aufspulmaschine ist für alle Ausführungsbeispiele dieselbe. Im folgenden wird die Betriebsweise anhand des Ausführungsbeispiels nach den Figuren 1 bis 4 beschrieben.
- In Fig. 1 ist der Betrieb der Spulspindel 5.1 gezeigt. Auf die Leerhülse 10.1 sind nur wenige Lagen gewickelt und die Kontaktwalze 11 liegt in Umfangskontakt an der zu bildenden Spule an. Bei wachsendem Spulendurchmesser führt die Kontaktwalze eine geringe radiale Bewegung aus. Die Wegstrecke dieser Bewegung wird durch den Abstandssensor 52 erfaßt. Abhängig von dem Ausgangssignal des Abstandssensors 52 wird der Revolvermotor 33 über Steuereinrichtung 54 derart angesteuert, daß sich der Revolver um einen geringen Drehwinkel weiterdreht in dem Sinne, daß der Achsabstand zwischen der Kontaktwalze und der Betriebsspindel 5.1 vergrößert wird. Die Drehrichtung der Betriebsspindel ist durch Pfeil 55 markiert. Da der Faden die Kontaktwalze im Gegenuhrzeigersinn umschlingt, wird er die Betriebsspindel und Spule im Uhrzeigersinn umschlingen. Folglich dreht sich die Betriebsspindel auch im Uhrzeigersinn. Daher dreht sich auch der Spulrevolver im Uhrzeigersinn mit Drehrichtung 56.
- Für die Ansteuerung des Revolvermotors sieht die Erfindung zwei alternative Verfahren vor:
- Wenn der Revolvermotor 33 - wie in Fig. 15 dargestellt - als Bremsmotor ausgeführt ist, so wird die Welle des Revolvermotors durch die Bremse zunächst festgestellt, so daß sich auch der Spulenrevolver nicht drehen kann, wenn der Spulendurchmesser anwächst. Dadurch wird die Kontaktwalze 11 aus ihrer Soll-Stellung herausgedrückt in eine Ist-Stellung. Es wird in der Steuereinrichtung 54 ein bestimmter zulässiger Höchstwert für die Abweichung zwischen der Ist-Stellung und der Soll-Stellung der Kontaktwalze vorgegeben. Sobald durch den Abstandssensor 52 festgestellt wird, daß die Abweichung zwischen der Soll-Stellung und der Ist-Stellung den vorgegebenen Höchstwert überschreitet, wird die Bremse mittels des Magneten gelöst und gleichzeitig der Läufer des Revolvermotors 33 an seine Stromquelle angeschlossen. Hierdurch wird der Revolvermotor mit langsamer, aber konstanter Geschwindigkeit ein Stück weiter gedreht, bis durch den Sensor 52 festgestellt wird, daß die Kontaktwalze 11 im wesentlichen wieder ihre Soll-Stellung erreicht hat. Der zugelassene Höchstwert der Abweichung zwischen der Soll-Stellung und der Ist-Stellung der Kontaktwalze ist sehr gering und beträgt z.B. 1 mm. Nunmehr wird der Revolvermotor 33 wieder ausgeschaltet und stattdessen die Bremse aktiviert. Dadurch wird die Welle des Revolvermotors 33 und damit auch der Spulenrevolver wieder nicht drehbar festgestellt.
- Bei dem anderen Verfahren ist der Revolvermotor 33 ständig mit einer Stromquelle verbunden. Die sehr niedrige Geschwindigkeit des Revolvermotors 33 wird dabei mittels des Abstandssensors 52 und der Drehsteuereinrichtung 54 so gesteuert, daß die Kontaktwalze ihre Soll-Stellung nicht verläßt bzw. daß die Abweichung zwischen der Ist-Stellung und der Soll-Stellung konstant und möglichst klein bleibt. Bei diese Ausführung ist ein Revolvermotor 33 erforderlich, dessen Drehgeschwindigkeit nicht von dem Drehmoment abhängt. Daher kann bei diesem Revolvermotor der Kontaktdruck zwischen der Kontaktwalze 11 und der Betriebsspulspindel 5.1 bzw. der darauf gebildeten Spule - bei dem erstgenannten Verfahren nicht zu einer Drehung des Spulenrevolvers - bei dem letztgenannten Verfahren nicht zu einer Erhöhung der Drehgeschwindigkeit des Spulenrevolvers führen.
- Die Endlage der Spule ist mit (6) und die Endlage der Betriebsspindel mit (5.1) markiert. Daraus ergibt sich, daß das Zentrum der Spulspindel während der Spulreise mit der Drehung des Spulenrevolvers einen Teil, den sog. Betriebsbereich, des Spindeldrehkreises befahren hat. Dieser Betriebsbereich ist in Fig. 1 mit dem Bezugszeichen 57 markiert. Die größte Änderung der radialen Anpreßkraft tritt nun ein zwischen der Ausgangslage, in der die Betriebsspindel 5.1 erstmalig in Kontakt mit der Kontaktwalze 11 gebracht wird und derjenigen Lage, in der die Spindelachse der Betriebsspindel 5.1 auf der Tangente 58 liegt, welche man vom Zentrum der Kontaktwalze 11 an den Betriebsbereich des Spindeldrehkreises zieht. Der Winkel alpha, den das Zentrum der Spulspindel 5.1 dabei relativ zu dem Zentrum der Kontaktwalze 11 umfahren hat, sollte nun möglichst klein sein. In Fig. 1 wurde dieser Winkel recht groß dargestellt, um eine bessere zeichnerische Klarheit zu gewinnen. In Wirklichkeit ist dieser Winkel wesentlich kleiner, und zwar vorzugsweise kleiner als 15°. Der besondere Vorteil der Erfindung besteht darin, daß auch bei kleinem Durchmesserverhältnis (Durchmesser der Leerhülse zu Durchmesser der Vollspule) von weniger als 1:3 und auch, wenn der Umschlingungswinkel des Fadens an der Kontaktwalze 11 größer als 90° ist, die Änderung der Anpreßkraft gering gehalten werden kann. Dabei ist ein weiterer Vorteil darin zu sehen, daß - wie sich auch aus Fig. 1 ergibt - bei wachsendem Spulendurchmesser eine Vergrößerung und nicht eine Verkleinerung des Umschlingungswinkels an der Kontaktwalze eintritt. Eine Verkleinerung des umschlingungswinkels hätte einen verstärkten Schlupf des Fadens auf der Kontaktwalze zur Folge. Eine Erhöhung des Schlupfes führt zu einer Veränderung der Faden zugkraft, und zwar insbesondere dann, wenn die Kontaktwalze angetrieben wird oder zum Zwecke des Fadenspannungsabbaus mit einer Leistung angetrieben wird, die größer als die Leerlaufleistung ist; vgl. DE-OS 35 13 796 (= Bag. 1400).
- Ein weiterer Vorteil liegt darin, daß die Anpreßkraft im Verlauf der Spulreise und insbesondere zu Beginn der Spulreise von einem relativ geringen Wert ausgeht und zunimmt. Dadurch wird dem Umstand Rechnung getragen, daß die Anpreßkraft beim Wickeln der ersten Lagen relativ gering sein und später zunehmen sollte.
- Diese Vorteile ergeben sich insbesondere daraus, daß die Position der Kontaktwalze während der Spulreise - von wickeltechnisch unbedeutenden Änderungen abgesehen - unverändert bleibt, gleichwohl aber die Anpreßkraft durch die Beweglichkeit der Kontaktwalze und die auf sie einwirkende Kraft ausgeübt wird, im Gegensatz zu der bekannten Aufspulmaschine, bei der die Anpreßkraft durch das auf den Spulenrevolver einwirkende Drehmoment aufgebracht wird und daher in starkem Maße von der Relativlage zwischen Spulspindel und Kontaktwalze abhängig ist.
- Durch die Figuren 8 und 9 wird noch einmal veranschaulicht, worauf es nach dieser Erfindung bei der Auslegung der Aufspulmaschine zur Minimierung der Schwankung der Anpreßkraft zwischen Kontaktwalze und Spule besonders ankommt. Die Figuren 8 und 9 zeigen die Geometrie des Querschnitts der Aufspulmaschine mit der Kontaktwalze 11, der Spulspindel 5.1 zu Beginn der Spulreise, der vollen Spule 6 zum Ende der Spulreise und dem Betriebsbereich B des Spindeldrehkreises, den der Spulenrevolver mit den Achsen der Spulspindeln beschreibt. Während einer Spulreise bewegt sich die Achse der Spulspindel zwischen den Punkten A1 und A2 auf dem Spindeldrehkreis S. Der Abschnitt zwischen den Punkten A2 wird hier als Betriebsbereich B, in Fig. 1 mit 57, bezeichnet. Darge stellt ist ferner in verschiedener geometrischer Lage die Schwenkachse 48, an der die Kontaktwalze 11 drehbar gelagert ist, sowie die Schwenkachse 50, um die die Schwinge schwenkbar ist.
- Die Anpreßkraft, mit der die Kontaktwalze 11 auf der Spule aufliegt, hat jeweils die Richtung der Verbindungslinie zwischen dem Mittelpunkt K der Kontaktwalze und der Achse A der Spulspindel. Die eine Extremrichtung geht durch die Punkte K und A1, d.h. der Position der Achse der Spulspindel zu Beginn der Spulreise. Die andere Extremrichtung ist die Tangente von der Achse K aus an den Betriebsbereich B des Spindeldrehkreises S. Es ist sowohl aus Fig. 8 als auch Fig. 9 ersichtlich, daß die Wirkungslinie der Kraft G, die die Kontaktwalze ausübt, die Führungsrichtung der Kontaktwalze, also die Senkrechte D zur Schwinge 48 im Punkte K ist. Diese Kraft G zerlegt sich zu Beginn der Spulreise in die Anfangsanpreßkraft P1, die durch die Anfangslage A1 der Spindelachse geht, und eine Kraft parallel zur Schwinge 48. Im Extremfall zerlegt sich die Kraft G wiederum in die Parallelkraft der Schwinge 48 und die auf der Tangente T wirkende extreme Anpreßkraft PE.
- Es ist wiederum aus Fig. 8 und 9 ersichtlich, daß der Unterschied zwischen der Anfangskraft P1 und der Extremkraft PE relativ gering ist, weil der Bogen, welchen die Anfangskraftrichtung der Kraft P1 (Verbindungslinie zwischen K und A1) aus dem Spindeldrehkreis S abschneidet, nur eine geringe Bogenhöhe H hat. Maßgebend hierfür ist die Relativlage des Mittelpunktes MR des Spulenrevolvers, des Radius des Spindeldrehkreises sowie die Lage der Kontaktwalze 11 und die Ausgangslage A1 der Spulreise.
- Es ist aus Fig. 8 aber darüber hinaus ersichtlich, daß die Differenz zwischen der Anfangsanpreßkraft P1 und der extremsten Anpreßkraft PE weiterhin dadurch vermindert werden kann, wenn die Führungsrichtung der Kontaktwalze 11, die durch die Lage des Schwenkpunktes 50 vorgegeben ist, so gelegt wird, daß die Führungsrichtung bzw. die Kraftrichtung G den Betriebsbereich B des Spindeldrehkreises S schneidet. Bei einer solchen besonders günstigen geometrischen Auslegung nimmt die Anpreßkraft im Verlaufe der Spulreise zunächst geringfügig ab, bis sie genau den Wert der Wirkkraft G hat; dann nimmt die Anpreßkraft geringfügig bis zu dem Extremwert PE zu und anschließend wieder ab. Diese geometrische Auslegung ist daher besonders bevorzugt und wird von Anspruch 3 umfaßt.
- Zum Verfahren der Changierung:
Es ist in den Ausführungsbeispielen 1, 4, 5, 6, 7 dargestellt, daß die Changierung 4 auf einer Schwinge 49 derart beweglich gelagert ist, daß der Abstand zwischen der Changiereinrichtung und der Kontaktwalze 11 veränderbar ist. - Bei dem Ausführungsbeispiel nach Fig. 1, Fig. 4 ist der geringste Abstand zwischen der Changiereinrichtung und der Kontaktwalze 11, der während des Spulbetriebes eingehalten wird, durch den Anschlag 51 vorgegeben. Das bedeutet, daß während der Spulreise der Abstand nicht verändert wird. Der Abstand läßt sich aber vergrößern, wenn die Aufspulmaschine gewartet werden soll.
- Bei den Ausführungsbeispielen nach den Figuren 6 und 7 sind darüber hinaus Antriebs- und Steuereinrichtungen vorgesehen, durch welche der Abstand zwischen der Changiereinrichtung und der Kontaktwalze 11 auch während der Spulreise verändert werden kann. Bei der Antriebseinrichtung handelt es sich um eine pneumatische Zylinder-Kolben-Einheit 66. Der Kolben und die Kolbenstang 67 dieser Zylinder-Kolben-Einheit stützt sich an der Schwinge 49 ab. Der Zylinder stützt sich dagegen bei dem Ausführungsbeispiel nach Fig. 6 im Maschinengestell, bei dem Ausführungsbeispiel nach Fig. 7 an der Schwinge 48 der Kontaktwalze ab. Die Steuereinrichtung 68 umfaßt vor allem einen Programmgeber, durch welchen der Druck für die Antriebseinrichtung 66 nach einem vorbestimmten Programm steuerbar ist. In Fig. 6 und 7 ist als ein derartiges Programm ein Atmungsprogramm vorgegeben. Beim sog. Atmen wird der Changierhub (s.o.) periodisch verkürzt und verlängert, z.B. um 5%. Hierzu wird auf die oben bereits erwähnten Verfahren verwiesen. Das Atmen dient dem Zweck, Schädigungen der Spulkanten, insbesondere Verdickungen des Spulenumfangs sowie Fehler der Spulenstirnflächen zu vermeiden. Herkömmlicherweise wird die Atmung dadurch bewirkt, daß der Changierweg der Changiereinrichtung entsprechend verkürzt und verlängert wird. Bei den gezeigten und zuvor beschriebenen Changiereinrichtungen ist das jedoch nicht möglich. Durch die Erfindung wird ein Atmungsverfahren geschaffen, bei welchem der Changierhub nicht verändert wird, obwohl der Weg der Changiereinrichtung konstant bleibt.
- Dies geschieht dadurch, daß nach dem vorgegebenen Programm der Abstand zwischen der Changierung und der Kontaktwalze 11 durch die Antriebseinrichtung 66 fortlaufend vergrößert und verkleinert wird. Dazu muß man wissen, daß infolge der Vergrößerung des Abstandes zwischen der Kontaktwalze und der Changiereinrichtung sich der tatsächliche Changierhub des Fadens auf der Kontaktwalze und damit auch auf der Spule verkürzt. Wird der Abstand zwischen der Changiereinrichtung und der Kontaktwalze dagegen verkleinert, so vergrößert sich der tatsächliche Changierhub des Fadens auf der Kontaktwalze bzw. Spule.
- Es ist ersichtlich, daß auch andere Programme vorgegeben werden können. Ein solches Programm ergibt sich z.B. aus dem Ziel, eine Spule herzustellen, die in Fig. 13 dargestellt und in der oben zitierten US-PS 4,789,112 beschrieben wird. Nach einem solchen Programm wird der Abstand zwischen der Changierung und der Kontaktwalze - wie in Fig. 14 darge stellt - zu Beginn der Spulreise vergrößert und sodann konstant gehalten. In dem Zeitabschnitt, in dem der Abstand vergrößert wird, soll eine Basisschicht mit einer Schichtdicke von nicht mehr als 10% der gesamten Schichtdicke der Spule erreicht werden. Der Zeitabschnitt, in dem der Abstand zwischen Changiereinrichtung und Kontaktwalze konstant bleibt, soll ausreichend sein, um mindestens 80% des Gesamtdurchmessers der Spule aufzubauen. Anschließend kann der Abstand wieder leicht verringert werden. Ein schematisches Diagramm des Abstandes über der Zeit ist in Fig. 14 dargestellt. Dabei bedeutet
r Radius der Leerhülse,
S Schichtdicke
SB Schichtdicke der Basisschicht. - Bei Befolgung dieses Programmes entsteht eine Spule, welche eine an beiden Stirnseiten schwach konische Basisschicht besitzt. Im übrigen ist die Spule zylindrisch. Die Abstandsänderung kann so gering gemacht werden, daß die Längenveränderung der Basisschicht kaum sichtbar wird und sich nur durch eine verbesserte, vor allem stabilere Abstützung der gesamten Schichten der Spule auswirkt.
- Zum Verfahren des Spulenwechsels:
Wenn die in Fig. 1 dargestellte Endstellung (5.1) der Betriebsspindel erreicht ist, so wird die Entlastungseinrichtung 21 derart mit Druck beaufschlagt, daß die Kontaktwalze 11 von der Vollspule abhebt. Bei der Entlastungseinrichtung handelt es sich in den dargestellten Beispielen um eine pneumatische Zylinder-Kolben-Einheit 21, welche auf die Schwinge 48 bzw. - in Fig. 5 - auf den Träger 63 der Kontaktwalze einwirkt. Auch hierbei handelt es sich um eine sehr geringe Bewegung von z.B. 10 mm. Nunmehr wird der Spulenrevolver mit der bisherigen Drehrichtung 56 weitergedreht, wobei die Betriebsspindel 5.1 weiterhin angetrieben wird. Dadurch gelangt die bisherige Ruhespindel 5.2 in die Startstellung des Betriebsbereich, das ist die Stellung, in der in Fig. 1 die Betriebsspindel 5.1 dargestellt ist. Hinzuzufügen ist, daß bereits zuvor der Antriebsmotor 29.2 der Ruhespindel in Betrieb gesetzt worden ist, so daß sich die Leerhülse mit der Soll-Umfangsgeschwindigkeit dreht. Siehe zum Folgenden Fig. 4: Dabei bildet die Leerhülse 10.2, die auf der Spindel 5.2 aufgespannt ist, mit der Kontaktwalze 11 einen Spalt, durch den der Faden läuft. - Beim Einfahren in ihre Betriebsposition ist die Spindel 5.2 mit der darauf aufgespannten Spulhülse 10.2 in den zwischen der Kontaktwalze 11 und der Vollspule 6 ausgespannten Fadenlauf gefahren. Dabei hat die Leerhülse 10.2 auf der Berührstrecke dieselbe Bewegungsrichtung wie der Faden. Deshalb wird der hier beschriebene Vorgang als Gleichlauffangen bezeichnet. Dabei ist zu bemerken, daß der Faden noch immer von der Changiereinrichtung 4 hin- und hergeführt und daher auf der Vollspule 6 über zumindest annähernd den gesamten Changierhub H verlegt wird.
- Die im folgenden beschriebene Aushebeinrichtung ist nur ein Beispiel.
- Die Aushebeinrichtung 25, die in Fig. 2 sowie in der Fig. 3A um 90° geschwenkt dargestellt ist, besitzt eine Schwenkachse 34, die parallel zur Changierrichtung, zur Achse der Kontaktwalze und zu den Achsen der Spulspindeln liegt. Die V-förmige Vorderkante 35 schneidet die Schwenkachse 34 mit ihren beiden Schenkeln und bildet im ausgeschwenkten Zustand (Fig. 1B) zwei schräg zur Changiereinrichtung liegende Leitkanten, die in einer Führungskerbe 36 zusammenlaufen. Die Führungskerbe 36 liegt zunächst in einer Normalebene der Spulspindel, die innerhalb des Changierhubes liegt. Die Aushebeinrichtung kann jedoch auf ihrer Schwenkachse 34 in Pfeilrichtung 45 (Fig. 2, 3A) verschoben werden, bis die Führungskerbe 36 in einer Normalebene liegt, in der jede Spulenhülse 10.1 bzw. 10.2 einen Fangschlitz 37.1 bzw. 37.2 besitzt. Diese Normalebene ist in dieser Anmeldung als die Fangebene bezeichnet. Der Fangschlitz ist eine in die Oberfläche der Spulenhülse eingebrachte, enge Kerbe, die sich in einer Normalebene über einen Teil oder den gesamten Umfang erstreckt und die eine besondere Ausbildung haben kann, auf die später eingegangen wird. Erwähnt sei, daß der Fangschlitz 37 außerhalb des Changierhubes H liegt, in dem die Spulhülse normalerweise bewickelt wird.
- Geeignete Ausführungen des Fangschlitzes sind in den Figuren 10 und 11 dargestellt. Hierauf wird später noch eingegangen. Eine andere geeignete Ausführung der Aushebeinrichtung 25 wird später noch dargestellt.
- Zum Wechseln des Fadens, d.h. Abtrennen von der Vollspule 6, die noch rotiert, und Anlegen an die Leerhülse 10.2, die schon rotiert, wird die Aushebeinrichtung 25 nach vorne geschwenkt. Durch Ausschwenken der Aushebeinrichtung 25 wird der Faden - wie Fig. 4 zeigt - so weit aus dem Eingriffsbereich der Flügel 7, 8 der Changiereinrichtung 4 gebracht, daß der Kontakt vollständig verlorengeht. Daher gleitet der Faden an einer der schrägen Gleitkanten 35 ab und gelangt in die Führungskerbe 36.
- Gleichzeitig mit der Aushebeinrichtung wird die Fadenumlegeinrichtung 26 verschwenkt. Die Fadenumlegeinrichtung weist einen Schwenkhebel 41 auf, an dessen freiem Ende sich eine Umlenkeinrichtung befinden. Dabei handelt es sich um ein Blech 39. Die Schwenkachse 38 liegt so und die Länge des Hebels 41 und seine Gestalt sind so gewählt, daß das Blech 39 zwischen den Umfang der in Betriebsposition gefahrenen Leerspindel 5.2 und der in Warteposition gefahrenen Vollspule 6 einfahrbar ist.
- Die Gestalt des Blechs 39 ergibt sich aus den Figuren 3A und 3B. Dabei ist zu bemerken, daß die reale Frontansicht in Fig. 3B dargestellt ist. Fig. 3A unterscheidet sich hiervon lediglich dadurch, daß zur besseren Darstellung die Fadenaushebeinrichtung 25 und die Fadenumlegeinrichtung 26 um jeweils 90° gedreht dargestellt sind.
Das Blech 39 wird von der Seite, auf der der Faden läuft, in den Spalt zwischen Leerhülse und Vollspule gefahren. - Wie Fig. 3B zeigt, ist die Vorderkante des Bleches, d.h. die Kante, die beim Einschwenken zuerst in Kontakt mit dem Faden gerät, als Gleitkante 42 ausgebildet. Senkrecht zu dieser Gleitkante 42 ist ein Schlitz 43 in das Blech eingebracht, wobei der Schlitz im wesentlichen senkrecht zur Gleitkante 42 liegt. Der Schlitz liegt in einer Normalebene, die zwar die Vollspule 6, d.h. den Changierhub H noch schneidet, jedoch in einem Endbereich nahe dem auf der Hülse befindlichen Fangschlitz 37 liegt. Diese Ebene ist in dieser Anmeldung als Wulstebene bezeichnet, da in dieser Normalebene auf der Vollspule als Abschluß eine Fadenwulst von einigen Windungen gebildet wird.
- Betrachten wir nun die Situation beim Ausschwenken der Aushebeinrichtung 25 und beim Einschwenken der Fadenumlegeinrichtung 26 in die in Fig. 2 sowie in Fig. 3B gezeigte Position:
Der Faden gleitet zunächst an der V-förmigen Gleitkante 35 ab. Daher gleitet der Faden gleichzeitig auch an der Gleitkante 42 des Bleches 39 ab. Dabei gelangt der Faden in die Führungskerbe 36 der Aushebeinrichtung 25 und in den Halteschlitz 43 der Fadenumlegeinrichtung 26. Dabei ist hervorzuheben, daß die Führungskerbe 36 und der Halteschlitz 43 zunächst im wesentlichen in derselben Normalebene liegen. Daher läuft der Faden zunächst ohne Changierung im Spulbereich der Leerhülse 10.2 und im Spulbereich der Vollspule 6 und bildet auf dieser einen Wulst. Nunmehr wird die Ausheb einrichtung 25 in Richtung auf das Spulende, an dem sich die Fangkerbe befindet, d.h. in Pfeilrichtung 45, verschoben, bis die Führungskerbe 36 im wesentlichen in der Normalebene liegt, in der sich auch der Fangschlitz auf der Leerhülse 10.2 befindet (Fangebene). Bei dieser Bewegung der Aushebeinrichtung 25 in Pfeilrichtung 45 wird der Faden in dem Halteschlitz 43 festgehalten. Andererseits wird er von der Fangkerbe 36, unterstützt durch Kontaktwalze 11, die beim Fadenfangen vorzugsweise angetrieben ist und daher auf den Faden eine Zugkraft ausübt, in den Bereich des Fangschlitzes der Leerhülse 10.2 gefördert. Bemerkenswert dabei ist, daß der Halteschlitz in Blech 39 so ausgebildet ist und daß das Blech 39 so tief in den Spalt zwischen Vollspule und Leerhülse einfährt, daß der Faden auch im Sinne einer größeren Umschlingung der Leerhülse 10.2 ausgelenkt wird. - Der Faden läuft also im wesentlichen in der Normalebene des Fangschlitzes dem Fangschlitz 37 zu. Er läuft jedoch unter einem spitzen Winkel wieder aus dem Fangschlitz heraus, da er durch den Halteschlitz 43 in dem Blech 39 in Richtung zur Changierhubmitte ausgelenkt wird. In Fig. 3A, 3B ist dargestellt, daß der Faden unter einem spitzen Winkel den Fangschlitz verläßt. Fig. 3A, 3B zeigen allerdings die schematische Hintereinanderschaltung der Changiereinrichtung, der Kontaktwalze, der Spulspindeln und der Fadenumlegeinrichtung und können daher die räumlichen Umschlingungsverhältnisse nicht wiedergeben. Insofern wird auf Fig. 4 verwiesen. Infolge der besonderen Ausbildung des Fangschlitzes und infolge der großen Umschlingung fällt der Faden zunächst einmal tief in den Fangschlitz hinein. Durch das seitliche Herausführen aus dem Fangschlitz wird der Faden andererseits in dem Fangschlitz fest eingeklemmt, so daß der Faden den Fangschlitz nicht wieder verlassen kann und abreißt, wenn es sich um einen Faden entsprechend geringen Titers handelt. Anderenfalls kann in diesem Augenblick auch ein Fadenschneider betätigt werden, der auf dem Blech 39 befestigt ist, und zwar im Bereich des Endes des Halteschlitzes 43.
- Nach dem Durchtrennen des Fadens wird das in der Fangkerbe gefangene Fadenende nunmehr auf der Leerhülse 10.2 der Spulspindel 5.2 aufgewickelt. Sodann wird die Aushebeinrichtung wieder in ihre Neutralstellung verfahren. Daher wird der Faden wieder von der Changiereinrichtung 4 gefangen und hin- und hergeführt. Dadurch werden die ersten Fadenlagen der Spule auf der Leerhülse gebildet. Hierbei bleibt der Spalt zwischen der sich bildenden Spule und der Kontaktwalze 11 zunächst aufrechterhalten. Das bedeutet, daß die nunmehr in Betrieb befindliche Spulspindel 5.2 ohne Regelung der Umfangsgeschwindigkeit der sich bildenden Spule angetrieben werden muß. Deshalb wird die Spulspindel 5.2 mit konstanter Drehzahl oder einer nach einem vorgegebenen Programm abnehmenden Drehzahl angetrieben, wobei die Drehzahl so vorausberechnet ist, daß die Umfangsgeschwindigkeit der Leerhülse und der ersten Fadenlagen den zur Erzielung der Fadengeschwindigkeit notwendigen Wert hat. Während der Zeit, in der die Kontaktwalze 11 nicht auf der sich bildenden Spule aufliegt, ist aber auch der Drehsteuerantrieb des Spulenrevolvers 18 außer Betrieb. Der Spulenrevolver 18 steht also fest. Es wird nunmehr der Spulenwechsel an der Spulspindel 5.1 durchgeführt, indem dort die volle Spule gegen eine Leerhülse ausgetauscht wird.
- In Fig. 3C ist als Doffer eine Spulentransporteinrichtung 65 teilweise dargestellt. Diese Spulentransportvorrichtung 65 ist längs der Maschinenfront der Aufspulmaschine verfahrbar. Die Spulentransportvorrichtung weist in der Höhe, in welcher sich die Spulspindel 5.1 mit der darauf gebildetenvollen Spule 6 während der Zeitphase befindet, in der die Kontaktwalze von der Spulspindel 5.1 und der sich darauf bildenden neuen Spule abgehoben ist, einen Spulendorn 66 auf, der in dieser Stellung mit der Spulspindel 5.2 fluchtet. Es wird nunmehr eine Ausschiebeinrichtung 67 in Gang gesetzt. Die Ausschiebeinrichtung ist z.B. in der DE-PS 24 38 363 = US-PS 3,974,973 (Bag. 906) beschrieben. Es kann sich danach um eine Gabel handeln, die parallel zu der Spulspindel 5.1 verfahrbar ist und dabei die Spulhülse 10.1 an der maschinenseitigen Stirnfläche hintergreift und von der Spulspindel 5.1 auf den Spulendorn 66 schiebt. In entsprechender Weise können nunmehr auch Leerhülsen auf die Spulspindel 5.2 geschoben werden.
Andere geeignete Doffer sind z.B. in der DE-PS 24 49 415 (Bag. 917) und der DE-OS 24 55 739 (Bag. 923) dargestellt. Wie bereits gesagt, findet dieser Spulenwechselvorgang statt, während die Kontaktwalze von der Spulspindel 5.2 und der sich darauf bildenden Spule abgehoben ist. - Um den Drehantrieb des Spulenrevolvers wieder in Gang zu setzen, sind zwei Verfahren möglich. Nach dem ersten Verfahren wird die Zeit, welche für den Spulenwechselvorgang notwendig ist, in einen Zeitgeber einprogrammiert und von diesem Zeitgeber vorgegeben. Diese Zeit wird allerdings nicht nur nach dem Erfordernis des Spulenwechselvorgangs, sondern auch nach aufwickeltechnischen Gesichtspunkten vorgegeben. Hierauf wird später eingegangen. Nach Ablauf der vorgegebenen Zeit setzt der Zeitgeber den Drehantrieb des Spulenrevolvers dadurch wieder in Betrieb, daß der Druck in der Entlastungseinrichtung 21 auf das für den Normalbetrieb gewünschte Maß herabgesetzt wird. Dadurch senkt sich die Kontaktwalze wieder ab, bis sie auf der Spule liegt. Nunmehr befindet sich der Sensor 21 wieder in Funktion und steuert den Drehantrieb des Spulenrevolvers 18 in Abhängigkeit von den Meßbewegungen der Kontaktwalze.
- Nach dem anderen möglichen Verfahren werden auf der Leerhülse 10.1 der in Betrieb gegangenen Spulspindel 5.2 so viele Fadenlagen gebildet, bis die entstehende Spule gegen die Kontaktwalze wächst. Dadurch entsteht ein Ausschlag an der Schwinge 48, die von dem Sensor 52 erfaßt wird. Das Ausgangssignal wird nunmehr auch benutzt, um den Druck in der Entlastungseinrichtung 21 wieder auf das für den Normalbetrieb gewünschte Maß herabzusetzen.
- Wie zuvor erwähnt, hat das Abheben der Kontaktwalze von der in Betrieb gegangenen Leerhülse 10.2 und der Spulspindel 5.2 zum einen den Grund, den Spulenwechsel an der nun in Wartestellung gegangenen Spulspindel 5.1 durchzuführen. Es gibt aber auch einen aufwickeltechnischen Grund. Dieser besteht darin, daß die ersten Fadenlagen ohne den Kontakt mit der Kontaktwalze gewickelt werden. Beim Wickeln der ersten Fadenlagen ist die Spule nämlich noch sehr hart. Daher besteht bei Kontakt der Kontaktwalze mit den ersten Fadenlagen die Gefahr, daß die Fadenlagen beschädigt werden. Diese Gefahr wird nach der Erfindung vermieden. Dieser aufwickeltechnische Gesichtspunkt wird bei der Vorgabe der Zeit, in der die Kontaktwalze außer Funktion bleibt, berücksichtigt.
- Im übrigen bietet die Erfindung aber auch die Möglichkeit, die Kraft, mit der die Kontaktwalze auf der Spule aufliegt, so vorzugeben und während der Spulreise so zu programmieren, wie es aufwickeltechnisch wünschenswert oder erforderlich ist. Wenn eine konstante Auflagekraft gewünscht wird, so wird während des Aufspulvorganges nach Herstellung des Kontaktes zwischen Kontaktwalze und der sich bildenden Spule die Entlastungseinrichtung mit einem geringen Druck beaufschlagt, der jedoch konstant bleibt und dazu dient, ein Teil des Gesamtgewichtes von Schwinge 48 und Kontaktwalze sowie Changiereinrichtung zu kompensieren, um die Anpreßkraft, die durch die Kontaktwalze auf die Spule ausgeübt wird, auf das richtige Maß einzustellen. Es ist jedoch - wie gesagt - auch möglich, den Druck so zu steuern, daß über die Spulreise ein vorgegebener Verlauf der Anpreßkraft erzielt wird.
- Während des Wickelns der ersten Fadenlagen besteht die Gefahr, daß das abgeschnittene oder abgerissene Fadenende auf der Vollspule 6, die sich noch dreht und erst abgebremst werden muß, herumgeschleudert wird. Hiergegen bietet zum einen das Blech 39 bereits einen wirksamen Schutz. Zusätz lich ist jedoch ein Schutzblech 60 vorgesehen, das sowohl in Fig. 1 als auch in Fig. 4 dargestellt ist. Das Schutzblech 60 ist schwenkbar gelagert. Die Schwenkachse liegt parallel zu den Achsen der Spulspindeln. Während des Betriebes wird es aus dem möglichen Bewegungsbereich des Spulenrevolvers und der darauf aufgespannten Spulen bzw. Spulspindeln herausgeklappt und durch einen Magneten 61 in seiner Ruhestellung gehalten. Zum Zwecke des Spulenwechsels wird das Schutzblech 60 - wie Fig. 4 darstellt - in Richtung zu dem Spulenrevolver verschwenkt, und zwar gleichzeitig mit dem Schwenkhebel 41 der Umlegeinrichtung 26. Dabei stützt sich das freie Ende des Schutzbleches 60 auf dem freien Ende des Bleches 39 ab. Da das Schutzblech 60 auf der vom Fadenlauf abgewandten Seite und das Blech 39 von der Fadenlaufseite her in den Spalt zwischen der Vollspule 6 und der Leerhülse 10.2 eingeschwenkt wird, und zwar zu einem Zeitpunkt, in dem der Faden noch nicht abgerissen bzw. abgeschnitten ist, bilden das Blech 39 sowie das Schutzblech 60 einen sowohl örtlich als auch zeitlich vollständigen Schutz der neuen, auf der Leerhülse 10.2 aufzuwickelnden Spule vor dem herumschlagenden Fadenende der Vollspule. Dabei wird selbstverständlich der Halteschlitz 43 sehr eng ausgeführt, damit das herumschlagende Fadenende der Vollspule den Halteschlitz nicht durchdringen kann.
- In den Figuren 10 und 11 sind Abwicklungen des linken Endes einer Spulhülse sowie jeweils ein Teilschnitt A-A durch den Fangschlitz gezeigt.
- Die Hülse 10 weist an dem dargestellten Ende mit gewissem Abstand von ihrer Stirnseite einen Fangschlitz 37 auf. Der Fangschlitz erstreckt sich in Umfangsrichtung über einen Winkel von z.B. 120°. Wenn man davon ausgeht, daß sich sowohl die Oberfläche der Hülse 10 als auch der Faden in Pfeilrichtung 55 bewegt, so beginnt der Fangschlitz mit einem Einfallstück 74. Dieses Einfallstück 74 zeichnet sich dadurch aus, daß es eine im Vergleich zum Fadendurchmesser relativ große Weite aufweist. Das Einfallstück 74 kann sich z.B. über 45° des Spulenumfangs erstrecken. Sodann folgt das Fangstück 75. Das Fangstück 75 sieht in den beiden ausgeführten Beispielen unterschiedlich aus. Bei dem Ausführungsbeispiel nach Fig. 10 wird das Fangstück 75 dadurch gebildet, daß der Fangschlitz in Umfangsrichtung sich konisch verengt, und zwar auf einem relativ kurzen Stück seines Umfangs, z.B. 20°.
- Bei dem Ausführungsbeispiel nach Fig. 11 wird das Fangstück so gestaltet, daß jede Wand sägezahnartig vorspringende, radiale Kanten erhält, die in Umfangsrichtung hintereinander, z.B. im Abstand von jeweils 2 mm angeordnet sind. Die Kanten der gegenüberliegenden Wände sind gegeneinander versetzt und - wie gesagt - sägezahnartig scharf ausgebildet. Der axiale Abstand zwischen den Normalebenen, in denen die Kanten liegen, ist kleiner als die Fadendicke. Der Abstand kann Null oder auch negativ sein. Die Kanten weisen dabei vorzugsweise in die Bewegungsrichtung 55 der Spulhülse.
- In den Nebenfiguren ist jeweils ein Teilschnitt A-A durch den Fangschlitz dargestellt.
- Zur Funktion:
Beim Fadenfangen wird der Faden in der Normalebene des Fangschlitzes 37 geführt. Da Faden und Hülsenoberfläche dieselbe Bewegungsrichtung 55 haben, gerät zuerst das Einfallstück 74 in Berührung mit dem Faden. Der Faden fällt im wesentlichen bis auf den Grund des Fangschlitzes. Dadurch ergibt sich, daß die Fadenlaufgeschwindigkeit geringfügig - Größenordnung: 1% - größer ist als die translatorische Geschwindigkeit des Fangschlitzes bzw. der Hülse. Die dadurch entstehenden Relativgeschwindigkeiten wirken sich allerdings nicht in Form von auf den Faden einwirkenden Reibkräfte aus, da das Einfallstück 74 so breit ist, daß es den Faden nicht wesentlich behindert. Daher reichen die Fadenzugkräfte aus, den Faden möglichst tief in den Fangschlitz bzw. das Einfallstück hineinzuziehen. Das Fangstück 75 ist nun so gestaltet, daß sehr plötzlich Klemmkräfte auf den Faden ausgeübt werden. Dies geschieht dadurch, daß sich das Fangstück sehr plötzlich so weit verengt, daß zwischen Faden und den Seitenwandungen des Fangschlitzes praktisch Formschluß eintritt. Hierbei ist zu berücksichtigen, daß es sich um multifile Chemiefäden handelt, die gegenüber den aus Pappe hergestellten Spulhülsen vielfache Angriffsmöglichkeiten für einen Formschluß bieten. - Für diesen praktischen Formschluß reicht die sehr plötzliche, schneidenartige Verengung des Fangstückes 75 nach Fig. 1.
Bei der Ausführung des Fangstückes nach Fig. 2 wird der Faden sehr plötzlich zickzackförmig umgelenkt, was praktisch zu einem Formschluß führt. - Es hat sich gezeigt, daß der tief in den Fangschlitz hineingefallene und sodann eingeklemmte Faden sicher geklemmt und abgerissen wird, wenn der Faden dann noch seitlich den Fangschlitz verläßt, wie dies in der erfindungsgemäßen Vorrichtung vorgesehen ist.
-
- 1 Kopffadenführer
- 2 Fadenlaufrichtung
- 3 Faden
- 4 Changiereinrichtung
- 5 Spulspindel
- 5.1 Betriebsspulspindel
- 5.2 Ruhespulspindel
- 6 Spule
- 7 Flügel
- 8 Flügel
- 9 Leitlineal
- 10 Spulhülse
- 10.1 Leerhülse
- 11 Kontaktwalze
- 12 Welle, Rotor
- 13 Welle, Rotor
- 14 Changiermotor
- 15 Kehrgewindewelle - Nut
- 16 Kehrgewindewelle
- 17
- 18 Spulenrevolver, Revolver
- 19
- 20
- 21 Zylinder-Kolben-Einheit, Entlastungseinrichtung
- 22 Getriebe, Changiergetriebe
- 23
- 24
- 25 Aushebeinrichtung
- 26 Fadenumlegeinrichtung
- 27 Drehrichtung
- 28 Drehrichtung
- 29 Motor, Spindelmotor, Synchronmotor, Asynchronmotor
- 30 Frequenzgeber
- 31 Steuergerät
- 32
- 33 Revolvermotor
- 34 Schwenkachse
- 35 Vorderkante, Gleitkante
- 36 Führungskerbe
- 37 Fangschlitz
- 38 Schwenkachse
- 39 Blech
- 40 Changierfadenführer
- 41 Schwenkhebel
- 42 Gleitkante
- 43 Schlitz, Halteschlitz
- 44 Geradführung
- 45 Pfeilrichtung
- 46
- 47 Gummiblock
- 48 Schwinge
- 49 Schwinge, Lagerauge
- 50 Schwenkachse
- 51 Anschlag
- 52 Sensor, Abstandssensor
- 53 Drehsteuereinrichtung
- 54 Drehsteuereinrichtung
- 55 Drehrichtung, Pfeil
- 56 Drehrichtung, Pfeil
- 57 Betriebsbereich
- 58 Tangente
- 59
- 60 Schutzblech
- 61 Magnet
- 62
- 63 Träger
- 64 Führung
- 65 Spulentransportvorrichtung
- 66 Zylinder-Kolben-Einheit, Antriebseinrichtung, Spulendorn
- 67 Kolbenstange, Ausschiebeinrichtung
- 68 Steuereinrichtung
- 69
- 70 Welle
- 71 Bremse
- 74 Einfallstück
- 75 Fangstück, Fangbremse
Claims (23)
für einen kontinuierlich anlaufenden Faden, mit einem drehbaren Spulrevolver (18), auf dem zwei Spulspindeln (5.1 und 5.2) gelagert sind, mit einer Changiereinrichtung und einer Kontaktwalze, die dem Spulrevolver (18) im Fadenlauf vorgeordnet sind, wobei die Kontaktwalze in Umfangskontakt mit der sich auf der einen Spulspindel (Betriebsspindel) bildenden Spule steht und der Abstand zwischen der Achse der Kontaktwalze und der Achse der in Betrieb befindlichen Spulspindel entsprechend dem wachsenden Spulendurchmesser während der Spulreise durch Drehung des Spulrevolvers während der Spulreise veränderbar ist,
dadurch gekennzeichnet, daß
die Kontaktwalze (11) auf einem Träger gelagert ist, daß der Träger derart beweglich ist, daß die Kontaktwalze relativ zur Betriebsspindel (5.1) eine Hubbewegung mit radialer Komponente ausführen kann,
daß auf die Kontaktwalze (11) eine vorgegebene Kraft in Bewegungsrichtung des Trägers einwirkt,
daß der Revolver mit einem Drehantrieb verbunden ist, durch welchen der Revolver (18) im Sinne einer Vergrößerung des Abstandes zwischen der Achse der Kontaktwalze (11) und der Achse der Betriebsspindel (5.1) antreibbar ist,
daß der Drehantrieb (33) mit einem Sensor (52) und einer Drehsteuereinrichtung (54) in einem Regelkreis eingeschlossen ist,
daß der Sensor (52) die Hubbewegung der Kontaktwalze (11) erfaßt,
daß der Drehantrieb (33) durch den Sensor in Abhängigkeit von der Abweichung zwischen der Soll-Stellung und der Ist-Stellung der Kontaktwalze in dem Regelkreis derart steuerbar ist,
und daß die Position der Kontaktwalze im Verlauf der Spulreise im wesentlichen unverändert bleibt.
dadurch gekennzeichnet, daß
der Spulrevolver (18) durch die Drehsteuereinrichtung (33) in demselben Drehsinn wie die Spulspindel drehbar ist,
daß der Faden die Kontaktwalze mit einem Umschlingungswinkel von mehr als 60° in einem ersten Sinne umschlingt,
daß der Faden die an der Kontaktwalze anliegende Spule gegensinnig umschlingt,
daß - bezogen auf die Verbindungsebene zwischen der Achse des Spulenrevolvers und der Achse der Kontaktwalze -
die Betriebsspulspindel (5.1) sich auf der Seite befindet, auf welche der von der Kontaktwalze ablaufende Faden weist,
und daß die Kontaktwalze und der Spulenrevolver mit den darauf gelagerten Spindeln relativ zueinander so angeordnet sind, daß die Anfangskraftlinie eine Sekante des Spindeldrehkreises ist,
wobei die Anfangskraftlinie die Verbindungslinie zwischen der Achse der Kontaktwalze und der Achse der in ihrer Ausgangsstellung befindlichen Betriebsspindel (5.1) ist.
dadurch gekennzeichnet, daß
der Träger mit der darauf gelagerten Kontaktwalze und der Spulenrevolver mit den darauf gelagerten Spindeln relativ zueinander so angeordnet sind, daß der Winkel alpha zwischen der Anfangskraftlinie und der Extremkraftlinie kleiner als 20°, vorzugsweise kleiner als 15° ist,
wobei die Extremkraftlinie die Tangente durch die Achse der Kontaktwalze an den Spindeldrehkreis ist.
dadurch gekennzeichnet, daß
die Kontaktwalze mit einer Schwerkraft-Komponente auf der Spulspindel aufliegt,
und daß der Träger der Kontaktwalze mit einer Entlastungseinrichtung (59), vorzugsweise einer steuerbaren Entlastungseinrichtung, verbunden ist, die zur zumindest teilweisen Kompensation der Schwerkraft auf den Träger einwirkt.
dadurch gekennzeichnet, daß
die Entlastungseinrichtung derart programmiert steuerbar ist, daß die resultierende Anpreßkraft der Kontaktwalze auf der Spule einen im Verlauf der Spulreise vorgegebenen Verlauf hat, z.B. im wesentlichen konstant bleibt.
dadurch gekennzeichnet, daß
die Entlastungseinrichtung des Trägers derart steuerbar ist, daß die Kontaktwalze von der Betriebsspulspindel mit einem geringen Spalt abhebt.
dadurch gekennzeichnet, daß
der Träger der Kontaktwalze (11) eine Schwinge (48) ist, die schwenkbar im Maschinengestell aufgehängt ist und an deren freiem Ende die Kontaktwalze gelagert ist.
dadurch gekennzeichnet, daß
die Schwinge (48) in einem im Maschinengestell eingespannten Gummiblock elastisch schwenkbar gelagert ist.
dadurch gekennzeichnet, daß
die Changierung auf einem eigenen Träger (49) gelagert ist, welcher mit dem Träger der Kontaktwalze (11) in der Kraftrichtung, welche auf die Kontaktwalze einwirkt, formschlüssig verbunden ist, welcher in der Gegenrichtung jedoch unabhängig von dem Träger der Kontaktwalze beweglich ist.
dadurch gekennzeichnet, daß
der Träger (49) der Changierung eine Schwinge ist, die an dem Träger (48) der Kontaktwalze schwenkbar gelagert ist.
dadurch gekennzeichnet, daß
der Träger (49) der Changierung eine Schwinge ist, welche im wesentlichen koaxial zu der Schwinge (48) der Kontaktwalze im Maschinengestell schwenkbar gelagert ist.
dadurch gekennzeichnet, daß
der Träger der Changierung unabhängig von der Kontaktwalze beweglich ist,
und daß auf den Träger der Changierung eine Antriebseinrichtung einwirkt, durch welche der Abstand zwischen Changierung und Kontaktwalze veränderbar ist.
dadurch gekennzeichnet, daß
die Antriebseinrichtung nach einem vorgegebenen Programm im Verlaufe der Spulreise steuerbar ist.
dadurch gekennzeichnet, daß
die Antriebseinrichtung derart steuerbar ist, daß sich der Abstand zwischen Changierung und Kontaktwalze im Verlaufe der Spulreise, insbesondere zum Beginn der Spulreise vergrößert.
dadurch gekennzeichnet, daß
die Antriebseinrichtung derart steuerbar ist, daß der Abstand zwischen Changierung und Kontaktwalze im Verlaufe der Spulreise in wiederkehrenden Zeitintervallen vergrößerbar und verkleinerbar ist.
dadurch gekennzeichnet, daß
durch die Antriebseinrichtung die relative Lage der Changierung zu der Spulspindel derart steuerbar ist, daß die Changierung in wiederkehrenden Zeitintervallen in beiden Richtungen axial verschoben wird.
dadurch gekennzeichnet, daß
als Ablenkfadenführer ein Blech (39) von der Fadenlaufseite her in den Spalt zwischen der in Betriebsstellung gebrachten Ruhespindel (5.2) mit Leerhülse (10.2) und der noch angetriebenen Betriebsspindel (5.1) mit Vollspule (6) fahrbar, insbesondere einschwenkbar ist, daß das Blech einen von seiner Vorderkante (42) ausgehenden Halteschlitz (43) besitzt, welcher an seinem Grunde in einer Normalebene der Vollspule (6) liegt, und daß ein Schutzblech (60) auf der Seite von Ruhespindel und Betriebsspindel, welche vom Fadenlauf abgewandt ist, in den Bereich zwischen der in Betriebsstellung gebrachten Ruhespindel und der in Ruhestellung gebrachten Betriebsspindel derart einfahrbar, insbesondere einklappbar ist, daß das Schutzblech (60) gemeinsam mit dem Blech (39) des Ablenkfadenführers (26) die Leerhülse (10.2) gegenüber der Vollspule schon vor dem Fangen des Fadens an der Leerhülse abschirmt.
dadurch gekennzeichnet, daß
bei Beendigung der Spulreise der Betriebsspindel der Drehantrieb derart steuerbar ist, daß die Drehbewegung (56) des Spulenrevolvers mit erhöhter Geschwindigkeit fortgesetzt wird, bis die Ruhespulspindel (5.2) mit der Leerhülse (10.2) in den Bereich der Kontaktwalze (11) gelangt und die Kontaktwalze die volle Spule der Betriebsspulspindel nicht mehr berührt,
daß der Träger mit der Kontaktwalze (11) derart verfahren wird, daß beim Einfahren der Ruhespulspindel in den Bereich der Kontaktwalze zwischen der Kontaktwalze und der Leerhülse ein geringer Spalt bleibt und der Regelkreis mit dem Sensor (52) zur Erfassung der Hubbewegung der Kontaktwalze und mit dem Drehantrieb (33) unterbrochen wird,
daß der Drehantrieb (33) des Spulenrevolvers (18) außer Funktion gesetzt wird,
daß der Faden durch einen der Changiereinrichtung (4) zugeordneten Fangfadenführer (25) aus der Changiereinrichtung entfernt und festgehalten wird,
daß ein Ablenkfadenführer (26) in den Fadenlauf zwischen der Ruhespulspindel mit der Leerhülse und der weiterhin angetriebenen Betriebsspulspindel mit der vollen Spule eingefahren wird,
welcher Ablenkfadenführer (26) den Faden derart axial festhält, daß der von dem Ablenkfadenführer ablaufende Faden weiterhin in einer Normalebene auf die volle Spule (6) aufläuft und darauf zu einem Wulst aufgewickelt wird, während er gleichzeitig die Hülse mit erhöhtem Umschlingungswinkel umschlingt,
und daß nunmehr der Fangfadenführer (25) derart axial verschoben wird, daß der Faden vor der Leerhülse (10.2) in den Bereich des Fangschlitzes (37) gelangt und in den Fangschlitz einläuft und gefangen wird,
daß der Träger mit der Kontaktwalze 11 abgesenkt wird, so daß die Leerhülse (10.2) mit dem darauf abgelegten Faden die Kontaktwalze berührt und
daß dadurch der Regelkreis mit dem Sensor und dem Drehantrieb wieder geschlossen wird.
dadurch gekennzeichnet, daß
die Kontaktwalze (11) mit einem Hilfsantrieb verbunden ist, der bei Unterbrechung des Kontaktes mit der Spulspindel in Betrieb gesetzt wird.
dadurch gekennzeichnet, daß
die Drehsteuereinrichtung für den Drehantrieb des Spulenrevolvers wieder in Funktion tritt, wenn die Fadenlagen auf der Spulspindel gegen die Kontaktwalze wachsen und der Träger der Kontaktwalze seine Sollstellung erreicht hat.
dadurch gekennzeichnet, daß
die Abnahme der vollen Spule erfolgt, insbesondere daß ein automatischer Spulenwechsler zur Abnahme der vollen Spule und zum Aufschieben einer Leerhülse in Betrieb setzbar ist, während die Drehsteuereinrichtung bei Abheben der Kontaktwalze außer Funktion ist.
dadurch gekennzeichnet, daß
der Drehantrieb durch den Sensor derart steuerbar ist, daß bei Auftreten einer nicht zulässigen Abweichung zwischen dem Sollwert und dem Istwert der Stellung der Kontaktwalze der Drehantrieb angetrieben und bei Übereinstimmung sowie bei zugelassener Abweichung zwischen Sollwert und Istwert der Stellung der Kontaktwalze abgebremst wird.
dadurch gekennzeichnet, daß
der Drehantrieb durch den Sensor ständig derart antreibbar ist, daß die Abweichung zwischen dem Sollwert und dem Istwert der Stellung der Kontaktwalze auf einen zugelassenen kleinen Wert ausgeregelt wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8916288U DE8916288U1 (de) | 1988-12-22 | 1989-11-28 | Aufspulmaschine |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3843202A DE3843202C2 (de) | 1988-12-22 | 1988-12-22 | Aufspulmaschine |
| DE3843202 | 1988-12-22 | ||
| DE3909106 | 1989-03-20 | ||
| DE3909106A DE3909106A1 (de) | 1989-03-20 | 1989-03-20 | Aufspulmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0374536A2 true EP0374536A2 (de) | 1990-06-27 |
| EP0374536A3 EP0374536A3 (de) | 1991-12-27 |
| EP0374536B1 EP0374536B1 (de) | 1994-03-30 |
Family
ID=25875464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89121960A Expired - Lifetime EP0374536B1 (de) | 1988-12-22 | 1989-11-28 | Aufspulmaschine |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5029762A (de) |
| EP (1) | EP0374536B1 (de) |
| JP (1) | JP2693243B2 (de) |
| KR (1) | KR970010909B1 (de) |
| CN (1) | CN1021899C (de) |
| DE (2) | DE58907348D1 (de) |
| ES (1) | ES2050766T3 (de) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0450085A1 (de) * | 1989-09-27 | 1991-10-09 | Kamitsu Seisakusho Ltd. | Garnaufwindeanordnung vom revolvertyp |
| FR2681586A1 (fr) * | 1991-09-24 | 1993-03-26 | Riva Srl Off Mec | Machine a bobiner le fil textile. |
| EP0606900A3 (en) * | 1993-01-14 | 1995-11-02 | Teijin Seiki Co Ltd | Yarn winder. |
| DE4423491A1 (de) * | 1994-07-05 | 1996-01-11 | Neumag Gmbh | Verfahren zum Steuern des Drehantriebs einer Aufspulmaschine |
| DE19538480C1 (de) * | 1995-10-16 | 1997-05-07 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| EP0825143A2 (de) | 1996-08-22 | 1998-02-25 | B a r m a g AG | Aufspulmaschine zum Aufspulen eines anlaufenden Fadens |
| WO1999012837A1 (de) * | 1997-09-11 | 1999-03-18 | Barmag Ag | Aufspulmaschine |
| WO1999024344A1 (de) * | 1997-11-07 | 1999-05-20 | Barmag Ag | Verfahren und vorrichtung zum aufspulen eines kontinuierlich zulaufenden fadens |
| EP0963936A1 (de) * | 1998-06-11 | 1999-12-15 | Murata Kikai Kabushiki Kaisha | Fadenwickelverfahren für eine Aufwickelmaschine und Aufwickelmaschine |
| EP0943573A3 (de) * | 1998-03-20 | 2000-06-28 | Murata Kikai Kabushiki Kaisha | Filamentgarnaufwickelmaschine |
| DE4316566C2 (de) * | 1992-07-06 | 2001-05-31 | Barmag Barmer Maschf | Verfahren zum Anlegen eines Fadens an eine Spulhülse |
| DE102005005129B4 (de) * | 2004-02-11 | 2014-12-11 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum Aufwickeln mehrerer Fadenscharen |
| DE102022002512A1 (de) | 2022-07-09 | 2024-01-11 | Oerlikon Textile Gmbh & Co. Kg | Verfahren und Vorrichtung zum Ermitteln einer Drehzahlstellgröße für eine Antriebseinheit eines Spulspindelrevolvers |
Families Citing this family (71)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2525241B2 (ja) * | 1989-03-27 | 1996-08-14 | 株式会社神津製作所 | レボルビング型巻糸機 |
| US5489067A (en) * | 1989-09-27 | 1996-02-06 | Kamitsu Seisakusho, Ltd. | Turret type precision yarn winder |
| US5100072A (en) * | 1990-06-06 | 1992-03-31 | Barmag Ag | Yarn winding apparatus and method |
| US5246177A (en) * | 1990-08-08 | 1993-09-21 | Teijin Seiki Co., Ltd. | Yarn winding apparatus of an automatic bobbin changing type |
| GB2248856B (en) * | 1990-10-19 | 1994-08-17 | Rieter Scragg Ltd | Yarn transfer arrangement |
| JPH05246622A (ja) * | 1992-03-02 | 1993-09-24 | Koutsu Seisakusho:Kk | タレット型巻糸装置 |
| WO1993017949A1 (de) * | 1992-03-05 | 1993-09-16 | Barmag Ag | Aufspulmaschine |
| US5676323A (en) * | 1992-03-06 | 1997-10-14 | Maschinenfabrik Rieter Ag | Apparatus and method for changing and winding bobbins involving the correction of movement sequences in a moving element |
| US5308008A (en) * | 1992-03-18 | 1994-05-03 | Rueegg Anton | Method and apparatus for producing rolls |
| DE69300507T2 (de) * | 1992-04-23 | 1996-02-22 | Teijin Seiki Co Ltd | Garnwickelvorrichtung mit automatischem Spulenwechsel. |
| US5211354A (en) * | 1992-06-03 | 1993-05-18 | Sonoco Products Company | Textile core having improved start up groove |
| US5328121A (en) * | 1992-06-03 | 1994-07-12 | Sonoco Products Company | Textile core having improved start-up groove |
| CN1101006A (zh) * | 1992-11-26 | 1995-04-05 | 巴马格股份公司 | 绕纱方法及实施该方法的绕纱装置 |
| US5653395A (en) * | 1993-05-13 | 1997-08-05 | Toray Engineering Co., Ltd. | Yarn winding method and apparatus and package formed thereby |
| DE4431908A1 (de) * | 1993-09-17 | 1995-03-23 | Barmag Barmer Maschf | Doffer zum Spulenwechsel |
| US5524841A (en) * | 1994-05-26 | 1996-06-11 | Ppg Industries, Inc. | Apparatus and methods for winding a plurality of strands |
| DE19543118A1 (de) * | 1994-11-23 | 1996-05-30 | Barmag Barmer Maschf | Verfahren und Vorrichtung zur Erkennung einer Fadenaufspulung auf einer rotierenden Walze |
| US5558287A (en) * | 1995-02-02 | 1996-09-24 | Lucent Technologies Inc. | Apparatus and method to prevent flailing damage to a strand wound on a spool |
| US5779170A (en) * | 1995-02-24 | 1998-07-14 | Barmag Ag | Method and apparatus for replacing full packages with empty tubes on a takeup machine for a continuously advancing yarn |
| EP0799787B1 (de) * | 1996-04-04 | 2002-07-31 | B a r m a g AG | Aufspulmaschine |
| EP0873276B1 (de) * | 1996-10-12 | 2002-07-03 | B a r m a g AG | Aufspulmaschine |
| DE19746947A1 (de) * | 1996-11-13 | 1998-07-02 | Barmag Barmer Maschf | Spulhülse |
| EP0845432B1 (de) * | 1996-11-27 | 2002-02-27 | B a r m a g AG | Aufspulmaschine |
| DE59711445D1 (de) * | 1996-12-02 | 2004-04-29 | Barmag Barmer Maschf | Verfahren und Vorrichtungen zum Spinnen und Aufwickeln von Fäden |
| JP2001506214A (ja) * | 1996-12-20 | 2001-05-15 | バルマーク アクチエンゲゼルシヤフト | 巻き管またはボビンを心棒に沿って押しずらして取り出すための取出し装置 |
| TW483866B (en) * | 1997-03-25 | 2002-04-21 | Barmag Barmer Maschf | Method of winding an advancing yarn and takeup machine for carrying out such method |
| TR199800797A2 (xx) * | 1997-05-15 | 1998-12-21 | Barmag Ag | Yol alan bir ipliğin sarılması için bir metot. |
| DE19832811A1 (de) * | 1997-07-26 | 1999-01-28 | Barmag Barmer Maschf | Verfahren zum Aufwickeln eines Fadens |
| DE19832809A1 (de) * | 1997-07-26 | 1999-01-28 | Barmag Barmer Maschf | Verfahren zur Steuerung einer Aufspulmaschine |
| DE19743278C2 (de) * | 1997-09-30 | 1999-10-21 | Sahm Georg Fa | Verfahren und Spulmaschine zum Aufwickeln eines kontinuierlich zulaufenden Fadens zu Spulen |
| US6015113A (en) * | 1997-10-06 | 2000-01-18 | E. I. Du Pont De Nemours And Company | Winder for synthetic filaments |
| WO1999018024A1 (en) * | 1997-10-06 | 1999-04-15 | E.I. Du Pont De Nemours And Company | Winder for synthetic filaments |
| DE19845325A1 (de) * | 1997-10-10 | 1999-04-15 | Barmag Barmer Maschf | Aufspulmaschine |
| DE19849007A1 (de) * | 1997-10-31 | 1999-05-20 | Barmag Barmer Maschf | Verfahren zum Aufspulen eines laufenden Fadens |
| CH693449A5 (de) * | 1998-01-17 | 2003-08-15 | Barmag Barmer Maschf | Aufspulmaschine. |
| DE19802509A1 (de) * | 1998-01-23 | 1999-07-29 | Rieter Ag Maschf | Aufwindevorrichtung für Endlosfäden |
| DE19983057T1 (de) * | 1998-03-26 | 2001-02-22 | Teijin Seiki Co Ltd | Aufwickelvorrichtung des Wechseltyps und Verfahren zum Aufwickeln eines Garns |
| EP1052210B1 (de) * | 1998-09-04 | 2007-03-07 | Toray Industries, Inc. | Verfahren und vorrichtung zum aufwickeln von synthetischen fasern |
| DE50005761D1 (de) * | 1999-04-23 | 2004-04-29 | Barmag Barmer Maschf | Vorrichtung und Verfahren zum Führen und Schneiden eines zulaufenden Fadens beim Spulenwechsel |
| DE29908962U1 (de) * | 1999-05-21 | 1999-09-02 | Neumag Gmbh | Aufspulmaschine |
| US6595456B2 (en) | 2001-09-19 | 2003-07-22 | Sonoco Development, Inc. | Textile tube with start-up feature |
| JP3724402B2 (ja) * | 2001-10-02 | 2005-12-07 | 村田機械株式会社 | 糸条巻取機 |
| KR20030059742A (ko) * | 2002-01-04 | 2003-07-10 | 신오범 | 북실 관권기의 스핀들 요동방지장치 |
| ITMI20060288A1 (it) * | 2006-02-16 | 2007-08-17 | Savio Macchine Tessili Spa | Dispositovo e procedimento per la regolazione della pressione di contatto di una rocca in avvolgimento |
| DE10209951A1 (de) * | 2002-03-06 | 2003-09-25 | Barmag Barmer Maschf | Aufspulmaschine |
| US6732964B2 (en) | 2002-06-28 | 2004-05-11 | Sonoco Development, Inc. | Yarn winding tube with removable end ring |
| DE10335237A1 (de) * | 2003-08-01 | 2005-02-24 | Saurer Gmbh & Co. Kg | Aufspulmaschine |
| DE10346096B4 (de) * | 2003-10-04 | 2005-08-11 | Saurer Gmbh & Co. Kg | Vorrichtung zum Aufwickeln einer Fadenreserve und einer Kreuzspule auf eine Spulenhülse |
| US7240875B2 (en) * | 2003-10-14 | 2007-07-10 | Sonoco Development, Inc. | Yarn carrier |
| US7111803B2 (en) * | 2004-04-16 | 2006-09-26 | Pelican Point Seafood, Inc. | Cable winch system |
| JP2006044152A (ja) * | 2004-08-06 | 2006-02-16 | Nitto Denko Corp | 粘着フィルム貼着装置 |
| CN100562473C (zh) * | 2004-11-30 | 2009-11-25 | 欧瑞康纺织有限及两合公司 | 络筒机 |
| JP4176732B2 (ja) * | 2005-04-05 | 2008-11-05 | Tmtマシナリー株式会社 | 繊維機械 |
| US20090173814A1 (en) * | 2008-01-03 | 2009-07-09 | Hernandez Ismael A | Yarn carrier |
| JP2012086924A (ja) * | 2010-10-18 | 2012-05-10 | Murata Machinery Ltd | ボビンセット装置及びそれを備える糸巻取機 |
| DE202010008846U1 (de) | 2010-10-20 | 2010-12-23 | Starlinger & Co Ges.M.B.H. | Spulmaschine |
| DE102010049435A1 (de) * | 2010-10-23 | 2012-04-26 | Oerlikon Textile Gmbh & Co. Kg | Arbeitsstelle einer Spulmaschine |
| CN102009874A (zh) * | 2010-11-16 | 2011-04-13 | 北京中丽制机工程技术有限公司 | 卷绕机转盘传动装置的控制方法 |
| JP2012144323A (ja) * | 2011-01-11 | 2012-08-02 | Tmt Machinery Inc | 紡糸巻取装置及び紡糸巻取設備 |
| DE102012107015A1 (de) | 2011-08-03 | 2013-02-07 | Oerlikon Textile Gmbh & Co. Kg | Aufspulvorrichtung |
| JP5771102B2 (ja) * | 2011-09-16 | 2015-08-26 | Tmtマシナリー株式会社 | 紡糸巻取装置 |
| DE102014117678A1 (de) * | 2014-12-02 | 2016-06-02 | Dietze & Schell Maschinenfabrik Gmbh & Co. Kg | Wickelgutführungsvorrichtung |
| DE102015000247B3 (de) * | 2015-01-07 | 2016-05-04 | Hermann Reuschenbach | Vorrichtung und Verfahren zur Weiterverarbeitung eines aufgehapelten Fadenstrangs |
| DE102015222045B3 (de) * | 2015-11-10 | 2017-02-02 | SSM Schärer Schweiter Mettler AG | Fadenverlegevorrichtung |
| CN107472991B (zh) * | 2017-07-17 | 2023-07-07 | 苏州金纬化纤装备有限公司 | 一种纱线络筒机横动装置 |
| DE102017006865A1 (de) * | 2017-07-19 | 2019-01-24 | Oerlikon Textile Gmbh & Co. Kg | Aufspulmaschine |
| JP2019059601A (ja) * | 2017-09-27 | 2019-04-18 | 村田機械株式会社 | 糸巻取機 |
| CN108423492B (zh) * | 2018-05-04 | 2023-09-15 | 山东东威仕智能装备科技有限公司 | 络线直径手动控制装置 |
| DE102019206951A1 (de) * | 2019-01-17 | 2020-07-23 | Sms Group Gmbh | Wendehaspel sowie Verfahren zum Betrieb eines Wendehaspels |
| CN112408778B (zh) * | 2020-11-05 | 2023-05-23 | 南京能仁科技有限公司 | 一种玻璃纤维拉丝机的卸筒机构 |
| CN114044405B (zh) * | 2021-11-08 | 2023-01-10 | 杭州天启机械有限公司 | 自动换筒络纱机及其控制方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1257374B (de) * | 1963-06-20 | 1967-12-28 | Schuller Gmbh Glaswerk | Verfahren und Vorrichtung zum fortlaufenden Aufspulen von Faserbaendern aus Glasstapelfasern |
| DE2364284B1 (de) * | 1973-12-22 | 1975-04-10 | Barmag Barmer Maschinenfabrik Ag, 5600 Wuppertal | Spulmaschine |
| EP0025128A1 (de) * | 1979-08-23 | 1981-03-18 | Maschinenfabrik Rieter Ag | Spulenabnahmemechanismen |
| EP0128101A1 (de) * | 1983-06-07 | 1984-12-12 | Teijin Limited | Garnführungsverfahren und -vorrichtung an einer Revolverkopfspulmaschine |
| EP0161618A1 (de) * | 1984-05-12 | 1985-11-21 | B a r m a g AG | Spulmaschine |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH592568A5 (de) * | 1974-08-09 | 1977-10-31 | Barmag Barmer Maschf | |
| DE2455739A1 (de) * | 1974-11-25 | 1976-08-12 | Barmag Barmer Maschf | Vorrichtung zum spulenwechsel in chemiefaserspinnanlagen |
| DE2532165C3 (de) * | 1975-07-18 | 1979-12-06 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Spulvorrichtung |
| CH618401A5 (de) * | 1975-06-12 | 1980-07-31 | Barmag Barmer Maschf | |
| CH624910A5 (de) * | 1977-09-23 | 1981-08-31 | Rieter Ag Maschf | |
| JPS5464148A (en) * | 1977-10-26 | 1979-05-23 | Teijin Seiki Co Ltd | Yarn end treating method and apparatus in exchangeable winder |
| FR2425399A1 (fr) * | 1978-05-12 | 1979-12-07 | Saint Gobain | Perfectionnement au transfert d'un materiau filiforme d'une broche d'enroulement a une autre |
| US4213573A (en) * | 1979-03-07 | 1980-07-22 | Reiter Machine Works, Ltd. | Air coupling |
| DE2937601A1 (de) * | 1979-09-18 | 1981-04-02 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Verfahren zum aufwickeln von faeden |
| DE3147965A1 (de) * | 1980-12-23 | 1982-07-22 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | "spulvorrichtung zum aufwickeln von faeden" |
| JPS60145153U (ja) * | 1984-03-02 | 1985-09-26 | 帝人製機株式会社 | 自動切替巻取機 |
| DE3513796A1 (de) * | 1984-04-21 | 1985-12-05 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Aufspulvorrichtung |
| US4598876A (en) * | 1985-03-01 | 1986-07-08 | Rieter Machine Works Limited | Winding machine for filament packages equipped with package screening means |
| EP0256383B1 (de) * | 1986-08-09 | 1990-01-31 | B a r m a g AG | Verfahren zum Aufwickeln von Fäden |
| DE3711893A1 (de) * | 1987-04-08 | 1988-10-27 | Barmag Barmer Maschf | Verfahren zum anlegen eines mit konstanter geschwindigkeit angelieferten fadens an eine spulhuelse |
-
1989
- 1989-11-28 DE DE89121960T patent/DE58907348D1/de not_active Expired - Lifetime
- 1989-11-28 EP EP89121960A patent/EP0374536B1/de not_active Expired - Lifetime
- 1989-11-28 DE DE8916288U patent/DE8916288U1/de not_active Expired - Lifetime
- 1989-11-28 ES ES89121960T patent/ES2050766T3/es not_active Expired - Lifetime
- 1989-12-21 US US07/454,723 patent/US5029762A/en not_active Expired - Lifetime
- 1989-12-21 CN CN89109429A patent/CN1021899C/zh not_active Expired - Lifetime
- 1989-12-22 JP JP1331473A patent/JP2693243B2/ja not_active Expired - Lifetime
- 1989-12-22 KR KR1019890019264A patent/KR970010909B1/ko not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1257374B (de) * | 1963-06-20 | 1967-12-28 | Schuller Gmbh Glaswerk | Verfahren und Vorrichtung zum fortlaufenden Aufspulen von Faserbaendern aus Glasstapelfasern |
| DE2364284B1 (de) * | 1973-12-22 | 1975-04-10 | Barmag Barmer Maschinenfabrik Ag, 5600 Wuppertal | Spulmaschine |
| EP0025128A1 (de) * | 1979-08-23 | 1981-03-18 | Maschinenfabrik Rieter Ag | Spulenabnahmemechanismen |
| EP0128101A1 (de) * | 1983-06-07 | 1984-12-12 | Teijin Limited | Garnführungsverfahren und -vorrichtung an einer Revolverkopfspulmaschine |
| EP0161618A1 (de) * | 1984-05-12 | 1985-11-21 | B a r m a g AG | Spulmaschine |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0450085B1 (de) * | 1989-09-27 | 1997-10-22 | Kamitsu Seisakusho Ltd. | Garnaufwindeanordnung vom revolvertyp |
| EP0673872A3 (de) * | 1989-09-27 | 1995-11-29 | Kamitsu Seisakusho Ltd | Garnaufwickelvorrichtung vom Typ Revolver-Kopf. |
| EP0450085A1 (de) * | 1989-09-27 | 1991-10-09 | Kamitsu Seisakusho Ltd. | Garnaufwindeanordnung vom revolvertyp |
| FR2681586A1 (fr) * | 1991-09-24 | 1993-03-26 | Riva Srl Off Mec | Machine a bobiner le fil textile. |
| DE4316566C2 (de) * | 1992-07-06 | 2001-05-31 | Barmag Barmer Maschf | Verfahren zum Anlegen eines Fadens an eine Spulhülse |
| EP0606900A3 (en) * | 1993-01-14 | 1995-11-02 | Teijin Seiki Co Ltd | Yarn winder. |
| WO1996001222A1 (de) * | 1994-07-05 | 1996-01-18 | Neumag-Neumünstersche Maschinen- Und Anlagenbau Gmbh | Verfahren zum steuern des drehantriebs einer aufspulmaschine |
| CN1065507C (zh) * | 1994-07-05 | 2001-05-09 | 诺伊马克-诺伊闵斯特机器设备制造有限公司 | 卷绕机的旋转传动装置的控制方法 |
| DE4423491A1 (de) * | 1994-07-05 | 1996-01-11 | Neumag Gmbh | Verfahren zum Steuern des Drehantriebs einer Aufspulmaschine |
| EP0768271A3 (de) * | 1995-10-16 | 1998-01-21 | Georg Sahm Gmbh & Co. Kg | Spulmaschine für einen kontinuierlich auflaufenden Faden |
| DE19538480C1 (de) * | 1995-10-16 | 1997-05-07 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| DE19538480C2 (de) * | 1995-10-16 | 2001-10-25 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| EP0825143A2 (de) | 1996-08-22 | 1998-02-25 | B a r m a g AG | Aufspulmaschine zum Aufspulen eines anlaufenden Fadens |
| WO1999012837A1 (de) * | 1997-09-11 | 1999-03-18 | Barmag Ag | Aufspulmaschine |
| WO1999024344A1 (de) * | 1997-11-07 | 1999-05-20 | Barmag Ag | Verfahren und vorrichtung zum aufspulen eines kontinuierlich zulaufenden fadens |
| EP0943573A3 (de) * | 1998-03-20 | 2000-06-28 | Murata Kikai Kabushiki Kaisha | Filamentgarnaufwickelmaschine |
| KR100447521B1 (ko) * | 1998-03-20 | 2004-09-08 | 무라타 기카이 가부시키가이샤 | 방사권취기 |
| EP0963936A1 (de) * | 1998-06-11 | 1999-12-15 | Murata Kikai Kabushiki Kaisha | Fadenwickelverfahren für eine Aufwickelmaschine und Aufwickelmaschine |
| DE102005005129B4 (de) * | 2004-02-11 | 2014-12-11 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum Aufwickeln mehrerer Fadenscharen |
| DE102022002512A1 (de) | 2022-07-09 | 2024-01-11 | Oerlikon Textile Gmbh & Co. Kg | Verfahren und Vorrichtung zum Ermitteln einer Drehzahlstellgröße für eine Antriebseinheit eines Spulspindelrevolvers |
| WO2024012929A1 (de) | 2022-07-09 | 2024-01-18 | Oerlikon Textile Gmbh & Co. Kg | VERFAHREN UND VORRICHTUNG ZUM ERMITTELN EINER DREHZAHLSTELLGRÖßE FÜR EINE ANTRIEBSEINHEIT EINES SPULSPINDELREVOLVERS |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1021899C (zh) | 1993-08-25 |
| US5029762A (en) | 1991-07-09 |
| KR970010909B1 (ko) | 1997-07-02 |
| DE58907348D1 (de) | 1994-05-05 |
| CN1043679A (zh) | 1990-07-11 |
| EP0374536A3 (de) | 1991-12-27 |
| DE8916288U1 (de) | 1997-05-22 |
| JPH02276771A (ja) | 1990-11-13 |
| ES2050766T3 (es) | 1994-06-01 |
| EP0374536B1 (de) | 1994-03-30 |
| JP2693243B2 (ja) | 1997-12-24 |
| KR900009414A (ko) | 1990-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0374536B1 (de) | Aufspulmaschine | |
| DE19544202B4 (de) | Verfahren und Vorrichtung zum Einregeln einer nach einem Rechenspanner vorliegenden Fadenzugkraft in einer Textilmaschine | |
| EP0460546B1 (de) | Aufspulmaschine | |
| DE3805347A1 (de) | Aufspulmaschine | |
| EP0937008A1 (de) | Aufspulmaschine | |
| DE3009714A1 (de) | Aufwickelvorrichtung zum aufwickeln eines fadens auf eine spule | |
| EP0367253A1 (de) | Wechselsystem für eine Fadenpositionierung bei Spulern | |
| DE2018368A1 (de) | Schnell-Spulmaschine | |
| DE2406550C3 (de) | ||
| DE2723348A1 (de) | Vorrichtung zur ausbildung von fadenreserven | |
| EP0994821B1 (de) | Aufspulmaschine | |
| EP0349939B1 (de) | Verfahren zum Spulenwechsel | |
| DD144037A5 (de) | Vorrichtung zum aufspulen textiler faeden | |
| EP1918433B1 (de) | Verfahren zum Erzeugen einer Musterkette und Musterkettenschärmaschine | |
| DE2364284C2 (de) | Spulmaschine | |
| DE2623175A1 (de) | Garnwickelvorrichtung | |
| DE3843202C2 (de) | Aufspulmaschine | |
| DE4115339B4 (de) | Spulhülse | |
| DE3909106A1 (de) | Aufspulmaschine | |
| DE4321111A1 (de) | Aufspulmaschine | |
| DE4018095A1 (de) | Aufspulmaschine | |
| DE3211603C2 (de) | Verfahren zum verlustfreien Spulenwechsel beim Aufspulen eines kontinuierlich zulaufenden Fadens sowie Aufspulvorrichtung | |
| DE3915608A1 (de) | Aufspulmaschine | |
| DE3922719C2 (de) | ||
| EP0018577A1 (de) | Verfahren und Vorrichtung zum automatischen Fadenanwickeln auf einer Spule |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE ES FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19911205 |
|
| 17Q | First examination report despatched |
Effective date: 19921125 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DE DOMINICIS & MAYER S. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 58907348 Country of ref document: DE Date of ref document: 19940505 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940429 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2050766 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: NEUMAG - NEUMUENSTERISCHE MASCHINEN- UND ANLAGENBA Effective date: 19941215 |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BARMAG GMBH ENGINEERING & MANUFACTURING |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19980428 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20061017 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20061110 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20061127 Year of fee payment: 18 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20071128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081210 Year of fee payment: 20 Ref country code: CH Payment date: 20081124 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20071129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081120 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |