EP0363349A2 - Herzstück mit Herzspitze aus gegossenem Hartmanganstahl - Google Patents
Herzstück mit Herzspitze aus gegossenem Hartmanganstahl Download PDFInfo
- Publication number
- EP0363349A2 EP0363349A2 EP89890258A EP89890258A EP0363349A2 EP 0363349 A2 EP0363349 A2 EP 0363349A2 EP 89890258 A EP89890258 A EP 89890258A EP 89890258 A EP89890258 A EP 89890258A EP 0363349 A2 EP0363349 A2 EP 0363349A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heart
- centerpiece
- sleepers
- frog
- webs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B7/00—Switches; Crossings
- E01B7/10—Frogs
Definitions
- the invention relates to a heart with a heart tip made of cast manganese steel, in which a part of the wing rail is cast onto the heart tip in the overflow area.
- Composite heart pieces with heart tips made of cast manganese steel are known in different designs. It is known, for example, to cast part of the wing splints with the heart tip in the overflow area and to place such heart tips on the foot of the wing splints. Different designs of composite heart pieces of this type also result in relation to the connection to the connecting rails and it is known to screw such heart pieces to the connecting rails. In recent times, it has also become known to weld hard manganese steel frogs to connecting rails. A construction of the type mentioned at the outset can be found, for example, in US Pat. No. 4,081,162, in which the hard manganese steel core is screwed to the connecting rails with partially cast-on wing rails.
- a closed profile was chosen to improve the load-bearing capacity and the known centerpiece has a continuous base plate.
- the centerpiece was in turn supported on the foot of the wing rails, the design of the base plate additionally also making it possible, at least in part, to support sleepers or base plates. Due to the rolling tolerances, however, a wing rail cannot now be manufactured with sufficient precision in order to form a perfect contact surface for a centerpiece. The height of the tip of such a frog is therefore always dependent on the rolling tolerances of the base of the wing rail and complex fitting work is required to fit such a frog.
- the design of the centerpiece according to the invention essentially consists in the fact that the cast part has transverse webs in the area of the sleepers, which webs can be supported directly on the sleepers or underlay plates, and that the cast part can be supported only on the sleepers on the sleepers .
- the fact that a continuous base plate is avoided and only transverse webs are provided in the area of the sleepers allows the height of the tip to be set exactly, while at the same time ensuring a low weight of the centerpiece or of the cast part.
- the training is so designed that the centerpiece can only be supported on the sleepers via the webs or with the interposition of base plates on the sleepers.
- the webs create a structurally favorable design, in which a closed cross section is produced with a favorable force fit.
- Such a centerpiece can be welded to connecting rails in a particularly advantageous manner in a manner known per se, as a result of which the risk of breakage which can occur when the tip is screwed to connecting rails in the area of the screw connection is avoided.
- Such welding simultaneously leads to a substantial reduction in the overall length and thus to a further reduction in weight. Since the casting is relatively small, it can be produced in excellent quality by casting.
- the design is such that the casting with the wing rails is designed as a spacer or carries spacers. Due to the exact determination of the height of the frog and in particular the frog tip, exact compliance with the height tolerances of the connected wing rails can also be achieved on the basis of such chucks or spacers.
- the training is such that it is not the wing splints that carry the pieces, but rather the heart is supported directly and independently of the wing splints, such a precise fixing of the heart piece being able to be used if necessary to adhere to the exact positioning of the wing rails.
- the design is made in a particularly preferred manner in such a way that the cast part is shorter and that welded connection rails are welded together to the cast part.
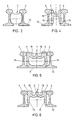
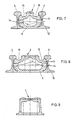
- FIG. 1 shows a plan view of a first embodiment of a heart piece according to the invention with a heart tip made of cast hard manganese steel; 2 shows a section along the line II-II in the longitudinal direction through the heart according to FIG. 1; 3 to 9 sections along the lines III-III to IX-IX through the heart according to FIG. 1 in different cross-sectional areas; 10 shows a plan view of a second embodiment of a heart piece according to the invention; and FIG. 11 shows a section along the line XI-XI in the longitudinal direction through the centerpiece according to FIG. 10, wherein in the embodiment according to FIG. 10, cuts in different cross-sectional areas are provided analogously to the configuration according to FIG the Lines III-III to VII-VII in Fig.10 take place and correspond to the sections shown in Fig.3 to 7.
- FIG. 1 denotes a heart made of hard manganese steel, which has a heart tip 2 and a part 3 of the wing rails is cast onto the heart tip in the overflow area.
- wing rails 4 are indicated in FIG. 1, which, in contrast to the heart 1 made of hard manganese steel and cast, of standard-quality rail profiles, i.e. made of steel, which is generally used for rails.
- the centerpiece 1 is welded at its end 5 to connecting rails 6, whereby an uninterrupted running edge profile is achieved by this welding and the centerpiece can be made shorter and thus lighter and less expensive due to the smaller space requirement for welding with the connecting rails 6 compared to a screw connection.
- the centerpiece 1 and the wing rails 4 are supported by schematically indicated sleepers 7, optionally with the interposition of base plates.
- the centerpiece 1 carries 4 spacers 8 in the areas of the screw connection with the wing rails, which are shown in detail in the following figures.
- the center piece is again designated by 1 and it is clear that the wing rails 4 have an essentially normal rail profile, with only the area of the rail foot 12 facing the center piece correspondingly can be edited.
- the centerpiece 1 has an open cross-section, with webs 9 running only in the area of the support on sleepers or base plates transverse to the longitudinal direction of the centerpiece 1, as can be clearly seen in FIGS. 5, 7 and 8.
- essentially vertical webs 13 of the frog are not supported on the rail foot 12 of the wing rails 4, but at most come into contact with them, so that the frog 1 is supported only via the webs 9 on sleepers (not shown).
- the height of the tip of the heart 2 and the cast-on wing rails 3 can be set exactly and cumbersome fitting work of the centerpiece when the webs 13 are supported on rail profiles of the wing rails 4 and in particular the rail foot 12 that can only be produced with relatively large tolerances can be avoided.
- the frog 1 is screwed to the adjacent wing rails 4 through the openings or bores 11 in the frog, the frog is designed as a spacer from the adjacent wing rails 4, this being done by providing corresponding spacers 8 or by a corresponding design of projections.
- the screw connection to the wing rails 4 takes place through bores or perforations 14 in the web of the wing rail profile 4, the spacers 8 in the area of this screw connection having a shape partially adapted to the inner profile of the web of the wing rails 4, as can be seen in FIGS 8 is clearly visible.
- the frog 1 has, as mentioned above, essentially perpendicular webs 13, which are arranged at a distance from the web of the wing rails 4.
- the driving groove (s) provided in the centerpiece is (are) denoted by 15 in FIGS. 4 to 8.
- the centerpiece is shortened compared to the embodiment shown in FIG. 1, the reference numbers in FIGS. 1 to 9 being retained for identical components.
- the centerpiece 1 with the heart tip 2 and the wing rails 3 cast on in the overflow area is in turn made of hard manganese steel and welded at its end 5 to the welded-together connecting rails 6.
- the welding to the welded-together connecting rails, which only merge into two separate connecting rails 6 at a distance from the end 5 of the frog 1, enables a greatly shortened design of the frog 1.
- the centerpiece 1 in turn has transverse webs 9 provided only in the area of the sleepers 7, as can be seen in particular from FIG. 11.
- spacers 8 of the frog 1 are again provided.
- the fact that the frog 1 is supported only via webs 9 provided in the area of the sleepers and not on the rail foot of the wing rails 4 enables the heart tip and the running edge course of the cast-on wing rail regions 3 to be positioned exactly.
- wing rails 3 Due to the partial casting of the wing rails 3 in the overflow area to the centerpiece 1, rail profiles made of hard manganese steel can be dispensed with, so that the wing rails 4, as already mentioned in detail above, can be formed with a substantially standard rail profile from a standard steel.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Escalators And Moving Walkways (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Leg Units, Guards, And Driving Tracks Of Cranes (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
- Medicines That Contain Protein Lipid Enzymes And Other Medicines (AREA)
- Chain Conveyers (AREA)
Abstract
Bei einem Herzstück (1) mit einer Herzspitze (2) aus gegossenem Hartmanganstahl, bei welchem im Überlaufbereich ein Teil der Flügelschiene (3) an die Herzspitze (2) angegossen ist, weist das Herzstück (1) quer verlaufende Stege (9) im Bereich der Schwellen auf, wobei die Stege (9) unmittelbar an den Schwellen oder Unterlagsplatten abstützbar sind, und das Herzstück (1) ausschließlich über die Stege (9) an den Schwellen abgestützt wird, wodurch bei hoher Stabilität und kleinen Abmessungen des Herzstückes eine hohe Präzision der Lage der Fahrkanten und der Herzstückspitze (2) ohne aufwendige Einpassarbeiten erzielt wird.
Description
- Die Erfindung bezieht sich auf ein Herzstück mit Herzspitze aus gegossenem Hartmanganstahl, bei welchem im Überlaufbereich ein Teil der Flügelschiene an die Herzspitze angegossen ist.
- Verbundherzstücke mit Herzspitzen aus gegossenem Hartmanganstahl sind in unterschiedlichen Ausbildungen bekannt. Es ist beispielsweise bekannt, im Überlaufbereich einen Teil der Flügelschienen mit der Herzspitze mitzugießen und derartige Herzspitzen auf den Fuß der Flügelschienen aufzusetzen. Unterschiedliche Ausbildungen von Verbundherzstücken dieser Art ergeben sich auch in bezug auf die Verbindung mit den Anschlußschienen und es ist bekannt, derartige Herzstücke mit den Anschlußschienen zu verschrauben. In jüngerer Zeit ist es auch bekannt geworden, Hartmanganstahl-Herzstücke mit Anschlußschienen zu verschweißen. Eine Konstruktion der eingangs genannten Art ist beispielsweise der US-PS 4 081 162 zu entnehmen, bei welcher das Hartmanganstahl-Herzstück mit teilweise angegossenen Flügelschienen mit den Anschlußschienen verschraubt ist. Bei dieser bekannten Ausbildung eines Herzstückes wurde zur Verbesserung der Belastbarkeit ein geschlossenes Profil gewählt und das bekannte Herzstück weist eine durchgehende Bodenplatte auf. Zur Festlegung des Herzstückes wurde das Herzstück wiederum am Fuß der Flügelschienen abgestützt, wobei die Ausbildung der Bodenplatte zusätzlich zumindest teilweise auch eine Abstützung an Schwellen oder Unterlagsplatten ermöglichte. Bedingt durch die Walztoleranzen kann aber nun eine Flügelschiene nicht mit hinreichender Präzision hergestellt werden, um eine einwandfreie Auflagefläche für ein Herzstück auszubilden. Die Höhenlage der Spitze eines derartigen Herzstückes ist daher immer von den Walztoleranzen des Fußes der Flügelschiene abhängig und es sind zum Einpassen eines derartigen Herzstückes aufwendige Einpassarbeiten erforderlich.
- Die Erfindung zielt nun darauf ab, ein Herzstück der eingangs genannten Art zu schaffen, welches bei hoher Stabilität und kleinen Abmessungen sowie geringem Gewicht ohne aufwendige Einpassarbeiten eingebaut werden kann und gleichzeitig eine hohe Präzision der Lage der Fahrkanten und der Herzstückspitze gewährleistet. Zur Lösung dieser Aufgabe besteht die erfindungsgemäße Ausbildung des Herzstückes im wesentlichen darin, daß der Gußteil quer verlaufende Stege im Bereich der Schwellen aufweist, welche Stege unmittelbar an den Schwellen oder Unterlagsplatten abstützbar sind, und daß der Gußteil ausschließlich über die Stege an den Schwellen abstützbar ist. Dadurch, daß eine durchgehende Bodenplatte vermieden wird und lediglich quer verlaufende Stege im Bereich der Schwellen vorgesehen sind, läßt sich die Höhenlage der Spitze exakt einstellen, wobei gleichzeitig ein geringes Gewicht des Herzstückes bzw. des Gußteiles sichergestellt ist. Um die eingestellte Höhenlage unabhängig von den Walztoleranzen des Schienenfußes der Flügelschienen zu halten, ist die Ausbildung hiebei so getroffen, daß das Herzstück ausschließlich über die Stege an den Schwellen bzw. unter Zwischenschaltung von Unterlagsplatten an den Schwellen abstützbar ist. Durch die Stege wird hiebei gegenüber offenen Querschnitten eine statisch günstige Ausbildung geschaffen, bei welcher ein geschlossener Querschnitt mit günstigem Kraftschluß erzeugt wird. Ein derartiges Herzstück kann in besonders vorteilhafter Weise in an sich bekannter Weise mit Anschlußschienen verschweißt werden, wodurch die Bruchgefahr, wie sie bei der Verschraubung der Spitze mit Anschlußschienen im Bereich der Verschraubung auftreten kann, vermieden wird. Eine derartige Verschweißung führt gleichzeitig zu einer wesentlichen Verkürzung der Baulänge und dadurch zu einer weiteren Gewichtsreduktion. Da das Gußstück relativ klein ist, kann es gießtechnisch in ausgezeichneter Qualität erzeugt werden.
- In besonders vorteilhafter Weise ist die Ausbildung so getroffen, daß der Gußteil im Bereich der Verschraubung mit den Flügelschienen als Distanzstück ausgebildet ist oder Distanzstücke trägt. Auf Grund der exakten Festlegung der Höhenlage des Herzstückes und insbesondere der Herzstückspitze kann auf Grund derartiger Futterstücke bzw. Distanzstücke auch eine exakte Einhaltung der Höhentoleranzen der angeschlossenen Flügelschienen erzielt werden. Die Ausbildung ist hiebei zum Unterschied vom vorbekannten Stand der Technik so getroffen, daß nicht etwa die Flügelschienen die Herstücke tragen, sondern daß vielmehr das Herzstück unmittelbar und unabhängig von den Flügelschienen abgestützt wird, wobei eine derartige präzise Festlegung des Herzstückes gegebenenfalls mit dazu verwendet werden kann, die exakte Positionierung der Flügelschienen einzuhalten.
- Für eine weitere Verkürzung des Herzstückes bzw. des Gußteiles aus Harmanganstahl und damit verbunden einer weiteren Verminderung des Gewichtes, ist die Ausbildung in besonders bevorzugter Weise so getroffen, daß der Gußteil kürzer ausgebildet ist, und daß zusammengeschweißte Anschlußschienen gemeinsam an den Gußteil angeschweißt werden.
- Die Erfindung wird nachfolgend an Hand von in der Zeichnung dargestellten Ausführungsbeispielen näher erläutert. In dieser zeigen Fig.1 eine Draufsicht auf eine erste Ausführungsform eines erfindungsgemäßen Herzstückes mit einer Herzspitze aus gegossenem Hartmanganstahl; Fig.2 einen Schnitt nach der Linie II-II in Längsrichtung durch das Herzstück gemäß der Fig.1; die Fig.3 bis 9 Schnitte längs der Linien III-III bis IX-IX durch das Herzstück gemäß der Fig.1 in unterschiedlichen Querschnittsbereichen; Fig.10 eine Draufsicht auf eine zweite Ausführungsform eines erfindungsgemäßen Herzstückes; und Fig.11 einen Schnitt längs der Linie XI-XI in Längsrichtung durch das Herzstück gemäß der Fig.10, wobei bei der Ausführungsform gemäß der Fig.10 analog zu der Ausbildung gemäß der Fig.1 Schnitte in unterschiedlichen Querschnittsbereichen vorgesehen sind, welche längs der Linien III-III bis VII-VII in Fig.10 erfolgen und den in Fig.3 bis 7 gezeigten Schnitten entsprechen.
- In Fig.1 ist mit 1 ein Herzstück aus Hartmanganstahl bezeichnet, welches eine Herzspitze 2 aufweist und wobei im Überlaufbereich ein Teil 3 der Flügelschienen an die Herzspitze angegossen ist. Weiters sind in Fig.1 Flügelschienen 4 angedeutet, welche im Gegensatz zu dem aus Hartmanganstahl bestehenden und gegossenen Herzstück 1 von Schienenprofilen in Standardgüte, d.h. aus einem Stahl, welcher allgemein für Schienen Verwendung findet, bestehen. Das Herzstück 1 ist an seinem Ende 5 mit Anschlußschienen 6 verschweißt, wobei durch dieses Verschweißen ein ununterbrochener Fahrkantenverlauf erzielt wird und das Herzstück auf Grund des gegenüber einer Verschraubung geringeren Platzbedarfes für ein Verschweißen mit den Anschlußschienen 6 kürzer und somit leichter und kostengünstiger ausgebildet werden kann. Das Herzstück 1 sowie die Flügelschienen 4 werden durch schematisch angedeutete Schwellen 7 gegebenenfalls unter Zwischenschaltung von Unterlagsplatten abgestützt. Das Herzstück 1 trägt in den Bereichen der Verschraubung mit den Flügelschienen 4 Distanzstücke 8, welche in den nachfolgenden Figuren im Detail dargestellt sind.
- Bei dem in Fig.2 dargestellten Schnitt durch das Herzstück 1 wird deutlich, daß dieses als Hohlprofil ausgebildet ist, wobei für eine Abstützung des Herstückes an den Schwellen gegebenenfalls unter Zwischenschaltung von Unterlagsplatten im Bereich der Schwellen quer zur Längsrichtung des Herzstückes verlaufende Stege 9 vorgesehen sind. Für eine Erhöhung der Stabilität des Herzstückes 1 sind dabei weitere Querrippen 10 angedeutet. In Fig.2 sind weiters Bohrungen 11 für eine Verschraubung des Herzstückes mit den anliegenden bzw. zusammenwirkenden Flügelschienen 4 dargestellt.
- Bei den in den Fig.3 bis 9 dargestellten Schnitten in den unterschiedlichen Bereichen ist das Herzstück jeweils wiederum mit 1 bezeichnet und es ist deutlich, daß die Flügelschienen 4 ein im wesentlichen normales Schienenprofil aufweisen, wobei lediglich der dem Herzstück zugewandte Bereich des Schienenfußes 12 entsprechend bearbeitet sein kann. Das Herzstück 1 weist einen offenen Querschnitt auf, wobei jeweils nur im Bereich der Auflage auf Schwellen bzw. Unterlagsplatten quer zur Längsrichtung des Herzstückes 1 verlaufende Stege 9 vorgesehen sind, wie dies in den Fig.5, 7 und 8 deutlich ersichtlich ist. Jeweils im wesentlichen in vertikaler Richtung verlaufende Stege 13 des Herzstückes sind dabei nicht am Schienenfuß 12 der Flügelschienen 4 abgestützt, sondern gelangen höchstens in Anlage an diese, so daß die Abstützung des Herzstückes 1 lediglich über die Stege 9 an nicht näher dargestellten Schwellen erfolgt. Dadurch kann die Höhe der Herzspitze 2 sowie der angegossenen Flügelschienen 3 exakt eingestellt werden und es können umständliche Einpassarbeiten des Herzstückes bei einer Auflage der Stege 13 an nur mit relativ großen Toleranzen herstellbaren Schienenprofilen der Flügelschienen 4 und insbesondere des Schienenfußes 12 vermieden werden. Im Bereich der Verschraubung des Herzstückes 1 mit den anliegenden Flügelschienen 4 durch die Durchbrechungen bzw. Bohrungen 11 im Herzstück ist das Herzstück als Distanzstück zu den anliegenden Flügelschienen 4 ausgebildet, wobei dies durch Vorsehen entsprechender Distanzstücke 8 oder durch eine entsprechende Ausbildung von Vorsprüngen vorgenommen wird. Die Verschraubung mit den Flügelschienen 4 erfolgt dabei durch Bohrungen bzw. Durchbrechungen 14 im Steg des Flügelschienenprofiles 4, wobei die Distanzstücke 8 im Bereich dieser Verschraubung eine teilweise an das Innenprofil des Steges der Flügelschienen 4 angepaßte Form aufweisen, wie dies aus den Fig.7 und 8 deutlich ersichtlich ist. In Querschnittsbereichen, in welchen keine Verschraubung des Herzstückes 1 mit den Flügelschienen 4 erfolgt, weist das Herzstück 1, wie oben erwähnt, im wesentlichen senkrecht verlaufende Stege 13 auf, welche in Abstand vom Steg der Flügelschienen 4 angeordnet sind. Die im Herzstück vorgesehene Fahrrille(n) ist (sind) in den Fig.4 bis 8 mit 15 bezeichnet.
- In der in den Fig.10 und 11 dargestellten zweiten Ausführungsform ist das Herzstück gegenüber der in Fig.1 dargestellten Ausführung verkürzt ausgebildet, wobei die Bezugszeichen der Fig.1 bis 9 für gleiche Bauteile beibehalten wurden. Das Herzstück 1 mit der Herzspitze 2 sowie den im Überlaufbereich angegossenen Flügelschienen 3 ist wiederum aus Hartmanganstahl ausgebildet und an seinem Ende 5 mit den zusammengeschweißten Anschlußschienen 6 verschweißt. Durch die Verschweißung mit den zusammengeschweißten Anschlußschienen, welche erst in Abstand vom Ende 5 des Herzstückes 1 in zwei getrennte Anschlußschienen 6 übergehen, wird eine stark verkürzte Ausbildung des Herzstückes 1 ermöglicht. Das Herzstück 1 weist wiederum nur im Bereich der Schwellen 7 vorgesehene quer verlaufende Stege 9 auf, wie dies insbesondere aus Fig.11 ersichtlich ist. Im Bereich der Verschraubung des Herzstückes 1 mit den Flügelschienen 4 aus einem Regelschienenprofil sind dabei wiederum Distanzstücke 8 des Herzstückes 1 vorgesehen. Wie auch bei der ersten Ausführungsform kann dadurch, daß das Herzstück 1 nur über im Bereich der Schwellen vorgesehene Stege 9 und nicht am Schienenfuß der Flügelschienen 4 abgestützt ist, eine exakte Positionierung der Herzspitze und des Fahrkantenverlaufes der angegossenen Flügelschienenbereiche 3 erfolgen.
- Die Schnitte längs den Linien III-III bis VII-VII der Fig.10 sind wiederum in den Fig.3 bis 7 dargestellt, wobei die obigen Ausführungen zu diesen Figuren auch für die zweite Ausführungsform des Herzstückes 1 gemäß den Fig.10 und 11 Gültigkeit haben.
- Durch die sehr kurze Ausbildung des in den Fig.10 und 11 dargestellten Herzstückes wird das Gewicht desselben stark verringert und es kann gießtechnisch in sehr guter Qualität erzeugt werden.
- Durch das teilweise Mitgießen der Flügelschienen 3 im Überlaufbereich an das Herzstück 1 kann auf Schienenprofile aus Hartmanganstahl verzichtet werden, so daß die Flügelschienen 4, wie oben bereits ausführlich erwähnt, mit im wesentlichen Regelschienenprofil aus einem Standardstahl ausgebildet sein können.
Claims (4)
1. Herzstück (1) mit Herzspitze (2) aus gegossenem Hartmanganstahl, bei welchem im Überlaufbereich ein Teil der Flügelschiene (3) an die Herzspitze (2) angegossen ist, dadurch gekennzeichnet, daß der Gußteil quer verlaufende Stege (9) im Bereich der Schwellen aufweist, welche Stege (9) unmittelbar an den Schwellen oder Unterlagsplatten abstützbar sind, und daß der Gußteil ausschließlich über die Stege (9) an den Schwellen abstützbar ist.
2. Herzstück nach Anspruch 1, dadurch gekennzeichnet, daß der Gußteil im Bereich der Verschraubung mit den Flügelschienen (4) als Distanzstück ausgebildet ist oder Distanzstücke (8) trägt.
3. Herzstück nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der Gußteil in an sich bekannter Weise mit Anschlußschienen (6) verschweißt ist.
4. Herzstück nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, daß der Gußteil kürzer ausgebildet ist, und daß zusammengeschweißte Anschlußschienen (6) gemeinsam an den Gußteil angeschweißt werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT2449/88 | 1988-10-04 | ||
| AT244988 | 1988-10-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0363349A2 true EP0363349A2 (de) | 1990-04-11 |
| EP0363349A3 EP0363349A3 (de) | 1991-04-10 |
Family
ID=3534555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890890258 Withdrawn EP0363349A3 (de) | 1988-10-04 | 1989-10-03 | Herzstück mit Herzspitze aus gegossenem Hartmanganstahl |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0363349A3 (de) |
| CA (1) | CA2000106A1 (de) |
| DD (1) | DD289568A5 (de) |
| FI (1) | FI894686A7 (de) |
| HU (1) | HU205975B (de) |
| NO (1) | NO893940L (de) |
| PT (1) | PT91886A (de) |
| SK (1) | SK279283B6 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5101747A (en) * | 1989-12-19 | 1992-04-07 | Gerber Garment Technology, Inc. | Apparatus and method for separating pattern pieces from waste material |
| KR100776202B1 (ko) | 2006-10-18 | 2007-11-16 | 삼표이앤씨 주식회사 | 분기기용 망간크로싱 및 그 제조방법 |
| CN103061212A (zh) * | 2012-12-31 | 2013-04-24 | 中铁宝桥集团有限公司 | 固定型高锰钢整铸辙叉新型结构 |
| CN103643599A (zh) * | 2013-12-23 | 2014-03-19 | 安徽华星消防设备(集团)有限公司 | 高锰钢辙叉 |
| CN108103855A (zh) * | 2018-01-05 | 2018-06-01 | 龙运生 | 一种固定型合金钢组合辙叉 |
| EP3507419A4 (de) * | 2016-07-21 | 2020-06-03 | DT- Vyhybkárna A Strojirna, A.S. | Herzstück mit getrimmtem giessen eines monoblocks |
| CN115162063A (zh) * | 2022-06-21 | 2022-10-11 | 中铁山桥集团有限公司 | 铁路道岔用间隔铁及其制作方法 |
| DE102022109744A1 (de) | 2021-04-26 | 2022-10-27 | Deutsche Bahn Aktiengesellschaft | Herzstück einer schienenweiche |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108914719A (zh) * | 2018-06-15 | 2018-11-30 | 中铁宝桥集团有限公司 | 镶嵌式锻造高锰钢组合固定型辙叉 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3263076A (en) * | 1963-10-07 | 1966-07-26 | American Brake Shoe Co | Railroad frogs |
| AT350881B (de) * | 1977-08-19 | 1979-06-25 | Voest Ag | Verfahren zur verbindung von ausmanganhart- stahlguss bestehenden herzstuecken mit aus kohlenstoffstahl bestehenden schienen |
| DE2922406C2 (de) * | 1979-06-01 | 1986-01-09 | BWG Butzbacher Weichenbau GmbH, 6308 Butzbach | Herzstückspitzenblock für Weichen und Kreuzungen |
| US4824055A (en) * | 1987-02-02 | 1989-04-25 | Nortrak Limited | Railroad FROG |
-
1989
- 1989-09-22 HU HU894974A patent/HU205975B/hu not_active IP Right Cessation
- 1989-10-02 DD DD89333239A patent/DD289568A5/de not_active IP Right Cessation
- 1989-10-03 EP EP19890890258 patent/EP0363349A3/de not_active Withdrawn
- 1989-10-03 PT PT91886A patent/PT91886A/pt unknown
- 1989-10-03 CA CA002000106A patent/CA2000106A1/en not_active Abandoned
- 1989-10-03 FI FI894686A patent/FI894686A7/fi not_active Application Discontinuation
- 1989-10-03 NO NO89893940A patent/NO893940L/no unknown
- 1989-10-04 SK SK5643-89A patent/SK279283B6/sk unknown
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5101747A (en) * | 1989-12-19 | 1992-04-07 | Gerber Garment Technology, Inc. | Apparatus and method for separating pattern pieces from waste material |
| KR100776202B1 (ko) | 2006-10-18 | 2007-11-16 | 삼표이앤씨 주식회사 | 분기기용 망간크로싱 및 그 제조방법 |
| CN103061212A (zh) * | 2012-12-31 | 2013-04-24 | 中铁宝桥集团有限公司 | 固定型高锰钢整铸辙叉新型结构 |
| CN103061212B (zh) * | 2012-12-31 | 2016-03-02 | 中铁宝桥集团有限公司 | 固定型高锰钢整铸辙叉新型结构 |
| CN103643599A (zh) * | 2013-12-23 | 2014-03-19 | 安徽华星消防设备(集团)有限公司 | 高锰钢辙叉 |
| EP3507419A4 (de) * | 2016-07-21 | 2020-06-03 | DT- Vyhybkárna A Strojirna, A.S. | Herzstück mit getrimmtem giessen eines monoblocks |
| AU2017300466B2 (en) * | 2016-07-21 | 2022-08-25 | DT - Výhybkárna a strojírna, a.s. | Frog with trimmed casting of a mono-block |
| CN108103855A (zh) * | 2018-01-05 | 2018-06-01 | 龙运生 | 一种固定型合金钢组合辙叉 |
| DE102022109744A1 (de) | 2021-04-26 | 2022-10-27 | Deutsche Bahn Aktiengesellschaft | Herzstück einer schienenweiche |
| CN115162063A (zh) * | 2022-06-21 | 2022-10-11 | 中铁山桥集团有限公司 | 铁路道岔用间隔铁及其制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| NO893940L (no) | 1990-04-05 |
| EP0363349A3 (de) | 1991-04-10 |
| HU205975B (en) | 1992-07-28 |
| PT91886A (pt) | 1990-04-30 |
| SK564389A3 (en) | 1998-09-09 |
| FI894686L (fi) | 1990-04-05 |
| CA2000106A1 (en) | 1990-04-04 |
| DD289568A5 (de) | 1991-05-02 |
| SK279283B6 (sk) | 1998-09-09 |
| FI894686A0 (fi) | 1989-10-03 |
| HUT54745A (en) | 1991-03-28 |
| FI894686A7 (fi) | 1990-04-05 |
| NO893940D0 (no) | 1989-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0343150B1 (de) | Weiche mit einem Herzstück mit beweglicher Haupt- und Beispitze | |
| DE3339442C1 (de) | Herzstueck fuer Weichen oder Kreuzungen und Verfahren zur Herstellung eines solchen Herzstueckes | |
| DE3304783C2 (de) | ||
| EP0363349A2 (de) | Herzstück mit Herzspitze aus gegossenem Hartmanganstahl | |
| DE19920858C2 (de) | Oberbau-Zungenvorrichtung | |
| AT405657B (de) | Vorrichtung zum festlegen von radlenkern | |
| DE2429547A1 (de) | Drehgestelle fuer eisenbahnwagen und verfahren zu ihrer herstellung | |
| AT403386B (de) | Gleis | |
| DE2817768C3 (de) | Geländer oder dergleichen | |
| DE2616058A1 (de) | Blechprofil | |
| DE1048938B (de) | Federzungenvorrichtung, insbesondere fuer Rillenschienenweichen, in Blockkonstruktion | |
| DE8105454U1 (de) | "herzstueck" | |
| DE3017048C2 (de) | Fugenüberbrückungsvorrichtung für Dehnfugen in Brücken o.dgl. | |
| DE4412005A1 (de) | Maschinenteil | |
| DE1953959A1 (de) | Herzstueck mit vorzugsweise im Gesenk geschlagener Herzstueckspitze | |
| EP0167106A2 (de) | Hohldübel für den Eisenbahnbau | |
| EP2045394A1 (de) | Rillenschienenkreutzungsbereich | |
| DE3238272C2 (de) | Gewölbte Profilplatte, insbesondere Walzprofilblech | |
| DE3203585C2 (de) | Schalung für eine Unterzüge aufweisende Betondecke | |
| DE2427780C3 (de) | Stahldraht zum Herstellen von Stahlwolle | |
| DE2804378A1 (de) | Flanschverbindung zwischen einer fahrzeugachse und den laengsholmen eines fahrgestelles | |
| DE19928365C2 (de) | Grundplatte für Maschinen und Anlagen | |
| DE2648565C3 (de) | Lenkgetriebe | |
| DE2429921C3 (de) | Herzstück | |
| WO1998049425A1 (de) | Verfahren zum herstellen eines tunnelbauwerks unter einem bestehenden bauwerk |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19911011 |