EP0308904A2 - Mehrschichtige als Druckstock verwendbare Ausweiskarte und Verfahren zu deren Herstellung - Google Patents
Mehrschichtige als Druckstock verwendbare Ausweiskarte und Verfahren zu deren Herstellung Download PDFInfo
- Publication number
- EP0308904A2 EP0308904A2 EP88115505A EP88115505A EP0308904A2 EP 0308904 A2 EP0308904 A2 EP 0308904A2 EP 88115505 A EP88115505 A EP 88115505A EP 88115505 A EP88115505 A EP 88115505A EP 0308904 A2 EP0308904 A2 EP 0308904A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- card
- characters
- plateaus
- plateau
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 42
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000000463 material Substances 0.000 claims abstract description 30
- 239000004033 plastic Substances 0.000 claims abstract description 25
- 229920003023 plastic Polymers 0.000 claims abstract description 25
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 18
- 238000007639 printing Methods 0.000 claims abstract description 12
- 238000004049 embossing Methods 0.000 claims description 33
- 239000013039 cover film Substances 0.000 claims description 20
- 230000005684 electric field Effects 0.000 claims description 5
- 230000000007 visual effect Effects 0.000 claims description 4
- 238000010521 absorption reaction Methods 0.000 claims description 2
- 230000005855 radiation Effects 0.000 claims 1
- 230000000630 rising effect Effects 0.000 claims 1
- 230000003595 spectral effect Effects 0.000 claims 1
- 239000004417 polycarbonate Substances 0.000 abstract description 2
- 229920000515 polycarbonate Polymers 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 24
- 239000010408 film Substances 0.000 description 14
- 230000000694 effects Effects 0.000 description 6
- 239000004604 Blowing Agent Substances 0.000 description 5
- 238000002845 discoloration Methods 0.000 description 5
- 238000004040 coloring Methods 0.000 description 4
- 239000012792 core layer Substances 0.000 description 4
- 238000005187 foaming Methods 0.000 description 4
- 238000010330 laser marking Methods 0.000 description 4
- 238000002372 labelling Methods 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 235000010678 Paulownia tomentosa Nutrition 0.000 description 2
- 240000002834 Paulownia tomentosa Species 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000002427 irreversible effect Effects 0.000 description 2
- 239000003380 propellant Substances 0.000 description 2
- 239000011265 semifinished product Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 238000013475 authorization Methods 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000005562 fading Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000000256 polyoxyethylene sorbitan monolaurate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000010076 replication Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/41—Marking using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/425—Marking by deformation, e.g. embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/23—Identity cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/43—Marking by removal of material
- B42D25/435—Marking by removal of material using electromagnetic radiation, e.g. laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/267—Marking of plastic artifacts, e.g. with laser
-
- B42D2033/08—
-
- B42D2035/50—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/324—Reliefs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S283/00—Printed matter
- Y10S283/904—Credit card
Definitions
- the invention relates to a multilayer identification card with at least one card surface made of plastic, which in some areas has characters or symbols in a relief structure that can be used as a printing block, and to a method for producing such identification cards.
- ID cards in the form of credit cards, bank cards, cash payment cards, authorization cards or the like are used in a wide variety of areas, such as. B. include cashless payments, access control systems and a wide variety of service systems. These ID cards generally have data related to the cardholder, which are applied in the so-called personalization process. A common form of the possible representation of these characters is the embossing, in which the user-related data are embossed in relief from the back of the ID card to the front of the card. To make the individual characters more visible, they are additionally colored in their apex areas.
- this form of personalization is used more widely, particularly in the case of credit cards, since the character set which can be used as a printing block allows the data to be transferred easily from the card to the current payment slip. So-called imprinters are used, in which the card and the payment slip are inserted.
- the user data is transferred to the payment document via a mechanical embossing process using carbon or carbon paper (DE-PS 20 18 927).
- An internationally defined standard determines, among other things, the location of the embossed data on the ID card, its shape and its relief height (ISO standards 7811/1 and 7811/3).
- the embossed data appear only on a card surface.
- the personalization data are embossed in metal plates and transferred to the card surface when the ID card is laminated.
- the card material softens and flows into the depressions in the metal plate without leaving a negative relief on the back. This creates an embossing in which the characters can no longer be embossed.
- this method is much more complex than the usual embossing method, since a metal plate with the correspondingly engraved personalization data must be produced for each card and this personalization process is a process step that cannot be separated from the card production.
- DE-OS 32 13 315 Only through DE-OS 32 13 315 was an identification card and a method for producing the same presented, with which identification cards can not only be provided in a simple form with characters that can be used as a printing block, but in which these characters are also available in a particularly forgery-proof form .
- a laser beam is preferably used for this purpose, which generates the heat necessary for triggering the foaming process or activating the blowing agents in this foamable plastic material.
- this foaming process can be carried out in a targeted manner in order to produce the characters in accordance with the standards with regard to their dimensions and their relief height.
- this foaming can be associated with discoloration of the plastic material, so that the previously necessary coloring process is unnecessary. Since the discoloration takes place in the plastic material itself and is also irreversible, it is forgery-proof and resistant to abrasion.
- the invention is therefore based on the object, while maintaining the simple, but particularly forgery-proof, individual labeling option given by the laser method, to provide an identification card which can be equipped with a standard embossed character set even without the use of special foamable foils.
- the invention is based on the idea of using the "natural foamability" of plastic materials generally used in identity cards, such as PVC and polycarbonate, which can be caused by laser action, in order to achieve a relief height sufficient for a clear imprint of the characters and the total height of the embossing characters required according to the standard to be realized above the rest of the card surface by an additional deformation of the card body in the area of the embossed character.
- plastic material such as. B. PVC
- this increase in volume caused by the gas bubbles is now used in a targeted manner to generate characters which are not only apparent in color but also in their relief height in relation to the surroundings.
- plastic material such as. B. PVC
- Appropriate optimization of the material and process parameters can therefore be used to generate characters in a relief height sufficient for an impression, the surface in the character area being influenced only imperceptibly and, in particular, still being completely self-contained is.
- the last-mentioned characteristic is of particular importance for the quality of the later reprint of the data. Only at very high intensities does the formation of the gas bubbles lead to bursting in the cover film, as is known from the aforementioned DE-PS.
- the effective maximum height of the sign in relation to its immediate surroundings does not necessarily have to be the 0.46 mm specified by the standard.
- a relief height of approximately 100 ⁇ is already sufficient for a mechanical impression of relief signs.
- This relief height is now achieved according to the invention with the abovementioned laser inscription, preferably by means of a corresponding increase in volume in the transparent cover film of the identification card, while the relief height (360 über) above the card surface required to meet the standard is generated by deforming the card to form plateaus becomes.
- a double-layer transparent cover film is preferably used for the identification card according to the invention, a plastic material being used for the outer layer, which is somewhat less sensitive to the laser effect. This ensures that the outer film softens, but the formation of bubbles is somewhat less than in the more sensitive inner film. The outer film can then evade the inner pressure resulting from the formation of bubbles, itself also contributes to the increase in volume, but is subjected to a somewhat less thermal load in view of a good surface quality.
- the plateaus on which these characters are formed by means of laser can certainly cover a larger area, e.g. B. the area of one or more lines of characters or they can also be composed of a plurality of smaller plateaus, each of which can only accommodate one character.
- plateau formation e.g. B. a mechanical embossing, thermal embossing or embossing the card material while softening the material by means of a high-frequency alternating electromagnetic field.
- the latter method has the advantage that, by appropriately designing the electrodes which simultaneously form the embossing stamp, the card only has to be thermally stressed in the areas which are actually to be deformed. As will be shown later, this fact can also be used to be able to carry out the plateau formation after the laser marking.
- An important advantage of the present invention is that the usual materials known from card production can be used for the construction of the card, only the layer thicknesses required to achieve a sufficient relief height being observed.
- the card manufacturing and personalization processes are also two completely independent process stages. Personalization can thus represent the last step in the production of ID cards.
- the main advantages of this circumstance include: B. that in the card manufacturing "scrap cards" can be discarded before the personalization process or already personalized cards are no longer endangered by subsequent manufacturing steps.
- the relief structures achieved by the natural "foamability" of the plastic material also have sufficient strength, which is necessary for the frequent later use in the above-mentioned imprinters for printing the user-related data.
- the proposed card structure with the transparent double-layer cover film also allows other authenticity features, such as. B. the "laser tilt image” known from DE-OS 36 34 865 or the “parallax image” known from DE-OS 36 34 857 by laser.
- a font without a relief structure can also be generated, the intensity and the scanning speed of the laser beam having to be controlled accordingly in a manner to be explained later.
- a font with a relief structure would have a negative impact on the readability of the magnetic data, since transport rollers arranged in this area impair the smooth card transport.
- an identity card 1 and 2 show an identity card 1, such as. B. a credit card with the information content typical for them. This is e.g. B. the specification of the issuing credit institution 2, the z. B. be applied by printing to the card ticker. Furthermore, the card has an authenticity feature 3, such as. B. a hologram embedded or glued into the cover film.
- the areas 4a and 4b of the card are reserved according to the international standard for the embossed characters 5, which are usually introduced in the area 4b in three or four lines (for the sake of simplicity, only one line is shown in the drawing). These characters are created after the card has been made. H. after welding the individual card layers, stamped in a corresponding embossing press. For better visual visibility, the characters are then displayed in their raised areas, i.e. in the crown areas 6, colored.
- FIG. 2 shows the map in a sectional view with a two-layer structure shown here by way of example.
- An opaque card core 7 carries z. B. one or both sides of a printed image 8 and in the back of a magnetic strip 9 is embedded.
- an electrical circuit (not shown in the figure) can be embedded in a cutout in the card core.
- the embossed characters 5 were introduced by pressing them in from the back and correspondingly deforming the card body, the card being deformed to such an extent that the apex regions 6 reach a height H of approximately 0.45 mm above the card surface.
- the identification card is also embossed, but in this embossing it is not the characters themselves that are introduced, but rather only partial areas 21a, b, into which the embossed characters are to be introduced, raised by a uniform 1/4 0.35 mm above the card surface.
- Areas marked 21a and 21b are hereinafter referred to as plateaus. You can e.g. B. have the size of a line or a multi-line field. These plateaus now serve to achieve the effective relief height of the embossed characters of 0.46 mm as required by the standard.
- Fig. 4 shows the semi-finished product 20 of the identity card in the sectional view.
- the card according to the invention has a three-layer structure. These three layers 22-24 are the opaque core layer 22 and a two-layer transparent cover layer 23, 24.
- the core layer can, as already mentioned above, be provided on one or both sides with printed images 25, 26 and also carry other security features, such as, for. B. a security thread, watermark-like effects or other features that serve to protect against forgery of the card structure.
- This opaque core layer 22 is covered on one side by a one-layer, but preferably two-layer transparent cover film which is matched to the laser inscription in terms of the choice of material.
- the two-layer cover film consists of two transparent PVC layers 23, 24, which have an improved absorption compared to the laser beam to have ability. Such films are such. B. from the previously mentioned documents DE-PS 31 51 407 and DE-OS 36 34 857 known.
- a film is selected which is more sensitive to the laser beam than the outer cover film 24.
- This card can be completely finished, ie printed, laminated and embossed, so that the necessary data only have to be added as a last step in the context of personalization.
- the back of the card can also be covered with a transparent cover film, equipped with a magnetic strip and / or an integrated circuit.
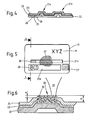
- the data which can be introduced by means of a laser are introduced into the card, the embossing marks 28 being recorded in the plateau region 21 (FIGS. 5, 6).
- the laser beam 29 is guided correspondingly over these plateaus 21a, b of the card 19 to form the characters, the recording parameters such as intensity, scanning speed, pulse frequency etc. being selected such that the greatest possible formation of bubbles 30 results with simultaneous softening of the film, without causing sharp bursts and pronounced crater formation in the surface area.
- a so-called gray wedge can be recorded in a trial run, on the basis of which the optimal laser parameters can then be determined empirically.
- a layer thickness of 100 to 150 150 is preferably selected for the inner cover film 23 and a thickness of 150 to 200 ⁇ for the outer cover film 24.
- This in total Together with 250 to 350 ⁇ thick transparent cover film can be expanded to a thickness of 350 or 450 ⁇ by appropriate laser exposure. Because of the local limitation of the "foaming" area, an increase in volume of approximately 30% is reflected directly in a corresponding change in thickness.
- This expansion (a) of approx. 100 ⁇ achieved by the laser effect together with the plateau formation (1 ⁇ 4 0.36 mm) created by the mechanical embossing results in the height H of 0.46 mm above the remaining card surface required for the standard. Attempts to use this card as a printing block in common imprinter devices showed excellent print quality.
- the relief formation can be additionally optimized by means of an appropriate laser beam guidance.
- the laser operated in pulse mode is guided over the card surface in such a way that the successive pulses overlap locally.
- the effect of the laser beam on the material is thus increased with the intensity remaining the same, since the following pulse strikes partially blackened and thus more absorbent material.
- the same card structure also allows the identification card to be labeled without simultaneously creating a relief. It is important to ensure that the intensity of the laser beam is reduced in such a way that the recording is preferably carried out without overlapping the individual laser pulses, that - as is known from DE-OS 36 34 857 - only a blackening in the more sensitive inner cover layer and essentially there are no visible bubbles.
- This labeling method is particularly suitable for labeling the area of the card in which the magnetic stripe is located on the back, since here a surface that is smooth on both sides is necessary for scanning the magnetic stripe. Usually concerns this is the information provided by the institute 31.
- the data is preferably recorded by scanning the card surface in accordance with a dot or line matrix, in which the laser beam is guided line by line over the card and the character is generated by correspondingly fading the laser beam on and off at the corresponding matrix points.
- a dot or line matrix in which the laser beam is guided line by line over the card and the character is generated by correspondingly fading the laser beam on and off at the corresponding matrix points.
- the card 19 shown in FIG. 5 also has a visually verifiable authenticity feature 27, which is also generated with a laser and whose appearance can change depending on the viewing angle.
- authenticity features are known from the documents, DE-PS 36 34 865 and DE-OS 36 34 857, the disclosure of which reference is made here. It is precisely here that the versatility of laser marking can be seen, which allows data with both the same relief and relief and corresponding visual authenticity features to be created with the same card structure by simply changing the laser control or intensity, possibly combined with a partial embossing (plateau, lens grid) Insert card.
- Fig. 7 shows a further embodiment, in which the plateau 21 each has only the size of a character 28 and a plurality of plateaus placed next to each other are embossed on the card. If technically justifiable, the number of individual fields can also be adapted to the respective number of characters required for the card-specific lettering.
- the individual plateaus or the large-area plateaus shown in the aforementioned examples can be achieved in a variety of ways.
- An embossing method is preferred in which the plastic material of the card 41 (FIG. 8) is softened by the action of a high-frequency electrical field and is deformed by appropriate embossing molds.
- the embossing molds can be electrodes 40a, b for the alternating electrical field.
- the processing of PVC with the help of high-frequency alternating electrical fields is e.g. B. known from the general literature.
- This deformation technique has the advantage that the card is only thermally stressed in the areas to be effectively deformed. Furthermore, this deformation is difficult to recover, since, in contrast to the mechanical cold deformation, this is a deformation "without memory”.
- the HF deformation also allows the plateaus to be formed even after the laser marking has been formed.
- the embossing stamp 40a has a cutout 42 in the card area which carries the already lasered relief data 43, so that the mechanical effect of the embossing stamps is concentrated only on the edge regions of the plateau to be formed.
- the lasered relief data therefore remain undamaged during the embossing process and this allows the embossing to be carried out even after the laser inscription.
- This solution thus has the further advantage that in the case of laser marking, in which the cards are automatically separated, transported and stacked, it is possible to work with flat cards.
- the embossing dies used in the above-mentioned deformation techniques can additionally have a relief in their surface, whereby an embossing pattern (32, FIG. 5) is embossed into the card surface at the same time as the plateau is formed.
- This embossing pattern can e.g. B. represent a micro relief, texturing, a sequence of characters, logos or similar symbols.
- the map thus contains a further feature that makes replication or change considerably more difficult, especially if a self-contained pattern runs over the entire plateau area and is only interrupted by the lasered relief symbols.
- the multilayer card body 50 is provided with an additional film piece 51 in order to form the plateaus in the embossed area.
- This embedded between core and cover sheet 53 or 54 piece of film 51 can, for. B. be a film of the same transparent material as the inner cover film layer of the embodiment shown in Fig. 4 or 6. This increases the thickness of the map by about 0.3 to 0.4 mm in the required range.
- the characters with the relief structure are then formed by means of, as already described above a laser beam, the volume being increased by the formation of bubbles combined with a simultaneous discoloration in these transparent layers.
- This additional piece of film 51 can, however, also be glued to the outer surface of the finished card or welded onto the card.
- the two-layer cover film structure shown in FIG. 4 is recommended as the material for this additional film.
- the intensity of the laser beam can be controlled in such a way that the card core is at least blackened in its surface and the user data can also be recognized on the card core layer.
- the plateau formation by means of an additional piece of film has the advantage that the back of the card remains completely flat and thus a printed image on the back of the card is not disturbed by impressions. In addition, the plateaus gain stability due to this flat back of the card.
- the support surface for the card in the imprinter devices could be provided with support elements which engage in the cavities on the back of the card and the plateaus during printing support the process.
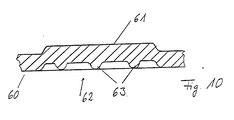
- the embossing dies or laminating plates in the plateau area on the back of the card are additionally provided with depressions in the form of bores, channels, etc., into which the softened card material can flow during the formation of the plateau.
- FIG. 10 schematically shows such a card 60 with a plateau-like elevation 61 on the front of the card, which is supported on the back by a support profile 62 in the form of support rails 63 which run through the negative structure.
Landscapes
- Manufacturing & Machinery (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Optics & Photonics (AREA)
- Credit Cards Or The Like (AREA)
- Medicines Containing Plant Substances (AREA)
- Saccharide Compounds (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Detergent Compositions (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Laminated Bodies (AREA)
Abstract
Description
- Die Erfindung betrifft eine mehrschichtige Ausweiskarte mit wenigstens einer Kartenoberfläche aus Kunststoff, die in einem Teilbereich Schriftzeichen bzw. Symbole in einer als Druckstock verwendbaren Reliefstruktur aufweist sowie ein Verfahren zur Herstellung derartiger Ausweiskarten.
- Ausweiskarten in Form von Kreditkarten, Bankkarten, Barzahlungskarten, Berechtigungskarten oder dergleichen werden in den verschiedensten Gebieten eingesetzt, zu denen z. B. der bargeldlose Zahlungsverkehr, Zugangskontrollsysteme und verschiedenste Dienstleistungssysteme gehoren. Diese Ausweiskarten weisen in der Regel auf den Karteninhaber bezogene Daten auf, die beim sogenannten Personalisierungsvorgang aufgebracht werden. Eine verbreitete Form der möglichen Darstellung dieser Zeichen ist die Hochprägung, bei der die benutzerbezogenen Daten von der Ausweiskartenrückseite zur Kartenvorderseite hin reliefformig durchgeprägt werden. Zur besseren Sichtbarmachung der einzelnen Schriftzeichen werden diese in ihren Scheitelbereichen zusätzlich noch eingefärbt.
- Diese kostenmäßig vorteilhafte Form der Personalisierung hat aber den Nachteil, daß die benutzerbezogenen Daten relativ ungeschützt Fälschungsversuchen ausgesetzt sind. Da es sich bei den Kartenmaterialien in der Regel um Thermoplaste, insbesondere PVC, handelt, können die geprägten Daten bei derartigen Manipulationen relativ leicht wieder niedergebügelt bzw. rückgeprägt und die Karten mit anderen Daten wieder neu geprägt werden. Die ursprüngliche Einfärbung kann ohne große Schwierigkeiten mit im Handel erhältlichen Lösungsmitteln entfernt und eine gefälschte Karte mit verändertem Datensatz wieder neu eingefärbt werden. Außerdem zeigt sich, daß diese Einfärbung bereits im täglichen Gebrauch mit der Zeit abgerieben wird. Damit ist nicht nur die Fälschung leichter möglich, sondern auch die Lesbarkeit der Daten häufig stark eingeschränkt.
- Trotz dieser erheblichen Nachteile findet diese Personalisierungsform doch eine breitere Anwendung, insbesondere bei Kreditkarten, da der als Druckstock verwendbare Zeichensatz die einfache Übertragung der Daten von der Karte auf den aktuellen Zahlungsbeleg gestattet. Dabei werden sogenannte Imprinter verwendet, in die die Karte und der Zahlungsbeleg eingelegt werden. Über einen mechanischen Prägevorgang werden unter Verwendung von Kohle- bzw. Durchschlagpapier die Benutzerdaten auf den Zahlungsbeleg übertragen werden (DE-PS 20 18 927). Eine international festgelegte Norm bestimmt unter anderem die Lage der Hochprägedaten auf der Ausweiskarte sowie deren Gestalt und deren Reliefhöhe (ISO-Norm 7811/1 und 7811/3).
- Insbesondere wegen der hohen Fälschungsgefahr dieser geprägten Daten wurden bereits Vorschläge gemacht, wie durch zusätzliche Maßnahmen die aufgeprägten Zeichen gegen Veränderungen geschützt werden können (DE-PS 32 48 784, DE-PS 33 14 327).
- Andere Entwicklungen versuchten, durch andere Verfahrenstechniken Zeichen herzustellen, die ebenfalls als Druckstock verwendbar sind, aber nicht in der einfachen Form gefälscht werden können.
- So ist z.B. aus der DE-OS 22 23 290 ein Verfahren bekannt, bei dem die geprägten Daten nur auf einer Kartenoberfläche in Erscheinung treten. Bei diesem Verfahren werden die Personalisierungsdaten in Metallplatten eingeprägt und bei der Kaschierung der Ausweiskarte in die Kartenoberfläche übertragen. Während des Kaschiervorgangs erweicht das Kartenmaterial und fließt in die Vertiefungen der Metallplatte ein, ohne auf der Rückseite ein Negativrelief zu hinterlassen. Auf diese Weise entsteht eine Hochprägung, bei der eine Rückprägung der Zeichen nicht mehr möglich ist.
- Dieses Verfahren ist aber wesentlich aufwendiger als das übliche Prägeverfahren, da für jede Karte eine Metallplatte mit den entsprechend eingravierten Personalisierungsdaten hergestellt werden muß und dieser Personalisierungsvorgang ein von der Kartenfertigung nicht trennbarer Verfahrensschritt ist.
- Erst durch die DE-OS 32 13 315 wurde eine Ausweiskarte und ein Verfahren zur Herstellung derselben vorgestellt, mit dem Ausweiskarten nicht nur in einfacher Form mit als Druckstock verwendbaren Zeichen versehen werden können, sondern bei dem diese Zeichen auch noch in einer besonders fälschungssicheren Form vorliegen. Das dort vorgestellte Verfahren schlägt vor, die Ausweiskarte mit einer aufschäumbaren entsprechende Treibmittel enthaltenden Kunststoffschicht zu versehen. Diese Schicht wird dann gezielt lokal zur Ausbildung der gewünschten Zeichen in Reliefstruktur aufgeschäumt. Vorzugsweise wird hierzu ein Laserstrahl verwendet, der in diesem aufschäumbaren Kunststoffmaterial die für die Auslösung des Aufschäumprozesses bzw. Aktivierung der Treibmittel notwendige Wärme erzeugt. Durch entsprechende Wahl des Kunststoffmaterials, des Treibmittels und der Laserparameter wie Intensität etc. kann dieser Aufschäumprozeß gezielt durchgeführt werden, um die Zeichen normgerecht bezüglich ihrer Abmaße und ihrer Reliefhöhe zu erzeugen. Gleichzeitig kann diese Aufschäumung mit einer Verfärbung des Kunststoffmaterials verbunden sein, so daß sich der vormals noch notwendige Einfärbungsprozeß erübrigt. Da die Verfärbung in dem Kunststoffmaterial selbst erfolgt und zudem irreversibel ist, ist sie fälschungssicher und gegen Abrieb beständig.
- Um die von der Norm verlangte Reliefhöhe von 0,48 bzw. 0,46 mm über der Kartenoberfläche zu erreichen (ISO-Norm 7811/1), ist der Einsatz spezieller Kunststoffolien, die mit den entsprechenden Treibmitteln versetzt sind, not wendig. Obwohl hierfür geeignete Kunststoffe und Treibmittel bekannt sind, kann die Notwendigkeit des Einbaus derartiger Kunststoffschichten in einigen Fallen dazu führen, daß bestimmte, aus anderen Gründen geforderte, Kartenaufbauten nicht realisierbar sind oder z. B. die erwünschte Transparenz aufgrund eventueller Eigenfarbe der Treibmittel nicht erreicht wird.
- Der Erfindung liegt daher die Aufgabe zugrunde, unter Beibehaltung der, insbesondere durch das Laserverfahren gegebenen einfachen, aber fälschungssicheren, individuellen Beschriftungsmöglichkeit, eine Ausweiskarte zu schaffen, die auch ohne den Einsatz spezieller schäumbarer Folien mit einem normgerechten Prägezeichensatz ausgestattet werden kann.
- Diese Aufgabe wird durch im Patentanspruch 1 angegebenen Merkmale gelöst.
- Die Erfindung geht von der Idee aus, die durch Lasereinwirkung hervorrufbare "natürliche Aufschäumbarkeit" von bei Ausweiskarten allgemein verwendeten Kunststoffmaterialien wie PVC und Polycarbonat zu nutzen, um eine für einen eindeutigen Abdruck der Schriftzeichen ausreichende Reliefhöhe zu erreichen und die gemäß der Norm geforderte Gesamthöhe der Prägezeichen über der restlichen Kartenoberfläche durch eine zusätzliche Verformung des Kartenkörpers im Prägezeichenbereich zu realisieren.
- Wie aus der DE-PS 31 51 407 bekannt, entstehen bei der Einwirkung eines Laserstrahls mit entsprechender Intensität in einem für den Laserstrahl empfindlichen bzw. sensibilisierten Kunststoffmaterial Gasbläschen und feine schwarze Punkte, die nicht nur eine Verfärbung des Materials, sondern auch eine Volumenvergrößerung des Kunststoffmaterials zur Folge haben (dieser Nebeneffekt blieb in der genannten Druckschrift unberücksichtigt).
- Bei der vorliegenden Erfindung wird nun diese durch die Gasbläschen entstehende Volumenvergrößerung gezielt genutzt, um Schriftzeichen zu erzeugen, die sich nicht nur in der Farbe, sondern auch in ihrer Reliefhöhe gegenüber der Umgebung abzeichnen. Wie Versuche zeigten, kann Kunststoffmaterial, wie z. B. PVC, durch Einwirkung eines Laserstrahls auch ohne zusätzliche Treibmittel um 30 % und mehr seines Volumens vergrößert werden und zwar ohne daß die Folie in diesen Bereichen wesentlich an Festigkeit verliert.
- Durch entsprechende Optimierung der Material- und Verfahrensparameter (Kunststoffmaterial, Schichtaufbau, Schichtdicke, Laserintensität, Strahlführung etc.) lassen sich daher Zeichen in einer für einen Abdruck ausreichenden Reliefhöhe erzeugen, wobei die Oberfläche im Zeichenbereich nur unmerklich beeinflußt wird und insbesondere noch in sich völlig geschlossen ist. Gerade das letztgenannte Merkmal ist für die Qualität des späteren Abdrucks der Daten von Bedeutung. Erst bei sehr hohen Intensitäten führt die Bildung der Gasbläschen zu Aufplatzern in der Deckfolie, wie aus der vorgenannten DE-PS bekannt.
- Es ist hier anzumerken, daß - um einen guten Abdruck der Reliefzeichen zu erreichen - die effektive maximale Höhe des Zeichens gegenüber seiner direkten Umgebung nicht unbedingt die durch die Norm festgelegten 0,46 mm aufweisen muß. Für einen mechanischen Abdruck von Reliefzeichen ist im Prinzip eine Reliefhöhe von ungefähr 100 Ì bereits vollständig ausreichend. Diese Reliefhöhe wird nun erfindungsgemäß mit der obengenannten Laserbeschriftung, vorzugsweise durch eine entsprechende Volumenvergrößerung in der transparenten Deckfolie der Ausweiskarte erreicht, während die für die Erfüllung der Norm noch fehlende Reliefhöhe (360 Ì) über der Kartenoberfläche durch Verformung der Karte unter Bildung von Plateaus erzeugt wird.
- Vorzugsweise wird für die erfindungsgemäße Ausweiskarte eine doppelschichtige transparente Deckfolie verwendet, wobei für die äußere Schicht ein Kunststoffmaterial verwendet wird, das etwas weniger empfindlich auf die Lasereinwirkung reagiert. Damit wird erreicht, daß die äußere Folie erweicht, die Bläschenbildung aber etwas geringer ist als in der empfindlicheren inneren Folie. Die äußere Folie kann dann dem inneren, durch die Bläschenbildung entstehenden Druck ausweichen, trägt selbst ebenfalls zur Volumenvergrößerung bei, wird aber im Hinblick auf eine gute Oberflächenqualität etwas weniger stark thermisch belastet.
- Die Plateaus, auf dem diese Zeichen mittels Laser ausgebildet werden, können durchaus eine größere Fläche umfassen, z. B. die Fläche einer oder mehrerer Schriftzeichenzeilen oder sie können sich auch aus Mehrzahl kleinerer Plateaus zusammensetzen, die jeweils nur einem Zeichen Platz bieten.
- Für die Plateaubildung stehen verschiedene Verfahren zur Verfügung, z. B. ein mechanisches Prägen, thermisches Prägen oder eine Prägung des Kartenmaterials unter gleichzeitiger Erweichung des Materials mittels eines hochfrequenten elektromagnetischen Wechselfeldes. Letzteres Verfahren hat den Vorteil, daß durch entsprechende Ausbildung der Elektroden, die gleichzeitig den Prägestempel bilden, die Karte nur in den tatsächlich zu verformenden Bereichen thermisch belastet werden muß. Wie später noch gezeigt, kann dieser Umstand auch dazu genutzt werden, die Plateaubildung im Anschluß an die Laserbeschriftung durchführen zu können.
- Ein wesentlicher Vorteil der vorliegenden Erfindung ist, daß die üblichen aus der Kartenfertigung bekannten Materialien für den Aufbau der Karte verwendet werden können, wobei lediglich die zum Erreichen einer ausreichenden Reliefhöhe erforderlichen Schichtdicken zu beachten sind.
- Des weiteren sind auch die so eingebrachten Zeichen des Kunststoffmaterials extrem verfälschungssicher, da sowohl die Volumenvergrößerung als auch die gleichzeitige Verfärbung (Schwärzung), die bis in den opaken Kartenkern reichen kann, irreversible Veränderungen des Kunststoffmaterials sind. Derartige einmal erzeugte Zeichen sind weder chemisch noch mechanisch rückbildbar.
- Der Kartenfertigungs- und der Personalisierungsvorgang sind zudem zwei völlig voneinander unabhängige Verfahrensstadien. Die Personalisierung kann damit den letzten Arbeitsgang in der Herstellung der Ausweiskarten darstellen. Wesentliche Vorteile dieses Umstands ist z. B., daß in der Kartenfabrikation anfallende "Ausschußkarten" bereits vor dem Personalisierungsvorgang ausgesondert werden können bzw. bereits personalisierte Karten nicht mehr durch nachträgliche Fertigungsschritte gefährdet werden.
- Die durch die natürliche "Schaumfähigkeit" des Kunststoffmaterials erreichten Reliefstrukturen weisen außerdem auch eine ausreichende Festigkeit auf, die für die häufige spätere Benutzung in den eingangs erwähnten Imprintern zum Abdruck der benutzerbezogenen Daten notwendig ist.
- Der vorgeschlagene Kartenaufbau mit der transparenten doppelschichtigen Deckfolie gestattet es außerdem, auch weitere Echtheitsmerkmale, wie z. B. das aus der DE-OS 36 34 865 bekannte "Laserkippbild" bzw. das aus der DE-OS 36 34 857 bekannte "Parallaxenbild" mittels Laser einzubringen.
- Des weiteren kann neben der Schrift mit der Reliefstruktur auch eine Schrift ohne Reliefstruktur erzeugt werden, wobei der Laserstrahl in seiner Intensität und in der Abtastgeschwindigkeit entsprechend in später noch zu erläuternder Weise gesteuert werden muß. Damit ist eine Beschriftung der Ausweiskarte auch z. B. in dem Bereich möglich, in dem normalerweise rückseitig der Magnetstreifen angeordnet ist. Eine Schrift mit einer Reliefstruktur würde sich hier negativ auf die Ablesefähigkeit der Magnetdaten auswirken, da in diesem Bereich angeordnete Transportrollen den ruhigen Kartentransport beeinträchtigen.
- Weitere Vorteile und Weiterbildungen der Erfindung sind den Unteransprüchen und den folgenden Ausführungsbeispielen zu entnehmen, die anhand der Zeichnungen näher erläutert werden. Es zeigen:
- Fig. 1 eine nach einem bekannten Verfahren mit Prägezeichen versehene Ausweiskarte in der Aufsicht,
- Fig. 2 dieselbe Karte in einer Schnittansicht,
- Fig. 3 eine erfindungsgemäße Ausweiskarte vor der Personalisierung,
- Fig. 4 dieselbe Karte in einer Schnittansicht,
- Fig. 5 eine erfindungsgemäße Ausweiskarte nach der Personalisierung,
- Fig. 6 dieselbe Karte in einer Schnittansicht,
- Fig. 7, 9, 10 weitere Ausführungsformen,
- Fig. 8 einen Ausschnitt aus der Prägevorrich tung.
- Die Fig. 1 und 2 zeigen eine Ausweiskarte 1, wie z. B. eine Kreditkarte, mit dem für sie typischen Informationsinhalt. Dies ist z. B. die Angabe des ausgebenden Kreditinstituts 2, die z. B. drucktechnisch auf das Karteninlett aufgebracht werden. Des weiteren weist die Karte ein Echtheitsmerkmal 3, wie z. B. ein in die Deckfolie eingebettetes oder aufgeklebtes Hologramm auf. Die Bereiche 4a und 4b der Karte, sind gemäß der internationalen Norm für die Hochprägezeichen 5 reserviert, die im Bereich 4b meist in drei oder vier Zeilen eingebracht sind (der Einfachheit halber ist in der Zeichnung nur eine Zeile dargestellt). Diese Zeichen werden nach Fertigung der Karte, d. h. nach Verschweißung der einzelnen Kartenschichten, in einer entsprechenden Prägepresse eingeprägt. Zur besseren visuellen Sichtbarkeit werden die Zeichen anschließend noch in ihren erhöhten Bereichen, d.h. in den Scheitelbereichen 6, eingefärbt.
- Die Fig. 2 zeigt die Karte in der Schnittansicht mit einem hier beispielhaft gezeigten zweischichtigen Aufbau. Ein opaker Kartenkern 7 trägt z. B. ein- oder beidseitig ein Druckbild 8 und in seiner Rückseite ist ein Magnetstreifen 9 eingelassen. In einer Aussparung des Kartenkerns kann unter anderem ein elektrischer Schaltkreis eingebettet sein (in der Fig. nicht gezeigt). Die Prägezeichen 5 wurden durch Einpressen von der Rückseite her und entsprechender Verformung des Kartenkörpers eingebracht, wobei normgemäß die Karte soweit verformt wird, daß die Scheitelbereiche 6 eine Höhe H von ca. 0,45 mm über der Kartenoberfläche erreichen.
- Wie einleitend bereits erwähnt, haben diese bekannten Karten den Nachteil, daß die Prägung durch entsprechendes Rückprägen der Zeichen wieder rückgängig gemacht und anschließend die gleiche Karte wieder mit veränderten Daten neu geprägt werden kann. Auch die Entfernung und Wiederaufbringung der Einfärbung bereitet dem Fälscher keine Probleme, da sich die Verfärbung mit einfachen Lösungsmitteln entfernen läßt.
- Die Fig. 3 zeigt nun das Halbzeug 20 einer erfindungsgemäßen Karte vor dem Personalisierungsvorgangs. In einer bevorzugten Ausführungsform wird die Ausweiskarte zwar ebenfalls geprägt, jedoch werden bei dieser Prägung nicht die Zeichen selbst eingebracht, sondern lediglich Teilbereiche 21a,b, in die die Hochprägezeichen eingebracht werden sollen, um einheitlich¼ 0,35 mm über der Kartenoberfläche angehoben. Die in der Fig. 3 der Ziff. 21a und 21 b gekennzeichneten Bereiche werden im folgenden als Plateau bezeichnet. Sie können z. B. die Größe einer Zeile oder eines mehrere Zeilen umfassenden Feldes aufweisen. Diese Plateaus dienen nun dazu, die insgesamt von der Norm geforderte effektive Reliefhöhe der Prägezeichen von 0,46 mm zu erreichen.
- Die Fig. 4 zeigt das Halbzeug 20 der Ausweiskarte in der Schnittansicht. Die erfindungsgemäße Karte weist in dem gezeigten, bevorzugten Ausführungsbeispiel einen dreischichtigen Aufbau auf. Diese drei Schichten 22 - 24 sind die opake Kernschicht 22 und eine zweischichtige transparente Deckschicht 23, 24. Die Kernschicht kann, wie vorher bereits genannt, ein- oder beidseitig mit Druckbildern 25, 26 versehen werden und auch andere Sicherheitsmerkmale tragen, wie z. B. einen Sicherheitsfaden, wasserzeichenähnliche Effekte oder andere Merkmale, die der Fälschungssicherheit des Kartenaufbaus dienen. Diese opake Kernschicht 22 wird auf einer Seite durch eine ein-, bevorzugt aber zweischichtige transparente Deckfolie abgedeckt, die bezüglich der Materialwahl auf die Laserbeschriftung abgestimmt ist. Die zweischichtige Deckfolie besteht aus zwei transparenten PVC-Schichten 23, 24, die eine gegenüber dem Laserstrahl verbesserte Absorptions fähigkeit aufweisen. Derartige Folien sind z. B. aus den bereits erwähnten Schriften DE-PS 31 51 407 und DE-OS 36 34 857 bekannt. Für die innere Deckfolie 23 wird eine Folie gewählt, die stärker gegenüber dem Laserstrahl sensibilisiert ist- als die äußere Deckfolie 24. Mit diesem Aufbau können die Forderungen einer möglichst großen Volumenvergrößerung bei gleichzeitigem Erhalt der Oberflächengüte der Karte in zufriedenstellender Weise entsprochen werden. Diese Karte kann völlig fertiggestellt werdenen d. h. bedruckt, kaschiert und geprägt werden, so daß nur noch als letzter Arbeitsgang im Rahmen der Personalisierung die notwendigen Daten eingebracht werden müssen. Selbstverständlich kann die Karte auch rückseitig mit einer transparenten Deckfolie überzogen, mit einem Magnetstreifen und/oder einem integrierten Schaltkreis ausgestattet sein.
- In einer Personalisierungsstation werden die mittels Laser einbringbaren Daten in die Karte eingebracht, wobei im Plateaubereich 21 die Prägezeichen 28 aufgezeichnet werden (Fig. 5, 6). Der Laserstrahl 29 wird hierzu zur Bildung der Schriftzeichen entsprechend über diese Plateaus 21a, b der Karte 19 geführt, wobei die Aufzeichnungsparameter wie Intensität, Abtastgeschwindigkeit, Pulsfrequenz etc. so gewählt werden, daß sich eine möglichst starke Bläschenbildung 30 unter gleichzeitiger Erweichung der Folie ergibt, ohne daß es dabei im Oberflächenbereich zu starken Aufplatzern und ausgeprägten Kraterbildungen kommt. Um die hierfür erforderliche Intensität zu ermitteln, kann in einem Probedurchgang ein sogenannter Graukeil aufgezeichnet werden, anhand dem dann empirisch die jeweils optimalen Laserparameter zu bestimmen sind.
- Bevorzugt wird für die innere Deckfolie 23 eine Schichtdicke von 100 bis 150 Ì gewahlt und für die äußere Deckfolie 24 eine Dicke von 150 bis 200 Ì. Diese insge samt 250 bis 350 Ì starke transparente Deckfolie läßt sich durch entsprechende Lasereinwirkung auf eine Dicke von 350 bzw. 450 Ì aufweiten. Wegen der lokalen Begrenzung des "aufschäumenden" Bereichs schlägt sich eine Volumenvergrößerung von ca. 30 % im wesentlichen direkt in einer entsprechenden Dickenänderung nieder. Diese durch die Lasereinwirkung erreichte Aufweitung (a) um ca. 100 Ì ergibt nun zusammen mit der durch die mechanische Prägung erzeugten Plateaubildung (¼ 0,36 mm) die für die Norm erforderliche Höhe H von 0,46 mm über der restlichen Kartenoberfläche. Versuche, diese Karte in den gängigen Imprintergeräten als Druckstock zu verwenden, zeigten hervorragende Druckqualität.
- Die Reliefbildung kann durch eine entsprechende Laserstrahlführung zusätzlich optimiert werden. Hierzu wird der im Pulsbetrieb betriebene Laser so über die Kartenoberfläche geführt, daß sich die zeitlich nacheinanderfolgenden Pulse örtlich überlagern. Die Einwirkung des Laserstrahls auf das Material wird damit bei gleichbleibender Intensität verstärkt, da der jeweils folgende Puls auf zum Teil schon geschwärztes und damit stärker absorbierendes Material trifft.
- Der gleiche Kartenaufbau gestattet aber auch eine Beschriftung der Ausweiskarte ohne gleichzeitige Ausbildung eines Reliefs. Hier ist darauf zu achten, daß der Laserstrahl in seiner Intensität derart reduziert wird und die Aufzeichnung vorzugsweise ohne Überlappung der einzelnen Laserpulse erfolgt, daß - wie aus der DE-OS 36 34 857 bekannt - nur eine Schwarzung in der sensibleren inneren Deckschicht und im wesentlichen keine sichtbare Bläschenbildung stattfindet. Diese Beschriftungsweise eignet sich insbesondere zur Beschriftung desjenigen Bereichs der Karte, in dem rückseitig der Magnetstreifen liegt, da hier eine beidseits glatte Oberfläche für die Abtastung des Magnetstreifens notwendig ist. In der Regel betrifft dies die Institutsangaben 31.
- Die Aufzeichnung der Daten erfolgt vorzugsweise durch Abtastung der Kartenoberfläche gemäß einer Punkt- bzw. Linienmatrix, -bei der der Laserstrahl zeilenweise über die Karte geführt wird und das Zeichen durch entsprechende Auf- und Abblendung des Laserstrahls an den entsprechenden Matrixpunkten erzeugt wird. Je nach Schrifttyp - mit oder ohne Relief - wird die Laserstrahlintensität und/oder die Pulsüberlappung gewählt.
- Die in Fig. 5 gezeigte Karte 19 weist des weiteren ein visuell prüfbares Echtheitsmerkmal 27 auf, das ebenfalls mit einem Laser erzeugt wird und dessen Erscheinungsbild sich in Abhängigkeit des Betrachtungswinkels verändern kann. Derartige Echtheitsmerkmale sind aus den Schriften, die DE-PS 36 34 865 und DE-OS 36 34 857 bekannt, auf deren Offenbarung hier Bezug genommen wird. Gerade hier zeigt sich die Vielseitigkeit der Laserbeschriftung, die es gestattet, bei gleichem Kartenaufbau Daten sowohl ohne Relief als auch mit Relief sowie entsprechende visuelle Echtheitsmerkmale durch einfache Änderung der Lasersteuerung bzw. -intensität, gegebenenfalls verbunden mit einer partiellen Prägung (Plateau, Linsenraster) der Karte einzubringen.
- Die Fig. 7 zeigt eine weitere Ausfuhrungsform, bei der das Plateau 21 jeweils nur die Größe eines Zeichens 28 aufweist und eine Vielzahl von Plateaus nebeneinander gesetzt in die Karte eingeprägt werden. Sofern verfahrenstechnisch vertretbar, kann die Anzahl der Einzelfelder auch der jeweiligen Anzahl der für den kartenindividuellen Schriftzug erforderlichen Zeichen angepaßt werden.
- Die Einzelplateaus oder die in den vorgenannten Beispielen gezeigten großflächigen Plateaus können auf vielfältige Weise erzielt werden. Bevorzugt wird ein Prägeverfahren, bei dem das Kunststoffmaterial der Karte 41 (Fig. 8) durch Einwirkung eines hochfrequenten elektrischen Feldes erweicht wird und durch entsprechende Prägeformen verformt wird. Die Prägeformen können dabei direkt die Elektroden 40a, b für das elektrische Wechselfeld sein. Die Verarbeitung von PVC mit Hilfe hochfrequenter elektrischer Wechselfelder ist z. B. aus der allgemeinen Fachliteratur bekannt.
- Diese Verformungstechnik hat den Vorteil, daß die Karte nur in den effektiv zu verformenden Bereichen thermisch belastet wird. Des weiteren ist diese Verformung nur schwer wieder rückbildbar, da dies im Gegensatz zur mechanischen Kaltverformung eine Verformung "ohne Erinnerung" ist. Die HF-Verformung gestattet es weiterhin, die Bildung der Plateaus auch nach Ausbildung der Laserbeschriftung durchzuführen. Der Prägestempel 40a weist hierzu im Kartenbereich, der die bereits gelaserten Reliefdaten 43 trägt, eine Aussparung 42 auf, so daß sich die mechanische Wirkung der Prägestempel nur auf die Randbereiche des zu bildenden Plateaus konzentriert. Die gelaserten Reliefdaten bleiben daher bei dem Prägevorgang unbeschädigt und dies gestattet es, die Prägung auch nach der Laserbeschriftung vorzunehmen. Diese Lösung hat somit den weiteren Vorteil, daß bei der Laserbeschriftung, bei der die Karten automatisch vereinzelt, transportiert und gestapelt, mit planen Karten gearbeitet werden kann.
- Nichts destoweniger können trotzdem für die Bildung der Plateaus, sofern wünschenswert, auch andere Prägeverfahren herangezogen werden, so z. B. die bekannte Kaltverformung bzw. die thermische Verformung. Des weiteren ist es auch möglich, direkt bei der Kaschierung der Karte eine Erhöhung der Kartenoberfläche im Hochprägedatenbereich zu bewirken. Hierzu können Matrizen mit dem entsprechenden Negativrelief zwischen die Karte und die Kaschierplatte eingebracht werden. Da die Matrize hier im Gegensatz zu der Lehre der DE-OS 22 23 290 für alle Karten gleich ist, stellt dies keinen allzu aufwendigen Eingriff in die gängige Kartenfertigungstechnik dar. Die Plateaubildung beim Kaschiervorgang hat unter anderem den Vorteil, daß die rückseitige Oberfläche der Karte im gesamten Bereich plan bleibt und das rückseitige Druckbild nicht, wie bei den bekannten Karten, durch die Durchprägung gestört wird.
- Die bei den genannten Verformungstechniken verwendeten Prägestempel können zusätzlich in ihrer Oberfläche ein Relief aufweisen, wodurch gleichzeitig mit der Plateaubildung ein Prägemuster (32, Fig. 5) in die Kartenoberfläche eingeprägt wird. Dieses Prägemuster kann z. B. ein Mikrorelief, eine Texturierung, eine Folge von Zeichen, Logos oder ähnlichen Symbolen darstellen. Die Karte enthält damit ein weiteres Merkmal, das die Nachbildung oder Veränderung wesentlich erschwert, insbesondere wenn ein in sich geschlossenes Muster über den gesamten Plateaubereich verläuft und nur durch die gelaserten Reliefzeichen unterbrochen ist.
- In einer weiteren Ausführungsform (Fig. 9) wird der mehrschichtige Kartenkörper 50 zur Bildung der Plateaus im Prägezeichenbereich mit einem zusätzlichen Folienstück 51 versehen. Dieses zwischen Kern- und Deckfolie 53 bzw. 54 eingebettete Folienstück 51 kann z. B. eine Folie des gleichen transparenten Materials sein, wie die innere Deckfolienschicht des in Fig. 4 bzw. 6 gezeigten Ausführungsbeispiels. Die Karte wird damit in dem erforderlichen Bereich um ca. 0,3 bis 0,4 mm in ihrer Dicke vergrößert. Die Ausbildung der Zeichen mit der Reliefstruktur erfolgt dann, wie oben bereits beschrieben, mittels eines Laserstrahls, wobei die Volumenvergrößerung durch Bläschenbildung verbunden mit einer gleichzeitigen Verfärbung in diesen transparenten Schichten erfolgt.
- Dieses zusätzliche Folienstück 51 kann aber auch auf die Außenfläche der fertigen Karte aufgeklebt oder auf die Karte aufgeschweist werden. In diesem Fall empfiehlt sich der in Fig. 4 gezeigte zweischichtige Deckfolienaufbau als Material für diese Zusatzfolie. Um einen späteren Austausch dieses Folienstücks zu verhindern, kann der Laserstrahl in seiner Intensität so gesteuert werden, daß auch der Kartenkern zumindest in seiner Oberfläche geschwärzt wird und die Benutzerdaten auch auf der Kartenkernschicht erkennbar sind.
- Die Plateaubildung mittels eines zusätzlichen Folienstücks hat den Vorteil, daß die Kartenrückseite völlig plan bleibt und damit ein auf der Kartenrückseite befindliches Druckbild nicht durch Einprägungen gestört wird. Außerdem gewinnen die Plateaus durch diese plane Kartenrückseite an Stabilität.
- Gerade bei flächenmäßig größeren Plateaus, die nach einem der vorgenannten Verfahren unter gleichzeitiger Ausbiidung eines Negativreliefs auf der Kartenrückseite erstellt werden, kann es vorkommen, daß die Plateaus durch die mechanischen Belastungen in den Imprintergeräten mit der Zeit durchgedrückt werden. Insbesondere im Mittenbereich der Plateaus weisen die Pragedaten dann nicht mehr die für die Erzeugung eines gut lesbaren Abdrucks erforderliche Höhe auf.
- Um dieser Abnutzungserscheinung zu begegnen, könnte die Auflagefläche für die Karte in den Imprintergeräten mit Stützelementen versehen werden, die in die Hohlräume der Kartenrückseite eingreifen und die Plateaus beim Druck vorgang abstützen. Vorzugsweise werden aber die auf der Kartenrückseite anliegenden Prägestempel oder Kaschierplatten im Plateaubereich zusätzlich noch mit Vertiefungen im Form von Bohrungen, Kanälen etc. ausgestattet, in die während der Plateaubildung das erweichte Kartenmaterial einfließen kann.
- Die durch diese Vertiefungen gebildeten Strukturen in Form von Noppen, Stützschienen und anderer Profile dienen dann der rückseitigen Stützung und/oder Versteifung der plateauähnlichen Erhebungen. Die Fig. 10 zeigt schematisch eine derartige Karte 60 mit einer plateauähnlichen Erhebung 61 auf der Kartenvorderseite, das rückseitig durch ein Stützprofil 62 in Form von Stützschienen 63, die die Negativstruktur durchziehen, abgestützt wird.
- Ein Durchdrücken der Prägedaten im Laufe der Benutzung der Karte wird damit wirksam verhindert.
Claims (16)
- diese Reliefstruktur in zwei Stufen gebildet ist, wobei
- die erste Stufe eine plateauähnliche Erhöhung (21a, b) der Kartenoberfläche im Bereich der einzubringenden Schriftzeichen (5) ist und
- die zweite Stufe eine durch lokale Einwirkung eines Laserstrahls (29) bewirkte Volumenvergrößerung (30) des Kunststoffmaterials ist, die im Bereich dieser plateauähnlichen Erhöhungen (21a, b) in Form der ein zubringenden Schriftzeichen bzw. Symtolen vorliegt.
- die als Druckstock verwendbaren Zeichen, Symbole etc. in zwei voneinander unabhängigen Verfahrensschritten gebildet werden, wobei
- in einem Verfahrensschritt der Kartenkörper in den Bereichen, in dem die Zeichen einzubringen sind, zur Bildung von sich über die restliche Kartenoberfläche erhebenden flächigen Plateaus verformt oder durch Aufbringung zusätzlicher Schichten in seiner Dicke vergrößert wird und
- in einem anderen Verfahrensschritt im Bereich dieses Plateaus mindestens eine Kunststoffschicht des Kartenkörpers zur Ausbildung der den Zeichen, Symbolen etc. entsprechenden Reliefstruktur lokal unter Einwirkung eines Laserstrahls in ihrem Volumen vergrößert wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88115505T ATE77068T1 (de) | 1987-09-22 | 1988-09-21 | Mehrschichtige als druckstock verwendbare ausweiskarte und verfahren zu deren herstellung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19873731853 DE3731853A1 (de) | 1987-09-22 | 1987-09-22 | Mehrschichtige als druckstock verwendbare ausweiskarte und verfahren zu deren herstellung |
| DE3731853 | 1987-09-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0308904A2 true EP0308904A2 (de) | 1989-03-29 |
| EP0308904A3 EP0308904A3 (en) | 1989-10-18 |
| EP0308904B1 EP0308904B1 (de) | 1992-06-10 |
Family
ID=6336572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88115505A Expired - Lifetime EP0308904B1 (de) | 1987-09-22 | 1988-09-21 | Mehrschichtige als Druckstock verwendbare Ausweiskarte und Verfahren zu deren Herstellung |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US5005872A (de) |
| EP (1) | EP0308904B1 (de) |
| JP (1) | JP2731918B2 (de) |
| AT (1) | ATE77068T1 (de) |
| DE (2) | DE3731853A1 (de) |
| DK (1) | DK166999B1 (de) |
| ES (1) | ES2032512T3 (de) |
| FI (1) | FI89252C (de) |
| NO (1) | NO175416C (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5005872A (en) * | 1987-09-22 | 1991-04-09 | Gao Gesellschaft Fur Automation Und Organisation Mbh | Multilayer identity card usable as a printing block and a method of producing it |
| US5083850A (en) * | 1989-08-29 | 1992-01-28 | American Bank Note Holographics, Inc. | Technique of forming a separate information bearing printed pattern on replicas of a hologram or other surface relief diffraction pattern |
| WO2007118654A2 (de) | 2006-04-13 | 2007-10-25 | Giesecke & Devrient Gmbh | Ausweiskarte mit konturierter reliefstruktur und entsprechendes herstellungsverfahren |
| WO2010103499A1 (fr) | 2009-03-13 | 2010-09-16 | Arjowiggins Security | Substrat marquable au laser et procede de fabrication associe |
| WO2014076428A1 (fr) * | 2012-11-16 | 2014-05-22 | Oberthur Technologies | Procédé de réalisation d'un motif en relief dans une carte plastique mince |
| EP2956311A4 (de) * | 2013-02-13 | 2016-11-02 | Entrust Datacard Corp | Identifikationsdokument und verfahren zur herstellung davon |
| WO2017140421A1 (de) * | 2016-02-17 | 2017-08-24 | Giesecke & Devrient Gmbh | Tragbarer datenträger mit hochprägung |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0389971A (ja) * | 1989-08-31 | 1991-04-15 | Mitsubishi Materials Corp | 貴金属薄板への絵文字記入方法 |
| DE3932505C2 (de) | 1989-09-28 | 2001-03-15 | Gao Ges Automation Org | Datenträger mit einem optisch variablen Element |
| US5131686A (en) * | 1990-09-20 | 1992-07-21 | Carlson Thomas S | Method for producing identification cards |
| US5261987A (en) * | 1992-06-05 | 1993-11-16 | Eastman Kodak Company | Method of making an identification card |
| PT710183E (pt) * | 1993-06-08 | 2002-05-31 | Securency Pty Ltd | Estampagem de notas de banco ou semelhantes com dispositivos de seguranca |
| US6176522B1 (en) * | 1993-06-08 | 2001-01-23 | Securency Pty Ltd | Embossing of bank notes or the like with security devices |
| JP3703860B2 (ja) * | 1994-02-28 | 2005-10-05 | 大日本印刷株式会社 | 印刷物の製造方法 |
| DE4410431A1 (de) * | 1994-03-25 | 1995-09-28 | Giesecke & Devrient Gmbh | Vor unerlaubter Reproduktion mit einem Kopiergerät geschützte Ausweiskarte |
| DE19537177C2 (de) * | 1995-10-06 | 1998-07-23 | Orga Kartensysteme Gmbh | Verfahren zur Herstellung einer Kunststoffkarte in Form einer Ausweiskarte, Telefonkarte, Kreditkarte, Krankenversichertenkarte o. dgl. |
| US6086707A (en) * | 1996-02-29 | 2000-07-11 | Raytheon Company | Method for making an identification document |
| DE19646331C2 (de) * | 1996-11-09 | 2000-08-10 | Fraunhofer Ges Forschung | Verfahren zur lokalen plastischen Verformung durch einen Laser |
| AUPO523997A0 (en) | 1997-02-20 | 1997-04-11 | Securency Pty Ltd | Laser marking of articles |
| US6919162B1 (en) * | 1998-08-28 | 2005-07-19 | Agilent Technologies, Inc. | Method for producing high-structure area texturing of a substrate, substrates prepared thereby and masks for use therein |
| AUPQ119999A0 (en) * | 1999-06-25 | 1999-07-22 | Note Printing Australia Limited | Improved security documents |
| DE19934434B4 (de) * | 1999-07-22 | 2006-10-05 | Bundesdruckerei Gmbh | Wert- und Sicherheitserzeugnis mit Mikrokanälen |
| US6628808B1 (en) * | 1999-07-28 | 2003-09-30 | Datacard Corporation | Apparatus and method for verifying a scanned image |
| ITMI20011889A1 (it) * | 2001-09-10 | 2003-03-10 | Elmiva S A S Di Walter Mantega | Procedimento contro la falsificazione e la contraffazione di documenti di valore in particolare banconote |
| US6701605B2 (en) | 2001-10-09 | 2004-03-09 | Sonoco Development, Inc. | Conductive electrical element and antenna with ink additive technology |
| US7131380B2 (en) * | 2001-11-07 | 2006-11-07 | Sonoco Development, Inc. | EB pattern profile printing |
| US6734887B2 (en) * | 2001-12-11 | 2004-05-11 | Zih Corp. | Process for printing a metallic security feature on identification cards and cards produced therefrom |
| US20030107639A1 (en) * | 2001-12-11 | 2003-06-12 | Gary Field | Process for printing a fluorescent security feature on identification cards and cards produced therefrom |
| US6988665B2 (en) * | 2001-12-11 | 2006-01-24 | Zebra Atlantek, Inc. | Grayscale security microprinting for identification cards |
| US6929413B2 (en) * | 2001-12-11 | 2005-08-16 | Zebra Atlantek, Inc. | Printer driver log security verification for identification cards |
| CN1316421C (zh) * | 2001-12-24 | 2007-05-16 | 数字Id系统有限公司 | 激光刻印方法和组合物以及上面有激光刻印的制品 |
| ATE552120T1 (de) | 2001-12-24 | 2012-04-15 | L 1 Secure Credentialing Inc | Verdeckte variableninformationen auf id- dokumenten und verfahren zu ihrer herstellung |
| US7728048B2 (en) * | 2002-12-20 | 2010-06-01 | L-1 Secure Credentialing, Inc. | Increasing thermal conductivity of host polymer used with laser engraving methods and compositions |
| US7815124B2 (en) | 2002-04-09 | 2010-10-19 | L-1 Secure Credentialing, Inc. | Image processing techniques for printing identification cards and documents |
| US7793846B2 (en) | 2001-12-24 | 2010-09-14 | L-1 Secure Credentialing, Inc. | Systems, compositions, and methods for full color laser engraving of ID documents |
| US7694887B2 (en) | 2001-12-24 | 2010-04-13 | L-1 Secure Credentialing, Inc. | Optically variable personalized indicia for identification documents |
| WO2003055638A1 (en) | 2001-12-24 | 2003-07-10 | Digimarc Id Systems, Llc | Laser etched security features for identification documents and methods of making same |
| US7824029B2 (en) | 2002-05-10 | 2010-11-02 | L-1 Secure Credentialing, Inc. | Identification card printer-assembler for over the counter card issuing |
| JP4269644B2 (ja) * | 2002-10-29 | 2009-05-27 | 富士ゼロックス株式会社 | 画像形成装置 |
| US7804982B2 (en) | 2002-11-26 | 2010-09-28 | L-1 Secure Credentialing, Inc. | Systems and methods for managing and detecting fraud in image databases used with identification documents |
| US7763179B2 (en) * | 2003-03-21 | 2010-07-27 | Digimarc Corporation | Color laser engraving and digital watermarking |
| DE602004030434D1 (de) | 2003-04-16 | 2011-01-20 | L 1 Secure Credentialing Inc | Dreidimensionale datenspeicherung |
| CN100522648C (zh) * | 2004-05-05 | 2009-08-05 | 德国捷德有限公司 | 有价文件 |
| WO2005108109A1 (de) * | 2004-05-05 | 2005-11-17 | Giesecke & Devrient Gmbh | Wertdokument |
| US7383999B2 (en) | 2004-12-28 | 2008-06-10 | Digimarc Corporation | ID document structure with pattern coating providing variable security features |
| DE102005025095A1 (de) * | 2005-06-01 | 2006-12-07 | Giesecke & Devrient Gmbh | Datenträger und Verfahren zu seiner Herstellung |
| GB201005895D0 (en) | 2010-04-08 | 2010-05-26 | Rue De Int Ltd | Security articles comprising security features and methods of manufacture therof |
| GB201117530D0 (en) * | 2011-10-11 | 2011-11-23 | Rue De Int Ltd | Security devices |
| JP6044087B2 (ja) * | 2012-03-14 | 2016-12-14 | 大日本印刷株式会社 | カード、カードの製造方法 |
| EP3357706A4 (de) * | 2015-10-02 | 2018-10-03 | Toppan Printing Co., Ltd. | Struktur zur verhinderung von fälschungen |
| GB2583210A (en) * | 2017-11-03 | 2020-10-21 | Vladimirovna Orlova Alexandra | Plastic card having 3D multi-level raised embossed impression |
| JP7584289B2 (ja) * | 2020-12-09 | 2024-11-15 | 株式会社トッパンインフォメディア | 媒体 |
| PL440023A1 (pl) | 2021-12-29 | 2023-07-03 | Polska Wytwórnia Papierów Wartościowych Spółka Akcyjna | Sposób wytwarzania podłoża polimerowego ulegającego karbonizacji opatrzonego wyczuwalnym w dotyku oznakowaniem w postaci reliefu z efektem płaskorzeźby, oraz wytworzone tym sposobem zabezpieczone podłoże polimerowe |
| DE102022001564A1 (de) | 2022-05-04 | 2023-11-09 | Giesecke+Devrient ePayments GmbH | Sicheres Element, insbesondere Ausweiskarte mit einem Personalisierungselement und Verfahren zu dessen Herstellung |
| DE102022117017A1 (de) * | 2022-07-07 | 2024-01-18 | Bundesdruckerei Gmbh | Wert- oder Sicherheitsprodukt und Verfahren zu dessen Herstellung |
| DE102024108177A1 (de) * | 2024-03-21 | 2025-09-25 | Bundesdruckerei Gmbh | Maskierungsplatte, Anordnung und Verfahren zum Erzeugen mindestens eines taktil erfassbaren Rasterelements eines Rasters an oder in einem Substrat |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2223290B2 (de) * | 1971-05-14 | 1975-08-07 | General Binding Corp., Northbrook, Ill. (V.St.A.) | Ausweiskreditkarte und Verfahren zu Ihrer Herstellung |
| GB1477203A (en) * | 1974-02-11 | 1977-06-22 | Whiley Ltd G | Manufacture of image-bearing cards and other documents |
| US4006060A (en) * | 1974-11-25 | 1977-02-01 | Merck & Co., Inc. | Thienamycin production |
| DE2907004C2 (de) * | 1979-02-22 | 1981-06-25 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | Ausweiskarte und Verfahren zu ihrer Herstellung |
| DE3048736C2 (de) * | 1980-12-23 | 1982-09-30 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | Ausweiskarte und Verfahren zu deren Herstellung |
| DE3151407C1 (de) * | 1981-12-24 | 1983-10-13 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | Ausweiskarte und Verfahren zu deren Herstellung |
| DE3213315C2 (de) * | 1982-04-08 | 1986-10-09 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | Verfahren zur Herstellung einer mehrschichtigen Ausweiskarte |
| DE3248784C1 (de) * | 1982-12-31 | 1984-04-12 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | Ausweiskarte und Verfahren zu ihrer Herstellung |
| US4557963A (en) * | 1983-04-04 | 1985-12-10 | American Hoechst Corporation | Tamper-resistant polyester credit cards |
| DE3314327C1 (de) * | 1983-04-20 | 1984-07-26 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | Ausweiskarte und Verfahren zur Herstellung derselben |
| US4544183A (en) * | 1983-08-05 | 1985-10-01 | Computer Identification Systems | Identification card with a radiant energy reactive coating |
| JPS61248228A (ja) * | 1985-04-26 | 1986-11-05 | Tokyo Jiki Insatsu Kk | 磁気エンボス用磁気媒体及びそれを使用した磁気カ−ド |
| EP0219012B1 (de) * | 1985-10-15 | 1993-01-20 | GAO Gesellschaft für Automation und Organisation mbH | Datenträger mit einem optischen Echtheitsmerkmal sowie Verfahren zur Herstellung und Prüfung des Datenträgers |
| ATE71333T1 (de) * | 1985-10-15 | 1992-01-15 | Gao Ges Automation Org | Ausweiskarte mit visuell sichtbarem echtheitsmerkmal und verfahren zur herstellung derselben. |
| DE3731853A1 (de) * | 1987-09-22 | 1989-03-30 | Gao Ges Automation Org | Mehrschichtige als druckstock verwendbare ausweiskarte und verfahren zu deren herstellung |
-
1987
- 1987-09-22 DE DE19873731853 patent/DE3731853A1/de not_active Withdrawn
-
1988
- 1988-09-16 NO NO884115A patent/NO175416C/no unknown
- 1988-09-20 US US07/246,638 patent/US5005872A/en not_active Expired - Lifetime
- 1988-09-21 FI FI884342A patent/FI89252C/fi active IP Right Grant
- 1988-09-21 DE DE8888115505T patent/DE3871884D1/de not_active Expired - Fee Related
- 1988-09-21 AT AT88115505T patent/ATE77068T1/de not_active IP Right Cessation
- 1988-09-21 DK DK525388A patent/DK166999B1/da not_active IP Right Cessation
- 1988-09-21 ES ES198888115505T patent/ES2032512T3/es not_active Expired - Lifetime
- 1988-09-21 EP EP88115505A patent/EP0308904B1/de not_active Expired - Lifetime
- 1988-09-22 JP JP63238652A patent/JP2731918B2/ja not_active Expired - Fee Related
-
1991
- 1991-01-18 US US07/642,886 patent/US5122813A/en not_active Expired - Lifetime
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5005872A (en) * | 1987-09-22 | 1991-04-09 | Gao Gesellschaft Fur Automation Und Organisation Mbh | Multilayer identity card usable as a printing block and a method of producing it |
| US5122813A (en) * | 1987-09-22 | 1992-06-16 | Gao Gesellschaft Fur Automation Und Organisation Mbh. | Method of making a multilayer identification card usable as a printing block |
| US5083850A (en) * | 1989-08-29 | 1992-01-28 | American Bank Note Holographics, Inc. | Technique of forming a separate information bearing printed pattern on replicas of a hologram or other surface relief diffraction pattern |
| WO2007118654A2 (de) | 2006-04-13 | 2007-10-25 | Giesecke & Devrient Gmbh | Ausweiskarte mit konturierter reliefstruktur und entsprechendes herstellungsverfahren |
| WO2007118654A3 (de) * | 2006-04-13 | 2008-01-17 | Giesecke & Devrient Gmbh | Ausweiskarte mit konturierter reliefstruktur und entsprechendes herstellungsverfahren |
| WO2010103499A1 (fr) | 2009-03-13 | 2010-09-16 | Arjowiggins Security | Substrat marquable au laser et procede de fabrication associe |
| WO2014076428A1 (fr) * | 2012-11-16 | 2014-05-22 | Oberthur Technologies | Procédé de réalisation d'un motif en relief dans une carte plastique mince |
| FR2998208A1 (fr) * | 2012-11-16 | 2014-05-23 | Oberthur Technologies | Procede de realisation d'un motif en relief dans une carte plastique mince |
| US9600753B2 (en) | 2012-11-16 | 2017-03-21 | Oberthur Technologies | Method for producing a pattern in relief in a thin plastic card |
| EP2956311A4 (de) * | 2013-02-13 | 2016-11-02 | Entrust Datacard Corp | Identifikationsdokument und verfahren zur herstellung davon |
| WO2017140421A1 (de) * | 2016-02-17 | 2017-08-24 | Giesecke & Devrient Gmbh | Tragbarer datenträger mit hochprägung |
| US10572782B2 (en) | 2016-02-17 | 2020-02-25 | Giesecke+Devrient Mobile Security Gmbh | Portable data carrier comprising a relief structure |
Also Published As
| Publication number | Publication date |
|---|---|
| FI89252B (fi) | 1993-05-31 |
| DK525388A (da) | 1989-03-23 |
| FI884342A0 (fi) | 1988-09-21 |
| DK525388D0 (da) | 1988-09-21 |
| EP0308904B1 (de) | 1992-06-10 |
| NO884115L (no) | 1989-03-28 |
| JPH01141095A (ja) | 1989-06-02 |
| NO884115D0 (no) | 1988-09-16 |
| NO175416C (no) | 1994-10-12 |
| ES2032512T3 (es) | 1993-02-16 |
| DE3731853A1 (de) | 1989-03-30 |
| FI89252C (fi) | 1993-09-10 |
| US5005872A (en) | 1991-04-09 |
| US5122813A (en) | 1992-06-16 |
| JP2731918B2 (ja) | 1998-03-25 |
| ATE77068T1 (de) | 1992-06-15 |
| NO175416B (no) | 1994-07-04 |
| EP0308904A3 (en) | 1989-10-18 |
| FI884342L (fi) | 1989-03-23 |
| DK166999B1 (da) | 1993-08-16 |
| DE3871884D1 (de) | 1992-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0308904B1 (de) | Mehrschichtige als Druckstock verwendbare Ausweiskarte und Verfahren zu deren Herstellung | |
| EP0219011B1 (de) | Ausweiskarte mit visuell sichtbarem Echtheitsmerkmal und Verfahren zur Herstellung derselben | |
| AT391656B (de) | Ausweiskarte und verfahren zu deren herstellung | |
| DE3248784C1 (de) | Ausweiskarte und Verfahren zu ihrer Herstellung | |
| DE2907004C2 (de) | Ausweiskarte und Verfahren zu ihrer Herstellung | |
| DE3314327C1 (de) | Ausweiskarte und Verfahren zur Herstellung derselben | |
| DE3048733C2 (de) | "Ausweiskarte und Verfahren zur Herstellung derselben" | |
| DE102007025866B4 (de) | Datenträger mit Sicherheitskennzeichnung | |
| EP3386771A1 (de) | Sicherheitselement mit linsenrasterbild | |
| EP3215371B1 (de) | Datenträger mit durchsichtssicherheitselement | |
| DE19537177A1 (de) | Kunststoffkarte in Form einer Ausweiskarte, Telefonkarte, Kreditkarte, Krankenversichertenkarte, o. dgl. | |
| DE4131617C2 (de) | ||
| EP0365018B1 (de) | Ausweiskarte und Verfahren zum Herstellen einer Ausweiskarte | |
| EP3484715B1 (de) | Verfahren zum herstellen eines wert- oder sicherheitsproduktes | |
| DE3314244A1 (de) | Ausweiskarte und verfahren zur herstellung derselben | |
| WO2023016670A1 (de) | Verfahren zur herstellung eines sicherheitsmerkmals, sicherheitsmerkmal für einen datenträger, datenträger und laminierblech | |
| EP3511176B1 (de) | Sicherheitselement mit einer optisch variablen struktur in einer vertiefung | |
| WO2002038396A1 (de) | Einseitig verdeckte kennzeichnung an blechflächen | |
| AT394975B (de) | Verfahren zum aufbringen von individuellen, visuell erkennbaren informationen auf eine ausweiskarte | |
| DE19949881A1 (de) | Wert- und Sicherheitserzeugnis mit Sicherheitsmerkmalen als variable Elemente und Verfahren zum Aufbringen dieser Sicherheitsmerkmale | |
| DE102022002471A1 (de) | Verfahren zur Herstellung eines Sicherheitsmerkmals, Sicherheitsmerkmal für einen Datenträger, Datenträger und Laminierblech | |
| EP4368409A1 (de) | Sicherheitselement, sicherheitsdokument und verfahren zur herstellung eines sicherheitsdokuments | |
| EP2965918B1 (de) | Datenträger mit taktiler reliefstruktur | |
| EP0189501A1 (de) | Verfahren zur Herstellung von Informationen sichtbar wiedergebenden Kunststoffträgern | |
| DE8237278U1 (de) | Vorrichtung zur Beschriftung von Ausweiskarten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900315 |
|
| 17Q | First examination report despatched |
Effective date: 19911024 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 77068 Country of ref document: AT Date of ref document: 19920615 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3871884 Country of ref document: DE Date of ref document: 19920716 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2032512 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88115505.5 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050913 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20050919 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050920 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20050922 Year of fee payment: 18 Ref country code: BE Payment date: 20050922 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20050923 Year of fee payment: 18 Ref country code: LU Payment date: 20050923 Year of fee payment: 18 Ref country code: SE Payment date: 20050923 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20050927 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20051125 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060930 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070403 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060921 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20070401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060921 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20060922 |
|
| BERE | Be: lapsed |
Owner name: G.- FUR AUTOMATION UND ORGANISATION M.B.H. *GAO Effective date: 20060930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070921 |