EP0226925B1 - Dispositif pour couper des portions - Google Patents
Dispositif pour couper des portions Download PDFInfo
- Publication number
- EP0226925B1 EP0226925B1 EP86117031A EP86117031A EP0226925B1 EP 0226925 B1 EP0226925 B1 EP 0226925B1 EP 86117031 A EP86117031 A EP 86117031A EP 86117031 A EP86117031 A EP 86117031A EP 0226925 B1 EP0226925 B1 EP 0226925B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blade
- nozzle
- machine according
- knife
- operating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/02—Means for moving the cutting member into its operative position for cutting
- B26D5/04—Means for moving the cutting member into its operative position for cutting by fluid pressure
Definitions
- the invention relates to a portioning machine with a filling pump and at least one outlet nozzle connected thereto, along the mouth or mouths of which a knife can be moved in and out, the knife being able to be lifted from the nozzle mouth in its infeed end position and against the nozzle mouth before the cutting movement begins It can be reset by being mounted on a sliding member so as to be pivotable about an axis running in its longitudinal direction perpendicular to the infeed direction, and being connected to a pivoting drive, and being deliverable by means of a working cylinder of the sliding drive.
- This portioning machine with filling pump has several outlet nozzles arranged in a row, through which the portionable mass exits.
- the individual mass strands are sheared off simultaneously using the knife. Because this portioning machine is primarily intended to process dough, especially for pretzels, a number of pretzels corresponding to the number of outlet nozzles is produced, for example, with one working stroke of the knife.
- the object of the invention is consequently seen in the further development of a portioning machine of the type described at the outset in such a way that the portions can be produced with reduced technical and thus also mechanical expenditure.
- the portioning machine is designed in accordance with the preamble of claim 1 in accordance with the characterizing part of this claim.
- This portioning machine also requires four movements for one work cycle, which correspond to those of the previously known portioning machine, but they can be produced with the machine according to the invention in a very simple manner and with only a single motor or working cylinder.
- the cylinder of the swivel drive is also a cylinder of the knife displacement drive.
- the axis of rotation of the swivel joint by means of which the working piston is connected to the plate, and that of the knife or a knife holder run parallel to one another.
- the rotary movement of the knife and its infeed movement do not necessarily have to take place separately, rather they can be at least partially superimposed on one another.
- the shifting movement may only begin when the knife has reached the nozzle mouth or its intended shifting plane and has not yet reached the mass strand.
- the tab is extended beyond the swivel joint of the working piston and the extension piece carries a stop element which is displaceably and rotatably mounted in an elongated hole of a control member, because the elongated hole extends parallel to the working cylinder and to the longitudinal axis of the sliding member, one can under Utilizing the displacement movement of the working piston in a simple way to achieve a swinging away of the knife from the nozzle mouth.
- a particular area of application of this portioning machine is the meat processing industry, where the meat and possibly also bones and the like are processed to a portionable mass by means of a suitable comminution machine. If this mass leaves the outlet nozzle without a sausage casing, it must be stiff enough that it does not fall apart under its own weight. As a rule, efforts are made or it is demanded that this mass strand be divided into sections or portions of equal size.
- a special area of application is the production of so-called "Cevapcici”. It is precisely this product that requires sharp, blade-like knives and a high cutting speed so that the ends of the portions are not deformed and clean cutting surfaces are created. The distance from one working stroke to the next is expediently adjustable.
- a further development of the invention provides that the knife can be adjusted by means of a preferably adjustable clock device, in particular electropneumatically. Electricity and compressed air are normally available in the area of such portioning machines. On the commonly used filling machines, a pulse for intermittent work can be easily removed, since it can also be used for twisting the sausages or attaching a clip - in the manufacture of sausages with sausage casing - needed. Because this portioning machine preferably enables portioning with a continuously driven metering pump, a single pulse is sufficient for the cutting. A second impulse for a break is therefore not necessary. Of course, the filling speed of the filling pump must be adapted to the emerging mass of the metering pump or pumps.
- the electronic controls customary today make it possible without further ado to precisely coordinate the various devices and units and to precisely determine the pulse interval depending on the delivery rate of the metering pumps and the desired portion size.
- the portion size corresponds to the set delivery rate of the filling pump between two pulses divided by this number of nozzles.
- the pivot axes of the knife or knife holder and the tab on the working cylinder in the starting position of the knife are approximately in a common plane running perpendicular to the longitudinal axes of the sliding member and the working member and the control member is in the starting position of the knife has a maximum distance from the end of the elongated hole serving as a stop and abuts the stop at the end of the cutting movement.
- the stop element runs along the elongated hole and, seen in the feed direction, it arrives at its front or lower end when the cutting process has ended. This then stops the further feed movement not only of the stop element, but also of the working piston and the knife.
- the working piston is displaced in the opposite direction, this causes a torque on the knife or a knife holder, which lifts the knife from the nozzle mouth, with a small pivoting movement about the pivot axis of the knife or of his knife holder takes place on the sliding link.
- the cylinder of the working piston and the control member can be pivoted about parallel axes, which are also parallel to the pivot axis of the knife and the articulation axis of the plate or the like. In this way, the working cylinder and the control member can oscillate around their suspension axes to the extent necessary.
- the knife is designed as a flat, in particular strip-like knife, the plane of which, when cutting, is inclined to the plane of the nozzle mouth or mouths. In this way, a particularly good, deformation-free or at least low-deformation cut is obtained.
- This knife can also be used to cut two or more strands running side by side at the same time.
- the geometric axis of the displacement member is expediently located approximately in the plane of the nozzle mouth or mouths. This means that the direction of displacement of the sliding member runs parallel to the plane of the nozzle mouth, while the plane of the knife includes a, preferably acute, angle with that of the nozzle mouth. This also contributes to the good work result and enables the mass to flow continuously even during the cutting process.
- Another embodiment of the invention is that an imaginary plane through the geometric axes of the displacement member, the working piston and the control member approximately perpendicular to the plane of the nozzle mouth. runs. In this way, the knife can be moved back and forth on a circular path without tilting.
- the plane of the nozzle mouth is inclined to the longitudinal axis of the nozzle or nozzles.
- the inclination of the nozzle mouth is now selected so that when cutting, the plane of the knife, which, as already mentioned, is also inclined to the geometric axis of the displacement member, is approximately perpendicular to the geometric axis of the outlet nozzle.
- the inclinations are chosen so that the knife moves both transversely to the mass strand and in its conveying direction when sliding along the oblique nozzle mouth.
- nozzle is located at the outlet of a metering device, in particular a gear metering pump.
- a gear metering pump This has a pair of gearwheels in a known manner and the mass to be conveyed is in the tooth gaps when the gearwheels are turned. The mass delivered per unit of time can be varied by changing the gear speed.
- a particularly preferred embodiment of the invention is characterized in that mottled gear wheels are attached to a common drive shaft which listen to a gear metering pump set having a plurality of gear pumps arranged side by side, the outlet nozzles being arranged side by side and all having a common knife assigned to them.
- the length of this knife is determined by the number of nozzles and its width in the cutting direction is essentially determined by the thickness of the nozzle mouth.
- disk-like intermediate pieces which define the distance between the nozzles or nozzle orifices and, if appropriate, also simultaneously seal the pressure sides of the individual metering pumps from one another.
- a further embodiment of the invention is characterized in that the inlets of the gear metering pumps are connected to one another via a cross distributor, the inlet connection or the like of which is connected in terms of flow to the filling pump, so that the medium can be supplied to all metering pumps via a single filling pump.
- a further preferred variant of the invention is characterized by a transport member for the cut-off portions which can be moved past below the nozzle orifice. It must be arranged, in particular in terms of height, so that on the one hand the portions are not deformed when placed on it and on the other hand the escape of the mass strand and the cutting off by the transport member are not impaired.
- the transport member is designed in a particularly advantageous manner as a web that can be unwound from a roll, in particular made of paper. This paper web can then later be divided into transportable or dispatchable units with the portions lying thereon.
- the web of paper or the like is supported in a further embodiment of the invention on an endless conveyor belt, which is expediently adjustable in height, thereby adapting the height to the nozzle mouths and with an inclined course of the conveyor belt plane to the imaginary plane through the geometric axes of the sausage-shaped portions to allow the portion length in a certain order of magnitude.
- the filling material to be divided into portions is introduced into the funnel 1 of the device 2.
- the device 2 contains at least one filling pump 3.
- at least one comminution device can also be installed in the device 2, which comminutes the material introduced into the hopper 1 to the desired degree of fineness, if necessary.
- the material conveyed by the filling pump 3 reaches a gear metering pump set 6.
- This is preceded by a transverse distributor 7, the connecting flange 8 of which is tightly connected to the connecting line 5.
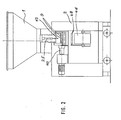
- Each gear metering pump of the metering pump set 6 has an outlet nozzle 9. In FIG. 2 nine such nozzles are shown.
- the metering pump set consists of fourteen metering pumps 10.
- metering pumps 10 can vary within further limits.
- the smallest unit has only a single metering pump, the inlet of which is then connected directly to the connecting line 5. 3 that 10 disk-like intermediate pieces 11 of different thickness can be inserted between the individual metering pumps. These not only determine the lateral distance between the individual outlet nozzles 8, but can also serve as part of the pump housing.
- each nozzle mouth 12 is cut or sheared at a predetermined time with the aid of a resettable and resettable knife 13, as a result of which the strand emerging from the nozzle, for example from stiff sausage or meat sausage meat, is divided into individual, more or less short or long portions is divided.
- the knife thickness is comparatively small and its width is set according to the diameter of the nozzle mouth.
- the length of the knife depends on the width of the gear metering pump set 6 in the direction of the geometric axis 14 of the drive shaft 15, for example for all upper gear wheels 16 measured. In the latter case, the driving wheel is designated 16 and the driven wheel 17.
- the operation of such gear metering pumps is known and therefore does not need to be explained in more detail.
- the good is over the tooth gaps 18. 19 promoted to the outlet nozzle 9. Accordingly, all emerging mass strands are cut through with a single knife stroke.
- the knife 13 can be set in the direction of the arrow 20 and can be reset in the opposite direction. During cutting, it slides along the nozzle mouth 12, the strands being sheared off at high speed. This will be explained in more detail below.
- the knife 13 is pivotally mounted on a sliding member 22 about an axis 21 extending in its longitudinal direction and perpendicular to the feed direction 20 and is connected to a pivot drive 23.
- the exemplary embodiment also provides a knife holder 24, on which the knife, in particular replaceable, is held. Accordingly, in the exemplary embodiment, the knife is indirectly pivotable on the slide via the knife holder 24 member 22 stored.
- the swivel drive 23 has a, in particular pneumatic, working cylinder 25. In an advantageous manner, this is also a knife displacement drive.
- the working direction of the working piston 26 of this working cylinder 25 runs parallel to the working direction of the displacement member or its guide bearing 27.
- the working piston 26 is coupled to a tab 29 of the knife holder 24 via a swivel joint 28. This tab is extended beyond the swivel joint 28, the extension piece 30 carrying a stop element 31, for example a bolt-shaped one.
- the stop element 31 engages in an elongated hole 32 of a control member 33 and is displaceable therein in the direction of the double arrow 34 and rotatable about its axis.
- the elongated hole and in particular also the entire control member 33 extend parallel to the working cylinder 25 or displacement member 22, i.e. the geometrical axes of these three elements run parallel and preferably in a common plane. This is otherwise perpendicular to a plane placed by the knife 13 and all nozzle openings.
- the axis 21 and the axis of the swivel joint 28 lie on a common imaginary axis that is laid to the geometric axes of the working cylinder and the displacement member Level, while due to the inclination of the tab 29 with its extension piece 30, the stop element 31 is removed from this imaginary plane and in the direction of the articulation axis 35 of the control member 33 on a beam 37.
- the working piston is also limited by an axis 36 Entirely pivoted.
- the lower end of the elongated hole 32 in the drawing forms a stop 38 for the stop element 31. It follows that the stop element 31 is at its greatest distance from the stop 38 in the starting position of the knife 13, that is to say in the retracted end position of the working piston 26. Starting from the upper end position shown in FIG. 4 in the direction of arrow 39, the knife 13 can be pivoted about the axis 23 towards the nozzle mouth 12. This takes place automatically with the aid of the swivel drive 23 or more precisely the feed movement of the working piston 26.
- the working piston 26 of the swivel drive 23, which is also a knife drive, is extended further, this leads to the shearing off of the emerging strand and to the formation of a portion 43 or, in the case of several nozzles, to a corresponding number of portions.
- the stop element 31 lies against the stop 38.
- the extension piece 30 is pivoted clockwise around the stop element 31. This leads to the lifting of the knife 1, 3 from the nozzle orifice 12.
- the portion 43 or the portion group is placed on a transport member 45 that can be moved past beneath the nozzle orifices 12. This is preferably a web 47 that can be unwound from a roll 46, in particular a paper web.
- the portion of the transport member 45 to be covered with the portions 43 rests on the upper run of an endless conveyor belt 48.
- the height 49 of the conveyor belt 48 and in particular its upper run 50 can be set within predetermined limits. 1 that both the device 2 and the associated device 51 with the gear metering pump set 6 and the cutting device can be moved.
- a braking or locking device 52 ensures that the correct alignment with respect to the conveyor belt 48 is maintained.
- controller 53 By means of a controller 53, the conveyance of the goods to be divided into portions and the feed movement of the cutting knife 13 are controlled so that the filling pump 3 can work continuously and the gearwheel -Dosing pump set 6 the correct amount is supplied, the cutting process should take place so that the resulting rear and front ends of the portions and the portions themselves are not deformed. If necessary, the controller 53 also serves other purposes, for example the correct functioning of a comminution device of the device 2.
- the portion size can be set on the controller 53. It is dependent on the flow rate, for example in the connecting line 5, and the time interval between two working movements of the cutting knife 13.
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Crushing And Pulverization Processes (AREA)
- Formation And Processing Of Food Products (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Claims (11)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3545673 | 1985-12-21 | ||
| DE3545673A DE3545673C2 (de) | 1985-12-21 | 1985-12-21 | Portioniermaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0226925A2 EP0226925A2 (fr) | 1987-07-01 |
| EP0226925A3 EP0226925A3 (en) | 1989-03-22 |
| EP0226925B1 true EP0226925B1 (fr) | 1990-11-22 |
Family
ID=6289311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86117031A Expired - Lifetime EP0226925B1 (fr) | 1985-12-21 | 1986-12-08 | Dispositif pour couper des portions |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4747767A (fr) |
| EP (1) | EP0226925B1 (fr) |
| DE (1) | DE3545673C2 (fr) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5046940A (en) * | 1989-06-19 | 1991-09-10 | Automated Machinery Systems, Inc. | Apparatus for dividing and cutting dough |
| EP0473799B1 (fr) * | 1990-08-31 | 1993-08-04 | Frisco-Findus Ag | Découpage de la viande |
| GB9312331D0 (en) * | 1993-06-15 | 1993-07-28 | Pj Contracts Limited | Meat substitute manufacturing process |
| US5840345A (en) * | 1995-04-17 | 1998-11-24 | Ayash; Ajwad | Dough transport device |
| US5906297A (en) * | 1996-11-21 | 1999-05-25 | Cole; Russell H. | Multi-outlet depositor |
| WO2004064992A1 (fr) * | 2003-01-20 | 2004-08-05 | De Jong Engineering Elburg B.V. | Diviseuse |
| HRP20041038A2 (en) * | 2004-11-04 | 2006-09-30 | Šturman Klaudio | Apparatus for serial production of minced-meat fingers |
| AT503323B1 (de) * | 2005-01-18 | 2008-11-15 | Erema | Strangformbauteil und verfahren zum anfahren desselben |
| ES2290811T3 (es) * | 2005-04-11 | 2008-02-16 | ALBERT HANDTMANN MASCHINENFABRIK GMBH & CO. KG | Dispositivo y procedimiento para la deposicion ordenada de porciones de salchichas independientes. |
| DE102007050592A1 (de) * | 2007-10-23 | 2009-04-30 | Rieter Automatik Gmbh | Stranggießvorrichtung zur Erzeugung von Granulatkörnern aus Kunststoffmaterial und Verfahren zu deren Betrieb |
| WO2013067087A1 (fr) * | 2011-11-01 | 2013-05-10 | Somal Hardev S | Portionneuse permettant d'obtenir de la viande hachée |
| EP2781160B1 (fr) * | 2013-03-21 | 2016-11-30 | Albert Handtmann Maschinenfabrik GmbH & Co. KG | Dispositif de fabrication de produits alimentaires coextrudés |
| ES2660477T3 (es) | 2015-07-30 | 2018-03-22 | Albert Handtmann Maschinenfabrik Gmbh & Co. Kg | Procedimiento y dispositivo para la nivelación simplificada de una máquina de llenado para la fabricación de embutidos |
| EP3424329B1 (fr) * | 2017-07-06 | 2021-03-10 | Radie B.V. | Dispositif de fourniture d'un morceau de pâte sur un substrat mobile |
| CN112873319A (zh) * | 2021-01-20 | 2021-06-01 | 胡强 | 一种杜仲皮清理切割一体机 |
| CN114931659B (zh) * | 2022-04-21 | 2023-01-10 | 广州市爱家有方日用品有限公司 | 一种公共厕所长效除臭剂及其制备方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE538189C (de) * | 1930-01-31 | 1931-11-11 | Thomas Asum | Presshefeteilapparat |
| US2090095A (en) * | 1936-09-22 | 1937-08-17 | George K Bainbridge | Candy cutting machine |
| GB712402A (en) * | 1951-04-24 | 1954-07-21 | S B Engineering Company Ltd | Improvements in or relating to the manufacture of plastic material such as ice cream |
| DE1695105U (de) * | 1953-04-07 | 1955-03-17 | Georg Bader | Einrichtung zur herstellung von raeucherwuersten ohne darm. |
| GB774347A (en) * | 1954-07-07 | 1957-05-08 | Swan Friteof Anderson | Block forming and wrapping machine |
| US2838012A (en) * | 1955-06-24 | 1958-06-10 | Edward Weidenmiller Co Inc | Cookie forming machine |
| US3019746A (en) * | 1957-09-10 | 1962-02-06 | Facs Mfg Company Inc | Extruding apparatus |
| US3415206A (en) * | 1965-03-31 | 1968-12-10 | Reisman Howard | Pretzel forming |
| US3776671A (en) * | 1970-11-13 | 1973-12-04 | Eskimo Pie Corp | Apparatus for producing confection bars |
| US3782876A (en) * | 1971-12-30 | 1974-01-01 | Reading Pretzel Machinery Co | Extrusion machine for pretzels and the like |
| US4392801A (en) * | 1979-06-13 | 1983-07-12 | Matthew Meyer | Apparatus for manufacturing cheese product |
-
1985
- 1985-12-21 DE DE3545673A patent/DE3545673C2/de not_active Expired - Fee Related
-
1986
- 1986-12-08 EP EP86117031A patent/EP0226925B1/fr not_active Expired - Lifetime
- 1986-12-19 US US06/944,666 patent/US4747767A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US4747767A (en) | 1988-05-31 |
| EP0226925A2 (fr) | 1987-07-01 |
| EP0226925A3 (en) | 1989-03-22 |
| DE3545673C2 (de) | 1995-12-21 |
| DE3545673A1 (de) | 1987-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0226925B1 (fr) | Dispositif pour couper des portions | |
| EP0383246B1 (fr) | Procédé et appareil pour alimenter les flocons de fibres en quantité donnée | |
| DE19518583C2 (de) | Schneidmaschine zum Zerschneiden von Produktlaiben | |
| DE1604331C2 (de) | Vorrichtung zum Zuteilen und kontrollierten Absetzen genau dosierter Mengen eines plastifizierten Kunststoffes | |
| EP3400805B1 (fr) | Dispositif et procédé de transfert et d'insertion de groupes de saucisses dans un emballage | |
| DE2555425A1 (de) | Vorrichtung zum einschlagen von papierriesen und dergleichen mit von einem kontinuierlichen verpackungsmaterialband abgeschnittenen blaettern, sowie zum einstellen der blattabmessungen in abhaengigkeit des riesformates | |
| DE3503094A1 (de) | Schneidvorrichtung zur bearbeitung kontinuierlich durchlaufender materialbahnen | |
| DE3022631C1 (de) | Landwirtschaftliche Aufsammelpresse mit Einfuelloeffnung an der Unterseite des Presskanals | |
| DE4026989A1 (de) | Drahtbiegemaschine fuer mit isolierung versehenen draht | |
| DE3900414C2 (fr) | ||
| DE19638307B4 (de) | Verfahren zum Schneiden von kontinuierlich geförderten, flächigen Produkten aus Papier oder ähnlichen Materialien | |
| DE3402567A1 (de) | Vorrichtung zum schneiden von stabmaterial, insbesondere von betonstahlstaeben | |
| EP1424900A2 (fr) | Diviseuse pour pate | |
| DE576788C (de) | Vorrichtung zum Schlingen von Brezeln | |
| DE102008013806B4 (de) | Portioniervorrichtung (Aufwärts Schneiden) | |
| EP0578938B1 (fr) | Dispositif de coupe monté sur une extrudeuse pour la fabrication de blocs creux | |
| DE953335C (de) | Vorrichtung zum Biegen von Blechkegeln auf Biegemaschinen | |
| EP1338201A1 (fr) | Machine de traitement de pâte pour la fabrication de produits de boulangerie fourrés | |
| EP0133305A1 (fr) | Dispositif d'alimentation de produits en forme de barres | |
| EP0265783A2 (fr) | Dispositif d'alimentation pour broyeurs à cylindres, en particulier pour graines oléagineuses | |
| DE102020127992B3 (de) | Fülleinheit für eine Rundlaufpresse und ein Verfahren zur Bereitstellung einer optimierten Rundlaufpresse | |
| EP0668016A1 (fr) | Appareil pour la production de morceaux de pâte pour les petits pains rustiques | |
| EP2298078A2 (fr) | Dispositif pour le pétrissage de portions de pâte | |
| DE2023841C2 (de) | Schneidvorrichtung zum Abschneiden gleicher Teigstücke von Teigsträngen | |
| DE4344621C2 (de) | Einrichtung zum Einstellen eines Räderfalzapparates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): FR GB |
|
| 17P | Request for examination filed |
Effective date: 19890505 |
|
| 17Q | First examination report despatched |
Effective date: 19890913 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19941123 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19941128 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951208 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |