EP0183862A1 - Vorrichtung zur Herstellung staubarmer Formatpapiere - Google Patents
Vorrichtung zur Herstellung staubarmer Formatpapiere Download PDFInfo
- Publication number
- EP0183862A1 EP0183862A1 EP84114647A EP84114647A EP0183862A1 EP 0183862 A1 EP0183862 A1 EP 0183862A1 EP 84114647 A EP84114647 A EP 84114647A EP 84114647 A EP84114647 A EP 84114647A EP 0183862 A1 EP0183862 A1 EP 0183862A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper
- suction
- paper web
- dust
- longitudinal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000428 dust Substances 0.000 title claims abstract description 85
- 238000005520 cutting process Methods 0.000 claims abstract description 46
- 238000004519 manufacturing process Methods 0.000 claims abstract description 3
- 238000007664 blowing Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 4
- 238000000605 extraction Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 3
- 238000005457 optimization Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
- B26D7/1863—Means for removing cut-out material or waste by non mechanical means by suction
Definitions
- the invention relates to a device for producing low-dust format paper by longitudinally and transversely cutting a paper web, with at least one device for suctioning off paper dust accumulating when it acts on the paper.
- Format papers in particular as copy paper, are increasingly required. It is important that these format papers are largely dust-free. It is generally known that when these format papers are produced from a continuous paper web by longitudinal and transverse cutting, paper dust is produced to a considerable extent in particular if the paper web used for this purpose has been produced from waste paper components. It must be assumed that paper dust is produced to a considerable extent, especially when slitting, and this must be removed.
- the invention is therefore based on the object of providing a device for producing format papers by cutting lengthwise and transversely of a paper web, with which format papers which are largely free of dust can be produced in the simplest possible way.
- This object is achieved according to the invention by a first device for suctioning paper dust directly in the longitudinal cutting area and a downstream second device for suctioning paper dust in the area of the longitudinal interfaces of the paper web.
- the suction of the paper dust in connection with the slitting is not limited to the slitting area itself, but to a location immediately afterwards as a supplementary suction directly in the area of the longitudinal interfaces. This leads to an improved removal of the paper dust, which is caused by the slitting.
- a blowing device for suctioning paper dust between the two aforementioned devices for suctioning paper dust in such a way that opposite to the suction device at the longitudinal interfaces on the other side of the paper web, ie a blowing device is arranged opposite the suction device.
- This blowing device blows paper dust located at the longitudinal interface in the region of the longitudinal edges of the paper web to the other side of the paper web, where the suction device is located, in order to suck off the blown-off dust. It is advantageous that the blowing process separates the longitudinal edges resulting from the longitudinal cut and thus enables optimal dust removal in addition to the other two dust removal measures.
- the first device for suction of paper dust is below the paper web
- the second device for suction of paper dust is also below the paper web
- the third device for suction of paper dust is above the paper web.
- the first device for suctioning paper dust expediently forms a suction chamber below the lower longitudinal cutting knives, which is partly limited by guide tables for the paper web arranged in front of and under the longitudinal cutting point in the running direction of the paper web.
- guide tables therefore advantageously fulfill a double function.
- the second device for suctioning paper dust which is connected downstream of the longitudinal cutting point, comprises the guide table already mentioned, designed here as a suction table, in which longitudinal slots are formed along the longitudinal interfaces of the paper web and are connected to a suction chamber. It is particularly advantageous if these longitudinal slots have edges which run inwards and downwards transversely to the direction of movement of the paper web.
- a particularly advantageous structural design results if not only the aforementioned longitudinal slots for the second device for suctioning paper dust are formed in the aforementioned suction table, but also slots that lie between the blowing device and the third device for suctioning paper dust, so that dust is also preferably removed in the area of the longitudinal intersections.
- a fourth device for suctioning paper dust is expediently located in the area of the cross-cutting knife above or below the paper web, preferably below the paper web.
- the paper web Before slitting, the paper web is often guided along the edge of a breaking bar.
- paper dust also arises, which can be removed by a fifth device provided there for suctioning paper dust.
- This device is preferably designed to be integrated with the crushing bar in such a way that a suction channel is arranged in the direction of movement of the paper web in front of the crushing bar edge, said suction channel being connected to a suction chamber arranged inside the crushing bar. This avoids the need to install this paper dust extraction device as a separate device.
- a material block is advantageously used, on which two edges of the breaker bar are formed.
- This block of material is detachably attached to a hollow box forming a suction chamber, so that after one edge of the breaking bar has worn out, the other breaking bar edge can be used after twisting the block of material.
- a suction channel is provided next to each breaking bar edge, the suction channel adjacent to the respectively effective breaking bar edge being connected to the suction chamber via a suction opening located in the hollow box, and thus only by air is extracted from the particular suction channel and dust can thus be effectively removed in the area of the edge of the crowbar.
- a sixth device for suctioning paper dust is provided, specifically in the area of the transport path of a paper giant, such that a suction chamber is preferably arranged below the transport path for the paper giant and is connected to the edge region of the paper giant via corresponding suction openings , so that air can be drawn through this edge area from this suction chamber.
- the resulting air flow sucks away any remaining dust, so that ultimately largely dust-free format paper can be removed at the end of a system for producing format paper.
- Fig. 1 shows schematically a part of a system which shows, in succession, processing stations in which the paper web is acted on in different ways. In particular, various dedusting measures are taken.
- FIG. 1 shows from left to right a station A in which the paper web is guided past a break bar. This is followed by a station B, in which, if desired, the paper web is perforated through a rotary hole. This is followed by the longitudinal cutting of the paper web in a station C. The paper web is cross-cut in a subsequent station D, which is followed by a sorting switch E and a collecting station F, where the cut paper sheets are sorted or stacked. In the last station G, the stacked sheets of paper are transversely transported.
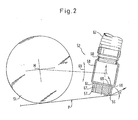
- FIG. 2 shows the crushing bar 52 located in station A with integrated dust extraction.
- the paper web P runs from a roller 54 to the break bar 52, where the paper web is guided with a deflection (O () around an edge 56 of the break bar 52.
- the crushing bar consists of a hollow box 58, in which a suction nozzle 60 is fastened on the side facing away from the breaking edge 56, to which suction nozzle 60 a hose 62 is fastened.
- the breaking edge 56 is located on a block 64 which is fastened on the side of the hollow box 58 facing away from the suction nozzle 60.
- a suction channel 66 in block 64 which is aligned with a suction opening 68 in the hollow box 58.
- Two suction channels 66, 67 are provided in a symmetrical arrangement, so that the block 64 can be changed in position so that after the breaking edge 56 has been worn, the symmetrically arranged breaking edge 57 can be used.
- the entire crushing bar 52 can be pivoted back and forth about the central axis M of the roller 54 to a specific deflection angle (cK).
- station C is shown in more detail.
- An upper knife 72 and a lower knife 74 are rotatably mounted in a frame 70 of this station, these knives being designed as circular knives which are arranged parallel to one another in the direction of their axis of rotation, an annular cutting edge 75 of the lower knife 74 and an annular cutting edge 73 of each Interacting upper knife 72 and overlap each other in a slitting area a.
- the axes of the circular knives 72, 74 are aligned parallel and one above the other perpendicular to the direction of movement of the paper web.
- a guide plate 76 and downstream of the rotary blades designed as a suction table 78 management table.
- the paper web runs continuously over the guide plate 76 and the suction table 78, with the aforementioned knife cutting the paper web lengthways. With this slitting, paper dust develops, which should be removed as completely as possible. In the large area of the longitudinal cutting, this is done in three ways, namely by means of a first suction device 80 located directly below the lower knife 74, and a subsequent suction device 80 above the suction table 78 and second suction device 82 located behind the upper knife 72, and a third suction device 84 located below the suction table 78 in the direction of movement of the paper web behind the second suction device 82.
- first suction device 80 there are a row of suction openings 88 in an L-shaped lower knife bar 86 immediately below the lower knife 74, below which a suction box 9 is connected to the lower knife bar 86 and is connected to a hose 94 via a connecting piece 92.
- the guide plate 76 already mentioned is fastened to the vertical leg of the lower cutter bar 86 above a bar 96.
- a cover plate 98 is fastened in the inner angular region of the lower cutter bar 86 in order to prevent dust nests from forming there.
- an end plate 100 is attached, which extends to the lower cutter 74 and thus forms a suction space 102 in the lower region of the lower cutter together with the lower cutter 74, the strip 96, the guide plate 76 and the suction table 78.
- the second suction device 82 has a blow pipe 104, which is located below the suction table 78. In the radiation area of this blow pipe 104 there are slots 77 in the suction table 78, through which the interfaces of the paper web extend after the longitudinal cutting, so that dust still at the interfaces is blown off and directed into the mouth opening 106 of an upper suction pipe 108.
- the third suction device 84 is located behind the second suction device 82 with respect to the direction of movement of the paper web and essentially consists of a suction box 110 located below the suction table 78, to which a hose 112 is fastened.
- the suction box 110 is connected to elongated holes 114 in the suction table 78, through which the previously mentioned interfaces of the paper web run after the longitudinal cutting.
- this third suction device 84 there is a further guide plate 116, to which a pair of pulling rollers 118 is connected.
- FIG. 4b shows a section through an elongated hole 114 along the line b-b in FIG. 4a.
- the upper knife 72 and the lower knife 74 can be seen schematically on the left-hand side, and the suction table 78 adjoining them in the direction to the right, ie in the running direction of the paper web with the suction box 110 underneath.
- the suction table 78 adjoining them in the direction to the right, ie in the running direction of the paper web with the suction box 110 underneath.
- the suction table On the right side of the suction table is the already mentioned pair of pull rollers 118, which are pull rollers with which the paper web is pulled over the suction table.
- the edges 79 of the longitudinal slots 114 which run transversely to the longitudinal direction of the longitudinal slots 114, are arched downward.
- the radius of this arching is about 3 mm when new and changes with increasing wear.
- the width of the longitudinal slots depends on the paper quality and is selected in exact coordination with the length of the longitudinal slots, the opening cross section of the longitudinal slots depending on the suction power and the available space in the machine.
- the longitudinal slots are located immediately behind the slitter, but must be arranged in the area of uniform tension in front of the cross knife.
- a single, inherently rigid suction box or suction table does not necessarily have to be used.
- the longitudinal slots can be changed in the width direction in order to adapt to the respective sheet format.
- the convex edges 79 serve to fan out the interface of one or more superposed paper webs when the paper web with the interface is moved continuously over the longitudinal slot 114 and is drawn through the longitudinal slots in the suction box air which has not only a deforming action on the paper sheets in the longitudinal sectional area, but the effect also an effect eststaub remaining R, favored by fanning out to withdraw into the suction box.
- FIG. 5 A corresponding suction device results from FIG. 5, where two identical knife drums 122 lying one above the other are rotatably mounted in a frame 120 in such a way that the knives 124 located therein come into contact with one another at a very specific point, so that at this point a cross cutting of the Paper web is done.
- a U-shaped bar 125 which surrounds at least the lower half of the lower knife drum 122 and thus forms a suction space 126.
- suction openings 128 are formed, to which a suction device, not shown, is connected.
- a guide plate 130 for the paper web In the direction of movement of the paper web from left to right in front of the two knife drums 122 there is also a guide plate 130 for the paper web, which in the rest enlarges the suction space 126 up to the top of the lower knife drum.
- the running into the area of the cross cutters is stabilized by guiding the paper web over the suction table 78 already mentioned and described, so that a perfect cross cutting can take place.
- FIG. 6 a cross conveyor belt 132 is shown on which the paper giant R rests.
- the paper giant R is laterally delimited by support bands 134 deflected about vertical axes, a small space remaining between the paper giant and the support bands.
- the paper web After passing through station B, the paper web arrives in station C and there in the area of the slitter. In this area, triple suction takes place in interaction from above or from below, first by downward air flow in the immediate knife area, then by blowing from the bottom up, i.e. Vacuuming upwards, and finally by vacuuming downwards, in particular in the longitudinal section of the paper web, the paper dust accumulated during the cutting is optimally removed. In the latter suction, the interfaces of the paper web run through the longitudinal slots 114 mentioned above the suction table 78. In addition to the dust suction, this leads to a stabilization of the paper web.
- the suctioning of the dust in this area is additionally facilitated in that these elongated holes are arched transversely to the direction of movement of the paper web.
- the cut paper web is "opened” in the cutting area, so that the dust can also be removed from the inner area of the paper webs.
- Dust extraction can also be improved by brushes acting over the longitudinal slots. These can e.g. be designed as rotary brushes, which are arranged directly above the longitudinal slots.
- the vacuum during the dust extraction in the area of the lower knives in the longitudinal and / or cross cutting area and / or on the suction table 78 can be maintained at cutting speeds between 100 to 400 m / min., Advantageously in the range of 250 to 840 millibars. In this area, the best results achieved, but it is possible to set values of the vacuum specified above the limit values.
- the cross cutting then takes place in the station D, where the suction already described takes place in the area of the lower knife in order to remove the paper dust which arises during the cross cutting.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Cutting Devices (AREA)
- Nonmetal Cutting Devices (AREA)
- Filtering Materials (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zur Herstellung staubarmer Formatpapiere durch Längs-und Querschneiden einer Papierbahn, mit mindestens einer Einrichtung zum Absaugen von beim Einwirken auf das Papier anfallendem Papierstaub.
- In zunehmendem Maße werden Formatpapiere, insbesondere als Kopierpapier, benötigt. Dabei ist es von Wichtigkeit, daß diese Formatpapiere weitgehend staubarm sind. Es ist allgemein bekannt, daß beim Herstellen dieser Formatpapiere aus einer fortlaufenden Papierbahn durch Längs- und Querschneiden insbesondere dann in erheblichem Maße Papierstaub anfällt, wenn die hierfür verwendete Papierbahn aus Altpapierbestandteilen hergestellt worden ist. Dabei ist davon auszugehen, daß gerade beim Längsschneiden in erheblichem Maß Papierstaub anfällt, den es zu beseitigen gilt. So ist es beispielsweise aus der DE-PS 217 176 bekannt, beim Längsschneiden einer Papierbahn dadurch den dabei entstehenden Staub zu entfernen, daß im Bereich des Längsschneiders zwischen Messerscheiben und einer Druckwalze eine Saugkammer angeordnet ist, durch die beim Längsschneiden anfallender Papierstaub unmittelbar aus dem Längsschneidebereich abgesaugt wird.
- Aus der DE-OS 21 64 554 ist es bekannt, beim Längsschneiden einer Papierbahn derart anfallenden Papierstaub zu beseitigen, daß Messerscheiben in Umfangsschlitze eines Walzenkörpers eindringen, um im Eindringbereich den Längsschneidevorgang zu vollziehen. Diese Umfangsschlitze stehen mit einer innerhalb des Walzenkörpers befindlichen Saugkammer in Verbindung, so daß durch die Umfangsschlitze beim Längsschneiden anfallender Staub abgesaugt werden kann.
- Aus der DE-PS 303 958 ist es bekannt, beim Längsschneiden einer Papierbahn anfallenden Papierstaub dadurch zu beseitigen, daß der Staub abgeblasen oder abgesaugt wird.
- Schließlich ist es aus der US-PS 3 888 624 bekannt, nach dem Längsschneidevorgang die Schnittstelle derart über eine Saugkammer laufen zu lassen, daß die eine Schnittseite der Papierbahn auf der einen und die andere Schnittseite der Papierbahn auf der anderen Seite der Saugkammer an Saugschlitzen vorbeiläuft, um entlang der jeweiligen Längskannten der Schnittstelle der Papierbahn angefallenen Staub zu beseitigen.
- Die bekannten Vorrichtungen zum Beseitigen von beim Schneiden einer Papierbahn anfallendem Staub sind in zufriedenstellender Weise nicht für die Herstellung staubarmer Formatpapiere heranzuziehen, so daß diesbezüglich ein Bedürfnis für eine erhebliche Verbesserung besteht.
- Daher liegt der Erfindung die Aufgabe zugrunde, eine Vorrichtung zur Herstellung von Formatpapieren durch Längs- und Querschneiden einer Papierbahn zu schaffen, mit der weitgehend staubarme Formatpapiere auf möglichst einfache Weise herzustellen sind.
- Diese Aufgabe wird erfindungsgemäß gelöst durch eine erste Einrichtung zum Absaugen von Papierstaub unmittelbar im Längsschneidebereich und eine nachgeschaltete zweite Einrichtung zum Absaugen von Papierstaub im Bereich der Längsschnittstellen der Papierbahn.
- Gemäß dieser Lösung beschränkt sich das Absaugen des Papierstaubes im Zusammenhang mit dem Längsschneiden nicht nur auf den Längsschneidebereich selbst, sondern auf eine Stelle unmittelbar danach als ergänzendes Absaugen unmittelbar im Bereich der Längsschnittstellen. Dies führt zu einer verbesserten Beseitigung des Papierstaubes, welcher durch das Längsschneiden verursacht wird.
- Hinsichtlich einer weiteren Optimierung der Staubentfernung aufgrund des Längsschneidens befindet sich zwischen den beiden vorgenannten Einrichtungen zum Absaugen von Papierstaub eine weitere dritte Einrichtung zum Absaugen von Papierstaub derart, daß gegenüberliegend zur Saugeinrichtung an den Längsschnittstellen auf der anderen Seite der Papierbahn, d.h. gegenüberliegend der Saugeinrichtung, eine Blaseinrichtung angeordnet ist. Diese Blaseinrichtung bläst im Bereich der Längskanten der Papierbahn an der Längsschnittstelle befindlichen Papierstaub auf die andere Seite der Papierbahn dorthin, wo sich die Saugeinrichtung befindet, um den abgeblasenen Staub abzusaugen. Dabei wirkt es sich als vorteilhaft aus, daß durch den Blasvorgang die sich durch den Längsschnitt ergebenden Längskanten voneinander trennen und so eine optimale Staubentfernung in Ergänzung zu den beiden anderen Staubentfernungsmaßnahmen zu ermöglichen.
- Es hat sich als besonders vorteilhaft herausgestellt, wenn sich die erste Einrichtung zum Absaugen von Papierstaub unterhalb der Papierbahn, die zweite Einrichtung zum Absaugen von Papierstaub ebenfalls unterhalb der Papierbahn und die dritte Einrichtung zum Absaugen von Papierstaub oberhalb der Papierbahn befinden. Diese wechselseitige Anordnung der Saugeinrichtungen führt zu einer Optimierung der Papierstaubentfernung.
- Zweckmäßigerweise bildet die erste Einrichtung zum Absaugen von Papierstaub unterhalb den unteren Längsschneidemessern eine Saugkammer,'die teilweise von in Laufrichtung der Papierbahn vor und unter der Längsschneidestelle angeordneten Führungstischen für die Papierbahn begrenzt ist. Somit erfüllen diese Führungstische vorteilhafterweise eine Doppelfunktion. Die zweite Einrichtung zum Absaugen von Papierstaub, die der Längsschneidestelle nachgeschaltet ist, umfaßt in vorteilhafter Ausgestaltung den bereits erwähnten, hier als Saugtisch ausgebildeten Führungstisch, in dem entlang den Längsschnittstellen der Papierbahn Längsschlitze ausgebildet sind, die mit einer Saugkammer in Verbindung stehen. Dabei ist es von besonderem Vorteil, wenn diese Längsschlitze quer zur Bewegungsrichtung der Papierbahn nach innen und nach unten gekrümmt verlaufende Ränder aufweisen. Während die Papierbahn sich über den Saugtisch bewegt und dabei mit den Längsschnittstellen über die genannten Längsschlitze, so führt dies zu einem Trennen der durch den Längsschnitt entstehenden Längskanten im Sinne einer optimalen Staubentfernung. Insbesondere wirkt sich diese konstruktive Ausgestaltung der Längsschlitze vorteilhaft aus, wenn mehrere übereinanderliegende Papierbahnen geschnitten werden und die Längsschlitze ein Auffächern der übereinanderliegenden Papierbahnen im Bereich der Längsschnitte hervorrufen, damit auch zwischen den Papierbahnen befindlicher Staub optimal entfernt und darüber hinaus die nach dem Längsschneiden an den Schnittstellen zusammenklebenden Längskanten der Papierbahnen getrennt werden.
- Eine besonders vorteilhafte konstruktive Ausgestaltung ergibt sich, wenn in dem vorgenannten Saugtisch nicht nur die genannten Längsschlitze für die zweite Einrichtung zum Absaugen von Papierstaub ausgebildet sind, sondern darüber hinaus noch Schlitze, die zwischen der Blaseinrichtung und der dritten Einrichtung zum Absaugen von Papierstaub liegen, so daß auch dort bevorzugt im Bereich der Längsschittstellen eine Staubentfernung vorgenommen wird.
- In Ergänzung zu den bereits erwähnten Einrichtungen zum Absaugen von Papierstaub befindet sich zweckmäßigerweise im Bereich der Querschneidemesser oberhalb oder unterhalb der Papierbahn, bevorzugt unterhalb der Papierbahn, eine vierte Einrichtung zum Absaugen von Papierstaub.
- Vor dem Längsschneiden wird häufig die Papierbahn entlang einer Brechleistenkante geführt. Bei dem dort stattfindenden Umlenken und Richten der Papierbahn entsteht ebenfalls Papierstaub, welcher durch eine dort vorgesehene fünfte Einrichtung zum Absaugen von Papierstaub entfernt werden kann. Dabei ist diese Einrichtung vorzugsweise mit der Brechleiste derart integriert ausgestaltet, daß in Bewegungsrichtung der Papierbahn vor der Brechleistenkante ein Absaugkanal angeordnet ist, der mit einer innerhalb der Brechleiste angeordneten Saugkammer in Verbindung steht. Dadurch wird vermieden, daß diese Einrichtung zum Absaugen von Papierstaub als getrennte Einrichtung installiert werden muß.
- Vorteilhafterweise wird ein Materialblock verwendet, an dem zwei Brechleistenkanten ausgebildet sind. Dieser Materialblock ist lösbar an einem Saugkammer bildenden Hohlkasten angebracht, so daß nach einer Abnutzung der einen Brechleistenkante nach Verdrehen des Materialblocks die andere Brechleistenkante zum Einsatz kommen kann. Hierzu ist neben jeder Brechleistenkante ein Absaugkanal vorgesehen, wobei der der jeweils wirksamen Brechleistenkante benachbarte Absaugkanal über eine im Hohlkasten befindliche Absaugöffnung mit der Saugkammer verbunden, damit nur durch den bestimmten Absaugkanal Luft abgesaugt und somit Staub wirksam im Bereich der Brechleistenkante entfernt werden kann.
- Schließlich ist zur weiteren Optimierung der Papierstaubentfernung eine sechste Einrichtung zum Absaugen von Papierstaub vorgesehen, und zwar im Bereich des Transportweges eines Papierrieses derart, daß vorzugsweise unterhalb der Transportbahn für das Papierries eine Saugkammer angeordnet ist, die über entsprechende Saugöffnungen mit dem Randbereich des Papierrieses verbunden ist, so daß von dieser Saugkammer Luft durch diesen Randbereich gezogen werden kann. Der dadurch entstehende Luftstrom saugt noch vorhandenen Reststaub weg, so daß letztlich weitgehend staubfreies Formatpapier am Ende einer Anlage zur Herstellung von Formatpapier entnommen werden kann.
- Weitere Einzelheiten, Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung der in den Zeichnungen rein schematisch dargestellten Ausführungsbeispiele. Es zeigt:
- Fig. 1 in schematischer Seitenansicht eine Anlage zum Herstellen von Formatpapier mit den einzelnen Bearbeitungsstationen;
- Fig. 2 eine Brechleiste mit integrierter Staubabsaugung;
- Fig. 3 eine Schnittansicht durch eine Längsschneidevorrichtung mit drei verschiedenen Absaugeinrichtungen;
- Fig. 4a vergrößert herausgezeichnet eine schematische Schnittansicht einer der in Fig. 3 dargestellten Absaugeinrichtungen;
- Fig. 4 b eine Querschnittsansicht entlang der Schnittlinie b-b in Fig. 4a;
- Fig. 5 eine Querschnittsansicht durch den Querschneidebereich der Anlage mit einer Staubabsaugeinrichtung; und
- Fig. 6 eine Querschnittsansicht durch eine Transportstation der Anlage gemäß Fig. 1 mit einer Staubabsaugeinrichtung.
- Fig. 1 zeigt schematisch einen Teil einer Anlage, welche in Aufeinanderfolge Bearbeitungsstätionen zeigt, in denen auf unterschiedliche Weise auf die Papierbahn eingewirkt wird. Insbesondere werden verschiedene Entstaubungsmassnahmen vorgenommen.
- So zeigt diese Fig. 1 von links nach rechts eine Station A, in der die Papierbahn an einer Brechleiste vorbeigeführt wird. Daran schliesst sich an eine Station B, in der die Papierbahn, sofern dies gewünscht wird, durch eine Rotationsloche gelocht wird. Im Anschluss daran erfolgt in einer Station C das Längsschneiden der Papierbahn. Das Querschneiden der Papierbahn erfolgt in einer sich daran anschliessenden Station D, woran sich eine Sortierweiche E und eine Sammelstation F anschliessen, wo die geschnittenen Papierblätter sortiert bzw. gestapelt werden. In der letzten Station G erfolgt ein Quertransport der gestapelten Papierblätter.
- Nachfolgend werden nun anhand von Fig. 2 bis 6 die einzelnen Stationen beschrieben:
- In Fig. 2 ist die in der Station A befindliche Brechleiste 52 mit integrierter Staubabsaugung dargestellt. Wie der Fig. 2 zu entnehmen ist, läuft die Papierbahn P von einer Walze 54 zur Brechleiste 52, wo die Papierbahn mit einer Umlenkung ( O( ) um eine Kante 56 der Brechleiste 52 geführt ist.
- Die Brechleiste besteht aus einem Hohlkasten 58, in dem an der der Brechkante 56 abgewandten Seite ein Absaugstutzen 60 befestigt ist, an welchen Absaugstutzen 60 ein Schlauch 62 befestigt ist.
- Die Brechkante 56 befindet sich an einem Block 64, der an der dem Absaugstutzen 60 abgewandten Seite des Hohlkastens 58 befestigt ist. Im unmittelbaren Bereich der Brechkante 56 und in Laufrichtung der Papierbahn P vor der Brechkante 56 befindet sich im Block 64 ein Absaugkanal 66, der mit einer Absaugöffnung 68 im Hohlkasten 58 fluchtet. In symmetrischer Anordnung sind zwei Absaugkanäle 66, 67 vorgesehen, so dass der Block 64 so lageverändert werden kann, dass nach einer Abnutzung der Brechkante 56 die symmetrisch dazu angeordnete Brechkante 57 zum Einsatz gelangen kann.
- Entsprechend dem Doppelpfeil 69 ist die gesamte Brechleiste 52 um die Mittelachse M der Walze 54 hin- und herschwenkbar auf einen bestimmten Ablenkwinkel (cK ) einstellbar.
- Wenn durch den Schlauch 62 abgesaugt wird, so ergibt sich ein Luftstrom entsprechend den dargestellten Pfeilen aus dem Bereich unmittelbar vor der Brechkante 56, durch den Absaugkanal 66, die Absaugöffnung 68, den Hohlkasten 58 in den Saugstutzen 60, so dass im Bereich der Brechkante angesammelter Staub mit dem Luftstrom mitgerissen und abgeführt wird.
- In Fig. 3 ist mehr im einzelnen die Station C dargestellt. In einem Rahmen 70 dieser Station sind ein Obermesser 72 und ein Untermesser 74 drehgelagert, wobei diese Messer als kreisförmige Messer ausgebildet sind, die in Richtung ihrer Drehachse parallel zueinander angeordnet sind, wobei jeweils eine kreisringförmige Schneidkante 75 des Untermessers 74 und eine kreisringförmige Schneidkante 73 des Obermessers 72 zusammenwirken und einander in einem Längsschneidebereich a überlappen. Die Achsen der Kreismesser 72, 74 sind senkrecht zur Bewegungsrichtung der Papierbahn parallel und übereinanderliegend ausgerichtet. In Bewegungsrichtung der Papierbahn vor den Drehmessern befindet sich eine Führungsplatte 76 und hinter den Drehmessern ein als Saugtisch 78 ausgebildeter Führungstisch. Die Papierbahn läuft kontinuierlich über die Führungsplatte 76 und den Saugtisch 78, wobei durch die genannten Messer ein Längsschneiden der Papierbahn erfolgt. Bei diesem Längsschneiden entwickelt sich Papierstaub, welcher möglichst vollständig zu entfernen ist. Dies erfolgt im Grossbereich des Längsschneidens auf dreifache Weise, nämlich durch eine unmittelbar unterhalb dem Untermesser 74 befindliche erste Absaugeinrichtung 80, eine sich daran anschliessende, oberhalb des Saugtisches 78 und hinter dem Obermesser 72 befindliche zweite Absaugeinrichtung 82, und eine unterhalb des Saugtisches 78 in Bewegungsrichtung der Papierbahn hinter der zweiten Absaugeinrichtung 82 befindliche dritte Absaugeinrichtung 84.
- Für die erste Absaugeinrichtung 80 befinden sich in einem L-förmigen Untermesserbalken 86 unmittelbar unterhalb des Untermessers 74 eine Reihe von Saugöffnungen 88, unterhalb von denen am Untermesserbalken 86 ein Saugkasten 9 angeschlossen ist, der über einen Stutzen 92 mit einem Schlauch 94 verbunden ist.
- Am vertikalen Schenkel des Untermesserbalkens 86 ist über einer Leiste 96 die bereits erwähnte Führungsplatte 76 befestigt. Im inneren Winkelbereich des Untermesserbalkens 86 ist eine Abkleidungsplatte 98 befestigt, um zu verhindern, dass sich dort Staubnester bilden. Am freien Ende des horizontalen Schenkels des Untermesserbalkens 86 ist ein Abschlussblech 100 befestigt, welches bis zum Untermesser 74 verläuft und somit im unteren Bereich des Untermessers zusammen mit dem Untermesser 74, der Leiste 96, der Führungsplatte 76 und dem Saugtisch 78 einen Saugraum 102 bildet.
- Wenn durch den Schlauch 94 Luft abgesaugt wird, so wird im Schneidbereich der beiden Messer Luft angesaugt, die über die Saugöffnung 88 in den Saugkasten 90 und von dort in den Schlauch 94 gelangt. Dieser Luftstrom reisst einen Grossteil des Staubes mit, der beim Längsschneiden im unmittelbaren Bereich der Messer auftritt.
- Die zweite Absaugeinrichtung 82 weist ein Blasrohr 104 auf, welches sich unterhalb des Saugtisches 78 befindet. Im Abstrahlbereich dieses Blasrohres 104 befinden sich im Saugtisch 78 Schlitze 77, über die sich die Schnittstellen der Papierbahn nach dem Längsschneiden erstrecken, so dass noch an den Schnittstellen befindlicher Staub abgeblasen und in die Mündungsöffnung 106 eines oberen Absaugrohres 108 gerichtet wird.
- Die dritte Absaugeinrichtung 84 befindet sich in bezug auf die Bewegungsrichtung der Papierbahn hinter der zweiten Absaugeinrichtung 82 und besteht im wesentlichen aus einem unterhalb des Saugtisches 78 befindlichen Saugkasten 110, an dem ein Schlauch 112 befestigt ist. Der Saugkasten 110 steht mit im Saugtisch 78 befindlichen Langlöchern 114 in Verbindung, über die nach dem Längsschneiden die bereits vorerwähnten Schnittstellen der Papierbahn verlaufen. In Bewegungsrichtung der Papierbahn hinter dieser dritten Absaugeinrichtung 84 befindet sich eine weitere Führungsplatte 116, an dies sich ein Zugwalzenpaar 118 anschliesst.
- Eine detailliertere Darstellung dieser dritten Absaugeinrichtung ist aus Fig. 4 ersichtlich, in der Fig. 4b einen Schnitt durch ein Langloch 114 entlang der Linie b-b in Fig. 4a zeigt.
- In Fig. 4a sind auf der linken Seite schematisch das Obermesser 72 und das Untermesser 74 zu sehen, sowie der sich daran in Richtung nach rechts, d.h. in Laufrichtung der Papierbahn anschliessende Saugtisch 78 mit dem darunter befindlichen Saugkasten 110. Auf der rechten Seite des Saugtisches schliesst sich das bereits erwähnte Zugwalzenpaar 118 an, bei dem es sich um Zugwalzen handelt, mit denen die Papierbahn über den Saugtisch gezogen wird.
- Wie der Fig. 4b zu entnehmen ist, sind die Ränder 79 der Längsschlitze 114, welche quer zur Längsrichtung der Längsschlitze 114 verlaufen, nach unten eingewölbt. Der Radius dieser Einwölbung beträgt im Neuzustand ca. 3 mm und verändert sich durch zunehmende Verschleiss. Die Breite der Längsschlitze hängt von der Papierqualität ab und wird in genauer Abstimmung zur Länge der Längsschlitze ausgewählt, wobei der Öffnungsquerschnitt der Längsschlitze von der Saugleistung und vom vorhandenen Platz in der Maschine abhängt. Die Längsschlitze befinden sich unmittelbar hinter dem Längsschneider, müssen aber im Bereich gleichmässiger Zugspannung vor dem Quermesser angeordnet sein.
- Es muss nicht unbedingt ein einziger, in sich starrer Saugkasten oder Saugtisch verwendet werden. Bei entsprechender konstruktiver Ausführung, möglicherweise mit ineinander geschachtelten Saugkästen, ist eine Lageveränderung der Längsschlitze in Breitenrichtung möglich, um eine Anpassung an das jeweilige Blattformat vorzunehmen.
- Wie bereits beschrieben worden ist, dienen die eingewölbten Ränder 79 dem Auffächern der Schnittstelle einer oder mehrere übereinanderliegender Papierbahnen, wenn die Papierbahn mit der Schnittstelle kontinuierlich über den Längsschlitz 114 bewegt wird und durch die Längsschlitze in den Saugkasten Luft eingesaugt wird, die nicht nur eine verformende Einwirkung auf die Papierblätter im Längsschnittbereich hat, sondern auch eine Wirkung dahingehend, noch vorhandenen Reststaub, begünstigt durch die Auffächerung, in den Saugkasten abzuziehen.
- Auch beim Querschneiden der Papierbahn muss, wenn auch in vermindert notwendigem Maße eine Staubentfernung vorgenommen werden. Eine diesbezügliche Absaugeinrichtung ergibt sich aus Fig. 5, wo in einem Rahmen 120 zwei übereinanderliegende, identische Messertrommeln 122 so drehgelagert sind, dass die darin befindlichen Messer 124 an einer ganz bestimmten Stelle selbstschärfend miteinander in Berührung gelangen, so dass an dieser Stelle ein Querschneiden der Papierbahn erfolgt. Unterhalb der unteren Messertrommel 122 befindet sich ein U-förmiger Balken 125, welcher zumindest die untere Hälfte der unteren Messertrommel 122 umgibt, und somit einen Saugraum 126 bildet. Im Balken 125 sind unterhalb des Saugraumes 126 Saugöffnungen 128 ausgebildet, an die sich eine nicht dargestellte Absaugeinrichtung anschliesst. In Bewegungsrichtung der Papierbahn von links nach rechts vor den beiden Messertrommeln 122 befindet sich noch eine Führungsplatte 130 für die Papierbahn, welche im übrigen den Saugraum 126 bis zur Oberseite der unteren Messertrommel vergrössert.
- Das Einlaufen in den Bereich der Querschneider wird durch das Führen der Papierbahn über den bereits erwähnten und beschriebenen Saugtisch 78 stabilisiert, so dass ein einwandfreieres Querschneiden erfolgen kann.
- Schliesslich erfolgt beim Abtransport, und insbesondere beim Quertransport des Papierries eine letzte Kantentaubabsaugung zum Entfernen von Reststaub. Die diesbezügliche Absaugeinrichtung ergibt sich aus Fig. 6. In Fig. 6 ist ein Querstransportband 132 dargestellt, auf dem das Papierries R aufliegt. Das Papierries R wird seitlich von um vertikale Achsen umgelenkten Stützbändern 134 begrenzt, wobei zwischen dem Papierries und den Stützbändern ein geringer Zwischenraum verbleibt. Unterhalb des Transportbandes 132 befindet sich ein Saugkasten 136 mit einem Saugstutzen 138 und einem sich daran anschliessenden Schlauch 140. Seitlich des Saugkastens 136 befinden sich Saugöffnungen 142, die mit dem Spalt zwischen Papierries R und den Stützbänder 134 in Verbindung stehen. Wenn somit durch den Schlauch 140 ein Absaugen erfolgt, so wird entsprechend den dargestellten Pfeilen Luft von der Umgebung in den genannten Spalt zwischen Papierries R und Stützbänder 134 und von dort in den Saugkasten 136 gesaugt. Durch den dabei entstehenden Luftstrom wird an den Ränder des Papierries vorhandener Reststaub abgesaugt und entfernt.
- Wenn die Papierbahn die in Fig. 1 dargestellte Anlage durchläuft, so wird die Papierbahn P in der Station A an einer Brechleiste vorbeigeführt und erfährt dabei eine richtende Umlenkung. Bei diesem Einwirken auf das Papier entsteht Oberflächenpapierstaub infolge eines gewissen Abriebs. Der dort anfallende Papierstaub wird durch die in der Brechleiste 52 integrierte Absaugeinrichtung durch einen Luftstrom abgesaugt, welcher in Fig. 2 durch eine Reihe von drei Pfeilen gekennzeichnet ist.
- Nach Durchlaufen der Station B gelangt die Papierbahn in die Station C und dort in den Bereich des Längsschneiders. In diesem Bereich erfolgt eine dreifache Absaugung in Wechselwirkung von oben bzw. von unten, indem zunächst im unmittelbaren Messerbereich durch einen nach unten gerichteten Luftstrom nach unten, dann durch Blasen von unten nach oben, d.h. Absaugen nach oben, und schließlich durch Absaugen nach unten, insbesondere im Längsschnittbereich der Papierbahn, auf optimale Weise der beim Schneiden angefallene Papierstaub entfernt wird. Bei der letztgenannten Absaugung verlaufen die Schnittstellen der Papierbahn über die genannten Längsschlitze 114 über den Saugtisch 78. Dies führt neben der Staubabsaugung zu einer Stabilisierung der Papierbahn. Das Absaugen des Staubs in diesem Bereich wird zusätzlich dadurch erleichtert, daß diese Langlöcher quer zur Bewegungsrichtung der Papierbahn eingewölbt sind. Insbesondere wenn mehrere übereinanderliegende Papierbahnen geschnitten werden, so kommt es zu einem "Aufblättern" der geschnittenen Papierbahn im Schnittbereich, so daß der Staub auch aus dem Innenbereich der Papierbahnen entfernt werden kann. Zusätzlich kann der Staubabzug auch durch über den Längsschlitzen wirkende Bürsten verbessert werden. Diese können z.B. als Rotationsbürsten ausgeführt sein, die direkt über den Längsschlitzen angeordnet sind.
- Das Vakuum bei der Staubabsaugung im Bereich der Untermesser im Längs- und/oder Querschneidebereich und/oder am Saugtisch 78 kann bei Schnittgeschwindigkeiten zwischen 100 bis 400 m/min., vortellhafterweise im Bereich von 250 bis 840 Millibar gehalten werden. In diesem Bereich werden die besten Ergebnisse erzielt, wobei es jedoch möglich ist, über den Grenzwerten angegebene Werte des Vakuums einzustellen.
- Nach dem Längsschneiden erfolgt dann in der Station D das Querschneiden, wo im Bereich des Untermessers die bereits beschriebene Absaugung erfolgt, um den beim Querschneiden anfallenden Papierstaub zu entfernen.
- In der Station G erfolgt der Querabtransport der Papierriese R mit der bereits beschriebenen Staubentfernung.
Claims (12)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84114647T ATE51569T1 (de) | 1984-12-03 | 1984-12-03 | Vorrichtung zur herstellung staubarmer formatpapiere. |
| DE8484114647T DE3481828D1 (de) | 1984-12-03 | 1984-12-03 | Vorrichtung zur herstellung staubarmer formatpapiere. |
| EP84114647A EP0183862B1 (de) | 1984-12-03 | 1984-12-03 | Vorrichtung zur Herstellung staubarmer Formatpapiere |
| JP60010701A JPS61136798A (ja) | 1984-12-03 | 1985-01-22 | 無塵の規格紙を製造する機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP84114647A EP0183862B1 (de) | 1984-12-03 | 1984-12-03 | Vorrichtung zur Herstellung staubarmer Formatpapiere |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0183862A1 true EP0183862A1 (de) | 1986-06-11 |
| EP0183862B1 EP0183862B1 (de) | 1990-04-04 |
Family
ID=8192327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84114647A Expired - Lifetime EP0183862B1 (de) | 1984-12-03 | 1984-12-03 | Vorrichtung zur Herstellung staubarmer Formatpapiere |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0183862B1 (de) |
| JP (1) | JPS61136798A (de) |
| AT (1) | ATE51569T1 (de) |
| DE (1) | DE3481828D1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0585927A2 (de) * | 1992-09-04 | 1994-03-09 | Mitsubishi Jukogyo Kabushiki Kaisha | Schneidvorrichtung mit einem umlaufenden Rundmesser |
| EP0590157A1 (de) * | 1992-04-17 | 1994-04-06 | Noritsu Koki Co., Ltd. | Verfahren und vorrichtung zur herstellung von fotografische abzüge |
| US5772495A (en) * | 1995-09-22 | 1998-06-30 | Fuji Photo Film Co., Ltd. | Method and apparatus for producing photo filmstrip |
| EP0887160A2 (de) * | 1997-06-25 | 1998-12-30 | Fis Impianti S.r.l. | Staubabsaugvorrichtung zur Entfernung des beim Schneiden von Karton, Papier oder ähnlichen Materialien entstehenden Staubes |
| EP1671762A1 (de) * | 2004-12-17 | 2006-06-21 | Hildebrand Systeme GmbH | Vorrichtung zur Entfernung von Bearbeitungsstaub, insbesondere Schnittstaub |
| CN111648112A (zh) * | 2020-04-27 | 2020-09-11 | 海安迪斯凯瑞探测仪器有限公司 | 一种控制裁剪棉毡尺寸精度的方法 |
| DE102021119691A1 (de) | 2021-07-29 | 2023-02-02 | Voith Patent Gmbh | Staubabsaugung am Rollenschneider |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0620354U (ja) * | 1991-12-28 | 1994-03-15 | ニスカ株式会社 | 給紙装置 |
| EP3513935B1 (de) | 2016-09-14 | 2023-06-21 | Yoshino Gypsum Co., Ltd. | Schneidvorrichtung und produktionsvorrichtung mit einer solchen schneidvorrichtung |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE217176C (de) * | ||||
| DE303958C (de) * | ||||
| GB291920A (en) * | 1927-04-08 | 1928-06-14 | Blackie & Son Ltd | Improvements in or relating to printing machinery |
| US2956301A (en) * | 1957-07-12 | 1960-10-18 | Oxy Dry Sprayer Corp | Web cleaning apparatus |
| US3388624A (en) * | 1965-07-23 | 1968-06-18 | Jagenberg Werke Ag | Apparatus for longitudinally cutting moving webs of material, such as paper, cardboard and the like and including means to remove the cutting dust |
| DE2006716A1 (de) * | 1969-02-14 | 1970-09-03 | Aktiebolaget Svenska Fläktfabriken, Nacka (Schweden) | Vorrichtung zum Absaugen von Staub von dünnschichtigem Material |
| DE2164554A1 (de) * | 1971-12-24 | 1973-06-28 | Jagenberg Werke Ag | Vorrichtung zum staubfreien laengsschneiden laufender werkstoffbahnen aus papier, karton, kunststoffolie od. dgl |
| DE3219774A1 (de) * | 1982-05-26 | 1983-12-01 | Dr. Otto C. Strecker Kg, 6102 Pfungstadt | Staubabsaugeinrichtung fuer laengsschneider |
-
1984
- 1984-12-03 DE DE8484114647T patent/DE3481828D1/de not_active Expired - Fee Related
- 1984-12-03 EP EP84114647A patent/EP0183862B1/de not_active Expired - Lifetime
- 1984-12-03 AT AT84114647T patent/ATE51569T1/de not_active IP Right Cessation
-
1985
- 1985-01-22 JP JP60010701A patent/JPS61136798A/ja active Granted
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE217176C (de) * | ||||
| DE303958C (de) * | ||||
| GB291920A (en) * | 1927-04-08 | 1928-06-14 | Blackie & Son Ltd | Improvements in or relating to printing machinery |
| US2956301A (en) * | 1957-07-12 | 1960-10-18 | Oxy Dry Sprayer Corp | Web cleaning apparatus |
| US3388624A (en) * | 1965-07-23 | 1968-06-18 | Jagenberg Werke Ag | Apparatus for longitudinally cutting moving webs of material, such as paper, cardboard and the like and including means to remove the cutting dust |
| DE2006716A1 (de) * | 1969-02-14 | 1970-09-03 | Aktiebolaget Svenska Fläktfabriken, Nacka (Schweden) | Vorrichtung zum Absaugen von Staub von dünnschichtigem Material |
| DE2164554A1 (de) * | 1971-12-24 | 1973-06-28 | Jagenberg Werke Ag | Vorrichtung zum staubfreien laengsschneiden laufender werkstoffbahnen aus papier, karton, kunststoffolie od. dgl |
| DE3219774A1 (de) * | 1982-05-26 | 1983-12-01 | Dr. Otto C. Strecker Kg, 6102 Pfungstadt | Staubabsaugeinrichtung fuer laengsschneider |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0590157A1 (de) * | 1992-04-17 | 1994-04-06 | Noritsu Koki Co., Ltd. | Verfahren und vorrichtung zur herstellung von fotografische abzüge |
| EP0590157A4 (de) * | 1992-04-17 | 1995-02-22 | Noritsu Koki Co Ltd | Verfahren und vorrichtung zur herstellung von fotografische abzüge. |
| EP0585927A2 (de) * | 1992-09-04 | 1994-03-09 | Mitsubishi Jukogyo Kabushiki Kaisha | Schneidvorrichtung mit einem umlaufenden Rundmesser |
| EP0585927A3 (en) * | 1992-09-04 | 1994-08-24 | Mitsubishi Heavy Ind Ltd | Disc-shaped knife rotary cutter |
| US5435217A (en) * | 1992-09-04 | 1995-07-25 | Mitsubishi Jukogyo Kabushiki Kaisha | Disc-shaped knife rotary cutter |
| US5772495A (en) * | 1995-09-22 | 1998-06-30 | Fuji Photo Film Co., Ltd. | Method and apparatus for producing photo filmstrip |
| EP0887160A2 (de) * | 1997-06-25 | 1998-12-30 | Fis Impianti S.r.l. | Staubabsaugvorrichtung zur Entfernung des beim Schneiden von Karton, Papier oder ähnlichen Materialien entstehenden Staubes |
| EP0887160A3 (de) * | 1997-06-25 | 1999-12-01 | Fis Impianti S.r.l. | Staubabsaugvorrichtung zur Entfernung des beim Schneiden von Karton, Papier oder ähnlichen Materialien entstehenden Staubes |
| EP1671762A1 (de) * | 2004-12-17 | 2006-06-21 | Hildebrand Systeme GmbH | Vorrichtung zur Entfernung von Bearbeitungsstaub, insbesondere Schnittstaub |
| CN111648112A (zh) * | 2020-04-27 | 2020-09-11 | 海安迪斯凯瑞探测仪器有限公司 | 一种控制裁剪棉毡尺寸精度的方法 |
| DE102021119691A1 (de) | 2021-07-29 | 2023-02-02 | Voith Patent Gmbh | Staubabsaugung am Rollenschneider |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE51569T1 (de) | 1990-04-15 |
| EP0183862B1 (de) | 1990-04-04 |
| DE3481828D1 (de) | 1990-05-10 |
| JPH044119B2 (de) | 1992-01-27 |
| JPS61136798A (ja) | 1986-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3010808C2 (de) | Beschnittführung für eine Streifenschneide-/Anritzmaschine | |
| EP1110724B1 (de) | Vorrichtung zum Einziehen einer Papierbahn | |
| DE69315337T2 (de) | Maschine zum schneiden von bogen aus einer papierbahn und zum gleichzeitigen schneiden eines querstreifens | |
| EP1245729B1 (de) | Vorrichtung zum Überführen einer Bahn | |
| DE3137189A1 (de) | Verfahren und vorrichtung zum abfuehren eines von einer laufenden materialbahn abgetrennten randbeschnittstreifens | |
| EP0183862B1 (de) | Vorrichtung zur Herstellung staubarmer Formatpapiere | |
| CH648512A5 (de) | Verfahren zur herstellung von gummigranulat aus altreifen und anlage zur durchfuehrung des verfahrens. | |
| DE19949223A1 (de) | Vorrichtung zum Schneiden einer Materialbahn, insbesondere in einem Falzapparat einer Rollenrotationsdruckmaschine | |
| EP1214264B1 (de) | Vorrichtung zum querschneiden von materialbahnen, insbesondere kartonbahnen | |
| DE2114865A1 (de) | Vorrichtung zum geschuppten Über einanderlegen von Bogen oder Bogen stapeln | |
| EP0820949A1 (de) | Produktführungseinrichtung am Schneidzylinderpaar eines Falzapparates | |
| EP1972718A2 (de) | Vorrichtung zum Führen bzw. Überführen einer Papier-, Karton- oder anderen Faserstoffbahn | |
| EP0999163B1 (de) | Vorrichtung zum Schaffen einer Lücke in einem geschuppten Bogenstrom | |
| DE102020116575B4 (de) | Vorrichtung und Verfahren zur zumindest seitlichen Zuschneidung eines Kartonrohlings | |
| DE2409492A1 (de) | Vorrichtung zum ausziehen und zum einschieben von in laengsrichtung gefoerderten wellpappbahnen in querschneidervorrichtungen | |
| EP0078429A2 (de) | Maschine zum Längsschneiden und -rillen einer Materialbahn, insbesondere Wellpappe | |
| EP1291092A2 (de) | Verfahren und Maschine zum Aussondern der Pappanteile aus einem Altpapier-Gemenge | |
| DE3423295A1 (de) | Vorrichtung zum abschneiden eines aufreissstreifens | |
| DE60113810T2 (de) | Vorrichtung zum separieren von abfall beim schneiden von papierrollen aus einer langen stange | |
| DE102008033775A1 (de) | Schleusen-Einrichtung | |
| EP1667914B1 (de) | Transport- und vereinzelungsvorrichtung in einer beutelmaschine | |
| EP1125646B1 (de) | Vorrichtung zur Entfernung von Partikeln von Materialbahnen | |
| EP1065313B1 (de) | Vorrichtung zum Trennen und Überführen eines Einführstreifens | |
| DE817860C (de) | Maschine zum OEffnen und Reinigen von Fasergut | |
| DE1461203A1 (de) | Schneid- und Foerdervorrichtung fuer Bogenmaterial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860714 |
|
| 17Q | First examination report despatched |
Effective date: 19870915 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STEINBEIS TEMMING PAPIER GMBH & CO. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 51569 Country of ref document: AT Date of ref document: 19900415 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3481828 Country of ref document: DE Date of ref document: 19900510 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19931203 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19931216 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19931228 Year of fee payment: 10 Ref country code: DE Payment date: 19931228 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19931230 Year of fee payment: 10 Ref country code: AT Payment date: 19931230 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19931231 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19940104 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19940112 Year of fee payment: 10 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941203 Ref country code: GB Effective date: 19941203 Ref country code: AT Effective date: 19941203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19941204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19941231 Ref country code: CH Effective date: 19941231 Ref country code: BE Effective date: 19941231 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 84114647.5 |
|
| BERE | Be: lapsed |
Owner name: STEINBEIS TEMMING PAPIER G.M.B.H. & CO. Effective date: 19941231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19941203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19950701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950901 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84114647.5 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |