EP0183676A1 - Vorrichtung zum Verpacken von Gütern mittels einer Schrumpffolie - Google Patents
Vorrichtung zum Verpacken von Gütern mittels einer Schrumpffolie Download PDFInfo
- Publication number
- EP0183676A1 EP0183676A1 EP85890281A EP85890281A EP0183676A1 EP 0183676 A1 EP0183676 A1 EP 0183676A1 EP 85890281 A EP85890281 A EP 85890281A EP 85890281 A EP85890281 A EP 85890281A EP 0183676 A1 EP0183676 A1 EP 0183676A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- goods
- rollers
- conveyor track
- roller
- pairs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 8
- 239000011888 foil Substances 0.000 title claims description 16
- 238000003466 welding Methods 0.000 claims abstract description 13
- 229920006300 shrink film Polymers 0.000 claims abstract description 3
- 229920001169 thermoplastic Polymers 0.000 claims description 6
- 239000004416 thermosoftening plastic Substances 0.000 claims description 6
- 239000012815 thermoplastic material Substances 0.000 abstract 1
- 239000010408 film Substances 0.000 description 35
- 239000000969 carrier Substances 0.000 description 4
- 239000013039 cover film Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/026—Enclosing successive articles, or quantities of material between opposed webs the webs forming a curtain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/001—Arrangements to enable adjustments related to the product to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/003—Arrangements to enable adjustments related to the packaging material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/06—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by gases, e.g. hot-air jets
- B65B53/063—Tunnels
Definitions
- the invention relates to a device for packaging goods by means of a shrink film with a conveyor track for transporting the goods to a station for wrapping them with thermoplastic films and further through a heatable channel in which the films can be shrunk onto the goods, in the station
- a roller of a pair of rollers with thermoplastic foil belts and a device for separating the strip pulled from each roller and for welding the strips pulled off the two rollers are provided.
- the free ends of the film strips drawn off from the rollers arranged on both sides of the conveyor track are welded to one another, thereby forming a curtain located transversely to the conveyor track.
- a good that is to be packaged along the conveyor track, its end face runs onto this film curtain and, during the further movement of the good, lies on the side surfaces of the film.
- the device for welding and separating the film strips is then put into operation, by means of which the two film strips are also placed on the back of the goods and connected to one another by means of a double weld seam. The film strips are separated between the double weld seam.
- the double weld seam on the one hand connects the film strips pulled off by the two rollers to the back of the goods to be packaged, and on the other hand they are joined together to form the film curtain required for packaging a subsequent good.
- the packaging on the underside or on the top of the goods takes place in that the pallets for holding the Goods, before the respective good is applied to them, a foil sheet is placed on top of it, and that another foil sheet is placed on top of the good. These two foil sheets are welded to one another in the shrink channel with the foil strips through which the goods were encased.
- the object of the invention is to create a device which ensures that goods of different heights are properly packaged without the need for additional work.
- This is achieved according to the invention in that a plurality of roller pairs are provided with film strips of different widths, one roller pair each being adjustable from the side of the conveyor track or from above into its operating position on the conveyor track.
- the height of the goods to be packed is scanned by means of a measuring device arranged in front of the film rollers in the area of the conveyor track, whereupon a transport device for adjusting the pairs of rollers is scanned Signal is emitted by which that pair of rollers, the film width of which has a value which is adapted to the height of the goods to be packaged, is adjusted to its operating position on the conveyor track.
- roller pairs can be adjusted either from the side of the conveyor track or from above into their operating position. After covering the goods in question with the film, either the roller pair remains in its operating position, provided that the subsequent material has approximately the same size, or the roller pair in question is moved out of the area of the conveyor track again by means of a subsequent control signal and another roller pair is included in this area Foils that have a smaller or larger width are adjusted.
- the pairs of rollers can be arranged on carriages or carriers which can be adjusted along longitudinal guides, a device associated with the relevant pair of rollers for separating and welding the strips pulled off from the two rollers being also provided on the carriages or carriers. These slides or carriers are moved into the region of the conveyor track in planes one behind the other in the conveying direction.
- the individual roller pairs can be assigned a single device for cutting and welding the film strips, the roller pairs being adjusted in different planes in the area of the conveyor track, but furthermore the film strips by means of separate tensioning and guiding devices assigned to the individual roller pairs be guided in an area which is located close to the adjustment plane of the bars of the device for welding and cutting the film strips.
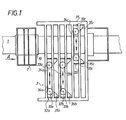
- a device As shown in Fig. 1, a device according to the application consists of a conveyor track 1, by means of which goods to be packed, e.g. Goods stacked on pallets: cartons containing, a device for wrapping by means of thermoplastic film tapes and then a device for heating these films, whereby they are shrunk onto the goods.
- goods to be packed e.g. Goods stacked on pallets: cartons containing, a device for wrapping by means of thermoplastic film tapes and then a device for heating these films, whereby they are shrunk onto the goods.
- first station 2 the goods 10 are aligned for the wrapping process.
- second station 3 the goods 10 are wrapped by means of the film strips.
- This station 3 has a frame-like frame 31 in which three slides 32a, 32b, 32c can be displaced transversely to the conveyor track 1.
- a pair of rollers 33a, 33b, 33c are each carried by the slides 32, 32b, 32c with a thermoplastic film strip 34a, 34b, 34c and two beams of a cutting and welding device 35a, 35b, 35c.
- the individual carriages 32 can be adjusted in planes lying one behind the other transversely to the conveying direction, which is indicated by the arrow A. They differ from each other only in that 33 rolls of film with different widths can be pulled off the rollers.
- a first film band 34a can have a width of approximately 2 m
- a second film band 34b can have a width of approximately 1.50 m
- a third film band 34c can have a width of approximately 1 m.
- the height of the good 10 that is to be enveloped by film strips 34 is scanned in each case. From this measuring device, a signal is emitted to the wrapping station 3, by means of which the carriage 32, the film rollers 33 of which have the film strips 34 with the corresponding width, is adjusted into its working position. As soon as the material 10 in question enters the wrapping station 3, it is wrapped in a known manner by the film strips 34. Thereupon, these are welded to one another by means of the bars of the welding and separating device 35, or the individual foil strips 34 are separated. After a subsequent measurement signal has been received, the respective slide 32 remains in its working position or is moved out of it and another slide 32 is included Foil tapes 34 of different widths adjusted into the working position.
- the exemplary embodiment according to FIGS. 2 and 3 differs from the exemplary embodiment according to FIG. 1 in that the rollers 33a, 33b, 33c for the film strips 34 are held by carriers which are guided into their working position above the conveyor track 1 from above by guides 36 can be lowered.
- tensioning or guiding rollers 38 are assigned to the foil strips 34 pulled off from the individual roller pairs 33, through which the curtains formed by the foil strips 34 and spanning the conveying path 1 transversely extend approximately in one plane assigned, which is formed by two welding bars 7, 8 which are adjustable transversely to the conveying direction A.
- the operation of this device corresponds to the operation of the device according to FIG. 1, apart from the fact that the pairs 33 of the rollers with the film strips 34 are not adjusted into their working position from the side of the conveyor track, but that they are guided along the guides 36 into their working position from above be lowered.
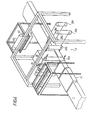
- FIG. 4 of the drawing the device according to FIG. 1 is shown axonometrically.
- a film dispenser 40 is also shown, by means of which a cover film is applied to the cover surfaces of the goods 10 that are to be packaged, which cover film is pulled off a roller 45 and divided into individual sheets by means of a separating device 46 .
- the goods 10 After the goods 10 have been wrapped with the foils, they are conveyed in a known manner to a subsequent third station, which is formed by a shrinkage channel in which the foil strips, depending on their thickness, are heated to 180 ° C. to 260 ° C. and higher temperatures and thereby to the goods are shrunk.
- a subsequent third station which is formed by a shrinkage channel in which the foil strips, depending on their thickness, are heated to 180 ° C. to 260 ° C. and higher temperatures and thereby to the goods are shrunk.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
- Saccharide Compounds (AREA)
- Nitrogen Condensed Heterocyclic Rings (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Verpacken von Gütern mittels einer Schrumpffolie mit einer Förderbahn zum Transport der Güter zu einer Station für deren Umhüllung mit thermoplastischen Folien und weiters durch einen beheizbaren Kanal hindurch, in welchem die Folien auf die Güter aufschrumpfbar sind, wobei in der Station zur Umhüllung der Güter mit Folien auf jeder Seite der Förderbahn jeweils eine Walze eines Paares von Walzen mit thermoplastischen Folienbändern und eine Einrichtung zum Auftrennen des von jeweils einer Walze abgezogenen Bandes sowie zum Verschweißen der von den beiden Walzen abgezogenen Bänder miteinander vorgesehen sind.
- Bei bekannten derartigen Vorrichtungen werden die freien Enden der von den beiderseits der Förderbahn angeordneten Walzen abgezogenen Folienbänder miteinander verschweißt, wodurch ein sich quer zur Förderbahn befindlicher Vorhang gebildet wird. Bei Bewegung eines Gutes, das verpackt werden soll, längs der Förderbahn läuft dieses mit seiner Stirnfläche auf diesen Folienvorhang auf und legt sich die Folie bei der weiteren Bewegung des Gutes an dessen Seitenflächen an. Hierauf wird die Einrichtung zum Verschweißen und Trennen der Folienbänder in Funktion gesetzt, durch welche die beiden Folienbänder auch an die Rückseite des Gutes angelegt und mittels einer Doppelschweißnaht miteinander verbunden werden. Zwischen der Doppelschweißnaht erfolgt eine Auftrennung der Folienbänder. Durch die Doppelschweißnaht werden einerseits die von den beiden Walzen abgezogenen Folienbänder auch auf der Rückseite des Gutes, das verpackt werden soll, miteinander verbunden und werden sie andererseits zur Bildung des für die Verpackung eines darauffolgenden Gutes erforderlichen Folienvorhanges mteinander verbunden. Die Verpackung an der Unterseite bzw. an der Oberseite der Güter erfolgt dadurch, daß auf die Paletten zur Halterung der Güter, bevor auf diese das jeweilige Gut aufgebracht wird, ein Folienblatt aufgelegt wird, und daß weiters auf die Oberseite des Gutes ein weiteres Folienblatt aufgelegt wird. Diese beiden Folienblätter werden mit den Folienbändern, durch die die Güter umhüllt wurden, im Schrumpfkanal miteinander verschweißt.
- Bekannte derartige Vorrichtungen entsprechen allerdings insofene nicht den an sie gestellten Anforderungen, weil die Güter, die verpackt werden sollen, unterschiedliche Höhen aufweisen, wogegen die zur Verpackung dienenden Folienbänder eine Breite aufweisen, die der maximalen Höhe der Güter, die verpackt werden sollen, entspricht. Bei Gütern mit geringerer Höhe weisen somit die Folienbänder eine zu große Breite auf. Um dessen ungeachtet eine einwandreie Verpackung gewährleisten zu können, mu& der über die Güter überstehende Rand der Folienbänder über die Güter händisch oder automatisch eingeschlagen werden. Dies erfordert somit einen zusätzlichen Arbeitsaufwand.
- Demnach liegt der Erfindung die Aufgabe zugrunde, eine Vorrichtung zu schaffen, durch welche eine ordnungsgemäße Verpackung von Gütern mit unterschiedlichen Höhen gewährleistet wird, ohne daß hierfür ein zusätzlicher Arbeitsaufwand erforderlich ist. Dies wird erfindungsgemäß-dadurch erzielt, daß eine Mehrzahl von Walzenpaaren mit unterschiedlich breiten Folienbändern vorgeshen ist, wobei jeweils ein Walzenpaar von der Seite der Föderbahn oder von oben her in seine Betriebslage an der Förderbahn verstellbar ist.
- Bei einer derartigen Vorrichtung wird mittels eines im Bereich der Förderbahn vor den Folienwalzen angeordneten Meßgerätes die Höhe desjenigen Gutes, das verpackt werden soll, abgetastet, worauf an eine Transporteinrichtung zur Verstellung der Walzenpaare ein Signal abgegeben wird, durch welches dajenige Walzenpaar, dessen Folienbreite einen Wert aufweist, der der Höhe des zu verpackenden Gutes angepaßt ist, in seine Betriebslage an der Förderbahn verstellt wird.
- Die Walzenpaare können dabei entweder von der Seite der Förderbahn oder von oben her in ihre Betriebslage hineinverstellt werden. Nach Umhüllung des betreffenden Gutes mit der Folie verbleibt entweder das Walzenpaar in seiner Betriebslage, soferne das darauffolgende Gut eine angenähert gleiche Größe aufweist oder wird das betreffende Walzenpaar mittels eines darauffolgenden Steuersignals wieder aus dem Bereich der Förderbahn verstellt und wird in diesen Bereich ein anderes Walzenpaar mit Folien, die eine geringere oder größere Breite aufweisen, verstellt.
- Nach bevorzugten Ausführungsbeispielen können die Walzenpaare auf längs Führungen verstellbaren Schlitten oder Trägern angeordnet sein, wobei auf den Schlitten bzw. Trägern auch eine dem betreffenden Walzenpaar zugeordnete Einrichtung zum Trennen und Verschweißen der von den beiden Walzen abgezogenen Bänder vorgesehen ist. Dabei werden diese Schlitten bzw. Träger in in Förderrichtung hintereinander liegenden Ebenen in den Bereich der Förderbahn verstellt. Nach einer Ausführungsvariante kann den einzelnen Walzenpaaren eine einzige Vorrichtung zum Auftrennen und Verschweißen der Folienbänder zugeordnet sein, wobei zwar die Walzenpaare in unterschiedlichen Ebenen in den Bereich der Förderbahn verstellt werden, wobei jedoch weiters die Folienbänder mittels den einzelnen Walzenpaaren zugeordneten, gesonderten Spann- und Führungseinrichtungen in einem Bereich geführt werden, der sich nahe vor der Verstellebene der Balken der Vorrichtung zum Verschweißen und Auftrennen der Folienbänder befindet.
- Der Gegenstand der Erfindung ist nachstehend anhand von zwei in der Zeichnung dargestellten Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig. 1 eine anmeldungsgemäße Vorrichtung, bei welcher die einzelnen Walzenpaare von seitlich der Förderbahn her in ihre Arbeitslage einschiebbar sind, in Draufsicht,
- Fig. 2 eine Vorrichtung, bei welcher die Walzenpaare von oben her in ihre Betriebslage verstellbar sind, in Vorderansicht,
- Fig. 3 die Vorrichtung nach Fig. 2 in Draufsicht und
- Fig. 4 die Ausführungsform gemäß Fig. 1, in axonometrischer Darstellung.
- Wie in Fig. 1 dargestellt ist, besteht eine anmeldungsgemäße Vorrichtung aus einer Förderbahn 1, mittels welcher Güter, die verpackt werden sollen, z.B. auf Paletten gestapelte, Waren:enthaltende Kartons, einer Vorrichtung zum Umhüllen mittels thermoplastischen Folienbändern und anschließend einer Vorrichtung zum Erhitzen dieser Folien, wodurch sie auf die Güter aufgeschrumpft werden, zugeführt werden.
- In einer ersten Station 2 erfolgt eim Ausrichten der Güter 10 für den Umhüllungsvorgang. In einer zweiten Station 3 erfolgt die Umhüllung der Güter 10 mittels der Folienbänder. Diese Station 3 weist ein rahmenartiges Gestell 31 auf, in welchem drei Schlitten 32a, 32b, 32c quer zur Förderbahn 1 verschiebbar sind. Von den Schlitten 32, 32b, 32c werden jeweils ein Paar von Walzen 33a, 33b, 33c mit einem thermoplastischem Folienband 34a, 34b, 34c und zwei Balken einer Auftrenn- und Schweißeinrichtung 35a, 35b, 35c getragen.
- Die einzelnen Schlitten 32 sind dabei in quer zur Förderrichtung, die durch den Pfeil A gekennzeichnet ist, hintereinander liegenden Ebenen verstellbar. Sie unterscheiden sich voneinander nur insoferne, als von den Walzen 33 Folienbänder mit unterschiedlichen Breiten abgezogen werden können. So kann ein erstes Folienband 34a eine Breite von etwa 2 m, ein zweites Folienband 34b eine Breite von etwa 1,50 m und ein drittes Folienband 34c eine Breite von etwa 1 m aufweisen.
- Mittels einer im Bereich der Förderbahn 1 vor der Ausrichtstation 2 angeordneten Meßeinrichtung wird jeweils die Höhe desjenigen Gutes 10 abgetastet, das als nächstfolgendes von Folienbändern 34 umhüllt werden soll. Von dieser Meßeinrichtung wird an die Umhüllungsstation 3 ein Signal abgegeben, durch das derjenige Schlitten 32, dessen Folienwalzen33 die Folienbänder 34 mit der entsprechenden Breite aufweisen, in seine Arbeitslage verstellt wird. Sobald das betreffende Gut 10 in die Umhüllungsstation 3 einläuft, wird es in bekannter Weise von den Folienbändern 34 umhüllt. Hierauf werden diese mittels der Balken der Schweiß- und Auftrenneinrichtung 35 miteinander verschweißt bzw. erfolgt die Auftrennung der einzelnen Folienbänder 34. Nach Einlangen eines darauffolgenden Meßsignals verbleibt der betreffende Schitten 32 in seiner Arbeitslage oder wird er aus dieser herausverstellt und wird ein anderer Schlitten 32 mit Folienbändern 34 unterschiedlicher Breite in die Arbeitslage hineinverstellt.
- Das Ausführungsbeispiel nach den Fig. 2 und 3 unterscheidet sich vom Ausführungsbeispiel gemäß Fig. 1 dadurch, daß die Walzen 33a, 33b, 33c für die Folienbänder 34 von Trägern gehalten sind, die mittels Führungen 36 von oben her in ihre Arbeitslage oberhalb der Förderbahn 1 abgesenkt werden können. Hierbei sind den von den einzelnen Walzenpaaren 33 abgezogenen Folienbändern 34 Spann- bzw. Führungswalzen 38 zugeordnet, durch welche die durch die Folienbänder 34 gebildeten, die Förderbahn 1 quer überspannenden Vorhänge angenähert in einer Ebene verlaufen.Diesen Vorhängen ist eine gestellfeste Trenn- bzw. Schweißeinrichtung zugeordnet, die durch zwei quer zur Förderrichtung A verstellbare Schweißbalken 7, 8 gebildet ist. Die Wirkungsweise dieser Vorrichtung entspricht der Wirkungsweise der Vorrichtung gemäß Fig. 1 abgesehen davon, daß die Paare 33 der Walzen mit den Folienbändern 34 nicht von seitlich der Förderbahn her in ihre Arbeitslage verstellt werden, sondern daß diese von oben her längs Führungen 36 in ihre Arbeitslage abgesenkt werden.
- In Fig. 4 der Zeichnung ist die Vorrichtung gemäß Fig.1 axonometrisch dargestellt. Zusätzlich zur Darstellung in Fig. 1 ist daraus noch ein Folienspender 40 dargestellt, durch welchen auf die Deckflächen der Güter 10, die verpackt werden sollen, eine Deckfolie aufgebracht wird, welche von einer Walze 45 abgezogen und mittels einer Trenneinrichtung 46 in einzelne Blätter unterteilt wird.
- Nach Umhüllung der Güter 10 mit den Folien werden diese in bekannter Weise in eine darauffolgende dritte Station gefördert, die durch einen Schrumpfkanal gebildet ist, in welchem die Folienbänder je nach ihrer Stärke auf 180° C bis 260° C und darüberliegende Temperaturen erwärmt und hierdurch auf die Güter aufgeschrumpft werden.
Claims (4)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0380684A AT387758B (de) | 1984-11-30 | 1984-11-30 | Vorrichtung zum verpacken eines insbesondere von einer palette gehalterten gutstapels mittels einerschrumpffolie |
| AT3806/84 | 1984-11-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0183676A1 true EP0183676A1 (de) | 1986-06-04 |
| EP0183676B1 EP0183676B1 (de) | 1988-07-27 |
Family
ID=3555694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85890281A Expired EP0183676B1 (de) | 1984-11-30 | 1985-11-13 | Vorrichtung zum Verpacken von Gütern mittels einer Schrumpffolie |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0183676B1 (de) |
| AT (2) | AT387758B (de) |
| DE (1) | DE3563940D1 (de) |
| FI (1) | FI854559A (de) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1029786A3 (de) * | 1999-02-19 | 2001-10-17 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschränkter Haftung | Vorrichtung zum Banderolieren einer Packguteinheit mit einer Schrumpffolienbanderole |
| EP1357031A2 (de) * | 2002-04-24 | 2003-10-29 | AETNA GROUP S.p.A. | Vorrichtung zum Banderolieren von auf Paletten angeordneten Artikelgruppen |
| ES2208027A1 (es) * | 2001-11-07 | 2004-06-01 | Construcciones Metalicas Jose Barberan, S.A. | Maquina modular para embalaje automatico con laminas de plastico. |
| EP1661808A1 (de) * | 2004-11-29 | 2006-05-31 | Erregi Di Giunti Renzo | Maschine zum Verpacken von Produkten durch Umhüllung |
| EP2251267A1 (de) * | 2009-05-12 | 2010-11-17 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschränkter Haftung | Vorrichtung und Verfahren zum Verpacken einer Ladungseinheit mit Folie |
| FR2948922A1 (fr) * | 2009-08-04 | 2011-02-11 | Techman Mecanisation | Installation d'emballage comprenant au moins deux modules distincts dont un au moins est mobile par rapport a une direction de convoyage des produits a emballer |
| WO2011047841A1 (de) * | 2009-10-21 | 2011-04-28 | Dücker Automation GmbH | Vorrichtung zum umhüllen von gestapelten gütern mit einer folie |
| ITMI20100937A1 (it) * | 2010-05-25 | 2011-11-26 | Messersi Packaging Srl | Impianto, metodo e stazione per l'avvolgimento laterale di prodotti mediante film plastico. |
| ITMI20100956A1 (it) * | 2010-05-27 | 2011-11-28 | Messersi Packaging Srl | Impianto per l'avvolgimento laterale di prodotti mediante film plastico. |
| EP2392514A1 (de) | 2010-05-27 | 2011-12-07 | Messersi' Packaging S.R.L. | Vorrichtung zum seitlichen Einhüllen von Produkten mittels einer Kunststofffolie |
| IT202200009770A1 (it) * | 2022-05-11 | 2023-11-11 | Meta Srl | “macchina pellicolatrice” |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29515605U1 (de) * | 1995-09-30 | 1995-12-14 | Colsman & Kirschner GmbH & Co KG, 45277 Essen | Verpackungsautomat mit automatischem Wechsel des Verpackungsmaterials |
| DE102017116458B3 (de) | 2017-07-21 | 2018-08-30 | Valerio Schwucht | Vorrichtung und Verfahren zum Verpacken gestapelter länglicher Gegenstände sowie Verwendung einer derartigen Vorrichtung |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2276224A1 (fr) * | 1974-06-29 | 1976-01-23 | Leibfried Gmbh K | Machine d'emballage pour munir des colis avec un revetement constitue par une feuille retractible |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3640048A (en) * | 1968-10-07 | 1972-02-08 | Weldotron Corp | Method and apparatus for a pallet load |
| DE2506932A1 (de) * | 1975-02-19 | 1976-09-02 | Kallfass Karl Heinz | Verfahren und vorrichtung zum banderolieren von guetern |
-
1984
- 1984-11-30 AT AT0380684A patent/AT387758B/de not_active IP Right Cessation
-
1985
- 1985-11-13 DE DE8585890281T patent/DE3563940D1/de not_active Expired
- 1985-11-13 AT AT85890281T patent/ATE35955T1/de not_active IP Right Cessation
- 1985-11-13 EP EP85890281A patent/EP0183676B1/de not_active Expired
- 1985-11-19 FI FI854559A patent/FI854559A/fi not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2276224A1 (fr) * | 1974-06-29 | 1976-01-23 | Leibfried Gmbh K | Machine d'emballage pour munir des colis avec un revetement constitue par une feuille retractible |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1029786A3 (de) * | 1999-02-19 | 2001-10-17 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschränkter Haftung | Vorrichtung zum Banderolieren einer Packguteinheit mit einer Schrumpffolienbanderole |
| US6474051B1 (en) | 1999-02-19 | 2002-11-05 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschrankter Haftung | Apparatus for wrapping a stacked-goods unit with a shrink-foil wrap |
| ES2208027A1 (es) * | 2001-11-07 | 2004-06-01 | Construcciones Metalicas Jose Barberan, S.A. | Maquina modular para embalaje automatico con laminas de plastico. |
| EP1357031A2 (de) * | 2002-04-24 | 2003-10-29 | AETNA GROUP S.p.A. | Vorrichtung zum Banderolieren von auf Paletten angeordneten Artikelgruppen |
| EP1357031A3 (de) * | 2002-04-24 | 2004-08-11 | AETNA GROUP S.p.A. | Vorrichtung zum Banderolieren von auf Paletten angeordneten Artikelgruppen |
| US6892515B2 (en) | 2002-04-24 | 2005-05-17 | Aetna Group, S.P.A. | Apparatus for banding groups of palletised products |
| EP1661808A1 (de) * | 2004-11-29 | 2006-05-31 | Erregi Di Giunti Renzo | Maschine zum Verpacken von Produkten durch Umhüllung |
| CN102459003A (zh) * | 2009-05-12 | 2012-05-16 | Msk包装系统有限公司 | 用于用薄膜包装货物单元的装置和方法 |
| WO2010130552A1 (de) * | 2009-05-12 | 2010-11-18 | Msk - Verpackungs-Systeme Gmbh | Vorrichtung und verfahren zum verpacken einer ladungseinheit mit folie |
| EP2251267A1 (de) * | 2009-05-12 | 2010-11-17 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschränkter Haftung | Vorrichtung und Verfahren zum Verpacken einer Ladungseinheit mit Folie |
| CN102459003B (zh) * | 2009-05-12 | 2013-09-18 | Msk包装系统有限公司 | 用于用薄膜包装货物单元的装置和方法 |
| RU2494934C2 (ru) * | 2009-05-12 | 2013-10-10 | Мск-Ферпакунгз-Зюстеме Гмбх | Устройство и способ упаковки единицы груза пленкой |
| FR2948922A1 (fr) * | 2009-08-04 | 2011-02-11 | Techman Mecanisation | Installation d'emballage comprenant au moins deux modules distincts dont un au moins est mobile par rapport a une direction de convoyage des produits a emballer |
| WO2011047841A1 (de) * | 2009-10-21 | 2011-04-28 | Dücker Automation GmbH | Vorrichtung zum umhüllen von gestapelten gütern mit einer folie |
| ITMI20100937A1 (it) * | 2010-05-25 | 2011-11-26 | Messersi Packaging Srl | Impianto, metodo e stazione per l'avvolgimento laterale di prodotti mediante film plastico. |
| EP2392513A1 (de) | 2010-05-25 | 2011-12-07 | Messersi' Packaging S.R.L. | Gerät, Verfahren und Station zum seitlichen Einwickeln von Produkten mit einer Kunststofffolie |
| EP2392513B1 (de) | 2010-05-25 | 2015-08-19 | Messersi' Packaging S.R.L. | Gerät, Verfahren und Station zum seitlichen Einwickeln von Produkten mit einer Kunststofffolie |
| ITMI20100956A1 (it) * | 2010-05-27 | 2011-11-28 | Messersi Packaging Srl | Impianto per l'avvolgimento laterale di prodotti mediante film plastico. |
| EP2392514A1 (de) | 2010-05-27 | 2011-12-07 | Messersi' Packaging S.R.L. | Vorrichtung zum seitlichen Einhüllen von Produkten mittels einer Kunststofffolie |
| IT202200009770A1 (it) * | 2022-05-11 | 2023-11-11 | Meta Srl | “macchina pellicolatrice” |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3563940D1 (en) | 1988-09-01 |
| FI854559A (fi) | 1986-05-31 |
| ATE35955T1 (de) | 1988-08-15 |
| EP0183676B1 (de) | 1988-07-27 |
| ATA380684A (de) | 1987-09-15 |
| FI854559A0 (fi) | 1985-11-19 |
| AT387758B (de) | 1989-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE1704146C3 (de) | Verfahren und Einrichtung zum kontinuierlichen Herstellen von Beuteln Ausscheidung aus 1248911 | |
| DE4026807C2 (de) | ||
| DE2554395C3 (de) | Vorrichtung zum Herstellen von Stapeln aus Kunststoffbeuteln | |
| EP0183676B1 (de) | Vorrichtung zum Verpacken von Gütern mittels einer Schrumpffolie | |
| EP0399948A1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Herstellen von Packungen | |
| CH390776A (de) | Einwickelmaschine für insbesondere prismatische Gegenstände | |
| DE2832365B2 (de) | Vorrichtung zum Fördern und Vereinzeln eines Bandes aus zusammenhängenden Skin-Verpackungen | |
| DE3688752T2 (de) | Verfahren und Vorrichtung, um eine Vielzahl von Gegenständen miteinander zu verbinden. | |
| EP0111210A1 (de) | Vorrichtung zum Umhüllen von Gegenständen mit einer Folie aus Kunststoff oder dergl. | |
| EP0001386B1 (de) | Vorrichtung zum Verpacken von Gegenständen mittels Folie | |
| DE9205480U1 (de) | Vorrichtung zum Siegeln von Folienbahnen aus thermoplastischem Kunststoff | |
| DE2708853A1 (de) | Vorrichtung zum durchtrennen und gleichzeitigem verblocken eines aus folienfoermigen abschnitten gebildeten stapels | |
| DE1214594B (de) | Verpackungsmaschine zum Umhuellen von Packstuecken mittels zweier Folien | |
| EP0806346A2 (de) | Mit einer Schlauchformeinrichtung versehene Verpackungsmaschine | |
| DE60102170T2 (de) | Vorrichtung und Verfahren zum Verpacken eines Produktes in Folienmaterial | |
| CH616119A5 (en) | Apparatus for the packaging of articles in foil | |
| EP0109353A2 (de) | Verfahren zur Herstellung einer Verpackung aus einem flexiblen Einschlagmaterial | |
| CH690546A5 (de) | Vorrichtung zum Transportieren und Verpacken von Produkten mit Einschlagmaterial. | |
| DE1511665C3 (de) | Vorrichtung zum Zuführen von Stapeln zu einer Banderoliereinrichtung | |
| DE3226454C2 (de) | Vorrichtung zum Verbinden und Fördern von aus Platten geschnittenen Streifen | |
| DE4334002A1 (de) | Vorrichtung zum Verpacken von Werkstücken | |
| EP0681957A1 (de) | Verfahren und Vorrichtung zum Umwickeln von Quadern, insbesondere Isolierstoffballen, mit Einwickelmaterial | |
| DE2713012A1 (de) | Vorrichtung zum herstellen und buendeln von etiketten | |
| DE1920863A1 (de) | Vorrichtung zum Fertigen von in Folie eingeschweissten Schreibwaren | |
| DE540128C (de) | Verfahren und Vorrichtung zum Anbringen eines Streifbandes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19851113 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19870508 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 35955 Country of ref document: AT Date of ref document: 19880815 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3563940 Country of ref document: DE Date of ref document: 19880901 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: ADOLF REKER MASCHINENFABRIK UND BAGGERBAU GMBH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BECN | Be: change of holder's name |
Effective date: 19880727 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19931027 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19931028 Year of fee payment: 9 Ref country code: CH Payment date: 19931028 Year of fee payment: 9 Ref country code: BE Payment date: 19931028 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19931112 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19931130 Year of fee payment: 9 Ref country code: AT Payment date: 19931130 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19941113 Ref country code: AT Effective date: 19941113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19941114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19941130 Ref country code: CH Effective date: 19941130 Ref country code: BE Effective date: 19941130 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 85890281.0 |
|
| BERE | Be: lapsed |
Owner name: ADOLF REKER MASCHINENFABRIK UND BAGGERBAU G.M.B.H Effective date: 19941130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19941113 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85890281.0 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991102 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010801 |