EP0094320B1 - Procédé et dispositif d'encrage pour machine d'imprimerie - Google Patents
Procédé et dispositif d'encrage pour machine d'imprimerie Download PDFInfo
- Publication number
- EP0094320B1 EP0094320B1 EP83400946A EP83400946A EP0094320B1 EP 0094320 B1 EP0094320 B1 EP 0094320B1 EP 83400946 A EP83400946 A EP 83400946A EP 83400946 A EP83400946 A EP 83400946A EP 0094320 B1 EP0094320 B1 EP 0094320B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylinder
- ink
- contact
- forme
- feeder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000007639 printing Methods 0.000 title claims description 25
- 238000000034 method Methods 0.000 title abstract description 9
- 239000007788 liquid Substances 0.000 claims abstract description 5
- 239000010409 thin film Substances 0.000 claims abstract description 5
- 239000012263 liquid product Substances 0.000 claims abstract 2
- 239000010408 film Substances 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 5
- 238000000151 deposition Methods 0.000 claims description 3
- 238000007373 indentation Methods 0.000 claims description 3
- 238000007790 scraping Methods 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 241001466460 Alveolata Species 0.000 claims description 2
- 238000005520 cutting process Methods 0.000 claims description 2
- 230000000694 effects Effects 0.000 claims description 2
- 238000012546 transfer Methods 0.000 claims description 2
- 230000005540 biological transmission Effects 0.000 claims 1
- 238000012986 modification Methods 0.000 claims 1
- 230000004048 modification Effects 0.000 claims 1
- 238000007645 offset printing Methods 0.000 claims 1
- 230000000717 retained effect Effects 0.000 claims 1
- 239000007787 solid Substances 0.000 claims 1
- 239000000976 ink Substances 0.000 description 69
- 238000010586 diagram Methods 0.000 description 7
- 230000035515 penetration Effects 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000003071 parasitic effect Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 235000009854 Cucurbita moschata Nutrition 0.000 description 1
- 240000001980 Cucurbita pepo Species 0.000 description 1
- 235000009852 Cucurbita pepo Nutrition 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000002860 competitive effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001739 density measurement Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 235000020354 squash Nutrition 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
- B41F31/02—Ducts, containers, supply or metering devices
- B41F31/04—Ducts, containers, supply or metering devices with duct-blades or like metering devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
- B41F31/30—Arrangements for tripping, lifting, adjusting, or removing inking rollers; Supports, bearings, or forks therefor
Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Impression-Transfer Materials And Handling Thereof (AREA)
- Dot-Matrix Printers And Others (AREA)
Description
- L'invention concerne l'encrage des machines à imprimer à l'encre grasse.
- On connaît un dispositif d'encrage qui comporte un cylindre toucheur apte à être en contact avec la forme d'impression, un cylindre alimenteur ayant une surface rigide non alvéolée, des moyens pour mettre une masse consistante d'encre en contact avec la surface du cylindre alimenteur et sans contact avec le cylindre toucheur et des moyens pour faire tourner le cylindre alimenteur avec une vitesse tangentielle inférieure à celle du cylindre toucheur (publication EP-A 017 844). Ce dispositif comporte également des moyens pour régler l'épaisseur de la couche d'encre sur le cylindre toucheur mais ces moyens nécessitent de nombreux réglages qui ne tiennent pas compte d'une variable qui est l'éncre redéposée sur ce cylindre par la forme d'impression et qui varie, par conséquent, selon la forme d'impression.
- Il est connu d'autre part (brevet GB 544480) de munir un cylindre d'un dispositif d'encrage d'un revêtement souple pour que ce cylindre puisse recevoir de l'encre d'un autre cylindre en contact avec pression avec le revêtement souple, les deux cylindres pouvant avoir des vitesses de rotation différentes.
- Le problème principal posé par l'encrage d'une presse offset ou typographie consiste à déposer de façon régulière, à partir d'une masse consistante d'encre grasse, une couche de quelques microns d'épaisseur uniformément répartié sur les parties imprimantes d'un cylindre d'impression. L'encre ainsi déposée sur ce cylindre est ensuite transférée sur le papier, soit directement dans le cas de la typographie, soit indirectement, par l'intermédiaire d'un cylindre recouvert d'une feuille caoutchoutée appelée blanchet dans le cas de l'offset.
- Les dispositifs d'encrage classiques comportent de nombreux inconvénients, notamment une mécanique complexe qui se compose essentiellement d'un cylindre en acier très dur râclé par une lame d'acier appelée râcle, l'encre grasse étant comprise entre ce cylindre et sa râcle. Une grande quantité de vis de réglage réparties sur toute la longueur de cette râcle permet d'ajuster avec le plus de précision possible l'espace entre le cylindre et l'arête de la râcle, laissant ainsi passer plus ou moins d'encre selon le degré de serrage de chaque vis. Cet ensemble, appelé "encrier" distribue l'encre dans le sens transversal au papier.
- La quantité d'encre libérée au droit de chaque vis doit correspondre à la consommation d'encre prise par chaque zone transversale du papier. Par exemple, si l'impression comporte plusieurs bandes imprimées dans le sens longitudinal et séparées transversalement par des espaces devant rester vierges, les vis de réglage de l'encrier doivent être serrées au droit des zones blanches et plus ou moins ouvertes au droit des zones imprimées, selon l'intensité de couleur de ces bandes.
- A partir de ce cylindre encier ainsi râclé sont disposés en contact les uns avec les autres toute une batterie de rouleaux enduits de caoutchouc ou de plastique dont certains ont un mouvement transversal de va-et-vient pour améliorer la répartition de l'encre. Cette batterie alimente de deux à quatre rouleaux caoutchoutés appelés "toucheurs"qui sont en contact direct avec le cylindre imprimant.
- Enfin, dans le cas de la typographie on a un cylindre imprimant en contact direct avec le papier, soutenu par un cylindre fou appelé "contrepartie", et dans le cas de l'offset on a deux cylindres dont un cylindre encré et un cylindre "de report" en contact avec le papier, toujours maintenu en pression par une contrepartie. Dans le cas de l'"Offset humide" ces deux cylindres sont complétés par un dispositif de mouillage plus ou moins complexe.
- La quantité d'encre à déposer sur chaque zone imprimée doit être extrêmement précise si l'on veut conserver des teintes uniformes. Or, dans le sens transversal, les vie d'encrier permettent un réglage approché, obtenu par approximations successives, ce qui provoque des pertes de papier importantes. Certains constructeurs ont été jusqu'a motoriser chaque vis au moyen de petits moteurs pas à pas commandés à partir d'un pupitre, soit manuellement, soit à partir de mesures de densité de couleur effectuées en continu sur la nappe en défilement au moyen de systèmes électroniques complexes.
- Dans le sens longitudinal aucun réglage n'est possible. Ainsi une zone encrée a forte consommation d'encre précédée d'une zone blanche apparaîtra plus foncée qu'une bande encrée en continu juxtaposée à la précédente, ce qui est un exemple fréquent dans le cas d'impression d'un cadre. En effet pendant le défilement de la zone blanche il y a accumulation d'encre dans les rouleaux. Lorsque la zone encrée qui suit entre en contact avec les toucheurs surencrés, elle reçoit plus d'encre que la zone voisine et apparait plus foncée. C'est le phénomène bien connu des offsettistes et appelés "report".
- Seule la conception de la batterie d'encrage, par multiplication du nombre des rouleaux et par certains artifices, permet d'atténuer ce phénomène.
- Il résulte de ce qui précède que la complexité de mécanique et de l'électronique conduit à des investissements importants que l'on ne peut amortir que sur de longs tirages. En effet, les temps de réglage sont élevés, de 2 à 8 heures pour quatre couleurs, et la conduite de tels ensembles nécessite un personnel hautement spécialisé et un entretien souvent onéreux. Aux pertes importantes dues à la longueur et au coût horaire des charges fixes de la machine en cours de réglage, il faut ajouter le coût du papier gaché.
- Pour remédier à cette situation, des tentatives ont été faites, notamment sous la forme des encrages dits "courts" représentés principalement par le brevet français 1 341 700. Les dispositifs de ce type ont comme caractéristique générale de ne comporter qu'un nombre très réduit de cylindres transmettant l'encre à la forme imprimante. Leur but est de déposer sur le toucheur une épaisseur d'encre e uniforme, renouvelée immédiatement, de sorte que les parties imprimantes du cylindre d'impression prélèvent toujours la même épaisseur d'encre sur le toucheur, quelles que soient leur surface et leur disposition. Ceci afin de supprimer tout à la fois la complexité mécanique ainsi que les problèmes de "report" et de réglage des vis d'encrier.
- Selon l'invention, pour obtenir les performances désirées avec un dispositif tel que défini dans le préambule de la revendication 1, afin d'appliquer un film mince d'une encre à viscosité élevée sur une forme d'impression rotative, on utilise un dispositif tel que défini dans la partie caractérisante de la revendication 1.
- Pour mieux faire comprendre l'invention on va exposer d'abord dans le détail l'état de la technique le plus voisin, en référence avec le dessin annexé, sur lequel :
- la fig. la représente schématiquement un encrage court selon le procédé du brevet français 1 341 700;
- la fig. 1b représente d'une manière usuelle le schéma développé du cylindre toucheur montrant la succession des opérations effectuées à sa périphérie;
- les fig. 2 et 3 représentent des schémas développés correspondants respectivement à des variantes décrites dans le brevet ci-dessus et dans son premier certificat d'addition;
- la fig. 4a représente schématiquement un autre dispositif d'encrage court décrit dans le brevet français FR-A-2 242 852 (Demande No 73 39 429);
- la fig. 4b représente le schéma développé du cylindre toucheur correspondant à la fig. 4a;
- la fig. 5 représente un cas particulier de ce dispositif;
- la fig. 6 représente par comparaison le schéma général du procédé selon l'invention;
- la fig. 7 représente le schéma développé du cylindre toucheur;
- la fig. 8 représente une variante avec cylindre égalisateur;
- la fig. 9 est un détail à plus grande échelle du couteau; enfin
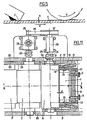
- les fig. 10 et 11 représentent un mode de réalisation particulier du dispositif, respectivement en coupe selon X-X de la fig. 11, et selon XI-XI de la fig. 10.
- Revenant à l'encrage court selon l'état de la technique décrit par le brevet français 1 341 700 et représenté sur la fig. 1a, on voit qu'une quantité g d'encre érasse est comprise entre le cylindre toucheur T et un cylindre de laminage L tournant en sens inverse, comme représenté par les flèches. L'encre se trouve donc "laminée" entre ces deux cylindres, mais l'épaisseur du film qui en résulte est trop élevée pour être utilisée directement.
- Le cylindre essuyeur E est maintenu en pression sur le toucheur T revêtu d'une matière souple. Ces deux cylindres tournent dans le même sens de rotation de sorte que le film d'encre compris dans la zone de contact m se trouve entraîné dans un sens par le cylindre E et dans l'autre sens par le toucheur T. Ce film est donc en quelque sorte cisaillé dans son épaisseur.
- Il en résulte une épaisseur d'encre e sur le toucheur T indépendante des quantités d'encres non utilisées en amont de la zone m. L'excédent d'encre cisaillée au point m est évacué par le cylindre E et repris par le cylindre L qui le ramène à la réserve g contenue dans l'encrier.
- Sur le schéma développée de la fig. 1b on voit les trajets effectués par les diverses quantités d'encre.
- Dans la variante décrite dans le brevet rappelé ci-dessus et représentée par la fig. 2, le cylindre essuyeur E a été remplacé par une râcle R.
- Enfin, la fig. 3 réprésente la variante correspondant au premier certificat d'addition du brevet susvisé. Le cylindre de laminage L a été supprimé et le cylindre essuyeur E subsiste, mais pour éviter le retour de l'encre provenant de la réserve sur la couche cisaillée, on a disposé deux râcles R1 et R2 qui nettoient la surface du cylindre essuyeur E avant que celle-ci n'entre en contact avec la couche étalée sur le toucheur T.
- Les inconvénients de ce procédé d'encrage court selon le brevet susvisé et son addition se trouvent exposés dans le préambule du brevet français 7 339 429 (2 242 852) déposé avec priorité suisse n° 12 278/73. En résumé, l'expérience montre que ces dispositifs ne peuvent fonctionner car l'épaisseur e du film d'encre est environ trois fois trop importante avec les viscosités des encres nécessaires pour une impression correcte. On est par suite amené à faire tourner le cylindre E à des vitesses élevées incompatibles avec la qualité possible des ajustement de la râcle, des engrenages de commande, des faux-ronds de cylindre, et autres, si bien que des dispositifs d'encrage courts de ce type n'ont pas pu être utilisés industriellement jusqu'à ce jour.
- Le dispositif décrit dans le dernier brevet susvisé se trouve représenté sur la fig. 4a. Par rapport aux dispositifs précédents, le cylindre essuyeur E a été réduit en diamètre pour augmenter la pression sur le film d'encre et en réduire l'épaisseur. Ce cylindre est ainsi devenu une tige, toujours référencée E, qui est maintenue en pression sur toute sa longueur contre le toucheur T par une rainure en V pratiquée dans une traverse Tr. Ainsi les râcles R1 et R2 du dispositif précédent sont remplacées par les tangentes x et y aux points de contact de la tige E et de son support Tr comme représentée sur le schéma développé de la fig. 4b. Ces lignes de contact sont censées empêcher l'encre de passer et de venir se superposer à la couche cisaillée d'épaisseur e.
- Les inconvénients de ce dernier dispositif sont les suivants : l'épaisseur de la couche d'encre e est de quelques microns. Une variation de 10% de cette épaisseur entraîne une variation visible à l'oeil de la densité optique du produit imprimé. On conçoit alors que les liénes x et y doivent être parfaitement étanches ou ne laisser passer qu'un minuscule film d'encre d'épaisseur constante, film qui vient se superposer au film e de l'encre cisaillée.
- En fait, lorsque le système est neuf, il y a impossibilité pratique d'obtenir au micron près une parfaite régularité de ce film parasite. Des stries plus ou moins foncées apparaissent sur l'impression. Toutefois, les impuretés, poussières ou même certains pigments abrasifs contenus dans l'êncre, opèrent un rodage plus ou moins régulier et les lignes de contact deviennent progressivement des surfaces courbes plus ou moins rayées. Indépendamment des stries qu'elle peut engendrer, l'augmentation de surface des zones de contact x et y provoque une diminution de la pression unitaire de la tige E contre son support Tr, avec pour conséquence une augmentation d'épaisseur du film parasite.
- Lorsque la vitesse de la machine augmente, il est nécessaire d'augmenter la vitesse de la tige d'essuyaée pour maintenir constante l'épaisseur e. Mais parallèlement l'épaisseur du film parasite augmente, par entraînement dynamique, produisant ainsi l'effet inverse de celui désiré. On compense habituellement ce défaut en augmentant la pénétration de la tige dans le toucheur. On accroît ainsi la pression, mais parallèlement on augmente l'usure et la dégradation de la surface souple du toucheur.
- La théorie et la pratique montrent qu'au-delà d'une certaine pénétration de la tige dans le toucheur, il n'y a plus diminution de e. Il en est de même pour l'influence de la vitesse, car si l'on appelle la vitesse tangentielle du cylindre essuyeur ou de la tige E et V la vitesse tangentielle du toucheur, au-delà d'une certaine valeur du rapport v/V, e ne diminue plus.
- L'inconvénient majeur de ce procédé d'encrage est donc de limiter la vitesse d'impression à des valeurs 8 à 10 fois plus faibles que celles des procédés traditionnels.
- Un autre inconvénient est l'usure rapide des pièces en mouvement et l'impossibilité d'assurer une étanchéité correcte aux-extrémités de la traverse Tr. En effet, cette étanchéité est en principe assurée par deux joues traversées par la tige et s'appuyant à la fois sur le flanc du toucheur T et sur la traverse Tr. A l'intersection de tous ces éléments, dont l'un T est souple et déformé par la pénétration de la tige, il se produit un ou plusieurs interstices par où l'encre s'écoule, provoquant différents maculages.
- Même à faible vitesse, il convient de réajuster en permanence la vitesse de la tige pour maintenir constante l'épaisseur e par suite des variations de température de l'encre au point de laminage.
- Dans le dernier brevet susvisé, il est prévu également une variante représentée sur la fig. 5. Dans ce cas la tige E ne tourne plus et peut être remplacée par une surface cylindrique de rayon r maintenue en pression sur le toucheur T. L'épaisseur d'encre cisaillée e ne dépend plus alors que de deux facteurs, à savoir le rayon r et la pénétration, mis part les facteurs habituels tels que viscosité de l'encre, dureté du revêtement souple et vitesse V. Lorsque la vitesse augmente, il convient donc d'augmenter la pénétration. La limite est déterminée par la dégradation de la surface du toucheur.
- Pour les mêmes raisons que précédemment, il y a usure de la partie cylindrique dont le rayon r doit être maintenu aux environs de 0,2 à 0,5 mm. Au fur et à mesure du déroulement de l'impression, le rayon r augmente par usure et des rayures apparaissent sur l'impression.
- En résumé, tous les dispositifs antérieurs examinés se proposent d'obtenir sur le toucheur une couche d'encre dont la constance de l'épaisseur est obtenue par cisaillement entre la surface du toucheur et une autre surface animée d'une vitesse très différente au point de contact, soit opposée, soit à la limite nulle. En fait cette épaisseur dépend d'un grand nombre de facteurs qu'il est difficile de maitriser, au point que les dispositifs d'encrage courts des différents types examinés n'ont pas pu être utilisés industriellement jusqu'à ce jour des vitesses compétitives.
- C'est précisément le but de la présente invention d'éliminer ces inconvénients, notamment la complexité, les difficultés de réglage, la limitation en vitesse et les influences perturbatrices diverses, température, viscosité, usure, faux-ronds.
- Pour cela l'invention, comme l'état de la technique, utilise un cylindre toucheur à surface souple revêtue d'un mince film d'encre et la déposant sur la forme d'imprimerie, cette couche mince étant déterminée au contact entre ce toucheur et un cylindre rigide à vitesse périphérique différente. Par contre, alors que dans l'état de la technique l'encre est alimentée au point de contact en étant portée par la surface du cylindre toucheur, et retirée en partie par le cylindre rigide, dénommé pour cela cylindre essuyeur, dans l'invention au contraire l'encre est alimentée sous la forme d'un film calibré porté par la surface du cylindre rigide, dénommé pour cela cylindre alimenteur, et se trouve étalée au point de contact avec le cylindre toucheur.
- Il résulte déjà de cette différence fondamentale, qu'alors qu'avec l'état de la technique la réduction de l'épaisseur e du film d'encre à la surface du toucheur ne peut être obtenue qu'en augmentant la vitesse du cylindre essuyeur, ainsi que sa pression, dans le cas de l'invention au contraire, la diminution de l'épaisseur e est obtenue en réduisant la vitesse du cylindre alimenteur sans que la pression de contact joue un rôle déterminant.
- Les autres particularités du procédé et du dispositif selon l'invention apparaîtront dans la description qui va suivre, en référence avec les fig. 6 à 11 ci-dessus énumérées.
- Conformément à l'invention, la réserve g d'encre grasse n'est pas en contact avec le cylindre toucheur T mais au contraire avec un cylindre alimenteur A, comme il apparaît notamment sur les fig. 6, 7, 8 et 10. Cette masse g est comprise entre ce cylindre alimenteur A, un couteau 1 et deux joues 2 munies d'échancrures en arc de cercle pour prendre appui en s'emboîtant transversalement sur la surface cylindrique du cylindre alimenteur A, lequel est naturellement un cylindre rigide, de préférence métallique. Le couteau i est solidaire des joues 2 par l'intermédiaire de vis micrométriques 3 permettant de régler la distance d, visible en particulier sur la fig. 9, entre la génératrice du cylindre A et l'arête du couteau 1 de façon très précise. Pour cela, le couteau 1 est rendu solidaire, transversalement par rapport à l'axe du cylindre alimenteur A, et par l'intermédiaire des vis 3 et d'une traverse 4, des deux joues 2 qui prennent appui sur le cylindre A. De cette manière la distance d est indépendante du faux- rond inévitable de ce cylindre.
- Le couteau 1 est affûté à la manière d'un outil tranchant, comme représenté sur la fig. 9, avec cependant un petit plat rectifié de largeur a voisine du dixième de millimètre pour que l'arête ainsi obtenue soit parfaitement rectiligne.
- De la sorte, lorsque le cylindre A tourne, le couteau 1 découpe une tranche d'encre d'épaisseur d, indépendante de la vitesse du cylindre ou des caractéristiques de l'encre. De plus, l'arête du couteau n'étant jamais au contact avec le cylindre, aucune usure ne peut en résulter. Dans la pratique l'épaisseur d peut varier de 10 à 60 microns selon la précision des vis micrométriques.
- Le cylindre A est mobile et maintenu en pression sur le toucheur T, revêtu de la manière usuelle d'une couche 5 de matière souple. La vitesse différentielle des surfaces en contact au point 7 est obtenue dans cet exemple par une rotation dans le même sens de ces deux cylindres comme représenté par les flèches sur la fig. 6. Une râcle 6 élimine de la périphérie du toucheur T l'encre non utilisée par la forme imprimante F et la dépose sur le cylindre alimenteur A qui la ramène dans la réserve g.
- Si l'on considère la zone de contact 7 entre les deux cylindres A et T, on peut écrire que la quantité d'encre qui y arrive est égale à la quantité d'encre qui en part dans le même temps.
- Si l'on désigne par s l'épaisseur d'encre qui franchit la zone de contact 7 sur le cylindre A, et si l'on continue à désigner comme
précédemment par: - v la vitesse périphérique de l'alimenteur A,
- V la vitesse périphériéue du toucheur T,
- d l'épaisseur d'encre déterminée par le
- e l'épaisseur d'encre sur le toucheur,
- la quantité d'encre qui entre dans cette zone est v.d et celle qui est sort est V.e + v.ε, d'où
- e=(d - ε)v/V
- On démontre et on vérifie que s est pratiquement constant lorsque v/V reste inférieur à 1. Pour une encre de viscosité de 150 à 200 poises, un rapport v/V - 0,5 et une pénétration du cylindre alimenteur A dans le cylindre toucheur T de 0,6 à 0,8 mm, la dureté de ce dernier étant voisine de 50 shores, l'épaisseur e se situe aux environs de 0,5 micron.
- A titre d'exemple, dans le cas d'un encrage offset, e doit être voisin de 5 microns, ce qui conduit à un rapport v/V=0,2. L'application de la formule ci-dessus donne alors pour d - e la valeur de 25 microns. Par suite, une variation de 10 % de l'épaisseur E, soit 0,05 micron, donne une variation représentant 0,2 % de l'épaisseur de la couche d, entraînant une variation relative correspondante de l'épaisseur e, c'est-à-dire une variation absolue de 0,01 micron, quantité négligeable et non perceptible sur l'impression. Dans les cas d'utilisation pratiques, et avec une très bonne approximation, on peut donc négliger E dans la formule ci-dessus et l'écrire
- e = d.v/V
- On voit donc que pour faire varier l'épaisseur e il suffit de faire varier soit d, soit le rapport v/V.
- L'obtention des faibles épaisseurs recherchées conduit donc à faire tourner le cylindre alimenteur à des vitesses relativement lentes, contrairement à l'état de la technique exposée ci-dessus, et l'on voit sur les fig. 6 à 8 comment la couche d'épaisseur d arrivant au point de contact se trouve étalée par léchage sur le toucheur T en une couche plus mince d'épaisseur e.
- Cependant les encres érasses étant en général très poisseuses, ce léchage peut provoquer de petits amas d'encre à la périphérie du toucheur, que l'on peut atténuer d'une manière connue en disposant un cylindre 8 roulant à la périphérie du cylindre toucheur. Toutefois, ce cylindre 8 risque de s'avérer insuffisant pour éliminer ces amas et obtenir une couche parfaitement uniforme.
- Il est alors préférable selon l'invention de disposer également un cylindre 9 égaliseur qui est entraîné en sens inverse du cylindre toucheur à une vitesse périphérique V' voisine de la vitesse périphérique V du toucheur, soit de façon positive par engrenages, soit par simple contact avec le toucheur. En outre, ce cylindre g est en contact avec l'alimenteur A. Son action ne modifie en rien le bilan des épaisseurs d'encre définie par la formule ci-dessus. Comme on le voit sur la fig. 8, la couche d'encre d'épaisseur d arrivant à la zone de contact 10 entre le cylindre égaliseur 9 et le cylindre alimenteur A se trouve divisée en deux, dont une suit le trajet courbe sur le cylindre égaliseur 9 pour se rendre la zone de contact 11 entre le cylindre égaliseur 9 et le toucheur T, et l'autre suit le trajet courbe, sur le cylindre A, allant la zone 10 à la zone T, puis un autre trajet courbe sur le cylindre toucheur T allant de la zone 7 à la zone 11. En raison des différences de vitesse entre V' et v il y a cisaillement de la couche d'encre d dans la zone 10, puis laminage dans la zone 11. Ainsi, la totalité de l'épaisseur e a subi un laminage extrêmement efficace en 10, 7 et 11 évitant ainsi tout agglomérat d'encre à la périphérie du toucheur.
- En outre, ce cylindre égaliseur 9 peut d'une manière connue être animé d'un mouvement de va-et-vient axial pour améliorer la régularité du film d'encre et éviter la formation de stries éventuelles.
- A titre de variante, on pourrait imaginer que le cylindre égaliseur 9 tourne non plus à la vitesse V' proche de V mais a une vitesse proche de y. Dans ce cas, le phénomène d'étalement qui se produisait précédemment dans la zone 7 (ou 10) se produirait dans la zone 11, et de ce fait il ne serait plus nécessaire d'avoir le contact entre les cylindres A et T dans la zone 7. En d'autres termes, la couche d'encre d'épaisseur calibrée d alimentée à vitesse lente par le cylindre alimenteur A peut être étalée sur le cylindre toucheur T à vitesse périphérique plus grande, soit directement dans le cas examiné en premier, soit indirectement dans le cas de la variante qu'on vient de voir, sans que cela ne sorte du cadre de l'invention.
- Il est intéressant à ce propos de remarquer qu'avec l'approximation indiquée ci-dessus, le phénomène d'étalement de la couche d'encre sur le toucheur fait intervenir, comme on l'a vu, le produit de l'épaisseur calibrée d par le rapport v/V entre la vitesse d'alimentation y et la vitesse du toucheur V, mais que ce rapport doit être pris en valeur arithmétique ou valeur absolue. En effet, le résultat est pratiquement le même, que les deux vitesses tangentielles v et V soient de sens contraire comme dans le premier exemple (ce qui suppose des rotations dans le même sens) ou de même sens comme dans ce dernier exemple (ce qui suppose des rotations de sens contraires).
- Grâce au procédé selon l'invention, on voit qu'on est ainsi maître de la valeur de l'épaisseur e qut devient indépendante de la vitesse de la machine, dans la mesure où le rapport v/V reste constant, et indépendante de la viscosité de l'encre et de sa température, contrairement à l'état de la technique. L'appareillage est par ailleurs insensible à l'usure, en raison d'une part de l'absence de contact entre le couteau 1 et le cylindre alimenteur A, et d'autre part de la faible vitesse de rotation du cylindre A par rapport au toucheur T. Il en résulte qu'un matériel relativement simple permet d'obtenir à la fois une grande précision d'encrage et de grande vitesse de travail compatible avec une exploitation industrielle.
- Pour la mise en oeuvre selon l'invention, on peut utiliser un montage représenté plus en détail sur les fig. 10 et 11.
- Dans ce montage, les deux joues 2 sont indépendantes et pourvues sur leurs faces en regard d'une rainure 12 ne débouchant pas vers l'extérieur et dans laquelle vient se monter et s'appuyer chacune des extrémités de la traverse 4 portant les deux vis 3 de réglage micrométrique du couteau 1, de préférence à pas différentiel. Ce couteau 1 est lui-même guidé parallèlement dans ces rainures 12 et monté par l'intermédiaire de billes 13 pour permettre une légère adaptation angulaire de chacune des joues 2 par rapport au couteau 1.
- Chacune des joues 2 s'appuie sur le cylindre A par une partie plus épaisse dans laquelle se trouve taillée l'échancrure cylindrique exposée plus haut, et cette partie épaisse se termine par un épaulement oblique 14 sur lequel vient prendre contact un poussoir 15 actionné par un ressort 16 et coulissant lui-même de manière oblique dans un flasque 17 portant le roulement 18 de tourillonnement du cylindre A, une disposition semblable étant prévue à l'autre extrémité du cylindre. La poussée oblique produite par les poussoirs 15 sur les joues 2 produit tout à la fois leur application étanche sur la périphérie du cylindre A, et leur rapprochement mutuel jusqu'au contact avec les billes 13, l'étanchéité entre les extrémités du couteau 1 et les joues étant assurées par l'emboîtement dans les rainures 12 et par la force fonctionnelle d'application dans le sens d'entraînement. Comme on le voit notamment sur la fig. 10, les deux flasques 17 sont solidaires d'un berceau 19 oscillant autour d'un axe 19a fixé dans le bâti 20. La pénétration du cylindre A dans le toucheur T est assurée par un dispositif de poussée 21, constitué par un ressort ou de préference par un vérin à double effet permettant la mise en pression et hors-pression, et limité en amplitude par une vis de butée 22.
- Le cylindre toucheur T, tourillonnant dans le bâti 20 au contact avec la forme imprimante F, est entraîné en sens inverse et à la même vitesse tangentielle que la forme d'impression P par l'intermédiaire d'engrenages 32 et 33. A partir de son extrémité d'arbre 23 se trouve raccordé de préférence un variateur de vitesse 24 permettant de régler à volonté le rapport v/V, et de ce dernier sort une poulie 25 entraînant par une courroie 26-une plus grande poulie 27 réalisant déjà un étage de réduction dans le sens désiré. Cette poulie 27 entraîne un arbre 28 tourillonnant dans un palier fixe 29, lequel arbre est raccordé au bout d'arbre 30 du cylindre alimenteur A par l'intermédiaire d'un joint homocinétique oldham ou similaire tolérant les débattements du berceau 19.
- On voit également sur la fig. 10, la râcle 6 et les cylindres égaliseurs 8 et g montés sur des excentriques pour permettre le réglage de pression.
- Naturellement en plus des applications essentielles à l'imprimerie, l'invention pourrait également être utilisée pour appliquer n'importe quel film mince d'un liquide visqueux, tel que peinture, colle, ou autre, sur une surface quelconque en défilement par rotation ou translation.
couteau 1, et
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83400946T ATE31899T1 (de) | 1982-05-10 | 1983-05-10 | Farbwerk und -verfahren fuer druckmaschinen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8208107A FR2526370B1 (fr) | 1982-05-10 | 1982-05-10 | Procede et dispositif d'encrage pour machine d'imprimerie |
| FR8208107 | 1982-05-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0094320A1 EP0094320A1 (fr) | 1983-11-16 |
| EP0094320B1 true EP0094320B1 (fr) | 1988-01-13 |
Family
ID=9273875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83400946A Expired EP0094320B1 (fr) | 1982-05-10 | 1983-05-10 | Procédé et dispositif d'encrage pour machine d'imprimerie |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4542693A (fr) |
| EP (1) | EP0094320B1 (fr) |
| JP (1) | JPS59500808A (fr) |
| AT (1) | ATE31899T1 (fr) |
| DE (1) | DE3375289D1 (fr) |
| FR (1) | FR2526370B1 (fr) |
| WO (1) | WO1983004003A1 (fr) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3300303C2 (de) * | 1983-01-07 | 1985-03-14 | Deutsche Thomson-Brandt Gmbh, 7730 Villingen-Schwenningen | Kopftrommel mit um eine Achse rotierenden Video-Aufzeichnungs- und Wiedergabeköpfen |
| FR2590205A1 (fr) * | 1985-11-21 | 1987-05-22 | Seailles Tison Sa | Dispositif pour l'encrage d'une forme d'impression rotative a partir d'une masse compacte d'encre a viscosite elevee |
| JPS6440369A (en) * | 1987-08-06 | 1989-02-10 | Kyokuto Int | Printing method and device |
| CH680660A5 (fr) * | 1989-12-12 | 1992-10-15 | Fankhauser Peter | |
| US5078063A (en) * | 1990-12-19 | 1992-01-07 | Ag Communication Systems Corporation | Precision mechanical squeegee holding assembly |
| DE4239793A1 (fr) * | 1992-01-03 | 1993-07-08 | Noelle Gmbh | |
| JPH05229101A (ja) * | 1992-02-20 | 1993-09-07 | Manabu Fukuda | インキ装置 |
| GB2278574A (en) * | 1993-06-01 | 1994-12-07 | David Edward Mcmanamon | Ink transfer means for printing machine |
| JP2846124B2 (ja) * | 1994-07-14 | 1999-01-13 | ケーニツヒ ウント バウエル−アルバート アクチエンゲゼルシヤフト | 乾式平版による直刷輪転印刷機の、短経路型インキ装置を備えた印刷装置 |
| DE19535266A1 (de) * | 1995-09-22 | 1997-04-03 | Roland Man Druckmasch | Kurzfarbwerk |
| US6672211B2 (en) | 1999-03-03 | 2004-01-06 | James F. Price | Inking systems for printing presses |
| AU3236400A (en) | 1999-03-03 | 2000-09-21 | James F Price | Keyless inker for a printing press |
| US6895861B2 (en) | 2003-07-11 | 2005-05-24 | James F. Price | Keyless inking systems and methods using subtractive and clean-up rollers |
| KR100649722B1 (ko) * | 2000-04-21 | 2006-11-24 | 엘지.필립스 엘시디 주식회사 | 일렉트로루미네센스 표시소자의 패터닝장치 및 이를이용한 패터닝방법 |
| JP2001346031A (ja) * | 2000-06-05 | 2001-12-14 | Fuji Photo Film Co Ltd | 画像合成方法及び装置 |
| JP2003154630A (ja) * | 2001-08-06 | 2003-05-27 | Fuji Photo Film Co Ltd | インキ供給装置及び印刷機 |
| EP1764216A1 (fr) * | 2005-09-16 | 2007-03-21 | Kba-Giori S.A. | Appareil pour appliquer un revêtement sur un cylindre, en particulier sur un cylindre d'essuyage d'une machine d'impression en creux |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE639293C (de) * | 1936-12-02 | Richard Lehmann | Farbwerk fuer Druckmaschinen | |
| GB544480A (en) * | 1940-08-07 | 1942-04-15 | American Bank Note Co | Inking mechanisms for rotary steel plate printing machines |
| DE1162852B (de) * | 1955-12-29 | 1964-02-13 | Harris Intertype Corp | Farbkasten fuer Druckmaschinen |
| US3026795A (en) * | 1957-01-18 | 1962-03-27 | Maschf Augsburg Nuernberg Ag | Dampening apparatus for rotary printing presses |
| GB871786A (en) * | 1957-01-18 | 1961-06-28 | Maschf Augsburg Nuernberg Ag | Damping apparatus for rotary printing presses |
| FR1344700A (fr) * | 1963-01-16 | 1963-11-29 | Philips Nv | Procédé et dispositif pour l'examen de corps semi-conducteurs |
| GB1203848A (en) * | 1967-09-18 | 1970-09-03 | Albert Schnellpressen | Improvements in or relating to ink duct assemblies for printing presses |
| US3585932A (en) * | 1968-06-07 | 1971-06-22 | Wallace H Granger | Automatic inking system for rotary newspaper printing press |
| GB1267947A (en) * | 1969-10-30 | 1972-03-22 | Metal Box Co Ltd | Improvements in inking apparatus for printing machines |
| US3709147A (en) * | 1970-12-03 | 1973-01-09 | W Granger | Ink transfer cylinder mounting with adjustable drive clutch |
| US4041864A (en) * | 1972-05-09 | 1977-08-16 | Dahlgren Manufacturing Company | Method and apparatus for inking printing plates |
| CH573812A5 (fr) * | 1973-08-28 | 1976-03-31 | Texogesa Sa | |
| US4127067A (en) * | 1974-02-15 | 1978-11-28 | Dahlgren Harold P | Method for inking printing plates |
| US3978788A (en) * | 1975-05-16 | 1976-09-07 | Roland Offsetmaschinenfabrik Faber & Schleicher Ag | Ink metering assembly for printing press |
| US4058058A (en) * | 1976-02-26 | 1977-11-15 | George Hantscho Company, Inc. | Ink fountain for printing presses |
| GB1525805A (en) * | 1976-05-14 | 1978-09-20 | Rotobind Ltd | Printing apparatus and method |
| DE2916291A1 (de) * | 1979-04-21 | 1980-10-30 | Maschf Augsburg Nuernberg Ag | Farbwerk fuer eine druckmaschine |
-
1982
- 1982-05-10 FR FR8208107A patent/FR2526370B1/fr not_active Expired
-
1983
- 1983-05-10 US US06/572,748 patent/US4542693A/en not_active Expired - Fee Related
- 1983-05-10 AT AT83400946T patent/ATE31899T1/de not_active IP Right Cessation
- 1983-05-10 JP JP58501560A patent/JPS59500808A/ja active Pending
- 1983-05-10 EP EP83400946A patent/EP0094320B1/fr not_active Expired
- 1983-05-10 WO PCT/FR1983/000090 patent/WO1983004003A1/fr unknown
- 1983-05-10 DE DE8383400946T patent/DE3375289D1/de not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| US4542693A (en) | 1985-09-24 |
| FR2526370A1 (fr) | 1983-11-10 |
| JPS59500808A (ja) | 1984-05-10 |
| ATE31899T1 (de) | 1988-01-15 |
| WO1983004003A1 (fr) | 1983-11-24 |
| DE3375289D1 (en) | 1988-02-18 |
| EP0094320A1 (fr) | 1983-11-16 |
| FR2526370B1 (fr) | 1986-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0094320B1 (fr) | Procédé et dispositif d'encrage pour machine d'imprimerie | |
| FR2550994A1 (fr) | Dispositif de mouillage d'un cylindre porte-cliche et procede d'impression sans defaut | |
| FR2628681A1 (fr) | Tambour guide-feuille pour rotatives a feuilles | |
| FR2663588A1 (fr) | Systeme de mouillage a film pour presse offset rotative. | |
| EP1140376B1 (fr) | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable | |
| EP2457857B1 (fr) | Dispositif de transfert d'une feuille, et utilisation correspondante | |
| CA2189539C (fr) | Pochoir pour le depot et le dosage de couches plus ou moins epaisses, a base de points, d'un produit visqueux | |
| EP1453682B1 (fr) | Nettoyage de tetes de jet de matiere | |
| FR2898600A1 (fr) | Appareil et procede pour detacher des troncons de barreaux de verre, troncon de barreaux de verre ainsi produit et guide d'onde optique comprenant un tel troncon | |
| FR2763278A1 (fr) | Procede pour regler l'encrage pour l'impression continue dans une presse rotative a imprimer | |
| FR2556278A1 (fr) | Dispositif de mouillage d'un cylindre porte-cliche et procede d'impression sans defaut | |
| FR2583313A1 (fr) | Procede et appareil de revetement d'une nappe continue par raclage. | |
| FR2595673A1 (fr) | Perfectionnements aux enrouleuses a compression | |
| WO2020099804A1 (fr) | Système de coupe de bandelettes par couteaux hélicoidaux et procédé de coupe correspondant | |
| FR2513608A1 (fr) | Appareil de manutention de feuilles minces de materiau | |
| EP0038729B1 (fr) | Dispositif pour appliquer une couche d'enduction sur une bande de matériau circulant en continu | |
| WO1994029524A1 (fr) | Procede d'application de colle, dispositif applicateur et produit obtenu | |
| EP0885720A1 (fr) | Installation d'encrage multifonctionnelle pour une imprimeuse flexographique | |
| EP1336454B1 (fr) | Procédé et dispositif d'usinage par bande abrasive d'une surface de portée sur une pièce, notamment pour la superfinition d'une surface de came sur un arbre à cames | |
| FR2816603A1 (fr) | Plieuse avec un dispositif de decoupe a longueur variable | |
| FR2590205A1 (fr) | Dispositif pour l'encrage d'une forme d'impression rotative a partir d'une masse compacte d'encre a viscosite elevee | |
| FR2614835A1 (fr) | Mecanisme d'encrage pour une machine d'impression | |
| EP0117782B1 (fr) | Dispositif pour un changement instantané de la largeur d'encollage d'une bande de papier lors de la fabrication de carton ondulé, et procédé d'utilisation d'un tel dispositif | |
| JP2841175B2 (ja) | インキ供給装置 | |
| WO2023242024A1 (fr) | Installation pour la fabrication d'éléments en carton avec système d'encollage à réserve |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840319 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19880113 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19880113 Ref country code: AT Effective date: 19880113 |
|
| REF | Corresponds to: |
Ref document number: 31899 Country of ref document: AT Date of ref document: 19880115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3375289 Country of ref document: DE Date of ref document: 19880218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19880531 Ref country code: LI Effective date: 19880531 Ref country code: CH Effective date: 19880531 |
|
| R20 | Corrections of a patent specification |
Effective date: 19880406 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19881122 |
|
| BERE | Be: lapsed |
Owner name: MOURRELLON GEORGES Effective date: 19880531 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19890629 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19890720 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19900511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83400946.6 Effective date: 19910115 |