EP0092593A1 - Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten - Google Patents
Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten Download PDFInfo
- Publication number
- EP0092593A1 EP0092593A1 EP82103472A EP82103472A EP0092593A1 EP 0092593 A1 EP0092593 A1 EP 0092593A1 EP 82103472 A EP82103472 A EP 82103472A EP 82103472 A EP82103472 A EP 82103472A EP 0092593 A1 EP0092593 A1 EP 0092593A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper web
- paint
- paper
- wood
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F9/00—Rotary intaglio printing presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/06—Veined printings; Fluorescent printings; Stereoscopic images; Imitated patterns, e.g. tissues, textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0469—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper
Definitions
- the invention relates to a method and an apparatus for the production of paper webs to be longitudinally divided into several strips for gluing the edges of boards made of wood, in particular furniture, in which an optionally colored paper web is printed with a wood color and wood structure, impregnated with an aminoplast, in particular melamine resin, lacquered and is shaped. Then the track is divided lengthways.
- the known method is carried out in such a way that the optionally colored paper web on a roll is unwound and printed and rewound in a printing machine, which usually consists of several printing units, with the wood color and the wood structure pattern.
- a printing machine usually consists of several printing units, with the wood color and the wood structure pattern.
- the impregnation of the paper webs with melamine resin, the painting and the embossing are separate work processes for the implementation of which the web is in turn wound up and unwound.
- the narrow strips are then produced by slitting the webs lengthways. This procedure is open due to the numerous handling processes visibly uneconomical and it would be desirable if one could carry out all processing operations in one pass.
- the throughput speed in all processing operations would have to depend on the throughput speed of the processing operation that requires the lowest throughput speed, and in this case this is the impregnation of the webs with melamine resin.
- throughput speeds of 2o to a maximum of 4o meters per minute can be used, while printing, on the other hand, speeds of 8o to 200 meters per minute. Under these circumstances, performing all machining operations in one pass would result in an even less economical result.
- the object of the invention is to be able to produce the paper webs to be cut only by slitting into narrow strips from a preliminary product in only one pass, even in small quantities.
- the invention relates to a method for producing paper webs to be longitudinally divided into several strips for gluing the edges of boards made from wood, in particular furniture, in which an optionally colored paper web is colored with a wood color and a wood Structure printed with an aminoplast, in particular melamine resin, is impregnated, varnished and embossed and which is characterized in that the optionally colored paper and impregnated with an aminoplast, in particular melamine resin, is printed in a subsequent operation with a wood color and a wood structure, then varnished and finally embossed becomes.
- the throughput speed in the method according to the invention is high, since it is no longer limited by the low throughput speed required for soaking with melamine resin. Since the end product can be produced quickly and economically in almost any small batch sizes, storage of the end product can be almost completely eliminated and storage can be limited to the preliminary product.
- the paper web is subjected to several successive printing processes and is dried by warm air after each printing process. This will make a high Throughput speed enables and at the same time a small overall length of the device used to carry out the method.
- the paper web can be subjected to several successive painting processes and the paint is cured by infrared rays after each painting process, the heat applied to the paper web increasing with increasing distance from the point at which the paint is applied.
- the paint is cured quickly and gently, damage to the paper is avoided, and high throughput speeds and a short overall length of the device are made possible.
- Another object of the invention is a device used to carry out the above-identified method, which in turn is characterized by an unwinder, one or more indirect gravure printing units, one or more coating units, an embossing unit and a winding device.
- the device according to the invention allows the primary product printed with a base color and soaked in melamine resin to be processed in one pass to the finished paper web then only has to be divided lengthways.
- the unwinding device is followed by a clamping device for the paper web.
- This clamping device serves to hold the end of the previous paper web when changing the roll so that it can be glued to the beginning of the following paper web, so that the device is traversed by an endless paper web.
- a brushing device provided with rotating brushes in front of the first printing unit, by means of which dust that may be on the surfaces of the paper web is removed and thus a clean print is ensured.
- a Shore hardness A of about 50 ° is expediently chosen for the rubber coating of the transfer roller and a Shore hardness A of about 85 for the rubber coating of the counterpressure roller.
- the blade in the printing units so that they are pivotable about their longitudinal axes by more than 9 0 °. This facilitates the often required removal of the ink roller.
- the inking units of the printing units can have ink troughs which are provided with an ink supply connected to an ink pump and a color return determining the level. As a result, the color level in the color troughs is obtained in a very simple manner kept constant.
- the coating units are expediently designed such that they have coating pick-up rollers arranged in coating trays, which are provided with a rough, in particular rastered surface and which interact with coating transfer rollers arranged above them, while counter-pressure rollers are arranged above the coating transfer rollers and above the paper web. This results in an extremely uniform application of lacquer to the paper, the thickness of which can be influenced by the surface shape of the lacquer pick-up roller.
- the paint troughs arranged in the coating units have paint inlets arranged at a level-determining height, which are connected via lacquer supply lines provided with shut-off devices to airtightly closable paint containers arranged above the paint troughs.
- the paint level in the paint troughs can be determined in the simplest way and the contact of the paint with the air is limited to a minimum.
- the embossing unit has an engraved embossing roller and a counterpressure roller which is made of non-resilient material and has a flat surface.
- a counterpressure roller which is made of non-resilient material and has a flat surface.
- the unwinding device shown in FIG. 1 and designated in its entirety by 1 consists of a base frame 2 on which two levers 3 of equal arm running parallel to one another are arranged so as to be pivotable about a pivot point 4.
- the levers 3 have tension at their ends devices 5, 6 for receiving paper rolls 7.
- the paper is a paper impregnated with an aminoplast, in particular with melamine resin and possibly colored. The coloring of the paper is necessary if the paper is printed with a relatively dark wood color. Otherwise the cut edges of the paper would appear light colored.
- the tensioning device 6 picks up a further paper roll, the beginning of which is laid ready and connected at the appropriate time to the end of the paper web of the roll 7.
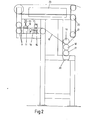
- the first printing unit shown in FIG. 2, designated in its entirety by 8, has on its paper inlet side first behind guide rollers 9 a fixed clamping bar 11 arranged below the paper web 10, which is opposite a movable clamping bar 12 above the paper web 10, which with the help of one or more Compressed air cylinder 13 can be pressed against the fixed clamping bar 11, whereby the paper web 1o is held.
- a fixed clamping bar 11 arranged below the paper web 10
- a movable clamping bar 12 above the paper web 10 which with the help of one or more Compressed air cylinder 13 can be pressed against the fixed clamping bar 11, whereby the paper web 1o is held.
- the clamping device 11, 12, 13 is followed in the running direction of the paper web 1o by a pair of rotating brushes 14 and 15, between which the paper web 1o runs and which can be pressed against one another by a pneumatic adjusting device 16.
- the brushes are used to remove dust and foreign bodies from the surfaces of the paper web, as these can impair the printed image and lead to malfunctions.
- q device for the dust formed In the area of the brushes a Absau not shown in the drawing, q device for the dust formed arranged.
- the actual printing unit consists of the gravure engraving roller 17, the transfer roller 18 arranged above it and the counter-pressure roller or impression roller 19 arranged above it.
- the transfer roller 18 and the counter-pressure roller 19 have rubber coatings.
- the rubber coating of the transfer roller has a Shore hardness .A of about 5o
- the rubber coating of the counterpressure roller has a Shore hardness A of about 85.
- the ink fountain marked 2o can be lowered from its operating position shown in the drawing and the one not shown in the drawing with the gravure printing.
- Engraving roller 17 cooperating doctor blade is pivotable from its operating position about its longitudinal axis, which runs parallel to the roller 17, by at least 90 °. In this way, the roller 17 can be easily and freely removed for the purpose of changing.
- the gravure engraving roller 17 picks up ink from the ink trough 2o in its depressions, the excess on the roller becomes the stripped by the doctor blade, not shown in the drawing.
- the paint located in their recesses are the roller 17 to the rubber coating of the transfer roller 18, and from there reaches the color on the underside of the paper web 1 is 0, which is pressed by the platen roller 19 against the transfer roller 18th
- an excellent wood structure print can be produced on the paper web 10, which is stiff due to the melamine resin impregnation and is otherwise difficult to print.
- the still moist paper web 10 is deflected by two further guide and deflection rollers 21, 22 and reaches an air box 23 in which the ink is dried by blowing with warm air.
- the ink supply to the ink pan 20 is shown in detail.
- 24 denotes an approximately bucket-shaped ink reservoir into which an immersion pump 25 is inserted.
- the submersible pump 25 conveys paint into the paint trough 20 via a line 26.
- a return line 27 is also arranged on the ink trough 20, through which excess ink runs back into the ink tank 24.
- the point of confluence of the return line 27 in the paint pan 2o determines the color level prevailing in the paint pan.
- At the bottom of the ink tray 28 is disposed ückflußtechnisch 2o is another R, which opens into the first return line 27, but d'ie by a valve 29 is shut off. This second return line 28 is used when the valve 29 is opened to completely empty the ink pan 2 0 .
- the delivery rate of the submersible pump 25 is adjusted so that more ink is always delivered than is consumed, so that a constant backflow takes place through the backflow line 27.
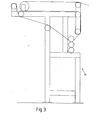
- the second printing unit shown in FIG. 3, denoted in its entirety by 3o, is basically of the same construction as the printing unit 8 and therefore need not be described in more detail. However, it lacks the terminal apparatus 1 0, 11, 12, 13 and the rotating brushes 14, 15, 16 with screwdown In general, be in a device according to the invention three or more printing units of the type described above. In the first of the printing units mentioned above, an engraving roller which has a wooden structure will generally not be present, since there the paper is printed over the entire surface with a wooden color or basic color.
- the coating unit shown in FIG. 4 is designated in its entirety by 31.
- the coating unit 31 has a coating pan 32 into which a coating roller 33 is immersed.
- the lacquer roller 33 has a rough, preferably engraved or rastered surface, the roughness of which is dimensioned such that it takes the desired quantity of lacquer from the lacquer pan 32.
- the paint is delivered from the paint roller 33 to a transfer roller 34 and from this to the underside of the paper web 10.
- a counter pressure roller 35 presses the paper web 1o against the transfer roller 34.
- the rollers 34 and 35 are covered with rubber and correspond to the rollers 18 and 19 of the printing units.
- radiators are combined to radiator sets 36, 37, 38.
- the emitter set 36 which is first reached by the wet paper web 10 contains relatively few emitters 39, so that the heat applied to the paper web is comparatively low.
- the subsequent beam lerA 37 and 38 are each more radiators 39 arranged so that the heat load of the paper web is greater in these areas.
- the thermal load on the paper web can also be influenced by its distance from the paper web. The emitters emit a short-wave infrared light.
- a paint reservoir is designated, which can be closed airtight with the help of a lid 41.
- a line 42 leads from the lacquer storage vessel 4o to the lacquer pan 32.
- the line 42 can be shut off with a shut-off valve 43.
- the shut-off valve 43 is closed and the paint reservoir 4o is filled.
- the shut-off valve 43 is opened and so much lacquer closes into the lacquer pan 32 until the lacquer level 45 has reached the upper edge 44 of the junction of the line 42 into the lacquer pan 32. If paint is removed from the paint tub 32 by the roller 33, a corresponding amount of paint flows into the tub 32 through the line 42.
- this arrangement has the advantage that the paint comes into contact with air as little as possible.
- the process is carried out in such a way that, with the help of the first coating unit, initially only a relatively thin one Lacquer layer is applied to the paper web 10 and is cured on it. This thin layer of lacquer closes the surface pores of the paper.
- a thicker layer of lacquer is applied to the paper web treated in this way, which, however, cannot now penetrate the paper, but is cured on the first lacquer layer.
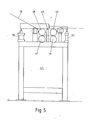
- the embossing unit 46 shown in FIG. 5 is designated 46 in its entirety. It contains an engraved embossing roller 41 made of steel and a counter-pressure roller 48 also made of steel with a smooth surface. The rolls are pressed against each other by a pneumatic cylinder 50 and the height of the roll gap remaining between them is set by a stop 49. In the roll gap passing through the paper web 10, the paper is compressed at those points at which the engraved embossing roller has 47 elevations. Furthermore, two guin-covered rollers 51 and 52 are provided, which can also be pressed against each other by a pneumatic cylinder 53. These rollers serve to pull the paper web 1o through the device when the rollers 47 and 48 have moved so far apart that they do not grip the paper web. In this case, the rollers. 51 and 52 driven. In embossing operation, the rollers 51 and 52 are without drive and the rollers 47 and 48 are driven.
- the take-up station shown in FIG. 6, designated 51 in its entirety, corresponds essentially to the take-off device 1 shown in FIG. 1 , but with the difference that its tensioning device lines 53 and 54 are driven to wind the paper web lo.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Vascular Medicine (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
Abstract
Description
- Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten.
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten insbesondere von Möbeln bei dem eine gegebenenfalls eingefärbte Papierbahn mit einer Holzfarbe und Holzstruktur bedruckt, mit einem Aminoplast insbesondere Melaminharz imprägniert, lackiert und geprägt wird. Danach wird die Bahn längsgeteilt.
- Im einzelnen wird das bekannte Verfahren-so durchgeführt, daß die auf einer Rolle befindliche gegebenfalls eingefärbte Papierbahn abgewickelt und in einer meist aus mehreren Druckwerken bestehenden Druckmaschine mit der Holzfarbe und dem Holzstrukturmuster bedruckt und wieder aufgewickelt wird. Das Imprägnieren der Papierbahnen mit Melaminharz, das Lackieren und das Prägen sind gesonderte Arbeitsvorgänge zu deren Durchführung die Bahn wiederum auf und abgewickelt wird. Danach erfolgt die Herstellung schmaler Streifen durch Längsteilen der Bahnen. Dieses Verfahren ist in Folge der zahlreichen Handhabungsvorgänge offen-sichtlich unwirtschaftlich und es wäre wünschenswert, wenn man sämtliche Bearbeitungsvorgänge in einem Durchlauf ausführen könnte. Dann aber müßte sich die Durchlaufgeschwindigkeit bei allen Bearbeitungsvorgängen nach der Durchlaufgeschwindingkeit desjenigen Bearbeitungsvorganges richten, der die geringste Durchlaufgeschwindigkeit erfordert und dies ist in diesem Falle das Imprägnieren der Bahnen mit Melaminharz. Hierbei kann mit Durchlaufgeschwindigkeiten von 2o bis maximal 4o Meter pro Minute gearbeitet werden, beim Drucken dagegen mit Geschwindigkeiten von 8o bis 200 Meter pro Minute. Unter diesen Umständen würde die Durchführung aller Bearbeitungsvorgänge in einem Durchlauf zu einem noch weniger wirtschaftlichen Ergebnis führen.
- Um die Anwenderwünsche im Bezug auf Holzfarbe und Holzstruktur zu erfüllen, sind etwa sieben Grundfarben und bis zu 13o verschiedene Holzstrukturdrucke erforderlich, woraus sich etwa 9oo Produkte ergeben, die wegen ihrer komplizierten und deshalb langwierigen Herstellung ständig am Lager gehalten werden müssen um alle Anwenderwünsche kurzfristig befriedigen zu können.
- Der Erfindung liegt die Aufgabe zugrunde, die dann nur noch durch Längsteilen in schmale Streifen zu zerschneidende Papierbahnen aus einem Vorprodukt in jeweils nur einem Durchlauf auch in kleinen Mengen herstellen zu können.
- Gegenstand der Erfindung ist ein Verfahren zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten insbesondere von Möbeln bei dem eine gegebenenfalls eingefärbte Papierbahn mit einer Holzfarbe und einer Holzstruktur bedruckt mit einem Aminoplast insbesondere Melaminharz imprägniert, lackiert und geprägt wird und das sich dadurch'kennzeichnet, daß das gegebenenfalls eingefärbte und mit einem Aminoplast, insbesondere Melaminharz imprägnierte Papier in einem nachfolgenden Arbeitsgang mit einer Holzfarbe und einer Holzstruktur bedruckt, dann lackiert und schließlich geprägt wird.
- Während bei den bekannten Verfahren das Papier zunächst mit einem Holzstrukturdruck versehen und erst danach mit Melaminharz getränkt wurde, wird zur Durchführung des Verfahrens ein Papier verwendet, das Bereits mit Melaminharz getränkt worden ist. Das vor dem Tränken mit Melaminharz noch biegsame Papier kann problemlos mit einem Holzstrukturdruc)- versehen werden. Dagegen gelang es nicht, das durch die Tränkung mit Melaminharz sehr hart gewordene Papier mit einem Holzstrukturdruck zu versehen, zumindest nicht bei zum Bekleben von Kanten erforderlichen Papiergewichten von ca. 25o und mehr g/m2. Der Erfindung liegt unter anderem die überraschende Erkenntnis zugrunde, daß dies sehr wohl möglich ist, wenn man als Druckverfahren das indirekte Tiefdruckverfahren anwendet. Die Durchlaufgeschwindigkeit beim Verfahren gemäß der Erfindung ist hoch, da sie nicht mehr durch die für das Tränken mit Melaminharz erforderliche niedrige Durchlaufgeschwindigkeit begrenzt wird. Da das Endprodukt sich schnell und in nahezu beliebig kleinen Losgrößen wirtschaftlich herstellbar ist, kann die Lagerhaltung am Endprodukt nahezu vollständig entfallen und die Lagerhaltung auf das Vorprodukt beschränkt werden.
- Bei einer bevorzugten Ausführungsform des Verfahrens gemäß der Erfindung wird die Papierbahn mehreren aufeinanderfolgenden Druckvorgängen unterworfen und nach jedem Druckvorgang durch Warmluft getrocknet. Hierdurch wird eine hohe Durchlaufgeschwindigkeit ermöglicht und gleichzeitig eine kleine Baulänge der zur Durchführung des Verfahrens dienenden Vorrichtung.
- Weiterhin kann die Papierbahn mehreren aufeinanderfolgenden Lackiervorgängen unterworfen werden und der Lack wird nach jedem Lackiervorgang durch Infrarotstrahlen ausgehärtet, wobei die Wärmebeaufschlagung der Papierbahn mit zunehmendem Abstand von der Stelle, an der der Lack aufgetragen wird, zunimmt. Hierdurch wird der Lack schonend und schnell ausgehärtet, eine Schädigung des Papiers wird vermieden und hohe Durchlaufgeschwindigkeiten und eine kurze Baulänge der Vorrichtung wird ermöglicht.
- Es ist zweckmäßig, beim ersten Lackiervorgang eine geringere Lackmenge auf die Papierbahn aufzubringen, als beim zweiten Lackiervorgang. Dies hat zur Folge, daß beim ersten Lackiervorgang die Oberflächenporen des Papiers weitgehend verschlossen werden,sodaß der beim zweiten Lackiervorgang aufgebrachte Lack auf der Papieroberfläche stehen bleibt und nicht in das Papier eindringt.
- Ein weiterer Gegenstand der Erfindung ist eine zur Durchführung des obengekennzeichneten Verfahrens dienende Vorrichtung, die ihrerseits gekennzeichnet ist durch eine Abwickelvorrichtung, eines oder mehrere indirekte Tiefdruckwerke, eines oder mehrere Lackierwerke, ein Prägewerke und eine Aufwickelvorrichtung.
- Die erfindungsgemäße Vorrichtung erlaubt es, daß mit einer Grundfarbe bedruckte und Melaminharz getränkte Vorprodukt in einem Durchlauf zur fertigen Papierbahn zu verarbeiten, die dann nur noch längsgeteilt werden muß.
- Bei einer zweckmäßigen Ausführungsform der Vorrichtung gemäß der Erfindung ist der Abwickelvorrichtung eine Klemmvorrichtung für die Papierbahn nachgeschaltet. Diese Klemmvorrichtung dient dazu, beim Rollenwechsel das Ende der vorangegangenen Papierbahn festzuhalten, damit es mit dem Anfang der folgenden Papierbahn verklebt werden kann, sodaß die Vorrichtung von einer endlosen Papierbahn durchlaufen wird.
- Weiterhin kann es zweckmäßig sein, vor dem ersten Druckwerk eine mit rotierenden Bürsten versehene Bürstvorrichtung anzuordnen, durch die eventuell auf den Oberflächen der Papierbahn befindlicher Staub entfernt und damit ein sauberer Druck gewährleistet wird.
- Bei den Druckwerken ist es zweckmäßig, sowohl die Übertragungswalzen als auch die Gegendruckwalzen mit Gummiüberzügen zu versehen. Hierbei wird für den Gummiüberzug der Übertragungswalze zweckmäßig eine Shorehärte A von etwa 5o und für den Gummiüberzug der Gegendruckwalze eine Shorärte A von etwa 85 gewählt.
- Weiterhin ist es zweckmäßig, bei den Druckwerken die Rakel so anzuordnen, daß sie um ihre Längsachsen um mehr als 90° schwenkbar sind. Hierdurch wird der oft erforderliche Ausbau der Farbwalze erleichtert.
- Die Farbwerke der Druckwerke können Farbtröge aufweisen, die mit einem mit einer Farbpumpe verbundenen Farbzulauf und einem Niveau bestimmenden Farbrücklauf versehen sind. Hierdurch wird auf sehr einfache Weise das Farbniveau in den Farbtrögen konstant gehalten.
- Die Lackierwerke sind zweckmäßig so ausgebildet, daß sie in Lackwannen angeordnete Lackaufnahmewalzen aufweisen, die mit einer rauhen, insbesondere gerasterten Oberfläche versehen sind und die mit über ihnen angeordneten Lackübertragungswalzen zusammenwirken, während oberhalb der Lackübertragungswalzen und oberhalb der Papierbahn Gegendruckwalzen angeordnet sind. Hierdurch ergibt sich ein außerordentlich gleichmäßiger Lackauftrag auf das Papier, dessen Stärke durch die Oberflächenform der Lackaufnahmewalze beeinflußbar ist.
- Die in den Lackierwerken angeordneten Lacktröge weisen in niveaubestimmender Höhe angeordnete Lackzuläufe auf, die über mit Absperrvorrichtungen versehene Lackzuführungsleitungen mit luftdicht verschließbaren oberhalb der Lacktröge angeordneten Lackbehältern verbunden sind. Hierdurch läßt sich das Lackniveau in den Lacktrögen auf einfachste Weise bestimmen und der Kontakt des Lackes mit der Luft wird auf ein Minimum beschränkt.
- Bei einer bevorzugten Ausführungsform des Prägewerkes weist dieses eine gravierte Prägewalze und eine mit platter Oberfläche versehene aus nicht nachgiebigen materialbestehende Gegendruckwalze auf. Mit dieser Vorrichtung wird ein esthetisch besonders ansprechender Prägeeffekt dadurch erzielt, daß das Papier an den gewünschten Stellen komprimiert wird. Bei den bekannten Prägevorrichtungen wird das Papier aus einer Ebene herausgebogen und zwar entweder durch zusammengehörige Walzenpaare, die als Matrize und Patrize ausgebildet und deshalb entsprechend teuer sind oder es wird eine Matrize und als Gegendruckwalze ein Zylinder verwendet, der aus einer Vielzahl von gegeneinander gepreßten Papierscheiben besteht, der jedoch sehr schnell abnutzt und außerdem ein ungenaueres Prägebild ergibt.
- Im Folgenden sind ein Ausführungsbeispiel des Verfahrens gemäß der- Erfindung und einer zu seiner Durchführung dienenden Vorrichtung anhand der Zeichnung dargestellt.
- Die Figuren bis 6 zeigen in stark schematisierter Seitenansicht die Vorrichtung zur Ausführung des Verfahrens gemäß der Erfindung in ihrer Gesamtheit, und zwar
- Figur 1 das Abwickelwerk,
- Figur 2 ein erstes Druckwerk,
- Figur 3 ein zweites Druckwerk,
- Figur 4 ein Lackierwerk,
- Figur 5 das Prägewerk,
- Figur 6 das Aufwickelwerk.
- Figur 7 zeigt die Einzelheiten der Farbzuführung zur Farbwanne eines Druckwerkes,
- Figur 8 die Einzelheiten der Lackzuführung zur Lackwanne eines Lackierwerkes,
- Die in Figur 1 dargestellte und in ihrer Gesamtheit mit 1 bezeichnete Abwickelvorrichtung besteht aus einem Grundrahmen 2,auf dem zwei parallel zueinander verlaufende gleicharmige Hebel 3 um einen Drehpunkt 4 schwenkbar angeordnet sind. Die Hebel 3 tragen an ihren Enden Spannvorrichtungen 5, 6 zur Aufnahme von Papierrollen 7. Bei dem Papier handelt es sich um ein mit einem Aminoplast, insbesondere mit Melaminharz getränktes und gegebenenfalls eingefärbtes Papier. Die Einfärbung des Papieres ist dann erforderlich, wenn das Papier mit einer verhältnismäßig dunklen Holzfarbe bedruckt wird. Da andernfalls die Schnittkanten des Papieres hellfarbig in Erscheinung treten würden. Ehe der auf der Spannvorrichtung 5 befindliche Papiervorrat verbraucht ist, nimmt die Spannvorrichtung 6 eine weitere Papierrolle auf, deren Anfang bereit gelegt und zu gegebener Zeit mit dem Ende der Papierbahn der Rolle 7 verbunden wird. Hierzu ist ein kurzzeitiges Unterbrechen des Abwickelvorganges erforderlich. Durch Verschwenken der Hebel 3 tritt dann die auf der Spannvorrichtung 6 befindliche Rolle an die Stelle der bisherigen Rolle 7. Die Spannvorrichtungen 5 und 6 werden, was in der Zeichnung nicht erkennbar ist, pneumatisch betätigt. In der Zeichnung ebenfalls nicht dargestellte Magnetpulverbremsen, die vom abgetasteten Durchmesser der Papierrolle gesteuert werden, sorgen für eine konstante Zugspannung der Papierbahnen. Außerdem sind in der Zeichnung ebenfalls nicht dargestellte Vorrichtungen zur seitlichen Positionierung der Papierbahnen vorhanden.
- Das in Figur 2 dargestellte, in seiner Gesamtheit mit 8 bezeichnete erste Druckwerk, besitzt an seiner Papiereinlaufseite zunächst hinter Führungsrollen 9 einen unterhalb der Papierbahn 1o angeordneten feststehenden Klemmbalken 11, dem oberhalb der Papierbahn 1o ein beweglicher Klemmbalken 12 gegenüberliegt, der mit Hilfe eines oder mehrerer Preßluftzylinder 13 gegen den feststehenden Klemmbalken 11 anpreßbar ist, wodurch die Papierbahn 1o festgehalten wird. Dies geschieht bei vollständigem Stillstand der gesamten Vorrichtung, während beim Rollenwechsel das Ende der soeben verarbeiteten Papierbahn mit dem Anfang einer neuen Papierbahn verklebt oder auf andere Weise verbunden wird.
- Auf die Klemmvorrichtung 11, 12 , 13 folgt in Laufrichtung der Papierbahn 1o ein Paar rotierender Bürsten 14 und 15,zwischen denen die Papierbahn 1o hindurchläuft und die durch eine pneumatische Anstellvorrichtung 16 gegeneinander anpreßbar sind. Die Bürsten dienen dazu, Staub und Fremdkörper von den Oberflächen der Papierbahn zu entfernen, da diese das Druckbild beeinträchtigen und zu Störungen führen könnten. Im Bereich der Bürsten ist eine in der Zeichnung nicht dargestellte Absauqvorrichtung für den entstehenden Staub angeordnet.
- Das eigentliche Druckwerk besteht aus der Tiefdruck-Gravurwalze 17,der darüber angeordneten Übertragungswalze 18 und der über dieser angeordneten Gegendruckwalze oder Presseurwalze 19. Die Übertragungswalze 18 und die Gegendruckwalze 19 besitzen Gummiüberzüge. Der Gummiüberzug der Übertragungswalze besitzt eine Shorehärte .A von etwa 5o, der Gummiüberzug der Gegendruckwalze eine Shorehärte A von etwa 85. Der mit 2o bezeichnete Farbkasten ist aus seiner in der Zeichnung dargestellten Betriebsstellung absenkbar und die in der Zeichnung nicht dargestellte, mit der Tiefdruck-Gravurwalze 17 zusammenwirkende Rakel ist aus seiner Betriebsstellung um seine Längsachse, die parallel zur Walze 17 verläuft, um mindestens 90° schwenkbar. Auf diese Weise läßt sich die Walze 17 leicht und unbehindert zum Zwecke des Wechselns ausbauen. Beim Betrieb der Vorrichtung nimmt die Tiefdruck-Gravurwalze 17 aus der Farbwanne 2o in ihren Vertiefungen Farbe auf, der auf der Walze befindliche Überschuß wird die durch die in der Zeichnung nicht dargestellte Rakel abgestreift. Die in ihren Vertiefungen befindliche Farbe gibt die Walze 17 an den Gummiüberzug der übertragungswalze 18 ab und von dort gelangt die Farbe auf die Unterseite der Papierbahn 10, die durch die Gegendruckwalze 19 gegen die Übertragungswalze 18 angepreßt wird. Durch die Verwendung dieses indirekten Tiefdruckverfahrens läßt sich auf der durch die Melaminharz-Imprägnierung steifen und sonst schlecht bedruckbaren Papierbahn 1o ein ausgezeichneter Holzstrukturdruck erzeugen. Die noch druckfeuchte Papierbahn 1o wird um zwei weitere Führungs- und Umlenkrollen 21, 22 umgelenkt und gelangt in einen Luftkasten 23, in der die Farbe durch Anblasen mit warmer Luft getrocknet wird.
- In Figur 7 ist die Farbzufuhr zur Farbwanne 2o im Detail dargestellt. Mit 24 ist ein etwa eimerförmiges Farbvorratsgefäß bezeichnet, in das eine Tauchpumpe 25 eingesetzt ist. Die Tauchpumpe 25 fördert über eine Leitung 26 Farbe in die Farbwanne 2o. An der Farbwanne 2o ist außerdem eine Rückflußleitung 27 angeordnet, durch die überschüssige Farbe in den Farbbehälter 24 zurückläuft. Die Einmündungsstelle der Rückflußleitung 27 in die Farbwanne 2o bestimmt das in der Farbwanne herrschende Farbniveau. Am Boden der Farbwanne 2o ist eine weitere Rückflußleitung 28 angeordnet, die in die erste Rückflußleitung 27 einmündet, d'ie jedoch durch ein Ventil 29 absperrbar ist. Diese zweite Rückflußleitung 28 dient bei öffnen des Ventils 29 zum vollständigen Entleeren der Farbwanne 20. Im Betrieb wird die Fördermenge der Tauchpumpe 25 so eingestellt, daß stets mehr Farbe gefördert als verbraucht wird, so daß ein ständiger Rückfluß durch die Rückflußleitung 27 stattfindet.
- Das in Figur 3 dargestellte, in seiner Gesamtheit mit 3o bezeichnete zweite Druckwerk ist grundsätzlich gleich aufgebaut vie das Druckwerk 8 und braucht deshalb nicht näher beschrieben zu werden. Allerdings fehlen ihm die Klemmvorrichtung 10, 11, 12, 13 sowie die rotierenden Bürsten 14, 15 mit Anstellvorrichtung 16. In der Regel werden sich in einer erfindungsgemäßen Vorrichtung drei oder mehr Druckwerke der vorbeschriebenen Art befinden. Bei dem ersten der vorstehend genannten Druckwerke wird eine Gravurwalze die eine Holzstruktur aufweist in der Regel nicht vorhanden sein, da dort das Papier ganzflächig mit einer Holzfarbe oder Grundfarbe bedruckt wird.
- Das in Figur 4 dargestellte Lackierwerk ist in seiner Gesamtheit mit 31 bezeichnet. Das Lackierwerk 31 weist eine Lackwanne 32 auf, in die eine Lackwalze 33 eintaucht. Die Lackwalze 33 hat eine rauhe, vorzugsweise gravierte oder gerasterte Oberfläche, deren Rauhigkeit so bemessen ist, daß sie die gewünschte Lackmenge aus der Lackwanne 32 mitnimmt. Von der Lackwalze 33 wird der Lack an eine Ubertragungswalze 34 und von dieser.an die Unterseite der Papierbahn 1o abgegeben. Eine Gegendruckwalze 35 drückt die Papierbahn 1o gegen die übertragungswalze 34 an. Die Walzen 34 und 35 sind mit Gummi überzogen und entsprechen den Walzen 18 und 19 der Druckwerke.
- Bei dem Verfahren gemäß der Erfindung wird ein wasserverdünnbarer säurehärtender Lack verwendet. Zur Trocknung des Lackes dienen Infrarotstrahler. Diese im einzelnen mit 39 bezeichneten Strahler sind zu Strahlersätzen 36, 37, 38 zusammengefaßt. Wie in der Zeichnung erkennbar ist, enthält der Strahlersatz 36,der zuerst von der lackfeuchten Papierbahn 1o erreicht wird, verhältnismäßig wenige Strahler 39, so daß die Wärmebeaufschlagung der Papierbahn vergleichsweise gering ist. In den darauffolgenden Strahlersätzen 37 und 38 sind jeweils mehr Strahler 39 angeordnet, so daß in diesen Bereichen die Wärmebelastung der Papierbahn größer wird. Außer durch die Anzahl der Strahler kann die Wärmebelastung der Papierbahn auch durch deren Abstand von der Papierbahn beeinflußt werden. Die Strahler geben ein kurzwelliges Infrarotlicht ab.
- Die Lackzuführung zur Lackwanne 32 ist im einzelnen in Figur 8 dargestellt. Mit 4o ist ein Lackvorratsgefäß bezeichnet, das mit Hilfe eines Deckels 41 luftdicht verschließbar ist. Vom Lackvorratsgefäß 4o führt eine Leitung 42 zur Lackwanne 32. Die Leitung 42 ist mit einem Absperrventil 43 absperrbar. Zunächst wird das Absperrventil 43 geschlossen und das Lackvorratsgefäß 4o wird gefüllt. Nach dem Verschließen des Lackvorratsgefäß 4o mit dem luftdicht schließenden Deckel 41 wird das Absperrventil 43 geöffnet und es schließt soviel Lack in die Lackwanne 32, bis der Lackspiegel 45 den oberen Rand 44 der Einmündung der Leitung 42 in die Lackwanne 32 erreicht hat. Wenn durch die Walze 33 Lack aus der Lackwanne 32 entnommen wird, fließt durch die Leitung 42 eine entsprechende Menge Lack in die Wanne 32 nach. Diese Anordnung hat außer der automatischen Niveaukonstanthaltung den Vorteil, daß der Lack möglichst wenig mit Luft in Berührung kommt.
- Während in der Zeichnung nur ein Lackierwerk 31 dargestellt ist, werden bei der Vorrichtung zur Durchführung des erfahrungsgemäß der Erfindung in der Regel zwei aufeinanderfolgende Lackierwerke verwendet, die jedoch übereinstimmend aufgebaut sind, so daß sich die Beschreibung des zweiten Lackierwerkes erübrigt. Das Verfahren wird jedoch so durchgeführt, daß mit Hilfe des ersten Lackierwerks zunächst nur eine verhältnismäßig dünne Lackschicht anf die Papierbahn 1o aufgebracht und auf ihr ausgehärtet wird. Diese dünne Lackschicht verschließt die Oberflächenporen des Papiers. Im zweiten Lackierwerk wird auf die so behandelte Papierbahn eine dickere Lackschicht aufgebracht, die jedoch nun nicht in das Papier eindringen kann, sondern auf der ersten Lackschicht aufliegend ausgehärtet wird.
- Das in Figur .5 gezeigte Prägewerk 46 ist in seiner Gesamtheit mit 46 bezeichnet. Es enthält eine gravierte Prägewalze 41 aus Stahl und eine ebenfalls aus Stahl bestehende Gegendruckwalze 48 mit glatter Oberfläche. Die Walzen werden durch einen Pneumatikzylinder 5o gegeneinander gepreßt und die Höhe des zwischen ihnen verbleibenden Walzspaltes wird durch einen Anschlag 49 eingestellt. In dem von der Papierbahn 1o durchlaufenden Walzspalt wird das Papier an denjenigen Stellen, an denen die gravierte Prägewalze 47 Erhebungen aufweist, komprimiert. Weiterhin sind zwei guinmiüberzogene Walzen 51 und 52 vorgesehen, die ebenfalls, und zwar durch einen Pneumatikzylinder 53 gegeneinander gepreßt werden können. Diese Walzen dienen zum Durchzug der Papierbahn 1o durch die Vorrichtung, wenn die Walzen 47 und 48 so weit auseinandergefahren sind, daß sie die Papierbahn nicht erfassen. In diesem Falle sind die Walzen . 51 und 52 angetrieben. Bei Prägebetrieb sind die Walzen 51 und 52 ohne Antrieb und die Walzen 47 und 48 sind angetrieben.
- Die in Figur 6 dargestellte,in ihrer Gesamtheit mit 51 bezeichnete Aufwickelstation entspricht im Wesentlichen der in Figur 1 dargestellten Abwickelvorrichtung 1, allerdings mit dem Unterschied, daß ihre Spannvorrichtungen 53 und 54 zum Aufwickeln der Papierbahn lo angetrieben sind.
Claims (15)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19820103472 EP0092593B1 (de) | 1982-04-24 | 1982-04-24 | Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten |
| DE8282103472T DE3278973D1 (en) | 1982-04-24 | 1982-04-24 | Process and apparatus for the production of paper webs which may be cut into ribbons for use as veneers for wooden panel edges |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19820103472 EP0092593B1 (de) | 1982-04-24 | 1982-04-24 | Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0092593A1 true EP0092593A1 (de) | 1983-11-02 |
| EP0092593B1 EP0092593B1 (de) | 1988-08-31 |
Family
ID=8189004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19820103472 Expired EP0092593B1 (de) | 1982-04-24 | 1982-04-24 | Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0092593B1 (de) |
| DE (1) | DE3278973D1 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2626813A1 (fr) * | 1988-02-04 | 1989-08-11 | Polygraph Leipzig | Machine a imprimer avec transport d'epreuves avec transfert complet des epreuves |
| FR2665117A1 (fr) * | 1990-07-25 | 1992-01-31 | Rossetto Arredamenti Spa | Procede de fabrication de revetements decoratifs pour meubles de decoration. |
| EP1473091A1 (de) * | 2003-04-30 | 2004-11-03 | TRW Automotive Safety Systems GmbH | Holzimitatbauteil und Verfahren zu dessen Herstellung |
| BE1017928A3 (nl) * | 2008-01-09 | 2009-11-03 | Flooring Ind Ltd Sarl | Vloerbekleding gevormd uit vloerpanelen, werkwijze voor het vervaardigen van deze vloerpanelen. |
| WO2009087440A3 (en) * | 2008-01-09 | 2010-01-28 | Flooring Industries Limited, Sarl | Panels and method for manufacturing |
| BE1018213A3 (nl) * | 2008-07-14 | 2010-07-06 | Flooring Ind Ltd Sarl | Werkwijze voor het vervaardigen van beklede panelen en bekleed paneel hierbij verkregen. |
| WO2010084386A3 (en) * | 2009-01-20 | 2010-09-30 | Flooring Industries Limited, Sarl | Manufacturing multicolour printed panels |
| US9114603B2 (en) | 2007-03-28 | 2015-08-25 | Pergo (Europe) Ab | Process for color variability in printing to simulate color variation of natural product |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE170710C (de) * | ||||
| FR763417A (fr) * | 1933-01-27 | 1934-04-30 | Anciens Etablissements L Chamb | Perfectionnements aux procédés et aux appareils pour l'application des vernis sur les papiers ou matières analogues |
| US2175338A (en) * | 1935-07-24 | 1939-10-10 | Crown Cork & Seal Co | Apparatus for printing, punching, and applying closure blanks |
| US2230876A (en) * | 1937-07-14 | 1941-02-04 | Fred Goat Co Inc | Coating process and product |
| US2390618A (en) * | 1944-04-12 | 1945-12-11 | Royal Lace Paper Works | Art of printing and embossing and apparatus for performing the same |
| FR992212A (fr) * | 1944-05-26 | 1951-10-16 | Procédé et dispositif pour vernir une feuille de papier ou autre feuille ou bande analogue | |
| US3269304A (en) * | 1965-07-06 | 1966-08-30 | Elizabeth A Godfrey | Embossing machine |
| FR2127587A5 (de) * | 1971-02-08 | 1972-10-13 | Eastman Kodak Co | |
| DE2600832A1 (de) * | 1976-01-12 | 1977-07-21 | Torsten Schmidt | Verfahren und vorrichtung zum trocknen von drucksachen |
| DE2711169A1 (de) * | 1977-03-15 | 1978-09-28 | Dornbusch Maschf | Verfahren zur herstellung von halbtonarbeiten wie z.b. leder- und holzimitate sowie vorrichtung zur durchfuehrung des verfahrens |
| DE2727312A1 (de) * | 1977-06-16 | 1978-12-21 | Goldschmidt Ag Th | Verfahren zur herstellung von spaltfesten, dekorseitig ausgehaertetes kunstharz aufweisenden verguetungsbahnen auf der basis von papieren mit einem flaechengewicht kleiner oder gleich 60 g/m hoch 2 |
| DE2927746B1 (de) * | 1979-07-10 | 1980-07-24 | Goldschmidt Ag Th | Verfahren zur Herstellung eines dekorativen Fertigeffektfilmes |
-
1982
- 1982-04-24 DE DE8282103472T patent/DE3278973D1/de not_active Expired
- 1982-04-24 EP EP19820103472 patent/EP0092593B1/de not_active Expired
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE170710C (de) * | ||||
| FR763417A (fr) * | 1933-01-27 | 1934-04-30 | Anciens Etablissements L Chamb | Perfectionnements aux procédés et aux appareils pour l'application des vernis sur les papiers ou matières analogues |
| US2175338A (en) * | 1935-07-24 | 1939-10-10 | Crown Cork & Seal Co | Apparatus for printing, punching, and applying closure blanks |
| US2230876A (en) * | 1937-07-14 | 1941-02-04 | Fred Goat Co Inc | Coating process and product |
| US2390618A (en) * | 1944-04-12 | 1945-12-11 | Royal Lace Paper Works | Art of printing and embossing and apparatus for performing the same |
| FR992212A (fr) * | 1944-05-26 | 1951-10-16 | Procédé et dispositif pour vernir une feuille de papier ou autre feuille ou bande analogue | |
| US3269304A (en) * | 1965-07-06 | 1966-08-30 | Elizabeth A Godfrey | Embossing machine |
| FR2127587A5 (de) * | 1971-02-08 | 1972-10-13 | Eastman Kodak Co | |
| DE2600832A1 (de) * | 1976-01-12 | 1977-07-21 | Torsten Schmidt | Verfahren und vorrichtung zum trocknen von drucksachen |
| DE2711169A1 (de) * | 1977-03-15 | 1978-09-28 | Dornbusch Maschf | Verfahren zur herstellung von halbtonarbeiten wie z.b. leder- und holzimitate sowie vorrichtung zur durchfuehrung des verfahrens |
| DE2727312A1 (de) * | 1977-06-16 | 1978-12-21 | Goldschmidt Ag Th | Verfahren zur herstellung von spaltfesten, dekorseitig ausgehaertetes kunstharz aufweisenden verguetungsbahnen auf der basis von papieren mit einem flaechengewicht kleiner oder gleich 60 g/m hoch 2 |
| DE2927746B1 (de) * | 1979-07-10 | 1980-07-24 | Goldschmidt Ag Th | Verfahren zur Herstellung eines dekorativen Fertigeffektfilmes |
Non-Patent Citations (1)
| Title |
|---|
| CHEMICAL ABSTRACTS, vol.96, Nr.7, Oktober 1981, Seite 90, Zusammenfassung Nr. 117190q, COLUMBUS OHIO (US) * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2626813A1 (fr) * | 1988-02-04 | 1989-08-11 | Polygraph Leipzig | Machine a imprimer avec transport d'epreuves avec transfert complet des epreuves |
| FR2665117A1 (fr) * | 1990-07-25 | 1992-01-31 | Rossetto Arredamenti Spa | Procede de fabrication de revetements decoratifs pour meubles de decoration. |
| EP1473091A1 (de) * | 2003-04-30 | 2004-11-03 | TRW Automotive Safety Systems GmbH | Holzimitatbauteil und Verfahren zu dessen Herstellung |
| US9114603B2 (en) | 2007-03-28 | 2015-08-25 | Pergo (Europe) Ab | Process for color variability in printing to simulate color variation of natural product |
| BE1017928A3 (nl) * | 2008-01-09 | 2009-11-03 | Flooring Ind Ltd Sarl | Vloerbekleding gevormd uit vloerpanelen, werkwijze voor het vervaardigen van deze vloerpanelen. |
| WO2009087440A3 (en) * | 2008-01-09 | 2010-01-28 | Flooring Industries Limited, Sarl | Panels and method for manufacturing |
| BE1018213A3 (nl) * | 2008-07-14 | 2010-07-06 | Flooring Ind Ltd Sarl | Werkwijze voor het vervaardigen van beklede panelen en bekleed paneel hierbij verkregen. |
| WO2010084386A3 (en) * | 2009-01-20 | 2010-09-30 | Flooring Industries Limited, Sarl | Manufacturing multicolour printed panels |
| BE1018630A5 (nl) * | 2009-01-20 | 2011-05-03 | Flooring Ind Ltd Sarl | Werkwijzen voor het vervaardigen van panelen en paneel hierbij bekomen. |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0092593B1 (de) | 1988-08-31 |
| DE3278973D1 (en) | 1988-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2507116C3 (de) | Vorrichtung und Verfahren zum Aufbringen eines hochviskosen Beschichtungsmaterials auf ein Metallband | |
| DE1906113C3 (de) | Vorrichtung, Dosierblatt und Verfahren zum Beschichten von Papierbahnen | |
| DE2457618C3 (de) | Verfahren zum Erzeugen eines Kontrastmusters auf einer Platte und gemusterte Platte | |
| DE1652366C3 (de) | Vorrichtung zum Beschichten von Blättern | |
| DE2312357A1 (de) | Verfahren und vorrichtung zur herstellung einer kontinuierlichen rolle selbstklebender etikette | |
| DE3751569T2 (de) | Vorrichtung und Verfahren zum genauen Zuführen, Auslegen, Plastifizieren und Schneiden von Bögen. | |
| DE60003097T2 (de) | Verfahren zum beiderseitigen Behandeln eines Blattes | |
| EP0092593B1 (de) | Verfahren und Vorrichtung zum Herstellen von in mehrere Streifen längszuteilenden Papierbahnen zum Bekleben der Kanten von aus Holz hergestellten Platten | |
| DE2847010C2 (de) | Vorrichtung zum Aufbringen einer Folienbahn im Zuge der Thermokaschierung von plattenförmigen Substraten | |
| EP0773104B1 (de) | Verfahren zum Veredeln und Bedrucken von Bahnen und Druckmaschine zur Durchführung dieses Verfahrens | |
| DE2805580A1 (de) | Vorrichtung zum beschichten einer sich bewegenden bahn | |
| DE1696153A1 (de) | Verfahren und Vorrichtung zum UEberziehen oder Bestreichen von Papier oder Bogenmaterial mit Aussen- oder Oberflaechenschicht | |
| DE69119650T2 (de) | Ätzmaterial-Beschichtungsvorrichtung | |
| DE2741428A1 (de) | Verfahren und vorrichtung zum bedrucken von duennem bzw. blattfoermigem material mit einem muster, insbesondere zum einpraegen eines musters | |
| EP0930161B1 (de) | Verfahren und Vorrichtung zur Beschichtung eines Druckerzeugnisses | |
| DE29518563U1 (de) | Vorrichtung zum Färben der Schnittkanten von flächenhaften Zuschnitten | |
| DE2617503C3 (de) | ||
| DE102005003956B4 (de) | Vorrichtung zum Lackieren einer bedruckten Papierbahn | |
| DE1635595A1 (de) | Verfahren und Vorrichtung zur Herstellung von gepraegten und kaschierten Tapeten | |
| EP0480285B1 (de) | Walzen-Auftragwerk zum Beschichten von durchlaufendem bahn- oder tafelförmigem Material | |
| DE4339614A1 (de) | Verfahren und Vorrichtung zum Einbringen von Feuchte in Papierbahnen sowie deren Anwendung für porentiefe Dünnfilmbeschichtungen | |
| DE2022562A1 (de) | Kontinuierliches Verfahren zur Herstellung dekorativer Platten und Vorrichtung zur Durchfuehrung des Verfahrens | |
| DE6924994U (de) | Vorrichtung zur herstellung von impermeabler wellpappe. | |
| DE866303C (de) | Vorrichtung zum UEberziehen von Papier u. dgl. | |
| DE808684C (de) | Verfahren zum Auftragen von Farben oder Schichten auf mittels Walzen gepraegtes Papier o. dgl. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE GB SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE GB SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE GB SE |
|
| 17P | Request for examination filed |
Effective date: 19840428 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ROBERT LINNEMANN GMBH. & CO. |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: HALBERT, CHRISTIAN |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB SE |
|
| REF | Corresponds to: |
Ref document number: 3278973 Country of ref document: DE Date of ref document: 19881006 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920219 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930425 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82103472.5 Effective date: 19931110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010319 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010419 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20020423 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 20020423 |