EP0074664A1 - Bohrungsschleifmaschine - Google Patents
Bohrungsschleifmaschine Download PDFInfo
- Publication number
- EP0074664A1 EP0074664A1 EP82108450A EP82108450A EP0074664A1 EP 0074664 A1 EP0074664 A1 EP 0074664A1 EP 82108450 A EP82108450 A EP 82108450A EP 82108450 A EP82108450 A EP 82108450A EP 0074664 A1 EP0074664 A1 EP 0074664A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dressing
- path
- grinding
- spindle
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/06—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces internally
- B24B5/08—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces internally involving a vertical tool spindle
Definitions
- the invention relates to a bore grinding machine with a rotary table having a workpiece clamping surface and a feed carriage which can be moved along a feed path on a stand and to which a grinding support with a drive motor and spindle are fastened, the spindle axis and the feed path extending perpendicularly to the clamping surface, and with a Dressing device for the non-rotatable grinding wheel on the spindle.
- Bore grinding machines are used to grind pre-drilled simple or stepped through holes or blind holes in a workpiece, which is clamped on the clamping surface of the turntable.
- the workpiece is set up so that the axis of its bore is aligned with the horizontal axis of rotation of the turntable.
- undesirable dimensional deviations occur on workpieces, the center of gravity of which is not in the bore axis, due to the unbalance resulting from the rotation, which has a preferred direction that points vertically downwards. Even if this imbalance is compensated for by additional masses placed on the rotating clamping surface at the same time, the one-sided load of the rotary bearing of the turntable, which is predetermined by the direction of gravity, remains. This can only be countered by a complex and correspondingly expensive dimensioning of the pivot bearing.
- Another problem is dressing the grinding wheel on a machine-fixed diamond tip or a dressing roller equipped with diamonds.
- Complicated devices are provided for the reproducible dressing and resetting of the grinding wheel and manipulations are carried out which disadvantageously reduce the working speed of the machine.
- a hole grinding machine is used according to the invention.
- the dressing can be carried out particularly easily when the stand is slidably mounted on a dressing path parallel to the feed path.
- the dressing device can consist, for example, of a diamond tip, the holder of which is anchored in a machine-fixed manner and which is preferably located on a perpendicular to the dressing path parallel to the axis of rotation of the rotary table. Due to the horizontal alignment of the clamping surface, the hole grinding machine according to the invention is also considerably more user-friendly than hole grinding machines with a vertical clamping surface.
- the hole grinding machine has a basic bed 2 and a rear-mounted machine bed 3 of solid construction.
- a stand 5 is mounted on the machine bed 3 in a manner to be described, which has on its front vertical end face two vertically spaced rails 51, 52 which together define the vertical feed path 50.
- an infeed carriage 53 is mounted so as to be vertically displaceable, the arms 54, 55 of which protrude forward carry a grinding support 56 which is mounted between their front ends.
- a drive motor 57 is mounted on the grinding support 56, the output shaft of which is coupled to a spindle 58 oriented parallel to the feed path 50 for its rotary drive.
- the lower free spindle end rotatably supports a grinding wheel 59.
- the stand 5 which contains in its interior a counterweight connected to the feed slide 53 to the assembly fork formed from the arms 54, 55 and the grinding support 56 with the units attached to it, is on a dressing path, generally designated 60, relative to the basic bed 2 slidably mounted forwards and backwards.
- the horizontal dressing path 60 which extends at right angles to the feed path 50, is arranged as two parallel, spaced-apart rails on the upper side of the machine bed 3.
- a glass scale 61 is sensed by a control, not shown, which is set up next to the machine and which controls the displacement of the stand 5 according to a predetermined program.
- a feed carriage 42 is mounted on the work platform of the basic bed 2 and can be moved forwards or backwards in a controlled manner on a feed path 40 extending parallel to the dressing path 60.
- the feed carriage 42 carries a turntable 44 and a drive motor, not shown, which rotates the turntable 44 about a vertical axis parallel to the feed path 50.
- a tool 48 can be clamped on the clamping surface 46 and set up in such a way that the axis of a bore 49 in the workpiece 48 runs parallel to the feed path 50 and thus to the axis of the spindle 58.
- the machine control already mentioned senses a further glass scale 41 on the feed slide 42 and controls the direction and amount of the feed of the slide 42 according to the program.
- the drive units with the associated power supply are accommodated in the machine bed 3 and in the basic bed 2.
- a holder 74 which is bent forward and is mounted on the base bed 2 in a machine-fixed manner and carries a diamond tip 75 at its free front end.
- the diamond tip 75 is arranged in the movement geometry of the machine such that it lies in a perpendicular to the axis of rotation 45 of the turntable 44 parallel to the alignment direction 65.
- the axis of rotation 55 ' is offset backwards by a distance in the aforementioned vertical relative to the axis of rotation 45 of the turntable, which results from the diameter of the bore 49 in the workpiece 48 and the diameter of the grinding wheel 59. If the grinding support 56 is pivotally mounted in the arms 54, 55 about an axis perpendicular to FIG.
- the axis of rotation 55 'of the spindle 58 no longer runs parallel to the axis of rotation 45 of the turntable, but remains within a plane in which the mentioned perpendicular lies and which is perpendicular to the dressing track 60.
- the feed carriage 53 and thus the spindle 58 b between the pivot axis of the grinding support can be displaced vertically in the direction indicated by the double arrow 50 'perpendicular to the dressing path 60. This vertical displacement is controlled by the control mentioned by sensing a further "glass scale 51 'attached to the feed carriage 53.
- the grinding plane 90 which is defined as a common tangential surface to the cylindrical bore 49 and the grinding cylinder 59 in the line of contact between the grinding cylinder 59 and the inner wall of the bore 49, remains machine-fixed for all bore diameters to be ground.
- the grinding support and thus the grinding wheel 59 oscillate up and down on the grinding surface of the bore 49 over its entire depth.
- the inner surface of the bore 49 is ground out by simultaneously rotating the turntable 44 about the axis 45.
- the increase in diameter of the bore 49 during the grinding process is compensated for by appropriate control and movement of the feed table in such a way that the abovementioned grinding plane 90 remains machine-fixed.
- the grinding support 56 moves up a sufficient distance so that the grinding wheel 59 comes out of the bore 49, and the stand 5 is moved backwards by the control on the dressing slide 61 until the rotating grinding wheel 59 moves the diamond tip 75 to Dressing contacted.
- the decreasing diameter of the grinding wheel 59 is taken into account by a correspondingly increased dressing stroke of the stand 5 and the dressing slide 61 on the dressing track 60 by the control. In this way, the dressing of the grinding wheel 59 can be inserted into the grinding process in a time-saving manner at any desired intervals.
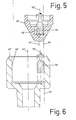
- the holder 74 is equipped with a vertical reference mark 76, which can also be a diamond tip.
- the depth reference mark 76 is arranged perpendicular to the diamond tip 75 and serves on the one hand for the control as a reference for a specific, predetermined depth in which the bore 49 is to be ground. If the depth reference mark 76 is a diamond tip, it serves to dress the lower grinding surface of the grinding wheel 59, with which the horizontal or chamfered bottom 48a or a corresponding shoulder in the bore 49 is to be ground. As a result, any shoulders, chamfers or similar surfaces inside a bore 49 can be ground out as desired.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
Beschrieben ist eine Bohrungsschleifmaschine mit einem eine Werkstück-Aufspannfläche aufweisenden Drehtisch und einem an einem Ständer längs einer Zustellbahn bewegbaren Zustellschlitten, an welchem ein Schleifsupport mit Antriebsmotor und Spindel befestigt sind, wobei die Spindelachse und die Zustellbahn sich senkrecht zur Aufspannfläche erstrecken, sowie mit einer Abrichteinrichtung für die drehfest auf der Spindel sitzende Schleifscheibe. Um den Einfluß schwekraftbedingter Umwucht des zu bearbeitenden Werkstückes zu beseitigen und das Abrichten der Schleifscheibe zu vereinfachen, ist vorgesehen, daß der Drehtisch auf einer horizontalen, sich quer zur Zustellbahn erstreckenden Vorschubbahn verschiebbar gelagert ist.
Description
- Die Erfindung betrifft eine Bohrungsschleifmaschine mit einem eine Werkstück-Aufspannfläche aufweisenden Drehtisch und einem an einem Ständer längs einer Zustellbahn bewegbaren Zustellschlitten, an welchem ein Schleifsupport mit Antriebsmotor und Spindel befestigt sind, wobei die Spindelachse und die Zustellbahn sich senkrecht zur Aufspannfläche erstrecken, sowie mit einer Abrichteinrichtung für die drehfest auf der Spindel sitzende Schleifscheibe.
- Bohrungsschleifmaschinen dienen zum Ausschleifen vorgebohrter einfacher oder abgestufter Durchgangs- oder Sacklöcher in einem Werkstück, das dazu auf der Aufspannfläche des Drehtisches aufgespannt wird. Das Werkstück wird so eingerichtet, daß die Achse seiner Bohrung mit der horizontalen Drehachse des Drehtisches fluchtet. Beim exakt zentrischen Präzisions-Schleifen entstehen unerwünschte Maßabweichungen an Werkstücken, deren Schwerpunkt nicht in der Bohrungsachse liegt, durch die sich bei der Rotation ergebende ,Unwucht, die eine nach vertikal abwärts weisende Vorzugsrichtung hat. Selbst wenn diese Unwucht durch gleichzeitig auf der rotierenden Aufspannfläche aufgesetzte Zusatz-Massen ausgeglichen wird, bleibt die durch die Richtung der Schwerkraft vorgegebene einseitige Belastung des Drehlagers des Drehtisches bestehen. Dem kann nur durch eine aufwendige und entsprechend teure Dimensionierung des Drehlagers begegnet werden.
- Ein weiteres Problem liegt im Abrichten der Schleifscheibe an einer maschinenfesten Diamantspitze oder einer mit Diamanten bestückten Abrichtrolle. Zum reproduzierbaren Abrichten und Neu-Zustellen der Schleifscheibe sind komplizierte Einrichtungen vorgesehen und Manipulationen vorzunehmen, die die Arbeitsgeschwindigkeit der Maschine nachteilig verringern.
- Mit der Erfindung sollen daher an der Bohrungsschleifmaschine Maßnahmen vorgesehen werden, die den Einfluß der schwerkraftbedingten Unwucht des zu bearbeitenden Werkstückes beseitigen und möglichst das Abrichten der Schleifscheibe vereinfachen.
- Dazu wird nach der Erfindung eine Bohrungsschleifmaschine ge-.' schaffen, bei der der Drehtisch auf einer horizontalen, sich quer zur Zustellbahn erstreckenden Vorschubbahn verschiebbar gelagert ist. Damit sind Schwerkraft-Einflüsse auf die Einrichtung des Werkstückes auf der Aufspannfläche ausgeschaltet und es eröffnet sich zudem die Möglichkeit, das Abrichten der Schleifscheibe so zu vereinfachen, daß sich der Abrichtvorgang in den Schleifvorgang zeitsparend und einfach integrieren läßt.
- In Weiterbildung der Erfindung läßt sich das Abrichten besonders einfach dann durchführen, wenn der Ständer auf einer zur Vorschubbahn parallelen Abrichtbahn verschiebbar gelagert ist. Die Abrichteinrichtung kann beispielsweise aus einer Diamantspitze bestehen, deren Halterung maschinenfest verankert ist und die vorzugsweise auf einer zur Abrichtbahn parallelen Senkrechten zur Drehachse des Drehtisches liegt. Die erfindungsgemäße Bohrungsschleifmaschine ist durch die horizontale Ausrichtung der-Aufspannfläche außerdem wesentlich bedienungsfreundlicher als Bohrungsschleifmaschinen mit vertikaler Aufspannfläche.
- Die Erfindung geht ergänzend zu den Ansprüchen aus der nachfolgenden Beschreibung des in der beigefügten Zeichnung dargestellten Ausführungsbeispiels hervor. Im einzelnen zeigen:
- Fig. 1 eine schematische perspektivische Ansicht einer mit den Merkmalen der Erfindung ausgestatteten Bohrungsschleifmaschine;
- Fig. 2 eine schematische Seitenansicht der Maschine nach Fig. 1;
- Fig. 3 eine schematische Ansicht von oben der Maschine nach Fig. 1 und 2;
- Fig. 4 eine Skizze zur Erläuterung der Erfindung;
- Fig. 5 - 7 schematische Darstellungen zur weiteren,Erläuterung des Betriebs der Maschine nach Fig. 1.
- Die Bohrungsschleifmaschine weist ein Grundbett 2 sowie ein rückwärts angebautes Maschinenbett, 3 von massiver Konstruktion auf. Auf dem Maschinenbett 3 ist ein Ständer 5 in noch zu beschreibender Weise montiert, der an seiner vorderen vertikalen Stirnseite zwei vertikale beabstandete Schienen 51, 52 besitzt die gemeinsam die vertikale Zustellbahn 50 definieren. Auf der Zustellbahn 50 ist ein Zustellschlitten 53 vertikal verschiebbar gelagert, dessen nach vorne vorstehende Arme 54, 55 einen zwischen ihren vorderen Enden gelagerten Schleifsupport 56 tragen. Auf dem Schleifsupport 56 ist ein Antriebsmotor 57 montiert, dessen Abtriebswelle mit einer.parallel zur'Zustellbahn 50 ausgerichteten Spindel 58 zu deren rotatorischem Antrieb gekoppelt ist. Das untere freie Spindelende trägt drehfest eine Schleifscheibe 59.
- Der Ständer 5, der in seinem Inneren ein mit dem Zustellschlitten 53 verbundenes Gegengewicht zu der aus den Armen 54, 55 gebildeten Montagegabel und dem Schleifsupport 56 mit den an diesem angebauten Aggregaten enthält, ist auf einer im Ganzen mit 60 bezeichneten Abrichtbahn relativ zu dem Grundbett 2 vorwärts und rückwärts verschiebbar gelagert. Die horizontale und sich rechtwinklig zur Zustellbahn 50 erstreckende Abrichtbahn 60 ist als zwei parallele, beabstandete Schienen auf der Oberseite des Maschinenbetts 3 angeordnet. Ein Glasmaßstab 61 wird von einer neben der Maschine aufgestellten, nicht dargestellten Steuerung abgefühlt, welche die Verschiebung des Ständers 5 nach vorgegebenem Programm steuert.
- Auf der Arbeitsbühne des Grundbettes 2 ist ein Vorschubschlitten 42 montiert, der auf einer sich parallel zur Abrichtbahn 60 erstreckenden Vorschubbahn 40 gesteuert vor-oder zurück verschiebbar ist. Der Vorschubschlitten 42 trägt einen Drehtisch 44 sowie einen nicht dargestellten Antriebsmotor, der den Drehtisch 44 um eine zur Zustellbahn 50 parallele, vertikale Achse rotatorisch antreibt. Auf der Aufspannfläche 46 kann ein Werkzeug 48 aufgespannt und so eingerichtet werden, daß die Achse einer Bohrung 49 im Werkstück 48 parallel zur Zustellbahn 50 und damit zur Achse der Spindel 58 verläuft. Die bereits erwähnte Maschinensteuerung fühlt einen weiteren Glasmaßstab 41 am Vorschubschlitten 42 ab und steuert programmgemäß Richtung und Betrag des Vorschubs des Schlittens 42.
- Die Antriebsaggregate mit der zugehörigen Stromversorgung sind im Maschinenbett 3 und im Grundbett 2 untergebracht.
- Hinter dem Vorschubschlitten 42 ist auf dem Grundbett 2 maschinenfest eine nach vorn abgekröpfte Halterung 74 montiert, die an ihrem freien vorderen Ende eine Diamantspitze 75 trägt. Die Diamantspitze 75 ist in der Bewegungsgeometrie der Maschine so angeordnet, daß sie in einer zur Ausricht-Richtung 65 parallelen Senkrechten zur Drehachse 45 des Drehtisches 44 liegt. Wie insbesondere Fig. 2 zeigt, ist die Drehachse 55' um eine Strecke in der erwähnten Senkrechten relativ zur Drehachse 45 des Drehtisches nach rückwärts versetzt, die sich aus dem Durchmesser der Bohrung 49 im Werkstück 48 und dem Durchmesser der Schleifscheibe 59 ergibt. Wenn der Schleifsupport 56 in den Armen 54, 55 um eine zur Fig. 2 senkrechte Achse schwenkbar gelagert ist, verläuft die Drehachse 55' der Spindel 58 nicht mehr parallel zur Drehachse 45 des Drehtisches, bleibt jedoch innerhalb einer Ebene, in welcher die erwähnte Senkrechte liegt und die senkrecht auf der Abrichtbahn 60 steht. Jedenfalls ist gemäß Fig. 2 der Zustellschlitten 53 und damit die Spindel 58 bzw. gegebenenfalls die Schwenkachse des Schleifsupports in der durch den Doppelpfeil 50' angedeuteten Richtung senkrecht zur Abrichtbahn 60 vertikal verschiebbar. Diese vertikale Verschiebung wird von der erwähnten Steuerung durch Abfühlen eines am Zustellschlitten 53 befestigten weiteren"Glasmaßstabes 51' gesteuert.
- Für das Verständnis des Betriebsverhaltens der Bohrungsschleifmaschine ist wesentlich, daß die Schleifebene 90, die als gemeinsame Tangentialfläche an die zylinderförmige Bohrung 49 und den Schleifzylinder 59 in der Berührungslinie zwischen Schleifzylinder 59 und Innenwand der Bohrung 49 definiert ist, für alle zu schleifenden Bohrungsdurchmesser maschinenfest bleibt. Im Schleifgang fährt der Schleifsupport und damit die Schleifscheibe 59 an der Schleiffläche der Bohrung 49 über deren gesamte Tiefe oszillierend auf und nieder. Durch gleichzeitige Drehung des Drehtisches 44 um die Achse 45 wird die Innenfläche der Bohrung 49 ausgeschliffen. Die Durchmesserzunahme der Bohrung 49 während des Schleifvorgangs wird durch entsprechende Steuerung und Bewegung des Vorschubtisches nach vorne derart ausgeglichen, daß die erwähnte Schleifebene 90 unverändert maschinenfest bleibt. Zum Abrichten fährt der Schleifsupport 56 um ein hinreichendes Stück nach oben, so daß die Schleifscheibe 59 aus der Bohrung 49 freikommt, und der Ständer 5 wird von der Steuerung auf dem Abrichtschlitten 61 soweit nach rückwärts gefahren, bis die rotierende Schleifscheibe 59 die Diamantspitze 75 zum Abrichten kontaktiert. Der abnehmende Durchmesser der Schleifscheibe 59 wird durch.einen entsprechend vergrößerten Abrichthub des Ständers 5 und des Abrichtschlittens 61 auf der Abrichtbahn 60 durch die Steuerung berücksichtigt. Auf diese Weise kann das Abrichten der Schleifscheibe 59 zeitsparend in beliebigen Intervallen in den Schleifvorgang eingefügt werden.
- Sind an einem Werkstück 48' gemäß Fig. 5 Bohrungen unterschiedlichen Durchmessers zu schleifen, dann wird der Vor- schubschlitten 42 mit dem Drehtisch 44 zur Vorbereitung des Schleifvorgangs der jeweiligen Bohrung 49' soweit vorr oder zurück verfahren, bis die Schleifkontaktlinie der jeweiligen Bohrung in der Schleifebene 90 liegt. Dadurch nimmt die Drehachse 45', 45" des Werkstücks 48', 48" als Ausgangsposition jeweils einen Abstand zur Spindelachse 55' ein, der durch den Durchmesser der jeweils zu schleifenden Bohrung 49', 49" bestimmt ist.
- Gemäß Fig. 7 ist die Halterung 74 mit einer vertikalen Referenzmarke 76 ausgerüstet, die ebenfalls eine Diamantspitze sein.kann. Wie dargestellt, ist die Tiefen-Referenzmarke 76 senkrecht zur Diamantspitze 75 angeordnet und dient einerseits für die Steuerung als Referenz für eine bestimmte, vorgegebene Tiefe, in der die Bohrung 49 ausgeschliffen werden soll. Ist die Tiefen-Referenzmarke 76 eine Diamantspitze, dient sie zum Abrichten der unteren Schleiffläche der Schleifscheibe 59, mit der der horizontale.oder auch angefaste Boden 48a oder eine entsprechende Schulter in der Bohrung 49 geschliffen werden soll. Dadurch lassen sich beliebige Absätze, Fasen oder dergleichen Flächen im Inneren einer Bohrung 49 nach Wunsch definiert ausschleifen.
- Dem Fachmann ist klar, daß die Erfindung auf.Einzelheiten des beschriebenen und dargestellten Ausführungsbeispiels nicht beschränkt ist, wobei die Zeichnung als selbständiges Offenbarungsmittel anzusehen ist.
Claims (5)
1. Bohrungsschleifmaschine mit einem eine Werkstück-Aufspannfläche aufweisenden Drehtisch und einem an einem Ständer längs einer Zustellbahn bewegbaren Zustellschlitten, an welchem ein Schleifsupport mit Antriebsmotor und Spindel befestigt sind, wobei die Spindelachse und die Zustellbahn sich senkrecht zur Aufspannfläche erstrecken, sowie mit einer Abrichteinrichtung für die drehfest auf der Spindel sitzende Schleifscheibe, dadurch gekennzeichnet, daß der Drehtisch (10) auf einer horizontalen, sich quer zur Zustellbahn (50) erstreckenden Vorschubbahn (40) verschiebbar gelagert ist.
2. Maschine nach Anspruch 1, dadurch gekennzeichnet, daß der Ständer (5) auf einer zur Vorschubbahn (40) parallelen Abrichtbahn (60) verschiebbar gelagert ist.
3. Maschine nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß die Vorschubbahn (40) und die Abrichtbahn (60) auf einem einteiligen Maschinenbett (2) ausgebildet sind.
4. Maschine nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß die Abrichteinrichtung (70) aus einer Diamantspitze (75) besteht, deren Halterung (74) maschinenfest verankert ist.
5. Maschine nach Anspruch 4, dadurch gekennzeichnet, daß die Diamantspitze (75) auf einer zur Abrichtbahn (60) parallelen Senkrechten zur Drehachse des Drehtisches sich befindet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3136402 | 1981-09-14 | ||
| DE19813136402 DE3136402A1 (de) | 1981-09-14 | 1981-09-14 | Bohrungsschleifmaschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0074664A1 true EP0074664A1 (de) | 1983-03-23 |
Family
ID=6141605
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82108450A Withdrawn EP0074664A1 (de) | 1981-09-14 | 1982-09-14 | Bohrungsschleifmaschine |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0074664A1 (de) |
| JP (1) | JPS58501581A (de) |
| DE (1) | DE3136402A1 (de) |
| WO (1) | WO1983001033A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2219536A (en) * | 1988-06-08 | 1989-12-13 | Tokiwa Seiki Ind Co | Ultra-precision grinding machine |
| CN101879693A (zh) * | 2010-06-24 | 2010-11-10 | 张岳恩 | 钻石磨抛机的上下料工位自动循环机构 |
| CN110026900A (zh) * | 2019-04-30 | 2019-07-19 | 深圳市威雄精机有限公司 | 刀轮磨削装置 |
| CN113231901A (zh) * | 2021-06-08 | 2021-08-10 | 范和菊 | 一种高端制造用轴瓦内壁打磨装置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6056821A (ja) * | 1983-09-09 | 1985-04-02 | Honda Motor Co Ltd | 歯車研削機 |
| ES2248824T3 (es) * | 1995-12-08 | 2006-03-16 | Norton Company | Placas de soporte para discos abrasivos. |
| CN106346367B (zh) * | 2016-11-23 | 2018-03-13 | 湖南美蓓达科技股份有限公司 | 一种轴承加工固定打磨装置 |
| CN108032216A (zh) * | 2017-12-12 | 2018-05-15 | 绍兴厚道自动化设备有限公司 | 一种便于圆杆和管体打磨的工作台 |
| CN111069991B (zh) * | 2020-01-10 | 2020-12-15 | 重庆川康精密机械有限公司 | 一种汽车发动机缸体扩缸的精确定位打磨设备 |
| CN115446351B (zh) * | 2022-10-11 | 2024-06-14 | 安泰爱科科技有限公司 | 一种能够降低同心度偏差的转子生产用钻孔设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1537217A (en) * | 1923-03-12 | 1925-05-12 | Ballou James | Cylinder-grinding machine |
| US1646801A (en) * | 1922-05-19 | 1927-10-25 | Van Norman Machine Tool Co | Grinding machine |
| US1659228A (en) * | 1924-06-05 | 1928-02-14 | Martin L Williams | Vertical grinding machine |
| US1686275A (en) * | 1927-02-19 | 1928-10-02 | Heald Machine Co | Grinding machine |
| US3182427A (en) * | 1961-10-26 | 1965-05-11 | Nippon Toki Kaisha Ltd | Grinding machine for brake drums for wheels |
| DE2843933A1 (de) * | 1977-01-21 | 1980-04-24 | Meccanica Nova S P A | Innenflaechenschleifmaschine |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD49189A (de) * | ||||
| CS151665B1 (de) * | 1968-11-20 | 1973-11-19 |
-
1981
- 1981-09-14 DE DE19813136402 patent/DE3136402A1/de not_active Ceased
-
1982
- 1982-09-14 WO PCT/EP1982/000198 patent/WO1983001033A1/en unknown
- 1982-09-14 JP JP50280682A patent/JPS58501581A/ja active Pending
- 1982-09-14 EP EP82108450A patent/EP0074664A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1646801A (en) * | 1922-05-19 | 1927-10-25 | Van Norman Machine Tool Co | Grinding machine |
| US1537217A (en) * | 1923-03-12 | 1925-05-12 | Ballou James | Cylinder-grinding machine |
| US1659228A (en) * | 1924-06-05 | 1928-02-14 | Martin L Williams | Vertical grinding machine |
| US1686275A (en) * | 1927-02-19 | 1928-10-02 | Heald Machine Co | Grinding machine |
| US3182427A (en) * | 1961-10-26 | 1965-05-11 | Nippon Toki Kaisha Ltd | Grinding machine for brake drums for wheels |
| DE2843933A1 (de) * | 1977-01-21 | 1980-04-24 | Meccanica Nova S P A | Innenflaechenschleifmaschine |
Non-Patent Citations (1)
| Title |
|---|
| MACHINERY AND PRODUCTION ENGINEERING, Band 122, Nr. 3153, 25. April 1973, Seiten 544-550 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2219536A (en) * | 1988-06-08 | 1989-12-13 | Tokiwa Seiki Ind Co | Ultra-precision grinding machine |
| GB2219536B (en) * | 1988-06-08 | 1992-08-19 | Tokiwa Seiki Ind Co | Ultra-precision grinding machine |
| CN101879693A (zh) * | 2010-06-24 | 2010-11-10 | 张岳恩 | 钻石磨抛机的上下料工位自动循环机构 |
| CN110026900A (zh) * | 2019-04-30 | 2019-07-19 | 深圳市威雄精机有限公司 | 刀轮磨削装置 |
| CN113231901A (zh) * | 2021-06-08 | 2021-08-10 | 范和菊 | 一种高端制造用轴瓦内壁打磨装置 |
| CN113231901B (zh) * | 2021-06-08 | 2023-08-08 | 南京驭逡通信科技有限公司 | 一种高端制造用轴瓦内壁打磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3136402A1 (de) | 1983-03-24 |
| WO1983001033A1 (en) | 1983-03-31 |
| JPS58501581A (ja) | 1983-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3784258T2 (de) | Walzenschleifmaschine mit vorrichtungen zur ueberwachung der abmessungen und der oberflaeche und zur steuerung. | |
| DE2528677C3 (de) | Fräsmaschine | |
| EP0180738B1 (de) | Rohrbrennschneidmaschine | |
| EP2080589B1 (de) | Vorrichtung zum Bearbeiten, insbesondere Erodieren und Schleifen, von mit Schneiden versehenen Rotationswerkstücken | |
| EP0445404B1 (de) | Vorrichtung zur Herstellung von Bohrlöchern mit Hinterschneidung | |
| EP0074664A1 (de) | Bohrungsschleifmaschine | |
| DE3136372A1 (de) | Doppelstaender-portalschleifmaschine | |
| DE19507989A1 (de) | Bearbeitungseinheit zur spanenden Werkstückbearbeitung | |
| DE2044429C3 (de) | Zusatzeinrichtung für das Bearbeiten von Kugel-Innenflächen auf einer Vertikaldrehmaschine | |
| EP1025953B1 (de) | Werkzeugmaschine | |
| DE3521710C2 (de) | Vorrichtung an einer Werkzeugmaschine, insbesondere an einer Schleifmaschine, zum Messen des Durchmessers exzentrisch umlaufender Werkstücke | |
| DE3136396C2 (de) | ||
| DE1552344C3 (de) | Vorrichtung zum Voreinstellen austauschbarer Anschlägetrommeln für automatische Drehbänke | |
| DE3211936C2 (de) | ||
| DE3918847C2 (de) | ||
| DE3424680C2 (de) | ||
| DE8410918U1 (de) | Vorrichtung zum schaerfen von rundmessern | |
| DE10251515B3 (de) | Sägemaschine und Sägeverfahren | |
| DE3113396C2 (de) | ||
| DE2301917A1 (de) | Bohrmaschine | |
| DE727764C (de) | Maschine zum raeumlichen Gravieren | |
| DE19531815C2 (de) | Schleifmaschine, insbesondere zum Schleifen profilierter Messer | |
| DE1266108B (de) | Einstellvorrichtung fuer eine Werkzeughalte- und Verstellvorrichtung | |
| CH446856A (de) | Vertikalbohr- und Fräsmaschine | |
| DE2534639C3 (de) | Vorrichtung zur Herstellung von Bohrungen kleinen Durchmessers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830804 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19850108 |