EP0065769A2 - Schleifeinrichtung zur Bearbeitung von plattenförmigen Werkstücken mit profilierten und geschweiften Kanten - Google Patents
Schleifeinrichtung zur Bearbeitung von plattenförmigen Werkstücken mit profilierten und geschweiften Kanten Download PDFInfo
- Publication number
- EP0065769A2 EP0065769A2 EP82104456A EP82104456A EP0065769A2 EP 0065769 A2 EP0065769 A2 EP 0065769A2 EP 82104456 A EP82104456 A EP 82104456A EP 82104456 A EP82104456 A EP 82104456A EP 0065769 A2 EP0065769 A2 EP 0065769A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- grinding device
- support
- belt
- control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/16—Machines or devices using grinding or polishing belts; Accessories therefor for grinding other surfaces of particular shape
Definitions
- the above invention relates to a belt grinding device for processing plate-shaped workpieces, with profiled and curved edges.
- plate-shaped workpieces with profiled edges are used. They often have not only a profiled edge on the upper side, which delimits the plate-shaped workpiece, but this edge also has a curved shape.
- Panel-like workpieces of this type are usually made of solid wood, or using chipboard, which is coated with a veneer, the grain of which mostly runs in the longitudinal direction of the furniture door.
- the object of the above invention is to propose a belt grinding device with which the disadvantages of the prior art can be remedied by proposing a device with which it becomes possible for the first time, automatically and in the course, as well as in the direction of the wood grain, profiled and curved or crooked Sanding edges of plate-like workpieces, which are used, for example, in the furniture industry, and to achieve such high processing accuracy that even shaped and curved edges of plate-like workpieces, which are coated with an extremely thin veneer, can be sanded without any manual work to be painted in the immediately after the grinding process.
- the device according to the invention which is characterized in that a belt grinding direction is movably arranged in a horizontal plane, controlled in accordance with the shape of the profile, and that the belt grinding device furthermore, according to the course of the profile curve, by one, perpendicular to Horizontal plane axis (2) is pivotally controlled.
- the grinding device is guided according to the curvature or curvature of the profile and that due to the execution of a swiveling movement about a vertical axis, a follow-up of the belt grinding unit and tangential alignment with respect to the silence of the profile is ensured, whereby the sanding belt always works in the direction of the wood grain the best possible grinding effect is achieved.
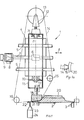
- the grinding device 1 essentially consists of a support 4, which is slidably supported by horizontally arranged parallel guides 5.
- the guides 5 are firmly connected to the machine frame (not shown).
- a precision threaded nut 6 is attached to the support 4.
- the nut 6 is operatively connected to a highly precise threaded spindle 7, advantageously with a recirculating ball screw.
- the threaded spindle 7 is arranged parallel to the horizontally arranged guides 5 and connected to the drive shaft of a spreadable motor 8.
- a known controllable DC motor is advantageously used, to which, for example, a control device 9 known from the prior art is assigned.
- the support 4 can be given a translational movement in the direction of the arrow f.
- From the support 4 there are horizontally arranged arms 10 which carry a further support 11 which can be pivoted about one Vertical axis z is mounted.
- the support 11 receives a bearing block 12, which receives a deflection roller 13, around which a grinding belt 14 rotates.
- the sanding belt 14 is also steered around a guide roller 15 which is arranged to be adjustable in the vertical direction, and also, the sanding belt 14 runs around a guide roller 16 which is adjustable in the horizontal direction.
- the support 11 On its underside, the support 11 receives a small control cylinder 17, advantageously a controllable pneumatic cylinder, which is operatively connected to a grinding shoe 19 via its piston rod 18.
- the grinding shoe 19 has the shape of the profile to be ground (seen in section) of the plate-shaped workpiece 20. From Fig. 1a it can be seen that the grinding shoe 19 has a trapezoidal shape, i.e. that it tapers wedge-shaped towards workpiece 20. This measure ensures that the grinding belt 14 is properly guided, and at the same time it is possible to use the narrow front of the grinding shoe to also drive relatively tight curves of the profile profile.
- the workpiece 20 is moved forward by the conveyor belt 2 perpendicular to the plane of the drawing (FIG. 1).
- the workpiece is held in a precisely defined reference position with respect to the workpiece 20 by the guide rollers 3.
- the biaxial copying device is of type CPE and is in all its technical details, together with the electronic data processing unit and signal control device, as well as the corresponding electronic connection or connection plates (interfaces), which are absolutely necessary for the connection of the electronic button, from the catalog of Fadis SpA - Divisione Automatismi, based in 21048 Solbiate Arno (Italy).
- This company offers the described scanning and control device and sells these devices on the Italian and international market.
- the exact description of the button and the associated control device is therefore omitted, since these components are known from the prior art.
- Fig. 2 From Fig. 2 it can be seen that the entire. Grinding device 1 is received by the machine frame 25 in a height-adjustable manner.
- a dovetail guide 26 common in mechanical engineering is advantageously provided, which allows the belt grinding device 1 to be displaced and adjusted relative to the reference plane of the conveyor belt 2 or of the workpiece 20.
- the holding arm 10 which is operatively connected to the support 4 and receives the support 11 rotatable about the vertical axis Z, also carries a controllable motor, advantageously a direct current motor 27.
- This motor 27 is located above a reduction gear 28, the output shaft of which receives a chain wheel 29 , with another sprocket 31 via a chain 30 in operative connection.
- the sprocket 31 is operatively connected to the inside of the support 11 so that the support 11 can be pivoted in the direction of the arrow g (FIG. 2) about the Z axis.
- the deflection roller 13, which receives the grinding belt 14, is driven by a motor 32 (FIG. 2). 2, the adjustable front guide roller 15 can also be seen.
- the plate-shaped workpieces 20 are moved in the direction of arrow h by the conveyor belt 2.
- Fig. 3 the control circuit for the motor 8 is shown schematically.
- the motor 8 is provided for the displacement of the grinding device 4 in a horizontal plane.
- the feeler wheel 22 is in contact with the edge 21 of the plate-shaped workpiece 20 and is fastened to the feeler rod 23 of the electronic, biaxial copying device or feeler device 24.
- the signal outputs of the scanning device 24 are connected via one or more lines 33 to an electronic evaluation and control unit 34 (NC unit).
- the output of the control unit 34 is via a Line 35 with the input of the control device 9 in operative connection, and this control device 9 is assigned to the controllable DC motor 8, which drives the threaded spindle 7, which is operatively connected to the threaded nut 6, which in turn is attached to the support 4.
- a recording device 36 can also be provided, with which, for example, the signals emitted by the electronic, biaxial button 24 when a workpiece 20 is moved are stored. These signals are recorded, for example, by means of a magnetic tape cassette or a similar recording device, and are used for the purposes explained later.
- the threaded nut 6 is also operatively connected to the electronic, biaxial button 24 via a line 36, so that, with the aid of known transmission means, the scanning device is informed of the exact, actual position of the threaded nut 6.
- a further output of the electronic, biaxial button 24 is connected via a line 37 to a further input of the electronic control and processing unit 34.
- the corresponding output signal of the unit 34 is fed via a line 38 to the controllable motor 27, the drive shaft of which, with the interposition of a reduction gear 28, is operatively connected to the chain wheel 29.
- the sprocket 29 takes the chain 30, which is operatively connected to the sprocket 31, which is attached to the support 11, which is pivotally mounted about the vertical axis Z.
- a rotary potentiometer 39 is also provided, for example, which, in accordance with its angular position, emits a signal which is forwarded to the electronic control unit 34 via a line 40 as an effective angular position value.
- the control unit 34 uses this signal as a reference signal for the position of the shaft 27 of the motor 27, which receives the chain wheel 29, and thus represents a reference value for the angular position of the grinding unit 11, which can be pivoted about the vertical axis Z via the drive of the chain wheel 31 .
- FIG. 5 again shows schematically the possibility of pivoting the grinding device 11 about the axis Z; furthermore, the sprocket 29 can be seen from this illustration is provided for driving the chain 30, which is operatively connected to the chain wheel 31, and for pivoting the grinding device 11 (represented by the grinding belt 14) about the vertical axis Z.
- the grinding roller 50 has a counter profile 52 which corresponds to the profile piece 53 to be ground.
- the grinding roller 50 is advantageously made of elastic, abrasive material and is rotated by means of a vertically arranged shaft 51 and is also adjustable relative to the profile piece 53.
- a grinding roller or disc rotating about a horizontally arranged shaft can of course also be used.
- the position of the roller 50 relative to the workpiece 20 can also be adjusted with the aid of the button 23, 24, which acts on the controllable motors 8, 27.
- the workpiece 20 to be ground which is fed through the conveyor belt 2 to the grinding device, with the aid of the guide rollers 54 (Fig. 7-8), which are arranged on the opposite side of the button 24 of the conveyor belt 2, set.
- the guide rollers 54 are adjustable according to the dimensions of the workpiece 20.
- the push buttons 22, 23, 24 are in a "zero position", ie no control signals are emitted by the push button unit 24, since the push button is exactly at the intersection of the axes X, Y (FIG. 4 a) located.
- the pushbutton 23 is deflected in the direction of the axes X and Y, and control signals are emitted via the pushbutton unit 24, corresponding to the deflection of the pushbutton, and 3 and 4, these signals are fed to the control circuits, as a result of which a controlled drive of the motor 8 (displacement of the support 4 on the horizontal guides 5) and, with the aid of the controllable motor 27, a pivoting of the grinding device 11 about the vertical axis Z of the Unit 11 takes place.
- the plate-shaped feed path is particularly advantageous Workpieces 20, an actuatable switch 55 or a similar control means are arranged, which notifies the electronic control unit 34 of the supply of a plate-shaped workpiece 20, as a result of which the control unit 34 can emit corresponding delay signals or control pulses in order, for example, to lift or lift the piston unit 17, 18 to control the lowering of the grinding shoe 19 in order to start grinding or lifting the grinding belt exactly at the desired location without damaging the workpiece or not grinding completely.
- the button 22, 23, which is connected to the profile edge 21, is deflected.
- the deflection takes place in the direction of the axes X, Y, corresponding to the curved course of the profiled edge 21, and thus there is a constant displacement of the grinding shoe 19 with respect to the curved and profiled edge 21 and at the same time there is a superimposition of a pivoting movement of the grinding shoe 19 about the vertical axis Z, thereby always ewaehrologicalt g, d ass grinding belt 14 and sanding shoe are always aligned tangentially to the 19 course of the curving of the profiled edge 21st In other words, the grinding belt 14 always works in the longitudinal direction of the wood fiber.
- the button 22, 23 is moved back to its "zero position" after completion of the grinding process either with the aid of a spring means or other suitable devices, as a result of which both the device 4 and the device 11 are moved back to their original position and thus are ready to be controlled again in order to subject the subsequent plate-shaped workpiece 20 to the grinding process.
- the grinding device With the grinding device according to the invention, it has become possible to propose a device which for the first time can carry out automatic grinding, using a grinding belt, of continuously fed and moving workpieces with profiled and curved edges. It will be possible for the first time on the so far to dispense with the necessary finishing by hand of these profiled and curved edges.
- the sanding process always takes place in the ideal way in the direction of the wood grain, and it is not necessary to adjust the sanding device to the workpiece, taking into account the profile profile. This is done automatically.
- the device according to the invention can also be installed as an additional unit in already existing machines which are used for machining plate-shaped workpieces.
- machines which are used for machining plate-shaped workpieces.
- Double end profiles and especially edge banding machines are considered.
- control signals for certain types of profiles can be recorded and stored, and in this case the grinding device can also be controlled directly via the recorded control signals without a button.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Bandschleifeinrichtung zum Bearbeiten geschweifter, profilierter Kanten plattenfoermiger Werkstuecke mit einem Taster, der die Bewegung der Schleifeinrichtung steuert, wobei diese Schleifeinrichtung um eine vertikale Achse verschwenkbar, und in einer horizontalen Ebene verschiebbar angeordnet ist.
Description
- Schleifeinrichtung zur Bearbeitung von plattenfoermigen Werkstuecken mit profilierten und geschweiften Kanten
- Die vorstehende Erfindung betrifft eine Bandschleifeinrichtung zum Bearbeiten plattenfoermiger Werkstuecke, mit profilierten und geschweiften Kanten.
- Es ist bekannt, dass hauptsaechlich fuer die Herstellung von Moebeltueren, plattenfoermige Werkstuecke mit profilierten Kanten Verwendung finden. Sie weisen oft an der Oberseite, die das ptattenfoermige Werkstueck begrenzt, nicht nur eine profilierte Kante aufweist, sondern diese Kante weist zusaetzlich eine geschweifte Form auf.
- Plattenfoermige Werkstuecke dieser Art, werden meist in Vollholz hergestellt, oder aber unter Verwendung von Spanplatten, die mit einem Furnier beschichtet sind, dessen Maserung meistens in Laengsrichtung der Moebeltuer verlaeuft.
- Es ist weiter bekannt, dass diese an ihrem Umfang profilierten Moebeltueren vor dem Lackiervorgang, aeusserst sorgfaeltig geschliffen werden muessen, um ein einwandfreies Ergebnis bei der anschl iessenden Lackierung zu erzielen. Es ist dem Fachmann auch bekannt, dass mit einer Zunahme der Schleifqualitaet, eine erhebliche Einsparung an Lackierkosten erzielbar ist.
- I n der Vergangenheit wurden zum Bearbeiten ebener Flaechen plattenfoermiger Werkstuecke, sowie fuer profilierte aber nicht geschweifte Kanten, die sich parallel zur Holzmaserung erstrecken, zahlreiche Schleifverfahren vorgeschlagen, und, die mit diesen bekannten Einrichtungen erzielbaren Ergebnisse koennen auch als zufriedenstellend angesehen werden.
- Bis heute wurden aber noch keine Verfahren und Vorrichrungen vorgeschlagen, mit denen es moeglich waere, automatisch und maschinell, sowie in Richtung der Holzmaserung auch Profile mit geschweiftem Verlauf zu bearbeiten. Bis heute war es stets erforderlich, den Putz- und Schleifvorgang dieser geschweiften oder gekruemmten Profile, in muehevoller Handarbeit, unter Einsatz zahlreicher Arbeitskraefte durchzufuehren.
- Aufgabe der vorstehenden Erfindung ist es, eine Bandschleifeinrichtung vorzuschlagen, mit der die Nachteile des Standes der Technik behoben werden koennen, indem eine Vorrichtung vorgeschlagen wird, mit der es erstmalig moeglich wird, automatisch und im Durchlauf, sowie in Richtung der Holzmaserung, profilierte und geschweifte oder gekruemmte Kanten plattenfoermiger Werkstuecke, die z.B. in der Moebelindustrie Verwendung finden, zu schleifen, und dabei eine derartig hohe Bearbeitungsgenauigkeit zu erzielen, dass auch proflierte und geschweifte Kanten plattenfoermiger Werkstuecke, die mit einem aeussert duennen Furnier beschichtet sind, geschliffen werden koennen, um ohne jegliche Handarbeit, nach dem Schleifvorgang sofort in den lackiert zu werden.
- Mit t der erfindungsgemaessen Vorrichtung koennen, dank ihrer schnellen Ansprechbarkeit und Genauigkeit auch geschweifte Profile, auf denen eine oder mehrere Lackschichten aufgetragen wurden, automatisch geschliffen werden.
- Diese Aufgaben werden durch die erfindungsgemaesse Vorrichtung geloest, die sich dadurch kennzeichnet, dass eine Bandschleifeihrichtung, in einer Horizontalebene, entsprechend der Form des Profiles gesteuert, bewegbar angeordnet ist und, dass die Bandschleifeinrichtung ferner, entsprechend dem Verlauf der Profilschweifung, um eine, senkrecht zur Horizontalebene angeordnete Achse (2) verschwenkbar gesteuert ist.
- Mit t diesen Massnahmen wird es moeglich, dass die Schleifeinrichtung, entsprechend der Kruemmung oder Schweifung des Profiles gefuehrt wird und, dass aufgrund der Durchfuehrung einer Schwenkbewegung um eine senkrechte Achse, ein Nachfahren der Bandschleifeinheit und tangentiales Ausrichten gegenueber der Schweigung des Profiles gewaehrleistet ist, wodurch das Schleifband stets in Richtung der Holzmaserung arbeitet und ein bestmoeqlicher Schleifeffekt erzielt wird.
- Weitere Merkmale der Erfindung, koennen der nun folgenden Beschreibung, den Zeichnungen und den Unteranspruechen entnommen werden.
- Der Erfindungsgegenstand wird nun genauer anhand eines Ausfuehrungsbeispieles beschrieben und in den beigefuegten Zeichnungen dargestellt.
- Fig. 1 zeigt schematisch einen Laengsschnitt durch die erfindungsgemaesse Bandschleifvorrichtung.
- Fig. 1a zeigt ein Detail des Schleifschuhes in Ansicht entlang der Linie II-II der Fig. 1.
- Fig. 2 zeigt die Bandschleifeinrichtung teilweise im Schnitt, sowie in einer Ansicht, entlang der Linie III-III der Fig. 1.
- Fig. 3 zeigt eine schematisches Schaltbild der Steuereinrichtungen, die einem Motor, zum Verschieben der Schleifeinrichtung in der Horizontalebene, zugeordnet sind.
- Fig. 4 zeigt schematisch eine Steuereinrichtungen zur Durchfuehrung einer Drehbewegung der Schleifvorrichtung um die senkrechte Achse.
- Fig. 4a zeigt das Funktionsprinzip eines bistabiten Tasters.
- Fig. 5 zeigt schematisch die Verschwenkmoeglichkeit der Schleifeinrichtung um eine vertikale Drehachse.
- Fig. 6 zeigt im Schnitt eine weitere zusaetzliche Ausfuehrungsform der Schleifvorrichtung.
- Fig. 7 - 9 zeigt verschieden Schleifstellungen, die von der Schleifeinrichtung beim Bearbeiten eines plattenfoermigen Werkstueckes mit einem geschweiften Profil, eingenommen werden. Wie besonders der Fig. 1 zu entnehmen ist, ist die Schleifvorrichtung, die gesamthaft mit 1 bezeichnet ist, ueber einem Tansportband 2 angeordnet. Ferner sind dem plattenfoermigen Werkstueck 20 einstellbare Stuetz- und Fuehrungsrollen 3 zugeordnet.
- Die Schleifvorrichtung 1 besteht im wesentlichen aus einem Support 4, der verschiebbar von horizontal angeorndeten Parallelfuehrungen 5 getragen wird. Die Fuehrungen 5 sind fest mit dem Maschinengestell (nicht dargestellt) verbunden. Ferner ist am Support 4 eine Praezisionsgewindemutter 6 befestigt. Die Mutter 6 steht mit einer hochgenauen Gewindespindel 7, in vorteilhafter Weise, mit einer Kugelumlaufgewindespindel, in Wirkverbindung.
- Die Gewindespindel 7 ist parallel zu den horizontal angeordneten Fuehrungen 5 angeordnet und mit der Antriebswelle eines streuerbaren Motors 8 verbunden. In vorteilhafter Weise, findet ein bekannter steuerbarer Gleichstrommotor Verwendung, dem z.B. eine aus dem Stand der Technik her bekannte Steuereinrichtung 9 zugeordnet ist. Wird ueber den steuerbaren Motor 8 die Kugelumlaufspindel 7 angetrieben, so kann dem Support 4 eine Translationsbewegung in Richtung der Pfeiles f verliehen werden. Vom Support 4 stehen horizontal angeordnete Arme 10 ab, die einen weiteren Support 11 tragen, der verschwenkbar um eine Vertikalachse z gelagert ist. An seiner Oberseite nimmt der Support 11 einen Lagerbock 12 auf, der eine Umlenkrolle 13 aufnimmt, um die eine Schleifband 14 umlaeuft. Das Schleifband 14 wird ferner um eine Fuehrungsrolle 15 gelenkt, die in senkrechter Richtung verstellbar angeordnet ist, und fener, laeuft das Schleifband 14 um eine Fuehrungsrolle 16, die in waagerechter Richtung verstellbar ist.
- An seiner Unterseite nimmt der Support 11 einen kleinen Steuerzylinder 17 auf, in vorteilhafter Weise einen steuerbaren Pneumatikzylinder, der ueber seine Kolbenstange 18 mit einem Schleifschuh 19 wirkverbunden ist. Der Schleifschuh 19 weist die Form des zu schleifenden Profiles (im Schnitt gesehen) des plattenfoermigen Werkstueckes 20 auf. Aus der Fig. 1a kann entnommen werden, dass der Schleifschuh 19 trapezfoermige Gestalt aufweist, d.h. dass er sich keilfoermig zum Werkstueck 20 hin verjuengt. Durch diese Massnahme, wird eine einwandfreie Fuehrung des Schleifbandes 14 erreicht, und gleichzeitig besteht die Moeglichkeit, mit er schmalen Vorderseite des Schleifschuhes auch verhaeltnismaessig enge Kurven des Profilverlaufes abzufahren.
- Das Werkstueck 20 wird vom Transportband 2 senkrecht zur Zeichnungsebene (Fig. 1) vorwaertsbewegt. Durch die Fuehrungsrollen 3 wird das Werkstueck in einer genau definierten Bezugsstellung gegenueber dem Werkstueck 20 gehalten.
- Unterhalb des Schleifschuhes 19, in Uebereinstimmung mit der aeusseren Kante 21 des plattenfoermigen Werkstueckes 20,ist ein Tastrad 22 angeordnet, das mit einer Steuerstange 23 einer elektronischen, biaxialen Abtast- oder Kopiereinrichtung verbunden ist. Die biaxiale Kopiereinrichtung ist vom Typ CPE und ist in allen ihren technischen Einzelheiten, zusammen mit der elektronischen Datenverarbeitungseinheit und Signalsteuereinrichtung, sowie den entsprechenden elektronischen Verbindungs- oder Anschlussplatten (interfaces), die unbedingt fuer die Verbindung des elektronischen Tasters notwendig sind, aus dem Katalog der Firma Fadis S.p.A. - Divisione Automatismi, mit Sitz in 21048 Solbiate Arno (Italien), zu entnehmen.
- Diese Firma bietet die beschriebene Abtast- und Steuereinrichtung an und vertreibt diese Geraete auf dem italienischen und internationalen Markt. Es wird daher auf die genaue Beschreibung des Tasters und der zugeordneten Steuereinrichtung verzichtet, da diese Bauteile dem Stand der Technik als bekannt zu entnehmen sind.
- Aus der Fig. 2 kann entnommen werden, dass die gesamte. Schleifvorrichtung 1 vom Maschinengestell 25 hoehenverstellbar aufgenommen wird. Zu diesem Zweck, ist in vorteilhafter Weise eine im Maschinenbau uebliche Schwalbenschwanzfuehrung 26 vorgesehen, die eine Verschiebung und Einstellung der Bandschleifeinrichtung 1 gegenueber der Bezugsebene des Transportbandes 2 oder des Werkstueckes 20 erlaubt.
- Der Haltearm 10, der mit dem Support 4 wirkverbunden ist und den um die Vertikalachse Z verdrehbaren Support 11 aufnimmt, traegt ferner einen steuerbaren Motor, in vorteilhafter Weise eine Gleichstrommotor 27. Dieser Motor 27 steht ucber ein Reduziergetriebe 28, dessen Ausgangswelle ein Kettenrad 29 aufnimmt, mit einem weiteren Kettenrad 31 ueber eine Kette 30 in Wirkverbindung. Das Kettenrad 31 steht im Inneren des Supportes 11 mit diesem in Wirkverbindung, um somit dem Support 11 eine Schwenkbewegung in Richtung des Pfeiles g (Fig. 2), um die Achse Z, verleihen zu koennen.
- Die Umlenkrolle 13, die das Schleifband 14 aufnimmt, wird von einem Motor 32 (Fig. 2) angetrieben. Aus der Fig. 2 kann ferner die einstellbare, vordere Fuehrungsrolle 15 entnommen werden. Durch das Transportband 2 werden die plattenfoermigen Werkstuecke 20 in Richtung des Pfeiles h bewegt.
- In Fig. 3 ist schematisch der Steuerschaltkreis fuer den Motor 8 dargestellt. Der Motor 8 ist fuer die Verschiebung der Schleifvorrichtung 4 in einer horizontalen Ebene vorgesehen.
- Das Tastrad 22 steht mit der Kante 21 des plattenfoermigen Werkstueckes 20 in Beruehrung, und ist an der Tastange 23 der elcktronischen, biaxialen Kopiereinrichtung oder Tasteinrichtung 24 befestigt. Die Signalausgaenge der Abtasteinrichtung 24, stehen ueber eine oder mehrere Leitungen 33 mit einer elektronischen Auswerte- und Steuereinheit 34 in Verbindung (NC-Einheit). Der Ausgang der Steuereinheit 34 steht ueber eine Leitung 35 mit dem Eingang der Steuereinrichtung 9 in Wirkverbindung, und diese Steuereinrichtung 9 ist dem steuerbaren Gleichstrommotor 8 zugeordnet, der die Gewindespindel 7 antreibt, die mit der Gewindemutter 6 wirkverbunden ist, die wiederum am Support 4 befestigt ist. Parallel zur Steuereinheit 34, kann ferner ein Aufzeichnungsgeraet 36 vorgesehen sein, mit dem z.B. die vom elektronischen, biaxialen Taster 24, beim Abfahren eines Werkstueckes 20 abgegebenen Signale, gespeichert werden. Diese Signale werden z.B. ueber eine Magnetbandkassette oder ein aehnliches Aufzeichnungsgeraet aufgezeichnet, und fuer die spaeter noch genauer er laeuterte Zwecke verwendet.
- Die Gewindemutter 6 steht ferner mit dem elektronischen, biaxialen Taster 24 ueber eine Leitung 36 in Wirkverbindung, um somit, unter Zuhilfenahme bekannter Uebertragungsmittel, der Abtasteinrichtung die genaue, tatsaechl iche Stellung der Gewindemutter 6 mitzuteilen.
- Der Fig. 4 kann entnommen werden, dass ein weiterer Ausgang des elektronischen, biaxialen Tasters 24, ueber eine Leitung 37 mit einem weiteren Eingang der elektronischen Steuer- und Verarbeitungseinheit 34 verbunden ist. Das entsprechende Ausgangssingal der Einheit 34 wird ueber eine Leitung 38 dem steuerbaren Motor 27 zugefuehrt, dessen Antriebswelle, unter Zwischenschaltung eines Reduktionsgetriebes 28, mit dem Kettenrad 29 in Wirkverbindung steht. Das Kettenrad 29 nimmt die Kette 30 auf, die mit dem Kettenrad 31 wirkverbunden ist, das am Support 11 befestigt ist, der um die Vertikalachse Z veschwenkbar gelagert ist. Koachsial zur Antriebswelle des Motors 27, ist ferner z.B. einDrehpotentiometer 39 vorgesehen, das entsprechend seiner Winkekstellung ein Signal abgibt, das ueber eine Leitung 40 als effektiver Winkelstellungswert an die elektronische Steuereinheit 34 weitergeleitet wird. Die Steuereinheit 34 verwendet dieses Signal als Bezugssignal fuer die Stellung der Welle .des Motores 27, die das Kettenrad 29 aufnimmt, und somit einen Bezugswert fuer die Winkelstellung der Schleifeinheit 11 darstellt, die ueber den Antrieb des Kettenrades 31 um die vertikale Achse Z verschwenkbar ist.
- Aus dem Schema gemaess Fig. 4a kann entnommen werden, dass bei Ausschwenken der Taststange 23, der biaxialen Tastvorrichtung 24, in Richtung der Achse X (Bewegung, die der Darstellung gemaess Fig. 3, entspricht), Signale zur Betaetigung des Motors 8 abgegegen werden. Gemaess Fig. 4, d.h. bei Ausschwenken der Stange 23 des Tasters 24 in Richtung der Achse Y, werden Signale abgegeben, die ein Ansteuern des Motors 27 zur Folge haben. Sinn und Zweck der Betaetigung der steuerbaren Motoren 8 und 27 wird noch genauer im Anschluss beschrieben.
- In Fig. 5 ist nochmals schematisch die Verschwenkmoeglichkeit der Schleifvorrichtung 11 um die Achse Z dargestellt; ferner kann dieser Darstellung das Kettenrad 29 entnommen werden, das fuer den Antrieb der Kette 30 vorgesehen ist, die mit dem Kettenrad 31 in Wirkverbindung steht, und zur Verschwenkung der Schleifvorrichtung 11 (dargestellt durch das Schleifband 14), um die vertikale Achse Z, dient.
- Zur Bearbeitung an Profilen, wie in Fig. 6 dargestellt, die aufgrund ihres komplexen Auffbaues nicht vollstaendig von der Bandschleifeinheit 11 bearbeitet werden koennen, besteht die Moegiichkeit, die erfindungsgemaesse Maschine durch eine zusaetzliche Schleifrolle 50 oder eine aehnliche Einrichtung zu ergaenzen. Die Schleifrolle 50 weist ein Gegenprofil 52 auf, die dem zu schleifenden Profilstueck 53 entspricht. Die Schleifrolle 50 beseht in vorteilhafter Weise aus elastischem, abrasivem Material und wird ueber eine vertikal angeordnete welle 51, in Drehbewegung versetzt und ist ebenfalls gegenueber dem Profilstueck 53 einstellbar. Natuerlich kann auch eine um eine horizontal angeordnete Welle rotierende Schleifwalze oder - scheibe Verwendung finden. Auch die Rolle 50 kann in ihrer Stellung gegenueber dem Werkstueck 20, unter Zuhilfenahme des Tasters 23, 24, der auf die steuerbare Motoren 8, 27 einwirkt, verstellt werden.
- Die Arbeitsweise der erfindungsgemaessen Vorrichtung wird nun anhand der Fig. 7, 8 und 9 genauer beschrieben.
- Zu Beginn der Bearbeitung, wird das zu schleifende Werkstueck 20, das durch das Transportband 2 der Schleifvorrichtung zugefuehrt wird, unter Zuhilfenahme der Fuehrungsrollen 54 (Fig. 7 - 8), die auf der dem Taster 24 gegenueberliegenden Seite des Transportbandes 2 angeordnet sind,eingestellt. Die Fuehrungsrollen 54 sind entsprechend den Abmessungen des Werkstueckes 20 einstellbar. Bei Beginn des Abtastvorganges, befindet sich der Taster 22, 23, 24 in einer "Null-Stellung", d.h., durch die Tasteinheit 24 werden keinerlei Steuersignale abgegeben, da sich der Taster genau im Schnittpunkt der Achsen X, Y (Fig. 4a) befindet. Waehrend der weiteren Vorschubbewegung des Werkstueckes 20, wie dies in Fig. 7 dargestellt ist, erfolgt eine Auslenkung des Tasters 23 in Richtung der Achsen X und Y, und es erfolgt ueber die Tasteinheit 24 eine Abgabe von Steuersignalen, entsprechend der Auslenkung des Tasters, und diese Signale werden den Steuerkreisen gemaess Fig. 3und 4 zugefuehrt, wodurch ein gesteuerter Antrieb des Motores 8 (Verschiebung des Supports 4 auf den horizontalen Fuehrungen 5) und ferner, unter Zuhilfenahme des steuerbaren Motores 27, ein Verschwenken der Schleifvorrichtung 11 um die Vertikalachse Z der Einheit 11 erfolgt. Damit wird erzielt, dass der Schleifschuh 19 sowohl eine Translationsbewegung als auch eine Schwenkbewegung ausfuehrt, und somit stets genau gegenueber dem zu schleifenden Profilverlauf positioniert und ausgerichtet wird und Schleifband und Schleifschuh stets tangential zum geschweiften Profil ausgerichtet sind, wodurch der Schleifvorgang genau in Richtung der Holzmaserung erfolgt. Mit besonderem Vorteil ist im Vorschubweg der plattenfoermigen Werkstuecke 20, ein betaetigbarer Schalter 55 oder ein aehnliches Steuermittel angeordnet, das der elektronischen Steuereinheit 34 die Zufuehrung eines plattenfoermigen Werkstueckes 20 mitteilt, wodurch von der Steuereinheit 34 entsprechende Verzoegerungssignale oder Steuerimpulse abgegeben werden koennen, um z.B. ueber die Kolbeneinheit 17, 18 das Anheben bzw. das Absenken des Schleifschuhes 19 zu steuern, um mit dem Schleifbeginn oder dem Abheben des Schleifbandes genau an der gewuenschten Stelle zu beginnen, ohne dabei das Werkstueck zu beschaedigen oder nicht vollstaendig zu schleifen.
- Waehrend das Werkstueck 20 vom Transportband 2 durch die Maschine in Pfeilrichtung gefoerdert wird, erfolgt ein Auslenken des Tasters 22, 23, der mit der Profilkante 21 in Verbindung steht. Die Auslenkung erfolgt in Richtung der Achsen X, Y, entsprechend dem geschweiften Verlauf der profilierten Kante 21, und somit erfolgt eine staendige Verschiebung des Schleifschuhes 19 gegenueber der geschweiften und profilierten Kante 21 und gleichzeitig erfolgt eine Ueberlagerung einer Schwenkbewegung des Schleifschuhes 19 um die vertikale Achse Z, wodurch stets gewaehrleistet wird, dass Schleifband 14 und Schleifschuh 19 stets tangential zum Verlauf der Schweifung der profilierten Kante 21 ausgerichtet sind. Mit anderen Worten ausgedrucckt, das Schleifband 14 arbeitet stets in Laengsrichtung der Holzfaser.
- Vlaehrend in der Fig. 7 der Anfang des Schleifvorganges dargestellt ist, erfolgt gemaess Fig. 8 eine Bearbeitung durch den Schleifschuh 19 und das Schleifband 14, ungefaehr in der Mitte des plattenfoermigen Werkstueckes, wogegen in der Fig. 9 die Stellung der Schleifvorrichtung 1 dargestellt ist, die diese am Ende des Schleifvorganges des geschweiften Profiles einnimmt. Nachdem das plattenfoermige Werkstueck 20 aus dem Wirkungsbereich des Steuerschalters 55 ausgetreten ist, werden durch die Steuereinheit 34 (NC-Geraet) die erforderlichen Steuerimpulse z.B. zum Anheben des Schleifschuhes 19 abgegeben, und im Anschluss. ist der Schleifschuh 10 wiederum bereit, das naechste zugefuehrte Werkstueck zu bearbeiten. In vorteilhafter Weise, wird der Taster 22, 23 nach Beendigung des Schleifvorganges entweder unter Zuhilfenahme eines Federmittels oder anderer geeigneter Einrichtungen, in seine "Null-Stellung" zurueckbewegt, wodurch sowohl die Einrichtung 4 als auch die Einrichtung 11 in ihre Ursprungsstellung zurueckverfahren werden und somit erneut bereit sind, wieder angesteuert zu werden, um das nachfolgende plattenfoermige Werkstueck 20 dem Schleifvorgang zu unterziehen.
- Mit der erfindungsgemaessen Schleifeinrichtung ist es moeglich geworden, eine Vorrichtung vorzuschlagen, die zum ersten Mal ein automatisches Schleifen, unter Verwendung eines Schleifbandes, von staendig zugefuehrten und sich bewegenden Werkstuecken mit profilierten und geschweiften Kanten, durchzufuehren. Es wird zum ersten Mal moeglich, auf die bisher notwendige Endbearbeitung von Hand dieser profilierten und geschweiften Kanten zu verzichten. Der Schleifvorgang erfolgt stets in idealer Weise in Richtung der Holzmaserung, und es ist nicht erforderlich, die Schleifeinrichtung auf das Werkstueck, unter Beruecksichtigung des Profilverlaufes einzustellen. Dies erfolgt automatisch.
- Die erfindungsgemaesse Einrichtung kann ferner als Zusatzeinheit in bereits bestehende Maschinen eingebaut werden, die zur Bearbeitung von plattenfoermigen Werkstuecken verwendet werden. Hier kommen z.B. Doppelendprofile und vor allem Kantenanleimmaschinen in Betracht.
- Unter Verwendung einer Magnetbandaufzeichnungseinrichtung, koennen Steuersignale fuer bestimmte Profilarten aufgezeichnet und gespeichert werden, und die Schleifeinrichtung kann in diesem Falle auch direkt ueber die aufgezeichneten Steuersignale ohne Taster gesteuert werden.
Claims (9)
1. Schleifeinrichtung, zum Bearbeiten von plattenfoermigen Werkstuecken, mit profilierten und geschweiften Kanten, dadurch gekennzeichnet dass Antriebs- und Steuereinrichtungen (6, 7, 8, 9, 34) zum gesteuerten Verschieben der Schleifeinrichtung (11) in einer horizontalen Ebene, entsprechend der Form des Profiles (21) vorgesehen sind und, dass die Bandschleifeinrichtung (11) ferner Antriebs- und Steuereinrichtungen zur Durchfuehrung einer gesteuerten Schwenkbewegung entsprechend dem Verlauf der Profilschweifung (21), um eine senkrecht zur Horizontalebene angeordnete Achse (Z) aufweist.
2. Schleifeinrichtung, nach Patentanspruch 1, dadurch gekennzeichnet, dass sie aus einem Support (4) besteht, der verschiebbar auf parallelen, horizontalen Fuehrungen (5) gelagert ist, die mit dem Maschinengestell verbunden sind, dass mit diesem Support (4) eine hochgenaue Gewindemutter (6) verbunden ist, mit der eine Praezisionsgewindespindel (7) in Wirkverbindung steht, die zwischen den horizontal angeorndeten Fuehrungen (5) vorgesehen ist, und mit der Antriebswelle eines steuerbaren (9) Antriebsmotores (8) verbunden ist.
3. Schleifeinrichtung, nach Patentanspruch 1, dadurch gekennzeichnet, dass ein das Schleifband (14) aufnehmender Support (11) von Haltearmen aufgenommen und um eine vertikale Achse (Z) verschwenkbar gelagert ist, dass diese Haltearme (10) mit dem horizontal verschiebbaren Support (11) verbunden sind, und, dass dem schwenkbaren Support Antriebsmittel (29, 30, 31) zugeordnet sind, die von einem steuerbaren Motor (27), zur Durchfuehrung einer gesteuerten Schwenkbewegung, antreibbar sind.
4. Schleifeinrichtung, nach Patentanspruch 1, dadurch gekennzeichnet, dass dem Schleifband (14) und dem Transportband (2) der plattenfoermigen - Werkstuecke (20), Fuehrungsrollen (3, 54) und Anschlagrollen zugeordnet sind, die in vertikaler und horizontaler Richtung einstellbar sind.
5. Schleifeinrichtung, nach Patentanspruch 1, dadurch gekennzeichnet, dass unterhalb des Schleifschuhes (19) eine Tasteinrichtung (22, 23, 24) vorgesehen ist, die mit der profilierten und geschweiften Kante (21) des plattenfoermigen Werkstueckes (20) in Wirkverbindung gehalteen ist und, dass diese Tasteinrichtung (22, 23, 24) Bestandteil einer an sich bekannten elektronischen, biaxialen Tast- und Kopiereinrichtung (24, 34) ist.
6. Schleifeinrichtung, nach Patentanspruch 1 - 5, dadurch gekennzeichnet, dass der Schleifschuh (19) Keil- oder Trapezform aufweist, die sich der zu schleifenden Kante (21) des Werkstueckes (20) hin verjuengt.
7. Schleifeinrichtung, nach Patentanspruch 1, dadurch gekennzeichnet, dass die Signalausgaenge (33) der Kopier- und Abtasteinrichtung (24), mit einer an sich bekannten elektronischen Steuer- und Datenverarbeitungseinrichtung (34) in Verbindung stehen, von der wenigstens ein Ausgang ueber eine Steuerleitung (35) mit dem Eingang der Steuervorrichtung (9) des Motors (8) verbunden ist, der die Gewindespindel (7) fuer die horizontale Verschiebung der Schleifeinrichtung (4) antreibt und, dass mindestens ein weiterer Ausgang der Steuereinheit (34) ueber eine Leitung (38) mit der Steuervorrichtung des Motors (27) verbunden ist, der die Verschwenkung der Schleifeinrichtung (11) um die vertikale Achse (Z) vornimmt.
8. Schleifeinrichtung, nach Patnentanspruch 9, dadurch gekennzeichnet, dass mit der elektronischen Steuereinheit (34), sowie dem biaxialen Abtastgeraet (24) eine Signalaufzeichnungseinrichtung (36), z.B. eine Magnetbandkassette, zum Aufzeichnen der einem bestimmten Profilverlauf (21) zugeordneten Steuersignale, verbunden ist.
9. Schleifeinrichtung, nach Patentanspruch 1, dadurch gekennzeichnet, dass sowohl der, in einer horizontalen Ebene bewegbar angeordnete Support (4), als auch der um die Z-Achse verschwenkbare Support (11), ueber bekannte Geraete (39) mit dem biaxialen Taster (24) und/oder der elektronischen Steuereinheit (34), zur Uebertragung der tatsaechlichen Stellung dieser Supporte (4,11), wirkverbunden sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT21972/81A IT1137230B (it) | 1981-05-26 | 1981-05-26 | Gruppo di levigatura a nastro,per pannelli con bordi profilati e sagomati |
| IT2197281 | 1981-05-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0065769A2 true EP0065769A2 (de) | 1982-12-01 |
| EP0065769A3 EP0065769A3 (de) | 1983-04-06 |
Family
ID=11189595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82104456A Withdrawn EP0065769A3 (de) | 1981-05-26 | 1982-05-21 | Schleifeinrichtung zur Bearbeitung von plattenförmigen Werkstücken mit profilierten und geschweiften Kanten |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0065769A3 (de) |
| JP (1) | JPS584348A (de) |
| ES (1) | ES8306627A1 (de) |
| IT (1) | IT1137230B (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0455142A2 (de) * | 1990-04-25 | 1991-11-06 | Reko Maschinenbau Gmbh | Profilschleifmaschine |
| DE4241293A1 (de) * | 1992-12-08 | 1994-06-09 | Stahl Sm Maschf | Oberflächenbearbeitungsmaschine |
| CN107627180A (zh) * | 2017-09-19 | 2018-01-26 | 东莞艾法精密机械有限公司 | 一种边角打磨机 |
| CN110405578A (zh) * | 2019-08-01 | 2019-11-05 | 常熟市益诚精密机械有限公司 | 一种电脑横机配件加工用打磨装置 |
| CN112296804A (zh) * | 2020-10-14 | 2021-02-02 | 李宁 | 一种装饰用木柜边角磨平装置 |
| CN113458929A (zh) * | 2021-07-13 | 2021-10-01 | 京东方科技集团股份有限公司 | 应用于盖板内表面的加工设备、盖板及显示设备 |
| CN116967907A (zh) * | 2023-09-21 | 2023-10-31 | 山西一建集团有限公司 | 一种铝镁锰墙板施工用表面杂质处理装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60167756A (ja) * | 1984-02-08 | 1985-08-31 | Shigeru Hasegawa | 木工用サンダ− |
| JPS60157157U (ja) * | 1984-03-30 | 1985-10-19 | 長谷川 茂 | 木工用サンダ− |
| JPS60157158U (ja) * | 1984-03-30 | 1985-10-19 | 長谷川 茂 | 木工用サンダ− |
| CN111941228B (zh) * | 2020-07-07 | 2022-02-08 | 湖南工程学院 | 一种手持式家具板材边端毛刺处理装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE499283C (de) * | 1927-07-19 | 1930-06-10 | Herzogenrather Glaswerke Biche | Vorrichtung zum Schleifen von Fassettenflaechen mit gerader Erzeugenden und ungerader Leitlinie |
| AT269455B (de) * | 1964-08-18 | 1969-03-25 | Zuckermann Kg Maschf | Kopiermaschine für Formteile aus Holz |
| DE1813841A1 (de) * | 1967-12-18 | 1969-07-10 | Wst Patenter Ab | Anordnung an Profilabgratvorrichtungen mit einer hin- und hergehenden Schleifflaeche |
| DE6905417U (de) * | 1969-02-10 | 1969-08-07 | Richard Staehle Kg Maschb Fa | Schleifschuh mit keramischer druckplatte, insbesondere fuer bandschleifmaschinen. |
| DE1652386A1 (de) * | 1966-02-25 | 1971-09-02 | Zuckermann Kg Maschf | Kopiermaschine zum Laengsbearbeiten von Werkstuecken aus Holz |
| DE2122990A1 (de) * | 1970-05-04 | 1971-11-25 | Libbey-Owens-Ford Co., Toledo, Ohio (V.StA.) | Vorrichtung zur Bearbeitung der Kanten von Glasscheiben oder dergleichen |
| US3779294A (en) * | 1972-03-27 | 1973-12-18 | Mill And Timber Products Ltd | Board edging machine |
| DE2332397A1 (de) * | 1972-06-27 | 1974-01-10 | Zuckermann Kg Maschf | Maschine zum schleifen der profilierten sitzflaeche von sitzplatten u.dgl. hoelzernen moebelteilen |
-
1981
- 1981-05-26 IT IT21972/81A patent/IT1137230B/it active
-
1982
- 1982-05-21 EP EP82104456A patent/EP0065769A3/de not_active Withdrawn
- 1982-05-25 ES ES513329A patent/ES8306627A1/es not_active Expired
- 1982-05-26 JP JP57089586A patent/JPS584348A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE499283C (de) * | 1927-07-19 | 1930-06-10 | Herzogenrather Glaswerke Biche | Vorrichtung zum Schleifen von Fassettenflaechen mit gerader Erzeugenden und ungerader Leitlinie |
| AT269455B (de) * | 1964-08-18 | 1969-03-25 | Zuckermann Kg Maschf | Kopiermaschine für Formteile aus Holz |
| DE1652386A1 (de) * | 1966-02-25 | 1971-09-02 | Zuckermann Kg Maschf | Kopiermaschine zum Laengsbearbeiten von Werkstuecken aus Holz |
| DE1813841A1 (de) * | 1967-12-18 | 1969-07-10 | Wst Patenter Ab | Anordnung an Profilabgratvorrichtungen mit einer hin- und hergehenden Schleifflaeche |
| DE6905417U (de) * | 1969-02-10 | 1969-08-07 | Richard Staehle Kg Maschb Fa | Schleifschuh mit keramischer druckplatte, insbesondere fuer bandschleifmaschinen. |
| DE2122990A1 (de) * | 1970-05-04 | 1971-11-25 | Libbey-Owens-Ford Co., Toledo, Ohio (V.StA.) | Vorrichtung zur Bearbeitung der Kanten von Glasscheiben oder dergleichen |
| US3779294A (en) * | 1972-03-27 | 1973-12-18 | Mill And Timber Products Ltd | Board edging machine |
| DE2332397A1 (de) * | 1972-06-27 | 1974-01-10 | Zuckermann Kg Maschf | Maschine zum schleifen der profilierten sitzflaeche von sitzplatten u.dgl. hoelzernen moebelteilen |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0455142A2 (de) * | 1990-04-25 | 1991-11-06 | Reko Maschinenbau Gmbh | Profilschleifmaschine |
| EP0455142A3 (en) * | 1990-04-25 | 1992-04-29 | Reko Maschinenbau Gmbh | Profil grinding machine |
| DE4241293A1 (de) * | 1992-12-08 | 1994-06-09 | Stahl Sm Maschf | Oberflächenbearbeitungsmaschine |
| DE4241293C3 (de) * | 1992-12-08 | 1999-12-16 | Stahl Sm Maschf | Maschine zur Oberflächenbearbeitung von Werkstücken, insbesondere Bandschleifmaschine |
| CN107627180A (zh) * | 2017-09-19 | 2018-01-26 | 东莞艾法精密机械有限公司 | 一种边角打磨机 |
| CN110405578A (zh) * | 2019-08-01 | 2019-11-05 | 常熟市益诚精密机械有限公司 | 一种电脑横机配件加工用打磨装置 |
| CN112296804A (zh) * | 2020-10-14 | 2021-02-02 | 李宁 | 一种装饰用木柜边角磨平装置 |
| CN113458929A (zh) * | 2021-07-13 | 2021-10-01 | 京东方科技集团股份有限公司 | 应用于盖板内表面的加工设备、盖板及显示设备 |
| CN113458929B (zh) * | 2021-07-13 | 2022-12-27 | 京东方科技集团股份有限公司 | 应用于盖板内表面的加工设备、盖板及显示设备 |
| CN116967907A (zh) * | 2023-09-21 | 2023-10-31 | 山西一建集团有限公司 | 一种铝镁锰墙板施工用表面杂质处理装置 |
| CN116967907B (zh) * | 2023-09-21 | 2023-12-19 | 山西一建集团有限公司 | 一种铝镁锰墙板施工用表面杂质处理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0065769A3 (de) | 1983-04-06 |
| IT1137230B (it) | 1986-09-03 |
| IT8121972A0 (it) | 1981-05-26 |
| ES513329A0 (es) | 1983-06-01 |
| ES8306627A1 (es) | 1983-06-01 |
| JPS584348A (ja) | 1983-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69905305T2 (de) | Kantenleimgerät | |
| DE3420080C1 (de) | Abbundmaschine zum Bearbeiten von Brettern,Kanthoelzern und dergleichen | |
| EP0065769A2 (de) | Schleifeinrichtung zur Bearbeitung von plattenförmigen Werkstücken mit profilierten und geschweiften Kanten | |
| DE102010019345A1 (de) | Maschine zum Bohren, Nuten, Fräsen, Kantenanleimen und Kantenbearbeiten von Werkstückplatten aus Holz | |
| DE2756443C3 (de) | Anlage zum automatischen Schleifen der Kanten von Glasscheiben | |
| DE3424258C2 (de) | Maschine zum Kantenschleifen von Glasscheiben | |
| DE19756503B4 (de) | Kehlmaschine | |
| EP0596083B1 (de) | Vorrichtung mit quer zur werkstück-durchlaufrichtung operierendem schleifgerät und seine verwendung für den rahmenschliff | |
| EP0654333A1 (de) | Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen | |
| DE3533185C2 (de) | ||
| DE2723231B2 (de) | Maschine zum Abrunden mit einem vorbestimmten Radius der Ecken von Glasplatten | |
| DE3876857T2 (de) | Vorrichtung zum automatischen schleifen der abgerundeten ecken von platten. | |
| DE2614843B1 (de) | Kopierschleifmaschine | |
| DE2635473A1 (de) | Schleifbandumlenkung fuer querbandschleifmaschinen | |
| DE2523110A1 (de) | Furnierzusammensetzmaschine | |
| EP1105266A1 (de) | Stegkantenaggregat | |
| DE2947039C2 (de) | ||
| DE3546491A1 (de) | Glasplatten-schleifmaschine | |
| DE3035612A1 (de) | Einrichtung zum runden der ecken von glasplatten | |
| DE2204216B2 (de) | Vorrichtung fuer das fraesen eines laengsprofils in laengsbewegte werkstuecke | |
| DE1652386A1 (de) | Kopiermaschine zum Laengsbearbeiten von Werkstuecken aus Holz | |
| DE102009010372A1 (de) | Bürstanordnung zur Bearbeitung von zu reinigenden Werkstücken | |
| DE3716832A1 (de) | Verfahren zum betrieb einer bandschleifmaschine sowie bandschleifmaschine | |
| DE2151154A1 (de) | Vorrichtung zum verbinden von furnierblaettern | |
| DE2952012A1 (de) | Andrueckvorrichtung fuer kantenumleimer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB LI SE |
|
| 17P | Request for examination filed |
Effective date: 19831006 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19850104 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STEFANI, GIORGIO |