EP0013023B1 - Verfahren zur Vermahlung von Getreide und Getreidemühlenanlage - Google Patents
Verfahren zur Vermahlung von Getreide und Getreidemühlenanlage Download PDFInfo
- Publication number
- EP0013023B1 EP0013023B1 EP79105351A EP79105351A EP0013023B1 EP 0013023 B1 EP0013023 B1 EP 0013023B1 EP 79105351 A EP79105351 A EP 79105351A EP 79105351 A EP79105351 A EP 79105351A EP 0013023 B1 EP0013023 B1 EP 0013023B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- control
- plant
- accordance
- storage unit
- milling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 193
- 235000013339 cereals Nutrition 0.000 title claims description 138
- 238000003801 milling Methods 0.000 title claims description 24
- 230000008569 process Effects 0.000 claims description 186
- 238000000227 grinding Methods 0.000 claims description 85
- 238000003860 storage Methods 0.000 claims description 72
- 235000013312 flour Nutrition 0.000 claims description 67
- 238000009736 wetting Methods 0.000 claims description 37
- 238000004140 cleaning Methods 0.000 claims description 35
- 239000000203 mixture Substances 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 21
- 239000007795 chemical reaction product Substances 0.000 claims description 18
- 239000000047 product Substances 0.000 claims description 15
- 238000011156 evaluation Methods 0.000 claims description 7
- 230000007257 malfunction Effects 0.000 claims description 7
- 238000003306 harvesting Methods 0.000 claims description 6
- 238000002360 preparation method Methods 0.000 claims description 4
- 108010068370 Glutens Proteins 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 3
- 238000013500 data storage Methods 0.000 claims description 2
- 235000021312 gluten Nutrition 0.000 claims description 2
- 238000005496 tempering Methods 0.000 claims 6
- 230000015654 memory Effects 0.000 description 66
- 241000209140 Triticum Species 0.000 description 65
- 235000021307 Triticum Nutrition 0.000 description 65
- 230000000875 corresponding effect Effects 0.000 description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 17
- 230000001276 controlling effect Effects 0.000 description 15
- 241000196324 Embryophyta Species 0.000 description 14
- 238000002156 mixing Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 11
- 238000011144 upstream manufacturing Methods 0.000 description 9
- 230000001105 regulatory effect Effects 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 238000012544 monitoring process Methods 0.000 description 6
- 238000012216 screening Methods 0.000 description 6
- 239000004575 stone Substances 0.000 description 6
- 238000011161 development Methods 0.000 description 5
- 241000282414 Homo sapiens Species 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 230000010354 integration Effects 0.000 description 4
- 238000007726 management method Methods 0.000 description 4
- 210000000697 sensory organ Anatomy 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000004886 process control Methods 0.000 description 3
- 238000007873 sieving Methods 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 235000011845 white flour Nutrition 0.000 description 3
- 241000282412 Homo Species 0.000 description 2
- 241001465754 Metazoa Species 0.000 description 2
- 235000008429 bread Nutrition 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000011440 grout Substances 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 235000018102 proteins Nutrition 0.000 description 2
- 108090000623 proteins and genes Proteins 0.000 description 2
- 102000004169 proteins and genes Human genes 0.000 description 2
- 238000011158 quantitative evaluation Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000005201 scrubbing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000003442 weekly effect Effects 0.000 description 2
- 235000007319 Avena orientalis Nutrition 0.000 description 1
- 244000075850 Avena orientalis Species 0.000 description 1
- 206010012735 Diarrhoea Diseases 0.000 description 1
- 240000005979 Hordeum vulgare Species 0.000 description 1
- 235000007340 Hordeum vulgare Nutrition 0.000 description 1
- 241000209056 Secale Species 0.000 description 1
- 235000007238 Secale cereale Nutrition 0.000 description 1
- 244000098338 Triticum aestivum Species 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000016383 Zea mays subsp huehuetenangensis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 210000004556 brain Anatomy 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000003745 diagnosis Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000010903 husk Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 235000009973 maize Nutrition 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 235000012054 meals Nutrition 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 235000015927 pasta Nutrition 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000009991 scouring Methods 0.000 description 1
- 230000001502 supplementing effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C9/00—Other milling methods or mills specially adapted for grain
- B02C9/04—Systems or sequences of operations; Plant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C25/00—Control arrangements specially adapted for crushing or disintegrating
Definitions
- Specified process parameters are essentially predetermined, variable or constant parameters that affect the process from the outside.
- Variable process parameters are e.g. the relative humidity and the air temperature.
- the input signal sizes of these variable process parameters are e.g. Values in% and in ° C.
- Constant predetermined process parameters are e.g. the type of grain, the type of wheat, the quality of the grain or wheat, the wheat mixture, etc.
- Input signal variables for the type of grain are e.g. the qualitative information of rye, wheat, barley, oats, maize etc., as well as their botanical classification, including fine classification, as used in practice.
- Input signal quantities for the wheat type are e.g. Common wheat and durum.
- the wheat quality can e.g. express the ash content, protein content and gluten content of the wheat, each in% by weight, using the input signal quantities.
- Input signal quantities for the wheat mixture can e.g. consist of the following sequence: X -% by weight of wheat A; Y - wt% wheat B; Z -% by weight of wheat C etc.
- Another constant, predetermined process parameters are the season of the wheat harvest in connection with the cultivation area, the storage time of the wheat, the specific weight of the wheat, the type of rollers and / or roller mills used (input signal sizes are, for example, smooth or corrugated rollers, specific length the rollers used, ie length of the rollers per throughput); Type of cleaning machines, power supply units, scrubbing machines, peeling machines, plan sifters and grit cleaning machines etc. and the throughput of the grain mill system.
- Target sizes are those sizes that are to be achieved through the grinding process; e.g. e.g. the yield of white flours, the flour mixture and the quality, the brightness, the ash content, the moisture, the grip, the baking properties and the water absorption capacity of the flours obtained.
- the process control in a grain mill system is always aimed at obtaining starting variables or products that come as close as possible to the target variables.
- Operational process parameters are essentially those that can be influenced in any way within the grinding process, in particular that is, controllable and / or regulable parameters, for example the roll gap, the roll pressure, the roll speed, the roll temperature, the millbase temperature, the millbase moisture as a result of wetting and protrusion, possibly the mill throughput within the limits given by the minimum and maximum throughput and the sieve fraction, ie the share of sieve rejection to sieve diarrhea.
- the parameter nip ie the distance between the rolls, can be directly assigned to the process element pair of rolls; the process size sieve fraction or the process element "ground material after the roll gap" He is, however, only indirectly allocated.
- a grain mill system is often used to grind grain into flour, pouring and haze.
- the grain mill system generally has several process zones, namely a process zone for grinding preparation (cleaning and wetting), for roller grinding and product extraction by screening and a silo zone for the storage of the starting and end products. This preferably also applies to the subject of the present application.
- the heart of the mill namely the grinding zone, in particular also the roller mills and the cleaning, are connected and controlled in practice only by mutual locking of their individual elements; nevertheless, their operation during the start-up, work and phase-out phase can also be regarded as fully automatic, even without a computer.
- the entire product flow is automatically led by the raw fruit through all process zones in compliance with the correct sequence - also during the individual process stages - in particular over all grinding stages B 1 , B 2 , ..., C 10 , classifiers and, if applicable, grit cleaning machines.
- the desired end products are obtained in stages.
- the reliability of the individual plant elements, i.e. the machines, the mechanical conveying elements, but also the plant control system, etc. has been brought up to such a high standard today that a single man, namely an Obermüller, can operate a large grain mill system with a daily output of, for example, 300 to 400 t can lead; without a computer in the cleaning and grinding zone.
- the mill owner wants to work out as much of the flour core as possible.
- the Obermüller checks and monitors a whole number of factors with his human sensory organs, e.g. the quality of the grain, the image of the first meal, in particular the shell appearance or its fragility, the cracking, the thickness, the surface appearance of the shell, and especially the amount of semolina etc.
- the Obermüller - also with its human sensory organs - also determines the grip of the flour, the taste and fragrance of the bread baked from it, etc., and its baking properties in the laboratory.
- a central computer for controlling the grinding process in a grain mill system has the disadvantage that the entire mill system must be switched off in the event of its failure, possibly even in the event of a malfunction. Furthermore, it seems questionable whether a computer can actually solve those tasks that could previously only be solved by an Obermüller.
- the generic method according to the preamble of claim 1 and the generic grain mill system according to the preamble of claim 6 are known per se from DE-A No. 2413956 (SIMON).
- the operational process parameters indirectly assigned to the process elements (plant elements), namely grinding rollers, namely sieve fractions in the classifiers downstream of the grinding rollers, are subjected to indirect regulation.
- the influencing of the sieve fractions is (only) an indirect regulation because the values of the sieve fractions are influenced by changing the roller spacing until the setpoints specified for the sieve fractions are reached.
- the setpoints themselves are specified in the known generic method or in the known generic grain mill system depending on the type of grain or grain mixture used in the form of a setpoint value scheme and stored in a first memory. So that the actual values of the sieve fractions can be more quickly brought up to their target values in the start-up phase of the grinding process, a further storage device is provided in which those actual values of the roller spacings are stored which the rollers had when the same grain mixture was ground for the last time. These actual values are determined using separate distance sensors. At the beginning of a new grinding of the same grain mixture, the roller pairs are (only) adjusted to these distances, but not controlled or regulated. This is followed by the indirect control of the screen fractions by changing the roller spacing to the desired setpoint scheme.
- the known generic method or the known generic grain mill system accordingly provide for a setting at the beginning of the grinding process and a subsequent indirect regulation of the operative process parameter sieve fractions which can be indirectly assigned to the roller pairs. These processes are controlled centrally via a computer (processor). For the purpose of optimizing the initial setting values and the target values for the sieve fraction schemes, the computer is also overridden by hand. According to DE-A No. 2413956, the above-mentioned measures serve to facilitate the initially correct setting of the grinding salts and to maintain the specified setpoint value schemes for the sieve fractions.
- the teaching according to the invention is based on the object of improving the process for grinding grain specified in the preamble of claim 1 and the grain mill installation specified in the preamble of claim 6 in such a way that the process and the grain mill installation carry out an easier process control while largely maintaining their previous advantages allow the Obermüller.
- the task deliberately involves the miller, i.e. people, in the process management or in the working process of the grain mill system.
- the teaching according to the invention is based, inter alia, on the idea that the product to be processed in a process for grinding grain and in a grain mill system is living matter which is consumed by living beings after it has been processed.
- a grain mill plant is neither a chemical factory nor a cement factory. Therefore, it must not be operated according to these models. Rather, it must be left in its own regularity.
- the invention is based on the knowledge that the consequent displacement of humans from a grain mill system would also lead the mill away from its actual goal, namely to ensure the production of the raw material flour, semolina, etc. for good bread, pasta or the like for humans.
- a good end product can only be achieved if the miller fully interacts with the machines and the control system.
- the process sequence in the individual sections of the grain mill plant is also better controlled by the fact that the participation of the upper miller is made possible at the critical points of a grain mill plant. Because the assembly (computer) along with downstream control chains and / or control loops are assigned those tasks in which they relieve the head miller and can often do even better in the case of pure routine work. It has been recognized that a mill must be run like a modern passenger plane. The mill is to receive an automatic " pilot", who does not replace the guidance during "take-off" (start-up phase), " flying” (work phase) and “ landing” (run-out phase). The active management and control of the grinding process should remain with Obermüller. With his human senses, he should take into account all important influencing factors, especially those that are difficult to measure in terms of equipment, but are often crucial, and should be able to enter appropriate control commands at any time.
- the grain mill system according to the invention is also characterized by increased operational reliability. This is ensured in particular by the decentralized structure of the control system according to the invention.
- the module with a storage unit and downstream control chains and / or control loops can namely be connected to the control means in the sense of a higher order. In the event of malfunctions within the assembly, a simple disconnection of the assembly from the control means is sufficient in order to be able to continue the mill in a conventional manner. Because already the known conventional locking and control means enable simple and safe - quasi automatic - operation, in which the same functional sequences and logical connections can always be carried out automatically within the machine park.
- the machinery is understood to mean the original (process) elements of the mill system. These are e.g.
- settings on the machines e.g. hourly output, roller setting
- control e.g. defines the entire route selection (e.g. product from silo X via cleaning and wetting in stand-alone cell Yy.
- control e.g. defines the entire route selection (e.g. product from silo X via cleaning and wetting in stand-alone cell Yy.
- the teaching according to the invention also allows the mastery of a grain mill system from the simplest step to the com to develop the most complex intervention options so that the experience gained can be continuously expanded and ultimately the highest level can be reached safely.
- This possibility is particularly ensured by the fact that the control chains and / or control circuits which can be controlled by the storage unit (externally) are designed for the direct influencing of operational process parameters which can be directly assigned by the process elements. This ensures a high degree of transparency of the process flow within the mill if the influence of the operational process parameters on the process flow can be determined particularly well. Also, because of the direct control of the operational process parameters directly assigned to the process elements, the risk of build-up of the control processes, particularly during the start-up phase, is largely avoided, thus enabling stable control of the grinding process.
- the Obemüller always remains up-to-date, since it decides whether a change in the control signals assigned to the input signal quantities appears desirable or not. He will always take the target values into account. If he has found an optimal assignment between the input signal sizes mentioned and the control signal sizes, this assignment is ensured by appropriate memory allocation and addressing within the grain mill system.
- control signals are preferably used to set corresponding control loops, the signal outputs of the memory unit being connected to the control inputs of the setpoint transmitters of the control loops.
- the top miller can, for example, reproducibly specify any desired value for an operational process parameter that can be directly assigned to a process element.
- the process element can be, for example, the pair of rolls and the operational process parameter the roll spacing (claims 3 and 8).
- the teaching according to the invention particularly enables a stable start-up phase of the grinding process in that, according to a preferred exemplary embodiment, a control signal, preferably a plurality of control signals, of the group of control signals assigned to the input signal variables is changed.
- a major change in the control signal is preferably carried out in stages depending on the operating time of the grain mill system that has elapsed since the switch-on time.
- the connectivity of the assembly according to claim 6 also enables the automation of already existing systems to be implemented, the existing control means only having to be converted for external control by control chains and / or control loops.
- the control loops can be constructed, for example, by converting the existing control means into actuators and supplementing the corresponding machine parts with actual value sensors and controllers, including comparators (claim 7).
- the memory unit is designed for the programmable change of the control signal group assigned to an input signal size group.
- Appropriate programming of the memory unit means that the control signals can be adapted to a desired behavior of the grain mill system, in particular during the start-up phase (claim 9).
- a further decentralization of the grain mill system is achieved according to a preferred embodiment in that at least one or more process zones (cleaning and wetting, roller milling and extraction of the products by classifying and / or silo system) can be connected (claim 10).
- the memory unit is preferably designed as a read / write memory unit.
- a read / write memory is particularly suitable for opening the stored setpoint-representative control signals to bring up to date.
- the write inputs of the memory unit for writing the memory locations with new setpoint representative control signals can be connected to the signal outputs of the test value control loops (claim 11).
- the elements of the control loops are designed in such a way that the setpoints can be set by hand and then transferred to the storage unit for later specification of the setpoint for the controllers.
- switching means are provided which enable manual adjustment of the grinding gap adjustment device and / or regulation of the grinding roller setting according to manual setpoints and / or according to storage setpoints. If the switching means are switched to manual setting, the miller can try to optimize the grain mill system by manual setting.
- the values corresponding to the manual settings can be determined using the actual value sensors of the control loops or measuring devices to be written and can be written into the memory via the write lines of the memory unit (claim 12; cf. also DE- A No. 2413956).
- control loops for regulating the grinding roller setting are equipped with a code disk or display clock which can be controlled via the grinding gap adjustment device and which directly reproduces the grinding roller setting.
- control loops to only a limited number of grinding roller pairs and to regulate only these grinding roller pairs.
- two to eight passages for example only the passages B 1, B 2 ' ..., e 1 , C 2 ... control loops are assigned (claims 14 and 15).
- the assembly preferably has a master computer (processor) whose control outputs can be connected to the address inputs of the memory unit. This facilitates the correct addressing of the storage unit (claim 16).
- measuring devices are preferably provided for determining further process variables, i.e. process parameters (predefined or operative) and target variables.
- the measuring devices are preferably designed to determine those process variables which are not subject to direct influence by the control chains and / or control loops controlled by the storage unit.
- the measurement signal outputs of the measuring devices can be connected to the control inputs of at least one setpoint generator, at least one memory unit and / or at least one master computer.
- the process parameters that are not directly influenced by the memory unit can be detected and used directly for an assignment to control signals.
- This measure expands the group of input signal variables assigned to the predetermined process parameters to the extent that it also takes into account other process variables, in particular operational process parameters and / or target variables (claim 17).
- the grain mill system is preferably further decentralized in that the assembly has a main computer that can be connected upstream of several master computers. This makes it possible to control several process zones via a main computer. This main computer could e.g. have saved entire weekly or monthly production programs and run them automatically. In addition, accounting tasks can also be assigned to the main computer (claim 18).
- the management of the grain mill system according to the invention by the upper miller is further facilitated and the decentralization and operational reliability are further increased; in the event of errors, these can also be located more quickly.
- control loops including the control, are used to control the flow rate of the regrind means, controller and actual value sensor, arranged at the outputs of the silo container, the outputs of the stand-off cells and / or the inputs of the power supply units (claim 21).
- control means, the regulators and the actual value sensors for controlling or regulating the moisture of the unmilled material are designed in the grain mill system, then the actual value sensors are preferably designed as moisture measuring devices and arranged in front of the stand-off cells and / or in front of the depot for the roller mill B (claim 22).
- At least one pair of rollers has two control means that work independently of one another with assigned regulators and actual value sensors, one control circuit being assigned to one end of the pair of rollers and the other control circuit being assigned to the other end of the pair of rollers.
- the independence of the two control loops enables the roller pair to be optimally adapted to different loading and / or wear conditions within a roller gap (claim 23).
- a flour or semolina brightness measuring device for determining and monitoring its brightness is assigned to each end product quality, the brightness measuring device being followed by control means for automatically controlling the mixing ratio of the individual passage flours in such a way that by measuring the flour or semolina brightness selectable predetermined mixtures of the end product can be put together or switched on.
- the flour or semolina brightness of the flours leaving the individual passages are to be considered as target values with regard to the brightness of a flour mixture or an end product to be maintained (claim 24).
- the measuring device is designed as a temperature measuring device for determining further process variables.
- the sensor of the temperature measuring device is arranged in the wetting and / or roller grinding zone in the area of the regrind path.
- the measurement signal output can be connected to a control input of at least one setpoint generator or a storage unit of the wetting zone and / or grinding zone. Since the temperature represents a not insignificant operational process parameter, it is important to take it into account in the grinding process. By means of the above measure, the temperature in the specified process areas is also taken into account if it is not subject to an influence by the storage unit. The temperature in the grinding roller area is particularly important.
- the measuring sensor of the temperature measuring device is arranged in the grinding roller area and the measuring signal output of the temperature measuring device can be connected to the setpoint generator or the storage unit for the setpoints of the roll distance and / or the roll impression (claim 25).
- the measuring device is designed as a moisture measuring device, the measuring sensor of which is arranged in front of the stand-off cells or in front of the first shot and / or in front of a power supply unit and whose measuring signal output has a control input of at least one setpoint generator or a storage unit for the stand-off zone, Wetting zone and / or grinding zone is connectable (claim 26).
- the measuring device is designed as a pressure measuring device, the measuring sensor of which is arranged in the region of the grinding roller pair and whose measuring signal output can be connected to a control input of at least one setpoint generator or a memory unit for the setpoint specification for controlling or regulating the roller spacing is (claim 27).
- each controller is assigned to exactly one process element and its control means, the individual control loops being independent of one another and the setpoint generators of the controllers being externally controllable - also by hand.
- the conventional control means in addition to the process elements of the first level, the control loops assigned to the individual process elements of the second level and the plurality of elements of the second level superordinate storage unit are preferably assigned to the third level.
- the host computers which can be connected directly upstream of the storage units are also assigned to the third level.
- the fourth level is reserved for a main computer, which controls several process areas (e.g. cleaning, grinding zone). Accordingly, existing disturbance variables on the first or lowest level are not automatically corrected. In the second level, on the other hand, the disturbance variables affecting the control variables are automatically corrected.
- the control loops of the second level are controlled from the third level.
- the control loops or the controllers on the second level are designed so that they can receive external setpoints and - to write new setpoints into the storage system - can send actual values to the higher-level storage system.
- Each level is fully functional and can be uncoupled from the respective higher levels. Interconnecting the levels leads to a particularly effective way of working the grain mill system.
- a roller mill with gap control automated in such a way that it can function for itself without a higher-level storage unit, a master computer or a main computer.
- the gap control on the roller mill is designed in such a way that it can be controlled by a higher-level automation level. It is also easily possible to combine individual groups of passages B ,, B 2 ..., C ,, C 2 ... or individual groups of flow meters within the higher automation level.
- control chains and control loops work autonomously within the areas of responsibility assigned to them. They are only dependent on the storage unit via the lines for the control signals.
- the first run-in of a completely new grain mill system with the three hierarchical levels can be carried out in this way, for example; that the miller first optimizes the grain mill system when the automatic system is switched off. This optimization can be carried out on the basis of the first level or with the aid of decentralized regulation on the second level. If the optimum is found, the current actual values are transmitted to the master computer. These values are now stored by the computer as setpoints for certain, precisely defined process parameters or the input signal quantities determined by them. In this way, associated optimal control signal or setpoint groups can be found and stored for various process parameters. Later, when a certain combination of process parameters occurs again (e.g. again the same mix as two weeks ago), the setpoint scheme found at that time can be simply addressed by entering the input signal quantities assigned to these parameters, called up and transmitted to the individual machines.
- process parameters e.g. again the same mix as two weeks ago
- the stored values can be transferred from one mill to another.
- At least some controllers of the control loops or parts thereof are structurally combined in the grain mill system according to the invention.
- This preferably applies to those control loops which are assigned to the grinding roller control and the flow rate control.
- each roller mill can be assigned its own controller including electronics.
- 40 roller mills and 15 to 20 or more flow rate control devices are present in larger mills, for example, only actual value sensors and actuators are preferably arranged in the individual roller mills and / or means for controlling the flow rate.
- the remaining parts of the control loops are combined in a common module. From this module, only the it value lines and the lines for the manipulated variables lead to the individual machines.
- the combination of the individual controllers in a common module can be done on the second level, i.e. at the level at which regulation is made.
- the controllers can also be combined in the next higher level, namely in the level in which the storage unit and the host computer are located.
- the controllers are preferably integrated in the host computer.
- a structural summary of the controllers for the cleaning zone in particular therefore the controller for the flow rate control, and / or a structural summary of the controllers for the grinding zone, in particular the controller for the grinding roller setting, is provided.
- the respective adjusting means or actuators for the flow rate and / or grinding gap control can be controlled individually (claims 28 to 30).
- part of the function of the measuring devices can also be integrated in the master computer, the master computer then evaluating the values output by the measuring devices accordingly.
- the measuring device is used to monitor a target value and the host computer determines a smaller deviation of the actual value (actually measured output variable) from the target value (target variable) by means of a corresponding comparison, appropriate corrections are then made.
- a deviation of the intended temperature by about 10 ° C can lead to a moisture addition of about 0.2%.
- a target value for the flour brightness is specified, flour that is too dark can be passed to another cell.
- the grinder can be switched off via the host computer or directly by locking.
- the measuring devices are therefore assigned an additional function insofar as they serve to monitor the mill.
- parts of the locking circuits that is to say parts of the first level in the third level, can be integrated in the host computer.
- the integration of the controllers, measuring device and locking parts in the master computer is always carried out in such a way that, in the event of a failure or malfunction of the remaining parts of the master computer, the control loop parts, measuring device evaluation devices and / or locking parts integrated therein are autonomous can continue to work.
- switching means can also be provided with which, for example, the third level (storage unit and host computer) can be connected directly to the first level (control means including locking).
- the third level storage unit and host computer
- the first level control means including locking
- the top miller gains more stability and operational reliability in the grinding process and thus receives a significant improvement in the degree of monitoring of the mill, so that the mill only has to be monitored in larger time intervals. Among other things, this consequently allows the mill to continue to run without personnel or without personal monitoring, for example during the night shift.
- the measuring devices used for the monitoring of target variables in the sense of the invention can emit signals with corresponding limit value settings if deviations from the set limit values occur. These signals can then, for example, cause corresponding changes or shutdowns of the mill, with the intervention being able to take place via the host computer or directly via the lock.
- the silo zone shown in FIG. 1 represents the mill entrance.
- Grain to be ground for example wheat
- the grain is transferred from the goods receipt zone 1 00 to a conveyor system 101, for example a chain transporter.
- the chain transporter conveys the wheat to a height conveyor 102, also called an elevator.
- the height conveyor 102 conveys the grain up several floors within a mill system.
- the grain is then passed through a scale 103.
- the amount of wheat introduced into the grain mill system is measured in the balance 103.
- the ground material flow leads to a cleaning, separating and sieving device 104. In this device, the wheat is first cleaned.
- the wheat is roughly separated from foreign elements, for example by rotating sieves.
- the wheat After passing through the cleaning, separating and screening device 104, the wheat is fed to a further height conveyor 105, which lifts the wheat and feeds it to a further conveyor system 107.
- the conveyor system 107 guides the wheat into one or more input silos 108 arranged in sequence. In the exemplary embodiment shown, five input silos 108 are shown. Each silo has a capacity of approx. 300 t.
- the conveyor system 107 is designed such that a batch of wheat can be introduced into a predetermined input silo 108 with it. By means of the conveyor system 107, different filling quantities of the same wheat or similar types of wheat can accordingly be entered into different silos, each intended for this purpose.
- Suitable silo outlets 109 on the bottom of the silos 108 open when activated accordingly.
- the wheat can optionally be drawn off from the individual silos 108 and run out onto a further conveyor system 110, for example, again a chain transporter.
- the conveyor system 110 conveys the wheat to the height conveyor 102 again. After leaving the height conveyor 102, the rock again passes through the scale 103, the cleaning, separating and sieving device 104 and the height conveyor 105. This time, however, the wheat is not fed to the conveyor system 107 but to a further conveyor system 106 or 106 '(see FIG. 2).
- the wheat arrives in four short-term storage silos 111 via the conveyor system 106, 106 '.
- the term short-term storage silo 111 was chosen because in the short-term storage silos 111 the types and quantities of grain that are required for a desired end product are usually only available for the duration of the grinding of the grain to this end product can be stored in the silos 111.
- the scales 103 also serve to check the weight of the amount of grain removed from the silos 108.
- the weight 103 is used to measure the weight of the amount of grain that is fed to the further grinding process.
- Special silo outlets are provided on the bottom of the short-term storage silos 111, by means of which the silos can be emptied.
- Flow rate control circuits 114 are shown between the silo outlets and a downstream further conveyor system 112, for example a tubular screw conveyor.
- the flow rate control circuits 114 are explained in more detail with reference to FIG. 7.
- the flow rate regulators regulate the wheat supply to the conveyor system 112, which passes into a further height conveyor 113.
- a desired wheat mixture can also be fed to the conveyor system 112 by means of the flow rate control if different types of wheat or cereals are stored in the short-term storage 111.
- Elevator 113 conveys the wheat up to the top floor of a grain mill system. From there, the wheat first arrives at a scale W. After passing through the scale, the wheat is fed to a further cleaning, separating and sieving device 115 known per se, wherein the device 115 can also be equipped with a so-called intermediate separator Z.
- the wheat After passing through the cleaning, separating and screening device 115, the wheat passes through a stone reader 116.
- the stone reader 116 is also known per se. It is used to remove stones or similar foreign bodies from the dry grain.
- an air cleaning device L is also assigned to the dry stone reader 116, which preferably cleans the dust air via pneumatically operated filters.
- trimmer 117 After passing through the stone reader 116, the grain arrives at a so-called trimmer 117, known per se, which removes seeds and other plant parts or similar foreign bodies from the grain. After passing through the drive 117, the wheat is essentially in pure form.
- the now cleaned wheat arrives via a further height conveyor 119 into a wetting zone 120 and from there into resting cells 121 underneath.
- the wetting zone 120 has a control circuit 123 for wetting. This control loop is explained in more detail in FIG. 8.
- the term wetting means moistening the grain.
- the moisture content of the dry wheat is first measured in the wetting zone 120. Based on this measurement result, the amount of water required for the further conditioning of the wheat is calculated. It is known that the best way to process wheat in a grain mill system is if it has a moisture content that - depending on the type of grain - is between 16 and 17%. In the wetting zone, the water is added to the grain in a wetting device 122.
- the wheat After passing through the power supply 122, the wheat arrives in the stand-off cells 121. he lingers for a while in the rest cells with the water supplied to him. The standby time is chosen so that the amount of water added for the required moisture is practically completely absorbed by the wheat. The wheat is then released from the bottom of the stand-off cells 121.
- Flow rate control circuits 126 are again used for this purpose. These control loops 126 can be constructed in the same way as the flow rate control loops 114.
- the grain passes from the flow rate control circuits 126 to a further conveying device 127, for example a tubular screw conveyor, and from there to a height conveyor 128.
- a further conveying device 127 for example a tubular screw conveyor, and from there to a height conveyor 128.
- the wetting and standing process can also be repeated if the desired moisture between 16 and 17% cannot be reached by wetting and standing once.
- the flow rate control circuits 126 form a further possibility of mixing different types of wheat with one another, the individual types of wheat each having the same moisture content.
- the amount of water to be added to the wheat depends on the initial moisture content of the wheat to be processed. If the wheat comes from a hot dry climate, more moisture needs to be added to get the desired moisture content. In this case, the double wetting and standing treatment mentioned above can be carried out. If, on the other hand, the wheat or the grain has a higher moisture content, a single wetting with subsequent standing is sufficient.
- Elevator 128 conveys the wheat a scouring machine 129 which scrubs the surface of the wheat grains in a manner known per se.
- the wheat is then fed to a surface wetting device 130, which is designed in a manner known per se for wetting the wheat surface with water. This increases the moisture content of the surface of the wheat grain husk.
- the wheat is then called a depot upstream of the roller mill B, hereinafter also called depot B, or depot 131, ie it is fed to a further silo.
- depot B the wheat remains for a relatively short time, for example 30 or more minutes.
- the moisture adhering to the surface of the wheat grains penetrates a little into the skin; the wheat swells. This process is also known per se.
- the wheat is fed to a scale 132, which feeds it to the next stage, ie the roller mill or the roller mill B.
- the flow rate control loops 114 and 126 in the wetting and stand-off zone can be controlled by a common storage unit 42, optionally with an upstream master computer 40.
- An example of such a circuit is shown in FIG. 11.
- the control loops 114, 123 and 126 for the flow rate control or for the wetting can be designed such that only one actual value sensor and one actuator is present on the respective machines, while all other parts of the control loops or control chains are integrated in the master computer 40 with memory unit 42 are.
- a line P for recording protocols also emanates from the master computer 40, including memory 42.
- an input control line St i is also provided, which gives control signals to the host computer. Control signals of this type can, for example, originate from the measuring devices 45, which monitor target variables or from sensors of other parameters.
- the output line Sto outputs control signals to locking elements and / or adjusting means for setting operational signals.
- Pneumatic lines are also provided on the right in FIG.
- FIG 3 shows a mill diagram for the zone of grinding and extraction of the products by screening. Wheat coming from depot B, 131 is first fed to roller mill 200 or B, respectively.
- FIG. 5 shows a simplified section from FIG. 3 in the form of a flow diagram, the section having six roller mills B "B 2 , B 3 , e" C 2 , C 3 , six classifiers and two grit cleaning machines; 5 is used for a better understanding of FIG. 2.
- the section shown in FIG. 5 has three crushing roller mills 140, 141 and 142 together with associated sifters 143, 144 and 145.
- the rollers of the crushing roller mills are called crushing rollers because they break the grain.
- the crushing rollers have a corrugated surface. That is why they are also called corrugated rollers.
- plan sifters can be used as sifters.
- three grinding roller mills 146, 147 and 148 with associated sifters 149, 150 and 151 are provided.
- the rollers of the grinding roller mills have a smooth surface; they are therefore also called smooth rolls.
- Two grout cleaning machines 152 and 153 are arranged between the crushing rollers and the smooth rollers.
- roller mills, classifiers and grit cleaning machines are known per se. According to the invention, however, their adjustment means are designed such that they can be controlled by the controllers 50, 50a, 50b, 50c and 50d symbolized in FIG. 3. They therefore represent actuators within a control loop. This will be dealt with in more detail, for example using the description of FIG. 11.
- the material to be ground passes from the balance 132 (FIG. 2) to the first crushing rollers 140 and from there to the sifter 143.
- the sifter 143 has two sieves, namely a first sieve 154 with approximately 30 wires per inch and a second screen 155 with a mesh size of about 150 microns.
- the outputs 156, 157 and 158 of the screens 154 and 155 therefore give the so-called repulsion, i.e. the part that does not fall through the sieve (exit 156), semolina (exit 157) and flour (exit 158).
- the flour coming out of the sieve outlet 158 is fed via an outlet line 159 to a container B ", for example another silo.
- the discharge given off from the sieve outlet 156 is fed to the next crushing rollers 141.
- the semolina discharged from the sieve outlet 157 is fed to the semolina cleaning machine 152 cleaned, for example by aspiration, the wheat kernels and shell parts being fed to the outlet 161 and the semolina to the outlet 160.
- the parts fed to the outlet 161 are then fed to the next crushing rollers 141 together with the push-off at the outlet 156 of the classifier 143. This at the outlet 160 pending pure semolina is fed to the first pair of smooth rollers 146.
- the material ground in the crushing rollers 141 is in turn fed to a classifier, namely the classifier 144, which has a first screen 162 of approximately 36 wires per inch or inch and a second screen 163 of approximately 132 microns in mesh size.
- the sifter 144 has an exit 164 for the kick, an exit 165 for the semolina and an exit 166 for the end product flour.
- the flour present at the sieve outlet 166 is fed to an outlet line 167 and fed into an end product container, for example a silo B 2 , for the regrind coming from B 2 .
- the repulsion pending at the exit 164 becomes the last crushing roller pair 142 shown in FIG. 5 fed.
- the semolina present at the exit 165 is fed to the second semolina cleaning machine 153.
- the outlet 168 there is pure semolina, which is fed to the second pair of smooth rollers 146.
- the exit 169 of the grit cleaning machine 153 or S2 shell parts and remaining parts are in turn, which are fed to the last crushing roller mill 142.
- the material ground in the last pair of crushing rollers 142 is fed to the sifter 145; the sifter 145 has a first screen 170 with approximately forty wires or meshes per inch or inch and a second screen 171 with a mesh size of approximately 132 ⁇ m.
- the classifier 145 is equipped with an output 172, from which the repulsion is fed to an output line 173. Via the output line 173, the shell residues or the bran are again fed to a container provided for this purpose, for example in turn to a silo.
- the classifier 145 is also equipped with a further output 174 for semolina, which is fed to the second classifier 153.
- the end product flour is present at the exit 175 of the classifier 145 and is fed via the outlet line 176 to a silo which receives the flour ground by B 3 and is therefore called silo B 3 .
- the product ground in the pair of smooth rollers 146 reaches the sifter 149, which has two screening stages 177. Sieve stages 177 work in parallel and have a mesh size of approximately 150 flm.
- the classifier 149 is equipped with outputs 178 and 179. At the exit 178 there is the screen rejection which is fed to the next pair of smooth rollers 147. Flour is present at outlet 179, which is fed via an outlet line 180 to a container for the end product flour. This container is e.g. a silo C,.
- the classifier 149 also has a coarse screen 181 which has approximately 40 meshes per inch. The rejection of this coarse screen 181 is fed to the last sifter 151.
- the coarse sieve 181 essentially consists of shell parts. It can also contain a little flour, which is separated by means of the last classifier 151.
- the regrind from the second pair of smooth rollers 147 is fed to the sifter 150, which also has two sieves 182.
- the sieves 182 have a mesh size of approximately 132 ⁇ m and work in parallel. Both screens 182 are repelled at exit 183; from there it reaches the last pair of smooth rollers 148.
- Flour which is present at the exit 184 of the classifier 150, passes through an outlet line 185 into a corresponding container.
- the classifier 150 also has a preliminary or coarse screen 186 with approximately fifty meshes per inch or inch. The rejection of the coarse screen 186 also reaches the last classifier 151.
- the material emanating from the last smooth rollers 148 is fed to the classifier 151, which likewise has two screens 187 working in parallel. Each of these two screens has a mesh size of approximately 132 f lm. The repulsion of these sieves passes through the outlet 188 and the outlet line 189 into a container for fine bran.
- the flour obtained in the sifter 151 reaches a flour silo via the outlet 190 and the outlet line 191. From the above description it is apparent that the unmilled grain arriving at the first pair of crushing rollers 141 is successively broken, sifted and cleaned in order to obtain several flour qualities at the exits 159, 167, 176, 180, 185 and 191. These flour qualities are referred to in FIG.
- the flour is separated from the shell parts which are discharged through the output lines 173 and 189.
- the number of roller mills, classifiers and grout cleaning machines is usually considerably higher. This number depends on the one hand on the type of grain to be processed and the grain mill system used for this. Furthermore, the number depends on the amount of ground material to be processed and the desired end product.
- the exemplary embodiment shown in FIG. 3 for the grinding zone has considerably more roller mills, classifiers and semolina cleaning machines, namely up to 20 cylinder mills 200, up to twenty classifiers 201 and up to ten semolina cleaning machines 202.
- the controllers 50, 50a, 50b, 50c and 50d shown in FIG. 3, together with assigned switches 27, setpoint transmitters 52 and actual value feedback lines S, are explained in more detail with reference to FIGS. 1.6 to 9 and 11.
- the individual controllers 50, 50a, 50b, 50c, 50d can also be located in the grinding zone within the second level mentioned at the beginning or in the third level, i.e. be summarized in the host computer.
- the combination of the controllers is preferably designed so that only the actual value sensor and the actuator or the servomotor are provided on the machine parts to be controlled.
- the rest of the control loops are in a common module, be it on the second level or on the third level, i.e. in the host computer, summarized and integrated if necessary. However, the summary is preferably designed so that each machine part can be controlled individually.
- the control of the roller mills preferably takes place via the roller adjusting means known per se, which, however, are changed compared to the known adjusting means insofar as they can be controlled by control signals.
- the module in which the controllers or parts thereof are combined is symbolized by block 500 in master computer 40 with memory 42. However, it is not absolutely necessary that a controller is assigned to each of the roller mills and / or that all controllers are integrated in module 500. It is often sufficient to regulate only a certain number of roller mills.
- the conventional control or locking means which lock the individual machine parts together, can also be integrated in the master computer 40 insofar as the commands ON / OFF etc. originate from there.
- the necessary control signals can be determined for example by means of a data stored in the host computer 40 program.
- the brightness measuring devices 213 are scales 216 downstream whose Messignalaus sau are supplied to a yield calculator 600th the yield computer outputs the actual values as actual values in the control computer, which compares these values with target values for the yield, the feedback lines to the control computer 40 emanating from the brightness measuring devices 213 and the yield computer 600 accordingly lead to constant monitoring of the system
- the master computer can assign a specific setting of the operational process parameters within the grinding zone - taking into account the specified final parameter values for quality, yield, etc. These assignments can be printed out, for example, via a protocol line P, so that an increased transparency of the operation of the grain mill system can be achieved.
- the controller 50 ′′ provided for the flour mixing can also itself be designed as a programmable controller, whereby it outputs manipulated variables for the mixing flaps depending on the measured brightness values of the flours.
- the aforementioned integration of the controller parts, timing chain parts and locking parts in the host computer means that if the actual output variables deviate too much from the target variables, control signals are first used to try to reduce the deviation, an alarm signal is given and / or the mill is switched off.
- the components shown with the reference symbol L essentially serve to purify the air flowing through the mill system.
- the part of the mill diagram shown in FIG. 4 of the grain mill system according to the invention serves to store and pack the mill products that were obtained in the grinding and classifying zone according to FIGS. 3 and 5.
- the flour present at the exits of the grinding zone according to FIG. 3 is in three qualities I, II and III and reaches the silo zone according to FIG. 4 in these three qualities.
- the three flour qualities via the lines 218 by means of a pneumatic elevator 219 Group of silos 220 fed for the final products.
- the lines 218 are connected to the pneumatic elevators 219 via air locks 221. Compressed air is fed to the pneumatic elevators via valves 222.
- the three different flour qualities in the three lines 218 can be mixed in different proportions and introduced into the individual silos 220.
- Vibratory discharge funnel 223, i.e. Funnels which are vibrated are provided at the bottom of each silo 220.
- the flour is fed from the vibrating hopper 223 to a conveyor system 224. From there it reaches a further conveyor system 226 via a height conveyor 225.
- flow-rate regulators by means of which a further mixing of the flours is possible, can in principle also be connected downstream of the vibrating outlet funnels 223.
- the flour can either be fed back into the silos, a further mixing effect being possible.
- the flour can also be fed to a constant level container 227, which is known per se.
- the constant level container 227 is upstream of a scale with a packing machine connected downstream.
- the packing machine 228, which is known per se the flour is packed in sacks and made available for transport from the grain mill system.
- the conveyor system 226 can also feed the flour to a further discharge, from which it is filled directly into containers, for example into containers on trucks or railroads. 4, a further silo 229 with associated collecting and conveying lines, height conveyors and further devices for storing bran or other material that falls off in the individual process stages is also provided. This material is fed to silo container 229, for example, via output lines 173 and 189 in FIG. 5. It can be used as animal feed or for other purposes.
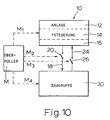
- the dashed lines illustrate the possibilities for the upper miller M to intervene in the grain mill system according to the invention.
- the dash-dotted lines illustrate the interactions between the machine park and its control means, including the locking system known per se with the Assembly.
- the solid lines represent the signal flow between the elements of the assembly 30.
- the grain mill system has a machine park 12, the locking unit 14 known per se for controlling the machine park and actuators 16, including servomotors and actuators. These three units are combined as a system plus controller 10.
- the system plus control system 10 comprises the silo tract, the cleaning section and the actual mill.
- the system plus controller 10 can be switched on via the first switches 20 and 26 of the assembly 30. The connection is made by the Obermüller M.
- the assembly 30 has the master computer 40 which controls the memory unit 42, also called the setpoint memory 42.
- the setpoint memory 42 specifies setpoints to the controllers 50 1 to 50 n in accordance with the command from the host computer.
- the controllers 50 to 50 0 intervene in process zones 51 to 51 n .
- the grain mill system according to the invention preferably has three control computers with subordinate components as shown in FIG. 11, one control computer being assigned to exactly one process zone, namely the silo, cleaning and actual mill zone.
- the assembly 30 has a main computer 60 which interacts with two or more master computers including downstream components according to FIG. 11. As soon as the assembly 30 for the mutual flow of information is connected to the system plus controller 10 by actuating the first switches 20 and 26, at least one control loop is established.
- the method area shown in FIG. 11 has the actuators 16 according to the invention and the locking unit 14 known per se.
- the locking unit 14 known per se can be operated directly by the upper miller M. If the top miller M switches on at least one switch 26 and / or 26 n via the intervention line M 3 , then a connection is established between at least one controller 50 1 to 50 n , at least one process zone 51 to n and that of the system controller 16 including the lock 14 produced. This connection creates at least one control loop. For reasons of clarity, the comparator and the control amplifier are not shown separately in FIG. 11.
- each controller for example controller 50 0, receives the nth actual value, determines the control deviation and outputs a corresponding manipulated variable to the system controller 16, including the lock 14. This regulates the controlled variable.
- the controller 50 1 to 50 n can be given the setpoint manually by the top miller M via the line M 4b . Separate setpoint devices are provided for this purpose. Furthermore, second switches 27, to 27 must be switched accordingly by the upper miller M in order to establish a connection between the setpoint generators 52, to 52 n and the corresponding controllers 50, to 50 n .
- the switches 27 to 27 n are switched such that a connection between the controllers 50 1 to 50 n and the setpoint memory 42 is established.
- the command value storage 42 is for each controller 50, 50 to at least one setpoint representative control signal n is stored.
- several setpoints or control signals are stored for each controller 50 to 50 n , the selection of the setpoint to be given to the controller either by appropriate addressing of the memory location by Obermüller M or by addressing by means of one or more measuring devices 45 or by addressing by the Input signal size group is made.
- the measuring devices 45 measure operative process parameters, for example temperature, humidity and / or pressure in the grinding roller gap, and / or target values.
- setpoints or control signals are controlled in the setpoint memory 42 by the outputs of the measuring devices 45, which Obermüller M had previously stored as optimal under the given process conditions.
- Such optimal values are stored, for example, in that the upper miller M first regulates the controlled variables by hand until he obtains optimal results and then outputs these results as setpoints for the further process in the setpoint memory 42.
- the lines S 1 and S n are provided for this purpose.
- the actual value optimally set by the Obermüller thus becomes the new setpoint or a new control signal after being stored in the setpoint memory 42.
- the master computer 40 is connected upstream of the setpoint memory 42.
- the master computer 40 is designed in such a way that, when specifying or entering process variables, for example grain type, grain type, grain mixture and / or desired end product, etc., it addresses the storage locations in the setpoint memory 42 that match this and thereby a setpoint specification for the controllers 50 corresponding to these storage locations 1 to 50 n causes.
- the master computer 40 must also first receive from Obermüller M the input signal variables which are assigned to the predetermined process variables just mentioned. From these input signal quantities, he formulates the address signals for the corresponding control signal representative setpoint values.
- connection of the master computer 40 in front of the setpoint memory 42 has the advantage that the upper miller M is made easier to adjust the mill system at a later point in time if the same or similar predetermined process variables are available.
- the Obermüller M only has to have the corresponding On gave the master computer 40, whereupon the latter then automatically selects the correlated target values.
- the measuring devices 45 can also first control the master computer 40 with the measured values for the operational process parameters and / or target values, whereupon the master computer 40 then selects and corrects the corresponding correction target values in the target value memory 42 their output as setpoint values for the controllers 50 to 50 n .
- setpoint diagram in the setpoint memory i.e. symbolizes a control signal group, with for example each group being assigned a group of input signal quantities and each column being assigned a group of control signals (setpoints).
- a control signal group i.e. symbolizes a control signal group, with for example each group being assigned a group of input signal quantities and each column being assigned a group of control signals (setpoints).
- Such a scheme can be implemented, for example, by a punch card.
- a connection AS is also provided between the system controller 16, including the lock 14 and the setpoint memory 42.
- the setpoint memory 42 can be directly addressed via this line AS, for example as a function of the respective process status of the grinding process. This applies in particular to the start-up and phase-out phase. As a result, the target value memory 42 can be given specific target values that are separate for these phases.
- These setpoints are then so-called command variables, since they are at least presented as functions that change over time.
- the above-mentioned feedback between the setpoint memory 42 and the system control, including the lock 14, also serves in the event of an emergency that might occur, which would require the module to be switched off immediately.
- the feedback AR between the controllers 50 1 to 50 n and the system controller 16, including the lock 14, serves the same purpose.
- the switch 26 a is used to switch from manual to automatic via the access M z . 3 '
- the connecting line AV is provided in a manner known per se.
- the upper miller M has direct access to all components, so that he can intervene at any time in a controlling manner.
- the exemplary embodiment shown schematically in FIG. 12 differs essentially from the exemplary embodiment according to FIG. 11 in that a main computer 60 is superordinate to the master computer (s) 40.
- the main computer 60 can also be connected to the process areas 30 a to 30 n via third switches 62 1 to 62 n . These switches are also accessible for direct access by the upper miller M.
- the main computer 60 can also be operated by the Obermüller M via an ON / OFF switch 63.
- the output variables of the measuring devices 45 for the process variables are fed to the main computer 60.
- the latter processes the values supplied to it for forwarding to the master computer 40, controlling the setpoint memories 42 and controlling the control chains and / or control loops.
- the embodiment according to FIG. 13 essentially differs from the embodiment shown in FIG. 12 in that the main computer with the system control and interlocking is integrated to form a unit 70.
- control computers with setpoint memories are connected upstream of the regulators and / or control elements, the control computers being designed for the selection and / or correction of individual setpoints (groups) or control characteristics.
- a control computer with a setpoint accumulator is provided for each of the silo section, the cleaning section and the mill.
- main computers are preceded by a main computer which, for example, specifies weekly programs, monthly programs, etc.
- the main computer, the control computer and / or the collective memory can be connected to the outputs of the measuring devices for operational process parameters, specifically for the selection and / or correction of setpoint values or control signals.
- the hierarchical levels are all connected to one another via switches which can be actuated by the Obermüller M. It is also important that the hierarchical levels are fed back to one another in such a way that in the event of an error in one of the levels, the next lower level is automatically decoupled from the higher level. This point of view applies not only to the levels as a whole, but also to individual sections or control loops within or between the levels.
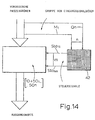
- FIGS. 14 and 15 illustrate schematic flow diagrams of the process control or an exemplary embodiment for a matrix-based storage unit 42.
- a group of selected process variables is evaluated quantitatively and qualitatively and supplied to the memory unit 42 as a group of input signal variables Q 1 M 1 , ..., Q n M n .
- This group of input signal quantities serves as an address signal for addressing or selecting control signals St o11 ,... St o1n previously stored in the memory unit 42.
- the control signals correspond to the setpoints in the control loops or a predetermined change in the control characteristic of timing chains.
- the control chains and / or control loops are designed to influence operational process parameters that can be directly assigned to the process elements.
- the storage unit 42 is designed as a three-dimensional matrix-shaped storage unit.
- qualitative and quantitative evaluations of the predetermined cereal mixtures M 1 ' M z and M; 3 and the quality of the mixture or of the mixture proportions 0 1 , Q 2 and Q 3 are provided as input signal variables.
- the input signal size group M 1 , Q 1 is assigned to a control signal size group St o11 , .., St o1n provided in a vertical column. This control signal size group then influences the operational process parameters.
- the input signal quantities Q 1 to Q 3 can also be target quantities for desired flour qualities.
- the table below shows an example of an assignment between some predefined process variables (input signal variables) and some operational process parameters (control signals or memory data).
- the table is only an illustration and does not claim to be complete.
- FIG. 9 shows an exemplary embodiment of the arrangement shown in FIG. 3 for the automatic mixing of the passage flours with three flour qualities on an enlarged scale.
- the passage flours are supplied via flow slide valves 210 via the output lines 159, 167, 176, 180, 185 and 191 (cf. FIG. 5).
- the slide valves are designed as three-way control valves in such a way that the incoming passage flours are directed in three different directions and can be fed to the three conveyor systems 211.
- the conveyor systems 211 are preferably designed as tubular screw conveyors. As a result, the supplied portions of the passage flours are mixed. Accordingly, by appropriately actuating the slide valves 210, different mixture proportions can be supplied to the three delivery systems 211.
- the conveyor systems 211 are preferably subjected to vibration, which leads to better mixing.
- the brightness measuring devices 213 already mentioned are arranged downstream of the outputs 212 of the conveyor systems 211.
- the output signal quantities of the measuring devices 213 are recorded within the electronic circuits 214 and supplied in the form of electrical signals via the lines 215 shown in FIG. 3 to the controller 50 n provided for the mixing and / or the master computer 40.
- the controller 50 n and / or the master computer determine by comparison the deviation of the actual brightness signal from the target variable or the target value for the flour brightness and emit a corresponding manipulated variable signal to the mixing flaps of the flow slide valves.
- the control computer 40 which in turn makes a comparison between the target size and the actual yield of white flour and, depending on the comparison result, outputs control signals to the slide valves.
- the master computer is designed in such a way that, in the event of major deviations in the actual yield from the desired yield, it influences the grinding roller setting via control signals, emits an alarm and / or the locking device switches off the mill or parts of the mill.
- FIG. 6 A further exemplary embodiment for the control of an operational process parameter, namely the roll gap, is shown in FIG. 6, the roll gap itself being subjected to regulation by means of a control loop, but the controller of the control loop being controlled.
- 6 shows a pair of rolls designed as a roll set.
- the pair of rollers shown has a right grinding roller 230 and a left grinding roller 230 '.
- the grinding rollers are rotatably supported in roller housings 232 and 233.
- the roller housings in turn are fastened to a tie rod 234 via bolts 235, 235 '.
- the attachment is carried out in such a way that the right grinding roller 230 can be pivoted within the housing assigned to it relative to the left grinding roller 230 '. This pivotability enables the roll gap to be changed.
- the left grinding roller 230 ' is held in an upright position by a pin 231 provided in addition to the pin 235'.
- the two bearing housings 232 and 233 are mutually adjustable by means of a guide spindle 236. Rotation of the lead screw 236 changes the nip.
- an electric servo motor 238 is provided, which serves as an actuator and acts on the guide spindle 236 via a suitable reduction gear.
- a servo amplifier is connected upstream of the servo motor.
- the servo motor 238 acts as an actuator in the control loop to be described. Further
- a handwheel 239 is provided, with the aid of which the guide spindle 236 can also be rotated - likewise via a corresponding reduction gear.
- the roller spacing is accordingly adjustable by handwheel 239 from Obermüller or by servo motor 238.
- a proximity switch consisting of the transmitting part 240 and receiving part 241, is arranged at the upper end of the bearing housing 232, 233. This proximity switch emits an electrical signal which corresponds to the distance between its transmitter 240 and its receiver 241. Since the proximity switch 240, 241 is firmly connected to the bearing housings 232, 233, this corresponds to signal emitted by the proximity switch simultaneously the distance between the two rollers.
- Proximity switch 240, 241 which is designed as a transmitter and receiver, can also be replaced by another suitable proximity measuring device.
- the controller 50 already shown in the figures described above comprises a comparator or comparator for a comparison between the actual value and the setpoint, a downstream signal amplifier and a converter for emitting a suitable manipulated variable, i.e. a suitable signal for controlling the servo or servo motor 238.
- the controller output is fed to the servo motor 238 via the line 24.
- the servo motor can be uncoupled from the controller 50 by means of the switch 26 already described, for example for the purpose of a desired manual setting of the grinding roller gap using the handwheel 239.
- the signal emanating from the proximity switch 240, 241 is fed as an actual value via line 57 to the controller input.
- the comparator it is then compared with a setpoint which is given to controller 50 via line 53 (cf. FIG. 11).
- the setpoint can be adjusted manually via input M4b. However, it can also be specified by the memory unit or a collective data memory for setpoints 42 when the switch 27 is closed.
- the setpoint generator 52 can therefore be controlled directly by the top miller.
- the setpoint generator 52 can be controlled by the memory unit 42.
- the memory unit 42 is connected upstream of the master computer 40 for automatic setpoint specification.
- the values determined by quantitative and qualitative evaluation of the predetermined mixture and quality are input to this master computer 40 as input signal quantities. This group of input signals then serves as an address signal for the setpoint of the roller spacing.
- the storage unit 42 is followed by a series of further regulators 50 for regulating further process parameters, for example further roller nips. Because the use of a memory for controlling only a single process variable within the entire mill system would not be justifiable for economic reasons. Furthermore, the output signals of a temperature measuring device 45 T and a pressure measuring device 45 D can be supplied as address signals. The sensors of these measuring devices are symbolically identified by the reference numerals 242 and 243.
- FIG. 6 also shows the possibility of storing new control signals or signals representative of setpoint values in the storage unit 42.
- the line S 1 (cf. FIG. 11) is provided, which sends the signals from the receiver part 241 of the proximity switch 240, 241 to the master computer 40 feeds. This then writes corresponding setpoint representative control signals into the memory unit 42.
- the top miller can, for example by turning handwheels 239, adjust the nips of several pairs of grinding rollers until he has found optimal values and then write these settings into the storage unit 42 via line 57, S.
- Each pair of rollers shown in Figures 3 and 5 can be equipped with a controller in this way.
- the controllers can then be connected together with the master computer 40 or the storage unit 42.
- the controllers 50 can also be integrated in the master computer, which is particularly advantageous in the case of twenty or more pairs of rollers to be controlled.
- roller pairs are exemplary embodiments for the process zones 51 to 51 n shown in FIG. 11. Further correlations between the exemplary embodiment shown in FIG. 6 and FIG. 11 can be seen in that corresponding parts have been given the same reference numerals.
- the exemplary embodiment mentioned above showed a control loop within the grinding zone.
- FIG. 7 Another exemplary embodiment of a controllable control loop within the cleaning zone is illustrated with reference to FIG. 7.
- the regulation carried out here relates to the flow quantity regulation, which has already been addressed in FIG. 2.
- Each flow rate control circuit 114 here has a pivotably arranged plate 250 which is elastically biased against an angular deflection.
- the grain flow impinging on plate 250 exerts a torque on plate 250.
- the angle of rotation corresponds to the grain flow rate.
- the angular deflection of plate 250 is converted into an electrical signal and fed to controller 50 via line 57.
- the controller 50 receives a setpoint signal via the line 53, which is specified by the memory unit 42 in the position of the switch 27 shown. In the other position of the switch 27, the setpoint signal is set by the setpoint generator 52.
- the line S leads to the memory unit 42, possibly via the master computer 40, and is used to write new control signals representative of setpoint values into the memory unit 42.
- any desired grain mixture can be fed to the conveyor system 112 by specifying corresponding setpoints.
- the controllers are also integrated in a common module, this integration being able to be carried out both at the second level, that is to say the control loop level, or also at the third level, in this case in the host computer.
- the switch 27 gives the option of switching off the second level, ie the control loop level from the third level, ie from the host computer and the storage unit.
- a switch corresponding to the switch 26 in FIG. 11 between the controller 50 and the control means the flow rate control loop would enable the decoupling of the second level from the first level.
- FIG. 2 A further exemplary embodiment of the control of a grain mill system according to the invention is represented by the regulation or control of the grain moisture shown in FIG. 8.
- FIG. 2 is used here.
- the grain to be moistened is first passed through a moisture measuring device 260.
- the moisture measuring device 260 emits an electrical signal via the line 261 which corresponds to the moisture content of the grain supplied.
- the amount of water that is required to achieve the desired moisture content is calculated. This calculation is carried out either in a local, permanently programmed computer 263 provided for this purpose, or, for example, in the host computer 40.
- the moistening, ie the wetting of the grain takes place in the power supply unit 12.
- the amount of water required can be specified, for example, as a setpoint for a water flow rate controller. If the calculation is carried out in the control computer 40, the switch 27 2 is switched to the position shown in FIG. 8. If the setpoint for the water flow rate is to be predetermined by manual testing, then the switch 27 z is switched to the lower, dashed position. If the target value for the water flow rate is determined by the local computer 263, the switch 27 z is in the middle position. When calculating the setpoint for the water flow rate, the flow rate of the grain is usually also taken into account. The controller 50 2 is provided to regulate the water flow rate. This controller is given the setpoints via line 53 z . The controller receives the actual value via line 57 2 .
- the actual value line ends at a measuring device within a valve 264 for controlling the flow rate.
- the error signal is determined in the controller 50 2 by comparison between the actual value and the target value, and the manipulated variable is derived from this error signal, which is fed to the control valve 264 via the line 266.
- line S 2 is again provided, which is connected to a corresponding write input of memory unit 42 or to master computer 40. Via the line S 2 , a flow rate value can be written into the memory which is representative of an optimal water flow.
- the control valve 264 for controlling the water flow rate can also be controlled by hand, so that the top miller can intervene directly in the lowest level of the hierarchical structure. Accordingly, the water flow rate can also be controlled both from the first level, from the second level and from the third level, if appropriate also from the fourth level.
- the parameters mentioned in the introduction to the description for example the relative humidity and the temperature - in addition to further input signal variables, for example quantitative and qualitative values which are assigned to the type of grain, the grain quality, etc. -, are used as address signals for addressing a corresponding setpoint representative control signal in the memory unit 42.
- the address inputs of the memory unit or of the master computer can be provided with visual displays, so that the top miller can always control which process elements he assigns control signals and which process variables he started with.
- a writing device or protocol device can be connected to the master computer, which writes down the input variables, the control signals and the output variables obtained. This measure serves the further transparency of the management of a grain mill plant.
- the memories are preferably designed as digital memories, with correspondingly digitized input variables being specified and digitized control signals being output from the memory.
- a clock is suitable for checking the states of the individual process elements in the above sense, by means of which the individual process elements are cyclically queried for compliance with states or process parameters.
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Disintegrating Or Milling (AREA)
- Crushing And Grinding (AREA)
- Adjustment And Processing Of Grains (AREA)
- Drying Of Solid Materials (AREA)
- Feedback Control In General (AREA)
Description
- Die Erfindung bezieht sich auf ein Verfahren zur Vermahlung von Getreide in einer Steuer- und Regeleinrichtung zur Beeinflussung von Prozesselementen (Mahlgut und Anlageelemente) und diesen zuordenbaren operativen (während der Vermahlung willkürlich beeinflussbaren) Prozessparametern aufweisenden Getreidemühlenanlage, bei welchem
- - von den ausgewählten vorgegebenen (während der Vermahlung nicht willkürlich beeinflussbaren) Prozessgrössen (vorgegebene Prozessparameter, Zielgrössen) Getreideart oder Getreidemischung ausgegangen wird und
- - die operativen Prozessparameter in Abhängigkeit von Steuersignalen gesteuert oder geregelt werden, die ihrerseits von durch (quantitative und/oder qualitative) Bewertung der ausgewählten vorgegebenen Prozessgrössen erhältlichen Eingangssignalgrössen abhängig sind (Oberbegriff des Anspruchs 1).
- Die Erfindung bezieht sich auch auf eine Getreidemühlenanlage mit
- - Steuermitteln zur Steuerung, einschliesslich Verriegelung, von Prozesselementen (Mahlgut und Anlageelemente) und zugeordneter operativer (währenu der Vermahlung willkürlich beeinflussbarer) Prozessparameter, insbesondere während der Anlauf-, Arbeits- und Auslaufphase,
- - einer Baugruppe mit wenigstens einer Speichereinheit zur Ablage von Steuersignalen auf ihren Speicherplätzen und steuerbaren Steuerketten und/oder Regelkreisen zur Beeinflussung der operativen Prozessparameter in Abhängigkeit von den Steuersignalen, wobei
- - die Speichereinheit zur gruppenweisen Adressierung ihrer Speicherplätze durch solche Eingangssignalgrössen ausgelegt ist, die durch quantitative und qualitative Bewertung der ausgewählten vorgegebenen (während der Vermahlung nicht willkürlich beeinflussbarer) Prozessgrössen (vorgegebene Prozessparameter, Zielgrössen) Getreideart oder Getreidemischung erhältlich sind, und
- - die (Lese-)Signalausgänge der Speichereinheit mit den Steuereingängen der Steuerketten und Regelkreise verbunden sind (Oberbegriff des Anspruchs 6).
- Vor einer Beschreibung des technischen Hintergrundes, von dem die erfindungsgemässe Lehre ausgeht, sollen einige in vorliegender Anmeldung verwendete Begriffe näher erläutert werden:
- 1) Vorgegebene Prozessgrössen setzen sich im wesentlichen aus
- 1.1) vorgegebenen Prozessparametern und
- 1.2) Zielgrössen zusammen.
- 2) Operative Prozessgrössen bestehen im wesentlichen aus
- 2.1) operativen Prozessparametern.
- Die vorgegebenen Prozessgrössen und die operativen Prozessgrössen bilden im wesentlichen die Prozessgrössen.
- 3) Eingangssignalgrössen werden die Daten genannt, die durch quantitative und/oder qualitative Bewertung der vorgegebenen Prozessgrössen erhalten werden.
- 4) Prozesselemente werden das zu vermahlende Gut und die Arbeits- bzw. Anlageelemente (Maschinen) der Getreidemühlenanlage genannt.
- Zu 1.1) und 3): Vorgegebene Prozessparameter sind im wesentlichen dem Prozess vorgegebene, variable oder konstante Parameter, welche auf den Prozess von aussen einwirken.
- Variable vorgegebene Prozessparameter sind z.B. die relative Luftfeuchtigkeit und die Lufttemperatur. Die Eingangssignalgrössen dieser variablen Prozessparameter sind z.B. Wertangaben in % und in °C.
- Konstante vorgegebene Prozessparameter sind z.B. die Getreideart, die Weizenart, die Getreide- bzw. Weizenqualität, die Weizenmischung etc. Eingangssignalgrössen für die Getreideart sind z.B. die qualitativen Angaben Roggen, Weizen, Gerste, Hafer, Mais etc., sowie deren botanische Klassifizierung, einschliesslich Feinklassifizierung, wie sie in der Praxis verwendet wird. Eingangssignalgrössen für die Weizenart sind z.B. Weichweizen und Durum. Die Weizenqualität lässt sich z.B. durch die Eingangssignalgrössen Aschegehalt, Proteingehalt und Klebergehalt des Weizens, jeweils in Gew.%, ausdrücken.
- Eingangssignalgrössen für die Weizenmischung können z.B. aus nachstehender Folge bestehen: X - Gew.% Weizen A; Y - Gew.% Weizen B; Z - Gew.% Weizen C etc.
- Als weitere konstante vorgegebene Prozessparameter lassen sich noch nennen die Jahreszeit der Weizenernte in Verbindung mit dem Anbaugebiet, die Lagerungszeit des Weizens, das spezifische Gewicht des Weizens, die Art der verwendeten Walzen und/oder Walzenstühle (Eingangssignalgrössen sind z.B. Glatt- oder Riffelwalzen, spezifische Länge der verwendeten Walzen, d.h. Länge der Walzen pro Durchsatzleistung); Art der verwendeten Reinigungsmaschinen, Netzgeräte, Scheuermaschinen, Schälmaschinen, Plansichter und Griesputzmaschinen etc. und die Durchsatzleistungen der Getreidemühlenanlage.
- Zu 1.2): Zielgrössen werden diejenigen Grössen bezeichnet, die durch den Vermahlungsprozess erzielt werden sollen; also z.B. die Ausbeute an weissen Mehlen, die Mehlmischung und die Qualität, die Helligkeit, der Aschegehalt, die Feuchtigkeit, die Griffigkeit, die Backeigenschaften und die Wasseraufnahmefähigkeit der erhaltenen Mehle. Die Verfahrensführung in einer Getreidemühlenanlage ist stets darauf gerichtet, Ausgangsgrössen bzw. Produkte zu erhalten, die sich möglichst stark den Zielgrössen annähern.
- Zu 2.1): Operative Prozessparameter sind im wesentlichen die innerhalb des Vermahlungsprozesses beliebig beeinflussbaren, insbesondere also steuer- und/oder regelbaren Parameter, beispielsweise also der Walzenspalt, der Walzendruck, die Walzengeschwindigkeit, die Walzentemperatur, die Mahlguttemperatur, die Mahlgutfeuchtigkeit infolge Netzung und Abstehen, gegebenenfalls der Mühlendurchsatz innerhalb der durch den Minimal- und Maximaldurchsatz gegebenen Grenzen und die Siebfraktion, d.h. der Anteil von Siebabstoss zu Siebdurchfall.
- Unter den operativen Prozessparametern wird noch zwischen zwei Arten von operativen Prozessparametern unterschieden, nämlich
- 2.1.1 ) solchen operativen Prozessparametern, welche den Prozesselementen direkt zugeordnet sind und
- 2.1.2) solchen operativen Prozessparametern, welche den Prozesselementen indirekt zugeordnet sind.
- Zu2.1.1): Dem Prozesselement Walzenpaar direktzugeordnete operative Prozessparameter sind z.B. der Walzenspalt, die Walzentemperatur und der Walzendruck. Dem Prozesselement Mahlgut sind z.B. die Temperatur und die durch Netzung und Abstehen erzielte Feuchtigkeit als operative Prozessparameter direkt zuordenbar.
- Zu 2.1.2): Bezüglich des Prozesselementes Walzenpaar stellt der operative Prozessparameter Siebfraktion einen Parameter dar, welcher dem Walzenpaar nur indirekt zuordenbar ist. Denn der Wert einer Siebfraktion hängt nicht ausschliesslich vom jeweils verwendeten Walzenabstand, sondern auch vom verwendeten Mahlgut, der durchgeführten Mahlvorbereitung des Mahlgutes, den verwendeten Sieben, der Durchsatzleistung usw. ab.
- Aus vorstehenden Ausführungen ergibt sich, dass derselbe operative Prozessparameter unterschiedlichen Prozesselementen oder Prozessgrössen entweder direkt oder indirekt zuordenbar sein kann. Der Parameter Walzenspalt, also der Abstand der Walzen ist dem Prozesselement Walzenpaar direkt zuordenbar; der Prozessgrösse Siebfraktion oder dem Prozesselement "Mahlgut nach dem Walzenspalt" ist er hingegen nur indirekt zuordenbar.
- Eine Getreidemühlenanlage dient häufig zur Vermahlung von Getreide zu Mehl, Giess und Dunst. Hierzu weist die Getreidemühlenanlage in der Regel mehrere Verfahrenszonen auf, nämlich eine Verfahrenszone für die Mahlvorbereitung (Reinigung und Netzung), für eine Walzenvermahlung und Gewinnung der Produkte durch Sichtung und eine Silozone für die Lager der Ausgangs- und Endprodukte. Derartiges gilt vorzugsweise auch für den Gegenstand vorliegender Anmeldung.
- Bekanntlich wird in einer Getreidemühlenanlage eines der komplexesten, heute bekannten Verfahren durchgeführt. Jeder Eingriff in eine Getreidemühlenanlage kann zu unübersehbaren Folgen führen. Gilt es doch gleichermassen chemische, biologische und physikalische Faktoren bzw. Veränderungen in ihrem gegenseitigen Wechselspiel zu beherrschen. Trotz vorstehender Schwierigkeit ist es bisher gelungen, Getreidemühlenanlagen hochgradig zu technisieren. In der Praxis werden bereits die modernsten Mittel, wie Computer, für die Buchhaltung und Überwachung der Silozone eingesetzt. Zu Buchhaltungszwecken wird hierbei beispielsweise ein Ausbeuterechner verwendet, der kontinuierlich die Gewichtsflussraten des der Getreidemühlenanlage zugeführten unvermahlenen Weizens und der daraus erhaltenen Endprodukte (Mehl, Griese, Kleie etc.) und aus den ermittelten Daten die Ausbeute, bezogen auf eine vorgegebene Betriebszeit oder eine vorgegebene Charge, berechnet. Das Herz der Mühle, nämlich die Vermahlungszone, insbesondere auch die Walzenmühlen sowie die Reinigung sind in der Praxis lediglich durch wechselseitige Verriegelung ihrer einzelnen Elemente verbunden und gesteuert; gleichwohl kann aber auch deren Betrieb während der Anlauf-, Arbeits-und Auslaufphase - auch ohne Computer-quasi als vollautomatisch betrachtet werden. Der ganze Produktstrom wird automatisch von der Rohfrucht durch alle Verfahrenszonen unter Einhaltung der richtigen Reihenfolge - auch während der einzelnen Verfahrensstufen-geführt, insbesondere über alle Mahlstufen B1, B2, ..., C10, Sichter und ggf. Griesputzmaschinen. Die gewünschten Endprodukte werden stufenweise gewonnen. Die Zuverlässigkeit der einzelnen Anlageelemente, also der Maschinen, der mechanischen Förderelemente aber auch der Anlagesteuerung usw. ist heute auf einen derart hohen Standard gebracht worden, dass ein einziger Mann, nämlich ein Obermüller, ganz allein eine grosse Getreidemühlenanlage von beispielsweise 300 bis 400 t Tagesleistung führen kann; und dies ohne Computer in der Reinigungs-und Vermahlungszone.
- Zwei Faktoren - neben vielen anderen - charakterisieren besonders das in einer Getreidemühlenanlage durchgeführte Verfahren zur Vermahlung von Getreide. Diese Faktoren sind:
- I. Die Ausbeute an hellen Mehlen und Griesen und die entsprechenden Reste an Kleie, Schale etc. - letztere werden meistens der Tierfütterung zugeführt;
- 11. der Aschewert.
- Für Weissmehl verlangt der Kunde sehr tiefe Aschewerte. Anderseits möchte der Mühlenbesitzer möglichst viel vom Mehlkern herausarbeiten. Hierzu überprüft und überwacht der Obermüller mit seinen menschlichen Sinnesorganen eine ganze Anzahl von Faktoren, z.B. die Qualität des Getreides, das Bild des ersten Schrotes, insbesondere das Schalenbild bzw. deren Brüchigkeit, die Rissigkeit, die Dicke, das Flächenbild der Schale, sowie besonders den Griesanfall etc. Ferner werden vom Obermüller - ebenfalls mit seinen menschlichen Sinnesorganen - auch die Griffigkeit des Mehles, der Geschmack und der Duft des daraus gebackenen Brotes etc. sowie im Labor dessen Backeigenschaften überprüft.
- Gerade in jüngster Zeit sind viele Vorschläge für eine witere Automatisierung der Mühle gemacht worden; siehe auch die Literaturstellen: "Die Mühle + Mischfuttertechnik", 1965, S. 686; "Die Mühle", 1961, S. 77-79 und 92-93; "Die Mühle", 1958, S. 57-58. Die wohl naheliegendste von allen ist die, dass man die gesamte Getreidemühlenanlage einfach durch einen Computer steuern lässt. Obwohl daran schon seit bald zwei Jahrzenten labormässig gearbeitet wird, hat ein derartiger zentraler Computer in die Praxis keinen Eingang gefunden - abgesehen von den bereits genannten Sondereinsätzen auf der Siloseite oder Buchhaltungsseite, bei welchen lediglich alle notwendigen Informationen gesammelt aufgearbeitet, gespeichert und ausgedruckt werden. Ein zentraler Computer zur Steuerung des Vermahlungsverfahrens in einer Getreidemühlenanlage hat zunächst einmal den Nachteil, dass bei dessen Ausfall, ggf. schon bei einer Störung desselben die gesamte Mühlenanlage abgeschaltet werden muss. Ferner erscheint es fraglich, ob ein Computer tatsächlich auch diejenigen Aufgaben lösen kann, die bislang nur von einem Obermüller gelöst werden konnten. In diesem Zusammenhang sei an die jahrzentelangen vergeblichen Versuche erinnert, zu diagnostischen Zwecken aufgenommene Röntgenbilder von einem Computer auswerten zu lassen. Die jahrelangen Erfahrungen, die ein guter Radiologe in seinem Gehirn gespeichert hat und zur genauen Diagnose eines Röntgenbildes benutzt, konnten bislang durch nichts ersetzt werden. Wenn aber schon der Radiologe, der im wesentlichen nur mit seinen visuellen Sinnesorganen die Röntgenaufzeichnungen aufnimmt und danach lebende Materie beurteilt, nicht durch einen Computer ersetzt werden konnte, so dürfte dies erst recht für einen Obermüller gelten. Denn der Obermüller muss nicht nur mit seinem visuellen Sinnesorgan, sondern darüberhinaus auch mit seinem Tastsinn und seinem Geruchssinn eine lebende Materie beurteilen. Auch muss er hierbei noch die fast kettenreaktionsmässigen Folgeerscheinungen in den nachfolgenden Arbeitsstufen der Getreidemühlenanlage berücksichtigen.
- Das gattungsgemässe Verfahren gemäss dem Oberbegriff des Anspruchs 1 sowie die gattungsgemässe Getreidemühlenanlage gemäss dem Oberbegriff des Anspruchs 6 sind an sich aus der DE-A Nr. 2413956 (SIMON) bekannt. Hierbei werden die den Prozesselementen (Anlageelementen), nämlich Mahlwalzen, indirekt zugeordneten operativen Prozessparameter, nämlich Siebfraktionen in den den Mahlwalzen nachgeordneten Sichtern, einer indirekten Regelung unterworfen. Hinsichtlich der indirekten Zordnung zwischen Siebfraktionen und Mahlwalzen wird auf die vorstehenden diesbezüglichen Ausführungen zu 2.1.2) verwiesen. Bei der Beeinflussung der Siebfraktionen handelt es sich deswegen (nur) um eine indirekte Regelung, weil auf die Werte der Siebfraktionen über eine Änderung der Walzenabstände Einfluss genommen wird, und zwar so lange, bis die für die Siebfraktionen vorgegebenen Sollwerte erreicht werden. Die Sollwerte selber werden beim bekannten gattungsgemässen Verfahren bzw. in der bekannten gattungsgemässen Getreidemühlenanlage in Abhängigkeit von der jeweils verwendeten Getreideart bzw. Getreidemischung in Form eines Sollwertschemas vorgegeben und in einem ersten Speicher abgelegt. Damit in der Anlaufphase des Vermahlungsvorganges die Istwerte der Siebfraktionen schneller auf deren Sollwerte hingeführt werden können, ist eine weitere Speichervorrichtung vorgesehen, in welcher diejenigen Istwerte der Walzenabstände abgelegt werden, welche die Walzen bei der letztmaligen Vermahlung des gleichen Getreidegemisches hatten. Diese Istwerte werden über gesonderte Abstandsfühler ermittelt. Zu Beginn einer neuen Vermahlung des gleichen Getreidegemisches werden dann die Walzenpaare auf diese Abstände (lediglich) eingestellt, nicht jedoch gesteuert oder geregelt. Im Anschluss hieran beginnt dann die indirekte Regelung der Siebfraktionen über Änderungen der Walzenabstände auf das gewünschte Sollwertschema hin. Das bekannte gattungsgemässe Verfahren bzw. die bekannte gattungsgemässe Getreidemühlenanlage sehen demnach eine Einstellung zu Beginn des Vermahlungsprozesses und eine anschliessende indirekte Regelung der den Walzenpaaren indirekt zuordenbaren operativen Prozessparameter-Siebfraktionen vor. Diese Vorgänge werden zentral über einen Computer (Prozessor) gesteuert. Zum Zwecke einer Optimierung der Anfangseinstellwerte und der Sollwerte für die Siebfraktionschemata ist auch eine Übersteuerung des Computers von Hand vorgesehen. Nach den Angaben der DE-A Nr. 2413956 dienen die vorstehend genannten Massnahmen einer Erleichterung der anfänglich richtigen Einstellung der Mahlzalzen und der Erhaltung der vorgegebenen Sollwertschemata für die Siebfraktionen.
- Die erfindungsgemässe Lehre geht von der Aufgabe aus, das im Oberbegriff des Anspruchs 1 angegebene Verfahren zur Vermahlung von Getreide und die im Oberbegriff des Anspruchs 6 angegebene Getreidemühlenanlage derart zu verbessern, dass das Verfahren und die Getreidemühlenanlage unter weitgehender Beibehaltung ihrer bisherigen Vorteile eine leichtere Verfahrensführung durch den Obermüller zulassen.
- Die Aufgabenstellung bezieht demnach - im Gegensatz zu vielen bisherigen Vorschlägen - bewusst den Obermüller, also den Menschen, in die Verfahrensführung bzw. in den Arbeitsprozess der Getreidemühlenanlage mit ein.
- Die der Erfindung zugrunde liegende Aufgabe wird in verfahrensmässiger Hinsicht dadurch gelöst, dass:
- - zusätzlich als vorgegebene Prozessgrössen die Qualitätskriterien (Protein-, Kleber-, Aschegehalt), die Feuchtigkeit, das spezifische Gewicht, das Anbaugebiet und/oder die Erntezeit des verwendeten Getreides, die Umgebungstemperatur und/oder -feuchtigkeit, die gewünschte Mehlqualität und/oder die technischen Kenngrössen der in der Getreidemühlenanlage verwendeten Anlageelemente ausgewählt,
- - als der Steuerung/Regelung unterworfene operative Prozessparameter die den Prozesselementen direkt zugeordneten operativen Prozessparameter Abstand, Mahldruck, Temperatur und/oder Motorleistungsaufnahme der Mahlwalzen, Durchflussmenge und/oder durch Abstehen und Netzen erzielte Feuchtigkeit des Mahlgutes und/oder Qualität des Mehles bezüglich der Mischungsanteile ausgewählt und
- - einer direkten Steuerung/Regelung unterworfen werden (Kennzeichen des Anspruchs 1).
- Die der Erfindung zugrunde liegende Aufgabe wird in vorrichtungsmässiger Hinsicht dadurch gelöst, dass:
- - die Speichereinheit zusätzlich zur Adressierung von durch qualitative und quantitative Bewertung der vorgegebenen Prozessgrössen Qualitätskriterien (Protein-, Kleber-, Aschegehalt), Feuchtigkeit, spezifisches Gewicht, Anbaugebiet und/oder Erntezeit des verwendeten Getreides, Umgebungstemperatur und/oder -feuchtigkeit, gewünschte Mehlqualität und/oder technische Kenngrössen der in der Getreidemühlenanlage verwendeten Anlageelemente erhältliche Eingangssignalgrössen ausgelegt ist,
- - die Baugruppe den Steuermitteln im Sinne einer Überordnung aufschaltbar ist und
- - die Baugruppe sowie die Steuermittel für eine im miteinander verschalteten Zustand gemeinsame Steuerung oder Regelung der den Prozesselementen direkt zugeordneten operativen Prozessparameter Abstand, Mahldruck, Temperatur und/oder Motorleistungsaufnahme der Mahlwalzen, Durchflussmenge. und/oder durch Abstehen und Netzen erzielte Feuchtigkeit des Mahlgutes und/oder Qualität des Mehles bezüglich der Mischungsanteile ausgelegt sind (Kennzeichen des Anspruchs 6).
- Die erfindungsgemässe Lehre geht unter anderem vom Gedanken aus, dass das in einem Verfahren zur Vermahlung von Getreide und in einer Getreidemühlenanlage zu verarbeitende Produkt eine lebende Materie ist, die nach ihrer Bearbeitung von Lebewesen verzehrt wird. Eine Getreidemühlenanlage ist weder eine chemische Fabrik noch eine Zementfabrik. Sie darf daher auch nicht nach diesen Vorbildern betrieben werden. Vielmehr muss sie in ihrer eigenen Gesetzmässigkeit belassen werden. Die Erfindung geht von der Erkenntnis aus, dass die konsequente Verdrängung des Menschen aus einer Getreidemühlenanlage auch die Mühle von ihrem eigentlichen Ziel wegführen würde, nämlich die Herstellung des Rohstoffes Mehl, Gries usw. für gutes Brot, Teigwaren oder dergleichen für den Menschen zu gewährleisten. Nur durch volles Zusammenwirken des Müllers mit den Maschinen und der Steuerung kann ein gutes Endprodukt erzielt werden. Auch wird der Verfahrensablauf in den einzelnen Abschnitten der Getreidemühlenanlage dadurch besser unter Kontrolle gehalten, dass gerade an den neuralgischen Punkten einer Getreidemühlenanlage die Mitwirkung des Obermüllers ermöglicht wird. Denn der Baugruppe (Computer) nebst nachgeschalteten Steuerketten und/oder Regelkreisen werden diejenigen Aufgaben zugeteilt, bei welchen sie den Obermüller entlasten und im Falle reiner Routinearbeiten oft sogar besser machen kann. Es ist nämlich erkannt worden, dass eine Mühle wie ein modernes Passagierflugzeug geleitet werden muss. Die Mühle soll einen automatischen "Piloten" erhalten, welcher die Führung beim "Starten" (Anlaufphase), "Fliegen" (Arbeitsphase) und "Landen" (Auslaufphase) unterstützt, nicht dagegen ersetzt. Das aktive Führen und Leiten des Vermahlungsverfahrens soll beim Obermüller bleiben. Er soll mit seinen menschlichen Sinnen alle wichtigen Einflussfaktoren, besonders diejenigen, die apparativ nur schlecht messbar, vielfach aber entscheidend sind, berücksichtigen und entsprechende Steuerbefehle jederzeit eingeben können.
- Die erfindungsgemässe Getreidemühlenanlage zeichnet sich auch durch erhöhte Betriebssicherheit aus. Dies wird insbesondere durch den dezentralen Aufbau der erfindungsgemässen Seuerung/ Regelung gewährleistet. Die Baugruppe mit Speichereinheit und nachgeschalteten Steuerketten und/oder Regelkreisen ist nämlich den Steuermitteln im Sinne einer Überordnung zuschaltbar. Bei Fehlfunktionen innerhalb der Baugruppe genügt demnach ein einfaches Abschalten der Baugruppe von den Steuermitteln, um die Mühle in konventioneller Weise weiterführen zu können. Denn bereits die bekannten konventionellen Verriegelungs- und Steuermittel ermöglichen einen einfachen und sicheren - quasi automatischen - Betrieb, bei welchem stets gleiche Funktionsabläufe und logische Verknüpfungen innerhalb des Maschinenparkes selbsttätig ausgeführt werden können. Unter dem Maschinenpark werden hierbei die ureigentlichen (Prozess-)Elemente der Mühlenanlage verstanden. Es sind dies in der Reinigungszone z.B. Produktmengenregler, Waagen, Separatoren, Steinausleser, Scheuermaschinen etc. In der Vermahlungszone sind es im wesentlichen die Walzenstühle, Sichter, Gries- und Kleieputzmaschinen. Bereits durch die konventionelle Steuerung wird z.B. gewährleistet, dass der Produktfluss durch die Reinigung erst dann einsetzen kann, wenn alle Einzelmaschinen in Betrieb, die Klappen richtig gestellt und die Pneumatiktransporter aufgestartet sind. Zwischen dem Maschinenpark und der Verriegelung/Steuerung besteht eine enge Koppelung. Der Signalaustausch geschieht, von der Steuerung aus gesehen, einerseits durch Motoren, Relais, Endschalter, Produktmelder, Drehzahlwächter etc. als Eingangsgrössen, andererseits durch Einschaltbefehle an Maschinen, Umstellen von Klappen etc., als Ausgangsgrössen. Der Obermüller schliesslich hat sowohl zum Maschinenpark als auch zur Steuerung direkten Zugriff. An den Maschinen hat er gewisse Einstellungen vorzunehmen (z.B. Stundenleistung, Walzeneinstellung), während er via Steuerung z.B. die ganze Weganwahl festlegt (z.B. Produkt aus Silo X via Reinigung und Netzung in Abstehzelle Yy. Ferner erhält er eine Menge von Informationen von verschiedenen Messgeräten, aufgrund derer er gewisse Eingriffe im Maschinenpark und/oder der Steuerung vornehmen kann.
- Die erfindungsgemässe Lehre erlaubt auch, die Beherrschung einer Getreidemühlenanlage vom einfachsten Schritt aufbauend bis zu den komplexesten Eingriffsmöglichkeiten auszubilden, so dass ständig auf der gemachten Erfahrung weitergebaut werden kann und schliesslich die höchste Stufe sicher erreichbar ist. Diese Möglichkeit wird in besonderem Masse dadurch gewährleistet, dass die von der Speichereinheit (extern) ansteuerbaren Steuerketten und/oder Regelkreise zur unmittelbaren Beeinflussung, von den Prozesselementen direkt zuordenbaren operativen Prozessparametern ausgelegt sind. Hierdurch wird ein hohes Mass an Transparenz des Verfahrensablaufes innerhalb der Mühle schon allein dadurch gewährleistet, dass der Einfluss der operativen Prozessparameter auf den Verfahrensablauf besonders gut feststellbar ist. Auch wird wegen der direkten (unmittelbaren) Steuerung/Regelung der den Prozesselementen direkten zugeordneten operativen Prozessparametern die Gefahr von Aufschaukelungen der Steuer/Regelvorgänge, insbesondere während der Anlaufphase weitestgehend vermieden und damit eine stabile Führung des Vermahlungsprozesses ermöglicht.
- Untersuchungen haben ergeben, dass mit der Auswahl der Getreideart oder der Getreidemischung und zusätzlich des Anbaugebietes der Erntezeit, der Qualiätskriterien, des spezifischen Gewichtes und/oder der Feuchtigkeit der einzelnen Getreidesorten bzw. der Getreidemischungsanteile, der Lufttemperatur, der relativen Luftfeuchtigkeit, der technischen Daten der in der Getreidemühlenanlage verwendeten Anlageelemente und/ oder der gewünschten Mehlqualität als vorgegebene Prozessgrössen und der Auswahl des Abstandes, des Mahldruckes, der Temperatur und/ oder der Motorleistungsaufnahme der Mahlwalzen, der Durchflussmenge und/oder der durch Abstehen und Netzen erzielten Feuchtigkeit des Mahlgutes und/oder der Qualität des Mehles bezüglich der Mischungsanteile eine ausreichend differenzierte Steuerung des Vermahlungsprozesses in der Getreidemühlenanlage möglich ist; häufig genügen schon einige dieser vorgegebenen Prozessgrössen und operativen Prozessparameter. Immer bleibt aber der Obemüller aktuell, da er darüber entscheidet, ob eine Änderung der den Eingangssignalgrössen jeweils zugeordneten Steuersignale wünschenswert erscheint oder nicht. Hierbei wird er stets die Zielgrössen berücksichtigen. Hat er eine optimale Zuordnung zwischen den genannten Eingangssignalgrössen und den Steuersignalgrössen gefunden, so wird diese Zuordnung durch entsprechende Speicherbelegung und -adressierung innerhalb der Getreidemühlenanlage gewährleistet.
- In verfahrensmässiger Hinsichtwird eine sichere Zuordnung zwischen den Gruppen von Eingangssignalgrössen und Steuersignalen durch Verwendung einer elektronischen Datenspeichereinheit gewährleistet, wobei die Steuersignalgruppen in die Speichereinheit eingeschrieben werden und eine Gruppe von Eingangssignalgrössen als Adressensignal für eine Gruppe von Steuersignalen verwendet wird (Anspruch 2).
- Bevorzugt werden die Steuersignale zur Sollwertvorgabe entprechender Regelkreise verwendet, wobei die Signalausgänge der Speichereinheit mit den Steuereingängen der Sollwertgeber der Regelkreise verbunden sind. Auf diese Weise kann der Obermüller beispielsweise jeden gewünschten Wert für einen einem Prozesselement direkt zordenbaren opertiven Verfahrensparameter reproduzierbar vorgeben. Das Prozesselement kann hierbei beispielsweise das Walzenpaar und der operative Verfahrensparameter der Walzenabstand sein (Ansprüche 3 und 8).
- Die erfindungsgemässe Lehre ermöglicht in besonderem Masse eine stabile Anlaufphase des Vermahlungsprozesses dadurch, dass gemäss einem bevorzugten Ausführungsbeispiel ein Steuersignal, vorzugsweise mehrere Steuersignale der den Eingangssignalgrössen zugeordneten Gruppe von Steuersignalen geändert werden. Eine grössere Änderung der Steuersignal wird hierbei vorzugsweise in Abhängigkeit von der seit dem Einschaltzeitpunkt verstrichenen Betriebzeit der Getreidemühlenanlage stufenweise durchgeführt. Durch eine derartig vergleichsweise starre Vorgabe von Eingangssignalgrössen, die zu einer entsprechend starren Vorgabe von Steuerkennlinien und/oder Sollwerten führt, wird ein Aufschaukeln des Verfahrensprozesses, besonders auch der Anlaufphase weitestgehend vermieden, bzw. kann im Fall, dass doch eine Aufschaukeltendenz erkennbar wird, vom Obermüller sofort behoben werden (Ansprüche 4 und 5).
- Die Zuschaltbarkeit der Baugruppe gemäss Anspruch 6 ermöglicht auch eine Realisierung der Automatisierung bereits bestehender Anlagen, wobei die vorhandenen Steuermittel lediglich zur externen Ansteuerung durch Steuerketten und/ oder Regelkreise umgebaut werden müssten. Die Regelkreise können beispielsweise dadurch aufgebaut werden, dass die vorhandenen Steuermittel zu Stellgliedern umgebaut und die entsprechenden Maschinenteile durch Istwertfühler und Regler, einschliesslich Komparatoren ergänzt werden (Anspruch 7).
- Gemäss einem bevorzugten Ausführungsbeispiel der erfindungsgemässen Getreidemühlenanlage ist die Speichereinheit zur programmierbaren Veränderung der einer Eingangssignalgrössengruppe zugeordneten Steuersignalgruppe ausgelegt. Durch entsprechende Programmierung der Speichereinheit sind insbesondere während der Anlaufphase die Steuersignale einem gewünschten Verhalten der Getreidemühlenanlage anpassbar (Anspruch 9).
- Eine weitere Dezentralisierung der Getreidemühlenanlage wird gemäss einem bevorzugten Ausführungsbeispiel dadurch erzielt, dass wenigstè□s einer oder mehreren Verfahrenszonen (Reinigung und Netzung, Walzenvermahlung und Gewinnung der Produkte durch Sichtung und/oder Siloanlage) eine Speichereinheit zuschaltbar ist (Anspruch 10).
- Vorzugsweise ist die Speichereinheit als Schreib-/Lesespeichereinheit ausgebildet. Ein derartiger Schreib-/Lesespeicher eignet sich in besonderem Masse dazu, die abgespeicherten sollwertrepräsentativen Steuersignale jeweils auf den neuesten Stand zu bringen. Hierzu sind die schreibeingänge der Speichereinheit zum Beschreiben der Speicherplätze mit neuen sollwertrepräsentativen Steuersignalen mit den Signalausgängen der tstwertfühiervon Regelkreisen verbindbar (Anspruch 11).
- Gemäss einem weiteren bevorzugten Ausführungsbeispiel der erfindungsgemässen Getreidemühlenanlage sind die Glieder der Regelkreise derart ausgelegt, dass die Sollwerte von Hand einstellbar und dann zur späteren Sollwertvorgabe für die Regler in die Speichereinheit übertragbar sind. Ferner sind hierbei Schaltmittel vorgesehen, welche eine Handeinstellung der Mahlspaltverstellvorrichtung und/oder eine Regelung der Mahlwalzeneinstellung nach Handsollwerten und/oder nach Speichersollwerten ermöglichen. Werden die Schaltmittel auf Handeinstellung umgestellt, dann kann der Obermüller versuchen, durch Handeinstellung die Getreidemühlenanlage zu optimieren. Hat er einen optimalen Verfahrensablauf innerhalb der Getreidemühlenanlage durch Handeinstellung erzielt, dann können die den Handeinstellungen entsprechenden Werte mittels der Istwertfühler der Regelkreise oder noch zu beschreibender Messgeräte festgestellt und über die Schreibleitungen der Speichereinheit in den Speicher eingeschrieben werden (Anspruch 12; vgl. auch DE-A Nr. 2413956).
- Gemäss einem weiteren bevorzugten Ausführungsbeispiel sind die Regelkreise zur Regelung der Mahlwalzeneinstellung mit einer über die Mahlspaltverstellvorrichtung steuerbaren und die Mahlwalzeneinstellung unmittelbar wiedergebenden Codescheibe bzw. Anzeigeuhr bestückt. Diese Massnahme hat den Vorteil, dass der Obermüller die die Mahlwalzeneinstellung repräsentierenden Werte unmittelbar ablesen kann (Anspruch 13).
- Zur Erzielung eines guten Mahlergebnisses genügt es häufig, nur einer beschränkten Anzahl von Mahlwalzenpaaren Regelkreise zuzuordnen und nur diese Mahlwalzenpaare zu regeln. Vorzugsweise werden hierbei zwei bis acht Passagen, beispielsweise nur die Passagen B 1, B2' ..., e1, C2 ... Regelkreisen zugeordnet (Ansprüche 14 und 15).
- Vorzugsweise weist die Baugruppe einen Leitrechner (Prozessor) auf, dessen Steuerausgänge mit den Adresseneingängen der Speichereinheit verbindbar sind. Hierdurch wird die richtige Adressierung der Speichereinheit erleichtert (Anspruch 16).
- In Weiterbildung des erfindungsgemässen Gesichtspunktes der erhöhten Transparenz des Verfahrensablaufes in der Getreidemühlenanlage und damit der besseren Arbeitsteilung zwischen Obermüller und Technik sind vorzugsweise Messgeräte zur Ermittlung weiterer Prozessgrössen, also Prozessparameter (vorgegebene oder operative) und Zielgrössen, vorgesehen. Bevorzugt sind die Messgeräte zur Ermittlung solcher Prozessgrössen ausgelegt, welche der unmittelbaren Beeinflussung durch die von der Speichereinheit gesteuerten Steuerketten und/oder Regelkreise nicht unterworfen sind. Hierbei sind zum Zwecke einer Steuerung der Sollwerte die Messsignalausgänge der Messgeräte mit den Steuereingängen wenigstens eines Sollwertgebers, wenigstens einer Speichereinheit und/oder wenigstens eines Leitrechners verbindbar. Hierdurch sind die von der Speichereinheit nicht direkt beeinflussten Prozessparameter erfassbar und unmittelbar für eine Zuordnung zu Steuersignalen verwendbar. Durch diese Massnahme wird die den vorgegebenen Prozessparametern zugeordnete Gruppe von Eingangssignalgrössen insoweit erweitert, als in ihr auch andere Prozessgrössen, insbesondere operative Prozessparameter und/oder Zielgrössen berücksichtigt werden (Anspruch 17).
- Vorzugsweise wird die Getreidemühlenanlage dadurch weiter dezentralisiert, dass die Baugruppe einen mehreren Leitrechnern gemeinsam vorschaltbaren Hauptrechner aufweist. Hierdurch ist die Steuerung mehrerer Verfahrenszonen über einen Hauptrechner möglich. Dieser Hauptrechner könnte z.B. ganze Wochen- oder Monatsproduktionsprogramme gespeichert haben und diese automatisch ausführen. Daneben sind auch buchhalterische Aufgaben dem Hauptrechner zuordenbar (Anspruch 18).
- Gemäss einem bevorzugten Ausführungsbeispiel sind:
- - mittels erster steuerbarer Schalteinrichtungen die Regler der Regelkreise und die mit diesen verbindbaren Steuermittel,
- - mittels zweiter steuerbarer Schalteinrichtungen die Speichereinheit und die mit dieser verbindbaren Steuerketten und Regelkreise und/oder
- - mittels dritter steuerbarer Schalteinrichtungen der Hauptrechner und die mit diesem verbindbaren Leitrechner wahlweise aneinander ankoppelbar oder voneinander abkoppelbar. Hierbei sind vorzugsweise drei Sicherungsmoduln vorgesehen,
- - wobei das erste Sicherungsmodul bei Überschreiten eines für die Regelabweichung vorgegebenen Schwellwertes ein Steuersignal an die ersten Schalteinrichtungen zum Abkoppeln einzelner Steuermittel von den zugeordneten Reglern abgibt,
- - das zweite Sicherungsmodul beim Auftreten eines Fehlfunktionssignales in der Speichereinheit ein Steuersignal an die zweiten Schalteinrichtungen zum Abkoppeln von Steuerketten oder Regelkreise von der Speichereinheit abgibt und
- - das dritte Sicherungsmodul beim Auftreten eines Fehlfunktionssignales im Hauptrechner ein Steuersignal an die dritten Schalteinrichtungen zum Abkoppeln des Hauptrechners von den Leitrechnern abgibt (Ansprüche 19 und 20).
- Infolge vorstehend genannter Massnahmen wird die Führung der erfindungsgemässen Getreidemühlenanlage durch den Obermüller weiter erleichtert und hierbei die Dezentralisierung und Betriebssicherheit weiter erhöht; es können im Falle von Fehlern diese auch rascher lokalisiert werden.
- Zur Steuerung der Durchflussmenge des Mahlgutes sind die Regelkreise, einschliesslich Steuermitteln, Regler und Istwertfühler, an den Ausgängen der Silobehälter, den Ausgängen der Abstehzellen und/oder den Eingängen der Netzgeräte angeordnet (Anspruch 21 ).
- Sind in der Getreidemühlenanlage die Steuermittel, die Regler und die Istwertfühler zur Steuerung bzw. Regelung der Feuchtigkeit des unvermahlenen Gutes ausgelegt, dann sind vorzugsweise die Istwertfühler als Feuchtigkeitsmessgeräte ausgebildet und vor den Abstehzellen und/oder vor dem Depot für den Walzenstuhl B, angeordnet (Anspruch 22).
- Bei einem weiteren bevorzugten Ausführungsbeispiel der Erfindung weist wenigstens ein Walzenpaar zwei voneinander unabhängig arbeitende Steuermittel mit zugeordneten Reglern und Istwertfühlern auf, wobei der eine Regelkreis dem einen Ende des Walzenpaares und der andere Regelkreis dem anderen Ende des Walzenpaares zugeordnet ist. Die Unabhängigkeit der beiden Regelkreise ermöglicht eine optimale Anpassung des Walzenpaares an unterschiedliche Belastungs-und/oder Abnutzungsbedingungen innerhalb eines Walzenspaltes (Anspruch 23).
- Gemäss einem weiteren bevorzugten Ausführungsbeispiel der Erfindung ist jeder Endproduktqualität ein Mehl- bzw. Grieshelligkeitsmessgerät zur Ermittlung und Überwachung von deren Helligkeit zugeordnet, wobei dem Helligkeitsmessgerät Steuermittel zur automatischen Steuerung des Mischungsverhältnisses der einzelnen Passagenmehle nachgeschaltet sind derart, dass durch Messung der Mehl- bzw. Grieshelligkeit wählbar vorgegebene Mischungen des Endproduktes zusammenstellbar bzw. einschaltbar sind. Die Mehl- bzw. Grieshelligkeiten der von den einzelnen Passagen abgehenden Mehle sind hierbei im Hinblick auf eine einzuhaltende Helligkeit einer Mehlmischung bzw. eines Endproduktes als Zielgrössen zu betrachten (Anspruch 24).
- Gemäss einem weiteren bevorzugten Ausführungsbeispiel der Erfindung ist das Messgerät zur Ermittlung weiterer Prozessgrössen als Temperaturmessgerät ausgelegt. Hierbei ist der Messfühler des Temperaturmessgerätes in der Netzungsund/oderWalzenvermahlungszoneim Bereich des Mahlgutweges angeordnet. Der Messignalausgang ist mit einem Steuereingang wenigstens eines Sollwertgebers bzw. einer Speichereinheit der Netzungszone und/oder Vermahlungszone verbindbar. Da die Temperatur einen nicht unwesentlichen operativen Verfahrensparameter darstellt, ist dessen Berücksichtigung im Vermahlungsprozess wichtig. Durch vorstehende Massnahme wird die Temperatur in den angegebenen Verfahrensbereichen auch dann berücksichtigt, wenn sie einer Beeinflussung durch die Speichereinheit nicht unterworfen ist. Besonders wesentlich ist die Temperatur im Mahlwalzenbereich. Demgemäss ist nach einem weiteren bevorzugten Ausführungsbeispiel der Erfindung der Messfühler des Temperaturmessgerätes im Mahlwalzenbereich angeordnet und der Messignalausgang des Temperaturmessgerätes mit dem Sollwertgeber bzw. der Speichereinheit für die Sollwerte des Walzenabstandes und/oder des Walzenabdruckes verbindbar (Anspruch 25).
- Der richtige Feuchtigkeitsgehalt des Mahlgutes vor dem ersten Schrot ist wesentlich für ein gutes Mahlergebnis. Gemäss einem weiteren bevorzugten Ausführungsbeispiel der Erfindung ist das Messgerät als Feuchtigkeitsmessgerät ausgelegt, dessen Messfühler vor den Abstehzellen bzw. vor dem ersten Schrot und/oder vor einem Netzgerät angeordnet ist und dessen Messignalausgang mit einem Steuereingang wenigstens eines Sollwertgebers bzw. einer Speichereinheit für die Abstehzone, Netzungszone und/oder Vermahlungszone verbindbar ist (Anspruch 26).
- Zur Berücksichtigung des Druckes im Mahlwalzenspalt ist gemäss einem weiteren bevorzugten Ausführungsbeispiel das Messgerät als Druckmessgerät ausgebildet, dessen Messfühler im Bereich des Mahlwalzenpaares angeordnet ist und dessen Messignalausgang mit einem Steuereingang wenigstens eines Sollwertgebers bzw. einer Speichereinheit für die Sollwertvorgabe zur Steuerung bzw. Regelung des Walzenabstandes verbindbar ist (Anspruch 27).
- In Weiterbildung des Erfindungsgedankens in Richtung noch stärkerer Dezentralisierung ist jeder Regler genau einem Prozesselement und dessen Steuermittel zugeordnet, wobei die einzelnen Regelkreise voneinander unabhängig und die Sollwertgeber der Regler extern steuerbar sind - auch von Hand.
- Vorstehende Ausführungen zeigen, dass bei der erfindungsgemässen Getreidemühlenanlage zunächst von drei hierarchisch - gleichwohl aber dezentral - einander übergeordneten Ebenen in den Vermahlungsprozesseingegriffen wird. Hierbei werden bevorzugt die konventionellen Steuermittel nebst den Prozesselementen der ersten Ebene, die den einzelnen Prozesselementen zugeordneten Regelkreise der zweiten Ebene und die mehreren Elementen der zweiten Ebene übergeordnete Speichereinheit der dritten Ebene zugeordnet. Auch die den Speichereinheiten unmittelbar vorschaltbaren Leitrechner werden der dritten Ebene zugerechnet. Die vierte Ebene schliesslich ist einem Hauptrechner vorbehalten, welcher mehrere Verfahrensbereiche (z.B. Reinigung, Vermahlungszone) steuert. Demgemäss werden auf der ersten bzw. untersten Ebene vorhandene Störgrössen nicht selbsttätig auskorrigiert. In derzweiten Ebene dagegen werden die auf die Regelgrössen einwirkenden Störgrössen selbsttätig ausgeregelt. Von der dritten Ebene aus werden die Regelkreise der zweiten Ebene angesteuert. Die Regelkreise bzw. die Regler auf der zweiten Ebene sind dabei so ausgelegt, dass sie externe Sollwerte empfangen und - zum Einschreiben neuer Sollwerte in das Speichersystem - Istwerte an das übergeordnete Speichersystem senden können.
- Jede Ebene ist hierbei für sich voll funktionsfähig und von den jeweils übergeordneten Ebenen beliebig abkoppelbar. Ein Zusammenschalten der Ebenen führt aber zu einer besonders effektiven Arbeitsweise der Getreidemühlenanlage. Beispielsweise ist ein Walzenstuhl mit Spaltregelung so automatisiert, dass er für sich selbst ohne eine übergeordnete Speichereinheit, einen Leitrechner oder einen Hauptrechner funktionsfähig ist. Die Spaltregelung an dem Walzenstuhl ist allerdings so angelegt, dass sie durch eine übergeordnete Automatisierungsebene steuerbar ist. Es ist auch ohne weiteres möglich, innerhalb der übergeordneten Automatisierungsebene einzelne Gruppen von Passagen B,, B2..., C,, C2... oder einzelne Gruppen von Durchflussmengenmessern zusammenzufassen.
- Hierbei werden der Speichereinheit und den Steuerketten oder Regelkreisen nur diejenigen Informationen zugeführt werden, die sie zu ihrer Arbeit unbedingt benötigen. Dabei arbeiten die Steuerketten und Regelkreise innerhalb der ihnen zugewiesenen Aufgabenbereiche autonom. Sie sind nur über die Leitungen für die Steuersignale von der Speichereinheit abhängig.
- Das erstmalige Einfahren einer vollkommen neuen Getreidemühlenanlage mit den drei hierarchischen Ebenen kann beispielsweise so durchgeführt werden; dass der Obermüller zunächst bei abgeschalteter Automatik die Getreidemühlenanlage optimiert. Diese Optimierung kann auf der Basis der ersten Ebene oder bereits unter Zuhilfenahme der dezentralen Regelung in der zweiten Ebene durchgeführt werden. Bei gefundenem Optimum werden die aktuellen Istwerte an den Leitrechner übermittelt. Diese Werte werden nun vom Rechner als Sollwerte für gewisse, genau definierte Prozessparameter bzw. die von diesen ermittelten Eingangssignalgrössen gespeichert. Auf diese Weise können für verschiedene Prozessparameter dazugehörige optimale Steuersignal- bzw. Sollwertgruppen gefunden und gespeichert werden. Später kann nun, wenn eine bestimmte Kombination von Prozessparametern wieder vorkommt (z.B. wieder gleiche Mischung wie vor zwei Wochen), einfach durch Eingabe der diesen Parametern zugeordneten Eingangssignalgrössen in den Leitrechner das damals gefundene Sollwertschema adressiert, abgerufen und an die Einzelmaschinen übermittelt werden.
- Die gespeicherten Werte können gegebenenfalls von einer Mühle auf eine andere übertragen werden.
- Gemäss einem weiteren bevorzugten Ausführungsbeispiel sind in der erfindungsgemässen Getreidemühlenanlage wenigstens einige Regler der Regelkreise bzw. Teile davon baulich zusammengefasst. Bevorzugt gilt dies für diejenigen Regelkreise, die der Mahlwalzenregelung und der Durchflussmengenregelung zugeordnet sind. Zwar kann grundsätzlich jedem Walzenstuhl ein eigener Regler samt Elektronik zugeordnet werden. Da aber in grösseren Mühlen beispielsweise 40 Walzenstühle und 15 bis 20 oder mehr Durchflussmengen-Steuergeräte vorhanden sind, werden vorzugsweise in den einzelnen Walzenstühlen und/oder Mitteln zur Steuerung der Durchflussmenge nur Istwertfühler und Stellglieder angeordnet. Die restlichen Teile der Regelkreise werden in einem gemeinsamen Modul zusammengefasst. Von diesem Modul führen dann jeweils nur die Itwertleitungen und die Leitungen für die Stellgrössen zu den einzelnen Maschinen. Die Zusammenfassung der einzelnen Regler in einem gemeinsamen Modul kann in der zweiten Ebene, d.h. in derjenigen Ebene, in welcher geregelt wird, vorgenommen werden. Die Regler können aber auch in der nächst höheren Ebene, nämlich in der Ebene, in welcher die Speichereinheit und der Leitrechner angesiedelt sind, zusammengefasst werden. In diesem Fall sind die Regler bevorzugt im Leitrechner integriert. Nach dem vorstehend genannten, bevorzugten Ausführungsbeispiel ist demnach eine bauliche Zusammenfassung der Regler für die Reinigungszone, insbesondere also der Regler für die Durchflussmengenregelung, und/oder eine bauliche Zusammenfassung der Regler für die Vermahlungszone, insbesondere der Regler für die Mahlwalzeneinstellung, vorgesehen. Die jeweiligen Verstellmittel bzw. Stellglieder für die Durchflussmengen- und/oder Mahlspaltregelung sind hierbei einzeln ansteuerbar (Ansprüche 28 bis 30).
- Ferner kann auch ein Teil der Funktion der Messgeräte im Leitrechner integriert sein, wobei der Leitrechner dann die von den Messgeräten abgegebenen Werte entsprechend auswertet. Wird z.B. das Messgerät zur Überwachung eines Zielwertes eingesetzt und stellt der Leitrechner durch entsprechenden Vergleich eine kleinere Abweichung des Istwertes (tatsächlich gemessene Ausgangsgrösse) vom Sollwert (Zielgrösse) fest, dann werden entsprechende Korrekturen vorgenommen. Z.B. kann eine Abweichung der vorgesehenen Temperatur um etwa 10°C zu einer Feuchtigkeitszugabe von etwa 0,2% führen. Im Falle der Vorgabe einer Zielgrösse für die Mehlhelligkeit kann ein zu dunkles Mehl in eine andere Zelle geleitet werden. Ist aber die vom Messgerät festgestellte effektive Abweichung von der Zielgrösse zu gross, kann via Leitrechner oder direkt durch die Verriegelung die Mühle abgestellt werden. Den Messgeräten wird demnach eine zusätzliche Funktion insoweit zugeordnet, als sie der Überwachung der Mühle dienen. In Weiterbildung vorstehender Ausführungen können auch Teile der Verriegelungsschaltungen, also Teile der ersten Ebene in der dritten Ebene, und zwar im Leitrechner integriert sein.
- Bei den vorstehend genannten weiteren Ausführungsbeispielen der Erfindung ist die Integration der Regler, Messgeräte- und Verriegelungsteile im Leitrechner jedoch stets so ausgeführt, dass bei einem Ausfall oder einer Fehlfunktion der restlichen Teile des Leitrechners die dort integrierten Regelkreisteile, Messgerät-Auswerteinrichtungen und/oder Verriegelungsteile autonom weiterarbeiten können.
- Schliesslich können auch Schaltmittel vorgesehen sein, mit welchen beispielsweise die dritte Ebene (Speichereinheit und Leitrechner) direkt mit der ersten Ebene (Steuermittel einschliesslich Verriegelung) zusammenschaltbar ist. Ferner kann selbstverständlich-ggf. unter Verminderung der Dezentralisierung - eine Zusammenfassung mehrerer Ebenen, beispielsweise der Ebenen 2, 3 und 4, der Ebenen 2 und 3, der Ebenen 3 und 4 etc. vorgenommen werden. Eine Zusammenfassung mehrerer Ebenen in einer Baueinheit bedeutet aber nicht in jedem Fall einen Verzicht auf eine Dezentralisierung. Vielmehr können die Ebenen zwar in einer Baueinheit zusammengefasst werden, gleichwohl aber vom schaltungstechnischen Standpunkt aus gesehen dezentralisiert sein. In einem solchen Fall kann man nach wie vor - trotz der baulichen Zusammenfassung der Ebenen - von einzelnen, autonomen Ebenen sprechen. Im Falle eines guten Anlageausbaus gemäss der Erfindung bekommt der Obermüller mehr Stabilität und Betriebssicherheit im Mahlprozess und er erhält damit eine wesentliche Verbesserung des Überwachungsgrades der Mühle, so dass die Mühle nur in grösseren Zeitintervallen überwacht werden muss. Dies erlaubt unter anderem konsequenterweise, dass die Mühle, z.B. während der Nachtschicht, ohne Personal bzw. ohne personelle Überwachung weiter laufen kann. Die im Sinne der Erfindung für die Überwachung von Zielgrössen eingesetzten Messgeräte können bei entsprechender Grenzwerteinstellungen Signale abgeben, wenn Abweichungen von den eingestellten Grenzwerten auftreten. Diese Signale können dann z.B. entsprechende Umstellungen oder Abstellungen der Mühle veranlassen, wobei der Eingriff via des Leitrechners oder direkt über die Verriegelung erfolgen kann.
- Die Erfindung wird anhand von Ausführungsbeispielen und beigefügten schematischen Zeichnungen noch näher erläutert.
in den Figuren zeigen: - Fig. 1, 2, 3 und 4 ein Mühlendiagramm, wobei in:
- Fig. 1 im wesentlichen die Eingangssilozone;
- Fig. 2 im wesentlichen die Reinigungs- und Netzungszone;
- Fig. 3 die Vermahlungszone einschliesslich Gewinnung der Produkte durch Sichtung und in
- Fig. 4 die Ausgangssilozone dargestellt ist;
- Fig. 5 einen Ausschnitt aus Fig. 3 in Form eines Flussdiagrammes durch mehrere Walzenmühlen, Sichter und Griesputzmaschinen;
- Fig. 6 ein Ausführungsbeispiel einer Steuerung bzw. Regelung einer in den Figuren 3 und 5 dargestellen Walzenmühle bzw. eines Walzenstuhles;
- Fig. 7 ein Ausführungsbeispiel für eine Steuerung bzw. Regelung der Durchflussmenge am in Fig. 2 gezeigten Siloauslauf;
- Fig. 8 ein Ausführungsbeispiel für eine Steuerung bzw. Regelung der Netzung (Befeuchtung des Getreides) in der in Fig. 2 gezeigten Netzungszone;
- Fig 9 ein Ausführungsbeispiel für eine Steuerung bzw. Regelung der Mischung der Mehle, die von den einzelnen Walzenstühlen nebst nachgeschalteten Passagen gemäss den Fig. 3 und 5 erhalten werden;
- Fig. 10 ein schematisches Blockschaltbild der erfindungsgemässen Steuerung für die gesamte Getreidemühlenanlage oder einzelner, in den Fig. 1 bis 9 gezeigter Teile der Getreidemühlenanlage;
- Fig. 11 ein Ausführungsbeispiel eines Ausschnittes aus dem in Fig. 10 gezeigten Blockschaltbild, wobei drei hierarchische Steuerebenen zu sehen sind;
- Fig. 12 zeigt ein weiteres Ausführungsbeispiel einer Ausgestaltung der in Fig. 10 gezeigten Mühlensteuerung, wobei eine weitere hierarchische Steuerebene gezeigt ist;
- Fig. 13 ein Blockschaltbild für ein weiteres Ausführungsbeispiel der erfindungsgemässen Steuerung der Getreidemühlenanlage;
- Fig. 14 ein schematisch dargestelltes Ausführungsbeispiel für den Einsatz einer Speichereinheit in der erfindungsgemässen Mühlensteuerung; und
- Fig. 15 ein Ausführungsbeispiel für die Zuordnung zwischen Eingangssignalgrössen und Steuersignalen mittels der Speichereinheit.
- Die in Fig. 1 gezeigte Silozone stellt den Mühleneingang dar. Zu vermahlendes Getreide, beispielsweise Weizen, wird der Wareneingangszone 100 zugeführt, beispielsweise mit Zügen oder Lastwagen. Von der Wareneingangszone 1 00 wird das Getreide an ein Fördersystem 101, beispielsweise einen Kettentransporter übergeben. Der Kettentransporter fördert den Weizen einem Höhenförderer 102, auch Elevator genannt, zu. Der Höhenförderer 102 fördert innerhalb einer Mühlenanlage das Getreide mehrerer Stockwerke hoch. Danach wird das Getreide durch eine Waage 103 geführt. In der Waage 103 wird die Menge des in die Getreidemühlenanlage eingebrachten Weizens gemessen. Nach der Waage 103 führt der Mahlgutstrom zu einer Reinigungs-, Trenn- und Siebeinrichtung 104. In dieser Einrichtung wird eine erste Reinigung des Weizens durchgeführt. Gleichzeitig wird eine Grobtrennung des Weizens von Fremdelementen, beispielsweise durch kreisende Siebe, erzielt. Nach Durchlaufen der Renigungs-, Trenn- und Siebeinrichtung 104 wird der Weizen einem weiteren Höhenförderer 105 zugeführt, welcher den Weizen anhebt und einem weiteren Fördersystem 107 zuführt. Das Fördersystem 107 führt den Weizen in einen oder mehrere der Reihe nach angeordnete Eingangssilos 108. Im dargestellten Ausführungsbeispiel sind fünf Eingangssilos 108 gezeigt. Jedes Silo hat hierbei ein Fassungsvermögen von ca. 300 t. Das Fördersystem 107 ist so ausgelegt, dass mit ihm jeweils eine Charge Weizen in ein vorgegebenenes Eingangssilo 108 einbringbar ist. Mittels des Fördersystems 107 können demanch unterschiedliche Einfüllmengen des gleichen Weizens oder ähnliche Weizenarten in unterschiedliche, jeweils hierfür bestimmte Silos eingegeben werden. Geeignete Siloausläufe 109 am Boden der Silos 108 öffnen sich bei entsprechender Ansteuerung. Der Weizen kann demnach wahlweise aus den einzelnen Silos 108 abgezogen und auf ein weiteres Fördersystem 110, beispielsweise wiederum einen Kettentransporter, auslaufen. Das Fördersystem 110 fördert den Weizen wieder zum Höhenförderer 102. Nach Verlassen des Höhenförderers 102 durchläuft das Geteide wiederum die Waage 103, die Reinigungs-, Trenn- und Siebeinrichtung 104 und den Höhenförderer 105. Diesmal wird der Weizen jedoch nicht dem Fördersystem 107 sondern einem weiteren Fördersystem 106 bzw. 106' (s. Fig. 2) zugeführt.
- Gemäss den Figuren 1 und 2 gelangt der Weizen über das Fördersystem 106, 106' in vier Kurzzeitspeichersilos 111. Der Ausdruck Kurzzeitspeichersilo 111 wurde gewählt, da in den Kurzzeitspeichersilos 111 die Getreidearten und -mengen, die für ein gewünschtes Endprodukt benötigt werden, gewöhnlich nur für die Dauer der Vermahlung des Getreides zu diesem Endprodukt in den Silos 111 abgelagert werden.
- Während der Weizen in den Silos 108 gespeichert wird, kann er durch warme Luft oder andere Erwärmungseinrichtungen in an sich bekannter Weise getrocknet werden. Diese Trocknung führt zu einer 10- oder 12%igen Gewichtsreduktion des Weizens. Demgemäss dient die Waage 103 auch zur Überprüfung des Gewichtes der von den Silos 108 entnommenen Getreidemenge. Mit der Waage 103 wird also das Gewicht der Getreidemenge gemessen, welche dem weiteren Mahlverfahren zugeführt wird.
- Am Boden der Kurzzeitspeichersilos 111 sind spezielle Siloausläufe vorgesehen, mittels derer die Silos entleerbar sind. Zwischen den Siloausläufen und einem nachgeschalteten weiteren Fördersystem 112, beispielsweise einem Rohrschneckenförderer, sind Durchflussmengen-Regelkreise 114 dargestellt. Die Durchflussmengen-Regelkreise 114 werden anhand der Fig. 7 näher erläutert. Die Durchflussmengenregler regeln die Weizenzufuhr zum Fördersystem 112, welches in einem weiteren Höhenförderer 113 übergeht. Mittels der Durchflussmengenregelung ist auch eine gewünschte Weizenmischung dem Fördersystem 112 zuführbar, falls in den Kurzzeitspeicher 111 unterschiedliche Weizen- bzw. Getreidearten gespeichert werden. Stattdessen ist es auch möglich, in einem der Kurzzeitspeichersilos 111 bereits eine gewünschte Getreidemischung vorzusehen und in diesem Fall nur das eine Kurzzeitspeichersilos 111 auf das Fördersystem 112 zu entleeren. Dies wäre beispielsweise dadurch erreichbar, dass entsprechende Durchflussmengenregler zwischen den Silos 108 und dem Fördersystem 110 angeordnet werden.
- Der Höhenförderer 113 fördert den Weizen bis in das oberste Stockwerk einer Getreidemühlenanlage. Von dort gelangt der Weizen zunächst zu einer Waage W. Nach Durchlaufen der Waage wird der Weizen einer an sich bekannten weiteren Reinigungs-, Trenn- und Siebeinrichtung 115 zugeführt, wobei die Einrichtung 115 noch mit einem sogenannten Zwischenabscheider Z bestückt sein kann.
- Nach Durchlaufen der Reinigungs-, Trenn- und Siebeinrichtung 115 durchläuft der Weizen einen Steinausleser 116. Auch der Steinausleser 116 ist an sich bekannt. Mit ihm werden Steine oder ähnliche Fremdkörper aus dem trockenen Getreide entfernt. Zur Reinigung der Luft ist dem Trockensteinausleser 116 noch eine Luftreinigungseinrichtung L zugeordnet, welche vorzugsweise über pneumatisch betätigte Filter die Staubluft reinigt. Nach Durchlaufen des Steinauslesers 116 gelangt das Getreide zu einem sogenannten, an sich bekannten Trieur 117, der Samen und andere Pflanzenteile oder ähnliche Fremdkörper aus dem Getreide entfernt. Nach Durchlaufen des Trieurs 117 liegt der Weizen im wesentlichen in reiner Form vor.
- Der nunmehr gereinigte Weizen gelangt über einen weiteren Höhenförderer 119 in eine Netzungszone 120 und von dort in darunterliegende Abstehzellen 121. Die Netzungszone 120 weist einen Regelkreis 123 für die Netzung auf. Dieser Regelkreis ist in Fig. 8 näher erläutert. Der Ausdruck Netzung bedeutet Befeuchtung des Getreides. In der Netzungszone 120 wird zunächst der Feuchtigkeitsgehalt des trockenen Weizens gemessen. Von diesem Messergebnis ausgehend wird die zur weiteren Konditionierung des Weizens erforderliche Wassermenge errechnet. Bekanntlich lässt sich der Weizen in einer Getreidemühlenanlage am besten bearbeiten, wenn er einen Feuchtigkeitsgehalt hat, der - je nach Getreideart - zwischen 16 und 17% liegt. In der Netzungszone wird das Wasser in einem Netzgerät 122 dem Getreide zugegeben. Nach Durchlaufen des Netzgerätes 122 gelangt der Weizen in die Abstehzellen 121. In den Abstehzellen steht der Weizen ab, d.h. er verweilt eine Weile in den Abstehzellen mit dem ihm zugeführten Wasser. Die Abstehzeit ist so gewählt, dass die für die benötigte Feuchtigkeit zugegebene Wassermenge vom Weizen praktisch vollständig absorbiert wird. Der Weizen wird dann aus dem Boden der Abstehzellen 121 ausgelassen. Hierzu werden wiederum Durchflussmengen-Regelkreise 126 verwendet. Diese Regelkreise 126 können in gleicher Weise aufgebaut sein, wie die Durchflussmengen-Regelkreise 114.
- Von den Durchflussmengen-Regelkreisen 126 gelangt das Getreide zu einer weiteren Fördereinrichtung 127, beispielsweise einen Rohrschnekkenförderer, und von dort zu einem Höhenförderer 128.
- Der Netzungs- und Abstehvorgang kann gegebenenfalls auch wiederholt werden, falls die gewünschte Feuchtigkeit zwischen 16 und 17% durch einmaliges Netzen und Abstehen nicht erreichbar ist.
- Die Durchflussmengen- Regelkreise 126 bilden eine weitere Möglichkeit, unterschiedliche Weizensorten miteinander zu mischen, wobei die einzelnen Weizensorten jeweils gleichen Feuchtigkeitsgehalt haben.
- Die Menge des dem Weizen zuzusetzenden Wassers hängt vom Anfangsfeuchtigkeitsgehalt des zu bearbeitenden Weizens ab. Wenn der Weizen von einem heissen trockenen Klima kommt, muss mehr Feuchtigkeit hinzugefügt werden, um den gewünschten Feuchtigkeitsgehalt zu erhalten. In diesem Fall kann die bereits erwähnte zweifache Netzungs- und Abstehbehandlung durchgeführt werden. Hat dagegen der Weizen bzw. das Getreide einen höheren Feuchtigkeitsgehalt, dann genügt eine einzige Netzung mit nachfolgendem Abstehen.
- Der Höhenförderer 128 befördert den Weizen zu einer Scheuermaschine 129, welche die Oberfläche der Weizenkörner in an sich bekannter Weise scheuert. Danach wird der Weizen einem Oberflächennetzgerät 130 zugeführt, das in an sich bekannter Weise zum Benetzen der Weizenoberfläche mit Wasser ausgelegt ist. Hierdurch wird der Feuchtigkeitsgehalt der Oberfläche der Weizenkornschale erhöht. Der Weizen wird danach einem dem Walzenstuhl B, vorgelagerten Depot, im folgenden auch Depot B, oder Depot 131 genannt, d.h. einem weiteren Silo zugeführt. Im Depot B, verbleibt der Weizen für eine relativ kurze Zeit, beispielsweise 30 oder mehr min. Hierbei dringt die an der Oberfläche der Weizenkörner haftende Feuchtigkeit ein wenig in die Schale ein; der Weizen quillt. Auch dieser Vorgang ist an sich bekannt. Nach dem Depot B, wird der Weizen einer Waage 132 zugeführt, welche ihn der nächsten Stufe, d.h. der Walzenmühle bzw. dem Walzenstuhl B, zugeführt.
- Die Durchflussmengen-Regelkreise 114 und 126 in der Netzungs- und Abstehzone können von einer gemeinsamen Speichereinheit 42, gegebenenfalls mit vorgeordnetem Leitrechner 40 gesteuert werden. Das gleiche gilt auch für den Regelkreis 123 für die Netzung. Ein Beispiel für eine derartige Schaltung ist in Fig. 11 dargestellt. Gegebenenfalls können die Regelkreise 114, 123 und 126 für die Durchflussmengenregelung beziehungsweise für die Netzung so ausgelegt sein, dass an den jeweiligen Maschinen nur ein Istwertfühler und ein Stellglied vorhanden ist, während alle übrigen Teile der Regelkreise bzw. Steuerketten im Leitrechner 40 mit Speichereinheit 42 integriert sind.
- Die in der Fig. 2 angegebenen Leitungen bzw. Bauelemente 52, 53, S1, M2,3 und 45 werden anhand der Fig. 7, 8 und 11 näher erläutert. Gemäss einem weiteren Ausführungsbeispiel geht vom Leitrechner 40, einschliesslich Speicher 42, noch eine Leitung P zur Aufzeichnung von Protokollen ab. Ferner ist noch eine Eingangssteuerleitung Sti vorgesehen, welche Steuersignale in den Leitrechner gibt. Derartige Steuersignale können beispielsweise von den Messgeräten 45, welche Zielgrössen überwachen oder von Fühlern sonstiger Parameter ausgehen. Die Ausgangsleitung Sto gibt Steuersignale an Verriegelungselemente und/oder Verstellmittel zum Einstellen operativer Signale ab.
- Rechts in Fig. 2 sind noch Pneumatikleitungen vorgesehen, die beispielsweise der Luftreinigung dienen.
- In Fig. 3 ist ein Mühlendiagramm für die Zone der Vermahlung und Gewinnung der Produkte durch Sichtung dargestellt. Dervom Depot B, 131 kommende Weizen wird zunächst dem Walzenstuhl 200 bzw. B, zugeführt.
- Fig. 5 zeigt einen vereinfachten Ausschnitt aus Fig. 3 in Form eines Flussdiagrammes, wobei der Ausschnitt sechs Walzenstühle B" B2, B3, e" C2, C3, sechs Sichter und zwei Griesputzmaschinen aufweist; Fig. 5 dient dem besseren Verständnis der Fig. 2.
- Der in Fig. 5 dargestellte Ausschnitt weist drei Brechtwalzenstühle 140, 141 und 142 nebst zugeordneten Sichtern 143, 144 und 145 auf. Die Walzen der Brechwalzenmühlen werden Brechwalzen genannt, da sie das Getreide brechen. Die Brechwalzen haben eine geriffelte Oberfläche. Sie werden deshalb auch Riffelwalzen genannt. Als Sichter können beispielsweise Plansichter eingesetzt sein. Ferner sind drei Ausmahlwalzenstühle 146,147 und 148 mit zugeordneten Sichtern 149, 150 und 151 vorgesehen. Die Walzen der Ausmahlwalzenstühle haben eine glatte Oberfläche; sie werden deshalb auch Glattwalzen genannt. Zwischen den Brechwalzen und den Glattwalzen sind zwei Griesputzmaschinen 152 und 153 angeordnet. Die Walzenstühle, Sichter und Griesputzmaschinen sind an sich bekannt. Erfindungsgemäss sind jedoch deren Verstellmittel so ausgelegt, dass sie durch die in Fig. 3 symbolisierten Regler 50, 50a, 50b, 50c und 50d gesteuert werden können. Sie stellen demnach innerhalb eines Regelkreises Stellglieder dar. Hierauf wird im einzelnen noch eingegangen, beispielsweise anhand der Beschreibung der Fig. 11.
- Das zu vermahlende Gut gelangt von der Waage 132 (Fig. 2) zu den ersten Brechwalzen 140 und von dort zum Sichter 143. Der Sichter 143 weist im dargestellten Ausführungsbeispiel zwei Siebe auf, und zwar ein erstes Sieb 154 mit etwa 30 Drähten pro Zoll und ein zweites Sieb 155 mit einer Maschenweite von etwa 150 Mikron. Die Ausgänge 156, 157 und 158 der Siebe 154 und 155 geben demnach den sogenannten Abstoss, d.h. denjenigen Teil, der nicht durch das Sieb durchfällt (Ausgang 156), Gries (Ausgang 157) und Mehl (Ausgang 158) ab.
- Das vom Siebausgang 158 ausgehende Mehl wird über eine Ausgangsleitung 159 einem Behälter B" beispielsweise einem weiteren Silo zugeführt. Der vom Siebausgang 156 abgegebene Abstoss wird den nächsten Brechwalzen 141 zugeführt. Das vom Siebausgang 157 abgegebene Gries wird der Griesputzmaschine 152 zugeführt. Dort wird das Gries gesäubert, beispielsweise durch Aspiration, wobei die Weizenkernkeime und Schalenteile dem Ausgang 161 und das Gries dem Ausgang 160 zugeführt werden. Die dem Ausgang 161 zugeführten Teile werden dann gemeinsam mit dem Abstoss am Ausgang 156 des Sichters 143 den nächsten Brechwalzen 141 zugeführt. Das am Ausgang 160 anstehende reine Gries wird dem ersten Glattwalzenpaar 146 zugeführt.
- Das in den Brechwalzen 141 vermahlene Gut wird wiederum einem Sichter, nämlich dem Sichter 144 zugeführt, der ein erstes Sieb 162 von etwa 36 Drähten pro Zoll oder Inch und ein zweites Sieb 163 von etwa 132 Mikron Maschenweite aufweist. Der Sichter 144 hat einen Ausgang 164 für den Abstoss, einen Ausgang 165 für das Gries und einen Ausgang 166 für das Endproukt Mehl. Das am Siebausgang 166 anstehende Mehl wird einer Ausgangsleitung 167 zugeführt und in einen Endproduktbehälter, beispielsweise ein Silo B2, für das von B2 kommende Mahlgut eingespeist. Der am Ausgang 164 anstehende Abstoss wird dem in Fig. 5 dargestellten letzten Brechwalzenpaar 142 zugeführt. Das am Ausgang 165 anstehende Gries wird der zweiten Griesputzmaschine 153 zugeführt. An deren Ausgang 168 steht reines Gries an, das dem zweiten Glattwalzenpaar 146 zugeführt wird. Am Ausgang 169 der Griesputzmaschine 153 bzw. S2 stehen wiederum Schalenteile und Restteile an, welche dem letzten Brechwalzenstuhl 142 zugeführt werden.
- Das im letzten Brechwalzenpaar 142 vermahlene Gut wird dem Sichter 145 zugeführt; der Sichter 145 hat ein erstes Sieb 170 mit etwa vierzig Drähten bzw. Maschen pro Zoll oder Inch und ein zweites Sieb 171 mit einer Maschenweite von etwa 132 µm. Der Sichter 145 ist mit einem Ausgang 172 bestückt, von welchem der Abstoss einer Ausgangsleitung 173 zugeführt wird. Über die Ausgangsleitung 173 werden die Schalenreste bzw. die Kleie einem hierfür vorgesehenen Behälter beispielsweise wiederum einem Silo zugeführt. Der Sichter 145 ist ferner mit einem weiteren Ausgang 174 für Gries bestückt, das dem zweiten Sichter 153 zugeführt wird. Am Ausgang 175 des Sichters 145 steht das Endprodukt Mehl an, das über die Ausgangsleitung 176 einem Silo zugeführt wird, welches das von B3 ermahlene Mehl aufnimmt und daher Silo B3 genannt wird.
- Das im Glattwalzenpaar 146 vermahlene Produkt gelangt zum Sichter 149, welcher zwei Siebstufen 177 aufweist. Die Siebstufen 177 arbeiten parallel und haben eine Maschenweite von etwa 150 flm. Der Sichter 149 ist mit Ausgängen 178 und 179 bestückt. Am Ausgang 178 steht der Siebabstoss an, der dem nächsten Glattwalzenpaar 147 zugeführt wird. Am Ausgang 179 steht Mehl an, welches über eine Ausgangsleitung 180 einem Behälterfürdas Endprodukt Mehl zugeführt wird. Dieser Behälter ist z.B. ein Silo C, . Der Sichter 149 weist noch ein Grobsieb 181 auf, das ungefähr 40 Maschen pro Inch hat. Der Abstoss dieses Grobsiebes 181 wird dem letzten Sichter 151 zugeführt. Der Abstoss des Grobsiebes 181 besteht im wesentlichen aus Schalenteilen. Er kann auch noch ein wenig Mehl beinhalten, das mittels des letzten Sichters 151 abgetrennt wird.
- Das vom zweiten Glattwalzenpaar 147 ausgehende Mahlgut wird dem Sichter 150 zugeführt, der ebenfalls zwei Siebe 182 aufweist. Die Siebe 182 haben eine Maschenweite von etwa 132 µm und arbeiten parallel. Der Abstoss beider Siebe 182 steht am Ausgang 183 an; er gelangt von dort zum letzten Glattwalzenpaar 148. Mehl, das am Ausgang 184 des Sichters 150 ansteht, gelangt über eine Ausgangsleitung 185 in einen entsprechenden Behälter. Auch der Sichter 150 weist ein Vor- bzw. Grobsieb 186 mit etwa fünfzig Maschen pro I nch oder Zoll auf. Der Abstoss des Grobsiebes 186 gelangt ebenfalls zum letzten Sichter 151.
- Das von den letzten Glattwalzen 148 ausgehende Material wird dem Sichter 151 zugeführt, der ebenfalls zwei parallel arbeitende Siebe 187 aufweist. Jedes dieser beiden Siebe hat eine Maschenweite von etwa 132 flm. Der Abstoss dieser Siebe gelangt über den Ausgang 188 und die Ausgangsleitung 189 in einen Behälter für Feinkleie. Das im Sichter 151 gewonnene Mehl gelangt über den Ausgang 190 und die Ausgangsleitung 191 in ein Mehlsilo. Aus vorstehender Beschreibung geht hervor, dass das beim ersten Brechwalzenpaar 141 ankommende, unvermahlene Getreide nacheinander gebrochen, gesichtet und gereinigt wird, um mehrere Mehlqualitäten an den Ausgängen 159, 167, 176, 180, 185 und 191 zu erhalten. Diese Mehlqualitäten sind in der Fig. 5 als B1, B2, B3, C1, C2 und C3 bezeichnet. Ferner wird das Mehl von den Schalenteilen, welche durch die Ausgangsleitungen 173 und 189 abgeführt werden, getrennt. Anhand der Fig. 5 wurde lediglich ein äussert vereinfachtes Ausführungsbeispiel der Vermahlungszone erläutert. Tatsächlich ist die Anzahl der Walzenstühle, Sichter und Griesputzmaschinen in der Regel erheblich höher. Diese Anzahl hängt einerseits von der Art des zu bearbeitenden Getreides und der hierzu verwendeten Getreidemühlenanlage ab. Ferner hängt die Anzahl von der zu bearbeitenden Menge des Mahlgutes und dem gewünschten Endprodukt ab. Das in Fig. 3 dargestellte Ausführungsbeispiel für die Vermahlungszone weist erheblich mehr Walzenstühle, Sichter und Griesputzmaschinen auf, nämlich bis zu 20 Walzenstühle 200, bis zu zwanzig Sichter 201 und bis zu zehn Griesputzmaschinen 202.
- Die in Fig. 3 dargestellten Regler 50, 50a, 50b, 50c und 50d nebst zugeordneten Schaltern 27, Sollwertgebern 52 und Istwert-Rückmeldeleitungen S, sind anhand der Fig. 1,6 bis 9 und 11 näher erläutert. Das gleiche gilt für die Baugruppe 30 mit Leitrechner 40 und Speichereinheit 42. Auch in der Vermahlungszone können die einzelnen Regler 50, 50a, 50b, 50c, 50d innerhalb der eingangs genannten zweiten Ebene oder in der dritten Ebene, d.h. im Leitrechner zusammengefasst werden. Hierbei ist die Zusammenfassung der Regler vorzugsweise so ausgelegt, dass an den zu regelnden Maschinenteilen lediglich der Istwertfühler und das Stellglied bzw. der Stellmotor vorgesehen sind. Der Rest der Regelkreise ist in einem gemeinsamen Modul, sei es in der zweiten Ebene oder in der dritten Ebene, d.h. im Leitrechner, zusammengefasst und gegebenenfalls integriert. Die Zusammenfassung ist aber dabei vorzugsweise so ausgelegt, dass jedes Maschinenteil einzeln ansteuerbar ist. Die Ansteuerung geschieht bei den Walzenstühlen vorzugsweise über die an sich bekannten Walzenverstellmittel, die jedoch insoweit gegenüber den bekannten Verstellmitteln geändert sind, als sie durch Steuersignale steuerbar sind. Das Modul, in welchem die Regler bzw. Teile davon zusammengefasst sind, wird durch den Block 500 im Leitrechner 40 mit Speicher 42 symbolisiert. Es ist jedoch nicht unbedingt erforderlich, dass sämtlichen Walzenstühlen jeweils ein Regler zugeordnet ist und/oder sämtliche Regler im Modul 500 integriert sind. Häufig genügt es, nur eine bestimmte Anzahl von Walzenstühlen zu regeln. Neben der Integration der Regler im Modul 500 können auch die konventionellen Steuer- bzw. Verriegelungsmittel, welche die einzelnen Maschinenteile miteinander verriegeln, im Leitrechner 40 insoweit integriert sein, als von dort die Befehle EIN/AUS etc. ausgehen.
- Im Ausführungsbeispiel gemäss Fig. 3 ist neben der Regelung der Walzenstühle noch eine weitere Regelung im Hinblick auf die Mischung der Passagenmehle B1 , B2, B3, ..., C1 , Ca, e3 zu drei vorgegebenen Mehlqualitäten mit vorgegebener Mehlhelligkeit veranschaulicht. Genauere Ausführungen hierüber werden anhand der Beschreibung der Fig. 9 gemacht. Der Regler für die gewünschte Mischung gib, hierbei Steuersignale an die Mischklappen I, 11, III ab. Mittels der Heiligkeitsmessgeräte 213 wird die Mehlhelligkeit gemessen und beispielsweise dem Leitrechner 40 und/oder dem Regler 50" über die Leitung 215 zugeführt. Die mittels der Helligkeitsmessgeräte 213 als Istwerte ermittelten Grössen werden mit Sollwerten verglichen. Führt der Vergleich zu grösseren Abweichungen, dann gibt der Regler 50n Steuersignale zur Veränderung der Mischklappenstellungen ab. Die erforderlichen Steuersignale können beispielsweise mittels eines im Leitrechner 40 gespeicherten Programmes ermittelt werden. Den Helligkeitsmessgeräten 213 sind Waagen 216 nachgeschaltet, deren Messignalausgänge einem Ausbeuterechner 600 zugeführt werden. Der Ausbeuterechner gibt die tatsächlichen Werte als Istwerte in den Leitrechner, der diese Werte mit Zielgrössen für die Ausbeute vergleicht. Die von den Helligkeitsmessgeräten 213 und dem Ausbeuterechner 600 ausgehenden Rückmeldeleitungen zum Leitrechner 40 führen demnach zu einer ständigen Überwachung der Anlage. Gleichzeitig kann der Leitrechnerauf diese Weise einer bestimmten Einstellung der operativen Prozessparameter innerhalb der Vermahlungszone - unter Berücksichtigung der vorgegebenen Parameterendwerte für die Qualität, die Ausbeute etc. zuordnen. Diese Zuordnungen sind beispielsweise über eine Protokolleitung P ausdruckbar, so dass eine erhöhte Transparenz der Arbeitsweise der Getreidemühlenanlage erzielbar ist.
- Der für die Mehlmischung vorgesehene Regler 50" kann auch selbst als programmierbarer Regler ausgelegt sein, wobei er je nach gemessenen Helligkeitswerten der Mehle Stellgrössen für die Mischklappen abgibt.
- Die zuvor angesprochene Integration der Reglerteile, Steuerkettenteile und Verriegelungsteile im Leitrechner führt beispielsweise dazu, dass bei zu starken Abweichungen der tatsächlichen Ausgangsgrössen von den Zielgrössen zunächst durch Steuersignale versucht wird, die Abweichung zu verringern, ein Alarmsignal gegeben wird und/oder die Mühle abgestellt wird.
- Die mit dem Bezugszeichen L dargestellten Bauteile dienen im wesentlichen der Luftreinigung der durch die Mühlenanlage strömenden Luft.
- Der in Fig. 4 dargestellte Teil des Mühlendiagramms der erfindungsgemässen Getreidemühlenanlage dient der Speicherung und Abpackung der Mühlenprodukte, die in der Vermahlungs- und Sichtungszone gemäss den Fig. 3 und 5 gewonnen wurden. Das an den Ausgängen der Vermahlungszone gemäss Fig. 3 anstehende Mehl liegt in drei Qualitäten I, II und III vor und gelangt in diesen drei Qualitäten in die Silozone gemäss Fig. 4. Hierzu werden die drei Mehlqualitäten über die Leitungen 218 mitttels pneumatischer Höhenförderer 219 einer Gruppe von Silos 220 für die Endprodukte zugeführt. Die Leitungen 218 sind mit den pneumatischen Höhenförderern 219 über Luftschleusen 221 verbunden. Den pneumatischen Höhenförderern wird Druckluft über die Ventile 222 zugespeist. Die drei unterschiedlichen Mehlqualitäten in den drei Leitungen 218 können zu unterschiedlichen Anteilen gemischt und in die einzelnen Silos 220 eingebracht werden. Selbstverständlich kann in ein derartiges Silo auch nur eine einzige Mehlqualität eingeführt werden. Rüttelauslauftrichter 223, d.h. Trichter, welche einer Schwingungsbewegung unterworfen sind, sind am Boden jedes Silos 220 vorgesehen. Von den Rüttelauslauftrichtern 223 wird das Mehl auf ein Fördersystem 224 geführt. Von dort gelangt es über einen Höhenförderer 225 zu einem weiteren Fördersystem 226.
- Den Rüttelauslauftrichtern 223 können in Weiterbildung des Erfindungsgedankens grundsätzlich auch Durchflussmengenregler nachgeschaltet werden, mittels derer eine weitere Mischung der Mehle möglich ist.
- Mittels des Fördersystems 226 kann das Mehl entweder wieder zurück in die Silos geführt werden, wobei ein weiterer Mischeffekt möglich ist. Mittels des Fördersystems 226 ist das Mehl aber auch einem Konstantpegelbehälter 227 zuführbar, der an sich bekannt ist. Der Konstantpegelbehälter 227 ist einer Waage mit nachgeschalteter Packmaschine vorgelagert. In der an sich bekannten Packmaschine 228 wird das Mehl in Säcke verpackt und für den Transport von der Getreidemühlenanlage bereitgestellt. Stattdessen kann das Fördersystem 226 das Mehl auch einem weiteren Austrag zuführen, von welchem es unmittelbar in Container gefüllt wird, beispielweise in Container auf Lastwagen oder Eisenbahnen. In Fig. 4 ist ferner ein weiteres Silo 229 mit zugehörigen Sammel-und Förderleitungen, Höhenförderern und weiteren Einrichtungen zur Speicherung von Kleie oder anderem Material, das in den einzelnen Verfahrensstufen abfällt, vorgesehen. Dieses Material wird beispielsweise über die Ausgangsleitungen 173 und 189 in Fig. 5 dem Silobehälter 229 zugeführt. Es kann als Viehfutter oder für andere Zwekke verwendet werden.
- Bevor nun auf die Ausführungsbeispiele für einzelne Regelungen bzw. Steuerungen in den Fig. 6, 7, 8 und 9 eingegangen wird, wird zunächst die erfindungsgemässe Steuerung der Mühlenanlage anhand der Fig. 10,11,12,13,14 und 15 erläutert. Hierbei bezeichnen gleiche Bezugszeichen - wie in allen Figuren - funktionell gleiche oder ähnliche Bauelemente bzw. Prozesselemente.
- In den Blockschaltbildern gemäss den Fig. 10 bis 13 veranschaulichen die gestrichelten Linien die Eingriffsmöglichkeiten des Obermüllers M in die erfindungsgemässe Getreidemühlenanlage. Die strichpunktierten Linien veranschaulichen die Wechselwirkungen zwischen dem Maschinenpark und dessen Steuermitteln, einschliesslich der an sich bekannten Verriegelungsanlage mit der Baugruppe. Die ausgezogenen Linien geben den Signalfluss zwischen den Elementen der Baugruppe 30 wieder.
- Gemäss Fig. 10 weist die erfindungsgemässe Getreidemühlenanlage einen Maschinenpark 12, die an sich bekannte Verriegelungseinheit 14 zur Steuerung des Maschinenparks und Stellglieder 16, einschliesslich Stellmotoren und Stellorganen auf. Diese drei Einheiten werden als Anlage plus Steuerung 10 zusammengefasst. Die Anlage plus Steuerung 10 umfasst insgesamt den Silotrakt, den Reinigungsabschnitt und die eigentliche Mühle. Die Anlage plus Steuerung 10 ist über erste Schalter 20 und 26 der Baugruppe 30 zuschaltbar. Die Zuschaltung erfolgt durch den Obermüller M. Die Baugruppe 30 weist gemäss Fig. 11 den Leitrechner 40 auf, der die Speichereinheit 42, auch Sollwertspeicher 42 genannt, ansteuert. Der Sollwertspeicher 42 gibt gemäss dem Befehl des Leitrechners Sollwerte den Reglern 501 bis 50n vor. Die Regler 50, bis 500 greifen in Verfahrenszonen 51, bis 51n ein.
- In Fig. 11 ist nur ein Leitrechner 40 dargestellt. Vorzugsweise weist aber die erfindungsgemässe Getreidemühlenanlage drei Leitrechner mit untergeordneten Bauelementen gemäss Fig. 11 auf, wobei jeweils ein Leitrechner genau einer Verfahrenszone, nämlich der Silo-, Reinigungs- und eigentlichen Mühlenzone zugeordnet ist.
- Gemäss Fig. 12 weist die Baugruppe 30 einen Hauptrechner 60 auf, der in Wechselwirkung mit zwei oder mehr Leitrechnern einschliesslich nachgeordneter Bauelemente gemäss Fig. 11 steht. Sobald durch Betätigung der ersten Schalter 20 und 26 die Baugruppe 30 zum gegenseitigen Informationsfluss mit der Anlage plus Steuerung 10 verbunden ist, ist wenigstens ein Regelkreis hergestellt.
- Die Eingriffsmöglichkeiten des Obermüllers M sind in Fig. 10 durch die gestrichelten Linien M1, M2, M3 und M4 dargestellt.
- Der in Fig. 11 dargestellte Verfahrensbereich weist die erfindungsgemässen Stellglieder 16 und die an sich bekannte Verriegelungseinheit 14 auf. Die an sich bekannte Verriegelungseinheit 14 ist vom Obermüller M direkt bedienbar. Schaltet der Obermüller M über die Eingriffsleitung M3 wenigstens einen Schalter 26, und/oder 26n ein, dannwird eine Verbindung zwischen wenigstens einem Regler 501 bis 50n, wenigstens einer Verfahrenszone 51, bis n und der der Anlagesteuerung 16 einschliesslich der Verriegelung 14 hergestellt. Durch dieses Verbinden entsteht wenigstens ein Regelkreis. Aus Gründen der Übersichtlichkeit sind der Vergleicher und der Regelverstärker in der Fig. 11 nicht gesondert dargestellt.
- Im einzelnen nimmtjeder Regler, beispielsweise der Regler 500 den n-ten Istwert entgegen, stellt die Regelabweichung fest und gibt eine entsprechende Stellgrösse an die Anlagensteuerung 16, einschliesslich Verriegelung 14, ab. Hierdurch wird die Regelgrösse geregelt.
- Den Reglern 501 bis 50n kann der Sollwert vom Obermüller M über die Leitung M4b von Hand vorgegeben werden. Hierzu sind gesonderte Sollwertgeber vorgesehen. Ferner müssen zweite Schalter 27, bis 27 vom Obermüller M entsprechend geschaltet werden, um eine Verbindung zwischen den Sollwertgebern 52, bis 52n und den entsprechenden Reglern 50, bis 50n herzustellen.
- In einer nächsthöheren Stufe sind die Schalter 27, bis 27n so geschaltet, dass eine Verbindung zwischen den Reglern 501 bis 50n und dem Sollwertspeicher 42 hergestellt ist. Im Sollwertspeicher 42 ist für jeden Regler 50, bis 50n wenigstens ein sollwertrepräsentatives Steuersignal gespeichert. Vorzugsweise sind jedoch für jeden Regler 50, bis 50n mehrere Sollwerte bzw. Steuersignale gespeichert, wobei die Auswahl des dem Regler vorzugebenden Sollwertes entweder durch entsprechende Adressierung des Speicherplatzes durch den Obermüller M oder durch Adressierung mittels eines oder mehrerer Messgeräte 45 oder durch Adressierung durch die Eingangssignalgrössen-Gruppe vorgenommen wird. Die Messgeräte 45 messen hierbei operative Verfahrensparameter, z.B. Temperatur, Feuchtigkeit und/ oder Druck im Mahlwalzenspalt, und/oder Zielgrössen. In Abhängigkeit hiervon werden im Sollwertspeicher 42 durch die Ausgänge der Messgeräte 45 Sollwerte bzw. Steuersignale angesteuert, die vom Obermüller M zuvor als optimal unter den gegebenen Verfahrensbedingungen eingespeichert worden sind.
- Die Einspeicherung derartiger Optimalwerte geschieht beispielsweise dadurch, dass der Obermüller M zunächst von Hand die Regelgrössen regelt, bis er zu optimalen Ergebnissen kommt und diese Ergebnisse dann als Sollwerte für das weitere Verfahren in den Sollwertspeicher 42 gibt. Zu diesem Zweck sind die Leitungen S1 und Sn vorgesehen.
- Der vom Obermüller jeweils optimal eingestellte Istwert wird also nach Einspeicherung in den Sollwertspeicher 42 der neue Sollwert bzw. ein neues Steuersignal.
- In Weiterbildung der hierarchischen Struktur der elektronischen Bauelemente ist der Leitrechner 40 dem Sollwertspeicher 42 vorgeschaltet. Der Leitrechner 40 ist hierbei so ausgelegt, dass er bei Vorgabe bzw. Eingabe von Prozessgrössen, z.B. Getreideart, Getreidesorte, Getreidemischung und/ oder gewünschtem Endprodukt etc. die hierzu passenen Speicherplätze im Sollwertspeicher 42 adressiert und dadurch eine diesen Speicherplätzen entsprechende Sollwertvorgabe für die Regler 501 bis 50n bewirkt. Auch der Leitrechner 40 muss zunächst vom Obermüller M die Eingangssignalgrössen erhalten, die den eben genannten vorgegebenen Prozessgrössen zugeordnet sind. Aus diesen Eingangssignalgrössen formuliert er die Adressensignale für die hierzu passenden sollwertrepräsentativen Steuersignale.
- Die Vorschaltung des Leitrechners 40 vor den Sollwertspeicher 42 hat den Vorteil, dass dem Obermüller M zu einem späteren Zeitpunkt eine Einstellung der Mühlenanlage dann erleichtert wird, wenn gleiche oder ähnliche vorgegebene Prozessgrössen vorliegen. In diesem Fall muss der Obermüller M lediglich die entsprechenden Eingaben dem Leitrechner 40 geben, worauf dieser dann selbsttätig die hierzu korrelierten Sollwerte auswählt.
- Statt der direkten Ansteuerung des Sollwertspeichers 42 durch die Ausgänge der Messgeräte 45, können die Messgeräte 45 auch zunächst den Leitrechner 40 mit den gemessenen Werten für die operativen Verfahrensparameter und/oder Zielgrössen ansteuern, worauf der Leitrechner 40 dann die entsprechenden Korrektursollwerte im Sollwertspeicher 42 auswählt und deren Abgabe als Sollwertgrössen für die Regler 50, bis 50n bewirkt.
- Mit der Bezugsziffer 43 ist im Sollwertspeicher ein Sollwertschema, d.h. eine Steuersignalgruppe symbolisiert, wobei beispielsweise jeder Zeile eine Gruppe von Eingangssignalgrössen und jeder Spalte eine Gruppe von Steuersignalen (Sollwerten) zugeordnet ist. Ein solches Schema kann beispielsweise durch eine Lochkarte realisiert sein.
- Ferner ist eine Verbindung AS zwischen der Anlagensteuerung 16, einschliesslich Verriegelung 14 und dem Sollwertspeicher 42 vorgesehen. Über diese Leitung AS ist der Sollwertspeicher 42 direkt adressierbar, beispielsweise in Abhängigkeit vom jeweiligen Verfahrensstand des Vermahlungsprozesses. Dies gilt insbesondere für die Anlauf- und Auslaufphase. Dadurch können dem Sollwertspeicher 42 spezielle für diese Phasen gesonderte Sollwerte vorgegeben werden. Diese Sollwerte sind dann sogenannte Führungsgrössen, da sie sich zumindest als zeitlich veränderliche Funktionen darstellen. Die eben genannte Rückkoppelung zwischen dem Sollwertspeicher 42 und der Anlagensteuerung, einschliesslich Verriegelung 14 dient auch einem eventuell auftretenden Notfall, der ein sofortiges Abschalten der Baugruppe erforderlich machen würde. Dem gleichen Zweck dient die Rückkoppelung AR zwischen den Reglern 501 bis 50n und der Anlagensteuerung 16, einschliesslich Verriegelung 14. Der Schalter 26a dient der Umschaltung von Hand auf Automatik über den Zugriff Mz.3'
- Für den Fall, dass ausschliesslich die an sich bekannte Verriegelungseinheit 14 die Steuerung der Getreidemühlenanlage übernehmen soll, die Baugruppe 30 also abgeschaltet ist, ist die Verbindungsleitung AV in an sich bekannter Weise vorgesehen.
- Gemäss Fig. 11 hat der Obermüller M zu sämtlichen Bauelementen direkten Zugriff, so dass er jederzeit unmittelbar steuernd eingreifen kann.
- Das in Fig. 12 schematisch dargestellte Ausführungsbeispiel unterscheidet sich im wensetlichen dadurch vom Ausführungsbeispiel gemäss Fig. 11, dass dem bzw. den Leitrechnern 40 ein Hauptrechner 60 übergeordnet ist. Auch der Hauptrechner 60 ist über dritte Schalter 621 bis 62n mit dem Verfahrensbereichen 30a bis 30n verbindbar. Auch diese Schalter sind dem direkten Zugriff des Obermüllers M zugänglich.
- Auch der Hauptrechner 60 ist über einen EIN/ AUS-Schalter 63 vom Obermüller M betätigbar.
- Bei diesem Ausführungsbeispiel werden die Ausgangsgrössen der Messgeräte 45 für die Prozessgrössen dem Hauptrechner 60 zugeführt. Dieser verarbeitet die ihm zugeführten Werte zur Weiterleitung an die Leitrechner 40, Ansteuerung der Sollwertspeicher 42 und Steuerung der Steuerketten und/oder Regelkreise.
- Das Ausführungsbeispiel gemäss Fig. 13 unterscheidet sich im wesentlichen dadurch von dem in Fig. 12 dargestellten Ausführungsbeispiel, dass der Hauptrechner mit der Anlagesteuerung und Verriegelung zu einer Baueinheit 70 integriert ist.
- Aus den schematischen Darstellungen gemäss den Fig. 10 bis 13 ergibt sich folgende hierarchische Gliederung der Getreidemühlenanlge:
- Die unterste Ebene wird durch die an sich bekannten Steuermittel bzw. die Verriegelungseinheit zur Führung bzw. wechselseitigen Verriegelung der einzelnen Maschinenelemente bzw. Verfahrenszonen der Getreidemühlenanlage gebildet. Hierbei werden von Hand feste Werte eingestellt, die sich allenfalls in der Anlauf- oder Auslaufphase entsprechend einem vorgegebenen Programm fest ändern. Geregelt wird nicht. Die nächsthöhere Ebene wird dadurch gebildet, dass Baugruppen, bestehend aus einzelnen Reglereinheiten bzw. Reglern mit den Steuermitteln zur Bildung einzelner Regelkreise zusammengeschaltet werden. Die Vorgabe der Sollwerte erfolgt hierbei von Hand.
- Die nächsthöhere Ebene wird dadurch gebildet, dass Leitcomputer mit Sollwertspeichern den Reglern und/oder Steuergliedern vorgeschaltet sind, wobei die Leitcomputer zur Auswahl und/ oder Korrektur einzelner Sollwerte(-Gruppen) bzw. Steuerkennlinien ausgelegt sind. Hierbei ist für den Siloabschnitt, den Reinigungsabschnitt und die Mühle je ein Leitcomputer mit Sollwertsammelspeicher vorgesehen.
- Ein weiterer Ausbau dieses hierarchischen Schemas wird dadurch erhalten, dass den Leitcomputern ein Hauptrechner vorgeschaltet ist, der beispielsweise Wochenprogramme, Monatsprogramme etc. vorgibt.
- Hierbei sind der Hauptrechner, die Leitcomputer und/oder die Sammelspeicher mit den Ausgängen der Messgeräte für operative Verfahrensparameter verbindbar, und zwar zur Auswahl und/oder Korrektur von Sollwertgrössen bzw. Steuersignalen.
- Wesentlich ist jedoch, dass sämtliche Einheiten dem direkten Zugriff des Obermüllers zugänglich sind. Ferner sind die hierarchischen Ebenen alle über Schalter miteinander verbunden, die vom Obermüller M betätigbar sind. Weiter ist es wesentlich, dass die hierarchischen Ebenen derart miteinander rückgekoppelt sind, dass bei einem Fehler in einer der Ebenen die nächstuntere Ebene sich automatisch von der übergeordneten Ebene abkoppelt. Dieser Gesichtspunkt gilt nicht nur für die Ebenen insgesamt, sondern auch für einzelne Abschnitte bzw. Regel- oder Steuerkreise innerhalb bzw. zwischen den Ebenen.
- Die Verbindungselemente zwischen den Ebenen und innerhalb der Ebenen sind in Digitaltechnik ausgeführt. Die Figuren 14 und 15 veranschaulichen schematische Flussdiagramme der Verfahrenssteuerung bzw. ein Ausführungsbeispiel für eine matrixaufgebaute Speichereinheit 42. Gemäss Fig. 14 wird eine Gruppe ausgewähltert Prozessgrössen quantitativ und qualitativ bewertet und als Gruppe von Eingangssignalgrössen Q1 M1,...,QnMnderSpeichereinheit42zugeführt. Diese Gruppe von Eingangssignalgrössen dient als Adressensignal zur Adressierung bzw. Auswahl von zuvor in der Speichereinheit 42 abgespeicherten Steuersignalen Sto11, ..., Sto1n. Die Steuersignale entsprechen den Sollwerten in den Regelkreisen oder einer vorgegebenen Veränderung der Steuerkennlinie von Steuerketten. Die Steuerketten und/oder Regelkreise sind hierbei zur Beeinflussung von solchen operativen Prozessparametern ausgelegt, welche den Prozesselementen direkt zuordenbar sind.
- Die Speichereinheit 42 ist gemäss dem in Fig. 15 dargestellten Ausführungsbeispiel als dreidimensionale matrixförmige Speichereinheit ausgelegt. Beim Ausführungsbeispiel sind hier als Eingangssignalgrössen qualitative und quantitative Bewertungen der vorgegebenen Getreidemischungen M1' Mz und M;3 sowie der Qualität der Mischung bzw. der Mischungsanteile 01, Q2 und Q3 vorgesehen. Die Eingangssignalgrössengruppe M1, Q1 ist hierbei einer in einer vertikalen Spalte vorgesehenen Steuersignalgrössengruppe Sto11, .. , Sto1n zugeordnet. Diese Steuersignalgrössengruppe beeinflusst dann die operativen Prozessparameter. Die Eingangssignalgrössen Q1 bis Q3 können auch Zielgrössen für gewünschte Mehlqualitäten sein.
- Nachstehende Tabelle gibt ein Beispiel für eine Zuordnung zwischen einigen vorgegebenen Prozessgrössen (Eingangssignalgrössen) und einigen operativen Prozessparametern (Steuersignalen bzw. Speicherdaten) wieder. Die Tabelle dient nur einer Veranschaulichung und erhebt keinen Anspruch auf Vollständigkeit.
- In Fig. 9 ist ein Ausführungsbeispiel für die in Fig. 3 gezeigte Anordnung zur selbsttätigen Mischung der Passagenmehlezu drei Mehlqualitäten in vergrössertem Masstab dargestellt. Im dargestellten Ausführungsbeispiel werden die Passagenmehle über die Ausgangsleitungen 159, 167, 176, 180, 185 und 191 (vgl. Fig. 5) Durchflusschieberventilen 210 zugeführt. Die Schieberventile sind als Dreiwegsteuerventile derart ausgelegt, dass die ankommenden Passagenmehle in drei unterschiedliche Richtungen geleitet und hierbei den drei Fördersystemen 211 zugeführt werden können. Die Fördersysteme 211 sind vorzugsweise als Rohrschneckenförderer ausgebildet. Hierdurch findet eine Vermischung der zugeführten Anteile der Passagenmehle statt. Demgemäss können durch entsprechende Ansteuerung der Schieberventile 210 unterschiedliche Mischungsanteile den drei Fördersystemen 211 zugeführt werden. Die Fördersysteme 211 sind bevorzugt einer Vibration unterworfen, welche zu einer besseren Vermischung führt. Den Ausgängen 212 der Fördersysteme 211 sind die bereits genannten Helligkeitsmessgeräte 213 nachgeordnet. Die Ausgangssignalgrössen der Messgeräte 213 werden innerhalb der elektronischen Schaltungen 214 aufgezeichnet und in Form elektrischer Signale über die in Fig. 3 gezeigten Leitungen 215 dem für die Mischung vorgesehenen Regler 50n und/oder dem Leitrechner 40 zugeführt. Der Regler 50n und/oder der Leitrechner stellen durch Vergleich die Abweichung des tatsächlichen Helligkeitssignals von der Zielgrösse bzw. dem Sollwert für die Mehlhelligkeit fest und geben ein entsprechendes Stellgrössensignal an die Mischklappen der Durchflussschieberventile ab. Gemäss einem bevorzugten Ausführungsbeispiel werden bei zu starken Abweichungen, d.h. bei zu grossen Fehlersignalen entweder das fehlerhafte Mehl in ein separates Silo geleitet, ein Alarm gegeben und/oder die Getreidemühlenanlage abgeschaltet. Das Endprodukt läuft durch die bereits genannten Waagen 216 und von dort weiter in die Ausgangsleitungen 218. Die Waagen ihrerseits geben gewichtsrepräsentative Signale des Endproduktes an den Ausbeuterechner 600 ab. Die Ausgangssignale des Ausbeuterechners 600 werden dem Leitrechner 40 zugeführt, der wiederum einen Vergleich zwischen Zielgrösse und tatsächlicher Ausbeute an weissen Mehlen vornimmt und in Abhängigkeit vom Vergleichsergebnis Steuersignale an die Schieberventile abgibt. Gemäss einem weiteren bevorzugten Ausführungsbeispiel ist der Leitrechner so ausgelegt, dass er bei grösseren Abweichungen der tatsächlichen Ausbeute von der gewünschten Ausbeute via Steuersignale die Mahlwalzeneinstellung beeinflusst, einen Alarm abgibt und/odervia Verriegelung die Mühle bzw. Teile der Mühle abschaltet.
- Ein weiteres Ausführungsbeispiel für die Steuerung eines operativen Prozessparameters, nämlich des Walzenspaltes ist in Fig. 6 dargestellt, wobei der Walzenspalt an sich einer Regelung mittels eines Regelkreises unterworfen, der Regler des Regelkreises aber gesteuert wird. In Fig. 6 ist ein als Walzenpaket ausgebildetes Walzenpaar dargestellt. Das dargestellte Walzenpaar weist eine rechte Mahlwalze 230 und eine linke Mahlwalze 230' auf. Die Mahlwalzen sind in Walzengehäusen 232 und 233 drehbar gelagert. Die Walzengehäuse ihrerseits sind über Bolzen 235, 235' an einem Zuganker 234 befestigt. Die Befestigung ist so ausgeführt, dass die rechte Mahlwalze 230 innerhalb des ihr zugeordneten Gehäuses relativ zur linken Mahlwalze 230' schwenkbar ist. Diese Verschwenkbarkeit ermöglicht eine Veränderung des Walzenspaltes. Die linke Mahlwalze 230' wird durch einen zusätzlich zum Bolzen 235' vorgesehenen Stift 231 in aufrechter Lage gehalten. Die beiden Lagergehäuse 232 und 233 sind mittels einer Führungsspindel 236 gegeneinander verstellbar. Eine Drehung der Führungsspindel 236 führt zu einer Veränderung des Walzenspaltes. Ferner ist ein elektrischer Servomotor 238 vorgesehen, der als Stellglied dient und über ein geeignetes Untersetzungsgetriebe an der Führungsspindel 236 angreift. Dem Servomotor vorgeschaltet ist ein Servoverstärker. Der Servomotor 238 wirkt im noch zu beschreibenden Regelkreis als Stellglied. Ferner
-

- ist ein Handrad 239 vorgesehen, mit dessen Hilfe - ebenfalls über ein entsprechendes Untersetzungsgetriebe - die Führungsspindel 236 gedreht werden kann. Der Walzenabstand ist demnach über das Handrad 239 vom Obermüller oder über den Servomotor 238 verstellbar. Ein Näherungsschalter, bestehend aus dem Sendeteil 240 und Empfangsteil 241, ist am oberen Ende der Lagergehäuse 232, 233 angeordnet. Dieser Näherungsschalter gibt ein elektrisches Signal ab, welches dem Abstand zwischen seinem Sender 240 und seinem Empfänger 241 entspricht. Da der Näherungsschalter 240, 241, fest mit den Lagergehäusen 232, 233 verbunden ist, entspricht das vom Näherungsschalter abgegebene Signal gleichzeitig dem Abstand zwischen den beiden Walzen.
- Der als Sender und Empfänger ausgestaltete Näherungsschalter 240, 241 ist auch durch ein anderes, geeignetes Näherungsmessgerät ersetzbar. Der bereits in den vorangehend beschriebenen Figuren dargestellte Regler 50 umfasst einen Vergleicher bzw. Komparator für einen Vergleich zwischen Istwert und Sollwert, einen nachgeschalteten Signalverstärker und einen Umformer zur Abgabe einer geeigneten Stellgrösse, d.h. eines geeigneten Signales zur Steuerung des Servo- bzw. Stellmotores 238. Der Reglerausgang wird hierbei über die Leitung 24 dem Servomotor 238 zugeführt. Der Servomotor ist mittels des bereits beschriebenen Schalters 26 vom Regler 50 abkoppelbar, beispielsweise zum Zwecke einer gewünschten Handeinstellung des Mahlwalzenspaltes mit Hilfe des Handrades 239.
- Das vom Näherungsschalter 240, 241 ausgehende Signal wird als Istwert über die Leitung 57 dem Reglereingang zugeführt. Im Vergleicher wird es dann mit einem Sollwert verglichen, welcher über die Leitung 53 (vgl. Fig. 11) dem Regler 50 vorgegeben wird. Der Sollwert kann hierbei über den Eingang M4b von Hand verstellt werden. Er kann aber auch bei geschlossenem Schalter 27 von der Speichereinheit bzw. einem Sammeldatenspeicher für Sollwerte 42 vorgegeben werden. Der Sollwertgeber 52 ist demnach vom Obermüller direkt ansteuerbar. Bei geschlossenem Schalter 27 ist der Sollwertgeber 52 von der Speichereinheit 42 ansteuerbar. Zur selbsttätigen Sollwertvorgabe ist im dargestellten Ausführungsbeispiel der Speichereinheit 42 der Leitrechner 40 vorgeschaltet. Diesem Leitrechner 40 werden als Eingangssignalgrössen die durch quantitative und qualitative Bewertung der vorgegebenen Mischung und Qualität ermittelten Werte eingegeben. Diese Gruppe von Eingangssignalen dient dann als Adressensignal für den Sollwert des Walzenabstandes.
- Zur Vermeidung von Missverständnissen sei darauf hingewiesen, dass der Speichereinheit 42 eine Reihe weiterer Regler 50 zur Regelung weiterer Prozessparameter, beispielsweise weiterer Walzenspalte nachgeschaltet sind. Denn der Einsatz eines Speichers bei Regelung nur einer einzigen Prozessgrösse innerhalb der gesamten Mühlenanlage wäre aus writschaftlichen Gründen nicht vertretbar. Ferner können als Adressensignale die Ausgangssignale eines Temperaturmessgerätes 45T und eines Druckmessgerätes 45D zugeführt werden. Die Fühler dieser Messgeräte sind symbolisch durch die Bezugszeichen 242 und 243 gekennzeichnet.
- Fig. 6 zeigt auch die Möglichkeit der Einspeicherung neuer Steuersignale bzw. sollwertrepräsentativer Signale in die Speichereinheit 42. Hierzu ist die Leitung S1 (vgl. Fig. 11) vorgesehen, welche die vom Empfängerteil 241 des Näherungsschalters 240, 241 ausgehenden Signale dem Leitrechner 40 zuführt. Dieser schreibt dann entsprechende sollwertrepräsentative Steuersignale in die Speichereinheit 42 ein. Demgemäss kann der Obermüller, beispielsweise durch Drehen von Handrädern 239, die Walzenspalte mehrerer Mahlwalzenpaare solange verstellen, bis er optimale Werte gefunden hat, und diese Einstellungen dann via Leitung 57, S, in die Speichereinheit 42 einschreiben.
- Jedes in den Figuren 3 und 5 dargestellte Walzenpaar kann in dieser Weise mit einem Regler bestückt sein. Die Regler können dann gemeinsam mit dem Leitrechner 40 bzw. der Speichereinheit 42 verbunden sein. Die Regler 50 können auch in den Leitrechner integriert sein, was insbesondere bei zwanzig oder mehrzu regelnden Walzenpaaren von Vorteil ist.
- Die Walzenpaare sind Ausführungsbeispiele für die in Fig. 11 dargestellten Verfahrenszonen 51, bis 51 n- Weitere Korelationen zwischen dem in Fig. 6 dargestellten Ausführungsbeispiel und der Fig. 11 sind dadurch ersichtlich, dass einander entsprechenden Teilen gleiche Bezugszeichen gegeben wurden.
- Vorstehend genanntes Ausführungsbeispiel zeigte einen Regelkreis innerhalb der Vermahlungszone.
- Anhand der Fig. 7 wird ein weiteres Ausführungsbeispiel für einen steuerbaren Regelkreis innerhalb der Reinigungszone veranschaulicht. Die hier vorgenommene Regelung bezieht sich auf die Durchflussmengenregelung, die bereits in Fig. 2 angesprochen worden ist.
- Jeder Durchflussmengen- Regelkreis 114 weist hierbei eine schwenkbar angeordnete Platte 250 auf, welche elastisch gegen eine Winkelauslenkung vorgespannt ist. Der auf die Platte 250 auftreffende Getreidefluss übt ein Drehmoment auf die Platte 250 aus. Hierbei entspricht der Drehwinkel der Getreideflussrate. Die Winkelauslenkung der Platte 250 wird in ein elektrisches Signal umgewandelt und über die Leitung 57, dem Regler 50 zugeführt. Ferner empfängt der Regler 50 über die Leitung 53, ein Sollwertsignal, das in der gezeigten Stellung des Schalters 27, von der Speichereinheit 42 vorgegeben wird. Bei der anderen Stellung des Schalters 27, wird das Sollwertsignal vom Sollwertgeber 52, vorgegeben. Die Leitung S, führt zur Speichereinheit 42, gegebenenfalls über den Leitrechner 40, und dient zum Einschreiben neuer sollwertrepräsentativer Steuersignale in die Speichereinheit 42.
- Durch Vorgabe entsprechender Sollwerte kann jedes beliebige Getreidegemisch dem Fördersystem 112 zugeführt werden. Gemäss einem bevorzugten Ausführungsbeispiel werden auch hier die Regler in einem gemeinsamen Modul integriert, wobei diese Integration sowohl auf der zweiten Ebene, also der Regelkreisebene, oder auch in der dritten Ebene, in diesem Fall im Leitrechner, vorgenommen werden kann.
- Der Schalter 27, gibt auch hier wiederum die Möglichkeit, die zweite Ebene, d.h. die Regelkreisebene von der dritten Ebene, d.h. vom Leitrechner und der Speichereinheit abzuschalten. Ein dem Schalter 26, in Fig. 11 entsprechender Schalter zwischen dem Regler 50 und den Steuermitteln des Durchflussmengen-Regelkreises würde die Abkoppelung der zweiten Ebene von der ersten Ebene ermöglichen.
- Ein weiteres Ausführungsbeispiel der erfindungsgemässen Steuerung einer Getreidemühlenanlage stellt die in Fig. 8 dargestellte Regelung bzw. Steuerung der Getreidefeuchtigkeit dar. Zur Vermeidung von Wiederholungen wird hierbei auf Fig. 2 zurückgegriffen. Das zu befeuchtende Getreide wird zunächst durch ein Feuchtigkeitsmessgerät 260 geführt. Das Feuchtigkeitsmessgerät 260 gibt über die Leitung 261 ein elektrisches Signal ab, welches dem Feuchtigkeitsgehalt des zugeführten Getreides entspricht. Ausgehend von diesem Signal wird diejenige Menge an Wasser berechnet, welche benötigt wird, um den gewünschten Feuchtigkeitsgehalt zu erzielen. Diese Berechnung erfolgt entweder in einem gesondert hierfür vorgesehenen lokalen, fest programmierten Rechner 263, oder beispielsweise im Leitrechner 40. Die Befeuchtung, d.h. die Netzung des Getreides erfolgt im Netzgerät 12. Die benötigte Wassermenge kann beispielsweise als Sollwert für einen Wasserdurchflussmengen-Regler vorgegeben werden. Erfolgt die Berechnung im Leitcomputer 40, dann wird der Schalter 272 in die in der Fig. 8 dargestellte Stellung geschaltet. Soll der Sollwert für die Wasserdurchflussmenge durch Probieren von Hand vorgegeben werden, dann ist der Schalter 27z in die untere, gestrichelte Stellung geschaltet. Wird die Sollwertvorgabe für die Wasserdurchflussmenge vom lokalen Rechner 263 ermittelt, dann steht der Schalter 27z in der mittleren Stellung. Bei der Berechnung der Sollwertvorgabe für die Wasserdurchflussmenge wird in der Regel auch die Durchflussmenge des Getreides berücksichtigt. Zur Regelung der Wasserdurchflussmenge ist der Regler 502 vorgesehen. Diesem Regler werden über die Leitung 53z die Sollwerte vorgegeben. Den Istwert empfängt der Regler über die Leitung 572. Die Istwertleitung endet an einem Messgerät innerhalb eines Ventils 264 zur Steuerung der Durchflussrate. Durch Vergleich zwischen Istwert und Sollwert wird im Regler 502 das Fehlersignal ermittelt, und aus diesem Fehlersigal die Stellgrösse abgeleitet, welche über die Leitung 266 dem Steuerventil 264 zugeführt wird. Ferner ist wiederum die Leitung S2 vorgesehen, welche mit einem entsprechenden Schreibeingang der Speichereinheit 42 oder mit dem Leitrechner 40 verbunden ist. Über die Leitung S2 kann ein Durchflussmengenwert in den Speicher eingeschrieben werden, welcher repräsentativ für einen optimalen Wasserdurchfluss ist.
- Auch das Steuerventil 264 zur Steuerung der Wasserdurchflussmenge ist wiederum von Hand steuerbar, so dass auch hier der Obermüller direkt steuernd in der untersten Ebene der hierarchischen Struktur eingreifen kann. Demgemäss kann auch die Wasserdurchflussmenge sowohl von der ersten Ebene, von der zweiten Ebene und von der dritten Ebene, gegebenenfalls auch von der vierten Ebene her gesteuert werden.
- Bei der Ermittlung des Sollwertes für den Regler 502 können neben den genannten Parametern die in der Beschreibungseinleitung genannten Parameter, beispielsweise die relative Luftfeuchtigkeit und die Temperatur - neben weiteren Eingangssignalgrössen, beispielsweise quantitativen und qualitativen Werten, welche der Getreideart, der Getreidequalität etc. zugeordnet werden -, als Adressensignale zur Adressierung eines entsprechenden sollwertrepräsentativen Steuersignales in der Speichereinheit 42 herangezogen werden.
- Die Adresseneingänge der Speichereinheit oder des Leitrechners können mit Sichtanzeigen versehen sein, so dass der Obermüller stets kontrollieren kann, welchen Prozesselementen er Steuersignale zuordnet und von welchen Prozessgrössen er hierbei ausgegangen ist. Zusätzlich kann dem Leitrechner eine Schreibeinrichtung bzw. Protokolleinrichtung nebengeschaltet sein, welche die Eingangsgrössen, die Steuersignale und die erzielten Ausgangsgrössen aufschreibt. Diese Massnahme dient der weiteren Transparenz der Führung einer Getreidemühlenanlage.
- Vorzugsweise sind die Speicher als digitale Speicher ausgelegt, wobei entsprechend digitalisierte Eingangsgrössen vorgegeben und digitalisierte Steuersignale vom Speicher ausgegeben werden.
- Bei Integration von Teilen der Verriegelungsschaltung in den Leitrechner ist es von Vorteil, periodisch oder kontinuierlich das Einhalten der Sollwerte bzw. die Grösse der Fehlersignale zu überprüfen und bei Überschreiten der Fehlersignale Steuersignale an ein Sicherungsmodul abzugeben, das seinerseits entsprechende Verriegelungselemente und/oder die ersten, zweiten und dritten Schalteinrichtungen 26, 27 und 62 im Sinne eines Abschaltens bzw. Abkoppelns ansteuert. Auch die Anlaufphase kann auf diese Weise gesteuert werden. Zum Überprüfen der Zustände der einzelnen Prozesselemente in obigem Sinne eignet sich ein Taktgeber, mittels dessen zyklisch die einzelnen Prozesselemente auf das Einhalten von Zuständen bzw. Prozessparametern abgefragt werden.
Claims (31)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2855715A DE2855715C3 (de) | 1978-12-22 | 1978-12-22 | Getreidemühlenanlage zur Herstellung von Mehl |
| DE2855715 | 1978-12-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0013023A1 EP0013023A1 (de) | 1980-07-09 |
| EP0013023B1 true EP0013023B1 (de) | 1982-10-20 |
Family
ID=6058138
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79105351A Expired EP0013023B1 (de) | 1978-12-22 | 1979-12-22 | Verfahren zur Vermahlung von Getreide und Getreidemühlenanlage |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US4363448A (de) |
| EP (1) | EP0013023B1 (de) |
| JP (1) | JPS55116448A (de) |
| BR (1) | BR7908507A (de) |
| DD (1) | DD148304A5 (de) |
| DE (2) | DE2855715C3 (de) |
| ES (1) | ES8101410A1 (de) |
| GB (2) | GB2044481B (de) |
| PL (1) | PL132265B1 (de) |
| SU (1) | SU1340574A3 (de) |
| ZA (1) | ZA797034B (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010000816A1 (de) * | 2008-07-02 | 2010-01-07 | Bühler AG | Regelsystem für getreide-verarbeitungsanlage |
| WO2013135308A1 (de) * | 2012-03-16 | 2013-09-19 | Bühler AG | Vorrichtung und verfahren für einen optimierten getreidevermahlungsprozess sowie entsprechendes computerprogrammprodukt zur steuerung der vorrichtung |
| CN107861540A (zh) * | 2017-11-16 | 2018-03-30 | 常德科祥机电制造有限公司 | 一种谷物烘干机自动控制装置及其控制方法 |
| WO2019101968A1 (de) | 2017-11-23 | 2019-05-31 | Bühler AG | Intelligente, selbst-adaptive steuerungsvorrichtung zur automatisierten optimierung und steuerung der vermahlungslinie eines walzensystems und entsprechendes verfahren |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60216844A (ja) * | 1984-04-13 | 1985-10-30 | Nippon Shokubai Kagaku Kogyo Co Ltd | エチレンオキシド製造用銀触媒 |
| EP0190241B1 (de) * | 1984-08-03 | 1988-11-17 | Bühler AG | Mahlspaltverstellvorrichtung für müllereiwalzenstühle |
| EP0215865B1 (de) * | 1985-03-15 | 1990-02-07 | Bühler AG | Verfahren zum einstellen der mahlwalzen bei walzenstühlen einer getreidemühlenanlage sowie getreidemühlenanlage zur durchführung des verfahrens |
| AT389653B (de) * | 1985-09-10 | 1990-01-10 | Schroedl Hermann | Verfahren zur einstellung der spaltweite eines kegelbrechers od.dgl. |
| DE68918701T2 (de) * | 1989-12-13 | 1995-02-09 | Satake Eng Co Ltd | Mahlvorrichtung und System dafür. |
| DE4129898C2 (de) * | 1991-09-09 | 1994-10-13 | Graef Dieter Otto | Verfahren zum Vermahlen von Körnerfrüchten sowie Vorrichtung zur Durchführung des Verfahrens |
| FR2685222A1 (fr) * | 1991-12-23 | 1993-06-25 | Framatome Sa | Procede de traitement de grains vegetaux ou de graines vegetales et produits obtenus par ce procede. |
| FR2685223A1 (fr) * | 1991-12-23 | 1993-06-25 | Framatome Sa | Installation de traitement de grains vegetaux ou de graines vegetales. |
| CA2065506C (en) * | 1992-04-07 | 1997-05-27 | Richard Nolin | Method and apparatus for fragmenting a block of frozen vegetable tissue |
| IT1288157B1 (it) * | 1996-05-03 | 1998-09-11 | Golfetto Spa | Procedimento per effettuare il controllo automatico della macinazione in un impianto molitorio ed impianto per effettuare il procedimento. |
| US20050004682A1 (en) * | 2003-07-01 | 2005-01-06 | Deere & Company, A Delaware Corporation. | Computer-assisted management of the processing of an agricultural product |
| US20040258807A1 (en) * | 2003-06-20 | 2004-12-23 | Deere & Company, A Delaware Corporation | Method and system for management of the processing of agricultural products |
| DE10344040A1 (de) * | 2003-09-23 | 2005-04-14 | Polysius Ag | Verfahren und Vorrichtung zur Herstellung eines hydraulischen Bindemittels |
| US20070170291A1 (en) * | 2006-01-23 | 2007-07-26 | Naganawa Mauro M | Cracking mill for grains of soy, wheat, and others |
| US20080171114A1 (en) * | 2006-12-20 | 2008-07-17 | Castillo Rodriguez Francisco B | Process for the production of refined whole-wheat flour with low coloration |
| DE102007002243A1 (de) | 2007-01-10 | 2008-07-17 | Bühler AG | Verfahren zum Betreiben einer Anlage |
| WO2014187799A1 (de) * | 2013-05-22 | 2014-11-27 | Bühler AG | Vorrichtung und verfahren für einen optimierten getreidevermahlungsprozess sowie entsprechendes steuerungssystem für getreidemühlen |
| US10646877B2 (en) * | 2017-03-13 | 2020-05-12 | General Electric Technology Gmbh | System and method for adjusting a material bed depth in a pulverizer mill |
| EP3801909B1 (de) | 2018-05-25 | 2022-03-30 | Bühler AG | Getreidemühle und walzenstuhl mit mehreren mahlpassagen zum optimierten mahlen von mahlgut, sowie entsprechendes verfahren |
| BR102021003370B1 (pt) * | 2021-02-23 | 2022-04-05 | Bunge Alimentos S/A | Sistema e método de quebra de grãos |
| CN116159672B (zh) * | 2023-03-01 | 2024-01-05 | 湖南中科电气股份有限公司 | 一种基于石墨化材料分选的磁选系统 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2713460A (en) * | 1952-02-28 | 1955-07-19 | Atkinson Milling Company | Method for regulating pressures on milling rolls |
| US2847167A (en) * | 1954-12-16 | 1958-08-12 | Gen Mills Inc | Milling process for wheat and similar granular food products |
| GB1415604A (en) * | 1973-03-23 | 1975-11-26 | Simon Ltd Henry | Cereal milling |
| CH619157A5 (de) * | 1976-07-16 | 1980-09-15 | Buehler Ag Geb |
-
1978
- 1978-12-22 DE DE2855715A patent/DE2855715C3/de not_active Expired
-
1979
- 1979-12-19 GB GB7943640A patent/GB2044481B/en not_active Expired
- 1979-12-21 SU SU792861257A patent/SU1340574A3/ru active
- 1979-12-22 PL PL1979220703A patent/PL132265B1/pl unknown
- 1979-12-22 DE DE7979105351T patent/DE2963911D1/de not_active Expired
- 1979-12-22 ES ES487229A patent/ES8101410A1/es not_active Expired
- 1979-12-22 JP JP16746579A patent/JPS55116448A/ja active Granted
- 1979-12-22 EP EP79105351A patent/EP0013023B1/de not_active Expired
- 1979-12-22 DD DD79218171A patent/DD148304A5/de unknown
- 1979-12-26 BR BR7908507A patent/BR7908507A/pt unknown
- 1979-12-26 US US06/106,939 patent/US4363448A/en not_active Expired - Lifetime
- 1979-12-27 ZA ZA00797034A patent/ZA797034B/xx unknown
-
1982
- 1982-07-08 GB GB08219777A patent/GB2111721B/en not_active Expired
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010000816A1 (de) * | 2008-07-02 | 2010-01-07 | Bühler AG | Regelsystem für getreide-verarbeitungsanlage |
| WO2013135308A1 (de) * | 2012-03-16 | 2013-09-19 | Bühler AG | Vorrichtung und verfahren für einen optimierten getreidevermahlungsprozess sowie entsprechendes computerprogrammprodukt zur steuerung der vorrichtung |
| CN107861540A (zh) * | 2017-11-16 | 2018-03-30 | 常德科祥机电制造有限公司 | 一种谷物烘干机自动控制装置及其控制方法 |
| WO2019101968A1 (de) | 2017-11-23 | 2019-05-31 | Bühler AG | Intelligente, selbst-adaptive steuerungsvorrichtung zur automatisierten optimierung und steuerung der vermahlungslinie eines walzensystems und entsprechendes verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| DE2963911D1 (en) | 1982-11-25 |
| EP0013023A1 (de) | 1980-07-09 |
| GB2111721A (en) | 1983-07-06 |
| DE2855715C3 (de) | 1982-05-19 |
| GB2044481B (en) | 1983-07-20 |
| GB2111721B (en) | 1983-11-16 |
| PL132265B1 (en) | 1985-02-28 |
| SU1340574A3 (ru) | 1987-09-23 |
| BR7908507A (pt) | 1980-07-22 |
| JPS55116448A (en) | 1980-09-08 |
| JPS6332504B2 (de) | 1988-06-30 |
| DE2855715B2 (de) | 1981-08-06 |
| PL220703A1 (de) | 1980-10-06 |
| DD148304A5 (de) | 1981-05-20 |
| DE2855715A1 (de) | 1980-06-26 |
| ZA797034B (en) | 1981-08-26 |
| GB2044481A (en) | 1980-10-15 |
| ES487229A0 (es) | 1980-12-16 |
| ES8101410A1 (es) | 1980-12-16 |
| US4363448A (en) | 1982-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0013023B1 (de) | Verfahren zur Vermahlung von Getreide und Getreidemühlenanlage | |
| EP0336939B1 (de) | Verfahren zur herstellung eines stärkerohmateriales sowie stärkemühlenanlage | |
| EP1763988B1 (de) | Verfahren zur Einstellung eines Arbeitsaggregats einer Erntemaschine | |
| EP2313199B1 (de) | Vorrichtung und verfahren zur herstellung von mehl und/oder griess | |
| EP3801909A1 (de) | Getreidemühle und walzenstuhl mit mehreren mahlpassagen zum optimierten mahlen von mahlgut, sowie entsprechendes verfahren | |
| WO1992018257A1 (de) | Verfahren zur luftführung für das putzen von griessen sowie griessputzmaschine | |
| EP0215865B1 (de) | Verfahren zum einstellen der mahlwalzen bei walzenstühlen einer getreidemühlenanlage sowie getreidemühlenanlage zur durchführung des verfahrens | |
| DE10218424A1 (de) | Schrotmühle sowie Verfahren zur Zerkleinerung von Mahlgut | |
| DE4005323A1 (de) | Verfahren und mahlanlage zur zweistufigen zerkleinerung von sproedem mahlgut | |
| EP2318142A1 (de) | Regelsystem für getreide-verarbeitungsanlage | |
| DE1583773A1 (de) | Steuervorrichtung fuer schnell laufende magnetische Trommel-Separatoren | |
| DE3519625A1 (de) | Verfahren zum einstellen der mahlwalzen bei walzenstuehlen einer getreidemuehlenanlage sowie getreidemuehlenanlage zur durchfuehrung des verfahrens | |
| WO2023212830A1 (de) | Autonome mühle und mahlverfahren | |
| DE2943597C2 (de) | Vollernter für Maiskolbenschrot | |
| DD282861A5 (de) | Verfahren und Getreidemühle zur Herstellung von Getreidemahlprodukten | |
| DE102020005104A1 (de) | Verfahren zur zumindest rechnerunterstützten Steuerung einer Prozesskette zur Behandlung landwirtschaftlicher Produkte zu Trocken- und Semitrockenprodukten | |
| CH684742A5 (de) | Verfahren zum Reinigen und Sortieren von Schüttgut. | |
| CH528302A (de) | Laborgetreidemühle | |
| DE3717529A1 (de) | Verfahren und vorrichtung zur bestimmung der fuer deren verarbeitung wichtigen eigenschaftswerte von holzspaenen, natuerlichen fasern oder dergleichen materialien | |
| DD275414A1 (de) | Saatgutbereiter fuer getreide und feinsaemereien |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19810107 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR IT NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19821020 Ref country code: BE Effective date: 19821020 |
|
| REF | Corresponds to: |
Ref document number: 2963911 Country of ref document: DE Date of ref document: 19821125 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: BUEHLER AG |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 79105351.5 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19961121 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19971113 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971223 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 79105351.5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19981110 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19981118 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19991221 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |