DE69730982T2 - Einbettung und einkapselung von teilchen zur kontrollierten abgabe - Google Patents
Einbettung und einkapselung von teilchen zur kontrollierten abgabe Download PDFInfo
- Publication number
- DE69730982T2 DE69730982T2 DE69730982T DE69730982T DE69730982T2 DE 69730982 T2 DE69730982 T2 DE 69730982T2 DE 69730982 T DE69730982 T DE 69730982T DE 69730982 T DE69730982 T DE 69730982T DE 69730982 T2 DE69730982 T2 DE 69730982T2
- Authority
- DE
- Germany
- Prior art keywords
- encapsulant
- release
- matrix
- ingredient
- starch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005538 encapsulation Methods 0.000 title claims description 17
- 239000002245 particle Substances 0.000 title abstract description 42
- 238000013270 controlled release Methods 0.000 title abstract description 15
- 239000011159 matrix material Substances 0.000 claims abstract description 149
- 239000008393 encapsulating agent Substances 0.000 claims abstract description 112
- 229920002472 Starch Polymers 0.000 claims abstract description 76
- 235000019698 starch Nutrition 0.000 claims abstract description 76
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 74
- 239000008107 starch Substances 0.000 claims abstract description 71
- 239000000203 mixture Substances 0.000 claims abstract description 70
- 239000000463 material Substances 0.000 claims abstract description 56
- 238000002156 mixing Methods 0.000 claims abstract description 35
- 239000004014 plasticizer Substances 0.000 claims abstract description 22
- 230000002209 hydrophobic effect Effects 0.000 claims abstract description 13
- 230000006378 damage Effects 0.000 claims abstract description 11
- 239000004615 ingredient Substances 0.000 claims description 97
- 239000000047 product Substances 0.000 claims description 72
- -1 Waxing Substances 0.000 claims description 60
- 238000000034 method Methods 0.000 claims description 47
- 238000001125 extrusion Methods 0.000 claims description 42
- 239000004480 active ingredient Substances 0.000 claims description 31
- 230000008569 process Effects 0.000 claims description 17
- 238000005520 cutting process Methods 0.000 claims description 14
- 238000010438 heat treatment Methods 0.000 claims description 13
- 229920001353 Dextrin Polymers 0.000 claims description 12
- 239000004375 Dextrin Substances 0.000 claims description 12
- 235000019425 dextrin Nutrition 0.000 claims description 12
- 229920000881 Modified starch Polymers 0.000 claims description 9
- 239000000155 melt Substances 0.000 claims description 8
- 239000003921 oil Substances 0.000 claims description 8
- 102000004169 proteins and genes Human genes 0.000 claims description 8
- 108090000623 proteins and genes Proteins 0.000 claims description 8
- 235000007264 Triticum durum Nutrition 0.000 claims description 7
- 241000209143 Triticum turgidum subsp. durum Species 0.000 claims description 7
- 235000014113 dietary fatty acids Nutrition 0.000 claims description 7
- 239000003995 emulsifying agent Substances 0.000 claims description 7
- 239000000194 fatty acid Substances 0.000 claims description 7
- 229930195729 fatty acid Natural products 0.000 claims description 7
- 150000004665 fatty acids Chemical class 0.000 claims description 7
- 230000009477 glass transition Effects 0.000 claims description 7
- 239000003599 detergent Substances 0.000 claims description 6
- 235000013312 flour Nutrition 0.000 claims description 6
- 239000004009 herbicide Substances 0.000 claims description 6
- 150000002632 lipids Chemical class 0.000 claims description 6
- 235000016709 nutrition Nutrition 0.000 claims description 6
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 claims description 5
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 claims description 5
- 235000002017 Zea mays subsp mays Nutrition 0.000 claims description 5
- 150000001413 amino acids Chemical class 0.000 claims description 5
- 239000000470 constituent Substances 0.000 claims description 5
- 239000003925 fat Substances 0.000 claims description 5
- 239000003205 fragrance Substances 0.000 claims description 5
- 239000002917 insecticide Substances 0.000 claims description 5
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 239000000575 pesticide Substances 0.000 claims description 5
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 claims description 5
- 229920000036 polyvinylpyrrolidone Polymers 0.000 claims description 5
- AOJJSUZBOXZQNB-TZSSRYMLSA-N Doxorubicin Chemical compound O([C@H]1C[C@@](O)(CC=2C(O)=C3C(=O)C=4C=CC=C(C=4C(=O)C3=C(O)C=21)OC)C(=O)CO)[C@H]1C[C@H](N)[C@H](O)[C@H](C)O1 AOJJSUZBOXZQNB-TZSSRYMLSA-N 0.000 claims description 4
- 241000700605 Viruses Species 0.000 claims description 4
- 239000003963 antioxidant agent Substances 0.000 claims description 4
- 235000013339 cereals Nutrition 0.000 claims description 4
- 239000000417 fungicide Substances 0.000 claims description 4
- 239000002417 nutraceutical Substances 0.000 claims description 4
- 235000021436 nutraceutical agent Nutrition 0.000 claims description 4
- 229940088594 vitamin Drugs 0.000 claims description 4
- 229930003231 vitamin Natural products 0.000 claims description 4
- 235000013343 vitamin Nutrition 0.000 claims description 4
- 239000011782 vitamin Substances 0.000 claims description 4
- 238000010792 warming Methods 0.000 claims description 4
- PROQIPRRNZUXQM-UHFFFAOYSA-N (16alpha,17betaOH)-Estra-1,3,5(10)-triene-3,16,17-triol Natural products OC1=CC=C2C3CCC(C)(C(C(O)C4)O)C4C3CCC2=C1 PROQIPRRNZUXQM-UHFFFAOYSA-N 0.000 claims description 3
- YKFCISHFRZHKHY-NGQGLHOPSA-N (2s)-2-amino-3-(3,4-dihydroxyphenyl)-2-methylpropanoic acid;trihydrate Chemical compound O.O.O.OC(=O)[C@](N)(C)CC1=CC=C(O)C(O)=C1.OC(=O)[C@](N)(C)CC1=CC=C(O)C(O)=C1 YKFCISHFRZHKHY-NGQGLHOPSA-N 0.000 claims description 3
- CMWTZPSULFXXJA-UHFFFAOYSA-N Naproxen Natural products C1=C(C(C)C(O)=O)C=CC2=CC(OC)=CC=C21 CMWTZPSULFXXJA-UHFFFAOYSA-N 0.000 claims description 3
- 239000002202 Polyethylene glycol Substances 0.000 claims description 3
- JIFPTBLGXRKRAO-UHFFFAOYSA-K aluminum;magnesium;hydroxide;sulfate Chemical compound [OH-].[Mg+2].[Al+3].[O-]S([O-])(=O)=O JIFPTBLGXRKRAO-UHFFFAOYSA-K 0.000 claims description 3
- DKNWSYNQZKUICI-UHFFFAOYSA-N amantadine Chemical compound C1C(C2)CC3CC2CC1(N)C3 DKNWSYNQZKUICI-UHFFFAOYSA-N 0.000 claims description 3
- 229960003805 amantadine Drugs 0.000 claims description 3
- 239000003242 anti bacterial agent Substances 0.000 claims description 3
- 229940088710 antibiotic agent Drugs 0.000 claims description 3
- 239000002246 antineoplastic agent Substances 0.000 claims description 3
- 239000003443 antiviral agent Substances 0.000 claims description 3
- 229960002170 azathioprine Drugs 0.000 claims description 3
- LMEKQMALGUDUQG-UHFFFAOYSA-N azathioprine Chemical compound CN1C=NC([N+]([O-])=O)=C1SC1=NC=NC2=C1NC=N2 LMEKQMALGUDUQG-UHFFFAOYSA-N 0.000 claims description 3
- 235000015496 breakfast cereal Nutrition 0.000 claims description 3
- 229940083181 centrally acting adntiadrenergic agent methyldopa Drugs 0.000 claims description 3
- 235000015872 dietary supplement Nutrition 0.000 claims description 3
- 229960001348 estriol Drugs 0.000 claims description 3
- PROQIPRRNZUXQM-ZXXIGWHRSA-N estriol Chemical compound OC1=CC=C2[C@H]3CC[C@](C)([C@H]([C@H](O)C4)O)[C@@H]4[C@@H]3CCC2=C1 PROQIPRRNZUXQM-ZXXIGWHRSA-N 0.000 claims description 3
- XUFQPHANEAPEMJ-UHFFFAOYSA-N famotidine Chemical compound NC(N)=NC1=NC(CSCCC(N)=NS(N)(=O)=O)=CS1 XUFQPHANEAPEMJ-UHFFFAOYSA-N 0.000 claims description 3
- 229960001596 famotidine Drugs 0.000 claims description 3
- 229940088597 hormone Drugs 0.000 claims description 3
- 239000005556 hormone Substances 0.000 claims description 3
- 239000000416 hydrocolloid Substances 0.000 claims description 3
- 229960004018 magaldrate Drugs 0.000 claims description 3
- 235000019426 modified starch Nutrition 0.000 claims description 3
- 229960004255 nadolol Drugs 0.000 claims description 3
- VWPOSFSPZNDTMJ-UCWKZMIHSA-N nadolol Chemical compound C1[C@@H](O)[C@@H](O)CC2=C1C=CC=C2OCC(O)CNC(C)(C)C VWPOSFSPZNDTMJ-UCWKZMIHSA-N 0.000 claims description 3
- 229960002009 naproxen Drugs 0.000 claims description 3
- CMWTZPSULFXXJA-VIFPVBQESA-N naproxen Chemical compound C1=C([C@H](C)C(O)=O)C=CC2=CC(OC)=CC=C21 CMWTZPSULFXXJA-VIFPVBQESA-N 0.000 claims description 3
- 229960005489 paracetamol Drugs 0.000 claims description 3
- 229920001223 polyethylene glycol Polymers 0.000 claims description 3
- 229920000642 polymer Polymers 0.000 claims description 3
- 229920002689 polyvinyl acetate Polymers 0.000 claims description 3
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 3
- NMKSAYKQLCHXDK-UHFFFAOYSA-N 3,3-diphenyl-N-(1-phenylethyl)-1-propanamine Chemical compound C=1C=CC=CC=1C(C)NCCC(C=1C=CC=CC=1)C1=CC=CC=C1 NMKSAYKQLCHXDK-UHFFFAOYSA-N 0.000 claims description 2
- 229920000858 Cyclodextrin Polymers 0.000 claims description 2
- 108010016626 Dipeptides Proteins 0.000 claims description 2
- 108090000790 Enzymes Proteins 0.000 claims description 2
- 102000004190 Enzymes Human genes 0.000 claims description 2
- 108010038807 Oligopeptides Proteins 0.000 claims description 2
- 102000015636 Oligopeptides Human genes 0.000 claims description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 2
- 241000482268 Zea mays subsp. mays Species 0.000 claims description 2
- NOSIYYJFMPDDSA-UHFFFAOYSA-N acepromazine Chemical compound C1=C(C(C)=O)C=C2N(CCCN(C)C)C3=CC=CC=C3SC2=C1 NOSIYYJFMPDDSA-UHFFFAOYSA-N 0.000 claims description 2
- 229960005054 acepromazine Drugs 0.000 claims description 2
- 229960001466 acetohexamide Drugs 0.000 claims description 2
- VGZSUPCWNCWDAN-UHFFFAOYSA-N acetohexamide Chemical compound C1=CC(C(=O)C)=CC=C1S(=O)(=O)NC(=O)NC1CCCCC1 VGZSUPCWNCWDAN-UHFFFAOYSA-N 0.000 claims description 2
- RRUDCFGSUDOHDG-UHFFFAOYSA-N acetohydroxamic acid Chemical compound CC(O)=NO RRUDCFGSUDOHDG-UHFFFAOYSA-N 0.000 claims description 2
- 229960001171 acetohydroxamic acid Drugs 0.000 claims description 2
- 150000003835 adenosine derivatives Chemical class 0.000 claims description 2
- 230000000840 anti-viral effect Effects 0.000 claims description 2
- AUJRCFUBUPVWSZ-XTZHGVARSA-M auranofin Chemical compound CCP(CC)(CC)=[Au]S[C@@H]1O[C@H](COC(C)=O)[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O AUJRCFUBUPVWSZ-XTZHGVARSA-M 0.000 claims description 2
- 229960005207 auranofin Drugs 0.000 claims description 2
- 235000012820 baking ingredients and mixes Nutrition 0.000 claims description 2
- LWAFSWPYPHEXKX-UHFFFAOYSA-N carteolol Chemical compound N1C(=O)CCC2=C1C=CC=C2OCC(O)CNC(C)(C)C LWAFSWPYPHEXKX-UHFFFAOYSA-N 0.000 claims description 2
- 229960001222 carteolol Drugs 0.000 claims description 2
- 229920002678 cellulose Polymers 0.000 claims description 2
- 229920003086 cellulose ether Polymers 0.000 claims description 2
- 229920001577 copolymer Polymers 0.000 claims description 2
- 235000012906 dessert mixes Nutrition 0.000 claims description 2
- 150000002016 disaccharides Chemical class 0.000 claims description 2
- 229960004679 doxorubicin Drugs 0.000 claims description 2
- 229960002602 fendiline Drugs 0.000 claims description 2
- 229960002074 flutamide Drugs 0.000 claims description 2
- MKXKFYHWDHIYRV-UHFFFAOYSA-N flutamide Chemical compound CC(C)C(=O)NC1=CC=C([N+]([O-])=O)C(C(F)(F)F)=C1 MKXKFYHWDHIYRV-UHFFFAOYSA-N 0.000 claims description 2
- 235000011494 fruit snacks Nutrition 0.000 claims description 2
- 239000004030 hiv protease inhibitor Substances 0.000 claims description 2
- 235000012054 meals Nutrition 0.000 claims description 2
- 239000002207 metabolite Substances 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 claims description 2
- 239000002184 metal Substances 0.000 claims description 2
- VRQVVMDWGGWHTJ-CQSZACIVSA-N methotrimeprazine Chemical compound C1=CC=C2N(C[C@H](C)CN(C)C)C3=CC(OC)=CC=C3SC2=C1 VRQVVMDWGGWHTJ-CQSZACIVSA-N 0.000 claims description 2
- 229940042053 methotrimeprazine Drugs 0.000 claims description 2
- VZAUGYDMVQSQAO-VOTNWUEESA-M neo-gilurytmal Chemical compound OC(=O)[C@H](O)[C@@H](O)C([O-])=O.CN([C@H]12)C3=CC=CC=C3[C@]11C[C@@H]3[N@@+](CCC)([C@@H]([C@H]4CC)O)[C@H]2C[C@@H]4[C@@H]3[C@H]1O VZAUGYDMVQSQAO-VOTNWUEESA-M 0.000 claims description 2
- 150000002832 nitroso derivatives Chemical class 0.000 claims description 2
- 229960004923 phenprocoumon Drugs 0.000 claims description 2
- DQDAYGNAKTZFIW-UHFFFAOYSA-N phenprocoumon Chemical compound OC=1C2=CC=CC=C2OC(=O)C=1C(CC)C1=CC=CC=C1 DQDAYGNAKTZFIW-UHFFFAOYSA-N 0.000 claims description 2
- 235000017807 phytochemicals Nutrition 0.000 claims description 2
- 239000000049 pigment Substances 0.000 claims description 2
- 229930000223 plant secondary metabolite Natural products 0.000 claims description 2
- 229920000098 polyolefin Polymers 0.000 claims description 2
- 229920001184 polypeptide Polymers 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 2
- 108090000765 processed proteins & peptides Proteins 0.000 claims description 2
- 102000004196 processed proteins & peptides Human genes 0.000 claims description 2
- 235000011888 snacks Nutrition 0.000 claims description 2
- 150000003431 steroids Chemical class 0.000 claims description 2
- 239000001648 tannin Substances 0.000 claims description 2
- 235000018553 tannin Nutrition 0.000 claims description 2
- 229920001864 tannin Polymers 0.000 claims description 2
- 235000013618 yogurt Nutrition 0.000 claims description 2
- HBOMLICNUCNMMY-XLPZGREQSA-N zidovudine Chemical compound O=C1NC(=O)C(C)=CN1[C@@H]1O[C@H](CO)[C@@H](N=[N+]=[N-])C1 HBOMLICNUCNMMY-XLPZGREQSA-N 0.000 claims description 2
- 229960002555 zidovudine Drugs 0.000 claims description 2
- 239000004094 surface-active agent Substances 0.000 claims 2
- 229940097362 cyclodextrins Drugs 0.000 claims 1
- 239000000796 flavoring agent Substances 0.000 claims 1
- 235000019634 flavors Nutrition 0.000 claims 1
- 150000002772 monosaccharides Chemical class 0.000 claims 1
- 150000004670 unsaturated fatty acids Chemical class 0.000 claims 1
- 235000021122 unsaturated fatty acids Nutrition 0.000 claims 1
- 238000004018 waxing Methods 0.000 claims 1
- 238000000576 coating method Methods 0.000 abstract description 49
- 239000011248 coating agent Substances 0.000 abstract description 44
- 239000007787 solid Substances 0.000 abstract description 13
- 239000008188 pellet Substances 0.000 description 38
- 239000000126 substance Substances 0.000 description 25
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 23
- 238000001035 drying Methods 0.000 description 15
- 235000013305 food Nutrition 0.000 description 15
- 238000001816 cooling Methods 0.000 description 13
- 239000007788 liquid Substances 0.000 description 13
- 235000010323 ascorbic acid Nutrition 0.000 description 11
- 239000011668 ascorbic acid Substances 0.000 description 11
- 229960005070 ascorbic acid Drugs 0.000 description 11
- 238000010411 cooking Methods 0.000 description 11
- 238000011049 filling Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 9
- 239000013543 active substance Substances 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 9
- 229940079593 drug Drugs 0.000 description 9
- 239000003814 drug Substances 0.000 description 9
- 229920002494 Zein Polymers 0.000 description 8
- 108010055615 Zein Proteins 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000000243 solution Substances 0.000 description 8
- 239000005019 zein Substances 0.000 description 8
- 229940093612 zein Drugs 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 7
- 235000019198 oils Nutrition 0.000 description 7
- 235000018102 proteins Nutrition 0.000 description 7
- 241000238631 Hexapoda Species 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 6
- 239000003826 tablet Substances 0.000 description 6
- 241000209140 Triticum Species 0.000 description 5
- 235000021307 Triticum Nutrition 0.000 description 5
- 239000012298 atmosphere Substances 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 230000001055 chewing effect Effects 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 238000010924 continuous production Methods 0.000 description 5
- 230000003111 delayed effect Effects 0.000 description 5
- 238000001704 evaporation Methods 0.000 description 5
- 239000012467 final product Substances 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 210000002784 stomach Anatomy 0.000 description 5
- 230000008961 swelling Effects 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 229920002101 Chitin Polymers 0.000 description 4
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 4
- ULGZDMOVFRHVEP-RWJQBGPGSA-N Erythromycin Chemical compound O([C@@H]1[C@@H](C)C(=O)O[C@@H]([C@@]([C@H](O)[C@@H](C)C(=O)[C@H](C)C[C@@](C)(O)[C@H](O[C@H]2[C@@H]([C@H](C[C@@H](C)O2)N(C)C)O)[C@H]1C)(C)O)CC)[C@H]1C[C@@](C)(OC)[C@@H](O)[C@H](C)O1 ULGZDMOVFRHVEP-RWJQBGPGSA-N 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- PWKSKIMOESPYIA-BYPYZUCNSA-N L-N-acetyl-Cysteine Chemical compound CC(=O)N[C@@H](CS)C(O)=O PWKSKIMOESPYIA-BYPYZUCNSA-N 0.000 description 4
- UEZVMMHDMIWARA-UHFFFAOYSA-N Metaphosphoric acid Chemical compound OP(=O)=O UEZVMMHDMIWARA-UHFFFAOYSA-N 0.000 description 4
- 241001465754 Metazoa Species 0.000 description 4
- 229920001800 Shellac Polymers 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 229960004308 acetylcysteine Drugs 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 230000001476 alcoholic effect Effects 0.000 description 4
- 229940024606 amino acid Drugs 0.000 description 4
- 235000001014 amino acid Nutrition 0.000 description 4
- OROGSEYTTFOCAN-DNJOTXNNSA-N codeine Chemical compound C([C@H]1[C@H](N(CC[C@@]112)C)C3)=C[C@H](O)[C@@H]1OC1=C2C3=CC=C1OC OROGSEYTTFOCAN-DNJOTXNNSA-N 0.000 description 4
- 235000009508 confectionery Nutrition 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 230000008020 evaporation Effects 0.000 description 4
- 235000019197 fats Nutrition 0.000 description 4
- 210000004051 gastric juice Anatomy 0.000 description 4
- YQEMORVAKMFKLG-UHFFFAOYSA-N glycerine monostearate Natural products CCCCCCCCCCCCCCCCCC(=O)OC(CO)CO YQEMORVAKMFKLG-UHFFFAOYSA-N 0.000 description 4
- SVUQHVRAGMNPLW-UHFFFAOYSA-N glycerol monostearate Natural products CCCCCCCCCCCCCCCCC(=O)OCC(O)CO SVUQHVRAGMNPLW-UHFFFAOYSA-N 0.000 description 4
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 4
- CGIGDMFJXJATDK-UHFFFAOYSA-N indomethacin Chemical compound CC1=C(CC(O)=O)C2=CC(OC)=CC=C2N1C(=O)C1=CC=C(Cl)C=C1 CGIGDMFJXJATDK-UHFFFAOYSA-N 0.000 description 4
- 210000000936 intestine Anatomy 0.000 description 4
- 238000004898 kneading Methods 0.000 description 4
- 229920001684 low density polyethylene Polymers 0.000 description 4
- 239000004702 low-density polyethylene Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 239000004208 shellac Substances 0.000 description 4
- 235000013874 shellac Nutrition 0.000 description 4
- 229940113147 shellac Drugs 0.000 description 4
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- ZFXYFBGIUFBOJW-UHFFFAOYSA-N theophylline Chemical compound O=C1N(C)C(=O)N(C)C2=C1NC=N2 ZFXYFBGIUFBOJW-UHFFFAOYSA-N 0.000 description 4
- 229960005486 vaccine Drugs 0.000 description 4
- 235000015112 vegetable and seed oil Nutrition 0.000 description 4
- 239000008158 vegetable oil Substances 0.000 description 4
- 239000001993 wax Substances 0.000 description 4
- 229920000856 Amylose Polymers 0.000 description 3
- 241000282326 Felis catus Species 0.000 description 3
- 108010010803 Gelatin Proteins 0.000 description 3
- 108010068370 Glutens Proteins 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- XUIIKFGFIJCVMT-LBPRGKRZSA-N L-thyroxine Chemical compound IC1=CC(C[C@H]([NH3+])C([O-])=O)=CC(I)=C1OC1=CC(I)=C(O)C(I)=C1 XUIIKFGFIJCVMT-LBPRGKRZSA-N 0.000 description 3
- 240000008042 Zea mays Species 0.000 description 3
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 235000006708 antioxidants Nutrition 0.000 description 3
- 239000003124 biologic agent Substances 0.000 description 3
- 150000001720 carbohydrates Chemical class 0.000 description 3
- 235000014633 carbohydrates Nutrition 0.000 description 3
- 235000005822 corn Nutrition 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000008273 gelatin Substances 0.000 description 3
- 229920000159 gelatin Polymers 0.000 description 3
- 229940014259 gelatin Drugs 0.000 description 3
- 235000019322 gelatine Nutrition 0.000 description 3
- 235000011852 gelatine desserts Nutrition 0.000 description 3
- 235000021312 gluten Nutrition 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 3
- 239000012188 paraffin wax Substances 0.000 description 3
- NLKNQRATVPKPDG-UHFFFAOYSA-M potassium iodide Chemical compound [K+].[I-] NLKNQRATVPKPDG-UHFFFAOYSA-M 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- AQHHHDLHHXJYJD-UHFFFAOYSA-N propranolol hydrochloride Natural products C1=CC=C2C(OCC(O)CNC(C)C)=CC=CC2=C1 AQHHHDLHHXJYJD-UHFFFAOYSA-N 0.000 description 3
- 239000003128 rodenticide Substances 0.000 description 3
- 229960004889 salicylic acid Drugs 0.000 description 3
- FVAUCKIRQBBSSJ-UHFFFAOYSA-M sodium iodide Chemical compound [Na+].[I-] FVAUCKIRQBBSSJ-UHFFFAOYSA-M 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- YBJHBAHKTGYVGT-ZKWXMUAHSA-N (+)-Biotin Chemical compound N1C(=O)N[C@@H]2[C@H](CCCCC(=O)O)SC[C@@H]21 YBJHBAHKTGYVGT-ZKWXMUAHSA-N 0.000 description 2
- WWYNJERNGUHSAO-XUDSTZEESA-N (+)-Norgestrel Chemical compound O=C1CC[C@@H]2[C@H]3CC[C@](CC)([C@](CC4)(O)C#C)[C@@H]4[C@@H]3CCC2=C1 WWYNJERNGUHSAO-XUDSTZEESA-N 0.000 description 2
- KWGRBVOPPLSCSI-WPRPVWTQSA-N (-)-ephedrine Chemical compound CN[C@@H](C)[C@H](O)C1=CC=CC=C1 KWGRBVOPPLSCSI-WPRPVWTQSA-N 0.000 description 2
- XMAYWYJOQHXEEK-OZXSUGGESA-N (2R,4S)-ketoconazole Chemical compound C1CN(C(=O)C)CCN1C(C=C1)=CC=C1OC[C@@H]1O[C@@](CN2C=NC=C2)(C=2C(=CC(Cl)=CC=2)Cl)OC1 XMAYWYJOQHXEEK-OZXSUGGESA-N 0.000 description 2
- DIWRORZWFLOCLC-HNNXBMFYSA-N (3s)-7-chloro-5-(2-chlorophenyl)-3-hydroxy-1,3-dihydro-1,4-benzodiazepin-2-one Chemical compound N([C@H](C(NC1=CC=C(Cl)C=C11)=O)O)=C1C1=CC=CC=C1Cl DIWRORZWFLOCLC-HNNXBMFYSA-N 0.000 description 2
- SGKRLCUYIXIAHR-AKNGSSGZSA-N (4s,4ar,5s,5ar,6r,12ar)-4-(dimethylamino)-1,5,10,11,12a-pentahydroxy-6-methyl-3,12-dioxo-4a,5,5a,6-tetrahydro-4h-tetracene-2-carboxamide Chemical compound C1=CC=C2[C@H](C)[C@@H]([C@H](O)[C@@H]3[C@](C(O)=C(C(N)=O)C(=O)[C@H]3N(C)C)(O)C3=O)C3=C(O)C2=C1O SGKRLCUYIXIAHR-AKNGSSGZSA-N 0.000 description 2
- IAKHMKGGTNLKSZ-INIZCTEOSA-N (S)-colchicine Chemical compound C1([C@@H](NC(C)=O)CC2)=CC(=O)C(OC)=CC=C1C1=C2C=C(OC)C(OC)=C1OC IAKHMKGGTNLKSZ-INIZCTEOSA-N 0.000 description 2
- GVJHHUAWPYXKBD-UHFFFAOYSA-N (±)-α-Tocopherol Chemical compound OC1=C(C)C(C)=C2OC(CCCC(C)CCCC(C)CCCC(C)C)(C)CCC2=C1C GVJHHUAWPYXKBD-UHFFFAOYSA-N 0.000 description 2
- GIKNHHRFLCDOEU-UHFFFAOYSA-N 4-(2-aminopropyl)phenol Chemical compound CC(N)CC1=CC=C(O)C=C1 GIKNHHRFLCDOEU-UHFFFAOYSA-N 0.000 description 2
- WUBBRNOQWQTFEX-UHFFFAOYSA-N 4-aminosalicylic acid Chemical compound NC1=CC=C(C(O)=O)C(O)=C1 WUBBRNOQWQTFEX-UHFFFAOYSA-N 0.000 description 2
- BSYNRYMUTXBXSQ-FOQJRBATSA-N 59096-14-9 Chemical compound CC(=O)OC1=CC=CC=C1[14C](O)=O BSYNRYMUTXBXSQ-FOQJRBATSA-N 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 2
- KHOITXIGCFIULA-UHFFFAOYSA-N Alophen Chemical compound C1=CC(OC(=O)C)=CC=C1C(C=1N=CC=CC=1)C1=CC=C(OC(C)=O)C=C1 KHOITXIGCFIULA-UHFFFAOYSA-N 0.000 description 2
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- BSYNRYMUTXBXSQ-UHFFFAOYSA-N Aspirin Chemical compound CC(=O)OC1=CC=CC=C1C(O)=O BSYNRYMUTXBXSQ-UHFFFAOYSA-N 0.000 description 2
- KPYSYYIEGFHWSV-UHFFFAOYSA-N Baclofen Chemical compound OC(=O)CC(CN)C1=CC=C(Cl)C=C1 KPYSYYIEGFHWSV-UHFFFAOYSA-N 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 108010076119 Caseins Proteins 0.000 description 2
- 229920001661 Chitosan Polymers 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- JZUFKLXOESDKRF-UHFFFAOYSA-N Chlorothiazide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC2=C1NCNS2(=O)=O JZUFKLXOESDKRF-UHFFFAOYSA-N 0.000 description 2
- 229920002261 Corn starch Polymers 0.000 description 2
- SNPLKNRPJHDVJA-ZETCQYMHSA-N D-panthenol Chemical compound OCC(C)(C)[C@@H](O)C(=O)NCCCO SNPLKNRPJHDVJA-ZETCQYMHSA-N 0.000 description 2
- WDJUZGPOPHTGOT-OAXVISGBSA-N Digitoxin Natural products O([C@H]1[C@@H](C)O[C@@H](O[C@@H]2C[C@@H]3[C@@](C)([C@@H]4[C@H]([C@]5(O)[C@@](C)([C@H](C6=CC(=O)OC6)CC5)CC4)CC3)CC2)C[C@H]1O)[C@H]1O[C@@H](C)[C@H](O[C@H]2O[C@@H](C)[C@@H](O)[C@@H](O)C2)[C@@H](O)C1 WDJUZGPOPHTGOT-OAXVISGBSA-N 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- HEMJJKBWTPKOJG-UHFFFAOYSA-N Gemfibrozil Chemical compound CC1=CC=C(C)C(OCCCC(C)(C)C(O)=O)=C1 HEMJJKBWTPKOJG-UHFFFAOYSA-N 0.000 description 2
- HSRJKNPTNIJEKV-UHFFFAOYSA-N Guaifenesin Chemical compound COC1=CC=CC=C1OCC(O)CO HSRJKNPTNIJEKV-UHFFFAOYSA-N 0.000 description 2
- 229920002907 Guar gum Polymers 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- RKUNBYITZUJHSG-UHFFFAOYSA-N Hyosciamin-hydrochlorid Natural products CN1C(C2)CCC1CC2OC(=O)C(CO)C1=CC=CC=C1 RKUNBYITZUJHSG-UHFFFAOYSA-N 0.000 description 2
- HEFNNWSXXWATRW-UHFFFAOYSA-N Ibuprofen Chemical compound CC(C)CC1=CC=C(C(C)C(O)=O)C=C1 HEFNNWSXXWATRW-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- MJVAVZPDRWSRRC-UHFFFAOYSA-N Menadione Chemical compound C1=CC=C2C(=O)C(C)=CC(=O)C2=C1 MJVAVZPDRWSRRC-UHFFFAOYSA-N 0.000 description 2
- FQISKWAFAHGMGT-SGJOWKDISA-M Methylprednisolone sodium succinate Chemical compound [Na+].C([C@@]12C)=CC(=O)C=C1[C@@H](C)C[C@@H]1[C@@H]2[C@@H](O)C[C@]2(C)[C@@](O)(C(=O)COC(=O)CCC([O-])=O)CC[C@H]21 FQISKWAFAHGMGT-SGJOWKDISA-M 0.000 description 2
- BYBLEWFAAKGYCD-UHFFFAOYSA-N Miconazole Chemical compound ClC1=CC(Cl)=CC=C1COC(C=1C(=CC(Cl)=CC=1)Cl)CN1C=NC=C1 BYBLEWFAAKGYCD-UHFFFAOYSA-N 0.000 description 2
- AMQJEAYHLZJPGS-UHFFFAOYSA-N N-Pentanol Chemical compound CCCCCO AMQJEAYHLZJPGS-UHFFFAOYSA-N 0.000 description 2
- 240000007594 Oryza sativa Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- GLUUGHFHXGJENI-UHFFFAOYSA-N Piperazine Chemical compound C1CNCCN1 GLUUGHFHXGJENI-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- RJKFOVLPORLFTN-LEKSSAKUSA-N Progesterone Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H](C(=O)C)[C@@]1(C)CC2 RJKFOVLPORLFTN-LEKSSAKUSA-N 0.000 description 2
- 239000004365 Protease Substances 0.000 description 2
- AUNGANRZJHBGPY-SCRDCRAPSA-N Riboflavin Chemical compound OC[C@@H](O)[C@@H](O)[C@@H](O)CN1C=2C=C(C)C(C)=CC=2N=C2C1=NC(=O)NC2=O AUNGANRZJHBGPY-SCRDCRAPSA-N 0.000 description 2
- PPTYJKAXVCCBDU-UHFFFAOYSA-N Rohypnol Chemical compound N=1CC(=O)N(C)C2=CC=C([N+]([O-])=O)C=C2C=1C1=CC=CC=C1F PPTYJKAXVCCBDU-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 2
- NKANXQFJJICGDU-QPLCGJKRSA-N Tamoxifen Chemical compound C=1C=CC=CC=1C(/CC)=C(C=1C=CC(OCCN(C)C)=CC=1)/C1=CC=CC=C1 NKANXQFJJICGDU-QPLCGJKRSA-N 0.000 description 2
- MUMGGOZAMZWBJJ-DYKIIFRCSA-N Testostosterone Chemical compound O=C1CC[C@]2(C)[C@H]3CC[C@](C)([C@H](CC4)O)[C@@H]4[C@@H]3CCC2=C1 MUMGGOZAMZWBJJ-DYKIIFRCSA-N 0.000 description 2
- 244000299461 Theobroma cacao Species 0.000 description 2
- JLRGJRBPOGGCBT-UHFFFAOYSA-N Tolbutamide Chemical compound CCCCNC(=O)NS(=O)(=O)C1=CC=C(C)C=C1 JLRGJRBPOGGCBT-UHFFFAOYSA-N 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 229960003304 acetyldigoxin Drugs 0.000 description 2
- HWKJSYYYURVNQU-DXJNJSHLSA-N acetyldigoxin Chemical compound C1[C@H](OC(C)=O)[C@H](O)[C@@H](C)O[C@H]1O[C@@H]1[C@@H](C)O[C@@H](O[C@@H]2[C@H](O[C@@H](O[C@@H]3C[C@@H]4[C@]([C@@H]5[C@H]([C@]6(CC[C@@H]([C@@]6(C)[C@H](O)C5)C=5COC(=O)C=5)O)CC4)(C)CC3)C[C@@H]2O)C)C[C@@H]1O HWKJSYYYURVNQU-DXJNJSHLSA-N 0.000 description 2
- 229960001138 acetylsalicylic acid Drugs 0.000 description 2
- 229960004150 aciclovir Drugs 0.000 description 2
- MKUXAQIIEYXACX-UHFFFAOYSA-N aciclovir Chemical compound N1C(N)=NC(=O)C2=C1N(COCCO)C=N2 MKUXAQIIEYXACX-UHFFFAOYSA-N 0.000 description 2
- OFCNXPDARWKPPY-UHFFFAOYSA-N allopurinol Chemical compound OC1=NC=NC2=C1C=NN2 OFCNXPDARWKPPY-UHFFFAOYSA-N 0.000 description 2
- 229960003459 allopurinol Drugs 0.000 description 2
- 229960000836 amitriptyline Drugs 0.000 description 2
- VIROVYVQCGLCII-UHFFFAOYSA-N amobarbital Chemical compound CC(C)CCC1(CC)C(=O)NC(=O)NC1=O VIROVYVQCGLCII-UHFFFAOYSA-N 0.000 description 2
- 229960003022 amoxicillin Drugs 0.000 description 2
- LSQZJLSUYDQPKJ-NJBDSQKTSA-N amoxicillin Chemical compound C1([C@@H](N)C(=O)N[C@H]2[C@H]3SC([C@@H](N3C2=O)C(O)=O)(C)C)=CC=C(O)C=C1 LSQZJLSUYDQPKJ-NJBDSQKTSA-N 0.000 description 2
- 235000008452 baby food Nutrition 0.000 description 2
- BLFLLBZGZJTVJG-UHFFFAOYSA-N benzocaine Chemical compound CCOC(=O)C1=CC=C(N)C=C1 BLFLLBZGZJTVJG-UHFFFAOYSA-N 0.000 description 2
- 229960002537 betamethasone Drugs 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000003139 biocide Substances 0.000 description 2
- YSXKPIUOCJLQIE-UHFFFAOYSA-N biperiden Chemical compound C1C(C=C2)CC2C1C(C=1C=CC=CC=1)(O)CCN1CCCCC1 YSXKPIUOCJLQIE-UHFFFAOYSA-N 0.000 description 2
- 229960003003 biperiden Drugs 0.000 description 2
- 229960000503 bisacodyl Drugs 0.000 description 2
- OZVBMTJYIDMWIL-AYFBDAFISA-N bromocriptine Chemical compound C1=CC(C=2[C@H](N(C)C[C@@H](C=2)C(=O)N[C@]2(C(=O)N3[C@H](C(N4CCC[C@H]4[C@]3(O)O2)=O)CC(C)C)C(C)C)C2)=C3C2=C(Br)NC3=C1 OZVBMTJYIDMWIL-AYFBDAFISA-N 0.000 description 2
- 229960002802 bromocriptine Drugs 0.000 description 2
- UZVHFVZFNXBMQJ-UHFFFAOYSA-N butalbital Chemical compound CC(C)CC1(CC=C)C(=O)NC(=O)NC1=O UZVHFVZFNXBMQJ-UHFFFAOYSA-N 0.000 description 2
- 229960002546 butalbital Drugs 0.000 description 2
- RYYVLZVUVIJVGH-UHFFFAOYSA-N caffeine Chemical compound CN1C(=O)N(C)C(=O)C2=C1N=CN2C RYYVLZVUVIJVGH-UHFFFAOYSA-N 0.000 description 2
- FAKRSMQSSFJEIM-RQJHMYQMSA-N captopril Chemical compound SC[C@@H](C)C(=O)N1CCC[C@H]1C(O)=O FAKRSMQSSFJEIM-RQJHMYQMSA-N 0.000 description 2
- 229960000830 captopril Drugs 0.000 description 2
- 235000013736 caramel Nutrition 0.000 description 2
- FFGPTBGBLSHEPO-UHFFFAOYSA-N carbamazepine Chemical compound C1=CC2=CC=CC=C2N(C(=O)N)C2=CC=CC=C21 FFGPTBGBLSHEPO-UHFFFAOYSA-N 0.000 description 2
- 229960000623 carbamazepine Drugs 0.000 description 2
- 239000005018 casein Substances 0.000 description 2
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 2
- 235000021240 caseins Nutrition 0.000 description 2
- 229960005361 cefaclor Drugs 0.000 description 2
- QYIYFLOTGYLRGG-GPCCPHFNSA-N cefaclor Chemical compound C1([C@H](C(=O)N[C@@H]2C(N3C(=C(Cl)CS[C@@H]32)C(O)=O)=O)N)=CC=CC=C1 QYIYFLOTGYLRGG-GPCCPHFNSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000013043 chemical agent Substances 0.000 description 2
- 229960001380 cimetidine Drugs 0.000 description 2
- CCGSUNCLSOWKJO-UHFFFAOYSA-N cimetidine Chemical compound N#CNC(=N/C)\NCCSCC1=NC=N[C]1C CCGSUNCLSOWKJO-UHFFFAOYSA-N 0.000 description 2
- 229960000876 cinnarizine Drugs 0.000 description 2
- DERZBLKQOCDDDZ-JLHYYAGUSA-N cinnarizine Chemical compound C1CN(C(C=2C=CC=CC=2)C=2C=CC=CC=2)CCN1C\C=C\C1=CC=CC=C1 DERZBLKQOCDDDZ-JLHYYAGUSA-N 0.000 description 2
- MYSWGUAQZAJSOK-UHFFFAOYSA-N ciprofloxacin Chemical compound C12=CC(N3CCNCC3)=C(F)C=C2C(=O)C(C(=O)O)=CN1C1CC1 MYSWGUAQZAJSOK-UHFFFAOYSA-N 0.000 description 2
- ZPUCINDJVBIVPJ-LJISPDSOSA-N cocaine Chemical compound O([C@H]1C[C@@H]2CC[C@@H](N2C)[C@H]1C(=O)OC)C(=O)C1=CC=CC=C1 ZPUCINDJVBIVPJ-LJISPDSOSA-N 0.000 description 2
- 229960004126 codeine Drugs 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 239000008120 corn starch Substances 0.000 description 2
- 229940099112 cornstarch Drugs 0.000 description 2
- RMRCNWBMXRMIRW-BYFNXCQMSA-M cyanocobalamin Chemical compound N#C[Co+]N([C@]1([H])[C@H](CC(N)=O)[C@]\2(CCC(=O)NC[C@H](C)OP(O)(=O)OC3[C@H]([C@H](O[C@@H]3CO)N3C4=CC(C)=C(C)C=C4N=C3)O)C)C/2=C(C)\C([C@H](C/2(C)C)CCC(N)=O)=N\C\2=C\C([C@H]([C@@]/2(CC(N)=O)C)CCC(N)=O)=N\C\2=C(C)/C2=N[C@]1(C)[C@@](C)(CC(N)=O)[C@@H]2CCC(N)=O RMRCNWBMXRMIRW-BYFNXCQMSA-M 0.000 description 2
- KWGRBVOPPLSCSI-UHFFFAOYSA-N d-ephedrine Natural products CNC(C)C(O)C1=CC=CC=C1 KWGRBVOPPLSCSI-UHFFFAOYSA-N 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 229960003529 diazepam Drugs 0.000 description 2
- AAOVKJBEBIDNHE-UHFFFAOYSA-N diazepam Chemical compound N=1CC(=O)N(C)C2=CC=C(Cl)C=C2C=1C1=CC=CC=C1 AAOVKJBEBIDNHE-UHFFFAOYSA-N 0.000 description 2
- 230000001079 digestive effect Effects 0.000 description 2
- 229960000648 digitoxin Drugs 0.000 description 2
- WDJUZGPOPHTGOT-XUDUSOBPSA-N digitoxin Chemical compound C1[C@H](O)[C@H](O)[C@@H](C)O[C@H]1O[C@@H]1[C@@H](C)O[C@@H](O[C@@H]2[C@H](O[C@@H](O[C@@H]3C[C@@H]4[C@]([C@@H]5[C@H]([C@]6(CC[C@@H]([C@@]6(C)CC5)C=5COC(=O)C=5)O)CC4)(C)CC3)C[C@@H]2O)C)C[C@@H]1O WDJUZGPOPHTGOT-XUDUSOBPSA-N 0.000 description 2
- 229960004704 dihydroergotamine Drugs 0.000 description 2
- HESHRHUZIWVEAJ-JGRZULCMSA-N dihydroergotamine Chemical compound C([C@H]1C(=O)N2CCC[C@H]2[C@]2(O)O[C@@](C(N21)=O)(C)NC(=O)[C@H]1CN([C@H]2[C@@H](C3=CC=CC4=NC=C([C]34)C2)C1)C)C1=CC=CC=C1 HESHRHUZIWVEAJ-JGRZULCMSA-N 0.000 description 2
- AUZONCFQVSMFAP-UHFFFAOYSA-N disulfiram Chemical compound CCN(CC)C(=S)SSC(=S)N(CC)CC AUZONCFQVSMFAP-UHFFFAOYSA-N 0.000 description 2
- 229960003722 doxycycline Drugs 0.000 description 2
- OYFJQPXVCSSHAI-QFPUQLAESA-N enalapril maleate Chemical compound OC(=O)\C=C/C(O)=O.C([C@@H](C(=O)OCC)N[C@@H](C)C(=O)N1[C@@H](CCC1)C(O)=O)CC1=CC=CC=C1 OYFJQPXVCSSHAI-QFPUQLAESA-N 0.000 description 2
- 230000007071 enzymatic hydrolysis Effects 0.000 description 2
- 238000006047 enzymatic hydrolysis reaction Methods 0.000 description 2
- 229960003276 erythromycin Drugs 0.000 description 2
- RRAFCDWBNXTKKO-UHFFFAOYSA-N eugenol Chemical compound COC1=CC(CC=C)=CC=C1O RRAFCDWBNXTKKO-UHFFFAOYSA-N 0.000 description 2
- 239000003337 fertilizer Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 229960002200 flunitrazepam Drugs 0.000 description 2
- OVBPIULPVIDEAO-LBPRGKRZSA-N folic acid Chemical compound C=1N=C2NC(N)=NC(=O)C2=NC=1CNC1=CC=C(C(=O)N[C@@H](CCC(O)=O)C(O)=O)C=C1 OVBPIULPVIDEAO-LBPRGKRZSA-N 0.000 description 2
- 235000013350 formula milk Nutrition 0.000 description 2
- 229960003883 furosemide Drugs 0.000 description 2
- ZZUFCTLCJUWOSV-UHFFFAOYSA-N furosemide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC(C(O)=O)=C1NCC1=CC=CO1 ZZUFCTLCJUWOSV-UHFFFAOYSA-N 0.000 description 2
- 210000001035 gastrointestinal tract Anatomy 0.000 description 2
- 229960003627 gemfibrozil Drugs 0.000 description 2
- KWIUHFFTVRNATP-UHFFFAOYSA-N glycine betaine Chemical compound C[N+](C)(C)CC([O-])=O KWIUHFFTVRNATP-UHFFFAOYSA-N 0.000 description 2
- 229960002146 guaifenesin Drugs 0.000 description 2
- 235000010417 guar gum Nutrition 0.000 description 2
- 239000000665 guar gum Substances 0.000 description 2
- 229960002154 guar gum Drugs 0.000 description 2
- 229960003878 haloperidol Drugs 0.000 description 2
- ZSIAUFGUXNUGDI-UHFFFAOYSA-N hexan-1-ol Chemical compound CCCCCCO ZSIAUFGUXNUGDI-UHFFFAOYSA-N 0.000 description 2
- OROGSEYTTFOCAN-UHFFFAOYSA-N hydrocodone Natural products C1C(N(CCC234)C)C2C=CC(O)C3OC2=C4C1=CC=C2OC OROGSEYTTFOCAN-UHFFFAOYSA-N 0.000 description 2
- JYGXADMDTFJGBT-VWUMJDOOSA-N hydrocortisone Chemical compound O=C1CC[C@]2(C)[C@H]3[C@@H](O)C[C@](C)([C@@](CC4)(O)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 JYGXADMDTFJGBT-VWUMJDOOSA-N 0.000 description 2
- YOZNUFWCRFCGIH-BYFNXCQMSA-L hydroxocobalamin Chemical compound O[Co+]N([C@]1([H])[C@H](CC(N)=O)[C@]\2(CCC(=O)NC[C@H](C)OP(O)(=O)OC3[C@H]([C@H](O[C@@H]3CO)N3C4=CC(C)=C(C)C=C4N=C3)O)C)C/2=C(C)\C([C@H](C/2(C)C)CCC(N)=O)=N\C\2=C\C([C@H]([C@@]/2(CC(N)=O)C)CCC(N)=O)=N\C\2=C(C)/C2=N[C@]1(C)[C@@](C)(CC(N)=O)[C@@H]2CCC(N)=O YOZNUFWCRFCGIH-BYFNXCQMSA-L 0.000 description 2
- ZQDWXGKKHFNSQK-UHFFFAOYSA-N hydroxyzine Chemical compound C1CN(CCOCCO)CCN1C(C=1C=CC(Cl)=CC=1)C1=CC=CC=C1 ZQDWXGKKHFNSQK-UHFFFAOYSA-N 0.000 description 2
- 229960001680 ibuprofen Drugs 0.000 description 2
- 229960000905 indomethacin Drugs 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- NOESYZHRGYRDHS-UHFFFAOYSA-N insulin Chemical compound N1C(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(NC(=O)CN)C(C)CC)CSSCC(C(NC(CO)C(=O)NC(CC(C)C)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CCC(N)=O)C(=O)NC(CC(C)C)C(=O)NC(CCC(O)=O)C(=O)NC(CC(N)=O)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CSSCC(NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2C=CC(O)=CC=2)NC(=O)C(CC(C)C)NC(=O)C(C)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2NC=NC=2)NC(=O)C(CO)NC(=O)CNC2=O)C(=O)NCC(=O)NC(CCC(O)=O)C(=O)NC(CCCNC(N)=N)C(=O)NCC(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC(O)=CC=3)C(=O)NC(C(C)O)C(=O)N3C(CCC3)C(=O)NC(CCCCN)C(=O)NC(C)C(O)=O)C(=O)NC(CC(N)=O)C(O)=O)=O)NC(=O)C(C(C)CC)NC(=O)C(CO)NC(=O)C(C(C)O)NC(=O)C1CSSCC2NC(=O)C(CC(C)C)NC(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CC(N)=O)NC(=O)C(NC(=O)C(N)CC=1C=CC=CC=1)C(C)C)CC1=CN=CN1 NOESYZHRGYRDHS-UHFFFAOYSA-N 0.000 description 2
- MOYKHGMNXAOIAT-JGWLITMVSA-N isosorbide dinitrate Chemical compound [O-][N+](=O)O[C@H]1CO[C@@H]2[C@H](O[N+](=O)[O-])CO[C@@H]21 MOYKHGMNXAOIAT-JGWLITMVSA-N 0.000 description 2
- 229960004125 ketoconazole Drugs 0.000 description 2
- DKYWVDODHFEZIM-UHFFFAOYSA-N ketoprofen Chemical compound OC(=O)C(C)C1=CC=CC(C(=O)C=2C=CC=CC=2)=C1 DKYWVDODHFEZIM-UHFFFAOYSA-N 0.000 description 2
- 229960000991 ketoprofen Drugs 0.000 description 2
- 229960004400 levonorgestrel Drugs 0.000 description 2
- 229950008325 levothyroxine Drugs 0.000 description 2
- 229960004391 lorazepam Drugs 0.000 description 2
- YQZBAXDVDZTKEQ-UHFFFAOYSA-N loxapine succinate Chemical compound [H+].[H+].[O-]C(=O)CCC([O-])=O.C1CN(C)CCN1C1=NC2=CC=CC=C2OC2=CC=C(Cl)C=C12 YQZBAXDVDZTKEQ-UHFFFAOYSA-N 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- PSGAAPLEWMOORI-PEINSRQWSA-N medroxyprogesterone acetate Chemical compound C([C@@]12C)CC(=O)C=C1[C@@H](C)C[C@@H]1[C@@H]2CC[C@]2(C)[C@@](OC(C)=O)(C(C)=O)CC[C@H]21 PSGAAPLEWMOORI-PEINSRQWSA-N 0.000 description 2
- 229960004584 methylprednisolone Drugs 0.000 description 2
- 229960004503 metoclopramide Drugs 0.000 description 2
- TTWJBBZEZQICBI-UHFFFAOYSA-N metoclopramide Chemical compound CCN(CC)CCNC(=O)C1=CC(Cl)=C(N)C=C1OC TTWJBBZEZQICBI-UHFFFAOYSA-N 0.000 description 2
- 229960002509 miconazole Drugs 0.000 description 2
- 235000010755 mineral Nutrition 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- HYIMSNHJOBLJNT-UHFFFAOYSA-N nifedipine Chemical compound COC(=O)C1=C(C)NC(C)=C(C(=O)OC)C1C1=CC=CC=C1[N+]([O-])=O HYIMSNHJOBLJNT-UHFFFAOYSA-N 0.000 description 2
- 229960001597 nifedipine Drugs 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229960001180 norfloxacin Drugs 0.000 description 2
- OGJPXUAPXNRGGI-UHFFFAOYSA-N norfloxacin Chemical compound C1=C2N(CC)C=C(C(O)=O)C(=O)C2=CC(F)=C1N1CCNCC1 OGJPXUAPXNRGGI-UHFFFAOYSA-N 0.000 description 2
- 235000015097 nutrients Nutrition 0.000 description 2
- 229960000988 nystatin Drugs 0.000 description 2
- VQOXZBDYSJBXMA-NQTDYLQESA-N nystatin A1 Chemical compound O[C@H]1[C@@H](N)[C@H](O)[C@@H](C)O[C@H]1O[C@H]1/C=C/C=C/C=C/C=C/CC/C=C/C=C/[C@H](C)[C@@H](O)[C@@H](C)[C@H](C)OC(=O)C[C@H](O)C[C@H](O)C[C@H](O)CC[C@@H](O)[C@H](O)C[C@](O)(C[C@H](O)[C@H]2C(O)=O)O[C@H]2C1 VQOXZBDYSJBXMA-NQTDYLQESA-N 0.000 description 2
- LSQZJLSUYDQPKJ-UHFFFAOYSA-N p-Hydroxyampicillin Natural products O=C1N2C(C(O)=O)C(C)(C)SC2C1NC(=O)C(N)C1=CC=C(O)C=C1 LSQZJLSUYDQPKJ-UHFFFAOYSA-N 0.000 description 2
- 235000010987 pectin Nutrition 0.000 description 2
- 239000001814 pectin Substances 0.000 description 2
- 229920001277 pectin Polymers 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 230000021715 photosynthesis, light harvesting Effects 0.000 description 2
- 229960002508 pindolol Drugs 0.000 description 2
- JZQKKSLKJUAGIC-UHFFFAOYSA-N pindolol Chemical compound CC(C)NCC(O)COC1=CC=CC2=C1C=CN2 JZQKKSLKJUAGIC-UHFFFAOYSA-N 0.000 description 2
- 229960002702 piroxicam Drugs 0.000 description 2
- QYSPLQLAKJAUJT-UHFFFAOYSA-N piroxicam Chemical compound OC=1C2=CC=CC=C2S(=O)(=O)N(C)C=1C(=O)NC1=CC=CC=N1 QYSPLQLAKJAUJT-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000011118 polyvinyl acetate Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 2
- 229960002393 primidone Drugs 0.000 description 2
- DQMZLTXERSFNPB-UHFFFAOYSA-N primidone Chemical compound C=1C=CC=CC=1C1(CC)C(=O)NCNC1=O DQMZLTXERSFNPB-UHFFFAOYSA-N 0.000 description 2
- FYPMFJGVHOHGLL-UHFFFAOYSA-N probucol Chemical compound C=1C(C(C)(C)C)=C(O)C(C(C)(C)C)=CC=1SC(C)(C)SC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 FYPMFJGVHOHGLL-UHFFFAOYSA-N 0.000 description 2
- 229960003912 probucol Drugs 0.000 description 2
- LOUPRKONTZGTKE-LHHVKLHASA-N quinidine Chemical compound C([C@H]([C@H](C1)C=C)C2)C[N@@]1[C@H]2[C@@H](O)C1=CC=NC2=CC=C(OC)C=C21 LOUPRKONTZGTKE-LHHVKLHASA-N 0.000 description 2
- 229960000620 ranitidine Drugs 0.000 description 2
- VMXUWOKSQNHOCA-LCYFTJDESA-N ranitidine Chemical compound [O-][N+](=O)/C=C(/NC)NCCSCC1=CC=C(CN(C)C)O1 VMXUWOKSQNHOCA-LCYFTJDESA-N 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 229960001225 rifampicin Drugs 0.000 description 2
- JQXXHWHPUNPDRT-WLSIYKJHSA-N rifampicin Chemical compound O([C@](C1=O)(C)O/C=C/[C@@H]([C@H]([C@@H](OC(C)=O)[C@H](C)[C@H](O)[C@H](C)[C@@H](O)[C@@H](C)\C=C\C=C(C)/C(=O)NC=2C(O)=C3C([O-])=C4C)C)OC)C4=C1C3=C(O)C=2\C=N\N1CC[NH+](C)CC1 JQXXHWHPUNPDRT-WLSIYKJHSA-N 0.000 description 2
- 235000015067 sauces Nutrition 0.000 description 2
- PUZPDOWCWNUUKD-UHFFFAOYSA-M sodium fluoride Chemical compound [F-].[Na+] PUZPDOWCWNUUKD-UHFFFAOYSA-M 0.000 description 2
- LPXPTNMVRIOKMN-UHFFFAOYSA-M sodium nitrite Chemical compound [Na+].[O-]N=O LPXPTNMVRIOKMN-UHFFFAOYSA-M 0.000 description 2
- 235000014347 soups Nutrition 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- UCSJYZPVAKXKNQ-HZYVHMACSA-N streptomycin Chemical compound CN[C@H]1[C@H](O)[C@@H](O)[C@H](CO)O[C@H]1O[C@@H]1[C@](C=O)(O)[C@H](C)O[C@H]1O[C@@H]1[C@@H](NC(N)=N)[C@H](O)[C@@H](NC(N)=N)[C@H](O)[C@H]1O UCSJYZPVAKXKNQ-HZYVHMACSA-N 0.000 description 2
- 235000000346 sugar Nutrition 0.000 description 2
- DZQVFHSCSRACSX-UHFFFAOYSA-N sulfaperin Chemical compound N1=CC(C)=CN=C1NS(=O)(=O)C1=CC=C(N)C=C1 DZQVFHSCSRACSX-UHFFFAOYSA-N 0.000 description 2
- NCEXYHBECQHGNR-QZQOTICOSA-N sulfasalazine Chemical compound C1=C(O)C(C(=O)O)=CC(\N=N\C=2C=CC(=CC=2)S(=O)(=O)NC=2N=CC=CC=2)=C1 NCEXYHBECQHGNR-QZQOTICOSA-N 0.000 description 2
- 229960001940 sulfasalazine Drugs 0.000 description 2
- 239000008399 tap water Substances 0.000 description 2
- 235000020679 tap water Nutrition 0.000 description 2
- 229960000278 theophylline Drugs 0.000 description 2
- 229960002277 tolazamide Drugs 0.000 description 2
- OUDSBRTVNLOZBN-UHFFFAOYSA-N tolazamide Chemical compound C1=CC(C)=CC=C1S(=O)(=O)NC(=O)NN1CCCCCC1 OUDSBRTVNLOZBN-UHFFFAOYSA-N 0.000 description 2
- 229960005371 tolbutamide Drugs 0.000 description 2
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 2
- 229960003386 triazolam Drugs 0.000 description 2
- JOFWLTCLBGQGBO-UHFFFAOYSA-N triazolam Chemical compound C12=CC(Cl)=CC=C2N2C(C)=NN=C2CN=C1C1=CC=CC=C1Cl JOFWLTCLBGQGBO-UHFFFAOYSA-N 0.000 description 2
- RXPRRQLKFXBCSJ-GIVPXCGWSA-N vincamine Chemical compound C1=CC=C2C(CCN3CCC4)=C5[C@@H]3[C@]4(CC)C[C@](O)(C(=O)OC)N5C2=C1 RXPRRQLKFXBCSJ-GIVPXCGWSA-N 0.000 description 2
- JIAARYAFYJHUJI-UHFFFAOYSA-L zinc dichloride Chemical compound [Cl-].[Cl-].[Zn+2] JIAARYAFYJHUJI-UHFFFAOYSA-L 0.000 description 2
- QCHFTSOMWOSFHM-WPRPVWTQSA-N (+)-Pilocarpine Chemical compound C1OC(=O)[C@@H](CC)[C@H]1CC1=CN=CN1C QCHFTSOMWOSFHM-WPRPVWTQSA-N 0.000 description 1
- DNXHEGUUPJUMQT-UHFFFAOYSA-N (+)-estrone Natural products OC1=CC=C2C3CCC(C)(C(CC4)=O)C4C3CCC2=C1 DNXHEGUUPJUMQT-UHFFFAOYSA-N 0.000 description 1
- JWZZKOKVBUJMES-UHFFFAOYSA-N (+-)-Isoprenaline Chemical compound CC(C)NCC(O)C1=CC=C(O)C(O)=C1 JWZZKOKVBUJMES-UHFFFAOYSA-N 0.000 description 1
- XWTYSIMOBUGWOL-UHFFFAOYSA-N (+-)-Terbutaline Chemical compound CC(C)(C)NCC(O)C1=CC(O)=CC(O)=C1 XWTYSIMOBUGWOL-UHFFFAOYSA-N 0.000 description 1
- XEEQGYMUWCZPDN-DOMZBBRYSA-N (-)-(11S,2'R)-erythro-mefloquine Chemical compound C([C@@H]1[C@@H](O)C=2C3=CC=CC(=C3N=C(C=2)C(F)(F)F)C(F)(F)F)CCCN1 XEEQGYMUWCZPDN-DOMZBBRYSA-N 0.000 description 1
- AKNNEGZIBPJZJG-MSOLQXFVSA-N (-)-noscapine Chemical compound CN1CCC2=CC=3OCOC=3C(OC)=C2[C@@H]1[C@@H]1C2=CC=C(OC)C(OC)=C2C(=O)O1 AKNNEGZIBPJZJG-MSOLQXFVSA-N 0.000 description 1
- VDPLLINNMXFNQX-UHFFFAOYSA-N (1-aminocyclohexyl)methanol Chemical compound OCC1(N)CCCCC1 VDPLLINNMXFNQX-UHFFFAOYSA-N 0.000 description 1
- QIJRTFXNRTXDIP-UHFFFAOYSA-N (1-carboxy-2-sulfanylethyl)azanium;chloride;hydrate Chemical compound O.Cl.SCC(N)C(O)=O QIJRTFXNRTXDIP-UHFFFAOYSA-N 0.000 description 1
- AGSIRJFXAANBMW-UHFFFAOYSA-N (1-hydroxynaphthalen-2-yl)iminourea Chemical compound NC(=O)N=NC1=C(O)C2=CC=CC=C2C=C1 AGSIRJFXAANBMW-UHFFFAOYSA-N 0.000 description 1
- CPUHNROBVJNNPW-VVBPCJSVSA-N (10r)-1,8-dihydroxy-3-(hydroxymethyl)-10-[(2r,3r,4r,5r,6r)-3,4,5-trihydroxy-6-(hydroxymethyl)oxan-2-yl]oxy-10h-anthracen-9-one Chemical compound O[C@@H]1[C@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@H]1C2=CC(CO)=CC(O)=C2C(=O)C2=C(O)C=CC=C21 CPUHNROBVJNNPW-VVBPCJSVSA-N 0.000 description 1
- YKSVGLFNJPQDJE-YDMQLZBCSA-N (19E,21E,23E,25E,27E,29E,31E)-33-[(2R,3S,4R,5S,6R)-4-amino-3,5-dihydroxy-6-methyloxan-2-yl]oxy-17-[7-(4-aminophenyl)-5-hydroxy-4-methyl-7-oxoheptan-2-yl]-1,3,5,7,37-pentahydroxy-18-methyl-9,13,15-trioxo-16,39-dioxabicyclo[33.3.1]nonatriaconta-19,21,23,25,27,29,31-heptaene-36-carboxylic acid Chemical compound CC(CC(C)C1OC(=O)CC(=O)CCCC(=O)CC(O)CC(O)CC(O)CC2(O)CC(O)C(C(CC(O[C@@H]3O[C@H](C)[C@@H](O)[C@@H](N)[C@@H]3O)\C=C\C=C\C=C\C=C\C=C\C=C\C=C\C1C)O2)C(O)=O)C(O)CC(=O)C1=CC=C(N)C=C1 YKSVGLFNJPQDJE-YDMQLZBCSA-N 0.000 description 1
- FTLYMKDSHNWQKD-UHFFFAOYSA-N (2,4,5-trichlorophenyl)boronic acid Chemical compound OB(O)C1=CC(Cl)=C(Cl)C=C1Cl FTLYMKDSHNWQKD-UHFFFAOYSA-N 0.000 description 1
- HJRTVQOQSGKXOM-UHFFFAOYSA-N (2-ethoxy-6-fluorophenyl)boronic acid Chemical compound CCOC1=CC=CC(F)=C1B(O)O HJRTVQOQSGKXOM-UHFFFAOYSA-N 0.000 description 1
- VLPIATFUUWWMKC-SNVBAGLBSA-N (2r)-1-(2,6-dimethylphenoxy)propan-2-amine Chemical compound C[C@@H](N)COC1=C(C)C=CC=C1C VLPIATFUUWWMKC-SNVBAGLBSA-N 0.000 description 1
- JJVXHDTWVIPRBZ-VKHMYHEASA-N (2r)-2-[carboxy(methyl)amino]-3-sulfanylpropanoic acid Chemical compound OC(=O)N(C)[C@@H](CS)C(O)=O JJVXHDTWVIPRBZ-VKHMYHEASA-N 0.000 description 1
- AJZJIYUOOJLBAU-ZYIUJVGZSA-N (2r,3s)-2,3-dihydroxybutanedioic acid;(2s)-n,n,2-trimethyl-3-phenothiazin-10-ylpropan-1-amine Chemical compound OC(=O)[C@@H](O)[C@@H](O)C(O)=O.C1=CC=C2N(C[C@H](CN(C)C)C)C3=CC=CC=C3SC2=C1.C1=CC=C2N(C[C@H](CN(C)C)C)C3=CC=CC=C3SC2=C1 AJZJIYUOOJLBAU-ZYIUJVGZSA-N 0.000 description 1
- HBXAVWDHOQFJAH-JGVFFNPUSA-N (2r,3s)-3-methyl-1-[(2-methylpropan-2-yl)oxycarbonyl]pyrrolidine-2-carboxylic acid Chemical compound C[C@H]1CCN(C(=O)OC(C)(C)C)[C@H]1C(O)=O HBXAVWDHOQFJAH-JGVFFNPUSA-N 0.000 description 1
- RDJGLLICXDHJDY-NSHDSACASA-N (2s)-2-(3-phenoxyphenyl)propanoic acid Chemical compound OC(=O)[C@@H](C)C1=CC=CC(OC=2C=CC=CC=2)=C1 RDJGLLICXDHJDY-NSHDSACASA-N 0.000 description 1
- GUHPRPJDBZHYCJ-SECBINFHSA-N (2s)-2-(5-benzoylthiophen-2-yl)propanoic acid Chemical compound S1C([C@H](C(O)=O)C)=CC=C1C(=O)C1=CC=CC=C1 GUHPRPJDBZHYCJ-SECBINFHSA-N 0.000 description 1
- MDKGKXOCJGEUJW-VIFPVBQESA-N (2s)-2-[4-(thiophene-2-carbonyl)phenyl]propanoic acid Chemical compound C1=CC([C@@H](C(O)=O)C)=CC=C1C(=O)C1=CC=CS1 MDKGKXOCJGEUJW-VIFPVBQESA-N 0.000 description 1
- LJRDOKAZOAKLDU-UDXJMMFXSA-N (2s,3s,4r,5r,6r)-5-amino-2-(aminomethyl)-6-[(2r,3s,4r,5s)-5-[(1r,2r,3s,5r,6s)-3,5-diamino-2-[(2s,3r,4r,5s,6r)-3-amino-4,5-dihydroxy-6-(hydroxymethyl)oxan-2-yl]oxy-6-hydroxycyclohexyl]oxy-4-hydroxy-2-(hydroxymethyl)oxolan-3-yl]oxyoxane-3,4-diol;sulfuric ac Chemical compound OS(O)(=O)=O.N[C@@H]1[C@@H](O)[C@H](O)[C@H](CN)O[C@@H]1O[C@H]1[C@@H](O)[C@H](O[C@H]2[C@@H]([C@@H](N)C[C@@H](N)[C@@H]2O)O[C@@H]2[C@@H]([C@@H](O)[C@H](O)[C@@H](CO)O2)N)O[C@@H]1CO LJRDOKAZOAKLDU-UDXJMMFXSA-N 0.000 description 1
- OTHYPAMNTUGKDK-UHFFFAOYSA-N (3-acetylphenyl) acetate Chemical compound CC(=O)OC1=CC=CC(C(C)=O)=C1 OTHYPAMNTUGKDK-UHFFFAOYSA-N 0.000 description 1
- DNXIKVLOVZVMQF-UHFFFAOYSA-N (3beta,16beta,17alpha,18beta,20alpha)-17-hydroxy-11-methoxy-18-[(3,4,5-trimethoxybenzoyl)oxy]-yohimban-16-carboxylic acid, methyl ester Natural products C1C2CN3CCC(C4=CC=C(OC)C=C4N4)=C4C3CC2C(C(=O)OC)C(O)C1OC(=O)C1=CC(OC)=C(OC)C(OC)=C1 DNXIKVLOVZVMQF-UHFFFAOYSA-N 0.000 description 1
- GUXHBMASAHGULD-SEYHBJAFSA-N (4s,4as,5as,6s,12ar)-7-chloro-4-(dimethylamino)-1,6,10,11,12a-pentahydroxy-3,12-dioxo-4a,5,5a,6-tetrahydro-4h-tetracene-2-carboxamide Chemical compound C1([C@H]2O)=C(Cl)C=CC(O)=C1C(O)=C1[C@@H]2C[C@H]2[C@H](N(C)C)C(=O)C(C(N)=O)=C(O)[C@@]2(O)C1=O GUXHBMASAHGULD-SEYHBJAFSA-N 0.000 description 1
- WDLWHQDACQUCJR-ZAMMOSSLSA-N (6r,7r)-7-[[(2r)-2-azaniumyl-2-(4-hydroxyphenyl)acetyl]amino]-8-oxo-3-[(e)-prop-1-enyl]-5-thia-1-azabicyclo[4.2.0]oct-2-ene-2-carboxylate Chemical compound C1([C@@H](N)C(=O)N[C@H]2[C@@H]3N(C2=O)C(=C(CS3)/C=C/C)C(O)=O)=CC=C(O)C=C1 WDLWHQDACQUCJR-ZAMMOSSLSA-N 0.000 description 1
- GMVPRGQOIOIIMI-UHFFFAOYSA-N (8R,11R,12R,13E,15S)-11,15-Dihydroxy-9-oxo-13-prostenoic acid Natural products CCCCCC(O)C=CC1C(O)CC(=O)C1CCCCCCC(O)=O GMVPRGQOIOIIMI-UHFFFAOYSA-N 0.000 description 1
- UCTWMZQNUQWSLP-VIFPVBQESA-N (R)-adrenaline Chemical compound CNC[C@H](O)C1=CC=C(O)C(O)=C1 UCTWMZQNUQWSLP-VIFPVBQESA-N 0.000 description 1
- 229930182837 (R)-adrenaline Natural products 0.000 description 1
- METKIMKYRPQLGS-GFCCVEGCSA-N (R)-atenolol Chemical compound CC(C)NC[C@@H](O)COC1=CC=C(CC(N)=O)C=C1 METKIMKYRPQLGS-GFCCVEGCSA-N 0.000 description 1
- TVYLLZQTGLZFBW-ZBFHGGJFSA-N (R,R)-tramadol Chemical compound COC1=CC=CC([C@]2(O)[C@H](CCCC2)CN(C)C)=C1 TVYLLZQTGLZFBW-ZBFHGGJFSA-N 0.000 description 1
- BGRJTUBHPOOWDU-NSHDSACASA-N (S)-(-)-sulpiride Chemical compound CCN1CCC[C@H]1CNC(=O)C1=CC(S(N)(=O)=O)=CC=C1OC BGRJTUBHPOOWDU-NSHDSACASA-N 0.000 description 1
- KWTSXDURSIMDCE-QMMMGPOBSA-N (S)-amphetamine Chemical compound C[C@H](N)CC1=CC=CC=C1 KWTSXDURSIMDCE-QMMMGPOBSA-N 0.000 description 1
- RKUNBYITZUJHSG-FXUDXRNXSA-N (S)-atropine Chemical compound C1([C@@H](CO)C(=O)O[C@H]2C[C@H]3CC[C@@H](C2)N3C)=CC=CC=C1 RKUNBYITZUJHSG-FXUDXRNXSA-N 0.000 description 1
- PVHUJELLJLJGLN-INIZCTEOSA-N (S)-nitrendipine Chemical compound CCOC(=O)C1=C(C)NC(C)=C(C(=O)OC)[C@@H]1C1=CC=CC([N+]([O-])=O)=C1 PVHUJELLJLJGLN-INIZCTEOSA-N 0.000 description 1
- TWBNMYSKRDRHAT-RCWTXCDDSA-N (S)-timolol hemihydrate Chemical compound O.CC(C)(C)NC[C@H](O)COC1=NSN=C1N1CCOCC1.CC(C)(C)NC[C@H](O)COC1=NSN=C1N1CCOCC1 TWBNMYSKRDRHAT-RCWTXCDDSA-N 0.000 description 1
- WSPOMRSOLSGNFJ-AUWJEWJLSA-N (Z)-chlorprothixene Chemical compound C1=C(Cl)C=C2C(=C/CCN(C)C)\C3=CC=CC=C3SC2=C1 WSPOMRSOLSGNFJ-AUWJEWJLSA-N 0.000 description 1
- PMGQWSIVQFOFOQ-BDUVBVHRSA-N (e)-but-2-enedioic acid;(2r)-2-[2-[1-(4-chlorophenyl)-1-phenylethoxy]ethyl]-1-methylpyrrolidine Chemical compound OC(=O)\C=C\C(O)=O.CN1CCC[C@@H]1CCOC(C)(C=1C=CC(Cl)=CC=1)C1=CC=CC=C1 PMGQWSIVQFOFOQ-BDUVBVHRSA-N 0.000 description 1
- ZKNJEOBYOLUGKJ-ALCCZGGFSA-N (z)-2-propylpent-2-enoic acid Chemical compound CCC\C(C(O)=O)=C\CC ZKNJEOBYOLUGKJ-ALCCZGGFSA-N 0.000 description 1
- JXYWFNAQESKDNC-BTJKTKAUSA-N (z)-4-hydroxy-4-oxobut-2-enoate;2-[(4-methoxyphenyl)methyl-pyridin-2-ylamino]ethyl-dimethylazanium Chemical compound OC(=O)\C=C/C(O)=O.C1=CC(OC)=CC=C1CN(CCN(C)C)C1=CC=CC=N1 JXYWFNAQESKDNC-BTJKTKAUSA-N 0.000 description 1
- BQNSLJQRJAJITR-UHFFFAOYSA-N 1,1,2-trichloro-1,2-difluoroethane Chemical compound FC(Cl)C(F)(Cl)Cl BQNSLJQRJAJITR-UHFFFAOYSA-N 0.000 description 1
- DKMFBWQBDIGMHM-UHFFFAOYSA-N 1-(4-fluorophenyl)-4-(4-methyl-1-piperidinyl)-1-butanone Chemical compound C1CC(C)CCN1CCCC(=O)C1=CC=C(F)C=C1 DKMFBWQBDIGMHM-UHFFFAOYSA-N 0.000 description 1
- UOTMYNBWXDUBNX-UHFFFAOYSA-N 1-[(3,4-dimethoxyphenyl)methyl]-6,7-dimethoxyisoquinolin-2-ium;chloride Chemical compound Cl.C1=C(OC)C(OC)=CC=C1CC1=NC=CC2=CC(OC)=C(OC)C=C12 UOTMYNBWXDUBNX-UHFFFAOYSA-N 0.000 description 1
- LEBVLXFERQHONN-UHFFFAOYSA-N 1-butyl-N-(2,6-dimethylphenyl)piperidine-2-carboxamide Chemical compound CCCCN1CCCCC1C(=O)NC1=C(C)C=CC=C1C LEBVLXFERQHONN-UHFFFAOYSA-N 0.000 description 1
- GJHKWLSRHNWTAN-UHFFFAOYSA-N 1-ethoxy-4-(4-pentylcyclohexyl)benzene Chemical compound C1CC(CCCCC)CCC1C1=CC=C(OCC)C=C1 GJHKWLSRHNWTAN-UHFFFAOYSA-N 0.000 description 1
- VSNHCAURESNICA-NJFSPNSNSA-N 1-oxidanylurea Chemical compound N[14C](=O)NO VSNHCAURESNICA-NJFSPNSNSA-N 0.000 description 1
- QXHHHPZILQDDPS-UHFFFAOYSA-N 1-{2-[(2-chloro-3-thienyl)methoxy]-2-(2,4-dichlorophenyl)ethyl}imidazole Chemical compound S1C=CC(COC(CN2C=NC=C2)C=2C(=CC(Cl)=CC=2)Cl)=C1Cl QXHHHPZILQDDPS-UHFFFAOYSA-N 0.000 description 1
- BFPYWIDHMRZLRN-UHFFFAOYSA-N 17alpha-ethynyl estradiol Natural products OC1=CC=C2C3CCC(C)(C(CC4)(O)C#C)C4C3CCC2=C1 BFPYWIDHMRZLRN-UHFFFAOYSA-N 0.000 description 1
- GCKMFJBGXUYNAG-UHFFFAOYSA-N 17alpha-methyltestosterone Natural products C1CC2=CC(=O)CCC2(C)C2C1C1CCC(C)(O)C1(C)CC2 GCKMFJBGXUYNAG-UHFFFAOYSA-N 0.000 description 1
- VOXZDWNPVJITMN-ZBRFXRBCSA-N 17β-estradiol Chemical compound OC1=CC=C2[C@H]3CC[C@](C)([C@H](CC4)O)[C@@H]4[C@@H]3CCC2=C1 VOXZDWNPVJITMN-ZBRFXRBCSA-N 0.000 description 1
- AEQDJSLRWYMAQI-UHFFFAOYSA-N 2,3,9,10-tetramethoxy-6,8,13,13a-tetrahydro-5H-isoquinolino[2,1-b]isoquinoline Chemical compound C1CN2CC(C(=C(OC)C=C3)OC)=C3CC2C2=C1C=C(OC)C(OC)=C2 AEQDJSLRWYMAQI-UHFFFAOYSA-N 0.000 description 1
- VEPOHXYIFQMVHW-XOZOLZJESA-N 2,3-dihydroxybutanedioic acid (2S,3S)-3,4-dimethyl-2-phenylmorpholine Chemical compound OC(C(O)C(O)=O)C(O)=O.C[C@H]1[C@@H](OCCN1C)c1ccccc1 VEPOHXYIFQMVHW-XOZOLZJESA-N 0.000 description 1
- CIVCELMLGDGMKZ-UHFFFAOYSA-N 2,4-dichloro-6-methylpyridine-3-carboxylic acid Chemical compound CC1=CC(Cl)=C(C(O)=O)C(Cl)=N1 CIVCELMLGDGMKZ-UHFFFAOYSA-N 0.000 description 1
- ZAVJTSLIGAGALR-UHFFFAOYSA-N 2-(2,2,2-trifluoroacetyl)cyclooctan-1-one Chemical compound FC(F)(F)C(=O)C1CCCCCCC1=O ZAVJTSLIGAGALR-UHFFFAOYSA-N 0.000 description 1
- CWWCQGGNKDBSNT-UHFFFAOYSA-N 2-(2-phenoxyphenyl)acetic acid Chemical compound OC(=O)CC1=CC=CC=C1OC1=CC=CC=C1 CWWCQGGNKDBSNT-UHFFFAOYSA-N 0.000 description 1
- SGTNSNPWRIOYBX-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-{[2-(3,4-dimethoxyphenyl)ethyl](methyl)amino}-2-(propan-2-yl)pentanenitrile Chemical compound C1=C(OC)C(OC)=CC=C1CCN(C)CCCC(C#N)(C(C)C)C1=CC=C(OC)C(OC)=C1 SGTNSNPWRIOYBX-UHFFFAOYSA-N 0.000 description 1
- BFUUJUGQJUTPAF-UHFFFAOYSA-N 2-(3-amino-4-propoxybenzoyl)oxyethyl-diethylazanium;chloride Chemical compound [Cl-].CCCOC1=CC=C(C(=O)OCC[NH+](CC)CC)C=C1N BFUUJUGQJUTPAF-UHFFFAOYSA-N 0.000 description 1
- UCEXMJMSILZCHZ-UHFFFAOYSA-N 2-[(4-butoxybenzoyl)amino]acetic acid Chemical compound CCCCOC1=CC=C(C(=O)NCC(O)=O)C=C1 UCEXMJMSILZCHZ-UHFFFAOYSA-N 0.000 description 1
- FEDJGPQLLNQAIY-UHFFFAOYSA-N 2-[(6-oxo-1h-pyridazin-3-yl)oxy]acetic acid Chemical compound OC(=O)COC=1C=CC(=O)NN=1 FEDJGPQLLNQAIY-UHFFFAOYSA-N 0.000 description 1
- PYTMYKVIJXPNBD-OQKDUQJOSA-N 2-[4-[(z)-2-chloro-1,2-diphenylethenyl]phenoxy]-n,n-diethylethanamine;hydron;2-hydroxypropane-1,2,3-tricarboxylate Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O.C1=CC(OCCN(CC)CC)=CC=C1C(\C=1C=CC=CC=1)=C(/Cl)C1=CC=CC=C1 PYTMYKVIJXPNBD-OQKDUQJOSA-N 0.000 description 1
- FSVJFNAIGNNGKK-UHFFFAOYSA-N 2-[cyclohexyl(oxo)methyl]-3,6,7,11b-tetrahydro-1H-pyrazino[2,1-a]isoquinolin-4-one Chemical compound C1C(C2=CC=CC=C2CC2)N2C(=O)CN1C(=O)C1CCCCC1 FSVJFNAIGNNGKK-UHFFFAOYSA-N 0.000 description 1
- JIVPVXMEBJLZRO-CQSZACIVSA-N 2-chloro-5-[(1r)-1-hydroxy-3-oxo-2h-isoindol-1-yl]benzenesulfonamide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC([C@@]2(O)C3=CC=CC=C3C(=O)N2)=C1 JIVPVXMEBJLZRO-CQSZACIVSA-N 0.000 description 1
- OGQYJDHTHFAPRN-UHFFFAOYSA-N 2-fluoro-6-(trifluoromethyl)benzonitrile Chemical compound FC1=CC=CC(C(F)(F)F)=C1C#N OGQYJDHTHFAPRN-UHFFFAOYSA-N 0.000 description 1
- GNXFOGHNGIVQEH-UHFFFAOYSA-N 2-hydroxy-3-(2-methoxyphenoxy)propyl carbamate Chemical compound COC1=CC=CC=C1OCC(O)COC(N)=O GNXFOGHNGIVQEH-UHFFFAOYSA-N 0.000 description 1
- NKQVYJRZBVRXRU-UHFFFAOYSA-N 2-methyl-2-(methylamino)propanenitrile Chemical compound CNC(C)(C)C#N NKQVYJRZBVRXRU-UHFFFAOYSA-N 0.000 description 1
- JWUBBDSIWDLEOM-UHFFFAOYSA-N 25-Hydroxycholecalciferol Natural products C1CCC2(C)C(C(CCCC(C)(C)O)C)CCC2C1=CC=C1CC(O)CCC1=C JWUBBDSIWDLEOM-UHFFFAOYSA-N 0.000 description 1
- VYVKHNNGDFVQGA-UHFFFAOYSA-N 3,4-dimethoxybenzoic acid 4-[ethyl-[1-(4-methoxyphenyl)propan-2-yl]amino]butyl ester Chemical compound C=1C=C(OC)C=CC=1CC(C)N(CC)CCCCOC(=O)C1=CC=C(OC)C(OC)=C1 VYVKHNNGDFVQGA-UHFFFAOYSA-N 0.000 description 1
- PYSICVOJSJMFKP-UHFFFAOYSA-N 3,5-dibromo-2-chloropyridine Chemical compound ClC1=NC=C(Br)C=C1Br PYSICVOJSJMFKP-UHFFFAOYSA-N 0.000 description 1
- OHXPGWPVLFPUSM-KLRNGDHRSA-N 3,7,12-trioxo-5beta-cholanic acid Chemical compound C1CC(=O)C[C@H]2CC(=O)[C@H]3[C@@H]4CC[C@H]([C@@H](CCC(O)=O)C)[C@@]4(C)C(=O)C[C@@H]3[C@]21C OHXPGWPVLFPUSM-KLRNGDHRSA-N 0.000 description 1
- JKWBQCHTVBSJDC-UHFFFAOYSA-N 3-(4-ethoxyphenyl)-2-methylquinazolin-4-one Chemical compound C1=CC(OCC)=CC=C1N1C(=O)C2=CC=CC=C2N=C1C JKWBQCHTVBSJDC-UHFFFAOYSA-N 0.000 description 1
- NLJVXZFCYKWXLH-DXTIXLATSA-N 3-[(3r,6s,9s,12s,15s,17s,20s,22r,25s,28s)-20-(2-amino-2-oxoethyl)-9-(3-aminopropyl)-3,22,25-tribenzyl-15-[(4-hydroxyphenyl)methyl]-6-(2-methylpropyl)-2,5,8,11,14,18,21,24,27-nonaoxo-12-propan-2-yl-1,4,7,10,13,16,19,23,26-nonazabicyclo[26.3.0]hentriacontan Chemical compound C([C@H]1C(=O)N[C@H](C(=O)N[C@@H](CCCN)C(=O)N[C@H](C(N[C@H](CC=2C=CC=CC=2)C(=O)N2CCC[C@H]2C(=O)N[C@@H](CC=2C=CC=CC=2)C(=O)N[C@H](CC=2C=CC=CC=2)C(=O)[C@H](CC(N)=O)NC(=O)[C@H](CCC(O)=O)N1)=O)CC(C)C)C(C)C)C1=CC=C(O)C=C1 NLJVXZFCYKWXLH-DXTIXLATSA-N 0.000 description 1
- MEAPRSDUXBHXGD-UHFFFAOYSA-N 3-chloro-n-(4-propan-2-ylphenyl)propanamide Chemical compound CC(C)C1=CC=C(NC(=O)CCCl)C=C1 MEAPRSDUXBHXGD-UHFFFAOYSA-N 0.000 description 1
- WTJXVDPDEQKTCV-UHFFFAOYSA-N 4,7-bis(dimethylamino)-1,10,11,12a-tetrahydroxy-3,12-dioxo-4a,5,5a,6-tetrahydro-4h-tetracene-2-carboxamide;hydron;chloride Chemical compound Cl.C1C2=C(N(C)C)C=CC(O)=C2C(O)=C2C1CC1C(N(C)C)C(=O)C(C(N)=O)=C(O)C1(O)C2=O WTJXVDPDEQKTCV-UHFFFAOYSA-N 0.000 description 1
- OWYLAEYXIQKAOL-UHFFFAOYSA-N 4-(1-pyrrolidinyl)-1-(2,4,6-trimethoxyphenyl)-1-butanone Chemical compound COC1=CC(OC)=CC(OC)=C1C(=O)CCCN1CCCC1 OWYLAEYXIQKAOL-UHFFFAOYSA-N 0.000 description 1
- DYUTXEVRMPFGTH-UHFFFAOYSA-N 4-(2,5-dimethylphenyl)-5-methyl-1,3-thiazol-2-amine Chemical compound S1C(N)=NC(C=2C(=CC=C(C)C=2)C)=C1C DYUTXEVRMPFGTH-UHFFFAOYSA-N 0.000 description 1
- CYDQOEWLBCCFJZ-UHFFFAOYSA-N 4-(4-fluorophenyl)oxane-4-carboxylic acid Chemical compound C=1C=C(F)C=CC=1C1(C(=O)O)CCOCC1 CYDQOEWLBCCFJZ-UHFFFAOYSA-N 0.000 description 1
- XPDVQPODLRGWPL-UHFFFAOYSA-N 4-(dichlorosulfamoyl)benzoic acid Chemical compound OC(=O)C1=CC=C(S(=O)(=O)N(Cl)Cl)C=C1 XPDVQPODLRGWPL-UHFFFAOYSA-N 0.000 description 1
- MUFDLGGSOCHQOC-HTKOBJQYSA-N 4-[(1s,2r)-1-hydroxy-2-(propan-2-ylamino)butyl]benzene-1,2-diol;hydrochloride Chemical compound Cl.CC(C)N[C@H](CC)[C@@H](O)C1=CC=C(O)C(O)=C1 MUFDLGGSOCHQOC-HTKOBJQYSA-N 0.000 description 1
- QOVTVIYTBRHADL-UHFFFAOYSA-N 4-amino-6-(1,2,2-trichloroethenyl)benzene-1,3-disulfonamide Chemical compound NC1=CC(C(Cl)=C(Cl)Cl)=C(S(N)(=O)=O)C=C1S(N)(=O)=O QOVTVIYTBRHADL-UHFFFAOYSA-N 0.000 description 1
- CBQDCAAOUQVIJL-UHFFFAOYSA-N 4-amino-n-(4,6-dimethylpyrimidin-2-yl)benzenesulfonamide;4-amino-n-(4-methylpyrimidin-2-yl)benzenesulfonamide;4-amino-n-pyrimidin-2-ylbenzenesulfonamide Chemical compound C1=CC(N)=CC=C1S(=O)(=O)NC1=NC=CC=N1.CC1=CC=NC(NS(=O)(=O)C=2C=CC(N)=CC=2)=N1.CC1=CC(C)=NC(NS(=O)(=O)C=2C=CC(N)=CC=2)=N1 CBQDCAAOUQVIJL-UHFFFAOYSA-N 0.000 description 1
- WXNZTHHGJRFXKQ-UHFFFAOYSA-N 4-chlorophenol Chemical compound OC1=CC=C(Cl)C=C1 WXNZTHHGJRFXKQ-UHFFFAOYSA-N 0.000 description 1
- WFJIVOKAWHGMBH-UHFFFAOYSA-N 4-hexylbenzene-1,3-diol Chemical compound CCCCCCC1=CC=C(O)C=C1O WFJIVOKAWHGMBH-UHFFFAOYSA-N 0.000 description 1
- AEUAEICGCMSYCQ-UHFFFAOYSA-N 4-n-(7-chloroquinolin-1-ium-4-yl)-1-n,1-n-diethylpentane-1,4-diamine;dihydrogen phosphate Chemical compound OP(O)(O)=O.ClC1=CC=C2C(NC(C)CCCN(CC)CC)=CC=NC2=C1 AEUAEICGCMSYCQ-UHFFFAOYSA-N 0.000 description 1
- LSLYOANBFKQKPT-DIFFPNOSSA-N 5-[(1r)-1-hydroxy-2-[[(2r)-1-(4-hydroxyphenyl)propan-2-yl]amino]ethyl]benzene-1,3-diol Chemical compound C([C@@H](C)NC[C@H](O)C=1C=C(O)C=C(O)C=1)C1=CC=C(O)C=C1 LSLYOANBFKQKPT-DIFFPNOSSA-N 0.000 description 1
- QPGGEKPRGVJKQB-UHFFFAOYSA-N 5-[2-(dimethylamino)ethyl]-11-methyl-6-benzo[b][1,4]benzodiazepinone Chemical compound O=C1N(CCN(C)C)C2=CC=CC=C2N(C)C2=CC=CC=C21 QPGGEKPRGVJKQB-UHFFFAOYSA-N 0.000 description 1
- GJOHLWZHWQUKAU-UHFFFAOYSA-N 5-azaniumylpentan-2-yl-(6-methoxyquinolin-8-yl)azanium;dihydrogen phosphate Chemical compound OP(O)(O)=O.OP(O)(O)=O.N1=CC=CC2=CC(OC)=CC(NC(C)CCCN)=C21 GJOHLWZHWQUKAU-UHFFFAOYSA-N 0.000 description 1
- OJFZXRZZXBFEAP-UHFFFAOYSA-N 5-chloro-1,6-dimethylcyclohexa-2,4-dien-1-ol Chemical compound ClC=1C(C(C=CC1)(C)O)C OJFZXRZZXBFEAP-UHFFFAOYSA-N 0.000 description 1
- WYWHKKSPHMUBEB-UHFFFAOYSA-N 6-Mercaptoguanine Natural products N1C(N)=NC(=S)C2=C1N=CN2 WYWHKKSPHMUBEB-UHFFFAOYSA-N 0.000 description 1
- SLXKOJJOQWFEFD-UHFFFAOYSA-N 6-aminohexanoic acid Chemical compound NCCCCCC(O)=O SLXKOJJOQWFEFD-UHFFFAOYSA-N 0.000 description 1
- VCCNKWWXYVWTLT-CYZBKYQRSA-N 7-[(2s,3r,4s,5s,6r)-4,5-dihydroxy-6-(hydroxymethyl)-3-[(2s,3r,4r,5r,6s)-3,4,5-trihydroxy-6-methyloxan-2-yl]oxyoxan-2-yl]oxy-5-hydroxy-2-(3-hydroxy-4-methoxyphenyl)chromen-4-one Chemical compound C1=C(O)C(OC)=CC=C1C(OC1=C2)=CC(=O)C1=C(O)C=C2O[C@H]1[C@H](O[C@H]2[C@@H]([C@H](O)[C@@H](O)[C@H](C)O2)O)[C@@H](O)[C@H](O)[C@@H](CO)O1 VCCNKWWXYVWTLT-CYZBKYQRSA-N 0.000 description 1
- GEPMAHVDJHFBJI-UHFFFAOYSA-N 7-[2-hydroxy-3-[2-hydroxyethyl(methyl)amino]propyl]-1,3-dimethylpurine-2,6-dione;pyridine-3-carboxylic acid Chemical compound OC(=O)C1=CC=CN=C1.CN1C(=O)N(C)C(=O)C2=C1N=CN2CC(O)CN(CCO)C GEPMAHVDJHFBJI-UHFFFAOYSA-N 0.000 description 1
- XBWAZCLHZCFCGK-UHFFFAOYSA-N 7-chloro-1-methyl-5-phenyl-3,4-dihydro-2h-1,4-benzodiazepin-1-ium;chloride Chemical compound [Cl-].C12=CC(Cl)=CC=C2[NH+](C)CCN=C1C1=CC=CC=C1 XBWAZCLHZCFCGK-UHFFFAOYSA-N 0.000 description 1
- 229930000680 A04AD01 - Scopolamine Natural products 0.000 description 1
- 244000215068 Acacia senegal Species 0.000 description 1
- 241000251468 Actinopterygii Species 0.000 description 1
- 229920001817 Agar Polymers 0.000 description 1
- RLFWWDJHLFCNIJ-UHFFFAOYSA-N Aminoantipyrine Natural products CN1C(C)=C(N)C(=O)N1C1=CC=CC=C1 RLFWWDJHLFCNIJ-UHFFFAOYSA-N 0.000 description 1
- KFYRPLNVJVHZGT-UHFFFAOYSA-N Amitriptyline hydrochloride Chemical compound Cl.C1CC2=CC=CC=C2C(=CCCN(C)C)C2=CC=CC=C21 KFYRPLNVJVHZGT-UHFFFAOYSA-N 0.000 description 1
- OVCDSSHSILBFBN-UHFFFAOYSA-N Amodiaquine Chemical compound C1=C(O)C(CN(CC)CC)=CC(NC=2C3=CC=C(Cl)C=C3N=CC=2)=C1 OVCDSSHSILBFBN-UHFFFAOYSA-N 0.000 description 1
- 229930183010 Amphotericin Natural products 0.000 description 1
- QGGFZZLFKABGNL-UHFFFAOYSA-N Amphotericin A Natural products OC1C(N)C(O)C(C)OC1OC1C=CC=CC=CC=CCCC=CC=CC(C)C(O)C(C)C(C)OC(=O)CC(O)CC(O)CCC(O)C(O)CC(O)CC(O)(CC(O)C2C(O)=O)OC2C1 QGGFZZLFKABGNL-UHFFFAOYSA-N 0.000 description 1
- 229920001685 Amylomaize Polymers 0.000 description 1
- 229920000945 Amylopectin Polymers 0.000 description 1
- WZPBZJONDBGPKJ-UHFFFAOYSA-N Antibiotic SQ 26917 Natural products O=C1N(S(O)(=O)=O)C(C)C1NC(=O)C(=NOC(C)(C)C(O)=O)C1=CSC(N)=N1 WZPBZJONDBGPKJ-UHFFFAOYSA-N 0.000 description 1
- 241000416162 Astragalus gummifer Species 0.000 description 1
- 241001106067 Atropa Species 0.000 description 1
- 229930003347 Atropine Natural products 0.000 description 1
- 235000007319 Avena orientalis Nutrition 0.000 description 1
- 244000075850 Avena orientalis Species 0.000 description 1
- 208000003508 Botulism Diseases 0.000 description 1
- VMIYHDSEFNYJSL-UHFFFAOYSA-N Bromazepam Chemical compound C12=CC(Br)=CC=C2NC(=O)CN=C1C1=CC=CC=N1 VMIYHDSEFNYJSL-UHFFFAOYSA-N 0.000 description 1
- 108010004032 Bromelains Proteins 0.000 description 1
- CPELXLSAUQHCOX-UHFFFAOYSA-M Bromide Chemical compound [Br-] CPELXLSAUQHCOX-UHFFFAOYSA-M 0.000 description 1
- 235000021318 Calcifediol Nutrition 0.000 description 1
- 244000284152 Carapichea ipecacuanha Species 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 239000010369 Cascara Substances 0.000 description 1
- KEJCWVGMRLCZQQ-YJBYXUATSA-N Cefuroxime axetil Chemical compound N([C@@H]1C(N2C(=C(COC(N)=O)CS[C@@H]21)C(=O)OC(C)OC(C)=O)=O)C(=O)\C(=N/OC)C1=CC=CO1 KEJCWVGMRLCZQQ-YJBYXUATSA-N 0.000 description 1
- NPBVQXIMTZKSBA-UHFFFAOYSA-N Chavibetol Natural products COC1=CC=C(CC=C)C=C1O NPBVQXIMTZKSBA-UHFFFAOYSA-N 0.000 description 1
- JWBOIMRXGHLCPP-UHFFFAOYSA-N Chloditan Chemical compound C=1C=CC=C(Cl)C=1C(C(Cl)Cl)C1=CC=C(Cl)C=C1 JWBOIMRXGHLCPP-UHFFFAOYSA-N 0.000 description 1
- QMBJSIBWORFWQT-DFXBJWIESA-N Chlormadinone acetate Chemical compound C1=C(Cl)C2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@@](C(C)=O)(OC(=O)C)[C@@]1(C)CC2 QMBJSIBWORFWQT-DFXBJWIESA-N 0.000 description 1
- PCLITLDOTJTVDJ-UHFFFAOYSA-N Chlormethiazole Chemical compound CC=1N=CSC=1CCCl PCLITLDOTJTVDJ-UHFFFAOYSA-N 0.000 description 1
- RKWGIWYCVPQPMF-UHFFFAOYSA-N Chloropropamide Chemical compound CCCNC(=O)NS(=O)(=O)C1=CC=C(Cl)C=C1 RKWGIWYCVPQPMF-UHFFFAOYSA-N 0.000 description 1
- DBAKFASWICGISY-BTJKTKAUSA-N Chlorpheniramine maleate Chemical compound OC(=O)\C=C/C(O)=O.C=1C=CC=NC=1C(CCN(C)C)C1=CC=C(Cl)C=C1 DBAKFASWICGISY-BTJKTKAUSA-N 0.000 description 1
- 102000011022 Chorionic Gonadotropin Human genes 0.000 description 1
- 108010062540 Chorionic Gonadotropin Proteins 0.000 description 1
- 229910021555 Chromium Chloride Inorganic materials 0.000 description 1
- 108090000317 Chymotrypsin Proteins 0.000 description 1
- QCDFBFJGMNKBDO-UHFFFAOYSA-N Clioquinol Chemical compound C1=CN=C2C(O)=C(I)C=C(Cl)C2=C1 QCDFBFJGMNKBDO-UHFFFAOYSA-N 0.000 description 1
- GJSURZIOUXUGAL-UHFFFAOYSA-N Clonidine Chemical compound ClC1=CC=CC(Cl)=C1NC1=NCCN1 GJSURZIOUXUGAL-UHFFFAOYSA-N 0.000 description 1
- ZNIFSRGNXRYGHF-UHFFFAOYSA-N Clonidine hydrochloride Chemical compound Cl.ClC1=CC=CC(Cl)=C1NC1=NCCN1 ZNIFSRGNXRYGHF-UHFFFAOYSA-N 0.000 description 1
- 229920002911 Colestipol Polymers 0.000 description 1
- 102400000739 Corticotropin Human genes 0.000 description 1
- 101800000414 Corticotropin Proteins 0.000 description 1
- CMSMOCZEIVJLDB-UHFFFAOYSA-N Cyclophosphamide Chemical compound ClCCN(CCCl)P1(=O)NCCCO1 CMSMOCZEIVJLDB-UHFFFAOYSA-N 0.000 description 1
- PMATZTZNYRCHOR-CGLBZJNRSA-N Cyclosporin A Chemical compound CC[C@@H]1NC(=O)[C@H]([C@H](O)[C@H](C)C\C=C\C)N(C)C(=O)[C@H](C(C)C)N(C)C(=O)[C@H](CC(C)C)N(C)C(=O)[C@H](CC(C)C)N(C)C(=O)[C@@H](C)NC(=O)[C@H](C)NC(=O)[C@H](CC(C)C)N(C)C(=O)[C@H](C(C)C)NC(=O)[C@H](CC(C)C)N(C)C(=O)CN(C)C1=O PMATZTZNYRCHOR-CGLBZJNRSA-N 0.000 description 1
- 229930105110 Cyclosporin A Natural products 0.000 description 1
- 108010036949 Cyclosporine Proteins 0.000 description 1
- DYDCUQKUCUHJBH-UWTATZPHSA-N D-Cycloserine Chemical compound N[C@@H]1CONC1=O DYDCUQKUCUHJBH-UWTATZPHSA-N 0.000 description 1
- DYDCUQKUCUHJBH-UHFFFAOYSA-N D-Cycloserine Natural products NC1CONC1=O DYDCUQKUCUHJBH-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- AUNGANRZJHBGPY-UHFFFAOYSA-N D-Lyxoflavin Natural products OCC(O)C(O)C(O)CN1C=2C=C(C)C(C)=CC=2N=C2C1=NC(=O)NC2=O AUNGANRZJHBGPY-UHFFFAOYSA-N 0.000 description 1
- ZZZCUOFIHGPKAK-UHFFFAOYSA-N D-erythro-ascorbic acid Natural products OCC1OC(=O)C(O)=C1O ZZZCUOFIHGPKAK-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- 235000004866 D-panthenol Nutrition 0.000 description 1
- 239000011703 D-panthenol Substances 0.000 description 1
- IROWCYIEJAOFOW-UHFFFAOYSA-N DL-Isoprenaline hydrochloride Chemical compound Cl.CC(C)NCC(O)C1=CC=C(O)C(O)=C1 IROWCYIEJAOFOW-UHFFFAOYSA-N 0.000 description 1
- MQJKPEGWNLWLTK-UHFFFAOYSA-N Dapsone Chemical compound C1=CC(N)=CC=C1S(=O)(=O)C1=CC=C(N)C=C1 MQJKPEGWNLWLTK-UHFFFAOYSA-N 0.000 description 1
- FMTDIUIBLCQGJB-UHFFFAOYSA-N Demethylchlortetracyclin Natural products C1C2C(O)C3=C(Cl)C=CC(O)=C3C(=O)C2=C(O)C2(O)C1C(N(C)C)C(O)=C(C(N)=O)C2=O FMTDIUIBLCQGJB-UHFFFAOYSA-N 0.000 description 1
- VPGRYOFKCNULNK-ACXQXYJUSA-N Deoxycorticosterone acetate Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H](C(=O)COC(=O)C)[C@@]1(C)CC2 VPGRYOFKCNULNK-ACXQXYJUSA-N 0.000 description 1
- HCYAFALTSJYZDH-UHFFFAOYSA-N Desimpramine Chemical compound C1CC2=CC=CC=C2N(CCCNC)C2=CC=CC=C21 HCYAFALTSJYZDH-UHFFFAOYSA-N 0.000 description 1
- 229920002245 Dextrose equivalent Polymers 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- 240000001879 Digitalis lutea Species 0.000 description 1
- LTMHDMANZUZIPE-AMTYYWEZSA-N Digoxin Natural products O([C@H]1[C@H](C)O[C@H](O[C@@H]2C[C@@H]3[C@@](C)([C@@H]4[C@H]([C@]5(O)[C@](C)([C@H](O)C4)[C@H](C4=CC(=O)OC4)CC5)CC3)CC2)C[C@@H]1O)[C@H]1O[C@H](C)[C@@H](O[C@H]2O[C@@H](C)[C@H](O)[C@@H](O)C2)[C@@H](O)C1 LTMHDMANZUZIPE-AMTYYWEZSA-N 0.000 description 1
- IIUZTXTZRGLYTI-UHFFFAOYSA-N Dihydrogriseofulvin Natural products COC1CC(=O)CC(C)C11C(=O)C(C(OC)=CC(OC)=C2Cl)=C2O1 IIUZTXTZRGLYTI-UHFFFAOYSA-N 0.000 description 1
- ASXBYYWOLISCLQ-UHFFFAOYSA-N Dihydrostreptomycin Natural products O1C(CO)C(O)C(O)C(NC)C1OC1C(CO)(O)C(C)OC1OC1C(N=C(N)N)C(O)C(N=C(N)N)C(O)C1O ASXBYYWOLISCLQ-UHFFFAOYSA-N 0.000 description 1
- JRWZLRBJNMZMFE-UHFFFAOYSA-N Dobutamine Chemical compound C=1C=C(O)C(O)=CC=1CCNC(C)CCC1=CC=C(O)C=C1 JRWZLRBJNMZMFE-UHFFFAOYSA-N 0.000 description 1
- CTENFNNZBMHDDG-UHFFFAOYSA-N Dopamine hydrochloride Chemical compound Cl.NCCC1=CC=C(O)C(O)=C1 CTENFNNZBMHDDG-UHFFFAOYSA-N 0.000 description 1
- MHNSPTUQQIYJOT-SJDTYFKWSA-N Doxepin Hydrochloride Chemical compound Cl.C1OC2=CC=CC=C2C(=C/CCN(C)C)/C2=CC=CC=C21 MHNSPTUQQIYJOT-SJDTYFKWSA-N 0.000 description 1
- CYQFCXCEBYINGO-DLBZAZTESA-N Dronabinol Natural products C1=C(C)CC[C@H]2C(C)(C)OC3=CC(CCCCC)=CC(O)=C3[C@H]21 CYQFCXCEBYINGO-DLBZAZTESA-N 0.000 description 1
- 108010061435 Enalapril Proteins 0.000 description 1
- XRHVZWWRFMCBAZ-UHFFFAOYSA-L Endothal-disodium Chemical compound [Na+].[Na+].C1CC2C(C([O-])=O)C(C(=O)[O-])C1O2 XRHVZWWRFMCBAZ-UHFFFAOYSA-L 0.000 description 1
- 241000991587 Enterovirus C Species 0.000 description 1
- WKRLQDKEXYKHJB-UHFFFAOYSA-N Equilin Natural products OC1=CC=C2C3CCC(C)(C(CC4)=O)C4C3=CCC2=C1 WKRLQDKEXYKHJB-UHFFFAOYSA-N 0.000 description 1
- 241000289669 Erinaceus europaeus Species 0.000 description 1
- DNXHEGUUPJUMQT-CBZIJGRNSA-N Estrone Chemical compound OC1=CC=C2[C@H]3CC[C@](C)(C(CC4)=O)[C@@H]4[C@@H]3CCC2=C1 DNXHEGUUPJUMQT-CBZIJGRNSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- BFPYWIDHMRZLRN-SLHNCBLASA-N Ethinyl estradiol Chemical compound OC1=CC=C2[C@H]3CC[C@](C)([C@](CC4)(O)C#C)[C@@H]4[C@@H]3CCC2=C1 BFPYWIDHMRZLRN-SLHNCBLASA-N 0.000 description 1
- 239000005770 Eugenol Substances 0.000 description 1
- DJBNUMBKLMJRSA-UHFFFAOYSA-N Flecainide Chemical compound FC(F)(F)COC1=CC=C(OCC(F)(F)F)C(C(=O)NCC2NCCCC2)=C1 DJBNUMBKLMJRSA-UHFFFAOYSA-N 0.000 description 1
- WJOHZNCJWYWUJD-IUGZLZTKSA-N Fluocinonide Chemical compound C1([C@@H](F)C2)=CC(=O)C=C[C@]1(C)[C@]1(F)[C@@H]2[C@@H]2C[C@H]3OC(C)(C)O[C@@]3(C(=O)COC(=O)C)[C@@]2(C)C[C@@H]1O WJOHZNCJWYWUJD-IUGZLZTKSA-N 0.000 description 1
- GHASVSINZRGABV-UHFFFAOYSA-N Fluorouracil Chemical compound FC1=CNC(=O)NC1=O GHASVSINZRGABV-UHFFFAOYSA-N 0.000 description 1
- PLDUPXSUYLZYBN-UHFFFAOYSA-N Fluphenazine Chemical compound C1CN(CCO)CCN1CCCN1C2=CC(C(F)(F)F)=CC=C2SC2=CC=CC=C21 PLDUPXSUYLZYBN-UHFFFAOYSA-N 0.000 description 1
- POPFMWWJOGLOIF-XWCQMRHXSA-N Flurandrenolide Chemical compound C1([C@@H](F)C2)=CC(=O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2C[C@H]3OC(C)(C)O[C@@]3(C(=O)CO)[C@@]2(C)C[C@@H]1O POPFMWWJOGLOIF-XWCQMRHXSA-N 0.000 description 1
- 241000556215 Frangula purshiana Species 0.000 description 1
- 241000233866 Fungi Species 0.000 description 1
- XQLWNAFCTODIRK-UHFFFAOYSA-N Gallopamil Chemical compound C1=C(OC)C(OC)=CC=C1CCN(C)CCCC(C#N)(C(C)C)C1=CC(OC)=C(OC)C(OC)=C1 XQLWNAFCTODIRK-UHFFFAOYSA-N 0.000 description 1
- 241000206672 Gelidium Species 0.000 description 1
- CEAZRRDELHUEMR-URQXQFDESA-N Gentamicin Chemical compound O1[C@H](C(C)NC)CC[C@@H](N)[C@H]1O[C@H]1[C@H](O)[C@@H](O[C@@H]2[C@@H]([C@@H](NC)[C@@](C)(O)CO2)O)[C@H](N)C[C@@H]1N CEAZRRDELHUEMR-URQXQFDESA-N 0.000 description 1
- 229930182566 Gentamicin Natural products 0.000 description 1
- JMBQKKAJIKAWKF-UHFFFAOYSA-N Glutethimide Chemical compound C=1C=CC=CC=1C1(CC)CCC(=O)NC1=O JMBQKKAJIKAWKF-UHFFFAOYSA-N 0.000 description 1
- 235000010469 Glycine max Nutrition 0.000 description 1
- VPNYRYCIDCJBOM-UHFFFAOYSA-M Glycopyrronium bromide Chemical compound [Br-].C1[N+](C)(C)CCC1OC(=O)C(O)(C=1C=CC=CC=1)C1CCCC1 VPNYRYCIDCJBOM-UHFFFAOYSA-M 0.000 description 1
- 108010026389 Gramicidin Proteins 0.000 description 1
- UXWOXTQWVMFRSE-UHFFFAOYSA-N Griseoviridin Natural products O=C1OC(C)CC=C(C(NCC=CC=CC(O)CC(O)C2)=O)SCC1NC(=O)C1=COC2=N1 UXWOXTQWVMFRSE-UHFFFAOYSA-N 0.000 description 1
- WDZVGELJXXEGPV-YIXHJXPBSA-N Guanabenz Chemical compound NC(N)=N\N=C\C1=C(Cl)C=CC=C1Cl WDZVGELJXXEGPV-YIXHJXPBSA-N 0.000 description 1
- 229920000084 Gum arabic Polymers 0.000 description 1
- CTETYYAZBPJBHE-UHFFFAOYSA-N Haloprogin Chemical compound ClC1=CC(Cl)=C(OCC#CI)C=C1Cl CTETYYAZBPJBHE-UHFFFAOYSA-N 0.000 description 1
- ZTVIKZXZYLEVOL-MCOXGKPRSA-N Homatropine Chemical compound O([C@H]1C[C@H]2CC[C@@H](C1)N2C)C(=O)C(O)C1=CC=CC=C1 ZTVIKZXZYLEVOL-MCOXGKPRSA-N 0.000 description 1
- 240000005979 Hordeum vulgare Species 0.000 description 1
- 235000007340 Hordeum vulgare Nutrition 0.000 description 1
- DOMWKUIIPQCAJU-LJHIYBGHSA-N Hydroxyprogesterone caproate Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@@](C(C)=O)(OC(=O)CCCCC)[C@@]1(C)CC2 DOMWKUIIPQCAJU-LJHIYBGHSA-N 0.000 description 1
- PMMYEEVYMWASQN-DMTCNVIQSA-N Hydroxyproline Chemical compound O[C@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-DMTCNVIQSA-N 0.000 description 1
- STECJAGHUSJQJN-GAUPFVANSA-N Hyoscine Natural products C1([C@H](CO)C(=O)OC2C[C@@H]3N([C@H](C2)[C@@H]2[C@H]3O2)C)=CC=CC=C1 STECJAGHUSJQJN-GAUPFVANSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 206010061217 Infestation Diseases 0.000 description 1
- 102000004877 Insulin Human genes 0.000 description 1
- 108090001061 Insulin Proteins 0.000 description 1
- 229920001202 Inulin Polymers 0.000 description 1
- 239000009471 Ipecac Substances 0.000 description 1
- ZFHZUGUCWJVEQC-FPUQOWELSA-M Ipodate Sodium Chemical compound [Na+].CN(C)\C=N\C1=C(I)C=C(I)C(CCC([O-])=O)=C1I ZFHZUGUCWJVEQC-FPUQOWELSA-M 0.000 description 1
- LPHGQDQBBGAPDZ-UHFFFAOYSA-N Isocaffeine Natural products CN1C(=O)N(C)C(=O)C2=C1N(C)C=N2 LPHGQDQBBGAPDZ-UHFFFAOYSA-N 0.000 description 1
- PIWKPBJCKXDKJR-UHFFFAOYSA-N Isoflurane Chemical compound FC(F)OC(Cl)C(F)(F)F PIWKPBJCKXDKJR-UHFFFAOYSA-N 0.000 description 1
- PWWVAXIEGOYWEE-UHFFFAOYSA-N Isophenergan Chemical compound C1=CC=C2N(CC(C)N(C)C)C3=CC=CC=C3SC2=C1 PWWVAXIEGOYWEE-UHFFFAOYSA-N 0.000 description 1
- UETNIIAIRMUTSM-UHFFFAOYSA-N Jacareubin Natural products CC1(C)OC2=CC3Oc4c(O)c(O)ccc4C(=O)C3C(=C2C=C1)O UETNIIAIRMUTSM-UHFFFAOYSA-N 0.000 description 1
- 108060005987 Kallikrein Proteins 0.000 description 1
- 102000001399 Kallikrein Human genes 0.000 description 1
- ZCVMWBYGMWKGHF-UHFFFAOYSA-N Ketotifene Chemical compound C1CN(C)CCC1=C1C2=CC=CC=C2CC(=O)C2=C1C=CS2 ZCVMWBYGMWKGHF-UHFFFAOYSA-N 0.000 description 1
- WTDRDQBEARUVNC-LURJTMIESA-N L-DOPA Chemical compound OC(=O)[C@@H](N)CC1=CC=C(O)C(O)=C1 WTDRDQBEARUVNC-LURJTMIESA-N 0.000 description 1
- WTDRDQBEARUVNC-UHFFFAOYSA-N L-Dopa Natural products OC(=O)C(N)CC1=CC=C(O)C(O)=C1 WTDRDQBEARUVNC-UHFFFAOYSA-N 0.000 description 1
- ONIBWKKTOPOVIA-BYPYZUCNSA-N L-Proline Chemical compound OC(=O)[C@@H]1CCCN1 ONIBWKKTOPOVIA-BYPYZUCNSA-N 0.000 description 1
- CKLJMWTZIZZHCS-REOHCLBHSA-N L-aspartic acid Chemical compound OC(=O)[C@@H](N)CC(O)=O CKLJMWTZIZZHCS-REOHCLBHSA-N 0.000 description 1
- HNDVDQJCIGZPNO-YFKPBYRVSA-N L-histidine Chemical compound OC(=O)[C@@H](N)CC1=CN=CN1 HNDVDQJCIGZPNO-YFKPBYRVSA-N 0.000 description 1
- ROHFNLRQFUQHCH-YFKPBYRVSA-N L-leucine Chemical compound CC(C)C[C@H](N)C(O)=O ROHFNLRQFUQHCH-YFKPBYRVSA-N 0.000 description 1
- KDXKERNSBIXSRK-YFKPBYRVSA-N L-lysine Chemical compound NCCCC[C@H](N)C(O)=O KDXKERNSBIXSRK-YFKPBYRVSA-N 0.000 description 1
- FFEARJCKVFRZRR-BYPYZUCNSA-N L-methionine Chemical compound CSCC[C@H](N)C(O)=O FFEARJCKVFRZRR-BYPYZUCNSA-N 0.000 description 1
- FBOZXECLQNJBKD-ZDUSSCGKSA-N L-methotrexate Chemical compound C=1N=C2N=C(N)N=C(N)C2=NC=1CN(C)C1=CC=C(C(=O)N[C@@H](CCC(O)=O)C(O)=O)C=C1 FBOZXECLQNJBKD-ZDUSSCGKSA-N 0.000 description 1
- COLNVLDHVKWLRT-QMMMGPOBSA-N L-phenylalanine Chemical compound OC(=O)[C@@H](N)CC1=CC=CC=C1 COLNVLDHVKWLRT-QMMMGPOBSA-N 0.000 description 1
- QIVBCDIJIAJPQS-VIFPVBQESA-N L-tryptophane Chemical compound C1=CC=C2C(C[C@H](N)C(O)=O)=CNC2=C1 QIVBCDIJIAJPQS-VIFPVBQESA-N 0.000 description 1
- OUYCCCASQSFEME-QMMMGPOBSA-N L-tyrosine Chemical compound OC(=O)[C@@H](N)CC1=CC=C(O)C=C1 OUYCCCASQSFEME-QMMMGPOBSA-N 0.000 description 1
- KZSNJWFQEVHDMF-BYPYZUCNSA-N L-valine Chemical compound CC(C)[C@H](N)C(O)=O KZSNJWFQEVHDMF-BYPYZUCNSA-N 0.000 description 1
- NHTGHBARYWONDQ-JTQLQIEISA-N L-α-methyl-Tyrosine Chemical compound OC(=O)[C@](N)(C)CC1=CC=C(O)C=C1 NHTGHBARYWONDQ-JTQLQIEISA-N 0.000 description 1
- MKXZASYAUGDDCJ-SZMVWBNQSA-N LSM-2525 Chemical compound C1CCC[C@H]2[C@@]3([H])N(C)CC[C@]21C1=CC(OC)=CC=C1C3 MKXZASYAUGDDCJ-SZMVWBNQSA-N 0.000 description 1
- WQVZLXWQESQGIF-UHFFFAOYSA-N Labetalol hydrochloride Chemical compound Cl.C=1C=C(O)C(C(N)=O)=CC=1C(O)CNC(C)CCC1=CC=CC=C1 WQVZLXWQESQGIF-UHFFFAOYSA-N 0.000 description 1
- 239000004166 Lanolin Substances 0.000 description 1
- ROHFNLRQFUQHCH-UHFFFAOYSA-N Leucine Natural products CC(C)CC(N)C(O)=O ROHFNLRQFUQHCH-UHFFFAOYSA-N 0.000 description 1
- LAZPBGZRMVRFKY-HNCPQSOCSA-N Levamisole hydrochloride Chemical compound Cl.C1([C@H]2CN3CCSC3=N2)=CC=CC=C1 LAZPBGZRMVRFKY-HNCPQSOCSA-N 0.000 description 1
- NNJVILVZKWQKPM-UHFFFAOYSA-N Lidocaine Chemical compound CCN(CC)CC(=O)NC1=C(C)C=CC=C1C NNJVILVZKWQKPM-UHFFFAOYSA-N 0.000 description 1
- LKYWLLWWYBVUPP-XOCLESOZSA-L Liotrix Chemical compound [Na+].[Na+].IC1=CC(C[C@H](N)C([O-])=O)=CC(I)=C1OC1=CC=C(O)C(I)=C1.IC1=CC(C[C@H](N)C([O-])=O)=CC(I)=C1OC1=CC(I)=C(O)C(I)=C1 LKYWLLWWYBVUPP-XOCLESOZSA-L 0.000 description 1
- 108010007859 Lisinopril Proteins 0.000 description 1
- 229920000161 Locust bean gum Polymers 0.000 description 1
- KDXKERNSBIXSRK-UHFFFAOYSA-N Lysine Natural products NCCCCC(N)C(O)=O KDXKERNSBIXSRK-UHFFFAOYSA-N 0.000 description 1
- 239000004472 Lysine Substances 0.000 description 1
- 240000003183 Manihot esculenta Species 0.000 description 1
- 235000016735 Manihot esculenta subsp esculenta Nutrition 0.000 description 1
- ZPXSCAKFGYXMGA-UHFFFAOYSA-N Mazindol Chemical compound N12CCN=C2C2=CC=CC=C2C1(O)C1=CC=C(Cl)C=C1 ZPXSCAKFGYXMGA-UHFFFAOYSA-N 0.000 description 1
- 241000712079 Measles morbillivirus Species 0.000 description 1
- PKVZBNCYEICAQP-UHFFFAOYSA-N Mecamylamine hydrochloride Chemical compound Cl.C1CC2C(C)(C)C(NC)(C)C1C2 PKVZBNCYEICAQP-UHFFFAOYSA-N 0.000 description 1
- OCJYIGYOJCODJL-UHFFFAOYSA-N Meclizine Chemical compound CC1=CC=CC(CN2CCN(CC2)C(C=2C=CC=CC=2)C=2C=CC(Cl)=CC=2)=C1 OCJYIGYOJCODJL-UHFFFAOYSA-N 0.000 description 1
- SMNOERSLNYGGOU-UHFFFAOYSA-N Mefruside Chemical compound C=1C=C(Cl)C(S(N)(=O)=O)=CC=1S(=O)(=O)N(C)CC1(C)CCCO1 SMNOERSLNYGGOU-UHFFFAOYSA-N 0.000 description 1
- XADCESSVHJOZHK-UHFFFAOYSA-N Meperidine Chemical compound C=1C=CC=CC=1C1(C(=O)OCC)CCN(C)CC1 XADCESSVHJOZHK-UHFFFAOYSA-N 0.000 description 1
- NPPQSCRMBWNHMW-UHFFFAOYSA-N Meprobamate Chemical compound NC(=O)OCC(C)(CCC)COC(N)=O NPPQSCRMBWNHMW-UHFFFAOYSA-N 0.000 description 1
- XWALNWXLMVGSFR-HLXURNFRSA-N Methandrostenolone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@](C)(O)[C@@]1(C)CC2 XWALNWXLMVGSFR-HLXURNFRSA-N 0.000 description 1
- RJQXTJLFIWVMTO-TYNCELHUSA-N Methicillin Chemical compound COC1=CC=CC(OC)=C1C(=O)N[C@@H]1C(=O)N2[C@@H](C(O)=O)C(C)(C)S[C@@H]21 RJQXTJLFIWVMTO-TYNCELHUSA-N 0.000 description 1
- QXKHYNVANLEOEG-UHFFFAOYSA-N Methoxsalen Chemical compound C1=CC(=O)OC2=C1C=C1C=COC1=C2OC QXKHYNVANLEOEG-UHFFFAOYSA-N 0.000 description 1
- CESYKOGBSMNBPD-UHFFFAOYSA-N Methyclothiazide Chemical compound ClC1=C(S(N)(=O)=O)C=C2S(=O)(=O)N(C)C(CCl)NC2=C1 CESYKOGBSMNBPD-UHFFFAOYSA-N 0.000 description 1
- NOFOWWRHEPHDCY-DAUURJMHSA-N Methylergonovine Maleate Chemical compound OC(=O)\C=C/C(O)=O.C1=CC(C=2[C@H](N(C)C[C@@H](C=2)C(=O)N[C@H](CO)CC)C2)=C3C2=CNC3=C1 NOFOWWRHEPHDCY-DAUURJMHSA-N 0.000 description 1
- GCKMFJBGXUYNAG-HLXURNFRSA-N Methyltestosterone Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@](C)(O)[C@@]1(C)CC2 GCKMFJBGXUYNAG-HLXURNFRSA-N 0.000 description 1
- LWYXFDXUMVEZKS-ZVFOLQIPSA-N Methysergide maleate Chemical compound OC(=O)\C=C/C(O)=O.C1=CC(C=2[C@H](N(C)C[C@@H](C=2)C(=O)N[C@H](CO)CC)C2)=C3C2=CN(C)C3=C1 LWYXFDXUMVEZKS-ZVFOLQIPSA-N 0.000 description 1
- UEQUQVLFIPOEMF-UHFFFAOYSA-N Mianserin Chemical compound C1C2=CC=CC=C2N2CCN(C)CC2C2=CC=CC=C21 UEQUQVLFIPOEMF-UHFFFAOYSA-N 0.000 description 1
- ZFMITUMMTDLWHR-UHFFFAOYSA-N Minoxidil Chemical compound NC1=[N+]([O-])C(N)=CC(N2CCCCC2)=N1 ZFMITUMMTDLWHR-UHFFFAOYSA-N 0.000 description 1
- 229930192392 Mitomycin Natural products 0.000 description 1
- 239000004368 Modified starch Substances 0.000 description 1
- GQWNECFJGBQMBO-UHFFFAOYSA-N Molindone hydrochloride Chemical compound Cl.O=C1C=2C(CC)=C(C)NC=2CCC1CN1CCOCC1 GQWNECFJGBQMBO-UHFFFAOYSA-N 0.000 description 1
- PCZOHLXUXFIOCF-UHFFFAOYSA-N Monacolin X Natural products C12C(OC(=O)C(C)CC)CC(C)C=C2C=CC(C)C1CCC1CC(O)CC(=O)O1 PCZOHLXUXFIOCF-UHFFFAOYSA-N 0.000 description 1
- NWIBSHFKIJFRCO-WUDYKRTCSA-N Mytomycin Chemical compound C1N2C(C(C(C)=C(N)C3=O)=O)=C3[C@@H](COC(N)=O)[C@@]2(OC)[C@@H]2[C@H]1N2 NWIBSHFKIJFRCO-WUDYKRTCSA-N 0.000 description 1
- STECJAGHUSJQJN-UHFFFAOYSA-N N-Methyl-scopolamin Natural products C1C(C2C3O2)N(C)C3CC1OC(=O)C(CO)C1=CC=CC=C1 STECJAGHUSJQJN-UHFFFAOYSA-N 0.000 description 1
- OVBPIULPVIDEAO-UHFFFAOYSA-N N-Pteroyl-L-glutaminsaeure Natural products C=1N=C2NC(N)=NC(=O)C2=NC=1CNC1=CC=C(C(=O)NC(CCC(O)=O)C(O)=O)C=C1 OVBPIULPVIDEAO-UHFFFAOYSA-N 0.000 description 1
- SBKRTALNRRAOJP-BWSIXKJUSA-N N-[(2S)-4-amino-1-[[(2S,3R)-1-[[(2S)-4-amino-1-oxo-1-[[(3S,6S,9S,12S,15R,18R,21S)-6,9,18-tris(2-aminoethyl)-15-benzyl-3-[(1R)-1-hydroxyethyl]-12-(2-methylpropyl)-2,5,8,11,14,17,20-heptaoxo-1,4,7,10,13,16,19-heptazacyclotricos-21-yl]amino]butan-2-yl]amino]-3-hydroxy-1-oxobutan-2-yl]amino]-1-oxobutan-2-yl]-6-methylheptanamide (6S)-N-[(2S)-4-amino-1-[[(2S,3R)-1-[[(2S)-4-amino-1-oxo-1-[[(3S,6S,9S,12S,15R,18R,21S)-6,9,18-tris(2-aminoethyl)-15-benzyl-3-[(1R)-1-hydroxyethyl]-12-(2-methylpropyl)-2,5,8,11,14,17,20-heptaoxo-1,4,7,10,13,16,19-heptazacyclotricos-21-yl]amino]butan-2-yl]amino]-3-hydroxy-1-oxobutan-2-yl]amino]-1-oxobutan-2-yl]-6-methyloctanamide sulfuric acid Polymers OS(O)(=O)=O.CC(C)CCCCC(=O)N[C@@H](CCN)C(=O)N[C@@H]([C@@H](C)O)C(=O)N[C@@H](CCN)C(=O)N[C@H]1CCNC(=O)[C@@H](NC(=O)[C@H](CCN)NC(=O)[C@H](CCN)NC(=O)[C@H](CC(C)C)NC(=O)[C@@H](Cc2ccccc2)NC(=O)[C@@H](CCN)NC1=O)[C@@H](C)O.CC[C@H](C)CCCCC(=O)N[C@@H](CCN)C(=O)N[C@@H]([C@@H](C)O)C(=O)N[C@@H](CCN)C(=O)N[C@H]1CCNC(=O)[C@@H](NC(=O)[C@H](CCN)NC(=O)[C@H](CCN)NC(=O)[C@H](CC(C)C)NC(=O)[C@@H](Cc2ccccc2)NC(=O)[C@@H](CCN)NC1=O)[C@@H](C)O SBKRTALNRRAOJP-BWSIXKJUSA-N 0.000 description 1
- MBBZMMPHUWSWHV-BDVNFPICSA-N N-methylglucamine Chemical compound CNC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO MBBZMMPHUWSWHV-BDVNFPICSA-N 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- SEBFKMXJBCUCAI-UHFFFAOYSA-N NSC 227190 Natural products C1=C(O)C(OC)=CC(C2C(OC3=CC=C(C=C3O2)C2C(C(=O)C3=C(O)C=C(O)C=C3O2)O)CO)=C1 SEBFKMXJBCUCAI-UHFFFAOYSA-N 0.000 description 1
- KBAFPSLPKGSANY-UHFFFAOYSA-N Naftidrofuryl Chemical compound C=1C=CC2=CC=CC=C2C=1CC(C(=O)OCCN(CC)CC)CC1CCCO1 KBAFPSLPKGSANY-UHFFFAOYSA-N 0.000 description 1
- UIQMVEYFGZJHCZ-SSTWWWIQSA-N Nalorphine Chemical compound C([C@@H](N(CC1)CC=C)[C@@H]2C=C[C@@H]3O)C4=CC=C(O)C5=C4[C@@]21[C@H]3O5 UIQMVEYFGZJHCZ-SSTWWWIQSA-N 0.000 description 1
- JKWKMORAXJQQSR-MOPIKTETSA-N Nandrolone Decanoate Chemical compound C1CC2=CC(=O)CC[C@@H]2[C@@H]2[C@@H]1[C@@H]1CC[C@H](OC(=O)CCCCCCCCC)[C@@]1(C)CC2 JKWKMORAXJQQSR-MOPIKTETSA-N 0.000 description 1
- DDUHZTYCFQRHIY-UHFFFAOYSA-N Negwer: 6874 Natural products COC1=CC(=O)CC(C)C11C(=O)C(C(OC)=CC(OC)=C2Cl)=C2O1 DDUHZTYCFQRHIY-UHFFFAOYSA-N 0.000 description 1
- 229930193140 Neomycin Natural products 0.000 description 1
- PVNIIMVLHYAWGP-UHFFFAOYSA-N Niacin Chemical compound OC(=O)C1=CC=CN=C1 PVNIIMVLHYAWGP-UHFFFAOYSA-N 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- SNIOPGDIGTZGOP-UHFFFAOYSA-N Nitroglycerin Chemical compound [O-][N+](=O)OCC(O[N+]([O-])=O)CO[N+]([O-])=O SNIOPGDIGTZGOP-UHFFFAOYSA-N 0.000 description 1
- 239000000006 Nitroglycerin Substances 0.000 description 1
- IMONTRJLAWHYGT-ZCPXKWAGSA-N Norethindrone Acetate Chemical compound C1CC2=CC(=O)CC[C@@H]2[C@@H]2[C@@H]1[C@@H]1CC[C@](C#C)(OC(=O)C)[C@@]1(C)CC2 IMONTRJLAWHYGT-ZCPXKWAGSA-N 0.000 description 1
- SHAYBENGXDALFF-UHFFFAOYSA-N Nortriptyline hydrochloride Chemical compound [Cl-].C1CC2=CC=CC=C2C(=CCC[NH2+]C)C2=CC=CC=C21 SHAYBENGXDALFF-UHFFFAOYSA-N 0.000 description 1
- OHUHAKQCZVMIOF-UHFFFAOYSA-N OS(O)(=O)=O.[SeH2] Chemical compound OS(O)(=O)=O.[SeH2] OHUHAKQCZVMIOF-UHFFFAOYSA-N 0.000 description 1
- 239000008896 Opium Substances 0.000 description 1
- BRUQQQPBMZOVGD-XFKAJCMBSA-N Oxycodone Chemical compound O=C([C@@H]1O2)CC[C@@]3(O)[C@H]4CC5=CC=C(OC)C2=C5[C@@]13CCN4C BRUQQQPBMZOVGD-XFKAJCMBSA-N 0.000 description 1
- BCGJBQBWUGVESK-KCTCKCTRSA-N Oxymorphone hydrochloride Chemical compound Cl.O([C@H]1C(CC[C@]23O)=O)C4=C5[C@@]12CCN(C)[C@@H]3CC5=CC=C4O BCGJBQBWUGVESK-KCTCKCTRSA-N 0.000 description 1
- 239000004100 Oxytetracycline Substances 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 108010019160 Pancreatin Proteins 0.000 description 1
- 108010067035 Pancrelipase Proteins 0.000 description 1
- 108090000526 Papain Proteins 0.000 description 1
- HYRKAAMZBDSJFJ-LFDBJOOHSA-N Paramethasone acetate Chemical compound C1([C@@H](F)C2)=CC(=O)C=C[C@]1(C)[C@@H]1[C@@H]2[C@@H]2C[C@@H](C)[C@@](C(=O)COC(C)=O)(O)[C@@]2(C)C[C@@H]1O HYRKAAMZBDSJFJ-LFDBJOOHSA-N 0.000 description 1
- 229930182555 Penicillin Natural products 0.000 description 1
- JGSARLDLIJGVTE-MBNYWOFBSA-N Penicillin G Chemical compound N([C@H]1[C@H]2SC([C@@H](N2C1=O)C(O)=O)(C)C)C(=O)CC1=CC=CC=C1 JGSARLDLIJGVTE-MBNYWOFBSA-N 0.000 description 1
- 229930195708 Penicillin V Natural products 0.000 description 1
- TZRXHJWUDPFEEY-UHFFFAOYSA-N Pentaerythritol Tetranitrate Chemical compound [O-][N+](=O)OCC(CO[N+]([O-])=O)(CO[N+]([O-])=O)CO[N+]([O-])=O TZRXHJWUDPFEEY-UHFFFAOYSA-N 0.000 description 1
- 239000000026 Pentaerythritol tetranitrate Substances 0.000 description 1
- QGMRQYFBGABWDR-UHFFFAOYSA-M Pentobarbital sodium Chemical compound [Na+].CCCC(C)C1(CC)C(=O)NC(=O)[N-]C1=O QGMRQYFBGABWDR-UHFFFAOYSA-M 0.000 description 1
- BYPFEZZEUUWMEJ-UHFFFAOYSA-N Pentoxifylline Chemical compound O=C1N(CCCCC(=O)C)C(=O)N(C)C2=C1N(C)C=N2 BYPFEZZEUUWMEJ-UHFFFAOYSA-N 0.000 description 1
- RGCVKNLCSQQDEP-UHFFFAOYSA-N Perphenazine Chemical compound C1CN(CCO)CCN1CCCN1C2=CC(Cl)=CC=C2SC2=CC=CC=C21 RGCVKNLCSQQDEP-UHFFFAOYSA-N 0.000 description 1
- 201000005702 Pertussis Diseases 0.000 description 1
- XPFRXWCVYUEORT-UHFFFAOYSA-N Phenacemide Chemical compound NC(=O)NC(=O)CC1=CC=CC=C1 XPFRXWCVYUEORT-UHFFFAOYSA-N 0.000 description 1
- PCNDJXKNXGMECE-UHFFFAOYSA-N Phenazine Natural products C1=CC=CC2=NC3=CC=CC=C3N=C21 PCNDJXKNXGMECE-UHFFFAOYSA-N 0.000 description 1
- RXBKMJIPNDOHFR-UHFFFAOYSA-N Phenelzine sulfate Chemical compound OS(O)(=O)=O.NNCCC1=CC=CC=C1 RXBKMJIPNDOHFR-UHFFFAOYSA-N 0.000 description 1
- VBCPVIWPDJVHAN-UHFFFAOYSA-N Phenoxybenzamine hydrochloride Chemical compound [Cl-].C=1C=CC=CC=1C[NH+](CCCl)C(C)COC1=CC=CC=C1 VBCPVIWPDJVHAN-UHFFFAOYSA-N 0.000 description 1
- DYWNLSQWJMTVGJ-KUSKTZOESA-N Phenylpropanolamine hydrochloride Chemical compound Cl.C[C@H](N)[C@H](O)C1=CC=CC=C1 DYWNLSQWJMTVGJ-KUSKTZOESA-N 0.000 description 1
- CXOFVDLJLONNDW-UHFFFAOYSA-N Phenytoin Chemical compound N1C(=O)NC(=O)C1(C=1C=CC=CC=1)C1=CC=CC=C1 CXOFVDLJLONNDW-UHFFFAOYSA-N 0.000 description 1
- PIJVFDBKTWXHHD-UHFFFAOYSA-N Physostigmine Natural products C12=CC(OC(=O)NC)=CC=C2N(C)C2C1(C)CCN2C PIJVFDBKTWXHHD-UHFFFAOYSA-N 0.000 description 1
- GMZVRMREEHBGGF-UHFFFAOYSA-N Piracetam Chemical compound NC(=O)CN1CCCC1=O GMZVRMREEHBGGF-UHFFFAOYSA-N 0.000 description 1
- UJEWTUDSLQGTOA-UHFFFAOYSA-N Piretanide Chemical compound C=1C=CC=CC=1OC=1C(S(=O)(=O)N)=CC(C(O)=O)=CC=1N1CCCC1 UJEWTUDSLQGTOA-UHFFFAOYSA-N 0.000 description 1
- 229920000148 Polycarbophil calcium Polymers 0.000 description 1
- CYLWJCABXYDINA-UHFFFAOYSA-N Polythiazide Polymers ClC1=C(S(N)(=O)=O)C=C2S(=O)(=O)N(C)C(CSCC(F)(F)F)NC2=C1 CYLWJCABXYDINA-UHFFFAOYSA-N 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- HLCFGWHYROZGBI-JJKGCWMISA-M Potassium gluconate Chemical compound [K+].OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O HLCFGWHYROZGBI-JJKGCWMISA-M 0.000 description 1
- SYCBXBCPLUFJID-UHFFFAOYSA-N Pramoxine hydrochloride Chemical compound Cl.C1=CC(OCCCC)=CC=C1OCCCN1CCOCC1 SYCBXBCPLUFJID-UHFFFAOYSA-N 0.000 description 1
- IFFPICMESYHZPQ-UHFFFAOYSA-N Prenylamine Chemical compound C=1C=CC=CC=1C(C=1C=CC=CC=1)CCNC(C)CC1=CC=CC=C1 IFFPICMESYHZPQ-UHFFFAOYSA-N 0.000 description 1
- HCBIBCJNVBAKAB-UHFFFAOYSA-N Procaine hydrochloride Chemical compound Cl.CCN(CC)CCOC(=O)C1=CC=C(N)C=C1 HCBIBCJNVBAKAB-UHFFFAOYSA-N 0.000 description 1
- ONIBWKKTOPOVIA-UHFFFAOYSA-N Proline Natural products OC(=O)C1CCCN1 ONIBWKKTOPOVIA-UHFFFAOYSA-N 0.000 description 1
- ZGUGWUXLJSTTMA-UHFFFAOYSA-N Promazinum Chemical compound C1=CC=C2N(CCCN(C)C)C3=CC=CC=C3SC2=C1 ZGUGWUXLJSTTMA-UHFFFAOYSA-N 0.000 description 1
- VVWYOYDLCMFIEM-UHFFFAOYSA-N Propantheline Chemical compound C1=CC=C2C(C(=O)OCC[N+](C)(C(C)C)C(C)C)C3=CC=CC=C3OC2=C1 VVWYOYDLCMFIEM-UHFFFAOYSA-N 0.000 description 1
- CAJIGINSTLKQMM-UHFFFAOYSA-N Propoxycaine Chemical compound CCCOC1=CC(N)=CC=C1C(=O)OCCN(CC)CC CAJIGINSTLKQMM-UHFFFAOYSA-N 0.000 description 1
- ROSXARVHJNYYDO-UHFFFAOYSA-N Propyliodone Chemical compound CCCOC(=O)CN1C=C(I)C(=O)C(I)=C1 ROSXARVHJNYYDO-UHFFFAOYSA-N 0.000 description 1
- KNAHARQHSZJURB-UHFFFAOYSA-N Propylthiouracile Chemical compound CCCC1=CC(=O)NC(=S)N1 KNAHARQHSZJURB-UHFFFAOYSA-N 0.000 description 1
- UVMRYBDEERADNV-UHFFFAOYSA-N Pseudoeugenol Natural products COC1=CC(C(C)=C)=CC=C1O UVMRYBDEERADNV-UHFFFAOYSA-N 0.000 description 1
- AQXXZDYPVDOQEE-MXDQRGINSA-N Pyrantel pamoate Chemical compound CN1CCCN=C1\C=C\C1=CC=CS1.C1=CC=C2C(CC=3C4=CC=CC=C4C=C(C=3O)C(=O)O)=C(O)C(C(O)=O)=CC2=C1 AQXXZDYPVDOQEE-MXDQRGINSA-N 0.000 description 1
- OOPDAHSJBRZRPH-UHFFFAOYSA-L Pyrvinium pamoate Chemical compound C1=CC2=CC(N(C)C)=CC=C2[N+](C)=C1C=CC(=C1C)C=C(C)N1C1=CC=CC=C1.C1=CC2=CC(N(C)C)=CC=C2[N+](C)=C1C=CC(=C1C)C=C(C)N1C1=CC=CC=C1.C12=CC=CC=C2C=C(C([O-])=O)C(O)=C1CC1=C(O)C(C([O-])=O)=CC2=CC=CC=C12 OOPDAHSJBRZRPH-UHFFFAOYSA-L 0.000 description 1
- 244000061121 Rauvolfia serpentina Species 0.000 description 1
- LCQMZZCPPSWADO-UHFFFAOYSA-N Reserpilin Natural products COC(=O)C1COCC2CN3CCc4c([nH]c5cc(OC)c(OC)cc45)C3CC12 LCQMZZCPPSWADO-UHFFFAOYSA-N 0.000 description 1
- QEVHRUUCFGRFIF-SFWBKIHZSA-N Reserpine Natural products O=C(OC)[C@@H]1[C@H](OC)[C@H](OC(=O)c2cc(OC)c(OC)c(OC)c2)C[C@H]2[C@@H]1C[C@H]1N(C2)CCc2c3c([nH]c12)cc(OC)cc3 QEVHRUUCFGRFIF-SFWBKIHZSA-N 0.000 description 1
- IWUCXVSUMQZMFG-AFCXAGJDSA-N Ribavirin Chemical compound N1=C(C(=O)N)N=CN1[C@H]1[C@H](O)[C@H](O)[C@@H](CO)O1 IWUCXVSUMQZMFG-AFCXAGJDSA-N 0.000 description 1
- 229940124968 Rubella virus vaccine Drugs 0.000 description 1
- QCHFTSOMWOSFHM-UHFFFAOYSA-N SJ000285536 Natural products C1OC(=O)C(CC)C1CC1=CN=CN1C QCHFTSOMWOSFHM-UHFFFAOYSA-N 0.000 description 1
- 240000004808 Saccharomyces cerevisiae Species 0.000 description 1
- 235000014680 Saccharomyces cerevisiae Nutrition 0.000 description 1
- SKZKKFZAGNVIMN-UHFFFAOYSA-N Salicilamide Chemical compound NC(=O)C1=CC=CC=C1O SKZKKFZAGNVIMN-UHFFFAOYSA-N 0.000 description 1
- 235000007238 Secale cereale Nutrition 0.000 description 1
- 244000082988 Secale cereale Species 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- ABBQHOQBGMUPJH-UHFFFAOYSA-M Sodium salicylate Chemical compound [Na+].OC1=CC=CC=C1C([O-])=O ABBQHOQBGMUPJH-UHFFFAOYSA-M 0.000 description 1
- 244000061456 Solanum tuberosum Species 0.000 description 1
- 235000002595 Solanum tuberosum Nutrition 0.000 description 1
- 108010073771 Soybean Proteins Proteins 0.000 description 1
- 238000010793 Steam injection (oil industry) Methods 0.000 description 1
- 235000015125 Sterculia urens Nutrition 0.000 description 1
- 240000001058 Sterculia urens Species 0.000 description 1
- NHUHCSRWZMLRLA-UHFFFAOYSA-N Sulfisoxazole Chemical compound CC1=NOC(NS(=O)(=O)C=2C=CC(N)=CC=2)=C1C NHUHCSRWZMLRLA-UHFFFAOYSA-N 0.000 description 1
- CYQFCXCEBYINGO-UHFFFAOYSA-N THC Natural products C1=C(C)CCC2C(C)(C)OC3=CC(CCCCC)=CC(O)=C3C21 CYQFCXCEBYINGO-UHFFFAOYSA-N 0.000 description 1
- SEQDDYPDSLOBDC-UHFFFAOYSA-N Temazepam Chemical compound N=1C(O)C(=O)N(C)C2=CC=C(Cl)C=C2C=1C1=CC=CC=C1 SEQDDYPDSLOBDC-UHFFFAOYSA-N 0.000 description 1
- 206010057040 Temperature intolerance Diseases 0.000 description 1
- GUGOEEXESWIERI-UHFFFAOYSA-N Terfenadine Chemical compound C1=CC(C(C)(C)C)=CC=C1C(O)CCCN1CCC(C(O)(C=2C=CC=CC=2)C=2C=CC=CC=2)CC1 GUGOEEXESWIERI-UHFFFAOYSA-N 0.000 description 1
- 239000004098 Tetracycline Substances 0.000 description 1
- 235000009470 Theobroma cacao Nutrition 0.000 description 1
- JZRWCGZRTZMZEH-UHFFFAOYSA-N Thiamine Natural products CC1=C(CCO)SC=[N+]1CC1=CN=C(C)N=C1N JZRWCGZRTZMZEH-UHFFFAOYSA-N 0.000 description 1
- KLBQZWRITKRQQV-UHFFFAOYSA-N Thioridazine Chemical compound C12=CC(SC)=CC=C2SC2=CC=CC=C2N1CCC1CCCCN1C KLBQZWRITKRQQV-UHFFFAOYSA-N 0.000 description 1
- FOCVUCIESVLUNU-UHFFFAOYSA-N Thiotepa Chemical compound C1CN1P(N1CC1)(=S)N1CC1 FOCVUCIESVLUNU-UHFFFAOYSA-N 0.000 description 1
- AYFVYJQAPQTCCC-UHFFFAOYSA-N Threonine Natural products CC(O)C(N)C(O)=O AYFVYJQAPQTCCC-UHFFFAOYSA-N 0.000 description 1
- 239000004473 Threonine Substances 0.000 description 1
- 229920001615 Tragacanth Polymers 0.000 description 1
- FNYLWPVRPXGIIP-UHFFFAOYSA-N Triamterene Chemical compound NC1=NC2=NC(N)=NC(N)=C2N=C1C1=CC=CC=C1 FNYLWPVRPXGIIP-UHFFFAOYSA-N 0.000 description 1
- WYHIICXRPHEJKI-UHFFFAOYSA-N Trientine hydrochloride Chemical compound Cl.Cl.NCCNCCNCCN WYHIICXRPHEJKI-UHFFFAOYSA-N 0.000 description 1
- UFLGIAIHIAPJJC-UHFFFAOYSA-N Tripelennamine Chemical compound C=1C=CC=NC=1N(CCN(C)C)CC1=CC=CC=C1 UFLGIAIHIAPJJC-UHFFFAOYSA-N 0.000 description 1
- BGDKAVGWHJFAGW-UHFFFAOYSA-N Tropicamide Chemical compound C=1C=CC=CC=1C(CO)C(=O)N(CC)CC1=CC=NC=C1 BGDKAVGWHJFAGW-UHFFFAOYSA-N 0.000 description 1
- 108090000631 Trypsin Proteins 0.000 description 1
- 102000004142 Trypsin Human genes 0.000 description 1
- QIVBCDIJIAJPQS-UHFFFAOYSA-N Tryptophan Natural products C1=CC=C2C(CC(N)C(O)=O)=CNC2=C1 QIVBCDIJIAJPQS-UHFFFAOYSA-N 0.000 description 1
- KTVKGXZZBQCBGD-UHFFFAOYSA-M Tyropanoate sodium Chemical compound [Na+].CCCC(=O)NC1=C(I)C=C(I)C(CC(CC)C([O-])=O)=C1I KTVKGXZZBQCBGD-UHFFFAOYSA-M 0.000 description 1
- 108010021006 Tyrothricin Proteins 0.000 description 1
- KZSNJWFQEVHDMF-UHFFFAOYSA-N Valine Natural products CC(C)C(N)C(O)=O KZSNJWFQEVHDMF-UHFFFAOYSA-N 0.000 description 1
- 108010059993 Vancomycin Proteins 0.000 description 1
- GXBMIBRIOWHPDT-UHFFFAOYSA-N Vasopressin Natural products N1C(=O)C(CC=2C=C(O)C=CC=2)NC(=O)C(N)CSSCC(C(=O)N2C(CCC2)C(=O)NC(CCCN=C(N)N)C(=O)NCC(N)=O)NC(=O)C(CC(N)=O)NC(=O)C(CCC(N)=O)NC(=O)C1CC1=CC=CC=C1 GXBMIBRIOWHPDT-UHFFFAOYSA-N 0.000 description 1
- 108010004977 Vasopressins Proteins 0.000 description 1
- 102000002852 Vasopressins Human genes 0.000 description 1
- OIRDTQYFTABQOQ-UHTZMRCNSA-N Vidarabine Chemical compound C1=NC=2C(N)=NC=NC=2N1[C@@H]1O[C@H](CO)[C@@H](O)[C@@H]1O OIRDTQYFTABQOQ-UHTZMRCNSA-N 0.000 description 1
- JXLYSJRDGCGARV-WWYNWVTFSA-N Vinblastine Natural products O=C(O[C@H]1[C@](O)(C(=O)OC)[C@@H]2N(C)c3c(cc(c(OC)c3)[C@]3(C(=O)OC)c4[nH]c5c(c4CCN4C[C@](O)(CC)C[C@H](C3)C4)cccc5)[C@@]32[C@H]2[C@@]1(CC)C=CCN2CC3)C JXLYSJRDGCGARV-WWYNWVTFSA-N 0.000 description 1
- 229930003268 Vitamin C Natural products 0.000 description 1
- MECHNRXZTMCUDQ-UHFFFAOYSA-N Vitamin D2 Natural products C1CCC2(C)C(C(C)C=CC(C)C(C)C)CCC2C1=CC=C1CC(O)CCC1=C MECHNRXZTMCUDQ-UHFFFAOYSA-N 0.000 description 1
- QYSXJUFSXHHAJI-XFEUOLMDSA-N Vitamin D3 Natural products C1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@H](C)CCCC(C)C)=C/C=C1\C[C@@H](O)CCC1=C QYSXJUFSXHHAJI-XFEUOLMDSA-N 0.000 description 1
- 229930003427 Vitamin E Natural products 0.000 description 1
- PCWZKQSKUXXDDJ-UHFFFAOYSA-N Xanthotoxin Natural products COCc1c2OC(=O)C=Cc2cc3ccoc13 PCWZKQSKUXXDDJ-UHFFFAOYSA-N 0.000 description 1
- 241000607479 Yersinia pestis Species 0.000 description 1
- FMRLDPWIRHBCCC-UHFFFAOYSA-L Zinc carbonate Chemical compound [Zn+2].[O-]C([O-])=O FMRLDPWIRHBCCC-UHFFFAOYSA-L 0.000 description 1
- WHMDKBIGKVEYHS-IYEMJOQQSA-L Zinc gluconate Chemical compound [Zn+2].OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O.OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O WHMDKBIGKVEYHS-IYEMJOQQSA-L 0.000 description 1
- FJWGYAHXMCUOOM-QHOUIDNNSA-N [(2s,3r,4s,5r,6r)-2-[(2r,3r,4s,5r,6s)-4,5-dinitrooxy-2-(nitrooxymethyl)-6-[(2r,3r,4s,5r,6s)-4,5,6-trinitrooxy-2-(nitrooxymethyl)oxan-3-yl]oxyoxan-3-yl]oxy-3,5-dinitrooxy-6-(nitrooxymethyl)oxan-4-yl] nitrate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O)O[C@H]1[C@@H]([C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@@H](CO[N+]([O-])=O)O1)O[N+]([O-])=O)CO[N+](=O)[O-])[C@@H]1[C@@H](CO[N+]([O-])=O)O[C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O FJWGYAHXMCUOOM-QHOUIDNNSA-N 0.000 description 1
- MKFFGUZYVNDHIH-UHFFFAOYSA-N [2-(3,5-dihydroxyphenyl)-2-hydroxyethyl]-propan-2-ylazanium;sulfate Chemical compound OS(O)(=O)=O.CC(C)NCC(O)C1=CC(O)=CC(O)=C1.CC(C)NCC(O)C1=CC(O)=CC(O)=C1 MKFFGUZYVNDHIH-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 235000010489 acacia gum Nutrition 0.000 description 1
- 239000000205 acacia gum Substances 0.000 description 1
- GOEMGAFJFRBGGG-UHFFFAOYSA-N acebutolol Chemical compound CCCC(=O)NC1=CC=C(OCC(O)CNC(C)C)C(C(C)=O)=C1 GOEMGAFJFRBGGG-UHFFFAOYSA-N 0.000 description 1
- 229960002122 acebutolol Drugs 0.000 description 1
- FSQKKOOTNAMONP-UHFFFAOYSA-N acemetacin Chemical compound CC1=C(CC(=O)OCC(O)=O)C2=CC(OC)=CC=C2N1C(=O)C1=CC=C(Cl)C=C1 FSQKKOOTNAMONP-UHFFFAOYSA-N 0.000 description 1
- 229960004892 acemetacin Drugs 0.000 description 1
- 229940022663 acetate Drugs 0.000 description 1
- 229960000571 acetazolamide Drugs 0.000 description 1
- BZKPWHYZMXOIDC-UHFFFAOYSA-N acetazolamide Chemical compound CC(=O)NC1=NN=C(S(N)(=O)=O)S1 BZKPWHYZMXOIDC-UHFFFAOYSA-N 0.000 description 1
- ZOIORXHNWRGPMV-UHFFFAOYSA-N acetic acid;zinc Chemical compound [Zn].CC(O)=O.CC(O)=O ZOIORXHNWRGPMV-UHFFFAOYSA-N 0.000 description 1
- OIPILFWXSMYKGL-UHFFFAOYSA-N acetylcholine Chemical compound CC(=O)OCC[N+](C)(C)C OIPILFWXSMYKGL-UHFFFAOYSA-N 0.000 description 1
- 229960004373 acetylcholine Drugs 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- UCTWMZQNUQWSLP-UHFFFAOYSA-N adrenaline Chemical compound CNCC(O)C1=CC=C(O)C(O)=C1 UCTWMZQNUQWSLP-UHFFFAOYSA-N 0.000 description 1
- 235000010419 agar Nutrition 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 229960002669 albendazole Drugs 0.000 description 1
- HXHWSAZORRCQMX-UHFFFAOYSA-N albendazole Chemical compound CCCSC1=CC=C2NC(NC(=O)OC)=NC2=C1 HXHWSAZORRCQMX-UHFFFAOYSA-N 0.000 description 1
- NDAUXUAQIAJITI-UHFFFAOYSA-N albuterol Chemical compound CC(C)(C)NCC(O)C1=CC=C(O)C(CO)=C1 NDAUXUAQIAJITI-UHFFFAOYSA-N 0.000 description 1
- 229960004229 alclometasone dipropionate Drugs 0.000 description 1
- DJHCCTTVDRAMEH-DUUJBDRPSA-N alclometasone dipropionate Chemical compound C([C@H]1Cl)C2=CC(=O)C=C[C@]2(C)[C@@H]2[C@@H]1[C@@H]1C[C@@H](C)[C@@](C(=O)COC(=O)CC)(OC(=O)CC)[C@@]1(C)C[C@@H]2O DJHCCTTVDRAMEH-DUUJBDRPSA-N 0.000 description 1
- 235000010443 alginic acid Nutrition 0.000 description 1
- 229920000615 alginic acid Polymers 0.000 description 1
- OENHQHLEOONYIE-UKMVMLAPSA-N all-trans beta-carotene Natural products CC=1CCCC(C)(C)C=1/C=C/C(/C)=C/C=C/C(/C)=C/C=C/C=C(C)C=CC=C(C)C=CC1=C(C)CCCC1(C)C OENHQHLEOONYIE-UKMVMLAPSA-N 0.000 description 1
- SHGAZHPCJJPHSC-YCNIQYBTSA-N all-trans-retinoic acid Chemical compound OC(=O)\C=C(/C)\C=C\C=C(/C)\C=C\C1=C(C)CCCC1(C)C SHGAZHPCJJPHSC-YCNIQYBTSA-N 0.000 description 1
- MGVYFNHJWXJYBE-UHFFFAOYSA-N alpha-Acetyl-digoxin Natural products CC1OC(CC(O)C1O)OC2C(O)CC(OC3C(C)OC(CC3OC(=O)C)OC4CCC5(C)C(CCC6C5CCC7(C)C(C(O)CC67O)C8=CC(=O)OC8)C4)OC2C MGVYFNHJWXJYBE-UHFFFAOYSA-N 0.000 description 1
- AKNNEGZIBPJZJG-UHFFFAOYSA-N alpha-noscapine Natural products CN1CCC2=CC=3OCOC=3C(OC)=C2C1C1C2=CC=C(OC)C(OC)=C2C(=O)O1 AKNNEGZIBPJZJG-UHFFFAOYSA-N 0.000 description 1
- 229960004538 alprazolam Drugs 0.000 description 1
- VREFGVBLTWBCJP-UHFFFAOYSA-N alprazolam Chemical compound C12=CC(Cl)=CC=C2N2C(C)=NN=C2CN=C1C1=CC=CC=C1 VREFGVBLTWBCJP-UHFFFAOYSA-N 0.000 description 1
- 229960000711 alprostadil Drugs 0.000 description 1
- BWZOPYPOZJBVLQ-UHFFFAOYSA-K aluminium glycinate Chemical compound O[Al+]O.NCC([O-])=O BWZOPYPOZJBVLQ-UHFFFAOYSA-K 0.000 description 1
- SEIGJEJVIMIXIU-UHFFFAOYSA-J aluminum;sodium;carbonate;dihydroxide Chemical compound [Na+].O[Al+]O.[O-]C([O-])=O SEIGJEJVIMIXIU-UHFFFAOYSA-J 0.000 description 1
- 229940024554 amdinocillin Drugs 0.000 description 1
- 229960002266 amezinium metilsulfate Drugs 0.000 description 1
- ZEASXVYVFFXULL-UHFFFAOYSA-N amezinium metilsulfate Chemical compound COS([O-])(=O)=O.COC1=CC(N)=CN=[N+]1C1=CC=CC=C1 ZEASXVYVFFXULL-UHFFFAOYSA-N 0.000 description 1
- 229960002576 amiloride Drugs 0.000 description 1
- XSDQTOBWRPYKKA-UHFFFAOYSA-N amiloride Chemical compound NC(=N)NC(=O)C1=NC(Cl)=C(N)N=C1N XSDQTOBWRPYKKA-UHFFFAOYSA-N 0.000 description 1
- 229960002684 aminocaproic acid Drugs 0.000 description 1
- 229960003556 aminophylline Drugs 0.000 description 1
- FQPFAHBPWDRTLU-UHFFFAOYSA-N aminophylline Chemical compound NCCN.O=C1N(C)C(=O)N(C)C2=C1NC=N2.O=C1N(C)C(=O)N(C)C2=C1NC=N2 FQPFAHBPWDRTLU-UHFFFAOYSA-N 0.000 description 1
- 229940113720 aminosalicylate Drugs 0.000 description 1
- 229960004909 aminosalicylic acid Drugs 0.000 description 1
- KRMDCWKBEZIMAB-UHFFFAOYSA-N amitriptyline Chemical compound C1CC2=CC=CC=C2C(=CCCN(C)C)C2=CC=CC=C21 KRMDCWKBEZIMAB-UHFFFAOYSA-N 0.000 description 1
- 229960005119 amitriptyline hydrochloride Drugs 0.000 description 1
- 229960001040 ammonium chloride Drugs 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- 229960001301 amobarbital Drugs 0.000 description 1
- 229960000992 amodiaquine hydrochloride Drugs 0.000 description 1
- 229960002519 amoxapine Drugs 0.000 description 1
- QWGDMFLQWFTERH-UHFFFAOYSA-N amoxapine Chemical compound C12=CC(Cl)=CC=C2OC2=CC=CC=C2N=C1N1CCNCC1 QWGDMFLQWFTERH-UHFFFAOYSA-N 0.000 description 1
- 229940008238 amphetamine sulfate Drugs 0.000 description 1
- PYHRZPFZZDCOPH-UHFFFAOYSA-N amphetamine sulfate Chemical compound OS(O)(=O)=O.CC(N)CC1=CC=CC=C1.CC(N)CC1=CC=CC=C1 PYHRZPFZZDCOPH-UHFFFAOYSA-N 0.000 description 1
- 229940009444 amphotericin Drugs 0.000 description 1
- APKFDSVGJQXUKY-INPOYWNPSA-N amphotericin B Chemical compound O[C@H]1[C@@H](N)[C@H](O)[C@@H](C)O[C@H]1O[C@H]1/C=C/C=C/C=C/C=C/C=C/C=C/C=C/[C@H](C)[C@@H](O)[C@@H](C)[C@H](C)OC(=O)C[C@H](O)C[C@H](O)CC[C@@H](O)[C@H](O)C[C@H](O)C[C@](O)(C[C@H](O)[C@H]2C(O)=O)O[C@H]2C1 APKFDSVGJQXUKY-INPOYWNPSA-N 0.000 description 1
- 229960003683 amprolium Drugs 0.000 description 1
- 239000002269 analeptic agent Substances 0.000 description 1
- 229940035676 analgesics Drugs 0.000 description 1
- 229950011530 anipamil Drugs 0.000 description 1
- 239000000730 antalgic agent Substances 0.000 description 1
- NUZWLKWWNNJHPT-UHFFFAOYSA-N anthralin Chemical compound C1C2=CC=CC(O)=C2C(=O)C2=C1C=CC=C2O NUZWLKWWNNJHPT-UHFFFAOYSA-N 0.000 description 1
- 230000003110 anti-inflammatory effect Effects 0.000 description 1
- 230000003579 anti-obesity Effects 0.000 description 1
- 230000001147 anti-toxic effect Effects 0.000 description 1
- 230000002303 anti-venom Effects 0.000 description 1
- 239000000935 antidepressant agent Substances 0.000 description 1
- 229940005513 antidepressants Drugs 0.000 description 1
- VEQOALNAAJBPNY-UHFFFAOYSA-N antipyrine Chemical compound CN1C(C)=CC(=O)N1C1=CC=CC=C1 VEQOALNAAJBPNY-UHFFFAOYSA-N 0.000 description 1
- 229940121357 antivirals Drugs 0.000 description 1
- 229960004046 apomorphine Drugs 0.000 description 1
- VMWNQDUVQKEIOC-CYBMUJFWSA-N apomorphine Chemical compound C([C@H]1N(C)CC2)C3=CC=C(O)C(O)=C3C3=C1C2=CC=C3 VMWNQDUVQKEIOC-CYBMUJFWSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229960002610 apraclonidine Drugs 0.000 description 1
- IEJXVRYNEISIKR-UHFFFAOYSA-N apraclonidine Chemical compound ClC1=CC(N)=CC(Cl)=C1NC1=NCCN1 IEJXVRYNEISIKR-UHFFFAOYSA-N 0.000 description 1
- 238000009360 aquaculture Methods 0.000 description 1
- 244000144974 aquaculture Species 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- KBZOIRJILGZLEJ-LGYYRGKSSA-N argipressin Chemical compound C([C@H]1C(=O)N[C@@H](CCC(N)=O)C(=O)N[C@@H](CC(N)=O)C(=O)N[C@@H](CSSC[C@@H](C(N[C@@H](CC=2C=CC(O)=CC=2)C(=O)N1)=O)N)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CCCN=C(N)N)C(=O)NCC(N)=O)C1=CC=CC=C1 KBZOIRJILGZLEJ-LGYYRGKSSA-N 0.000 description 1
- GXDALQBWZGODGZ-UHFFFAOYSA-N astemizole Chemical compound C1=CC(OC)=CC=C1CCN1CCC(NC=2N(C3=CC=CC=C3N=2)CC=2C=CC(F)=CC=2)CC1 GXDALQBWZGODGZ-UHFFFAOYSA-N 0.000 description 1
- 229960002274 atenolol Drugs 0.000 description 1
- 229960000396 atropine Drugs 0.000 description 1
- RKUNBYITZUJHSG-SPUOUPEWSA-N atropine Chemical compound O([C@H]1C[C@H]2CC[C@@H](C1)N2C)C(=O)C(CO)C1=CC=CC=C1 RKUNBYITZUJHSG-SPUOUPEWSA-N 0.000 description 1
- 229960002617 azatadine maleate Drugs 0.000 description 1
- 229960004099 azithromycin Drugs 0.000 description 1
- MQTOSJVFKKJCRP-BICOPXKESA-N azithromycin Chemical compound O([C@@H]1[C@@H](C)C(=O)O[C@@H]([C@@]([C@H](O)[C@@H](C)N(C)C[C@H](C)C[C@@](C)(O)[C@H](O[C@H]2[C@@H]([C@H](C[C@@H](C)O2)N(C)C)O)[C@H]1C)(C)O)CC)[C@H]1C[C@@](C)(OC)[C@@H](O)[C@H](C)O1 MQTOSJVFKKJCRP-BICOPXKESA-N 0.000 description 1
- 229960003644 aztreonam Drugs 0.000 description 1
- WZPBZJONDBGPKJ-VEHQQRBSSA-N aztreonam Chemical compound O=C1N(S([O-])(=O)=O)[C@@H](C)[C@@H]1NC(=O)C(=N/OC(C)(C)C(O)=O)\C1=CSC([NH3+])=N1 WZPBZJONDBGPKJ-VEHQQRBSSA-N 0.000 description 1
- 229960002699 bacampicillin Drugs 0.000 description 1
- PFOLLRNADZZWEX-FFGRCDKISA-N bacampicillin Chemical compound C1([C@@H](N)C(=O)N[C@H]2[C@@H]3N(C2=O)[C@H](C(S3)(C)C)C(=O)OC(C)OC(=O)OCC)=CC=CC=C1 PFOLLRNADZZWEX-FFGRCDKISA-N 0.000 description 1
- 229960000794 baclofen Drugs 0.000 description 1
- 235000015173 baked goods and baking mixes Nutrition 0.000 description 1
- 159000000009 barium salts Chemical class 0.000 description 1
- 229940092705 beclomethasone Drugs 0.000 description 1
- NBMKJKDGKREAPL-DVTGEIKXSA-N beclomethasone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@]2(Cl)[C@@H]1[C@@H]1C[C@H](C)[C@@](C(=O)CO)(O)[C@@]1(C)C[C@@H]2O NBMKJKDGKREAPL-DVTGEIKXSA-N 0.000 description 1
- FYJJXENSONZJRG-UHFFFAOYSA-N bencyclane Chemical compound C=1C=CC=CC=1CC1(OCCCN(C)C)CCCCCC1 FYJJXENSONZJRG-UHFFFAOYSA-N 0.000 description 1
- 229960003515 bendroflumethiazide Drugs 0.000 description 1
- HDWIHXWEUNVBIY-UHFFFAOYSA-N bendroflumethiazidum Chemical compound C1=C(C(F)(F)F)C(S(=O)(=O)N)=CC(S(N2)(=O)=O)=C1NC2CC1=CC=CC=C1 HDWIHXWEUNVBIY-UHFFFAOYSA-N 0.000 description 1
- 229940045232 benoxinate hydrochloride Drugs 0.000 description 1
- BNQDCRGUHNALGH-UHFFFAOYSA-N benserazide Chemical compound OCC(N)C(=O)NNCC1=CC=C(O)C(O)=C1O BNQDCRGUHNALGH-UHFFFAOYSA-N 0.000 description 1
- CPFJLLXFNPCTDW-BWSPSPBFSA-N benzatropine mesylate Chemical compound CS([O-])(=O)=O.O([C@H]1C[C@H]2CC[C@@H](C1)[NH+]2C)C(C=1C=CC=CC=1)C1=CC=CC=C1 CPFJLLXFNPCTDW-BWSPSPBFSA-N 0.000 description 1
- 229960005274 benzocaine Drugs 0.000 description 1
- 229960001541 benzthiazide Drugs 0.000 description 1
- 229940024774 benztropine mesylate Drugs 0.000 description 1
- MMIMIFULGMZVPO-UHFFFAOYSA-N benzyl 3-bromo-2,6-dinitro-5-phenylmethoxybenzoate Chemical compound [O-][N+](=O)C1=C(C(=O)OCC=2C=CC=CC=2)C([N+](=O)[O-])=C(Br)C=C1OCC1=CC=CC=C1 MMIMIFULGMZVPO-UHFFFAOYSA-N 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- NREAGDHHMSOWKZ-UHFFFAOYSA-N beta-Acetyldigoxin Natural products CC1OC(OC2CC3C(C4C(C5(CCC(C5(C)C(O)C4)C=4COC(=O)C=4)O)CC3)(C)CC2)CC(O)C1OC(OC1C)CC(O)C1OC1CC(O)C(OC(C)=O)C(C)O1 NREAGDHHMSOWKZ-UHFFFAOYSA-N 0.000 description 1
- 235000013734 beta-carotene Nutrition 0.000 description 1
- 239000011648 beta-carotene Substances 0.000 description 1
- TUPZEYHYWIEDIH-WAIFQNFQSA-N beta-carotene Natural products CC(=C/C=C/C=C(C)/C=C/C=C(C)/C=C/C1=C(C)CCCC1(C)C)C=CC=C(/C)C=CC2=CCCCC2(C)C TUPZEYHYWIEDIH-WAIFQNFQSA-N 0.000 description 1
- 229960002747 betacarotene Drugs 0.000 description 1
- UUQMNUMQCIQDMZ-UHFFFAOYSA-N betahistine Chemical compound CNCCC1=CC=CC=N1 UUQMNUMQCIQDMZ-UHFFFAOYSA-N 0.000 description 1
- 229960004536 betahistine Drugs 0.000 description 1
- 229960003237 betaine Drugs 0.000 description 1
- UREBDLICKHMUKA-DVTGEIKXSA-N betamethasone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@]2(F)[C@@H]1[C@@H]1C[C@H](C)[C@@](C(=O)CO)(O)[C@@]1(C)C[C@@H]2O UREBDLICKHMUKA-DVTGEIKXSA-N 0.000 description 1
- 229960004324 betaxolol Drugs 0.000 description 1
- CHDPSNLJFOQTRK-UHFFFAOYSA-N betaxolol hydrochloride Chemical compound [Cl-].C1=CC(OCC(O)C[NH2+]C(C)C)=CC=C1CCOCC1CC1 CHDPSNLJFOQTRK-UHFFFAOYSA-N 0.000 description 1
- 229960000516 bezafibrate Drugs 0.000 description 1
- IIBYAHWJQTYFKB-UHFFFAOYSA-N bezafibrate Chemical compound C1=CC(OC(C)(C)C(O)=O)=CC=C1CCNC(=O)C1=CC=C(Cl)C=C1 IIBYAHWJQTYFKB-UHFFFAOYSA-N 0.000 description 1
- 239000012620 biological material Substances 0.000 description 1
- 229920001222 biopolymer Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229960002685 biotin Drugs 0.000 description 1
- 235000020958 biotin Nutrition 0.000 description 1
- 239000011616 biotin Substances 0.000 description 1
- 235000015895 biscuits Nutrition 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 235000008429 bread Nutrition 0.000 description 1
- 235000012837 bread mixes Nutrition 0.000 description 1
- 229960002729 bromazepam Drugs 0.000 description 1
- ZQDJSWUEGOYDGT-UHFFFAOYSA-N bromazine hydrochloride Chemical compound [Cl-].C=1C=C(Br)C=CC=1C(OCC[NH+](C)C)C1=CC=CC=C1 ZQDJSWUEGOYDGT-UHFFFAOYSA-N 0.000 description 1
- 235000019835 bromelain Nutrition 0.000 description 1
- 229960003870 bromhexine Drugs 0.000 description 1
- OJGDCBLYJGHCIH-UHFFFAOYSA-N bromhexine Chemical compound C1CCCCC1N(C)CC1=CC(Br)=CC(Br)=C1N OJGDCBLYJGHCIH-UHFFFAOYSA-N 0.000 description 1
- 229940068716 bromodiphenhydramine hydrochloride Drugs 0.000 description 1
- LHMHCLYDBQOYTO-UHFFFAOYSA-N bromofluoromethane Chemical compound FCBr LHMHCLYDBQOYTO-UHFFFAOYSA-N 0.000 description 1
- 229960001415 buflomedil Drugs 0.000 description 1
- 229960004064 bumetanide Drugs 0.000 description 1
- MAEIEVLCKWDQJH-UHFFFAOYSA-N bumetanide Chemical compound CCCCNC1=CC(C(O)=O)=CC(S(N)(=O)=O)=C1OC1=CC=CC=C1 MAEIEVLCKWDQJH-UHFFFAOYSA-N 0.000 description 1
- 229960003150 bupivacaine Drugs 0.000 description 1
- 229940068366 butabarbital sodium Drugs 0.000 description 1
- 229960001948 caffeine Drugs 0.000 description 1
- VJEONQKOZGKCAK-UHFFFAOYSA-N caffeine Natural products CN1C(=O)N(C)C(=O)C2=C1C=CN2C VJEONQKOZGKCAK-UHFFFAOYSA-N 0.000 description 1
- 235000012839 cake mixes Nutrition 0.000 description 1
- JWUBBDSIWDLEOM-DTOXIADCSA-N calcidiol Chemical compound C1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@@H](CCCC(C)(C)O)C)=C\C=C1\C[C@@H](O)CCC1=C JWUBBDSIWDLEOM-DTOXIADCSA-N 0.000 description 1
- 229960004361 calcifediol Drugs 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229960003563 calcium carbonate Drugs 0.000 description 1
- 235000010216 calcium carbonate Nutrition 0.000 description 1
- FNAQSUUGMSOBHW-UHFFFAOYSA-H calcium citrate Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O.[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O FNAQSUUGMSOBHW-UHFFFAOYSA-H 0.000 description 1
- 239000001354 calcium citrate Substances 0.000 description 1
- 229960004256 calcium citrate Drugs 0.000 description 1
- KVUAALJSMIVURS-ZEDZUCNESA-L calcium folinate Chemical compound [Ca+2].C1NC=2NC(N)=NC(=O)C=2N(C=O)C1CNC1=CC=C(C(=O)N[C@@H](CCC([O-])=O)C([O-])=O)C=C1 KVUAALJSMIVURS-ZEDZUCNESA-L 0.000 description 1
- 235000008207 calcium folinate Nutrition 0.000 description 1
- 239000011687 calcium folinate Substances 0.000 description 1
- 159000000007 calcium salts Chemical class 0.000 description 1
- DWKPZOZZBLWFJX-UHFFFAOYSA-L calcium;1,4-bis(2-ethylhexoxy)-1,4-dioxobutane-2-sulfonate Chemical compound [Ca+2].CCCCC(CC)COC(=O)CC(S([O-])(=O)=O)C(=O)OCC(CC)CCCC.CCCCC(CC)COC(=O)CC(S([O-])(=O)=O)C(=O)OCC(CC)CCCC DWKPZOZZBLWFJX-UHFFFAOYSA-L 0.000 description 1
- 229960004348 candicidin Drugs 0.000 description 1
- 229960004484 carbachol Drugs 0.000 description 1
- AIXAANGOTKPUOY-UHFFFAOYSA-N carbachol Chemical compound [Cl-].C[N+](C)(C)CCOC(N)=O AIXAANGOTKPUOY-UHFFFAOYSA-N 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229960000954 carbenicillin indanyl sodium Drugs 0.000 description 1
- 229960004205 carbidopa Drugs 0.000 description 1
- TZFNLOMSOLWIDK-JTQLQIEISA-N carbidopa (anhydrous) Chemical compound NN[C@@](C(O)=O)(C)CC1=CC=C(O)C(O)=C1 TZFNLOMSOLWIDK-JTQLQIEISA-N 0.000 description 1
- GVNWHCVWDRNXAZ-BTJKTKAUSA-N carbinoxamine maleate Chemical compound OC(=O)\C=C/C(O)=O.C=1C=CC=NC=1C(OCCN(C)C)C1=CC=C(Cl)C=C1 GVNWHCVWDRNXAZ-BTJKTKAUSA-N 0.000 description 1
- 229960000456 carbinoxamine maleate Drugs 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 229960005296 carboprost tromethamine Drugs 0.000 description 1
- UMMADZJLZAPZAW-OVXHCKHTSA-N carboprost tromethamine Chemical compound OCC([NH3+])(CO)CO.CCCCC[C@](C)(O)\C=C\[C@H]1[C@@H](O)C[C@H](O)[C@@H]1C\C=C/CCCC([O-])=O UMMADZJLZAPZAW-OVXHCKHTSA-N 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 229940105329 carboxymethylcellulose Drugs 0.000 description 1
- QFWPXOXWAUAYAB-XZVIDJSISA-M carindacillin sodium Chemical compound [Na+].N([C@H]1[C@H]2SC([C@@H](N2C1=O)C([O-])=O)(C)C)C(=O)C(C(=O)OC=1C=C2CCCC2=CC=1)C1=CC=CC=C1 QFWPXOXWAUAYAB-XZVIDJSISA-M 0.000 description 1
- 229960004587 carisoprodol Drugs 0.000 description 1
- OFZCIYFFPZCNJE-UHFFFAOYSA-N carisoprodol Chemical compound NC(=O)OCC(C)(CCC)COC(=O)NC(C)C OFZCIYFFPZCNJE-UHFFFAOYSA-N 0.000 description 1
- 229940071711 casanthranol Drugs 0.000 description 1
- 229940058505 cascara Drugs 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 229960001777 castor oil Drugs 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229960004841 cefadroxil Drugs 0.000 description 1
- NBFNMSULHIODTC-CYJZLJNKSA-N cefadroxil monohydrate Chemical compound O.C1([C@@H](N)C(=O)N[C@H]2[C@@H]3N(C2=O)C(=C(CS3)C)C(O)=O)=CC=C(O)C=C1 NBFNMSULHIODTC-CYJZLJNKSA-N 0.000 description 1
- OLVCFLKTBJRLHI-AXAPSJFSSA-N cefamandole Chemical compound CN1N=NN=C1SCC1=C(C(O)=O)N2C(=O)[C@@H](NC(=O)[C@H](O)C=3C=CC=CC=3)[C@H]2SC1 OLVCFLKTBJRLHI-AXAPSJFSSA-N 0.000 description 1
- 229960003012 cefamandole Drugs 0.000 description 1
- 229960001139 cefazolin Drugs 0.000 description 1
- MLYYVTUWGNIJIB-BXKDBHETSA-N cefazolin Chemical compound S1C(C)=NN=C1SCC1=C(C(O)=O)N2C(=O)[C@@H](NC(=O)CN3N=NN=C3)[C@H]2SC1 MLYYVTUWGNIJIB-BXKDBHETSA-N 0.000 description 1
- 229960002129 cefixime Drugs 0.000 description 1
- OKBVVJOGVLARMR-QSWIMTSFSA-N cefixime Chemical compound S1C(N)=NC(C(=N\OCC(O)=O)\C(=O)N[C@@H]2C(N3C(=C(C=C)CS[C@@H]32)C(O)=O)=O)=C1 OKBVVJOGVLARMR-QSWIMTSFSA-N 0.000 description 1
- 229960004682 cefoperazone Drugs 0.000 description 1
- GCFBRXLSHGKWDP-XCGNWRKASA-N cefoperazone Chemical compound O=C1C(=O)N(CC)CCN1C(=O)N[C@H](C=1C=CC(O)=CC=1)C(=O)N[C@@H]1C(=O)N2C(C(O)=O)=C(CSC=3N(N=NN=3)C)CS[C@@H]21 GCFBRXLSHGKWDP-XCGNWRKASA-N 0.000 description 1
- 229960004261 cefotaxime Drugs 0.000 description 1
- AZZMGZXNTDTSME-JUZDKLSSSA-M cefotaxime sodium Chemical compound [Na+].N([C@@H]1C(N2C(=C(COC(C)=O)CS[C@@H]21)C([O-])=O)=O)C(=O)\C(=N/OC)C1=CSC(N)=N1 AZZMGZXNTDTSME-JUZDKLSSSA-M 0.000 description 1
- 229960002580 cefprozil Drugs 0.000 description 1
- 229960002588 cefradine Drugs 0.000 description 1
- 229960000484 ceftazidime Drugs 0.000 description 1
- NMVPEQXCMGEDNH-TZVUEUGBSA-N ceftazidime pentahydrate Chemical compound O.O.O.O.O.S([C@@H]1[C@@H](C(N1C=1C([O-])=O)=O)NC(=O)\C(=N/OC(C)(C)C(O)=O)C=2N=C(N)SC=2)CC=1C[N+]1=CC=CC=C1 NMVPEQXCMGEDNH-TZVUEUGBSA-N 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 210000003850 cellular structure Anatomy 0.000 description 1
- ZAIPMKNFIOOWCQ-UEKVPHQBSA-N cephalexin Chemical compound C1([C@@H](N)C(=O)N[C@H]2[C@@H]3N(C2=O)C(=C(CS3)C)C(O)=O)=CC=CC=C1 ZAIPMKNFIOOWCQ-UEKVPHQBSA-N 0.000 description 1
- RDLPVSKMFDYCOR-UEKVPHQBSA-N cephradine Chemical compound C1([C@@H](N)C(=O)N[C@H]2[C@@H]3N(C2=O)C(=C(CS3)C)C(O)=O)=CCC=CC1 RDLPVSKMFDYCOR-UEKVPHQBSA-N 0.000 description 1
- 235000012182 cereal bars Nutrition 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- HVZGHKKROPCBDE-HZIJXFFPSA-L chembl2068725 Chemical compound [Ca+2].CN(C)\C=N\C1=C(I)C=C(I)C(CCC([O-])=O)=C1I.CN(C)\C=N\C1=C(I)C=C(I)C(CCC([O-])=O)=C1I HVZGHKKROPCBDE-HZIJXFFPSA-L 0.000 description 1
- GQUMQTDURIYYIA-MRFRVZCGSA-N chembl2106006 Chemical compound OS(O)(=O)=O.C1=CC(Cl)=C2[C@](O)(C)[C@H]3C[C@H]4[C@H](N(C)C)C(O)=C(C(N)=O)C(=O)[C@@]4(O)C(O)=C3C(=O)C2=C1O GQUMQTDURIYYIA-MRFRVZCGSA-N 0.000 description 1
- BWWVAEOLVKTZFQ-ISVUSNJMSA-N chembl530 Chemical compound N(/[C@H]1[C@H]2SC([C@@H](N2C1=O)C(O)=O)(C)C)=C\N1CCCCCC1 BWWVAEOLVKTZFQ-ISVUSNJMSA-N 0.000 description 1
- 238000007385 chemical modification Methods 0.000 description 1
- 229940045110 chitosan Drugs 0.000 description 1
- 229960004630 chlorambucil Drugs 0.000 description 1
- JCKYGMPEJWAADB-UHFFFAOYSA-N chlorambucil Chemical compound OC(=O)CCCC1=CC=C(N(CCCl)CCCl)C=C1 JCKYGMPEJWAADB-UHFFFAOYSA-N 0.000 description 1
- 229960005091 chloramphenicol Drugs 0.000 description 1
- WIIZWVCIJKGZOK-RKDXNWHRSA-N chloramphenicol Chemical compound ClC(Cl)C(=O)N[C@H](CO)[C@H](O)C1=CC=C([N+]([O-])=O)C=C1 WIIZWVCIJKGZOK-RKDXNWHRSA-N 0.000 description 1
- 229960004782 chlordiazepoxide Drugs 0.000 description 1
- ANTSCNMPPGJYLG-UHFFFAOYSA-N chlordiazepoxide Chemical compound O=N=1CC(NC)=NC2=CC=C(Cl)C=C2C=1C1=CC=CC=C1 ANTSCNMPPGJYLG-UHFFFAOYSA-N 0.000 description 1
- 229960001616 chlormadinone acetate Drugs 0.000 description 1
- 229960002328 chloroquine phosphate Drugs 0.000 description 1
- 229960002155 chlorothiazide Drugs 0.000 description 1
- 229940046978 chlorpheniramine maleate Drugs 0.000 description 1
- ZPEIMTDSQAKGNT-UHFFFAOYSA-N chlorpromazine Chemical compound C1=C(Cl)C=C2N(CCCN(C)C)C3=CC=CC=C3SC2=C1 ZPEIMTDSQAKGNT-UHFFFAOYSA-N 0.000 description 1
- 229960001076 chlorpromazine Drugs 0.000 description 1
- 229960001761 chlorpropamide Drugs 0.000 description 1
- 229960001552 chlorprothixene Drugs 0.000 description 1
- 229960001523 chlortalidone Drugs 0.000 description 1
- 229960003185 chlortetracycline hydrochloride Drugs 0.000 description 1
- TZFWDZFKRBELIQ-UHFFFAOYSA-N chlorzoxazone Chemical compound ClC1=CC=C2OC(O)=NC2=C1 TZFWDZFKRBELIQ-UHFFFAOYSA-N 0.000 description 1
- 229960003633 chlorzoxazone Drugs 0.000 description 1
- 235000019219 chocolate Nutrition 0.000 description 1
- 229960005004 cholera vaccine Drugs 0.000 description 1
- 229940015047 chorionic gonadotropin Drugs 0.000 description 1
- QSWDMMVNRMROPK-UHFFFAOYSA-K chromium(3+) trichloride Chemical compound [Cl-].[Cl-].[Cl-].[Cr+3] QSWDMMVNRMROPK-UHFFFAOYSA-K 0.000 description 1
- 229960002376 chymotrypsin Drugs 0.000 description 1
- 229960001265 ciclosporin Drugs 0.000 description 1
- 229960001747 cinchocaine Drugs 0.000 description 1
- PUFQVTATUTYEAL-UHFFFAOYSA-N cinchocaine Chemical compound C1=CC=CC2=NC(OCCCC)=CC(C(=O)NCCN(CC)CC)=C21 PUFQVTATUTYEAL-UHFFFAOYSA-N 0.000 description 1
- LOUPRKONTZGTKE-UHFFFAOYSA-N cinchonine Natural products C1C(C(C2)C=C)CCN2C1C(O)C1=CC=NC2=CC=C(OC)C=C21 LOUPRKONTZGTKE-UHFFFAOYSA-N 0.000 description 1
- 229960001063 cinoxate Drugs 0.000 description 1
- CMDKPGRTAQVGFQ-RMKNXTFCSA-N cinoxate Chemical compound CCOCCOC(=O)\C=C\C1=CC=C(OC)C=C1 CMDKPGRTAQVGFQ-RMKNXTFCSA-N 0.000 description 1
- 229960003405 ciprofloxacin Drugs 0.000 description 1
- NJMYODHXAKYRHW-DVZOWYKESA-N cis-flupenthixol Chemical compound C1CN(CCO)CCN1CC\C=C\1C2=CC(C(F)(F)F)=CC=C2SC2=CC=CC=C2/1 NJMYODHXAKYRHW-DVZOWYKESA-N 0.000 description 1
- RBNWAMSGVWEHFP-UHFFFAOYSA-N cis-p-Menthan-1,8-diol Natural products CC(C)(O)C1CCC(C)(O)CC1 RBNWAMSGVWEHFP-UHFFFAOYSA-N 0.000 description 1
- 229960004316 cisplatin Drugs 0.000 description 1
- DQLATGHUWYMOKM-UHFFFAOYSA-L cisplatin Chemical compound N[Pt](N)(Cl)Cl DQLATGHUWYMOKM-UHFFFAOYSA-L 0.000 description 1
- 229960002626 clarithromycin Drugs 0.000 description 1
- AGOYDEPGAOXOCK-KCBOHYOISA-N clarithromycin Chemical compound O([C@@H]1[C@@H](C)C(=O)O[C@@H]([C@@]([C@H](O)[C@@H](C)C(=O)[C@H](C)C[C@](C)([C@H](O[C@H]2[C@@H]([C@H](C[C@@H](C)O2)N(C)C)O)[C@H]1C)OC)(C)O)CC)[C@H]1C[C@@](C)(OC)[C@@H](O)[C@H](C)O1 AGOYDEPGAOXOCK-KCBOHYOISA-N 0.000 description 1
- 229960002881 clemastine Drugs 0.000 description 1
- YNNUSGIPVFPVBX-NHCUHLMSSA-N clemastine Chemical compound CN1CCC[C@@H]1CCO[C@@](C)(C=1C=CC(Cl)=CC=1)C1=CC=CC=C1 YNNUSGIPVFPVBX-NHCUHLMSSA-N 0.000 description 1
- 229960002689 clemastine fumarate Drugs 0.000 description 1
- GKEGFOKQMZHVOW-KUTGSRRKSA-M clidinium bromide Chemical compound [Br-].C1([C@H]2CC[N@+](CC2)(C1)C)OC(=O)C(O)(C=1C=CC=CC=1)C1=CC=CC=C1 GKEGFOKQMZHVOW-KUTGSRRKSA-M 0.000 description 1
- 229960005098 clidinium bromide Drugs 0.000 description 1
- KDLRVYVGXIQJDK-AWPVFWJPSA-N clindamycin Chemical compound CN1C[C@H](CCC)C[C@H]1C(=O)N[C@H]([C@H](C)Cl)[C@@H]1[C@H](O)[C@H](O)[C@@H](O)[C@@H](SC)O1 KDLRVYVGXIQJDK-AWPVFWJPSA-N 0.000 description 1
- 229960001200 clindamycin hydrochloride Drugs 0.000 description 1
- 229960005228 clioquinol Drugs 0.000 description 1
- 229960001403 clobazam Drugs 0.000 description 1
- CXOXHMZGEKVPMT-UHFFFAOYSA-N clobazam Chemical compound O=C1CC(=O)N(C)C2=CC=C(Cl)C=C2N1C1=CC=CC=C1 CXOXHMZGEKVPMT-UHFFFAOYSA-N 0.000 description 1
- 229960004287 clofazimine Drugs 0.000 description 1
- WDQPAMHFFCXSNU-BGABXYSRSA-N clofazimine Chemical compound C12=CC=CC=C2N=C2C=C(NC=3C=CC(Cl)=CC=3)C(=N/C(C)C)/C=C2N1C1=CC=C(Cl)C=C1 WDQPAMHFFCXSNU-BGABXYSRSA-N 0.000 description 1
- KNHUKKLJHYUCFP-UHFFFAOYSA-N clofibrate Chemical compound CCOC(=O)C(C)(C)OC1=CC=C(Cl)C=C1 KNHUKKLJHYUCFP-UHFFFAOYSA-N 0.000 description 1
- 229960001214 clofibrate Drugs 0.000 description 1
- 229960004414 clomethiazole Drugs 0.000 description 1
- 229940046989 clomiphene citrate Drugs 0.000 description 1
- DGBIGWXXNGSACT-UHFFFAOYSA-N clonazepam Chemical compound C12=CC([N+](=O)[O-])=CC=C2NC(=O)CN=C1C1=CC=CC=C1Cl DGBIGWXXNGSACT-UHFFFAOYSA-N 0.000 description 1
- 229960003120 clonazepam Drugs 0.000 description 1
- 229960002896 clonidine Drugs 0.000 description 1
- 229960002925 clonidine hydrochloride Drugs 0.000 description 1
- 229960004022 clotrimazole Drugs 0.000 description 1
- VNFPBHJOKIVQEB-UHFFFAOYSA-N clotrimazole Chemical compound ClC1=CC=CC=C1C(N1C=NC=C1)(C=1C=CC=CC=1)C1=CC=CC=C1 VNFPBHJOKIVQEB-UHFFFAOYSA-N 0.000 description 1
- 229960003026 cloxacillin sodium Drugs 0.000 description 1
- SCLZRKVZRBKZCR-SLINCCQESA-M cloxacillin sodium Chemical compound [Na+].N([C@@H]1C(N2[C@H](C(C)(C)S[C@@H]21)C([O-])=O)=O)C(=O)C1=C(C)ON=C1C1=CC=CC=C1Cl SCLZRKVZRBKZCR-SLINCCQESA-M 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 229960003920 cocaine Drugs 0.000 description 1
- 229940108131 coccidioidin Drugs 0.000 description 1
- 235000012716 cod liver oil Nutrition 0.000 description 1
- 239000003026 cod liver oil Substances 0.000 description 1
- 229960001338 colchicine Drugs 0.000 description 1
- GMRWGQCZJGVHKL-UHFFFAOYSA-N colestipol Chemical compound ClCC1CO1.NCCNCCNCCNCCN GMRWGQCZJGVHKL-UHFFFAOYSA-N 0.000 description 1
- 229960002604 colestipol Drugs 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 235000008504 concentrate Nutrition 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- IDLFZVILOHSSID-OVLDLUHVSA-N corticotropin Chemical compound C([C@@H](C(=O)N[C@@H](CO)C(=O)N[C@@H](CCSC)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1NC=NC=1)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CC=1C2=CC=CC=C2NC=1)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](C(C)C)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CC=1C=CC(O)=CC=1)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CC(N)=O)C(=O)NCC(=O)N[C@@H](C)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC(O)=O)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CO)C(=O)N[C@@H](C)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](C)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(O)=O)NC(=O)[C@@H](N)CO)C1=CC=C(O)C=C1 IDLFZVILOHSSID-OVLDLUHVSA-N 0.000 description 1
- 229960000258 corticotropin Drugs 0.000 description 1
- 235000012495 crackers Nutrition 0.000 description 1
- ZXJXZNDDNMQXFV-UHFFFAOYSA-M crystal violet Chemical compound [Cl-].C1=CC(N(C)C)=CC=C1[C+](C=1C=CC(=CC=1)N(C)C)C1=CC=C(N(C)C)C=C1 ZXJXZNDDNMQXFV-UHFFFAOYSA-M 0.000 description 1
- 229960002104 cyanocobalamin Drugs 0.000 description 1
- 235000000639 cyanocobalamin Nutrition 0.000 description 1
- 239000011666 cyanocobalamin Substances 0.000 description 1
- 229960004244 cyclacillin Drugs 0.000 description 1
- HGBLNBBNRORJKI-WCABBAIRSA-N cyclacillin Chemical compound N([C@H]1[C@H]2SC([C@@H](N2C1=O)C(O)=O)(C)C)C(=O)C1(N)CCCCC1 HGBLNBBNRORJKI-WCABBAIRSA-N 0.000 description 1
- 229960001677 cyclizine hydrochloride Drugs 0.000 description 1
- UKPBEPCQTDRZSE-UHFFFAOYSA-N cyclizine hydrochloride Chemical compound Cl.C1CN(C)CCN1C(C=1C=CC=CC=1)C1=CC=CC=C1 UKPBEPCQTDRZSE-UHFFFAOYSA-N 0.000 description 1
- 229960000500 cyclobenzaprine hydrochloride Drugs 0.000 description 1
- VXEAYBOGHINOKW-UHFFFAOYSA-N cyclobenzaprine hydrochloride Chemical compound Cl.C1=CC2=CC=CC=C2C(=CCCN(C)C)C2=CC=CC=C21 VXEAYBOGHINOKW-UHFFFAOYSA-N 0.000 description 1
- 229960004397 cyclophosphamide Drugs 0.000 description 1
- 229960003077 cycloserine Drugs 0.000 description 1
- 229930182912 cyclosporin Natural products 0.000 description 1
- 229960003596 cyproheptadine hydrochloride Drugs 0.000 description 1
- ZPMVNZLARAEGHB-UHFFFAOYSA-N cyproheptadine hydrochloride (anhydrous) Chemical compound Cl.C1CN(C)CCC1=C1C2=CC=CC=C2C=CC2=CC=CC=C21 ZPMVNZLARAEGHB-UHFFFAOYSA-N 0.000 description 1
- 229960003843 cyproterone Drugs 0.000 description 1
- DUSHUSLJJMDGTE-ZJPMUUANSA-N cyproterone Chemical compound C1=C(Cl)C2=CC(=O)[C@@H]3C[C@@H]3[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@@](C(=O)C)(O)[C@@]1(C)CC2 DUSHUSLJJMDGTE-ZJPMUUANSA-N 0.000 description 1
- 229960001305 cysteine hydrochloride Drugs 0.000 description 1
- 235000013365 dairy product Nutrition 0.000 description 1
- POZRVZJJTULAOH-LHZXLZLDSA-N danazol Chemical compound C1[C@]2(C)[C@H]3CC[C@](C)([C@](CC4)(O)C#C)[C@@H]4[C@@H]3CCC2=CC2=C1C=NO2 POZRVZJJTULAOH-LHZXLZLDSA-N 0.000 description 1
- 229960000766 danazol Drugs 0.000 description 1
- 229960000860 dapsone Drugs 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 229960002997 dehydrocholic acid Drugs 0.000 description 1
- CYQFCXCEBYINGO-IAGOWNOFSA-N delta1-THC Chemical compound C1=C(C)CC[C@H]2C(C)(C)OC3=CC(CCCCC)=CC(O)=C3[C@@H]21 CYQFCXCEBYINGO-IAGOWNOFSA-N 0.000 description 1
- 229960002398 demeclocycline Drugs 0.000 description 1
- 229960003914 desipramine Drugs 0.000 description 1
- 229960002593 desoximetasone Drugs 0.000 description 1
- VWVSBHGCDBMOOT-IIEHVVJPSA-N desoximetasone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@]2(F)[C@@H]1[C@@H]1C[C@@H](C)[C@H](C(=O)CO)[C@@]1(C)C[C@@H]2O VWVSBHGCDBMOOT-IIEHVVJPSA-N 0.000 description 1
- 229960004486 desoxycorticosterone acetate Drugs 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 229960003957 dexamethasone Drugs 0.000 description 1
- UREBDLICKHMUKA-CXSFZGCWSA-N dexamethasone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@]2(F)[C@@H]1[C@@H]1C[C@@H](C)[C@@](C(=O)CO)(O)[C@@]1(C)C[C@@H]2O UREBDLICKHMUKA-CXSFZGCWSA-N 0.000 description 1
- 229960000632 dexamfetamine Drugs 0.000 description 1
- 229960001882 dexchlorpheniramine Drugs 0.000 description 1
- SOYKEARSMXGVTM-HNNXBMFYSA-N dexchlorpheniramine Chemical compound C1([C@H](CCN(C)C)C=2N=CC=CC=2)=CC=C(Cl)C=C1 SOYKEARSMXGVTM-HNNXBMFYSA-N 0.000 description 1
- 229960003949 dexpanthenol Drugs 0.000 description 1
- 229960001985 dextromethorphan Drugs 0.000 description 1
- 229960004193 dextropropoxyphene Drugs 0.000 description 1
- XLMALTXPSGQGBX-GCJKJVERSA-N dextropropoxyphene Chemical compound C([C@](OC(=O)CC)([C@H](C)CN(C)C)C=1C=CC=CC=1)C1=CC=CC=C1 XLMALTXPSGQGBX-GCJKJVERSA-N 0.000 description 1
- SGTNSNPWRIOYBX-HHHXNRCGSA-N dexverapamil Chemical compound C1=C(OC)C(OC)=CC=C1CCN(C)CCC[C@@](C#N)(C(C)C)C1=CC=C(OC)C(OC)=C1 SGTNSNPWRIOYBX-HHHXNRCGSA-N 0.000 description 1
- NIJJYAXOARWZEE-UHFFFAOYSA-N di-n-propyl-acetic acid Natural products CCCC(C(O)=O)CCC NIJJYAXOARWZEE-UHFFFAOYSA-N 0.000 description 1
- 229960004042 diazoxide Drugs 0.000 description 1
- 229960003075 dibenzepin Drugs 0.000 description 1
- 229960001259 diclofenac Drugs 0.000 description 1
- DCOPUUMXTXDBNB-UHFFFAOYSA-N diclofenac Chemical compound OC(=O)CC1=CC=CC=C1NC1=C(Cl)C=CC=C1Cl DCOPUUMXTXDBNB-UHFFFAOYSA-N 0.000 description 1
- 229960005081 diclofenamide Drugs 0.000 description 1
- GJQPMPFPNINLKP-UHFFFAOYSA-N diclofenamide Chemical compound NS(=O)(=O)C1=CC(Cl)=C(Cl)C(S(N)(=O)=O)=C1 GJQPMPFPNINLKP-UHFFFAOYSA-N 0.000 description 1
- 229960004060 dicloxacillin sodium Drugs 0.000 description 1
- SIGZQNJITOWQEF-VICXVTCVSA-M dicloxacillin sodium monohydrate Chemical compound O.[Na+].N([C@@H]1C(N2[C@H](C(C)(C)S[C@@H]21)C([O-])=O)=O)C(=O)C1=C(C)ON=C1C1=C(Cl)C=CC=C1Cl SIGZQNJITOWQEF-VICXVTCVSA-M 0.000 description 1
- DOBMPNYZJYQDGZ-UHFFFAOYSA-N dicoumarol Chemical compound C1=CC=CC2=C1OC(=O)C(CC=1C(OC3=CC=CC=C3C=1O)=O)=C2O DOBMPNYZJYQDGZ-UHFFFAOYSA-N 0.000 description 1
- 229960001912 dicoumarol Drugs 0.000 description 1
- CURUTKGFNZGFSE-UHFFFAOYSA-N dicyclomine Chemical compound C1CCCCC1C1(C(=O)OCCN(CC)CC)CCCCC1 CURUTKGFNZGFSE-UHFFFAOYSA-N 0.000 description 1
- 229960002777 dicycloverine Drugs 0.000 description 1
- 229960003839 dienestrol Drugs 0.000 description 1
- NFDFQCUYFHCNBW-SCGPFSFSSA-N dienestrol Chemical compound C=1C=C(O)C=CC=1\C(=C/C)\C(=C\C)\C1=CC=C(O)C=C1 NFDFQCUYFHCNBW-SCGPFSFSSA-N 0.000 description 1
- 235000005911 diet Nutrition 0.000 description 1
- 230000037213 diet Effects 0.000 description 1
- RGLYKWWBQGJZGM-ISLYRVAYSA-N diethylstilbestrol Chemical compound C=1C=C(O)C=CC=1C(/CC)=C(\CC)C1=CC=C(O)C=C1 RGLYKWWBQGJZGM-ISLYRVAYSA-N 0.000 description 1
- 229960000452 diethylstilbestrol Drugs 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- HUPFGZXOMWLGNK-UHFFFAOYSA-N diflunisal Chemical compound C1=C(O)C(C(=O)O)=CC(C=2C(=CC(F)=CC=2)F)=C1 HUPFGZXOMWLGNK-UHFFFAOYSA-N 0.000 description 1
- 229960000616 diflunisal Drugs 0.000 description 1
- 229960005156 digoxin Drugs 0.000 description 1
- LTMHDMANZUZIPE-PUGKRICDSA-N digoxin Chemical compound C1[C@H](O)[C@H](O)[C@@H](C)O[C@H]1O[C@@H]1[C@@H](C)O[C@@H](O[C@@H]2[C@H](O[C@@H](O[C@@H]3C[C@@H]4[C@]([C@@H]5[C@H]([C@]6(CC[C@@H]([C@@]6(C)[C@H](O)C5)C=5COC(=O)C=5)O)CC4)(C)CC3)C[C@@H]2O)C)C[C@@H]1O LTMHDMANZUZIPE-PUGKRICDSA-N 0.000 description 1
- LTMHDMANZUZIPE-UHFFFAOYSA-N digoxine Natural products C1C(O)C(O)C(C)OC1OC1C(C)OC(OC2C(OC(OC3CC4C(C5C(C6(CCC(C6(C)C(O)C5)C=5COC(=O)C=5)O)CC4)(C)CC3)CC2O)C)CC1O LTMHDMANZUZIPE-UHFFFAOYSA-N 0.000 description 1
- 229960002877 dihydralazine Drugs 0.000 description 1
- VQKLRVZQQYVIJW-UHFFFAOYSA-N dihydralazine Chemical compound C1=CC=C2C(NN)=NN=C(NN)C2=C1 VQKLRVZQQYVIJW-UHFFFAOYSA-N 0.000 description 1
- RBOXVHNMENFORY-DNJOTXNNSA-N dihydrocodeine Chemical compound C([C@H]1[C@H](N(CC[C@@]112)C)C3)C[C@H](O)[C@@H]1OC1=C2C3=CC=C1OC RBOXVHNMENFORY-DNJOTXNNSA-N 0.000 description 1
- 229960002222 dihydrostreptomycin Drugs 0.000 description 1
- ASXBYYWOLISCLQ-HZYVHMACSA-N dihydrostreptomycin Chemical compound CN[C@H]1[C@H](O)[C@@H](O)[C@H](CO)O[C@H]1O[C@@H]1[C@](CO)(O)[C@H](C)O[C@H]1O[C@@H]1[C@@H](NC(N)=N)[C@H](O)[C@@H](NC(N)=N)[C@H](O)[C@H]1O ASXBYYWOLISCLQ-HZYVHMACSA-N 0.000 description 1
- 229960000465 dihydrotachysterol Drugs 0.000 description 1
- ILYCWAKSDCYMBB-OPCMSESCSA-N dihydrotachysterol Chemical compound C1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@H](C)/C=C/[C@H](C)C(C)C)=C\C=C1/C[C@@H](O)CC[C@@H]1C ILYCWAKSDCYMBB-OPCMSESCSA-N 0.000 description 1
- 229940015826 dihydroxyaluminum aminoacetate Drugs 0.000 description 1
- 229940015828 dihydroxyaluminum sodium carbonate Drugs 0.000 description 1
- 229960000691 diiodohydroxyquinoline Drugs 0.000 description 1
- HSUGRBWQSSZJOP-RTWAWAEBSA-N diltiazem Chemical compound C1=CC(OC)=CC=C1[C@H]1[C@@H](OC(C)=O)C(=O)N(CCN(C)C)C2=CC=CC=C2S1 HSUGRBWQSSZJOP-RTWAWAEBSA-N 0.000 description 1
- 229960004166 diltiazem Drugs 0.000 description 1
- 229960005316 diltiazem hydrochloride Drugs 0.000 description 1
- 229960004993 dimenhydrinate Drugs 0.000 description 1
- MZDOIJOUFRQXHC-UHFFFAOYSA-N dimenhydrinate Chemical compound O=C1N(C)C(=O)N(C)C2=NC(Cl)=N[C]21.C=1C=CC=CC=1C(OCCN(C)C)C1=CC=CC=C1 MZDOIJOUFRQXHC-UHFFFAOYSA-N 0.000 description 1
- WQABCVAJNWAXTE-UHFFFAOYSA-N dimercaprol Chemical compound OCC(S)CS WQABCVAJNWAXTE-UHFFFAOYSA-N 0.000 description 1
- 229960001051 dimercaprol Drugs 0.000 description 1
- MVMQESMQSYOVGV-UHFFFAOYSA-N dimetindene Chemical compound CN(C)CCC=1CC2=CC=CC=C2C=1C(C)C1=CC=CC=N1 MVMQESMQSYOVGV-UHFFFAOYSA-N 0.000 description 1
- 235000019329 dioctyl sodium sulphosuccinate Nutrition 0.000 description 1
- AMTWCFIAVKBGOD-UHFFFAOYSA-N dioxosilane;methoxy-dimethyl-trimethylsilyloxysilane Chemical compound O=[Si]=O.CO[Si](C)(C)O[Si](C)(C)C AMTWCFIAVKBGOD-UHFFFAOYSA-N 0.000 description 1
- 229960000525 diphenhydramine hydrochloride Drugs 0.000 description 1
- 229960005234 diphenoxylate hydrochloride Drugs 0.000 description 1
- 229960001188 diphtheria antitoxin Drugs 0.000 description 1
- QCHSEDTUUKDTIG-UHFFFAOYSA-L dipotassium clorazepate Chemical compound [OH-].[K+].[K+].C12=CC(Cl)=CC=C2NC(=O)C(C(=O)[O-])N=C1C1=CC=CC=C1 QCHSEDTUUKDTIG-UHFFFAOYSA-L 0.000 description 1
- 229960002768 dipyridamole Drugs 0.000 description 1
- IZEKFCXSFNUWAM-UHFFFAOYSA-N dipyridamole Chemical compound C=12N=C(N(CCO)CCO)N=C(N3CCCCC3)C2=NC(N(CCO)CCO)=NC=1N1CCCCC1 IZEKFCXSFNUWAM-UHFFFAOYSA-N 0.000 description 1
- 229940120889 dipyrone Drugs 0.000 description 1
- XEYBHCRIKKKOSS-UHFFFAOYSA-N disodium;azanylidyneoxidanium;iron(2+);pentacyanide Chemical compound [Na+].[Na+].[Fe+2].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].[O+]#N XEYBHCRIKKKOSS-UHFFFAOYSA-N 0.000 description 1
- 229960001863 disopyramide phosphate Drugs 0.000 description 1
- CGDDQFMPGMYYQP-UHFFFAOYSA-N disopyramide phosphate Chemical compound OP(O)(O)=O.C=1C=CC=NC=1C(C(N)=O)(CCN(C(C)C)C(C)C)C1=CC=CC=C1 CGDDQFMPGMYYQP-UHFFFAOYSA-N 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 229960002563 disulfiram Drugs 0.000 description 1
- 229960002311 dithranol Drugs 0.000 description 1
- RXPRRQLKFXBCSJ-UHFFFAOYSA-N dl-Vincamin Natural products C1=CC=C2C(CCN3CCC4)=C5C3C4(CC)CC(O)(C(=O)OC)N5C2=C1 RXPRRQLKFXBCSJ-UHFFFAOYSA-N 0.000 description 1
- 229960001654 dobutamine hydrochloride Drugs 0.000 description 1
- 229940018614 docusate calcium Drugs 0.000 description 1
- 229960000878 docusate sodium Drugs 0.000 description 1
- 229960001149 dopamine hydrochloride Drugs 0.000 description 1
- 229960005426 doxepin Drugs 0.000 description 1
- ODQWQRRAPPTVAG-GZTJUZNOSA-N doxepin Chemical compound C1OC2=CC=CC=C2C(=C/CCN(C)C)/C2=CC=CC=C21 ODQWQRRAPPTVAG-GZTJUZNOSA-N 0.000 description 1
- 229960002861 doxepin hydrochloride Drugs 0.000 description 1
- 229960001172 doxycycline hyclate Drugs 0.000 description 1
- HALQELOKLVRWRI-VDBOFHIQSA-N doxycycline hyclate Chemical compound O.[Cl-].[Cl-].CCO.O=C1C2=C(O)C=CC=C2[C@H](C)[C@@H]2C1=C(O)[C@]1(O)C(=O)C(C(N)=O)=C(O)[C@@H]([NH+](C)C)[C@@H]1[C@H]2O.O=C1C2=C(O)C=CC=C2[C@H](C)[C@@H]2C1=C(O)[C@]1(O)C(=O)C(C(N)=O)=C(O)[C@@H]([NH+](C)C)[C@@H]1[C@H]2O HALQELOKLVRWRI-VDBOFHIQSA-N 0.000 description 1
- 229960004242 dronabinol Drugs 0.000 description 1
- 229960000394 droperidol Drugs 0.000 description 1
- RMEDXOLNCUSCGS-UHFFFAOYSA-N droperidol Chemical compound C1=CC(F)=CC=C1C(=O)CCCN1CC=C(N2C(NC3=CC=CC=C32)=O)CC1 RMEDXOLNCUSCGS-UHFFFAOYSA-N 0.000 description 1
- OMFNSKIUKYOYRG-MOSHPQCFSA-N drotaverine Chemical compound C1=C(OCC)C(OCC)=CC=C1\C=C/1C2=CC(OCC)=C(OCC)C=C2CCN\1 OMFNSKIUKYOYRG-MOSHPQCFSA-N 0.000 description 1
- 229960002065 drotaverine Drugs 0.000 description 1
- 229960004913 dydrogesterone Drugs 0.000 description 1
- JGMOKGBVKVMRFX-HQZYFCCVSA-N dydrogesterone Chemical compound C1=CC2=CC(=O)CC[C@@]2(C)[C@H]2[C@@H]1[C@@H]1CC[C@H](C(=O)C)[C@@]1(C)CC2 JGMOKGBVKVMRFX-HQZYFCCVSA-N 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 229960000309 enalapril maleate Drugs 0.000 description 1
- 229940088598 enzyme Drugs 0.000 description 1
- 239000002532 enzyme inhibitor Substances 0.000 description 1
- 229960002179 ephedrine Drugs 0.000 description 1
- 229960005139 epinephrine Drugs 0.000 description 1
- WKRLQDKEXYKHJB-HFTRVMKXSA-N equilin Chemical compound OC1=CC=C2[C@H]3CC[C@](C)(C(CC4)=O)[C@@H]4C3=CCC2=C1 WKRLQDKEXYKHJB-HFTRVMKXSA-N 0.000 description 1
- 229960002061 ergocalciferol Drugs 0.000 description 1
- FQHMMOGHDWAXDI-WUQHHHCFSA-N ergoloid mesylate Chemical compound CS(O)(=O)=O.C([C@H]1[C@]2(O)O3)CCN1C(=O)[C@H](C)N2C(=O)[C@]3(C(C)C)NC(=O)[C@H]1CN(C)[C@H](CC=2C3=C4C=CC=C3NC=2)[C@@H]4C1 FQHMMOGHDWAXDI-WUQHHHCFSA-N 0.000 description 1
- YREISLCRUMOYAY-IIPCNOPRSA-N ergometrine maleate Chemical compound OC(=O)\C=C/C(O)=O.C1=CC(C=2[C@H](N(C)C[C@@H](C=2)C(=O)N[C@H](CO)C)C2)=C3C2=CNC3=C1 YREISLCRUMOYAY-IIPCNOPRSA-N 0.000 description 1
- 229940030804 ergonovine maleate Drugs 0.000 description 1
- 229960001903 ergotamine tartrate Drugs 0.000 description 1
- 229960005450 eritrityl tetranitrate Drugs 0.000 description 1
- SNFOERUNNSHUGP-ZXZARUISSA-N erythrityl tetranitrate Chemical compound [O-][N+](=O)OC[C@@H](O[N+]([O-])=O)[C@@H](O[N+]([O-])=O)CO[N+]([O-])=O SNFOERUNNSHUGP-ZXZARUISSA-N 0.000 description 1
- 235000004626 essential fatty acids Nutrition 0.000 description 1
- 229960005309 estradiol Drugs 0.000 description 1
- 229930182833 estradiol Natural products 0.000 description 1
- ADFOJJHRTBFFOF-RBRWEJTLSA-N estramustine phosphate Chemical compound ClCCN(CCCl)C(=O)OC1=CC=C2[C@H]3CC[C@](C)([C@H](CC4)OP(O)(O)=O)[C@@H]4[C@@H]3CCC2=C1 ADFOJJHRTBFFOF-RBRWEJTLSA-N 0.000 description 1
- 229960004750 estramustine phosphate Drugs 0.000 description 1
- 229940011871 estrogen Drugs 0.000 description 1
- 239000000262 estrogen Substances 0.000 description 1
- 229960003399 estrone Drugs 0.000 description 1
- 229940081345 estropipate Drugs 0.000 description 1
- HZEQBCVBILBTEP-ZFINNJDLSA-N estropipate Chemical compound C1CNCCN1.OS(=O)(=O)OC1=CC=C2[C@H]3CC[C@](C)(C(CC4)=O)[C@@H]4[C@@H]3CCC2=C1 HZEQBCVBILBTEP-ZFINNJDLSA-N 0.000 description 1
- 229960003199 etacrynic acid Drugs 0.000 description 1
- AVOLMBLBETYQHX-UHFFFAOYSA-N etacrynic acid Chemical compound CCC(=C)C(=O)C1=CC=C(OCC(O)=O)C(Cl)=C1Cl AVOLMBLBETYQHX-UHFFFAOYSA-N 0.000 description 1
- AUAHHJJRFHRVPV-BZDVOYDHSA-N ethambutol dihydrochloride Chemical compound [Cl-].[Cl-].CC[C@@H](CO)[NH2+]CC[NH2+][C@@H](CC)CO AUAHHJJRFHRVPV-BZDVOYDHSA-N 0.000 description 1
- 229960001618 ethambutol hydrochloride Drugs 0.000 description 1
- 229960002568 ethinylestradiol Drugs 0.000 description 1
- AEOCXXJPGCBFJA-UHFFFAOYSA-N ethionamide Chemical compound CCC1=CC(C(N)=S)=CC=N1 AEOCXXJPGCBFJA-UHFFFAOYSA-N 0.000 description 1
- 229960002001 ethionamide Drugs 0.000 description 1
- 229960002077 ethopropazine hydrochloride Drugs 0.000 description 1
- SZQIFWWUIBRPBZ-UHFFFAOYSA-N ethotoin Chemical compound O=C1N(CC)C(=O)NC1C1=CC=CC=C1 SZQIFWWUIBRPBZ-UHFFFAOYSA-N 0.000 description 1
- 229960003533 ethotoin Drugs 0.000 description 1
- ONKUMRGIYFNPJW-KIEAKMPYSA-N ethynodiol diacetate Chemical compound C1C[C@]2(C)[C@@](C#C)(OC(C)=O)CC[C@H]2[C@@H]2CCC3=C[C@@H](OC(=O)C)CC[C@@H]3[C@H]21 ONKUMRGIYFNPJW-KIEAKMPYSA-N 0.000 description 1
- 229940012028 ethynodiol diacetate Drugs 0.000 description 1
- GWBBVOVXJZATQQ-UHFFFAOYSA-L etidronate disodium Chemical compound [Na+].[Na+].OP(=O)([O-])C(O)(C)P(O)([O-])=O GWBBVOVXJZATQQ-UHFFFAOYSA-L 0.000 description 1
- XXRVYAFBUDSLJX-UHFFFAOYSA-N etofibrate Chemical compound C=1C=CN=CC=1C(=O)OCCOC(=O)C(C)(C)OC1=CC=C(Cl)C=C1 XXRVYAFBUDSLJX-UHFFFAOYSA-N 0.000 description 1
- 229960003501 etofibrate Drugs 0.000 description 1
- KYAKGJDISSNVPZ-UHFFFAOYSA-N etofylline clofibrate Chemical compound C1=2C(=O)N(C)C(=O)N(C)C=2N=CN1CCOC(=O)C(C)(C)OC1=CC=C(Cl)C=C1 KYAKGJDISSNVPZ-UHFFFAOYSA-N 0.000 description 1
- 229960005420 etoposide Drugs 0.000 description 1
- VJJPUSNTGOMMGY-MRVIYFEKSA-N etoposide Chemical compound COC1=C(O)C(OC)=CC([C@@H]2C3=CC=4OCOC=4C=C3[C@@H](O[C@H]3[C@@H]([C@@H](O)[C@@H]4O[C@H](C)OC[C@H]4O3)O)[C@@H]3[C@@H]2C(OC3)=O)=C1 VJJPUSNTGOMMGY-MRVIYFEKSA-N 0.000 description 1
- 229960002217 eugenol Drugs 0.000 description 1
- 230000003631 expected effect Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- YMTINGFKWWXKFG-UHFFFAOYSA-N fenofibrate Chemical compound C1=CC(OC(C)(C)C(=O)OC(C)C)=CC=C1C(=O)C1=CC=C(Cl)C=C1 YMTINGFKWWXKFG-UHFFFAOYSA-N 0.000 description 1
- 229960002297 fenofibrate Drugs 0.000 description 1
- 229960001419 fenoprofen Drugs 0.000 description 1
- 229960001022 fenoterol Drugs 0.000 description 1
- 229960000449 flecainide Drugs 0.000 description 1
- 229960004413 flucytosine Drugs 0.000 description 1
- XRECTZIEBJDKEO-UHFFFAOYSA-N flucytosine Chemical compound NC1=NC(=O)NC=C1F XRECTZIEBJDKEO-UHFFFAOYSA-N 0.000 description 1
- SYWHXTATXSMDSB-GSLJADNHSA-N fludrocortisone acetate Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@]2(F)[C@@H]1[C@@H]1CC[C@@](C(=O)COC(=O)C)(O)[C@@]1(C)C[C@@H]2O SYWHXTATXSMDSB-GSLJADNHSA-N 0.000 description 1
- 229960004511 fludroxycortide Drugs 0.000 description 1
- 229960000326 flunarizine Drugs 0.000 description 1
- SMANXXCATUTDDT-QPJJXVBHSA-N flunarizine Chemical compound C1=CC(F)=CC=C1C(C=1C=CC(F)=CC=1)N1CCN(C\C=C\C=2C=CC=CC=2)CC1 SMANXXCATUTDDT-QPJJXVBHSA-N 0.000 description 1
- 229960000676 flunisolide Drugs 0.000 description 1
- 229960001347 fluocinolone acetonide Drugs 0.000 description 1
- FEBLZLNTKCEFIT-VSXGLTOVSA-N fluocinolone acetonide Chemical compound C1([C@@H](F)C2)=CC(=O)C=C[C@]1(C)[C@]1(F)[C@@H]2[C@@H]2C[C@H]3OC(C)(C)O[C@@]3(C(=O)CO)[C@@]2(C)C[C@@H]1O FEBLZLNTKCEFIT-VSXGLTOVSA-N 0.000 description 1
- 229960000785 fluocinonide Drugs 0.000 description 1
- 229960003973 fluocortolone Drugs 0.000 description 1
- GAKMQHDJQHZUTJ-ULHLPKEOSA-N fluocortolone Chemical compound C1([C@@H](F)C2)=CC(=O)C=C[C@]1(C)[C@@H]1[C@@H]2[C@@H]2C[C@@H](C)[C@H](C(=O)CO)[C@@]2(C)C[C@@H]1O GAKMQHDJQHZUTJ-ULHLPKEOSA-N 0.000 description 1
- GNBHRKFJIUUOQI-UHFFFAOYSA-N fluorescein Chemical compound O1C(=O)C2=CC=CC=C2C21C1=CC=C(O)C=C1OC1=CC(O)=CC=C21 GNBHRKFJIUUOQI-UHFFFAOYSA-N 0.000 description 1
- 229940020947 fluorescein sodium Drugs 0.000 description 1
- 229960003336 fluorocortisol acetate Drugs 0.000 description 1
- 229960001048 fluorometholone Drugs 0.000 description 1
- FAOZLTXFLGPHNG-KNAQIMQKSA-N fluorometholone Chemical compound C([C@@]12C)=CC(=O)C=C1[C@@H](C)C[C@@H]1[C@]2(F)[C@@H](O)C[C@]2(C)[C@@](O)(C(C)=O)CC[C@H]21 FAOZLTXFLGPHNG-KNAQIMQKSA-N 0.000 description 1
- 229960002949 fluorouracil Drugs 0.000 description 1
- 229960001751 fluoxymesterone Drugs 0.000 description 1
- YLRFCQOZQXIBAB-RBZZARIASA-N fluoxymesterone Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@]2(F)[C@@H]1[C@@H]1CC[C@](C)(O)[C@@]1(C)C[C@@H]2O YLRFCQOZQXIBAB-RBZZARIASA-N 0.000 description 1
- 229960002419 flupentixol Drugs 0.000 description 1
- 229960002690 fluphenazine Drugs 0.000 description 1
- 229960002390 flurbiprofen Drugs 0.000 description 1
- SYTBZMRGLBWNTM-UHFFFAOYSA-N flurbiprofen Chemical compound FC1=CC(C(C(O)=O)C)=CC=C1C1=CC=CC=C1 SYTBZMRGLBWNTM-UHFFFAOYSA-N 0.000 description 1
- 229960000304 folic acid Drugs 0.000 description 1
- 235000019152 folic acid Nutrition 0.000 description 1
- 239000011724 folic acid Substances 0.000 description 1
- 235000012041 food component Nutrition 0.000 description 1
- 239000005417 food ingredient Substances 0.000 description 1
- 235000014106 fortified food Nutrition 0.000 description 1
- PGBHMTALBVVCIT-VCIWKGPPSA-N framycetin Chemical compound N[C@@H]1[C@@H](O)[C@H](O)[C@H](CN)O[C@@H]1O[C@H]1[C@@H](O)[C@H](O[C@H]2[C@@H]([C@@H](N)C[C@@H](N)[C@@H]2O)O[C@@H]2[C@@H]([C@@H](O)[C@H](O)[C@@H](CN)O2)N)O[C@@H]1CO PGBHMTALBVVCIT-VCIWKGPPSA-N 0.000 description 1
- 230000000855 fungicidal effect Effects 0.000 description 1
- 229960001625 furazolidone Drugs 0.000 description 1
- PLHJDBGFXBMTGZ-WEVVVXLNSA-N furazolidone Chemical compound O1C([N+](=O)[O-])=CC=C1\C=N\N1C(=O)OCC1 PLHJDBGFXBMTGZ-WEVVVXLNSA-N 0.000 description 1
- 229960000457 gallopamil Drugs 0.000 description 1
- JLYXXMFPNIAWKQ-GNIYUCBRSA-N gamma-hexachlorocyclohexane Chemical compound Cl[C@H]1[C@H](Cl)[C@@H](Cl)[C@@H](Cl)[C@H](Cl)[C@H]1Cl JLYXXMFPNIAWKQ-GNIYUCBRSA-N 0.000 description 1
- JLYXXMFPNIAWKQ-UHFFFAOYSA-N gamma-hexachlorocyclohexane Natural products ClC1C(Cl)C(Cl)C(Cl)C(Cl)C1Cl JLYXXMFPNIAWKQ-UHFFFAOYSA-N 0.000 description 1
- WIGCFUFOHFEKBI-UHFFFAOYSA-N gamma-tocopherol Natural products CC(C)CCCC(C)CCCC(C)CCCC1CCC2C(C)C(O)C(C)C(C)C2O1 WIGCFUFOHFEKBI-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 229960002518 gentamicin Drugs 0.000 description 1
- 229960001235 gentian violet Drugs 0.000 description 1
- 229960004580 glibenclamide Drugs 0.000 description 1
- 229960001764 glibornuride Drugs 0.000 description 1
- RMTYNAPTNBJHQI-LLDVTBCESA-N glibornuride Chemical compound C1=CC(C)=CC=C1S(=O)(=O)NC(=O)N[C@H]1[C@H](C2(C)C)CC[C@@]2(C)[C@H]1O RMTYNAPTNBJHQI-LLDVTBCESA-N 0.000 description 1
- 229960003236 glisoxepide Drugs 0.000 description 1
- ZKUDBRCEOBOWLF-UHFFFAOYSA-N glisoxepide Chemical compound O1C(C)=CC(C(=O)NCCC=2C=CC(=CC=2)S(=O)(=O)NC(=O)NN2CCCCCC2)=N1 ZKUDBRCEOBOWLF-UHFFFAOYSA-N 0.000 description 1
- ZDXPYRJPNDTMRX-UHFFFAOYSA-M glutaminate Chemical compound [O-]C(=O)C(N)CCC(N)=O ZDXPYRJPNDTMRX-UHFFFAOYSA-M 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N glutaric acid Chemical compound OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 229960002972 glutethimide Drugs 0.000 description 1
- ZNNLBTZKUZBEKO-UHFFFAOYSA-N glyburide Chemical compound COC1=CC=C(Cl)C=C1C(=O)NCCC1=CC=C(S(=O)(=O)NC(=O)NC2CCCCC2)C=C1 ZNNLBTZKUZBEKO-UHFFFAOYSA-N 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 239000001087 glyceryl triacetate Substances 0.000 description 1
- 235000013773 glyceryl triacetate Nutrition 0.000 description 1
- 229960003711 glyceryl trinitrate Drugs 0.000 description 1
- 229940015042 glycopyrrolate Drugs 0.000 description 1
- 229960004905 gramicidin Drugs 0.000 description 1
- ZWCXYZRRTRDGQE-SORVKSEFSA-N gramicidina Chemical compound C1=CC=C2C(C[C@H](NC(=O)[C@@H](CC(C)C)NC(=O)[C@H](CC=3C4=CC=CC=C4NC=3)NC(=O)[C@@H](CC(C)C)NC(=O)[C@H](CC=3C4=CC=CC=C4NC=3)NC(=O)[C@@H](CC(C)C)NC(=O)[C@H](CC=3C4=CC=CC=C4NC=3)NC(=O)[C@H](C(C)C)NC(=O)[C@H](C(C)C)NC(=O)[C@@H](C(C)C)NC(=O)[C@H](C)NC(=O)[C@H](NC(=O)[C@H](C)NC(=O)CNC(=O)[C@@H](NC=O)C(C)C)CC(C)C)C(=O)NCCO)=CNC2=C1 ZWCXYZRRTRDGQE-SORVKSEFSA-N 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229960002867 griseofulvin Drugs 0.000 description 1
- DDUHZTYCFQRHIY-RBHXEPJQSA-N griseofulvin Chemical compound COC1=CC(=O)C[C@@H](C)[C@@]11C(=O)C(C(OC)=CC(OC)=C2Cl)=C2O1 DDUHZTYCFQRHIY-RBHXEPJQSA-N 0.000 description 1
- 239000003324 growth hormone secretagogue Substances 0.000 description 1
- 229960004553 guanabenz Drugs 0.000 description 1
- 229960001906 haloprogin Drugs 0.000 description 1
- BCQZXOMGPXTTIC-UHFFFAOYSA-N halothane Chemical compound FC(F)(F)C(Cl)Br BCQZXOMGPXTTIC-UHFFFAOYSA-N 0.000 description 1
- 229960003132 halothane Drugs 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000008543 heat sensitivity Effects 0.000 description 1
- 229940095529 heparin calcium Drugs 0.000 description 1
- 208000006454 hepatitis Diseases 0.000 description 1
- 231100000283 hepatitis Toxicity 0.000 description 1
- 230000002363 herbicidal effect Effects 0.000 description 1
- QRSPJBLLJXVPDD-XFAPPKAWSA-M hetacillin potassium Chemical compound [K+].C1([C@@H]2C(=O)N(C(N2)(C)C)[C@H]2[C@H]3SC([C@@H](N3C2=O)C([O-])=O)(C)C)=CC=CC=C1 QRSPJBLLJXVPDD-XFAPPKAWSA-M 0.000 description 1
- 229960002041 hetacillin potassium Drugs 0.000 description 1
- 235000010299 hexamethylene tetramine Nutrition 0.000 description 1
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 1
- 229960002456 hexobarbital Drugs 0.000 description 1
- UYXAWHWODHRRMR-UHFFFAOYSA-N hexobarbital Chemical compound O=C1N(C)C(=O)NC(=O)C1(C)C1=CCCCC1 UYXAWHWODHRRMR-UHFFFAOYSA-N 0.000 description 1
- 229960003258 hexylresorcinol Drugs 0.000 description 1
- 229960001660 histamine phosphate Drugs 0.000 description 1
- ZHIBQGJKHVBLJJ-UHFFFAOYSA-N histamine phosphate Chemical compound OP(O)(O)=O.OP(O)(O)=O.NCCC1=CNC=N1 ZHIBQGJKHVBLJJ-UHFFFAOYSA-N 0.000 description 1
- HNDVDQJCIGZPNO-UHFFFAOYSA-N histidine Natural products OC(=O)C(N)CC1=CN=CN1 HNDVDQJCIGZPNO-UHFFFAOYSA-N 0.000 description 1
- 229960002885 histidine Drugs 0.000 description 1
- 229940026309 histoplasmin Drugs 0.000 description 1
- 229960000857 homatropine Drugs 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 229960005384 hydralazine hydrochloride Drugs 0.000 description 1
- ZUXNZUWOTSUBMN-UHFFFAOYSA-N hydralazine hydrochloride Chemical compound Cl.C1=CC=C2C(NN)=NN=CC2=C1 ZUXNZUWOTSUBMN-UHFFFAOYSA-N 0.000 description 1
- 229960002003 hydrochlorothiazide Drugs 0.000 description 1
- 229960002764 hydrocodone bitartrate Drugs 0.000 description 1
- 229960000890 hydrocortisone Drugs 0.000 description 1
- 229960003313 hydroflumethiazide Drugs 0.000 description 1
- DMDGGSIALPNSEE-UHFFFAOYSA-N hydroflumethiazide Chemical compound C1=C(C(F)(F)F)C(S(=O)(=O)N)=CC2=C1NCNS2(=O)=O DMDGGSIALPNSEE-UHFFFAOYSA-N 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical compound I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- WVLOADHCBXTIJK-YNHQPCIGSA-N hydromorphone Chemical compound O([C@H]1C(CC[C@H]23)=O)C4=C5[C@@]12CCN(C)[C@@H]3CC5=CC=C4O WVLOADHCBXTIJK-YNHQPCIGSA-N 0.000 description 1
- 229960001410 hydromorphone Drugs 0.000 description 1
- 229960002738 hydromorphone hydrochloride Drugs 0.000 description 1
- POUMFISTNHIPTI-BOMBIWCESA-N hydron;(2s,4r)-n-[(1r,2r)-2-hydroxy-1-[(2r,3r,4s,5r,6r)-3,4,5-trihydroxy-6-methylsulfanyloxan-2-yl]propyl]-1-methyl-4-propylpyrrolidine-2-carboxamide;chloride Chemical compound Cl.CN1C[C@H](CCC)C[C@H]1C(=O)N[C@H]([C@@H](C)O)[C@@H]1[C@H](O)[C@H](O)[C@@H](O)[C@@H](SC)O1 POUMFISTNHIPTI-BOMBIWCESA-N 0.000 description 1
- JUMYIBMBTDDLNG-OJERSXHUSA-N hydron;methyl (2r)-2-phenyl-2-[(2r)-piperidin-2-yl]acetate;chloride Chemical compound Cl.C([C@@H]1[C@H](C(=O)OC)C=2C=CC=CC=2)CCCN1 JUMYIBMBTDDLNG-OJERSXHUSA-N 0.000 description 1
- 229920001600 hydrophobic polymer Polymers 0.000 description 1
- 229960004337 hydroquinone Drugs 0.000 description 1
- 229960001103 hydroxocobalamin Drugs 0.000 description 1
- 235000004867 hydroxocobalamin Nutrition 0.000 description 1
- 239000011704 hydroxocobalamin Substances 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 229950005360 hydroxyamfetamine Drugs 0.000 description 1
- 229960002927 hydroxychloroquine sulfate Drugs 0.000 description 1
- 229950000801 hydroxyprogesterone caproate Drugs 0.000 description 1
- 229960003210 hyoscyamine Drugs 0.000 description 1
- 229930005342 hyoscyamine Natural products 0.000 description 1
- 229960001550 hyoscyamine sulfate Drugs 0.000 description 1
- 235000015243 ice cream Nutrition 0.000 description 1
- 229960001101 ifosfamide Drugs 0.000 description 1
- HOMGKSMUEGBAAB-UHFFFAOYSA-N ifosfamide Chemical compound ClCCNP1(=O)OCCCN1CCCl HOMGKSMUEGBAAB-UHFFFAOYSA-N 0.000 description 1
- 229960004801 imipramine Drugs 0.000 description 1
- BCGWQEUPMDMJNV-UHFFFAOYSA-N imipramine Chemical compound C1CC2=CC=CC=C2N(CCCN(C)C)C2=CC=CC=C21 BCGWQEUPMDMJNV-UHFFFAOYSA-N 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 229960004569 indapamide Drugs 0.000 description 1
- NDDAHWYSQHTHNT-UHFFFAOYSA-N indapamide Chemical compound CC1CC2=CC=CC=C2N1NC(=O)C1=CC=C(Cl)C(S(N)(=O)=O)=C1 NDDAHWYSQHTHNT-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 229940125396 insulin Drugs 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229940029339 inulin Drugs 0.000 description 1
- JYJIGFIDKWBXDU-MNNPPOADSA-N inulin Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)OC[C@]1(OC[C@]2(OC[C@]3(OC[C@]4(OC[C@]5(OC[C@]6(OC[C@]7(OC[C@]8(OC[C@]9(OC[C@]%10(OC[C@]%11(OC[C@]%12(OC[C@]%13(OC[C@]%14(OC[C@]%15(OC[C@]%16(OC[C@]%17(OC[C@]%18(OC[C@]%19(OC[C@]%20(OC[C@]%21(OC[C@]%22(OC[C@]%23(OC[C@]%24(OC[C@]%25(OC[C@]%26(OC[C@]%27(OC[C@]%28(OC[C@]%29(OC[C@]%30(OC[C@]%31(OC[C@]%32(OC[C@]%33(OC[C@]%34(OC[C@]%35(OC[C@]%36(O[C@@H]%37[C@@H]([C@@H](O)[C@H](O)[C@@H](CO)O%37)O)[C@H]([C@H](O)[C@@H](CO)O%36)O)[C@H]([C@H](O)[C@@H](CO)O%35)O)[C@H]([C@H](O)[C@@H](CO)O%34)O)[C@H]([C@H](O)[C@@H](CO)O%33)O)[C@H]([C@H](O)[C@@H](CO)O%32)O)[C@H]([C@H](O)[C@@H](CO)O%31)O)[C@H]([C@H](O)[C@@H](CO)O%30)O)[C@H]([C@H](O)[C@@H](CO)O%29)O)[C@H]([C@H](O)[C@@H](CO)O%28)O)[C@H]([C@H](O)[C@@H](CO)O%27)O)[C@H]([C@H](O)[C@@H](CO)O%26)O)[C@H]([C@H](O)[C@@H](CO)O%25)O)[C@H]([C@H](O)[C@@H](CO)O%24)O)[C@H]([C@H](O)[C@@H](CO)O%23)O)[C@H]([C@H](O)[C@@H](CO)O%22)O)[C@H]([C@H](O)[C@@H](CO)O%21)O)[C@H]([C@H](O)[C@@H](CO)O%20)O)[C@H]([C@H](O)[C@@H](CO)O%19)O)[C@H]([C@H](O)[C@@H](CO)O%18)O)[C@H]([C@H](O)[C@@H](CO)O%17)O)[C@H]([C@H](O)[C@@H](CO)O%16)O)[C@H]([C@H](O)[C@@H](CO)O%15)O)[C@H]([C@H](O)[C@@H](CO)O%14)O)[C@H]([C@H](O)[C@@H](CO)O%13)O)[C@H]([C@H](O)[C@@H](CO)O%12)O)[C@H]([C@H](O)[C@@H](CO)O%11)O)[C@H]([C@H](O)[C@@H](CO)O%10)O)[C@H]([C@H](O)[C@@H](CO)O9)O)[C@H]([C@H](O)[C@@H](CO)O8)O)[C@H]([C@H](O)[C@@H](CO)O7)O)[C@H]([C@H](O)[C@@H](CO)O6)O)[C@H]([C@H](O)[C@@H](CO)O5)O)[C@H]([C@H](O)[C@@H](CO)O4)O)[C@H]([C@H](O)[C@@H](CO)O3)O)[C@H]([C@H](O)[C@@H](CO)O2)O)[C@@H](O)[C@H](O)[C@@H](CO)O1 JYJIGFIDKWBXDU-MNNPPOADSA-N 0.000 description 1
- UXZFQZANDVDGMM-UHFFFAOYSA-N iodoquinol Chemical compound C1=CN=C2C(O)=C(I)C=C(I)C2=C1 UXZFQZANDVDGMM-UHFFFAOYSA-N 0.000 description 1
- 229960001025 iohexol Drugs 0.000 description 1
- NTHXOOBQLCIOLC-UHFFFAOYSA-N iohexol Chemical compound OCC(O)CN(C(=O)C)C1=C(I)C(C(=O)NCC(O)CO)=C(I)C(C(=O)NCC(O)CO)=C1I NTHXOOBQLCIOLC-UHFFFAOYSA-N 0.000 description 1
- XQZXYNRDCRIARQ-LURJTMIESA-N iopamidol Chemical compound C[C@H](O)C(=O)NC1=C(I)C(C(=O)NC(CO)CO)=C(I)C(C(=O)NC(CO)CO)=C1I XQZXYNRDCRIARQ-LURJTMIESA-N 0.000 description 1
- 229960004647 iopamidol Drugs 0.000 description 1
- 229940029408 ipecac Drugs 0.000 description 1
- 229940083603 ipodate sodium Drugs 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229960003284 iron Drugs 0.000 description 1
- 229910000358 iron sulfate Inorganic materials 0.000 description 1
- BAUYGSIQEAFULO-UHFFFAOYSA-L iron(2+) sulfate (anhydrous) Chemical compound [Fe+2].[O-]S([O-])(=O)=O BAUYGSIQEAFULO-UHFFFAOYSA-L 0.000 description 1
- VRIVJOXICYMTAG-IYEMJOQQSA-L iron(ii) gluconate Chemical compound [Fe+2].OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O.OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O VRIVJOXICYMTAG-IYEMJOQQSA-L 0.000 description 1
- ZTKMNYDOFAYRAK-UHFFFAOYSA-N isoacronycine Natural products CN1C2=CC=CC=C2C(=O)C2=C1C=C1OC(C)(C)C=CC1=C2OC ZTKMNYDOFAYRAK-UHFFFAOYSA-N 0.000 description 1
- 229940031585 isoetharine hydrochloride Drugs 0.000 description 1
- 229960002725 isoflurane Drugs 0.000 description 1
- 229940018448 isoproterenol hydrochloride Drugs 0.000 description 1
- 229960000201 isosorbide dinitrate Drugs 0.000 description 1
- YWXYYJSYQOXTPL-SLPGGIOYSA-N isosorbide mononitrate Chemical compound [O-][N+](=O)O[C@@H]1CO[C@@H]2[C@@H](O)CO[C@@H]21 YWXYYJSYQOXTPL-SLPGGIOYSA-N 0.000 description 1
- 229960004164 isoxsuprine hydrochloride Drugs 0.000 description 1
- 229960003709 kallidinogenase Drugs 0.000 description 1
- OOYGSFOGFJDDHP-KMCOLRRFSA-N kanamycin A sulfate Chemical compound OS(O)(=O)=O.O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CN)O[C@@H]1O[C@H]1[C@H](O)[C@@H](O[C@@H]2[C@@H]([C@@H](N)[C@H](O)[C@@H](CO)O2)O)[C@H](N)C[C@@H]1N OOYGSFOGFJDDHP-KMCOLRRFSA-N 0.000 description 1
- 229960002064 kanamycin sulfate Drugs 0.000 description 1
- GZBACHSOZNEZOG-UHFFFAOYSA-J kappadione Chemical compound [Na+].[Na+].[Na+].[Na+].C1=CC=CC2=C(OP([O-])([O-])=O)C(C)=CC(OP([O-])([O-])=O)=C21 GZBACHSOZNEZOG-UHFFFAOYSA-J 0.000 description 1
- 229960004958 ketotifen Drugs 0.000 description 1
- 229960003091 labetalol hydrochloride Drugs 0.000 description 1
- 229940039717 lanolin Drugs 0.000 description 1
- 235000019388 lanolin Nutrition 0.000 description 1
- 229960003136 leucine Drugs 0.000 description 1
- 235000005772 leucine Nutrition 0.000 description 1
- 229960002293 leucovorin calcium Drugs 0.000 description 1
- 229960003734 levamisole hydrochloride Drugs 0.000 description 1
- 229960004502 levodopa Drugs 0.000 description 1
- RWTWIZDKEIWLKQ-IWWMGODWSA-N levorphan tartrate Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O.C1C2=CC=C(O)C=C2[C@]23CCN(C)[C@H]1[C@@H]2CCCC3 RWTWIZDKEIWLKQ-IWWMGODWSA-N 0.000 description 1
- 229960005157 levorphanol tartrate Drugs 0.000 description 1
- 229960003918 levothyroxine sodium Drugs 0.000 description 1
- 229960004194 lidocaine Drugs 0.000 description 1
- 229960001595 lincomycin hydrochloride Drugs 0.000 description 1
- 229960002809 lindane Drugs 0.000 description 1
- SBXXSUDPJJJJLC-YDALLXLXSA-M liothyronine sodium Chemical compound [Na+].IC1=CC(C[C@H](N)C([O-])=O)=CC(I)=C1OC1=CC=C(O)C(I)=C1 SBXXSUDPJJJJLC-YDALLXLXSA-M 0.000 description 1
- 229960002018 liothyronine sodium Drugs 0.000 description 1
- 229960002394 lisinopril Drugs 0.000 description 1
- RLAWWYSOJDYHDC-BZSNNMDCSA-N lisinopril Chemical compound C([C@H](N[C@@H](CCCCN)C(=O)N1[C@@H](CCC1)C(O)=O)C(O)=O)CC1=CC=CC=C1 RLAWWYSOJDYHDC-BZSNNMDCSA-N 0.000 description 1
- XGZVUEUWXADBQD-UHFFFAOYSA-L lithium carbonate Chemical compound [Li+].[Li+].[O-]C([O-])=O XGZVUEUWXADBQD-UHFFFAOYSA-L 0.000 description 1
- 229910052808 lithium carbonate Inorganic materials 0.000 description 1
- 229940008015 lithium carbonate Drugs 0.000 description 1
- 244000144972 livestock Species 0.000 description 1
- 235000010420 locust bean gum Nutrition 0.000 description 1
- 239000000711 locust bean gum Substances 0.000 description 1
- 229960001571 loperamide Drugs 0.000 description 1
- RDOIQAHITMMDAJ-UHFFFAOYSA-N loperamide Chemical compound C=1C=CC=CC=1C(C=1C=CC=CC=1)(C(=O)N(C)C)CCN(CC1)CCC1(O)C1=CC=C(Cl)C=C1 RDOIQAHITMMDAJ-UHFFFAOYSA-N 0.000 description 1
- PGYPOBZJRVSMDS-UHFFFAOYSA-N loperamide hydrochloride Chemical compound Cl.C=1C=CC=CC=1C(C=1C=CC=CC=1)(C(=O)N(C)C)CCN(CC1)CCC1(O)C1=CC=C(Cl)C=C1 PGYPOBZJRVSMDS-UHFFFAOYSA-N 0.000 description 1
- 229960002983 loperamide hydrochloride Drugs 0.000 description 1
- 229960001977 loracarbef Drugs 0.000 description 1
- JAPHQRWPEGVNBT-UTUOFQBUSA-N loracarbef Chemical compound C1([C@H](C(=O)N[C@@H]2C(N3C(=C(Cl)CC[C@@H]32)C([O-])=O)=O)[NH3+])=CC=CC=C1 JAPHQRWPEGVNBT-UTUOFQBUSA-N 0.000 description 1
- PCZOHLXUXFIOCF-BXMDZJJMSA-N lovastatin Chemical compound C([C@H]1[C@@H](C)C=CC2=C[C@H](C)C[C@@H]([C@H]12)OC(=O)[C@@H](C)CC)C[C@@H]1C[C@@H](O)CC(=O)O1 PCZOHLXUXFIOCF-BXMDZJJMSA-N 0.000 description 1
- 229960004844 lovastatin Drugs 0.000 description 1
- QLJODMDSTUBWDW-UHFFFAOYSA-N lovastatin hydroxy acid Natural products C1=CC(C)C(CCC(O)CC(O)CC(O)=O)C2C(OC(=O)C(C)CC)CC(C)C=C21 QLJODMDSTUBWDW-UHFFFAOYSA-N 0.000 description 1
- 229960000423 loxapine Drugs 0.000 description 1
- 229960003646 lysine Drugs 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- 239000001755 magnesium gluconate Substances 0.000 description 1
- 235000015778 magnesium gluconate Nutrition 0.000 description 1
- 229960003035 magnesium gluconate Drugs 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 159000000003 magnesium salts Chemical class 0.000 description 1
- IAKLPCRFBAZVRW-XRDLMGPZSA-L magnesium;(2r,3s,4r,5r)-2,3,4,5,6-pentahydroxyhexanoate;hydrate Chemical compound O.[Mg+2].OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O.OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O IAKLPCRFBAZVRW-XRDLMGPZSA-L 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 150000002696 manganese Chemical class 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 229960004090 maprotiline Drugs 0.000 description 1
- QSLMDECMDJKHMQ-GSXCWMCISA-N maprotiline Chemical compound C12=CC=CC=C2[C@@]2(CCCNC)C3=CC=CC=C3[C@@H]1CC2 QSLMDECMDJKHMQ-GSXCWMCISA-N 0.000 description 1
- 229960004992 maprotiline hydrochloride Drugs 0.000 description 1
- 229960000299 mazindol Drugs 0.000 description 1
- 229960003439 mebendazole Drugs 0.000 description 1
- BAXLBXFAUKGCDY-UHFFFAOYSA-N mebendazole Chemical compound [CH]1C2=NC(NC(=O)OC)=NC2=CC=C1C(=O)C1=CC=CC=C1 BAXLBXFAUKGCDY-UHFFFAOYSA-N 0.000 description 1
- 229960003577 mebeverine Drugs 0.000 description 1
- MHPZZZZLAQGTHT-UHFFFAOYSA-N mebrofenin Chemical compound CC1=CC(C)=C(NC(=O)CN(CC(O)=O)CC(O)=O)C(C)=C1Br MHPZZZZLAQGTHT-UHFFFAOYSA-N 0.000 description 1
- 229960001263 mecamylamine hydrochloride Drugs 0.000 description 1
- 229940018415 meclizine hydrochloride Drugs 0.000 description 1
- 229960002225 medazepam Drugs 0.000 description 1
- 229940057917 medium chain triglycerides Drugs 0.000 description 1
- 229960004616 medroxyprogesterone Drugs 0.000 description 1
- 229960002985 medroxyprogesterone acetate Drugs 0.000 description 1
- 229960001962 mefloquine Drugs 0.000 description 1
- 229960004678 mefruside Drugs 0.000 description 1
- 229960004296 megestrol acetate Drugs 0.000 description 1
- RQZAXGRLVPAYTJ-GQFGMJRRSA-N megestrol acetate Chemical compound C1=C(C)C2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@@](C(C)=O)(OC(=O)C)[C@@]1(C)CC2 RQZAXGRLVPAYTJ-GQFGMJRRSA-N 0.000 description 1
- 229960003194 meglumine Drugs 0.000 description 1
- 229960001861 melperone Drugs 0.000 description 1
- 229960001924 melphalan Drugs 0.000 description 1
- SGDBTWWWUNNDEQ-LBPRGKRZSA-N melphalan Chemical compound OC(=O)[C@@H](N)CC1=CC=C(N(CCCl)CCCl)C=C1 SGDBTWWWUNNDEQ-LBPRGKRZSA-N 0.000 description 1
- 229950000960 menadiol sodium diphosphate Drugs 0.000 description 1
- GMHKMTDVRCWUDX-UHFFFAOYSA-N mephenytoin Chemical compound C=1C=CC=CC=1C1(CC)NC(=O)N(C)C1=O GMHKMTDVRCWUDX-UHFFFAOYSA-N 0.000 description 1
- 229960000906 mephenytoin Drugs 0.000 description 1
- ALARQZQTBTVLJV-UHFFFAOYSA-N mephobarbital Chemical compound C=1C=CC=CC=1C1(CC)C(=O)NC(=O)N(C)C1=O ALARQZQTBTVLJV-UHFFFAOYSA-N 0.000 description 1
- 229960001810 meprednisone Drugs 0.000 description 1
- PIDANAQULIKBQS-RNUIGHNZSA-N meprednisone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@@H]2[C@@H]1[C@@H]1C[C@H](C)[C@@](C(=O)CO)(O)[C@@]1(C)CC2=O PIDANAQULIKBQS-RNUIGHNZSA-N 0.000 description 1
- 229960004815 meprobamate Drugs 0.000 description 1
- GLVAUDGFNGKCSF-UHFFFAOYSA-N mercaptopurine Chemical compound S=C1NC=NC2=C1NC=N2 GLVAUDGFNGKCSF-UHFFFAOYSA-N 0.000 description 1
- 229960001428 mercaptopurine Drugs 0.000 description 1
- KBOPZPXVLCULAV-UHFFFAOYSA-N mesalamine Chemical compound NC1=CC=C(O)C(C(O)=O)=C1 KBOPZPXVLCULAV-UHFFFAOYSA-N 0.000 description 1
- 229960004963 mesalazine Drugs 0.000 description 1
- CRJHBCPQHRVYBS-UHFFFAOYSA-N mesoridazine besylate Chemical compound OS(=O)(=O)C1=CC=CC=C1.CN1CCCCC1CCN1C2=CC(S(C)=O)=CC=C2SC2=CC=CC=C21 CRJHBCPQHRVYBS-UHFFFAOYSA-N 0.000 description 1
- 229960003664 mesoridazine besylate Drugs 0.000 description 1
- IMSSROKUHAOUJS-MJCUULBUSA-N mestranol Chemical compound C1C[C@]2(C)[C@@](C#C)(O)CC[C@H]2[C@@H]2CCC3=CC(OC)=CC=C3[C@H]21 IMSSROKUHAOUJS-MJCUULBUSA-N 0.000 description 1
- 229960001390 mestranol Drugs 0.000 description 1
- LVWZTYCIRDMTEY-UHFFFAOYSA-N metamizole Chemical compound O=C1C(N(CS(O)(=O)=O)C)=C(C)N(C)N1C1=CC=CC=C1 LVWZTYCIRDMTEY-UHFFFAOYSA-N 0.000 description 1
- 229960003377 metandienone Drugs 0.000 description 1
- 229940042006 metaproterenol sulfate Drugs 0.000 description 1
- VENXSELNXQXCNT-IJYXXVHRSA-N metaraminol bitartrate Chemical compound [H+].[H+].[O-]C(=O)[C@H](O)[C@@H](O)C([O-])=O.C[C@H](N)[C@H](O)C1=CC=CC(O)=C1 VENXSELNXQXCNT-IJYXXVHRSA-N 0.000 description 1
- 229960002984 metaraminol bitartrate Drugs 0.000 description 1
- FJQXCDYVZAHXNS-UHFFFAOYSA-N methadone hydrochloride Chemical compound Cl.C=1C=CC=CC=1C(CC(C)N(C)C)(C(=O)CC)C1=CC=CC=C1 FJQXCDYVZAHXNS-UHFFFAOYSA-N 0.000 description 1
- 229960005189 methadone hydrochloride Drugs 0.000 description 1
- TWXDDNPPQUTEOV-FVGYRXGTSA-N methamphetamine hydrochloride Chemical compound Cl.CN[C@@H](C)CC1=CC=CC=C1 TWXDDNPPQUTEOV-FVGYRXGTSA-N 0.000 description 1
- 229960002532 methamphetamine hydrochloride Drugs 0.000 description 1
- FLOSMHQXBMRNHR-DAXSKMNVSA-N methazolamide Chemical compound CC(=O)\N=C1/SC(S(N)(=O)=O)=NN1C FLOSMHQXBMRNHR-DAXSKMNVSA-N 0.000 description 1
- 229960004083 methazolamide Drugs 0.000 description 1
- HTMIBDQKFHUPSX-UHFFFAOYSA-N methdilazine Chemical compound C1N(C)CCC1CN1C2=CC=CC=C2SC2=CC=CC=C21 HTMIBDQKFHUPSX-UHFFFAOYSA-N 0.000 description 1
- 229960004056 methdilazine Drugs 0.000 description 1
- 229960004011 methenamine Drugs 0.000 description 1
- PMRYVIKBURPHAH-UHFFFAOYSA-N methimazole Chemical compound CN1C=CNC1=S PMRYVIKBURPHAH-UHFFFAOYSA-N 0.000 description 1
- 229930182817 methionine Natural products 0.000 description 1
- 229960004452 methionine Drugs 0.000 description 1
- 229960002330 methocarbamol Drugs 0.000 description 1
- 229960000485 methotrexate Drugs 0.000 description 1
- 229960004469 methoxsalen Drugs 0.000 description 1
- RFKMCNOHBTXSMU-UHFFFAOYSA-N methoxyflurane Chemical compound COC(F)(F)C(Cl)Cl RFKMCNOHBTXSMU-UHFFFAOYSA-N 0.000 description 1
- 229960002455 methoxyflurane Drugs 0.000 description 1
- 229960003739 methyclothiazide Drugs 0.000 description 1
- 229940045385 methylergonovine maleate Drugs 0.000 description 1
- 229960001033 methylphenidate hydrochloride Drugs 0.000 description 1
- 229960001703 methylphenobarbital Drugs 0.000 description 1
- 229960001566 methyltestosterone Drugs 0.000 description 1
- 229960004377 methysergide maleate Drugs 0.000 description 1
- 229960003085 meticillin Drugs 0.000 description 1
- IYJMSDVSVHDVGT-PEQKVOOWSA-N metildigoxin Chemical compound O1[C@H](C)[C@@H](OC)[C@@H](O)C[C@@H]1O[C@@H]1[C@@H](C)O[C@@H](O[C@@H]2[C@H](O[C@@H](O[C@@H]3C[C@@H]4[C@]([C@@H]5[C@H]([C@]6(CC[C@@H]([C@@]6(C)[C@H](O)C5)C=5COC(=O)C=5)O)CC4)(C)CC3)C[C@@H]2O)C)C[C@@H]1O IYJMSDVSVHDVGT-PEQKVOOWSA-N 0.000 description 1
- 229960003746 metildigoxin Drugs 0.000 description 1
- 229960001980 metirosine Drugs 0.000 description 1
- AQCHWTWZEMGIFD-UHFFFAOYSA-N metolazone Chemical compound CC1NC2=CC(Cl)=C(S(N)(=O)=O)C=C2C(=O)N1C1=CC=CC=C1C AQCHWTWZEMGIFD-UHFFFAOYSA-N 0.000 description 1
- 229960002817 metolazone Drugs 0.000 description 1
- 229960000282 metronidazole Drugs 0.000 description 1
- VAOCPAMSLUNLGC-UHFFFAOYSA-N metronidazole Chemical compound CC1=NC=C([N+]([O-])=O)N1CCO VAOCPAMSLUNLGC-UHFFFAOYSA-N 0.000 description 1
- 229960004465 metyrapone Drugs 0.000 description 1
- FJLBFSROUSIWMA-UHFFFAOYSA-N metyrapone Chemical compound C=1C=CN=CC=1C(C)(C)C(=O)C1=CC=CN=C1 FJLBFSROUSIWMA-UHFFFAOYSA-N 0.000 description 1
- 229960003404 mexiletine Drugs 0.000 description 1
- VLPIATFUUWWMKC-UHFFFAOYSA-N mexiletine Chemical compound CC(N)COC1=C(C)C=CC=C1C VLPIATFUUWWMKC-UHFFFAOYSA-N 0.000 description 1
- 229960001070 mexiletine hydrochloride Drugs 0.000 description 1
- 229960003955 mianserin Drugs 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 229960002421 minocycline hydrochloride Drugs 0.000 description 1
- 229960003632 minoxidil Drugs 0.000 description 1
- CFCUWKMKBJTWLW-BKHRDMLASA-N mithramycin Chemical compound O([C@@H]1C[C@@H](O[C@H](C)[C@H]1O)OC=1C=C2C=C3C[C@H]([C@@H](C(=O)C3=C(O)C2=C(O)C=1C)O[C@@H]1O[C@H](C)[C@@H](O)[C@H](O[C@@H]2O[C@H](C)[C@H](O)[C@H](O[C@@H]3O[C@H](C)[C@@H](O)[C@@](C)(O)C3)C2)C1)[C@H](OC)C(=O)[C@@H](O)[C@@H](C)O)[C@H]1C[C@@H](O)[C@H](O)[C@@H](C)O1 CFCUWKMKBJTWLW-BKHRDMLASA-N 0.000 description 1
- 229960004857 mitomycin Drugs 0.000 description 1
- 229960000350 mitotane Drugs 0.000 description 1
- 229960004684 molindone hydrochloride Drugs 0.000 description 1
- 229960000990 monobenzone Drugs 0.000 description 1
- VYQNWZOUAUKGHI-UHFFFAOYSA-N monobenzone Chemical compound C1=CC(O)=CC=C1OCC1=CC=CC=C1 VYQNWZOUAUKGHI-UHFFFAOYSA-N 0.000 description 1
- 125000001483 monosaccharide substituent group Chemical group 0.000 description 1
- MBHXKZDTQCSVPM-BDAFLREQSA-N monoxerutin Chemical compound O[C@@H]1[C@H](O)[C@@H](O)[C@H](C)O[C@H]1OC[C@@H]1[C@@H](O)[C@H](O)[C@@H](O)[C@H](OC=2C(C3=C(O)C=C(OCCO)C=C3OC=2C=2C=C(O)C(O)=CC=2)=O)O1 MBHXKZDTQCSVPM-BDAFLREQSA-N 0.000 description 1
- 229960004715 morphine sulfate Drugs 0.000 description 1
- GRVOTVYEFDAHCL-RTSZDRIGSA-N morphine sulfate pentahydrate Chemical compound O.O.O.O.O.OS(O)(=O)=O.O([C@H]1[C@H](C=C[C@H]23)O)C4=C5[C@@]12CCN(C)[C@@H]3CC5=CC=C4O.O([C@H]1[C@H](C=C[C@H]23)O)C4=C5[C@@]12CCN(C)[C@@H]3CC5=CC=C4O GRVOTVYEFDAHCL-RTSZDRIGSA-N 0.000 description 1
- 229940038727 mucopolysaccharide polysulfate Drugs 0.000 description 1
- WIIZEEPFHXAUND-UHFFFAOYSA-N n-[[4-[2-(dimethylamino)ethoxy]phenyl]methyl]-3,4,5-trimethoxybenzamide;hydron;chloride Chemical compound Cl.COC1=C(OC)C(OC)=CC(C(=O)NCC=2C=CC(OCCN(C)C)=CC=2)=C1 WIIZEEPFHXAUND-UHFFFAOYSA-N 0.000 description 1
- YDFWSFYDIGFUFN-UHFFFAOYSA-N n-iodopropanamide Chemical compound CCC(=O)NI YDFWSFYDIGFUFN-UHFFFAOYSA-N 0.000 description 1
- 229960000515 nafcillin Drugs 0.000 description 1
- GPXLMGHLHQJAGZ-JTDSTZFVSA-N nafcillin Chemical compound C1=CC=CC2=C(C(=O)N[C@@H]3C(N4[C@H](C(C)(C)S[C@@H]43)C(O)=O)=O)C(OCC)=CC=C21 GPXLMGHLHQJAGZ-JTDSTZFVSA-N 0.000 description 1
- 229960001775 nafcillin sodium Drugs 0.000 description 1
- OCXSDHJRMYFTMA-KMFBOIRUSA-M nafcillin sodium monohydrate Chemical compound O.[Na+].C1=CC=CC2=C(C(=O)N[C@@H]3C(N4[C@H](C(C)(C)S[C@@H]43)C([O-])=O)=O)C(OCC)=CC=C21 OCXSDHJRMYFTMA-KMFBOIRUSA-M 0.000 description 1
- 229960001132 naftidrofuryl Drugs 0.000 description 1
- 229960000210 nalidixic acid Drugs 0.000 description 1
- MHWLWQUZZRMNGJ-UHFFFAOYSA-N nalidixic acid Chemical compound C1=C(C)N=C2N(CC)C=C(C(O)=O)C(=O)C2=C1 MHWLWQUZZRMNGJ-UHFFFAOYSA-N 0.000 description 1
- 229960000938 nalorphine Drugs 0.000 description 1
- 229960004127 naloxone Drugs 0.000 description 1
- UZHSEJADLWPNLE-GRGSLBFTSA-N naloxone Chemical compound O=C([C@@H]1O2)CC[C@@]3(O)[C@H]4CC5=CC=C(O)C2=C5[C@@]13CCN4CC=C UZHSEJADLWPNLE-GRGSLBFTSA-N 0.000 description 1
- 229960001935 nandrolone decanoate Drugs 0.000 description 1
- 229960001133 nandrolone phenpropionate Drugs 0.000 description 1
- UBWXUGDQUBIEIZ-QNTYDACNSA-N nandrolone phenpropionate Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@H]4CCC(=O)C=C4CC3)CC[C@@]21C)C(=O)CCC1=CC=CC=C1 UBWXUGDQUBIEIZ-QNTYDACNSA-N 0.000 description 1
- PLPRGLOFPNJOTN-UHFFFAOYSA-N narcotine Natural products COc1ccc2C(OC(=O)c2c1OC)C3Cc4c(CN3C)cc5OCOc5c4OC PLPRGLOFPNJOTN-UHFFFAOYSA-N 0.000 description 1
- 229960003255 natamycin Drugs 0.000 description 1
- 235000010298 natamycin Nutrition 0.000 description 1
- 239000004311 natamycin Substances 0.000 description 1
- NCXMLFZGDNKEPB-FFPOYIOWSA-N natamycin Chemical compound O[C@H]1[C@@H](N)[C@H](O)[C@@H](C)O[C@H]1O[C@H]1/C=C/C=C/C=C/C=C/C[C@@H](C)OC(=O)/C=C/[C@H]2O[C@@H]2C[C@H](O)C[C@](O)(C[C@H](O)[C@H]2C(O)=O)O[C@H]2C1 NCXMLFZGDNKEPB-FFPOYIOWSA-N 0.000 description 1
- 229960004927 neomycin Drugs 0.000 description 1
- 229940053050 neomycin sulfate Drugs 0.000 description 1
- 235000001968 nicotinic acid Nutrition 0.000 description 1
- 229960003512 nicotinic acid Drugs 0.000 description 1
- 239000011664 nicotinic acid Substances 0.000 description 1
- KJONHKAYOJNZEC-UHFFFAOYSA-N nitrazepam Chemical compound C12=CC([N+](=O)[O-])=CC=C2NC(=O)CN=C1C1=CC=CC=C1 KJONHKAYOJNZEC-UHFFFAOYSA-N 0.000 description 1
- 229960001454 nitrazepam Drugs 0.000 description 1
- 229960005425 nitrendipine Drugs 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229960000564 nitrofurantoin Drugs 0.000 description 1
- NXFQHRVNIOXGAQ-YCRREMRBSA-N nitrofurantoin Chemical compound O1C([N+](=O)[O-])=CC=C1\C=N\N1C(=O)NC(=O)C1 NXFQHRVNIOXGAQ-YCRREMRBSA-N 0.000 description 1
- 229960004872 nizatidine Drugs 0.000 description 1
- SGXXNSQHWDMGGP-IZZDOVSWSA-N nizatidine Chemical compound [O-][N+](=O)\C=C(/NC)NCCSCC1=CSC(CN(C)C)=N1 SGXXNSQHWDMGGP-IZZDOVSWSA-N 0.000 description 1
- 229940087419 nonoxynol-9 Drugs 0.000 description 1
- 229920004918 nonoxynol-9 Polymers 0.000 description 1
- 235000012149 noodles Nutrition 0.000 description 1
- 229940053934 norethindrone Drugs 0.000 description 1
- 229960001652 norethindrone acetate Drugs 0.000 description 1
- VIKNJXKGJWUCNN-XGXHKTLJSA-N norethisterone Chemical compound O=C1CC[C@@H]2[C@H]3CC[C@](C)([C@](CC4)(O)C#C)[C@@H]4[C@@H]3CCC2=C1 VIKNJXKGJWUCNN-XGXHKTLJSA-N 0.000 description 1
- 229960001856 norfenefrine Drugs 0.000 description 1
- LRCXRAABFLIVAI-UHFFFAOYSA-N norfenefrine Chemical compound NCC(O)C1=CC=CC(O)=C1 LRCXRAABFLIVAI-UHFFFAOYSA-N 0.000 description 1
- 229960003039 nortriptyline hydrochloride Drugs 0.000 description 1
- 229960004708 noscapine Drugs 0.000 description 1
- 229960004781 novobiocin sodium Drugs 0.000 description 1
- YJQPYGGHQPGBLI-KGSXXDOSSA-M novobiocin(1-) Chemical compound O1C(C)(C)[C@H](OC)[C@@H](OC(N)=O)[C@@H](O)[C@@H]1OC1=CC=C(C([O-])=C(NC(=O)C=2C=C(CC=C(C)C)C(O)=CC=2)C(=O)O2)C2=C1C YJQPYGGHQPGBLI-KGSXXDOSSA-M 0.000 description 1
- 239000011824 nuclear material Substances 0.000 description 1
- 230000035764 nutrition Effects 0.000 description 1
- 235000020660 omega-3 fatty acid Nutrition 0.000 description 1
- 229940012843 omega-3 fatty acid Drugs 0.000 description 1
- 239000006014 omega-3 oil Substances 0.000 description 1
- 229960001027 opium Drugs 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 229960005113 oxaceprol Drugs 0.000 description 1
- 229960003994 oxacillin sodium Drugs 0.000 description 1
- 229960004535 oxazepam Drugs 0.000 description 1
- ADIMAYPTOBDMTL-UHFFFAOYSA-N oxazepam Chemical compound C12=CC(Cl)=CC=C2NC(=O)C(O)N=C1C1=CC=CC=C1 ADIMAYPTOBDMTL-UHFFFAOYSA-N 0.000 description 1
- 229960001834 oxprenolol hydrochloride Drugs 0.000 description 1
- 229940100256 oxtriphylline Drugs 0.000 description 1
- RLANKEDHRWMNRO-UHFFFAOYSA-M oxtriphylline Chemical compound C[N+](C)(C)CCO.O=C1N(C)C(=O)N(C)C2=C1[N-]C=N2 RLANKEDHRWMNRO-UHFFFAOYSA-M 0.000 description 1
- DXGLGDHPHMLXJC-UHFFFAOYSA-N oxybenzone Chemical compound OC1=CC(OC)=CC=C1C(=O)C1=CC=CC=C1 DXGLGDHPHMLXJC-UHFFFAOYSA-N 0.000 description 1
- 229960001173 oxybenzone Drugs 0.000 description 1
- 229960002016 oxybutynin chloride Drugs 0.000 description 1
- 229960002085 oxycodone Drugs 0.000 description 1
- 229960003617 oxycodone hydrochloride Drugs 0.000 description 1
- 229960001818 oxyfedrine Drugs 0.000 description 1
- GDYUVHBMFVMBAF-LIRRHRJNSA-N oxyfedrine Chemical compound COC1=CC=CC(C(=O)CCN[C@@H](C)[C@H](O)C=2C=CC=CC=2)=C1 GDYUVHBMFVMBAF-LIRRHRJNSA-N 0.000 description 1
- 229960005162 oxymetazoline hydrochloride Drugs 0.000 description 1
- BEEDODBODQVSIM-UHFFFAOYSA-N oxymetazoline hydrochloride Chemical compound Cl.CC1=CC(C(C)(C)C)=C(O)C(C)=C1CC1=NCCN1 BEEDODBODQVSIM-UHFFFAOYSA-N 0.000 description 1
- 229960005244 oxymetholone Drugs 0.000 description 1
- ICMWWNHDUZJFDW-DHODBPELSA-N oxymetholone Chemical compound C([C@@H]1CC2)C(=O)\C(=C/O)C[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@](C)(O)[C@@]2(C)CC1 ICMWWNHDUZJFDW-DHODBPELSA-N 0.000 description 1
- ICMWWNHDUZJFDW-UHFFFAOYSA-N oxymetholone Natural products C1CC2CC(=O)C(=CO)CC2(C)C2C1C1CCC(C)(O)C1(C)CC2 ICMWWNHDUZJFDW-UHFFFAOYSA-N 0.000 description 1
- 229960005374 oxymorphone hydrochloride Drugs 0.000 description 1
- 229960000649 oxyphenbutazone Drugs 0.000 description 1
- HFHZKZSRXITVMK-UHFFFAOYSA-N oxyphenbutazone Chemical compound O=C1C(CCCC)C(=O)N(C=2C=CC=CC=2)N1C1=CC=C(O)C=C1 HFHZKZSRXITVMK-UHFFFAOYSA-N 0.000 description 1
- 229960000625 oxytetracycline Drugs 0.000 description 1
- IWVCMVBTMGNXQD-PXOLEDIWSA-N oxytetracycline Chemical compound C1=CC=C2[C@](O)(C)[C@H]3[C@H](O)[C@H]4[C@H](N(C)C)C(O)=C(C(N)=O)C(=O)[C@@]4(O)C(O)=C3C(=O)C2=C1O IWVCMVBTMGNXQD-PXOLEDIWSA-N 0.000 description 1
- 235000019366 oxytetracycline Nutrition 0.000 description 1
- 229930006948 p-menthane-3,8-diol Natural products 0.000 description 1
- 229940055695 pancreatin Drugs 0.000 description 1
- 229940045258 pancrelipase Drugs 0.000 description 1
- 229940101267 panthenol Drugs 0.000 description 1
- 239000011619 pantothenol Substances 0.000 description 1
- 235000020957 pantothenol Nutrition 0.000 description 1
- 229940055729 papain Drugs 0.000 description 1
- 235000019834 papain Nutrition 0.000 description 1
- 229960003207 papaverine hydrochloride Drugs 0.000 description 1
- 229940090668 parachlorophenol Drugs 0.000 description 1
- 229960000865 paramethasone acetate Drugs 0.000 description 1
- 229940069533 paregoric Drugs 0.000 description 1
- 239000008414 paregoric Substances 0.000 description 1
- 235000015927 pasta Nutrition 0.000 description 1
- 229960000292 pectin Drugs 0.000 description 1
- KQXKVJAGOJTNJS-HNNXBMFYSA-N penbutolol Chemical compound CC(C)(C)NC[C@H](O)COC1=CC=CC=C1C1CCCC1 KQXKVJAGOJTNJS-HNNXBMFYSA-N 0.000 description 1
- 229960002035 penbutolol Drugs 0.000 description 1
- 229960001639 penicillamine Drugs 0.000 description 1
- 229940049954 penicillin Drugs 0.000 description 1
- 229940056367 penicillin v Drugs 0.000 description 1
- 229960004321 pentaerithrityl tetranitrate Drugs 0.000 description 1
- VOKSWYLNZZRQPF-GDIGMMSISA-N pentazocine Chemical compound C1C2=CC=C(O)C=C2[C@@]2(C)[C@@H](C)[C@@H]1N(CC=C(C)C)CC2 VOKSWYLNZZRQPF-GDIGMMSISA-N 0.000 description 1
- 229960005301 pentazocine Drugs 0.000 description 1
- OQGYMIIFOSJQSF-DTOXXUQYSA-N pentazocine hcl Chemical compound Cl.C1C2=CC=C(O)C=C2[C@@]2(C)[C@@H](C)[C@@H]1N(CC=C(C)C)CC2 OQGYMIIFOSJQSF-DTOXXUQYSA-N 0.000 description 1
- 229960003809 pentazocine hydrochloride Drugs 0.000 description 1
- 229960002275 pentobarbital sodium Drugs 0.000 description 1
- 229960001476 pentoxifylline Drugs 0.000 description 1
- 229960000762 perphenazine Drugs 0.000 description 1
- 229960000482 pethidine Drugs 0.000 description 1
- 239000008194 pharmaceutical composition Substances 0.000 description 1
- 229960003396 phenacemide Drugs 0.000 description 1
- 229960005222 phenazone Drugs 0.000 description 1
- 229960004790 phenelzine sulfate Drugs 0.000 description 1
- 229960002695 phenobarbital Drugs 0.000 description 1
- DDBREPKUVSBGFI-UHFFFAOYSA-N phenobarbital Chemical compound C=1C=CC=CC=1C1(CC)C(=O)NC(=O)NC1=O DDBREPKUVSBGFI-UHFFFAOYSA-N 0.000 description 1
- 229960003006 phenoxybenzamine hydrochloride Drugs 0.000 description 1
- BPLBGHOLXOTWMN-MBNYWOFBSA-N phenoxymethylpenicillin Chemical compound N([C@H]1[C@H]2SC([C@@H](N2C1=O)C(O)=O)(C)C)C(=O)COC1=CC=CC=C1 BPLBGHOLXOTWMN-MBNYWOFBSA-N 0.000 description 1
- COLNVLDHVKWLRT-UHFFFAOYSA-N phenylalanine Natural products OC(=O)C(N)CC1=CC=CC=C1 COLNVLDHVKWLRT-UHFFFAOYSA-N 0.000 description 1
- 229960005190 phenylalanine Drugs 0.000 description 1
- 229960002895 phenylbutazone Drugs 0.000 description 1
- VYMDGNCVAMGZFE-UHFFFAOYSA-N phenylbutazonum Chemical compound O=C1C(CCCC)C(=O)N(C=2C=CC=CC=2)N1C1=CC=CC=C1 VYMDGNCVAMGZFE-UHFFFAOYSA-N 0.000 description 1
- 229960003733 phenylephrine hydrochloride Drugs 0.000 description 1
- OCYSGIYOVXAGKQ-FVGYRXGTSA-N phenylephrine hydrochloride Chemical compound [H+].[Cl-].CNC[C@H](O)C1=CC=CC(O)=C1 OCYSGIYOVXAGKQ-FVGYRXGTSA-N 0.000 description 1
- 229960002305 phenylpropanolamine hydrochloride Drugs 0.000 description 1
- 229960002036 phenytoin Drugs 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 235000019175 phylloquinone Nutrition 0.000 description 1
- 239000011772 phylloquinone Substances 0.000 description 1
- MBWXNTAXLNYFJB-NKFFZRIASA-N phylloquinone Chemical compound C1=CC=C2C(=O)C(C/C=C(C)/CCC[C@H](C)CCC[C@H](C)CCCC(C)C)=C(C)C(=O)C2=C1 MBWXNTAXLNYFJB-NKFFZRIASA-N 0.000 description 1
- 229960001697 physostigmine Drugs 0.000 description 1
- PIJVFDBKTWXHHD-HIFRSBDPSA-N physostigmine Chemical compound C12=CC(OC(=O)NC)=CC=C2N(C)[C@@H]2[C@@]1(C)CCN2C PIJVFDBKTWXHHD-HIFRSBDPSA-N 0.000 description 1
- 229960001898 phytomenadione Drugs 0.000 description 1
- 229960001416 pilocarpine Drugs 0.000 description 1
- YVUQSNJEYSNKRX-UHFFFAOYSA-N pimozide Chemical compound C1=CC(F)=CC=C1C(C=1C=CC(F)=CC=1)CCCN1CCC(N2C(NC3=CC=CC=C32)=O)CC1 YVUQSNJEYSNKRX-UHFFFAOYSA-N 0.000 description 1
- 229960003634 pimozide Drugs 0.000 description 1
- 229960005141 piperazine Drugs 0.000 description 1
- 229960004526 piracetam Drugs 0.000 description 1
- 229960001085 piretanide Drugs 0.000 description 1
- 235000013550 pizza Nutrition 0.000 description 1
- 229960003171 plicamycin Drugs 0.000 description 1
- 229950005134 polycarbophil Drugs 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229960005483 polythiazide Drugs 0.000 description 1
- 229920000046 polythiazide Polymers 0.000 description 1
- 235000020777 polyunsaturated fatty acids Nutrition 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 229960003975 potassium Drugs 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- 229960002816 potassium chloride Drugs 0.000 description 1
- ABVRVIZBZKUTMK-JSYANWSFSA-M potassium clavulanate Chemical compound [K+].[O-]C(=O)[C@H]1C(=C/CO)/O[C@@H]2CC(=O)N21 ABVRVIZBZKUTMK-JSYANWSFSA-M 0.000 description 1
- 235000013926 potassium gluconate Nutrition 0.000 description 1
- 239000004224 potassium gluconate Substances 0.000 description 1
- 229960003189 potassium gluconate Drugs 0.000 description 1
- 229960004839 potassium iodide Drugs 0.000 description 1
- 235000007715 potassium iodide Nutrition 0.000 description 1
- LJCNRYVRMXRIQR-OLXYHTOASA-L potassium sodium L-tartrate Chemical compound [Na+].[K+].[O-]C(=O)[C@H](O)[C@@H](O)C([O-])=O LJCNRYVRMXRIQR-OLXYHTOASA-L 0.000 description 1
- 229940074439 potassium sodium tartrate Drugs 0.000 description 1
- 235000012015 potatoes Nutrition 0.000 description 1
- 229940069328 povidone Drugs 0.000 description 1
- 229960002334 prajmalium bitartrate Drugs 0.000 description 1
- 229960003456 pralidoxime chloride Drugs 0.000 description 1
- HIGSLXSBYYMVKI-UHFFFAOYSA-N pralidoxime chloride Chemical compound [Cl-].C[N+]1=CC=CC=C1\C=N\O HIGSLXSBYYMVKI-UHFFFAOYSA-N 0.000 description 1
- 229940019974 pramoxine hydrochloride Drugs 0.000 description 1
- 229960002957 praziquantel Drugs 0.000 description 1
- IENZQIKPVFGBNW-UHFFFAOYSA-N prazosin Chemical compound N=1C(N)=C2C=C(OC)C(OC)=CC2=NC=1N(CC1)CCN1C(=O)C1=CC=CO1 IENZQIKPVFGBNW-UHFFFAOYSA-N 0.000 description 1
- 229960001289 prazosin Drugs 0.000 description 1
- 229960002386 prazosin hydrochloride Drugs 0.000 description 1
- WFXFYZULCQKPIP-UHFFFAOYSA-N prazosin hydrochloride Chemical compound [H+].[Cl-].N=1C(N)=C2C=C(OC)C(OC)=CC2=NC=1N(CC1)CCN1C(=O)C1=CC=CO1 WFXFYZULCQKPIP-UHFFFAOYSA-N 0.000 description 1
- 238000010944 pre-mature reactiony Methods 0.000 description 1
- 235000013406 prebiotics Nutrition 0.000 description 1
- 229960005205 prednisolone Drugs 0.000 description 1
- OIGNJSKKLXVSLS-VWUMJDOOSA-N prednisolone Chemical compound O=C1C=C[C@]2(C)[C@H]3[C@@H](O)C[C@](C)([C@@](CC4)(O)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 OIGNJSKKLXVSLS-VWUMJDOOSA-N 0.000 description 1
- 229960004618 prednisone Drugs 0.000 description 1
- XOFYZVNMUHMLCC-ZPOLXVRWSA-N prednisone Chemical compound O=C1C=C[C@]2(C)[C@H]3C(=O)C[C@](C)([C@@](CC4)(O)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 XOFYZVNMUHMLCC-ZPOLXVRWSA-N 0.000 description 1
- 229960001989 prenylamine Drugs 0.000 description 1
- 235000012434 pretzels Nutrition 0.000 description 1
- 229960001807 prilocaine Drugs 0.000 description 1
- MVFGUOIZUNYYSO-UHFFFAOYSA-N prilocaine Chemical compound CCCNC(C)C(=O)NC1=CC=CC=C1C MVFGUOIZUNYYSO-UHFFFAOYSA-N 0.000 description 1
- 229960005179 primaquine Drugs 0.000 description 1
- 229960003081 probenecid Drugs 0.000 description 1
- DBABZHXKTCFAPX-UHFFFAOYSA-N probenecid Chemical compound CCCN(CCC)S(=O)(=O)C1=CC=C(C(O)=O)C=C1 DBABZHXKTCFAPX-UHFFFAOYSA-N 0.000 description 1
- 239000006041 probiotic Substances 0.000 description 1
- 235000018291 probiotics Nutrition 0.000 description 1
- 229960003253 procainamide hydrochloride Drugs 0.000 description 1
- ABTXGJFUQRCPNH-UHFFFAOYSA-N procainamide hydrochloride Chemical compound [H+].[Cl-].CCN(CC)CCNC(=O)C1=CC=C(N)C=C1 ABTXGJFUQRCPNH-UHFFFAOYSA-N 0.000 description 1
- 229960001309 procaine hydrochloride Drugs 0.000 description 1
- 229960001586 procarbazine hydrochloride Drugs 0.000 description 1
- WIKYUJGCLQQFNW-UHFFFAOYSA-N prochlorperazine Chemical compound C1CN(C)CCN1CCCN1C2=CC(Cl)=CC=C2SC2=CC=CC=C21 WIKYUJGCLQQFNW-UHFFFAOYSA-N 0.000 description 1
- 229960003111 prochlorperazine Drugs 0.000 description 1
- 229960002153 prochlorperazine maleate Drugs 0.000 description 1
- DSKIOWHQLUWFLG-SPIKMXEPSA-N prochlorperazine maleate Chemical compound [H+].[H+].[H+].[H+].[O-]C(=O)\C=C/C([O-])=O.[O-]C(=O)\C=C/C([O-])=O.C1CN(C)CCN1CCCN1C2=CC(Cl)=CC=C2SC2=CC=CC=C21 DSKIOWHQLUWFLG-SPIKMXEPSA-N 0.000 description 1
- 229960005360 procyclidine hydrochloride Drugs 0.000 description 1
- VXPCQISYVPFYRK-UHFFFAOYSA-N profenamine hydrochloride Chemical compound Cl.C1=CC=C2N(CC(C)N(CC)CC)C3=CC=CC=C3SC2=C1 VXPCQISYVPFYRK-UHFFFAOYSA-N 0.000 description 1
- 229960003387 progesterone Drugs 0.000 description 1
- 239000000186 progesterone Substances 0.000 description 1
- 229960002429 proline Drugs 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 229960003598 promazine Drugs 0.000 description 1
- 229960001836 promazine hydrochloride Drugs 0.000 description 1
- JIVSXRLRGOICGA-UHFFFAOYSA-N promazine hydrochloride Chemical compound [H+].[Cl-].C1=CC=C2N(CCCN(C)C)C3=CC=CC=C3SC2=C1 JIVSXRLRGOICGA-UHFFFAOYSA-N 0.000 description 1
- 229960003910 promethazine Drugs 0.000 description 1
- 229960002244 promethazine hydrochloride Drugs 0.000 description 1
- XXPDBLUZJRXNNZ-UHFFFAOYSA-N promethazine hydrochloride Chemical compound Cl.C1=CC=C2N(CC(C)N(C)C)C3=CC=CC=C3SC2=C1 XXPDBLUZJRXNNZ-UHFFFAOYSA-N 0.000 description 1
- JWHAUXFOSRPERK-UHFFFAOYSA-N propafenone Chemical compound CCCNCC(O)COC1=CC=CC=C1C(=O)CCC1=CC=CC=C1 JWHAUXFOSRPERK-UHFFFAOYSA-N 0.000 description 1
- 229960000203 propafenone Drugs 0.000 description 1
- XWIHRGFIPXWGEF-UHFFFAOYSA-N propafenone hydrochloride Chemical compound Cl.CCCNCC(O)COC1=CC=CC=C1C(=O)CCC1=CC=CC=C1 XWIHRGFIPXWGEF-UHFFFAOYSA-N 0.000 description 1
- 229960002443 propafenone hydrochloride Drugs 0.000 description 1
- 229960000697 propantheline Drugs 0.000 description 1
- 229960001371 proparacaine hydrochloride Drugs 0.000 description 1
- HOCWPKXKMNXINF-XQERAMJGSA-N propicillin Chemical compound N([C@@H]1C(N2[C@H](C(C)(C)S[C@@H]21)C(O)=O)=O)C(=O)C(CC)OC1=CC=CC=C1 HOCWPKXKMNXINF-XQERAMJGSA-N 0.000 description 1
- 229960003672 propicillin Drugs 0.000 description 1
- 229950003255 propoxycaine Drugs 0.000 description 1
- 229940065347 propoxyphene hydrochloride Drugs 0.000 description 1
- 229960003712 propranolol Drugs 0.000 description 1
- 229960004604 propranolol hydrochloride Drugs 0.000 description 1
- 229960003927 propyliodone Drugs 0.000 description 1
- 229960002662 propylthiouracil Drugs 0.000 description 1
- GMVPRGQOIOIIMI-DWKJAMRDSA-N prostaglandin E1 Chemical compound CCCCC[C@H](O)\C=C\[C@H]1[C@H](O)CC(=O)[C@@H]1CCCCCCC(O)=O GMVPRGQOIOIIMI-DWKJAMRDSA-N 0.000 description 1
- 229960001509 protriptyline hydrochloride Drugs 0.000 description 1
- 229960003447 pseudoephedrine hydrochloride Drugs 0.000 description 1
- BALXUFOVQVENIU-KXNXZCPBSA-N pseudoephedrine hydrochloride Chemical compound [H+].[Cl-].CN[C@@H](C)[C@@H](O)C1=CC=CC=C1 BALXUFOVQVENIU-KXNXZCPBSA-N 0.000 description 1
- 235000011962 puddings Nutrition 0.000 description 1
- 230000001007 puffing effect Effects 0.000 description 1
- 239000008262 pumice Substances 0.000 description 1
- 229960000996 pyrantel pamoate Drugs 0.000 description 1
- 229960005206 pyrazinamide Drugs 0.000 description 1
- IPEHBUMCGVEMRF-UHFFFAOYSA-N pyrazinecarboxamide Chemical compound NC(=O)C1=CN=CC=N1 IPEHBUMCGVEMRF-UHFFFAOYSA-N 0.000 description 1
- 229940048383 pyrethrum extract Drugs 0.000 description 1
- 229960002151 pyridostigmine bromide Drugs 0.000 description 1
- NGVDGCNFYWLIFO-UHFFFAOYSA-N pyridoxal 5'-phosphate Chemical compound CC1=NC=C(COP(O)(O)=O)C(C=O)=C1O NGVDGCNFYWLIFO-UHFFFAOYSA-N 0.000 description 1
- 235000007682 pyridoxal 5'-phosphate Nutrition 0.000 description 1
- 239000011589 pyridoxal 5'-phosphate Substances 0.000 description 1
- 229960001327 pyridoxal phosphate Drugs 0.000 description 1
- ZUFQODAHGAHPFQ-UHFFFAOYSA-N pyridoxine hydrochloride Chemical compound Cl.CC1=NC=C(CO)C(CO)=C1O ZUFQODAHGAHPFQ-UHFFFAOYSA-N 0.000 description 1
- 229960004172 pyridoxine hydrochloride Drugs 0.000 description 1
- 235000019171 pyridoxine hydrochloride Nutrition 0.000 description 1
- 239000011764 pyridoxine hydrochloride Substances 0.000 description 1
- 229940018203 pyrilamine maleate Drugs 0.000 description 1
- WKSAUQYGYAYLPV-UHFFFAOYSA-N pyrimethamine Chemical compound CCC1=NC(N)=NC(N)=C1C1=CC=C(Cl)C=C1 WKSAUQYGYAYLPV-UHFFFAOYSA-N 0.000 description 1
- 229960000611 pyrimethamine Drugs 0.000 description 1
- 229960004986 pyritinol Drugs 0.000 description 1
- SIXLXDIJGIWWFU-UHFFFAOYSA-N pyritinol Chemical compound OCC1=C(O)C(C)=NC=C1CSSCC1=CN=C(C)C(O)=C1CO SIXLXDIJGIWWFU-UHFFFAOYSA-N 0.000 description 1
- 229960001077 pyrvinium pamoate Drugs 0.000 description 1
- MIXMJCQRHVAJIO-TZHJZOAOSA-N qk4dys664x Chemical compound O.C1([C@@H](F)C2)=CC(=O)C=C[C@]1(C)[C@@H]1[C@@H]2[C@@H]2C[C@H]3OC(C)(C)O[C@@]3(C(=O)CO)[C@@]2(C)C[C@@H]1O.C1([C@@H](F)C2)=CC(=O)C=C[C@]1(C)[C@@H]1[C@@H]2[C@@H]2C[C@H]3OC(C)(C)O[C@@]3(C(=O)CO)[C@@]2(C)C[C@@H]1O MIXMJCQRHVAJIO-TZHJZOAOSA-N 0.000 description 1
- 229960001404 quinidine Drugs 0.000 description 1
- XHKUDCCTVQUHJQ-LCYSNFERSA-N quinidine D-gluconate Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=O.C([C@H]([C@H](C1)C=C)C2)C[N@@]1[C@H]2[C@@H](O)C1=CC=NC2=CC=C(OC)C=C21 XHKUDCCTVQUHJQ-LCYSNFERSA-N 0.000 description 1
- 229960002454 quinidine gluconate Drugs 0.000 description 1
- 229960004482 quinidine sulfate Drugs 0.000 description 1
- 229960003127 rabies vaccine Drugs 0.000 description 1
- 229950003941 racepinefrine Drugs 0.000 description 1
- 229960003147 reserpine Drugs 0.000 description 1
- BJOIZNZVOZKDIG-MDEJGZGSSA-N reserpine Chemical compound O([C@H]1[C@@H]([C@H]([C@H]2C[C@@H]3C4=C([C]5C=CC(OC)=CC5=N4)CCN3C[C@H]2C1)C(=O)OC)OC)C(=O)C1=CC(OC)=C(OC)C(OC)=C1 BJOIZNZVOZKDIG-MDEJGZGSSA-N 0.000 description 1
- 229960001755 resorcinol Drugs 0.000 description 1
- 230000000979 retarding effect Effects 0.000 description 1
- 229960000329 ribavirin Drugs 0.000 description 1
- HZCAHMRRMINHDJ-DBRKOABJSA-N ribavirin Natural products O[C@@H]1[C@H](O)[C@@H](CO)O[C@H]1N1N=CN=C1 HZCAHMRRMINHDJ-DBRKOABJSA-N 0.000 description 1
- 235000019192 riboflavin Nutrition 0.000 description 1
- 239000002151 riboflavin Substances 0.000 description 1
- 229960002477 riboflavin Drugs 0.000 description 1
- 229960001634 ritodrine Drugs 0.000 description 1
- IOVGROKTTNBUGK-SJCJKPOMSA-N ritodrine Chemical compound N([C@@H](C)[C@H](O)C=1C=CC(O)=CC=1)CCC1=CC=C(O)C=C1 IOVGROKTTNBUGK-SJCJKPOMSA-N 0.000 description 1
- MDMGHDFNKNZPAU-UHFFFAOYSA-N roserpine Natural products C1C2CN3CCC(C4=CC=C(OC)C=C4N4)=C4C3CC2C(OC(C)=O)C(OC)C1OC(=O)C1=CC(OC)=C(OC)C(OC)=C1 MDMGHDFNKNZPAU-UHFFFAOYSA-N 0.000 description 1
- CVHZOJJKTDOEJC-UHFFFAOYSA-N saccharin Chemical compound C1=CC=C2C(=O)NS(=O)(=O)C2=C1 CVHZOJJKTDOEJC-UHFFFAOYSA-N 0.000 description 1
- 229940081974 saccharin Drugs 0.000 description 1
- 235000019204 saccharin Nutrition 0.000 description 1
- 239000000901 saccharin and its Na,K and Ca salt Substances 0.000 description 1
- 229940085605 saccharin sodium Drugs 0.000 description 1
- 229960002052 salbutamol Drugs 0.000 description 1
- 229960000581 salicylamide Drugs 0.000 description 1
- 235000021491 salty snack Nutrition 0.000 description 1
- HFHDHCJBZVLPGP-UHFFFAOYSA-N schardinger α-dextrin Chemical compound O1C(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC(C(O)C2O)C(CO)OC2OC(C(C2O)O)C(CO)OC2OC2C(O)C(O)C1OC2CO HFHDHCJBZVLPGP-UHFFFAOYSA-N 0.000 description 1
- 229960002646 scopolamine Drugs 0.000 description 1
- STECJAGHUSJQJN-FWXGHANASA-N scopolamine Chemical compound C1([C@@H](CO)C(=O)O[C@H]2C[C@@H]3N([C@H](C2)[C@@H]2[C@H]3O2)C)=CC=CC=C1 STECJAGHUSJQJN-FWXGHANASA-N 0.000 description 1
- 229960003141 secobarbital sodium Drugs 0.000 description 1
- QYHFIVBSNOWOCQ-UHFFFAOYSA-N selenic acid Chemical compound O[Se](O)(=O)=O QYHFIVBSNOWOCQ-UHFFFAOYSA-N 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- SEBFKMXJBCUCAI-HKTJVKLFSA-N silibinin Chemical compound C1=C(O)C(OC)=CC([C@@H]2[C@H](OC3=CC=C(C=C3O2)[C@@H]2[C@H](C(=O)C3=C(O)C=C(O)C=C3O2)O)CO)=C1 SEBFKMXJBCUCAI-HKTJVKLFSA-N 0.000 description 1
- 229960004245 silymarin Drugs 0.000 description 1
- 235000017700 silymarin Nutrition 0.000 description 1
- 229940083037 simethicone Drugs 0.000 description 1
- 210000000813 small intestine Anatomy 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 229940083542 sodium Drugs 0.000 description 1
- IFGCUJZIWBUILZ-UHFFFAOYSA-N sodium 2-[[2-[[hydroxy-(3,4,5-trihydroxy-6-methyloxan-2-yl)oxyphosphoryl]amino]-4-methylpentanoyl]amino]-3-(1H-indol-3-yl)propanoic acid Chemical compound [Na+].C=1NC2=CC=CC=C2C=1CC(C(O)=O)NC(=O)C(CC(C)C)NP(O)(=O)OC1OC(C)C(O)C(O)C1O IFGCUJZIWBUILZ-UHFFFAOYSA-N 0.000 description 1
- PPASLZSBLFJQEF-RKJRWTFHSA-M sodium ascorbate Substances [Na+].OC[C@@H](O)[C@H]1OC(=O)C(O)=C1[O-] PPASLZSBLFJQEF-RKJRWTFHSA-M 0.000 description 1
- 235000010378 sodium ascorbate Nutrition 0.000 description 1
- 229960005055 sodium ascorbate Drugs 0.000 description 1
- APSBXTVYXVQYAB-UHFFFAOYSA-M sodium docusate Chemical compound [Na+].CCCCC(CC)COC(=O)CC(S([O-])(=O)=O)C(=O)OCC(CC)CCCC APSBXTVYXVQYAB-UHFFFAOYSA-M 0.000 description 1
- 239000011775 sodium fluoride Substances 0.000 description 1
- 235000013024 sodium fluoride Nutrition 0.000 description 1
- 229960000414 sodium fluoride Drugs 0.000 description 1
- 239000000176 sodium gluconate Substances 0.000 description 1
- 235000012207 sodium gluconate Nutrition 0.000 description 1
- 229940005574 sodium gluconate Drugs 0.000 description 1
- 235000009518 sodium iodide Nutrition 0.000 description 1
- 229940083599 sodium iodide Drugs 0.000 description 1
- 239000001540 sodium lactate Substances 0.000 description 1
- 235000011088 sodium lactate Nutrition 0.000 description 1
- 229940005581 sodium lactate Drugs 0.000 description 1
- 235000010288 sodium nitrite Nutrition 0.000 description 1
- 229960000819 sodium nitrite Drugs 0.000 description 1
- 229940083618 sodium nitroprusside Drugs 0.000 description 1
- 229960005077 sodium picosulfate Drugs 0.000 description 1
- GOZDTZWAMGHLDY-UHFFFAOYSA-L sodium picosulfate Chemical compound [Na+].[Na+].C1=CC(OS(=O)(=O)[O-])=CC=C1C(C=1N=CC=CC=1)C1=CC=C(OS([O-])(=O)=O)C=C1 GOZDTZWAMGHLDY-UHFFFAOYSA-L 0.000 description 1
- 235000011006 sodium potassium tartrate Nutrition 0.000 description 1
- 229960004025 sodium salicylate Drugs 0.000 description 1
- PPASLZSBLFJQEF-RXSVEWSESA-M sodium-L-ascorbate Chemical compound [Na+].OC[C@H](O)[C@H]1OC(=O)C(O)=C1[O-] PPASLZSBLFJQEF-RXSVEWSESA-M 0.000 description 1
- VDUVBBMAXXHEQP-ZTRPPZFVSA-M sodium;(2s,6r)-3,3-dimethyl-6-[(5-methyl-3-phenyl-1,2-oxazole-4-carbonyl)amino]-7-oxo-4-thia-1-azabicyclo[3.2.0]heptane-2-carboxylate Chemical compound [Na+].N([C@@H]1C(N2[C@H](C(C)(C)SC21)C([O-])=O)=O)C(=O)C1=C(C)ON=C1C1=CC=CC=C1 VDUVBBMAXXHEQP-ZTRPPZFVSA-M 0.000 description 1
- XFOHHIYSRDUSCX-UHFFFAOYSA-M sodium;5-[[4-[2-[methyl(pyridin-2-yl)amino]ethoxy]phenyl]methyl]-1,3-thiazolidin-3-ide-2,4-dione Chemical compound [Na+].C=1C=CC=NC=1N(C)CCOC(C=C1)=CC=C1CC1SC(=O)[N-]C1=O XFOHHIYSRDUSCX-UHFFFAOYSA-M 0.000 description 1
- AXXJTNXVUHVOJW-UHFFFAOYSA-M sodium;5-pentan-2-yl-5-prop-2-enylpyrimidin-3-ide-2,4,6-trione Chemical compound [Na+].CCCC(C)C1(CC=C)C(=O)NC(=O)[N-]C1=O AXXJTNXVUHVOJW-UHFFFAOYSA-M 0.000 description 1
- GMJHUSJLZXFFQJ-UHFFFAOYSA-N soquinolol Chemical compound C1N(C=O)CCC2=C1C=CC=C2OCC(O)CNC(C)(C)C GMJHUSJLZXFFQJ-UHFFFAOYSA-N 0.000 description 1
- 229950000137 soquinolol Drugs 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 229960002370 sotalol Drugs 0.000 description 1
- ZBMZVLHSJCTVON-UHFFFAOYSA-N sotalol Chemical compound CC(C)NCC(O)C1=CC=C(NS(C)(=O)=O)C=C1 ZBMZVLHSJCTVON-UHFFFAOYSA-N 0.000 description 1
- 229940001941 soy protein Drugs 0.000 description 1
- LXMSZDCAJNLERA-ZHYRCANASA-N spironolactone Chemical compound C([C@@H]1[C@]2(C)CC[C@@H]3[C@@]4(C)CCC(=O)C=C4C[C@H]([C@@H]13)SC(=O)C)C[C@@]21CCC(=O)O1 LXMSZDCAJNLERA-ZHYRCANASA-N 0.000 description 1
- 229960002256 spironolactone Drugs 0.000 description 1
- 235000014268 sports nutrition Nutrition 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229960005322 streptomycin Drugs 0.000 description 1
- 229960004291 sucralfate Drugs 0.000 description 1
- MNQYNQBOVCBZIQ-JQOFMKNESA-A sucralfate Chemical compound O[Al](O)OS(=O)(=O)O[C@@H]1[C@@H](OS(=O)(=O)O[Al](O)O)[C@H](OS(=O)(=O)O[Al](O)O)[C@@H](COS(=O)(=O)O[Al](O)O)O[C@H]1O[C@@]1(COS(=O)(=O)O[Al](O)O)[C@@H](OS(=O)(=O)O[Al](O)O)[C@H](OS(=O)(=O)O[Al](O)O)[C@@H](OS(=O)(=O)O[Al](O)O)O1 MNQYNQBOVCBZIQ-JQOFMKNESA-A 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 229960002673 sulfacetamide Drugs 0.000 description 1
- SKIVFJLNDNKQPD-UHFFFAOYSA-N sulfacetamide Chemical compound CC(=O)NS(=O)(=O)C1=CC=C(N)C=C1 SKIVFJLNDNKQPD-UHFFFAOYSA-N 0.000 description 1
- 229960004306 sulfadiazine Drugs 0.000 description 1
- SEEPANYCNGTZFQ-UHFFFAOYSA-N sulfadiazine Chemical compound C1=CC(N)=CC=C1S(=O)(=O)NC1=NC=CC=N1 SEEPANYCNGTZFQ-UHFFFAOYSA-N 0.000 description 1
- 229960002135 sulfadimidine Drugs 0.000 description 1
- 229960000654 sulfafurazole Drugs 0.000 description 1
- QPPBRPIAZZHUNT-UHFFFAOYSA-N sulfamerazine Chemical compound CC1=CC=NC(NS(=O)(=O)C=2C=CC(N)=CC=2)=N1 QPPBRPIAZZHUNT-UHFFFAOYSA-N 0.000 description 1
- 229960002597 sulfamerazine Drugs 0.000 description 1
- ASWVTGNCAZCNNR-UHFFFAOYSA-N sulfamethazine Chemical compound CC1=CC(C)=NC(NS(=O)(=O)C=2C=CC(N)=CC=2)=N1 ASWVTGNCAZCNNR-UHFFFAOYSA-N 0.000 description 1
- 229960005158 sulfamethizole Drugs 0.000 description 1
- VACCAVUAMIDAGB-UHFFFAOYSA-N sulfamethizole Chemical compound S1C(C)=NN=C1NS(=O)(=O)C1=CC=C(N)C=C1 VACCAVUAMIDAGB-UHFFFAOYSA-N 0.000 description 1
- 229960005404 sulfamethoxazole Drugs 0.000 description 1
- GPTONYMQFTZPKC-UHFFFAOYSA-N sulfamethoxydiazine Chemical compound N1=CC(OC)=CN=C1NS(=O)(=O)C1=CC=C(N)C=C1 GPTONYMQFTZPKC-UHFFFAOYSA-N 0.000 description 1
- 229960002229 sulfametoxydiazine Drugs 0.000 description 1
- 125000000446 sulfanediyl group Chemical group *S* 0.000 description 1
- 229960000277 sulfaperin Drugs 0.000 description 1
- GECHUMIMRBOMGK-UHFFFAOYSA-N sulfapyridine Chemical compound C1=CC(N)=CC=C1S(=O)(=O)NC1=CC=CC=N1 GECHUMIMRBOMGK-UHFFFAOYSA-N 0.000 description 1
- 229960002211 sulfapyridine Drugs 0.000 description 1
- NCEXYHBECQHGNR-UHFFFAOYSA-N sulfasalazine Natural products C1=C(O)C(C(=O)O)=CC(N=NC=2C=CC(=CC=2)S(=O)(=O)NC=2N=CC=CC=2)=C1 NCEXYHBECQHGNR-UHFFFAOYSA-N 0.000 description 1
- JNMRHUJNCSQMMB-UHFFFAOYSA-N sulfathiazole Chemical compound C1=CC(N)=CC=C1S(=O)(=O)NC1=NC=CS1 JNMRHUJNCSQMMB-UHFFFAOYSA-N 0.000 description 1
- 229960001544 sulfathiazole Drugs 0.000 description 1
- 229960003329 sulfinpyrazone Drugs 0.000 description 1
- MBGGBVCUIVRRBF-UHFFFAOYSA-N sulfinpyrazone Chemical compound O=C1N(C=2C=CC=CC=2)N(C=2C=CC=CC=2)C(=O)C1CCS(=O)C1=CC=CC=C1 MBGGBVCUIVRRBF-UHFFFAOYSA-N 0.000 description 1
- MLKXDPUZXIRXEP-MFOYZWKCSA-N sulindac Chemical compound CC1=C(CC(O)=O)C2=CC(F)=CC=C2\C1=C/C1=CC=C(S(C)=O)C=C1 MLKXDPUZXIRXEP-MFOYZWKCSA-N 0.000 description 1
- 229960000894 sulindac Drugs 0.000 description 1
- JLKIGFTWXXRPMT-UHFFFAOYSA-N sulphamethoxazole Chemical compound O1C(C)=CC(NS(=O)(=O)C=2C=CC(N)=CC=2)=N1 JLKIGFTWXXRPMT-UHFFFAOYSA-N 0.000 description 1
- 229910021653 sulphate ion Inorganic materials 0.000 description 1
- 229960004940 sulpiride Drugs 0.000 description 1
- 229960004492 suprofen Drugs 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000013268 sustained release Methods 0.000 description 1
- 239000012730 sustained-release form Substances 0.000 description 1
- 230000009747 swallowing Effects 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 235000020357 syrup Nutrition 0.000 description 1
- 239000006188 syrup Substances 0.000 description 1
- 229960001603 tamoxifen Drugs 0.000 description 1
- FQZYTYWMLGAPFJ-OQKDUQJOSA-N tamoxifen citrate Chemical compound [H+].[H+].[H+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O.C=1C=CC=CC=1C(/CC)=C(C=1C=CC(OCCN(C)C)=CC=1)/C1=CC=CC=C1 FQZYTYWMLGAPFJ-OQKDUQJOSA-N 0.000 description 1
- 229960003454 tamoxifen citrate Drugs 0.000 description 1
- 229940095064 tartrate Drugs 0.000 description 1
- 229960003188 temazepam Drugs 0.000 description 1
- 229960000195 terbutaline Drugs 0.000 description 1
- 229960005105 terbutaline sulfate Drugs 0.000 description 1
- KFVSLSTULZVNPG-UHFFFAOYSA-N terbutaline sulfate Chemical compound [O-]S([O-])(=O)=O.CC(C)(C)[NH2+]CC(O)C1=CC(O)=CC(O)=C1.CC(C)(C)[NH2+]CC(O)C1=CC(O)=CC(O)=C1 KFVSLSTULZVNPG-UHFFFAOYSA-N 0.000 description 1
- 229960000351 terfenadine Drugs 0.000 description 1
- FBWNMEQMRUMQSO-UHFFFAOYSA-N tergitol NP-9 Chemical compound CCCCCCCCCC1=CC=C(OCCOCCOCCOCCOCCOCCOCCOCCOCCO)C=C1 FBWNMEQMRUMQSO-UHFFFAOYSA-N 0.000 description 1
- 229950010257 terpin Drugs 0.000 description 1
- RBNWAMSGVWEHFP-WAAGHKOSSA-N terpin Chemical compound CC(C)(O)[C@H]1CC[C@@](C)(O)CC1 RBNWAMSGVWEHFP-WAAGHKOSSA-N 0.000 description 1
- IWVCMVBTMGNXQD-UHFFFAOYSA-N terramycin dehydrate Natural products C1=CC=C2C(O)(C)C3C(O)C4C(N(C)C)C(O)=C(C(N)=O)C(=O)C4(O)C(O)=C3C(=O)C2=C1O IWVCMVBTMGNXQD-UHFFFAOYSA-N 0.000 description 1
- 229960005353 testolactone Drugs 0.000 description 1
- BPEWUONYVDABNZ-DZBHQSCQSA-N testolactone Chemical compound O=C1C=C[C@]2(C)[C@H]3CC[C@](C)(OC(=O)CC4)[C@@H]4[C@@H]3CCC2=C1 BPEWUONYVDABNZ-DZBHQSCQSA-N 0.000 description 1
- 229960003604 testosterone Drugs 0.000 description 1
- 229960002372 tetracaine Drugs 0.000 description 1
- GKCBAIGFKIBETG-UHFFFAOYSA-N tetracaine Chemical compound CCCCNC1=CC=C(C(=O)OCCN(C)C)C=C1 GKCBAIGFKIBETG-UHFFFAOYSA-N 0.000 description 1
- 229960002180 tetracycline Drugs 0.000 description 1
- 229930101283 tetracycline Natural products 0.000 description 1
- 235000019364 tetracycline Nutrition 0.000 description 1
- 150000003522 tetracyclines Chemical class 0.000 description 1
- IQWYAQCHYZHJOS-UHFFFAOYSA-N tetrazepam Chemical compound N=1CC(=O)N(C)C2=CC=C(Cl)C=C2C=1C1=CCCCC1 IQWYAQCHYZHJOS-UHFFFAOYSA-N 0.000 description 1
- 229960005214 tetrazepam Drugs 0.000 description 1
- 239000004308 thiabendazole Substances 0.000 description 1
- 229960004546 thiabendazole Drugs 0.000 description 1
- 235000010296 thiabendazole Nutrition 0.000 description 1
- WJCNZQLZVWNLKY-UHFFFAOYSA-N thiabendazole Chemical compound S1C=NC(C=2NC3=CC=CC=C3N=2)=C1 WJCNZQLZVWNLKY-UHFFFAOYSA-N 0.000 description 1
- 229960002178 thiamazole Drugs 0.000 description 1
- 235000019157 thiamine Nutrition 0.000 description 1
- 229960003495 thiamine Drugs 0.000 description 1
- 239000011721 thiamine Substances 0.000 description 1
- KYMBYSLLVAOCFI-UHFFFAOYSA-N thiamine Chemical compound CC1=C(CCO)SCN1CC1=CN=C(C)N=C1N KYMBYSLLVAOCFI-UHFFFAOYSA-N 0.000 description 1
- DPJRMOMPQZCRJU-UHFFFAOYSA-M thiamine hydrochloride Chemical compound Cl.[Cl-].CC1=C(CCO)SC=[N+]1CC1=CN=C(C)N=C1N DPJRMOMPQZCRJU-UHFFFAOYSA-M 0.000 description 1
- 229960000344 thiamine hydrochloride Drugs 0.000 description 1
- 235000019190 thiamine hydrochloride Nutrition 0.000 description 1
- 239000011747 thiamine hydrochloride Substances 0.000 description 1
- 229960001166 thiamylal Drugs 0.000 description 1
- XLOMZPUITCYLMJ-UHFFFAOYSA-N thiamylal Chemical compound CCCC(C)C1(CC=C)C(=O)NC(=S)NC1=O XLOMZPUITCYLMJ-UHFFFAOYSA-N 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 229960004869 thiethylperazine Drugs 0.000 description 1
- XCTYLCDETUVOIP-UHFFFAOYSA-N thiethylperazine Chemical compound C12=CC(SCC)=CC=C2SC2=CC=CC=C2N1CCCN1CCN(C)CC1 XCTYLCDETUVOIP-UHFFFAOYSA-N 0.000 description 1
- RTKIYNMVFMVABJ-UHFFFAOYSA-L thimerosal Chemical compound [Na+].CC[Hg]SC1=CC=CC=C1C([O-])=O RTKIYNMVFMVABJ-UHFFFAOYSA-L 0.000 description 1
- 229940033663 thimerosal Drugs 0.000 description 1
- 229960002784 thioridazine Drugs 0.000 description 1
- 229960004098 thioridazine hydrochloride Drugs 0.000 description 1
- NZFNXWQNBYZDAQ-UHFFFAOYSA-N thioridazine hydrochloride Chemical compound Cl.C12=CC(SC)=CC=C2SC2=CC=CC=C2N1CCC1CCCCN1C NZFNXWQNBYZDAQ-UHFFFAOYSA-N 0.000 description 1
- 229960001196 thiotepa Drugs 0.000 description 1
- 210000001685 thyroid gland Anatomy 0.000 description 1
- XUIIKFGFIJCVMT-UHFFFAOYSA-N thyroxine-binding globulin Natural products IC1=CC(CC([NH3+])C([O-])=O)=CC(I)=C1OC1=CC(I)=C(O)C(I)=C1 XUIIKFGFIJCVMT-UHFFFAOYSA-N 0.000 description 1
- 229960001312 tiaprofenic acid Drugs 0.000 description 1
- 229960004659 ticarcillin Drugs 0.000 description 1
- OHKOGUYZJXTSFX-KZFFXBSXSA-N ticarcillin Chemical compound C=1([C@@H](C(O)=O)C(=O)N[C@H]2[C@H]3SC([C@@H](N3C2=O)C(O)=O)(C)C)C=CSC=1 OHKOGUYZJXTSFX-KZFFXBSXSA-N 0.000 description 1
- 229960004605 timolol Drugs 0.000 description 1
- 229960004214 tioconazole Drugs 0.000 description 1
- 229960003087 tioguanine Drugs 0.000 description 1
- MNRILEROXIRVNJ-UHFFFAOYSA-N tioguanine Chemical compound N1C(N)=NC(=S)C2=NC=N[C]21 MNRILEROXIRVNJ-UHFFFAOYSA-N 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 229960001017 tolmetin Drugs 0.000 description 1
- UPSPUYADGBWSHF-UHFFFAOYSA-N tolmetin Chemical compound C1=CC(C)=CC=C1C(=O)C1=CC=C(CC(O)=O)N1C UPSPUYADGBWSHF-UHFFFAOYSA-N 0.000 description 1
- 229960004880 tolnaftate Drugs 0.000 description 1
- FUSNMLFNXJSCDI-UHFFFAOYSA-N tolnaftate Chemical compound C=1C=C2C=CC=CC2=CC=1OC(=S)N(C)C1=CC=CC(C)=C1 FUSNMLFNXJSCDI-UHFFFAOYSA-N 0.000 description 1
- 239000011573 trace mineral Substances 0.000 description 1
- 235000013619 trace mineral Nutrition 0.000 description 1
- 235000010487 tragacanth Nutrition 0.000 description 1
- 239000000196 tragacanth Substances 0.000 description 1
- 229940116362 tragacanth Drugs 0.000 description 1
- 229960004380 tramadol Drugs 0.000 description 1
- TVYLLZQTGLZFBW-GOEBONIOSA-N tramadol Natural products COC1=CC=CC([C@@]2(O)[C@@H](CCCC2)CN(C)C)=C1 TVYLLZQTGLZFBW-GOEBONIOSA-N 0.000 description 1
- 229960002301 trazodone hydrochloride Drugs 0.000 description 1
- OHHDIOKRWWOXMT-UHFFFAOYSA-N trazodone hydrochloride Chemical compound [H+].[Cl-].ClC1=CC=CC(N2CCN(CCCN3C(N4C=CC=CC4=N3)=O)CC2)=C1 OHHDIOKRWWOXMT-UHFFFAOYSA-N 0.000 description 1
- 229960001727 tretinoin Drugs 0.000 description 1
- 229960002622 triacetin Drugs 0.000 description 1
- 229960005294 triamcinolone Drugs 0.000 description 1
- GFNANZIMVAIWHM-OBYCQNJPSA-N triamcinolone Chemical compound O=C1C=C[C@]2(C)[C@@]3(F)[C@@H](O)C[C@](C)([C@@]([C@H](O)C4)(O)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 GFNANZIMVAIWHM-OBYCQNJPSA-N 0.000 description 1
- 229960001288 triamterene Drugs 0.000 description 1
- 235000013337 tricalcium citrate Nutrition 0.000 description 1
- 229960004813 trichlormethiazide Drugs 0.000 description 1
- LMJSLTNSBFUCMU-UHFFFAOYSA-N trichlormethiazide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC2=C1NC(C(Cl)Cl)NS2(=O)=O LMJSLTNSBFUCMU-UHFFFAOYSA-N 0.000 description 1
- 229960002408 trientine hydrochloride Drugs 0.000 description 1
- 229960000315 trifluoperazine hydrochloride Drugs 0.000 description 1
- BXDAOUXDMHXPDI-UHFFFAOYSA-N trifluoperazine hydrochloride Chemical compound [H+].[H+].[Cl-].[Cl-].C1CN(C)CCN1CCCN1C2=CC(C(F)(F)F)=CC=C2SC2=CC=CC=C21 BXDAOUXDMHXPDI-UHFFFAOYSA-N 0.000 description 1
- XSCGXQMFQXDFCW-UHFFFAOYSA-N triflupromazine Chemical compound C1=C(C(F)(F)F)C=C2N(CCCN(C)C)C3=CC=CC=C3SC2=C1 XSCGXQMFQXDFCW-UHFFFAOYSA-N 0.000 description 1
- 229960003904 triflupromazine Drugs 0.000 description 1
- 229960004479 trihexyphenidyl hydrochloride Drugs 0.000 description 1
- QDWJJTJNXAKQKD-UHFFFAOYSA-N trihexyphenidyl hydrochloride Chemical compound Cl.C1CCCCC1C(C=1C=CC=CC=1)(O)CCN1CCCCC1 QDWJJTJNXAKQKD-UHFFFAOYSA-N 0.000 description 1
- 229940076784 trimeprazine tartrate Drugs 0.000 description 1
- IRYJRGCIQBGHIV-UHFFFAOYSA-N trimethadione Chemical compound CN1C(=O)OC(C)(C)C1=O IRYJRGCIQBGHIV-UHFFFAOYSA-N 0.000 description 1
- 229960004453 trimethadione Drugs 0.000 description 1
- 229960002575 trimethobenzamide hydrochloride Drugs 0.000 description 1
- IEDVJHCEMCRBQM-UHFFFAOYSA-N trimethoprim Chemical compound COC1=C(OC)C(OC)=CC(CC=2C(=NC(N)=NC=2)N)=C1 IEDVJHCEMCRBQM-UHFFFAOYSA-N 0.000 description 1
- 229960001082 trimethoprim Drugs 0.000 description 1
- FMHHVULEAZTJMA-UHFFFAOYSA-N trioxsalen Chemical compound CC1=CC(=O)OC2=C1C=C1C=C(C)OC1=C2C FMHHVULEAZTJMA-UHFFFAOYSA-N 0.000 description 1
- 229960000850 trioxysalen Drugs 0.000 description 1
- 229960003223 tripelennamine Drugs 0.000 description 1
- 229960001128 triprolidine Drugs 0.000 description 1
- CBEQULMOCCWAQT-WOJGMQOQSA-N triprolidine Chemical compound C1=CC(C)=CC=C1C(\C=1N=CC=CC=1)=C/CN1CCCC1 CBEQULMOCCWAQT-WOJGMQOQSA-N 0.000 description 1
- 229940029900 trisulfapyrimidine Drugs 0.000 description 1
- 229960004791 tropicamide Drugs 0.000 description 1
- 239000012588 trypsin Substances 0.000 description 1
- 229960001322 trypsin Drugs 0.000 description 1
- 229960004799 tryptophan Drugs 0.000 description 1
- 229960001005 tuberculin Drugs 0.000 description 1
- 229960004224 tyloxapol Drugs 0.000 description 1
- 229920001664 tyloxapol Polymers 0.000 description 1
- MDYZKJNTKZIUSK-UHFFFAOYSA-N tyloxapol Chemical compound O=C.C1CO1.CC(C)(C)CC(C)(C)C1=CC=C(O)C=C1 MDYZKJNTKZIUSK-UHFFFAOYSA-N 0.000 description 1
- 229960005268 tyropanoate Drugs 0.000 description 1
- OUYCCCASQSFEME-UHFFFAOYSA-N tyrosine Natural products OC(=O)C(N)CC1=CC=C(O)C=C1 OUYCCCASQSFEME-UHFFFAOYSA-N 0.000 description 1
- 229960004441 tyrosine Drugs 0.000 description 1
- 229960003281 tyrothricin Drugs 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 229940045136 urea Drugs 0.000 description 1
- 239000004474 valine Substances 0.000 description 1
- 229960004295 valine Drugs 0.000 description 1
- MSRILKIQRXUYCT-UHFFFAOYSA-M valproate semisodium Chemical compound [Na+].CCCC(C(O)=O)CCC.CCCC(C([O-])=O)CCC MSRILKIQRXUYCT-UHFFFAOYSA-M 0.000 description 1
- 229960000604 valproic acid Drugs 0.000 description 1
- 229960001572 vancomycin hydrochloride Drugs 0.000 description 1
- LCTORFDMHNKUSG-XTTLPDOESA-N vancomycin monohydrochloride Chemical compound Cl.O([C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1OC1=C2C=C3C=C1OC1=CC=C(C=C1Cl)[C@@H](O)[C@H](C(N[C@@H](CC(N)=O)C(=O)N[C@H]3C(=O)N[C@H]1C(=O)N[C@H](C(N[C@@H](C3=CC(O)=CC(O)=C3C=3C(O)=CC=C1C=3)C(O)=O)=O)[C@H](O)C1=CC=C(C(=C1)Cl)O2)=O)NC(=O)[C@@H](CC(C)C)NC)[C@H]1C[C@](C)(N)[C@H](O)[C@H](C)O1 LCTORFDMHNKUSG-XTTLPDOESA-N 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 229960003726 vasopressin Drugs 0.000 description 1
- 229960001722 verapamil Drugs 0.000 description 1
- 229960003636 vidarabine Drugs 0.000 description 1
- 229960003048 vinblastine Drugs 0.000 description 1
- JXLYSJRDGCGARV-XQKSVPLYSA-N vincaleukoblastine Chemical compound C([C@@H](C[C@]1(C(=O)OC)C=2C(=CC3=C([C@]45[C@H]([C@@]([C@H](OC(C)=O)[C@]6(CC)C=CCN([C@H]56)CC4)(O)C(=O)OC)N3C)C=2)OC)C[C@@](C2)(O)CC)N2CCC2=C1NC1=CC=CC=C21 JXLYSJRDGCGARV-XQKSVPLYSA-N 0.000 description 1
- 229960002726 vincamine Drugs 0.000 description 1
- 235000019154 vitamin C Nutrition 0.000 description 1
- 239000011718 vitamin C Substances 0.000 description 1
- MECHNRXZTMCUDQ-RKHKHRCZSA-N vitamin D2 Chemical compound C1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@H](C)/C=C/[C@H](C)C(C)C)=C\C=C1\C[C@@H](O)CCC1=C MECHNRXZTMCUDQ-RKHKHRCZSA-N 0.000 description 1
- 235000001892 vitamin D2 Nutrition 0.000 description 1
- 239000011653 vitamin D2 Substances 0.000 description 1
- 235000005282 vitamin D3 Nutrition 0.000 description 1
- 239000011647 vitamin D3 Substances 0.000 description 1
- QYSXJUFSXHHAJI-YRZJJWOYSA-N vitamin D3 Chemical compound C1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@H](C)CCCC(C)C)=C\C=C1\C[C@@H](O)CCC1=C QYSXJUFSXHHAJI-YRZJJWOYSA-N 0.000 description 1
- 235000019165 vitamin E Nutrition 0.000 description 1
- 239000011709 vitamin E Substances 0.000 description 1
- 229940046009 vitamin E Drugs 0.000 description 1
- 235000012711 vitamin K3 Nutrition 0.000 description 1
- 239000011652 vitamin K3 Substances 0.000 description 1
- 229940021056 vitamin d3 Drugs 0.000 description 1
- 229940041603 vitamin k 3 Drugs 0.000 description 1
- 235000012773 waffles Nutrition 0.000 description 1
- 229960005080 warfarin Drugs 0.000 description 1
- PJVWKTKQMONHTI-UHFFFAOYSA-N warfarin Chemical compound OC=1C2=CC=CC=C2OC(=O)C=1C(CC(=O)C)C1=CC=CC=C1 PJVWKTKQMONHTI-UHFFFAOYSA-N 0.000 description 1
- 230000036642 wellbeing Effects 0.000 description 1
- 229920001285 xanthan gum Polymers 0.000 description 1
- 235000010493 xanthan gum Nutrition 0.000 description 1
- 239000000230 xanthan gum Substances 0.000 description 1
- 229940082509 xanthan gum Drugs 0.000 description 1
- 229960004855 xantinol nicotinate Drugs 0.000 description 1
- 229960001515 yellow fever vaccine Drugs 0.000 description 1
- 239000004246 zinc acetate Substances 0.000 description 1
- 229960000314 zinc acetate Drugs 0.000 description 1
- 235000013904 zinc acetate Nutrition 0.000 description 1
- 239000011667 zinc carbonate Substances 0.000 description 1
- 235000004416 zinc carbonate Nutrition 0.000 description 1
- 229910000010 zinc carbonate Inorganic materials 0.000 description 1
- 229940043825 zinc carbonate Drugs 0.000 description 1
- 239000011592 zinc chloride Substances 0.000 description 1
- 235000005074 zinc chloride Nutrition 0.000 description 1
- 229960001939 zinc chloride Drugs 0.000 description 1
- 239000011670 zinc gluconate Substances 0.000 description 1
- 235000011478 zinc gluconate Nutrition 0.000 description 1
- 229960000306 zinc gluconate Drugs 0.000 description 1
- OENHQHLEOONYIE-JLTXGRSLSA-N β-Carotene Chemical compound CC=1CCCC(C)(C)C=1\C=C\C(\C)=C\C=C\C(\C)=C\C=C\C=C(/C)\C=C\C=C(/C)\C=C\C1=C(C)CCCC1(C)C OENHQHLEOONYIE-JLTXGRSLSA-N 0.000 description 1
Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L27/00—Spices; Flavouring agents or condiments; Artificial sweetening agents; Table salts; Dietetic salt substitutes; Preparation or treatment thereof
- A23L27/70—Fixation, conservation, or encapsulation of flavouring agents
- A23L27/72—Encapsulation
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L29/00—Foods or foodstuffs containing additives; Preparation or treatment thereof
- A23L29/20—Foods or foodstuffs containing additives; Preparation or treatment thereof containing gelling or thickening agents
- A23L29/206—Foods or foodstuffs containing additives; Preparation or treatment thereof containing gelling or thickening agents of vegetable origin
- A23L29/212—Starch; Modified starch; Starch derivatives, e.g. esters or ethers
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P10/00—Shaping or working of foodstuffs characterised by the products
- A23P10/20—Agglomerating; Granulating; Tabletting
- A23P10/25—Agglomeration or granulation by extrusion or by pressing, e.g. through small holes, through sieves or between surfaces
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P10/00—Shaping or working of foodstuffs characterised by the products
- A23P10/30—Encapsulation of particles, e.g. foodstuff additives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/14—Particulate form, e.g. powders, Processes for size reducing of pure drugs or the resulting products, Pure drug nanoparticles
- A61K9/16—Agglomerates; Granulates; Microbeadlets ; Microspheres; Pellets; Solid products obtained by spray drying, spray freeze drying, spray congealing,(multiple) emulsion solvent evaporation or extraction
- A61K9/1605—Excipients; Inactive ingredients
- A61K9/1629—Organic macromolecular compounds
- A61K9/1652—Polysaccharides, e.g. alginate, cellulose derivatives; Cyclodextrin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/14—Particulate form, e.g. powders, Processes for size reducing of pure drugs or the resulting products, Pure drug nanoparticles
- A61K9/16—Agglomerates; Granulates; Microbeadlets ; Microspheres; Pellets; Solid products obtained by spray drying, spray freeze drying, spray congealing,(multiple) emulsion solvent evaporation or extraction
- A61K9/1682—Processes
- A61K9/1694—Processes resulting in granules or microspheres of the matrix type containing more than 5% of excipient
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J13/00—Colloid chemistry, e.g. the production of colloidal materials or their solutions, not otherwise provided for; Making microcapsules or microballoons
- B01J13/02—Making microcapsules or microballoons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J13/00—Colloid chemistry, e.g. the production of colloidal materials or their solutions, not otherwise provided for; Making microcapsules or microballoons
- B01J13/02—Making microcapsules or microballoons
- B01J13/04—Making microcapsules or microballoons by physical processes, e.g. drying, spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
- B29B7/421—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix with screw and additionally other mixing elements on the same shaft, e.g. paddles, discs, bearings, rotor blades of the Banbury type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/482—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with screw parts in addition to other mixing parts, e.g. paddles, gears, discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/823—Temperature control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/826—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/86—Component parts, details or accessories; Auxiliary operations for working at sub- or superatmospheric pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/94—Liquid charges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/29—Feeding the extrusion material to the extruder in liquid form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92019—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92047—Energy, power, electric current or voltage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92085—Velocity
- B29C2948/92095—Angular velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92314—Particular value claimed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/9238—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/9238—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/924—Barrel or housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/9259—Angular velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/926—Flow or feed rate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92657—Volume or quantity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92666—Distortion, shrinkage, dilatation, swell or warpage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92676—Weight
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92695—Viscosity; Melt flow index [MFI]; Molecular weight
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92723—Content, e.g. percentage of humidity, volatiles, contaminants or degassing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92809—Particular value claimed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92828—Raw material handling or dosing, e.g. active hopper or feeding device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92838—Raw material pre-treatment, e.g. drying or cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92847—Inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92885—Screw or gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92895—Barrel or housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92933—Conveying, transporting or storage of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/04—Particle-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2003/00—Use of starch or derivatives as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A50/00—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE in human health protection, e.g. against extreme weather
- Y02A50/30—Against vector-borne diseases, e.g. mosquito-borne, fly-borne, tick-borne or waterborne diseases whose impact is exacerbated by climate change
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Veterinary Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Epidemiology (AREA)
- Pharmacology & Pharmacy (AREA)
- Nutrition Science (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Preparation (AREA)
- Manufacturing Of Micro-Capsules (AREA)
- General Preparation And Processing Of Foods (AREA)
- Lubricants (AREA)
- Medicines Containing Antibodies Or Antigens For Use As Internal Diagnostic Agents (AREA)
- Agricultural Chemicals And Associated Chemicals (AREA)
- Formation And Processing Of Food Products (AREA)
- Fodder In General (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
Description
- Gebiet der Erfindung
- Diese Erfindung bezieht sich auf ein kontinuierliches Verfahren zur Herstellung einzelner, fester Partikel mit kontrollierter Freigabe, die einen eingekapselten und/oder eingebetteten Bestandteil wie beispielsweise einen wärmeempfindlichen oder leicht oxidierbaren pharmazeutisch, biologisch oder ernährungsphysiologisch aktiven Bestandteil enthalten.
- Hintergrund der Erfindung
- Beim Einkapseln eines Bestandteils in eine Matrix wird das Matrixmaterial im Allgemeinen auf eine ausreichend hohe Temperatur erwärmt, um eine plastifizierte Masse zu erhalten, welche das Überziehen des Bestandteils erleichtert. Beim Abkühlen erhärtet das Matrixmaterial oder wird fest und schützt den Einkapselungsbestandteil vor einer unerwünschten oder verfrühten Reaktion. Das Erwärmen der Matrix, um sie zu plastifizieren oder um eine Schmelze zu bilden, kann sich jedoch schädlich auf den Einkapselungsbestandteil ebenso wie auf das Matrixmaterial auswirken oder diese zersetzen. Zusätzlich kann das Mischen oder die Anwendung hoher Scherkräfte, um den Einkapselungsbestandteil gleichmäßig in dem gesamten plastifizierten Matrixmaterial zu dispergieren, ebenfalls negative Auswirkungen auf das Matrixmaterial oder den Einkapselungsbestandteil haben. Darüber hinaus kann die Anwendung hoher Temperaturen, um das Matrixmaterial zu plastifizieren oder zu schmelzen, zum Verdampfen und Verlust des Einkapselungsbestandteils führen. Die Zugabe von Flüssigkeiten zu dem Matrixmaterial, um seine Viskosität zu verringern und den Mischvorgang zu erleichtern, kann ein starkes Trocknen oder Verdampfen der Weichmacherflüssigkeit erfordern, um eine formbare Zusammensetzung zu erhalten, die in einzelne, im Wesentlichen gleichförmige Teile geformt werden kann. Darüber hinaus kann das Entfernen der Weichmacherflüssigkeit das Produkt auf ungünstige Weise aufblähen, seine Dichte verringern und den Einkapselungsbestandteil anfälliger für Angriffe machen oder seine Freigabe erleichtern.
- Die Herstellung ausgedehnter Produkte wird in den europäischen Patentveröffentlichungen
EP 0465364 A1 (veröffentlicht am 8. Januar 1992) undEP 0462012 A2 (veröffentlicht am 18. Dezember 1991), im US-Patent Nr. 3.962.416, erteilt an Katzen, und im US-Patent Nr. 3.786.123, erteilt an Katzen, offengelegt. Die beiden europäischen Patentveröffentlichungen offenbaren die Herstellung eines Nahrungsmittels gegen Fettsucht und ein Verfahren zu seiner Herstellung durch die Extrusion von Stärken mit Fettsäuren in ein ausgedehntes Produkt offen, das Dichten zwischen 0,1 und 0,3 g/cm3 aufweist. Das an Katzen erteilte US-Patent Nr. 3.962.416 legt ein ausgedehntes Produkt offen, das mindestens einen Nährstoff und eine gelatinierte Stärke enthält. - Das an Katzen erteilte US-Patent Nr. 3.786.123 offenbart ein Verfahren zur Herstellung eingekapselter Nährstoffe unter Anwendung von Extrusionstemperaturen zwischen 250°F und 400°F und Extrusionsdrücken zwischen 200 psi und 2500 psi. Ein Einkapselungsmittel mit hohem Proteingehalt, das bis zu 40% Stärke enthält, kann verwendet werden. Die Stärke wird gelatiniert und in ein ausgedehntes Produkt extrudiert.
- Bei der Herstellung eines Produkts mit kontrollierter Freigabe oder mit verzögerter Freigabe kann jedoch ein zu starkes Ausdehnen oder Aufblähen zu schnelle Freigabeeigenschaften zur Folge haben oder einen Einkapselungsbestandteil auf unerwünschte Weise zerstörerischen Reaktionen aussetzen. Zum Beispiel ist es bei einer essbaren Zusammensetzung zur Verabreichung eingekapselter pharmazeutisch oder ernährungsphysiologisch aktiver Bestandteile oder bei einem nicht essbaren landwirtschaftlichen Produkt zur Abgabe von Bioziden oder Herbiziden wünschenswert, dass die Produkte im Wesentlichen eine sphärische Form und eine hohe Dichte haben. Derartige Produkte weisen ein im Wesentlichen niedriges Verhältnis zwischen Oberfläche und Volumen auf und minimieren oder verhindern so mit der Oberfläche zusammenhängende zerstörerische Reaktionen, die durch die Exposition gegenüber Luft oder Sauerstoff und Licht auftreten. Die sphärischen Formen und die hohen Dichten minimieren auch die Oberfläche, die für die Exposition von eingebettetem Material, welches nicht eingekapselt ist, zur Verfügung stünde. Darüber hinaus ist es bei essbaren Produkten zur Verabreichung pharmazeutisch oder ernährungsphysiologisch aktiver Bestandteile wünschenswert, dass die Produkte ohne zu kauen, oder im Wesentlichen ohne zu kauen, aufgenommen oder geschluckt werden können. Wenn die Notwendigkeit des Zerkauens vermieden wird, stellt dies ferner sicher, dass die Produkte den Verdauungstrakt ohne wesentliche enzymatische Hydrolyse im Mund erreichen. Darüber hinaus hilft dies, die Auflösung des Produkts im Magensaft zu kontrollieren oder zu verringern und die Freigabe der eingebetteten oder eingekapselten Bestandteile im Magen und/oder im Darm zu kontrollieren.
- Die internationale Patentveröffentlichung Nr. WO 92/00130 (veröffentlicht am 9. Januar 1992) offenbart ein kontinuierliches Verfahren, um ein eingekapseltes, biologisch aktives Produkt in einer stärkehaltigen Matrix zu erhalten. Ein biologisch aktiver Wirkstoff und Stärke werden vor der Extrusion gemischt und als Mischung extrudiert, wobei der Einkapselungsbestandteil oder der biologisch aktive Wirkstoff zusammen mit der Stärke erwärmt werden. In einer anderen Ausführungsform kann ein einzukapselndes Kernmaterial hinzugegeben und mit einer wässrigen Dispersion von Stärke gemischt werden, nachdem die Stärke und Wasser einer ausreichend hohen Temperatur ausgesetzt wurden, damit die Stärke gelatiniert. Wie offenbart, setzt das Extrusionsverfahren die Mischung einer mechanischen Belastung mit hohen Scherkräften bei einer Temperatur über der Gelatinierungstemperatur von Stärke aus. Offenbart ist die Anwendung von Temperaturen im Extrusionsgefäß zwischen etwa 58°C und 98°C. Während diese Gefäßtemperaturen über der Gelatinierungstemperatur von Stärke liegen können, weist der verwendete Extruder Abschnitte auf, deren Länge dreimal l/d beträgt. Die verwendeten Schneckendrehzahlen zwischen 400 UpM und 200 UpM führen zu einer sehr kurzen Verweilzeit der Mischung im Inneren des Extruders und ermöglichen kaum die Erwärmung des Stärke-Wasser-Gemischs. Infolgedessen sind die erzielten Temperaturen im Allgemeinen zu niedrig, um eine wesentliche Gelatinierung nativer Stärken zu bewirken. Zusätzlich sind die verwendeten Gefäßtemperaturen insbesondere zu niedrig für eine wesentliche Gelatinierung von Stärke mit hohem Amylosegehalt, die im Allgemeinen bei Temperaturen deutlich über 100°C gelatinieren, zum Beispiel bei 125°C. Die Verwendung von Extrusionsgefäßtemperaturen, die nicht hoch genug sind, um die Stärke im Wesentlichen oder vollständig zu gelatinieren, bildet möglicherweise nicht eine ausreichend kontinuierliche, plastifizierte und homogene Matrix für eine wirksame Einbettung oder Einkapselung.
- Zusätzlich erfordert die Verwendung relativ niedriger Extrusionstemperaturen, eines Mischvorgangs mit hohen Drehzahlen und einer Stärkezusammensetzung mit hoher Viskosität eine hohe Zufuhr mechanischer Energie. Hohe Scherkräfte stehen in direktem Zusammenhang zu einer hohen spezifischen mechanischen Energie, was wiederum die molekulare Destrukturierung und Umwandlung von Stärke in Dextrine erhöht. Die Aufspaltung der Stärkemoleküle und insbesondere des Amylopektins erhöht die Löslichkeit der extrudierten Stärkezusammensetzung in wässrigen Systemen, wie in P. Colonna et al., "Extrusion Cooking of Starch & Starchy Products", Extrusion Cooking, C. Mercier et al., S. 247 – 319, AACC, St. Paul, Minnesota (1989) und F. Meuser et al., "A Systems Analytical Approach to Extrusion", Food Extrusion Science & Technologe, herausgegeben von J. Kokini, Dekker Publ., S. 619-630 (1992) beschrieben. Die erhöhte Löslichkeit der extrudierten Stärke in wässrigen Systemen vermindert die Stabilität des Produkts gegenüber Feuchtigkeit und verringert oder verkürzt in der Folge den Schutz und die kontrollierte Freigabe der eingebetteten oder eingekapselten Stoffe. Wenn der Einkapselungsbestandteil denselben Bedingungen mit hohen Scherkräften und hohen Temperaturen ausgesetzt wird, denen die Stärke unterzogen wird, kann dies zusätzlich negative Auswirkungen auf den Einkapselungsbestandteil haben, indem es ihn zumindest teilweise zerstört oder in unbekannte feste oder flüchtige Stoffe zersetzt.
- Vorgelatinierte Stärke wird in zahlreichen Anwendungen in der Lebensmittelindustrie als Quellmittel und zur beschleunigten und erweiterten Wasseraufnahme in Lebensmitteln wie Suppen, Saucen, Instant-Puddings, Babynahrung und Verdickungsmitteln verwendet. Man hat jedoch festgestellt, dass durch die Verwendung von vorgelatinierter Stärke oder die Verwendung von Stärke als einzigem Matrixmaterial während des Extrusionskochens im Allgemeinen eine Matrix erhalten wird, welche den Einkapselungsbestandteil zu schnell freigibt. Man hat festgestellt, dass das Eindringen von Wasser in eine Matrix aus reiner Stärke die frühzeitige Freigabe des Einkapselungsbestandteils in die Umgebung verursacht. Im Allgemeinen ist die Zeit, bis 100% des Einkapselungsbestandteils freigegeben sind, zu kurz, um eine wünschenswerte Freigabe im Verhältnis zur Zeit oder eine kontrollierte Freigabe zu gewährleisten, die für die Abgabe des Einkapselungsbestandteils an einem gewünschten Ort oder zu einer gewünschten Zeit wirksam ist.
- Die internationale Patentveröffentlichung Nr. WO 95/26752 (veröffentlicht am 12. Oktober 1995) offenbart die Herstellung eines Nahrungsmittelprodukts, zur enteralen Abgabe einer Fettsäure, eines fettsäurehaltigen Stoffs, einer Aminosäure oder eines aminosäurehaltigen Stoffs, indem zumindest teilweise die Fettsäure oder die Aminosäure in die Komplexverbindungen der Amylosehelix der Stärke eingefügt wird, um die Säure zu maskieren. Das Produkt kann einen oder mehrere Geschmacksstoffe und Farben, fettlösliche Stoffe, Antioxidantien oder pharmazeutisch wirksame Stoffe enthalten. Die Bestandteile können zuerst trocken gemischt und anschließend einem Extruder zugeführt werden, wo sie im Wesentlichen gemischt und anschließend über die Gelatinierungstemperatur der Stärke erwärmt werden, um eine elastifizierte Masse zu erhalten, die extrudiert und in Pellets geformt wird. Allerdings würden wärmeempfindliche Bestandteile während des Erwärmungsschritts zerstört.
- Die internationale Patentveröffentlichung Nr. WO 85/04074, erteilt an Flashinski et al. (veröffentlicht am 26. September 1985), legt einen Insektenköder offen, der ein Insektenbekämpfungsmaterial in einer gelatinierten Stärkematrix enthält. Der Köder wird durch Koextrudieren von Stärke mit dem Insektenbekämpfungsmaterial unter Temperatur- und Druckbedingungen hergestellt, die ausreichen, um die Stärke zu kochen und zu gelatinieren. In einer anderen Ausführungsform kann vorgelatinierte Stärke mit dem Insektenbekämpfungsmaterial und Wasser gemischt werden, um ein Gel zu bilden. Beim Formen des Insektenköders durch Mischen und Extrudieren der Bestandteile kommt es, wie offenbart, darauf an, Zusätze zu verwenden, einschließlich der Insektizide und Insektenschutzmittel, welche den Extrusionstemperaturen der Stärke standhalten, ohne sich zu zersetzen oder zu verdampfen. Die Extrusionstemperaturen der Insektenködermischung reichen je nach Stärkegehalt und anderen Zusätzen von etwa 160°F bis etwa 310°F und die Drücke liegen zwischen 300 psi bis 800 psi.
- Das US-Patent 5,183,690, erteilt an Carr et al., offenbart ein kontinuierliches Verfahren, um einem in eine Matrix aus einem stärkehaltigen Material eingekapselten biologisch aktiven Wirkstoff zuvor festgelegte Freigabe eigenschaften zu verleihen. Das stärkehaltige Material, ein aktiver Wirkstoff und Wasser werden kontinuierlich ein einem Ingredienzienstrom gemischt, in dem das stärkehaltige Material in einer Feststoffkonzentration von mindestens 40% vorliegt. Der Ingredienzienstrom wird kontinuierlich als Extrudat extrudiert, und das Extrudat wird kontinuierlich zurückgewonnen. Die Bedingungen des Mischens, Extrudierens und Rückgewinnens werden so vorausgewählt, dass die zuvor festgelegten Freigabeeigenschaften erreicht werden. Die Temperatur ist auf mindestens etwa 65°C erhöht, um die Gelatinierung der Stärke zu bewirken und eine im Wesentlichen molekulare Dispersion der Stärke in dem Wasser sicherzustellen. In einer anderen Ausführungsform wird das einzukapselnde Kernmaterial der wässrigen Dispersion der Stärke zugegeben und mit ihr gemischt, nachdem Stärke und Wasser einer ausreichend hohen Temperatur ausgesetzt wurden, um die Stärke zu gelatinieren. In dieser Ausführungsform kann der wässrige Stärkestrom, der gelatinierte Stärke enthält, auf eine Temperatur von nur etwa 25°C abgesenkt werden, bevor das einzukapselnde Kernmaterial zugegeben und einer mechanischen Wirkung mit hohen Scherkräften ausgesetzt wird. Unter diesen Mischbedingungen bei niedriger Temperatur wird, wie offenbart, die Aktivität des empfindlichen biologischen Materials, wie von Bakterien und Viren, bewahrt, und der Verlust flüchtiger organischer Materialien wird minimiert. Das Quellverhältnis der Produkte in Wasser und die Freigabemenge der Wirkstoffe werden durch Verändern der Wassermenge kontrolliert, die in der Stärke-Wirkstoff-Wasser-Mischung während des Verarbeitens vorhanden ist. Wenn die Wassermenge verringert wird, nehmen sowohl das Quellverhältnis als auch die Freigabemenge zu. Das Quellverhältnis der Produkte in Wasser und die Freigabemenge des Wirkstoffs werden auch dadurch kontrolliert, dass das die Stärke, den Wirkstoff und Wasser enthaltende Extrudat durch ein Mundstück mit jeweils unterschiedlichem Durchmesser austritt. Wenn die Größe des Austrittsmundstücks verringert wird, nehmen sowohl die Geschwindigkeit als auch das Ausmaß des Quellvorgangs zu, und auch die Freigabemenge des Wirkstoffs nimmt zu.
- Diese Erfindung stellt eine Partikelzusammensetzung mit kontrollierter Freigabe vor, die einen hydrophoben Bestandteil zum Kontrollieren der Freigabe eines eingekapselten und/oder eingebetteten Wirkstoffs aus einer plastifizierten Matrix enthält. Wirkstoffe mit hoher Wasserbindefähigkeit können ebenfalls verwendet werden, um die Freigabe des Einkapselungsbestandteils aus der Matrix zu verzögern oder zu kontrollieren. Darüber hinaus ist in dem Verfahren dieser Erfindung die Menge des Weichmachers hoch, um die Plastifizierung des Matrixmaterials bei geringen Scherkräften zu erleichtern, und sie wird anschließend vor der Zugabe des Einkapselungsbestandteils verringert, um das anschließende Formen zu erleichtern und das Trocken nach dem Extrudieren zu verkürzen. Die Zusammensetzung mit kontrollierter Freigabe oder verzögerter Freigabe kann ohne wesentliche Ausdehnung des Matrixmaterials hergestellt werden, um dadurch die Erzeugung eines Produkts von geringer Dichte zu vermeiden welches den Einkapselungsbestandteil oder den eingebetteten Bestandteil verfrüht oder zu schnell freigibt. Die Produkte können unter Anwendung eines Mischvorgangs mit geringen Scherkräften hergestellt werden, um die Zersetzung des Matrixmaterials oder des Einkapselungsbestandteils oder des aktiven Bestandteils zu vermeiden. Doch obwohl ein Mischvorgang mit geringen Scherkräften zum Einsatz kommt, werden eine wesentliche Plastifizierung des Matrixmaterials und eine zumindest im Wesentlichen gleichmäßige Verteilung des Wirkstoffs erzielt. Im Einklang mit dieser Erfindung hergestellte essbare Produkte zur Verabreichung pharmazeutisch oder ernährungsphysiologisch Wirkstoffe können ohne Kauen aufgenommen oder geschluckt werden, sodass die Produkte den Verdauungstrakt ohne eine wesentliche enzymatische Hydrolyse im Mund erreichen. Zusätzlich verringern oder verhindern in Ausführungsformen der Erfindung die im Wesentlichen sphärische Form und die hohe Dichte eine wesentliche mit der Oberfläche zusammenhängende Zerstörung der Wirkstoffe bei einer Exposition der Partikel gegenüber Luft, Sauerstoff, Licht oder Wasser. Die zeitliche Abstimmung der Freigabe des eingebetteten oder eingekapselten Bestandteils in der Weise, dass diese so lange verzögert wird, bis das Produkt den Magen und/oder den Darm erreicht, kann durch die Verwendung unterschiedlicher Mengen und Typen von hydrophoben Bestandteilen oder Bestandteilen mit hoher Wasserhaltefähigkeit in der plastifizierten Matrix kontrolliert werden. Die erfindungsgemäßen Verfahren können für die kontinuierliche Herstellung einer essbaren Zusammensetzung für die Verabreichung pharmazeutischer oder ernährungsphysiologischer Wirkstoffe oder für die Herstellung eines landwirtschaftlichen Produkts für die kontrollierte Freigabe von Bioziden, Herbiziden, Düngern, Wachstumsstimulatoren, Pestiziden oder von Produkten für andere Verwendungszwecke eingesetzt werden, zum Beispiel für Detergenzien, die chemische und/oder biologische Wirkstoffe freigeben.
- Zusammenfassung der Erfindung
- Die vorliegende Erfindung stellt ein kontinuierliches Verfahren zur Herstellung einzelner fester Partikel mit kontrollierter Freigabe vor, die einen eingekapselten und/oder eingebetteten Bestandteil enthalten. Die Partikel umfassen ein Matrixmaterial, in das der Wirkstoff eingekapselt oder eingebettet wird. Das Matrixmaterial wird beim Erwärmen plastifiziert, sodass es eine Schmelze bildet. Der Wirkstoff wird mit der Schmelze gemischt, ohne den Einkapselungsbestandteil oder das Matrixmaterial im Wesentlichen schädlich zu beeinflussen oder zu zersetzen. Der Wirkstoff wird mit dem plastifizierten Matrixmaterial bei niedrigen Temperaturen und unter Mischbedingungen mit geringen Scherkräften gemischt, um dadurch eine wesentliche Zerstörung oder Verflüchtigung der Wirkstoffe zu verhindern. Zusätzlich kann mit hohen Wassergehalten gearbeitet werden, sodass die Viskosität wesentlich verringert und die wesentliche Gelatinierung der Stärke erleichtert wird, ohne die Stärkemoleküle im Wesentlichen zu zerstören. Die anschließende Entfernung von zumindest einem Teil des Wassers vor der Zugabe des Einkapselungsbestandteils vermeidet ein zu starkes Trocknen oder Verdampfen der Weichmacherflüssigkeit, was negative Auswirkungen auf den Gehalt des Einkapselungsbestandteils haben könnte. Die Feuchtigkeitsverringerung innerhalb des Extruders sorgt auch dafür, dass eine formbare Zusammensetzung erzielt wird, die in einzelne, im Wesentlichen gleichförmige Teile geformt werden kann. Die Extrusion der Mischung aus Matrix und Wirkstoff kann ohne wesentliche Ausdehnung des Produkts durchgeführt werden, wodurch ein Produkt mit hoher Dichte geliefert wird, das weniger anfällig gegenüber Angriffen durch wässrige oder sauerstoffhaltige Medien ist und dadurch eine verlängerte Freigabezeit bietet. Das erfindungsgemäße Verfahren kann zur Einkapselung wärmeempfindlicher Bestandteile oder leicht oxidierbarer Bestandteile eingesetzt werden, zum Beispiel für pharmazeutische oder biologische oder ernährungsphysiologische Wirkstoffe, ohne deren Aktivität wesentlich zu zerstören. Die erfindungsgemäßen Produkte können essbar und für den direkten Verzehr bestimmt sein oder in Nahrungsmittelprodukte eingearbeitet werden. In anderen erfindungsgemäßen Ausführungsformen können Produkte wie chemische oder landwirtschaftliche Produkte, z.B. Pestizide, Herbizide, Fungizide, Insektizide, Rodentizide oder andere Produkte wie Detergenzien oder Geschmacksstoffe, Duftstoffe und dergleichen vorteilhafterweise eingebettet oder eingekapselt werden, um ihre Freigabe aus der sie umgebenden Matrix zu kontrollieren oder zu verzögern.
- In erfindungsgemäßen Ausführungsformen kann mindestens ein zusätzliches Ingrediens oder Bestandteil dazu verwendet werden, die Freigabeeigenschaften des Endprodukts zu kontrollieren. Der zusätzliche Bestandteil kann den Fluss, die Diffusion oder die Verteilung von Wasser oder Zusammensetzungen auf Wasserbasis in und innerhalb der Partikel des Endprodukts lenken, kontrollieren oder beeinflussen. Das zusätzliche Ingrediens oder Bestandteil zur Kontrolle der Freigabemenge des Einkapselungsbestandteils kann ein hydrophobes Mittel wie Polyethylen, Polyurethan, Polypropylen, Polyvinylchlorid, Polyvinylazetat, ein Fett, Öl, Wachs, eine Fettsäure oder ein Emulgator sein, welcher die Hydrophobizität der Matrix erhöht. Die erhöhte Hydrophobizität hilft, das Eindringen von Wasser oder Magensaft in die Matrix zu verhindern oder zu verzögern. Andere Bestandteile, die zur Kontrolle der Freigabemenge verwendet werden können, sind Bestandteile, die eine hohe Wasserbindefähigkeit aufweisen und die eine schnelle Auflösung der Matrix verzögern oder verhindern und dadurch die Freigabe des Einkapselungsbestandteils in die Matrix verzögern. Beispiele von Bestandteilen mit hoher Wasserbindefähigkeit, die verwendet werden können, sind Proteine wie Weizen-Gluten, Gelatine und Kasein, Hydrokolloid-Gummiarten und ähnliche Stoffe.
- In erfindungsgemäßen Ausführungsformen können Matrixbestandteile zugegeben werden, um die Freigabemenge des Einkapselungsbestandteils zu erhöhen. Diese die Freigabemenge erhöhenden Bestandteile können sich schneller in Wasser auflösen als dies ein anderes Matrixmaterial tut. Beim Auflösen wird die Durchlässigkeit der Partikel erhöht, womit der Zugang zum Einkapselungsbestandteil durch das Lösungsmittel auf Wasserbasis erhöht wird.
- Bei dem erfindungsgemäßen Verfahren kann mindestens ein plastifizierbares, matrixbildendes Material wie beispielsweise Stärke oder Polyvinylpyrrolidon mit einer ausreichenden Menge eines Weichmachers wie Wasser gemischt werden, um die Schmelz- oder Glasübergangstemperatur des plastifizierbaren Materials abzusenken, und zwar zusammen mit dem zusätzlichen die Freigabemenge kontrollierenden Ingrediens. Die Mischung wird über die Schmelz- oder Glasübergangstemperatur des plastifizierbaren oder Matrixmaterials hinaus erwärmt, zum Beispiel über die Gelatinierungstemperatur eines Stärkematrix-Bestandteils, während die Bestandteile innerhalb eines Extruders transportiert und gemischt werden. Die Temperatur wird für eine ausreichend lange Zeitdauer ausreichend hoch gehalten, um die Stärke in der Mischung zumindest teilweise zu gelatinieren. Der zusätzliche Bestandteil, der zur Kontrolle der Freigabemenge des Einkapselungsbestandteils verwendet wird, kann vor oder nach dem Erwärmen des Matrixmaterials, beispielsweise Stärke, zugegeben werden.
- Nachdem das Matrixmaterial bei hohem Feuchtigkeitsgehalt plastifiziert wurde, um den Abbau auf molekularer Ebene zu minimieren, kann zumindest etwas von der Feuchtigkeit anschließend aus der plastifizierten Masse oder dem gekochten Teig entfernt werden. Die Temperatur der plastifizierbaren Masse kann abgesenkt werden, entweder durch Entfernen der Feuchtigkeit und/oder durch zusätzliches Kühlen des Gefäßes, die Zugabe eines inerten Gases oder durch Kombinationen der oben genannten Kühlverfahren. Die plastifizierte oder gelatinierte Masse, die einen geringeren Feuchtigkeitsgehalt und eine niedrigere Temperatur aufweist, wird anschließend zu einem folgenden Extrudergefäßabschnitt transportiert, während eine ausreichend tiefe Temperatur gehalten wird, um den Einkapselungsbestandteil beizumischen, ohne den Einkapselungsbestandteil durch Wärmeeinwirkung zu zerstören. Der Einkapselungsbestandteil wird mit der plastifizierten Matrix unter Bedingungen von niedriger Temperatur und geringen Scherkräften gemischt, um den zugegebenen Wirkstoff in dem plastifizierten Matrixmaterial zu verteilen, zu überziehen, einzubetten oder einzukapseln. Der Mischvorgang wird in Richtung des Extrudermundstücks fortgesetzt, während die Produkttemperatur für eine ausreichende Formbarkeit eingestellt wird.
- Die Mischung wird durch das Extrusionsmundstück extrudiert und geschnitten oder auf andere Weise in Stücke oder Pellets geformt, wobei keine oder im Wesentlichen keine Ausdehnung des Extrudats stattfindet. Das Extrudat oder die Stücke können anschließend getrocknet und danach einer Oberflächenbehandlung mit einem filmbildenden Stoff unterzogen werden, um die extrudierten Pellets oder Stücke weiter einzukapseln. Der filmbildende Stoff kann auch zusätzliche Bestandteile enthalten, welche den Zugang von Licht, Sauerstoff und/oder Wasser zu der Matrix verzögern oder verhindern. In erfindungsgemäßen Ausführungsformen können der eine oder die mehreren pharmazeutischen, ernährungsphysiologischen, biologischen oder chemischen Wirkstoffe mit einem Überzugmaterial vorher überzogen worden sein, zum Beispiel mit Schellack, Zein, Chitosan, Chitin, einem Emulgator oder ähnlichen Stoffen, um die Freigabeeigenschaften des Einkapselungsbestandteils aus dem Matrixmaterial noch weiter zu kontrollieren.
- Die erfindungsgemäßen Produkte können in der Form von einzelnen Partikeln, Pellets oder Tabletten vorliegen. Sie können kugelförmig, kurvenfömig oder linsenförmig, flache Scheiben, von ovaler Form oder ähnlich geformt sein. Der Durchmesser der Partikel kann von etwa 0,5 mm bis etwa 7 mm reichen, und das Verhältnis Länge/Durchmesser (l/d) kann von etwa 0,1 bis 10 reichen. Die spezifische Dichte der Pellets oder Partikel kann von etwa 800 g/Liter bis etwa 1500 g/Liter reichen.
- Die Menge des Weichmachers, z.B. Wasser, die mit dem Matrixmaterial, wie Stärke, gemischt wird, um eine plastifizierte Masse zu bilden, kann von etwa 20 Gewichts-% bis etwa 50 Gewichts-% reichen, vorzugsweise von etwa 35 Gewichts-% bis etwa 45 Gewichts-%, am bevorzugtesten etwa 40 Gewichts-%, jeweils basierend auf dem Gewicht des Matrixmaterials wie Stärke. Die Menge der zur Kontrolle der Freigabemenge des Wirkstoffs verwendeten Ingredienzien kann bis zu etwa 70 Gewichts-% gehen und reicht vorzugsweise von etwa 5 Gewichts-% bis etwa 50 Gewichts-%, am bevorzugtesten zwischen etwa 10 Gewichts-% bis etwa 35 Gewichts-%, jeweils basierend auf dem Gewicht des Matrixmaterials wie Stärke. Die Menge des Wirkstoffs oder Einkapselungsbestandteils, der in die Matrix eingekapselt oder eingebettet wird, kann von etwa 1 Gewichts-% bis etwa 85 Gewichts-% reichen, vorzugsweise von etwa 3 Gewichts-% bis etwa 50 Gewichts-%, am bevorzugtesten zwischen etwa 5 Gewichts-% bis etwa 20 Gewichts-%, jeweils basierend auf dem Gewicht des Matrixmaterials wie Stärke.
- Kurzbeschreibung der Zeichnungen
-
1 zeigt eine schematische Darstellung des erfindungsgemäßen Verfahrens. -
2 ist eine schematische Übersicht des erfindungsgemäßen Extrusionsverfahrens, auf der die Schneckenkonfiguration und das Profil der Gefäßtemperatur für den Extruder dargestellt sind. -
3 zeigt ein alternatives Verfahren, die Extruderschneckenkonfiguration und das Profil der Gefäßtemperatur, bei dem eine vorgelatinierte Stärke oder Durum-Hartweizen unter Anwendung eines relativ. niedrigen Temperaturprofils dem Extruder zugeführt wird. -
4 zeigt ein erfindungsgemäßes Produkt, das einen ersten Außenüberzug und einen Einkapselungsbestandteil aufweist, der einen zweiten Überzug besitzt. -
5 zeigt vier grundlegende Freigabeeigenschaften eines Einkapselungsbestandteils, das erfindungsgemäß durch die Verwendung optionaler Überzüge für das Extrudat und den Einkapselungsbestandteil kontrolliert werden kann. -
6 stellt Freigabedaten für eingekapselte Ascorbinsäure aus verschiedenen Matrixzusammensetzungen dar. - Genaue Beschreibung der Erfindung
- Ein Wirkstoff wird in einen plastifizierbaren Matrixbestandteil oder ein plastifizierbares Matrixmaterial in einem kontinuierlichen Verfahren eingekapselt und/oder eingebettet, um einzelne, feste Partikel herzustellen. Die Freigabe des Wirkstoffs aus der Matrix wird verzögert oder über die Zeit so kontrolliert, dass der Wirkstoff dann und dort bereitgestellt wird, wo er zur Erfüllung seiner beabsichtigten Funktion benötigt wird. Die Freigabe des Wirkstoffs aus der Matrix kann durch einen zusätzlichen Bestandteil oder einen Zusatz kontrolliert werden, das die Hydrophobizität der Matrix oder des Partikels, die Wasserbindefähigkeit der Matrix oder des Partikels, die Löslichkeit oder Porosität des Matrixmaterials oder Partikels oder den Glasübergang (Tg) des Matrixmaterials oder Partikels beeinflusst. Eine Vorbehandlung des Einkapselungsbestandteils, Verarbeitungsbedingungen und die endgültige Form der einzelnen Partikel können ebenfalls genutzt werden, um die Freigabe des Wirkstoffs aus dem Matrixmaterial zu kontrollieren. Durch das kontinuierliche erfindungsgemäße Verfahren wird vorteilhafterweise zumindest im Wesentlichen der Wirkstoff des Matrixmaterials gleichmäßig verteilt, eingebettet oder eingekapselt. Die Wirkstoffe können in dem Matrixmaterial auf einer mikroskopischen oder molekularen Ebene dispergiert sein. Wirkstoffe, die auf einer molekularen Ebene dispergiert sind, können bei ihrer Freigabe im Vergleich zu ihren kristallinen Formen eine höhere Bioverfügbarkeit bieten. Die Wirkstoffe können entweder in fester Form oder in flüssiger Form eingekapselt oder eingebettet sein. Die erfindungsgemäßen Einkapselungsbestandteile und eingekapselten Produkte können essbar sein, wie pharmazeutische oder biologische oder ernährungsphysiologische Wirkstoffe, oder sie können Geschmacksstoffe oder Duftstoffe sein, oder sie können nicht essbare Zusammensetzungen wie beispielsweise ein Detergenz, Herbizid, Fungizid, Pestizid, Insektizid oder Rodentizid oder dergleichen sein. Die Freigabe des Einkapselungsbestandteils aus dem Matrixmaterial kann auch durch die Verwendung eines Films oder Überzugs auf dem Einkapselungsbestandteil und/oder auf den einzelnen, festen in der Matrix eingekapselten Partikeln kontrolliert werden.
- Das Matrixmaterial kann ein plastifizierbares Biopolymer wie ein Kohlenhydrat, beispielsweise eine Stärke oder Cyclodextrin oder ein Polymer wie Polyvinylpyrrolidon sein, oder es kann aus anderen nicht hydrophoben Polymeren wie beispielsweise Kopolymeren von N-Vinylpyrrolidon (NVP) und Vinylazetat, Polyvinylalkohol, Zelluloseester, Zelluloseether und Polyethylenglykol bestehen. Beispiele für Stärken, die in dieser Erfindung verwendet werden können, sind natürliche oder modifizierte Stärken, die aus Mais, Weizen, Reis, Kartoffeln, Tapioka oder Stärke mit hohem Amylosegehalt abgeleitet werden. Zu den Stärkequellen, die verwendet werden können, gehören auch Mehle aus Getreide wie Mais, Weizen, Hartweizen, Reis, Gerste, Hafer oder Roggen sowie Mischungen von ihnen.
- Zu den zusätzlichen Matrixbestandteilen, die verwendet werden können, gehören Kohlenhydrate mit einem geringeren Molekulargewicht als demjenigen von Stärken. Matrixbestandteile mit niedrigerem Molekulargewicht neigen dazu, sich leichter aufzulösen, als dies bei Stärke der Fall ist, und die Durchlässigkeit oder Porosität der Matrix zu erhöhen. Infolgedessen wird der Zugang zum Einkapselungsbestandteil durch das Lösungsmedium, beispielsweise Wasser oder Säure, vergrößert, wodurch eine schnellere Freigabe des Einkapselungsbestandteils aus dem Matrixmaterial zugelassen wird. Beispiele für andere Kohlenhydrate als Stärke, die verwendet werden können, sind Zucker wie Mono- und Disaccharide sowie Stärkehydrolysatprodukte wie Dextrine oder Sirupe mit Dextroseäquivalent-Werten (DE-Werten), die von etwa 2 bis etwa 99 reichen, oder von etwa 5 bis 98, sowie Mischungen davon.
- Das Matrixmaterial wird in einer wirksamen Einkapselungsmenge verwendet. In erfindungsgemäßen Ausführungsformen kann der Matrixmaterialgehalt, beispielsweise der Stärkegehalt der Partikel, mindestens etwa 40 Gewichts-% betragen, zum Beispiel zwischen etwa 60 Gewichts-% bis etwa 95 Gewichts-%, jeweils basierend auf dem Gewicht des Endprodukts.
- Der Plastifizierer oder Weichmacher, der zur Absenkung der Schmelztemperatur oder Glasübergangstemperatur (Tg) des Matrixmaterials und zur Erleichterung der Plastifizierung verwendet werden kann, ist vorzugsweise Wasser, kann jedoch auch eine Zusammensetzung auf Wasserbasis wie beispielsweise eine Zuckerlösung, Alkohol, Sorbitol, Polyethylenglykol, Polypropylenglykol, Silikon, Hexanol, Pentanol, Dimethylsulfoxid (DMSO), Hexan oder ein Öl sein. Die Menge des Weichmachers wie Wasser sollte ausreichen, um die Schmelz- oder Glasübergangstemperatur des plastifizierbaren Materials wie Stärke wesentlich abzusenken, so dass es mit den anderen Ingredienzien bei einer ausreichend tiefen Temperatur und unter Bedingungen mit ausreichend niedrigen Scherkräften gemischt werden kann, damit eine wesentliche mechanische oder durch Wärmeeinwirkung hervorgerufene Zerstörung des plastifizierbaren Materials oder des Matrixmaterials vermieden wird. Exemplarische Mengen des Weichmachers, beispielsweise Wasser, können von etwa 20 Gewichts-% bis etwa 50 Gewichtsreichen, vorzugsweise von etwa 35 Gewichts-% bis etwa 45 Gewichts-%, am bevorzugtesten etwa 40 Gewichts-%, jeweils basierend auf dem Gewicht des plastifizierbaren Materials oder Matrixmaterials wie Stärke.
- Zu den zusätzlichen Bestandteilen, die zur Kontrolle der Freigabeeigenschaften des Endprodukts verwendet werden können, kann ein hydrophobes Mittel zur Verlangsamung der Freigabemenge des Einkapselungsbestandteils gehören. Beispiele für Bestandteile, die zur Beeinflussung der Hydrophobizität der Matrix eingesetzt werden können, sind Fette, Öle, Wachse, Fettsäuren, Emulgatoren wie Mono- oder Diglyzeride, synthetische Polymere wie Polyolefine, beispielsweise Polyethylen oder Polypropylen, Polyvinylchlorid, Polyvinylazetat und dessen Derivate, Paraffin sowie modifizierte Stärken aus pflanzlichen Quellen, die hydrophobe Eigenschaften besitzen, welche entweder über physikalische oder chemische Modifikationen gewonnen werden, sowie Mischungen hydrophober Bestandteile. Pflanzliche Lipide oder synthetische Lipide mit Schmelzpunkten bis etwa 65°C können zum Beispiel als hydrophobes Mittel verwendet werden. Die hydrophoben Bestandteile erhöhen die Hydrophobizität der Matrix und helfen, das Eindringen von Wasser oder Magensaft in die Matrix zu verhindern oder zu verlangsamen, indem sie das Wasser oder die wässrigen Säuren abweisen und dadurch die Freigabe des Einkapselungsbestandteils in das umgebende Medium verzögern.
- Zusätzliche Bestandteile, die zur Verzögerung oder Verhinderung der schnellen Freigabe des Einkapselungsbestandteils aus der Matrix verwendet werden können, sind Bestandteile oder Mittel, die eine hohe Wasserbindefähigkeit haben. Die Mittel können eine Wasserbindefähigkeit oder Wasserhaltefähigkeit haben, die größer ist als die Wasserbindefähigkeit des Matrixmaterials, wie Stärke. Der Bestandteil mit hoher Wasserbindefähigkeit kann das Wasser binden, das in die Partikel eindringt, oder das Wasser daran hindern, die Matrix aufzulösen, wodurch die Freigabe des Einkapselungsbestandteils aus der Matrix verhindert oder verzögert wird. Beispiele für Mittel mit hoher Wasserbindefähigkeit, die erfindungsgemäß eingesetzt werden können, sind Proteine tierischer Herkunft wie Gelatine und Kasein und Proteine aus Quellen wie Weizen, Soja, Mais oder anderen Getreidearten sowie Hydrokolloide wie beispielsweise Carragenate, Alginate, Xanthangummi, Gummi arabicum, Guarmehl oder Guargummi, Agar Agar, Tragacanth, Karaya, Johannisbrotgummi, Pektin, lösliche Fasern, nichtlösliche Fasern und dergleichen. Beispiele für Proteine aus Getreide, die verwendet werden können, sind Gluten, Vital-Weizengluten, Zein und Sojaproteinkonzentrate. Die Proteine aus pflanzlichen Quellen können auch zur Erhöhung der tolerierbaren Zugabe von Lipiden innerhalb der Matrixzusammensetzung verwendet werden, was zu einer indirekten Erhöhung der Hydrophobizität der Matrix führt. Die Bestandteile mit hoher Wasserbindefähigkeit können allein eingesetzt werden, oder es können Mischungen von ihnen verwendet werden.
- Die zusätzlichen Bestandteile oder Ingredienzien, die zur Kontrolle der Freigabemenge des Einkapselungsbestandteils verwendet werden, können in Mengen von bis zu etwa 70 Gewichts-% eingesetzt werden, vorzugsweise von etwa 5 Gewichts-% bis etwa 50 Gewichts-%, am bevorzugtesten von etwa 10 Gewichts-% bis etwa 35 Gewichts-%, jeweils basierend auf dem Gewicht des Matrixmaterials, wie Stärke.
- Zu den Wirkstoffen, die erfindungsgemäß in die Matrices eingekapselt oder eingebettet werden, gehören pharmazeutische Zusammensetzungen oder Verbindungen, nutrazeutische Zusammensetzungen oder Verbindungen, Nahrungsbestandteile oder biologisch aktive Bestandteile, Geschmacksstoffe, Duftstoffe, Detergenzien oder oberflächenaktive Zusammensetzungen. Zu den pharmazeutischen Verbindungen oder Zusammensetzungen gehören zum Beispiel Antibiotika, Analgetika, Vakzine, entzündungshemmende Mittel, Antidepressiva, Antivirenmittel, Antitumormittel, Enzyminhibitoren, Zidovudin enthaltende Strukturen, makromolekulare Polypeptide, aromatische Nitro- und Nitrosoverbindungen und deren Stoffwechselprodukte, die als Antiviren- und Antitumormittel geeignet sind, HIV-Proteaseinhibitoren, Viren und Steroide, Mischungen dieser Bestandteile und dergleichen.
- Zu den nutrazeutischen Bestandteilen können Bestandteile gehören, welche die Gesundheit fördern oder Krankheiten verhindern oder das Wohlbefinden steigern, beispielsweise Antioxidantien, Phytochemikalien, Hormone, Vitamine wie beispielsweise Vitamin C und Vitamin E, Provitamine, Mineralstoffe, Mikroorganismen wie beispielsweise Bakterien, Pilze und Hefe, Präbiotika, Probiotika, Spurenelemente, essentielle und/oder mehrfach ungesättigte Fettsäuren wie beispielsweise Omega-3-Fettsäuren, mittelkettige Triglyzeride, Nahrungsergänzungsmittel, Enzyme, Pigmente, Oligopeptide, Dipeptide und Aminosäuren.
- Zu den biologischen Wirkstoffen, die eingekapselt werden können, gehören in der Landwirtschaft nützliche Zusammensetzungen, um entweder einen Schädlingsbefall zu verhindern, wie Herbizide, Pestizide, Insektizide, Rodentizide, Fungizide, deren Mischungen und dergleichen, oder um das Wachstum zu fördern, wie Hormone, Dünger oder andere wachstumsstimulierende Mittel.
- Beispiele für Wirkstoffe, die erfindungsgemäß eingekapselt oder eingebettet werden können, sind: Azepromazin, Azetaminophen, Azetohexamid, Azetohydroxaminsäure, Azetylcholin, Azetylzystein-Acyclovir, Albendazol, Alclometasondipropionat, Allopurinol, Alprazolam, Alprostadil, Amcinoid, Amantadin, Amdinocillin, Amikazin-Amilorid, Aminocapronsäure, Aminophyllin, Aminosalizylat, Aminosalizylsäure, Amitriptylinhydrochlorid, Ammoniumchlorid, Amobarbital, Amodiaquinhydrochlorid, Amoxapin, Amoxicillin, Amphetaminsulfat, Amphoterizin, Ampicillin-Amprolium, Azetazolamid-Azetyldigoxin, Azetylsalizylsäure, Anileridin, Anthralin, Antipyrin, Antivenin, Apomorphin, Apraclonidin, Askorbinsäure, Aspirin, Acromycin-Atropin; Amoxycillin-Anipamil, Azaperon-Azatadin-Maleat, Azathioprin, Azithromyzin, Aztreonam, Bacampicillin, Bazitrazin, Baklofen, Bariumsalze, Beclomethasondiproionat, Belladonna-Extrakt, Bendroflumethiazid, Benoxinathydrochlorid, Benzethonchlorid, Benzokain, Benzonatat-Benzthiazid, Benztropinmesylat, Betain, Betamethason, Betaxolol, Betanecholchlorid, Biotin, Biperiden, Bisacodyl, Bismut, Botulismus-Antitoxin, Bromcriptin-Mesylat, Bromdiphenhydramin-Hydrochlorid, Bumetanid, Bupivakain, Busulfan-Butabarbital-Natrium, Butalbital, Kombinationen von Butalbital, Koffein sowie Aspirin und Kodein, Betakarotin, Calcifediol, Kalziumkarbonat, Kalziumzitrat, Kalziumsalze, Candicidin, Captopril, Carbachol, Carbamazepin, Carbenicillin-Indanyl-Natrium, Carbidopa, Carbinoxaminmaleat, Carboprost-Tromethamin, Carboxymethylzellulose, Carisoprodol, Casanthranol, Cascara, Rizinusöl, Cefaclor, Cefadroxil, Cefamandolnafat, Cefazolin, Cefixim, Cefoperazon, Cefotaxim, Cefprozil, Ceftazidim, Cefuroximaxetil, Cephalexin, Cephradin, Chlorambuzil, Chloramphenikol, Chlordiazepoxid, Chloroquinphosphat, Chlormadinonazetat, Chlorthiazid, Chlorpheniraminmaleat, Chlorxylenol, Chlorpromazin, Chlorpropamid, Chlorprothixen, Chlortetracyclinbisulfat, Chlortetracyclinhydrochlorid, Chlorthalidon, Chlorzoxazon, Cholekalziferol, Cholera-Vakzine, Chromchlorid, Chymotrypsin Cimetidin, Cinoxazin, Cinoxat, Ciprofloxazin, Cisplatin, Clarithromyzin, Kaliumclavulanat, Clemastinfumarat, Clidiniumbromid, Clindamyzin-Hydrochlorid-Palmitat und -Phosphat, Clioquinol, Clofazimin, Clofibrat, Clomiphenzitrat, Clonazepam, Cinnarizin, Clonidinhydrochlorid, Clorsulon, Clotrimazol, Cloxacillin-Natrium, Cyanocobalamin, Kokain, Coccidioidin, Lebertran, Kodein, Colchizin, Colestipol, Corticotropin, Corison-Azetat, Cyclacillin, Cyclizinhydrochlorid, Cyclobenzaprin-Hydrochlorid, Cyclophosphamid, Cycloserin, Cyclosporin, Cyproheptadinhydrochlorid, Zysteinhydrochlorid, Danazol, Dapson, Dehydrocholsäure, Demeclocyclin, Desipramin, Desoximetason, Desoxycorticosteron-Azetat, Dexamethason, Dexchlorpheniramin-Malest; Dexpanthenol, Dextroamphetamin, Dextromethorphan, Diazepam, Diazoxid, Dibucain, Dichlorphenamid, Dicloxacillin-Natrium, Dicyclomin, Dienestrol, Diethylpropion-Hydrochlorid, Diethylstilbestrol, Diflunisal, Digitalis, Dicoumarol, Digitoxin, Digoxin, Dihydroergotamin, Dihydrostreptomyzin, Dihydrotachysterol, Dihydroxyaluminium-Aminoazetat, Dihydroxyaluminium-Natriumcarbonat, Diltiazemhydrochlorid, Dimenhydrinat, Dimercaprol, Diphenhydraminhydrochlorid, Diphenoxylathydrochlorid, Diphterie-Antitoxin, Dipyridamol, Disopyramidphosphat, Disulfiram, Dobutaminhydrochlorid, Docusat-Kalzium, Docusat-Natrium, Dopaminhydrochlorid, Doxepinhydrochlorid, Doxycyclin, Doxycyclinhyclat, Doxylamin-Cuccinat, Dronabinol, Droperidol, Drotaverin, Dydrogesteron, Dyphyllin, Guaifenesin. Enalaprilmaleat, Analaprilat, Ephedrin, Epinephrin, Equilin, Ergocalciferol, Ergoloidmesylate, Ergonovinmaleat, Ergotamintartrat, Erythrityltetranitrat, Erythromyzin, Estradiol, Estriol, Östrogen, Estron, Estropipat, Ethacrynsäure, Ethambutol-Hydrochlorid, Ethchlorvynol, Ethinylestradiol, Ethionamid, Ethopropazin-Hydrochlorid, Ethotoin, Ethynodioldiazetat, Dinatrium-Etidronat, Etoposid, Eugenol, Famotidin, Fenoprofen, Eisenfumatat, Eisenglukonat, Eisensulfat, Flucytosin, Fludrocortisonacetat, Flunisolid, Fluocinolonacetonid, Fluocinonid, Fluorescein-Natrium, Fluormetolon, Fluorurazil, Fluoxymesteron, Fluphenazin, Flurandrenolid, Flurazpam, Flurbiprofen, Folsäure, Furazolidon, Flunitrazepam, Furosemid, Gemfibrozil, Gentamicin, Gentianviolett, Glutarat, Glutethimid, Glykopyrrolat, Choriongonadotropin, Gramicidin, Griseofulvin, Guaifenesin, Guanabenz, Guanadrelsulfat, Halazon, Haloperidol, Haloprogin, Halothan, Heparin-Kalzium, Hepatitisviren-Vakzine, Hetacillin-Kalium, Hexylresorcinol, Histaminphosphat, Histidin, Homatropin, Histoplasmin, Hydralazinhydrochlorid, Hydrochlorthiazid, Hydrocodonbitartrat, Hydrokortison, Hexobarbital, Hydroflumethiazid, Hydromorphonhydrochlorid, Hydroquinon, Hydroxocobalamin, Hydroxyamphetamin, Hydroxychloroquinsulfat, Hydroxyprogesteroncaproat, Hydroxyurea, Hydroxin-Hydrochlorid, Hydroxin-Pamoat, Hyoscyamin, Hyoscyaminsulfat, Ibuprofen, Ifosfamid, Imipramid, Imipramid-Hydrochlorid, Indapamid, Indomethacin, Insulin, Inulin, Iocetamid, Iodoquinol, Iohexol, Iopamidol, Ipecac, Ipodat-Kalzium, Ipodat-Natrium, Isocarboxacid, Isoetharin-Hydrochlorid, Isofluran, Isoniacid, Isopropamidiodid, Isoproterenolhydrochlorid, Isosorbiddinitrat, Isotretenoin, Isoxsuprinhydrochlorid, Kanamyzinsulfat, Ketoprofen, Ketoconazol, Labetalolhydrochlorid, Lanolin, Leuzin, Leucovorin-Kalzium, Levamisolhydrochlorid, Levocarnithin, Levodopa, Levonorgestrel, Levorphanoltartrat, Levothyroxin-Natrium, Lidocain, Lincomyzinhydrochlorid, Lindan, Liothyronin-Natrium, Liotrix, Lisinopril, Lithiumkarbonat, Loperamidhydrochlorid, Loracarbef, Lonetil, Lorazepam, Lovastatin, Loxapin, Lysin, Mafenidacetat, Magaldrat, Magnesiumkarbonat, Magnesiumchlorid, Magnesiumglukonat, Magnesiumoxid, andere Magnesiumsalze, Malathinon, Mangansalze, Mangan, Maprotilinhydrochlorid, Mazindol, Masernviren-Vakzine, Mebendazol, Mebrofenin, Mecamylamin-Hydrochlorid, Meclizin-Hydrochlorid, Meclocyclin, Meclofenamat-Natrium, Medroxyprogesteronacetat, Mefenaiminsäure, Megestrolacetat, Meglumin, Melphalan, Menadiol-Natriumdiphosphat, Menadion, Menotropin, Meperidin, Mephenytoin, Mephobarbital, Meprednison, Meprobamat, Mercaptopurin, Mesoridazin-Besylat, Mestranol, Metaproterenolsulfat, Metaraminolbitartrat, Methacyclin-Hydrochlorid, Methadonhydrochlorid, Methamphetaminhydrochlorid, Methazolamid, Methdilazin, Methenamin, Methicillin-Natrium, Methimazol, Methionin, Methocarbamol, Methotrexat, Methoxsalen, Methoxyfluran, Methsuximid, Methyclothiazid, Methylbenzethonchlorid, Methyldopa, Methylergonovin-Maleat, Methylphenidathydrochlorid, Methylprednisolon, Methyltestosteron, Methysergid-Maleat, Metoclopramid, Metolazon, Meoprololtartrat, Metronidazol, Metyrapon, Metyrosin, Mexiletinhydrochlorid, Miconazol, Minocyclinhydrochlorid, Minoxidil, Mitomyzin, Mitotan, Molindon-Hydrochlorid, Monobenzon, Morphinsulfat, Mupirozin, Medazepam, Mefrusid, Methandrostenolon, Methylsulfadiazin, Nadolol, Nafcillin, Nafcillin-Natrium, Nalidixinsäure, Nalorphin, Naloxon, Nandrolondecanoat, Nandrolonphenpropionat, Naproxen, Natamyzin, Neomyzin, Neomyzinsulfat, Neostiminbromid, Niazin, Nitrofurantoin, Nifedipin, Nitrazepam, Nitroglyzerin, Nitromerson, Nizatidin, Nonoxynol 9, Norethindron, Norethindronacetat, Norfloxazin, Norgestrel, Nortriptylin-Hydrochlorid, Noscapin, Novobiocin-Natrium, Nystatin, Opium, Oxacillin-Natrium, Oxamniquin, Oxandrolon, Oxazepam, Oxprenololhydrochlorid, Oxtriphyllin, Oxybenzon, Oxybutyninchlorid, Oxycodonhydrochlorid, Oxycodon, Oxymetazolinhydrochlorid, Oxymetholon, Oxymorphon-Hydrochlorid, Oxyphenbutazon, Oxytetrazyklin, Padimat, Pancreatin, Pancrelipase, Papain, Panthenol, Papaverinhydrochlorid, Parachlorphenol, Paramethasonacetat, Paregoric, Paromomyzinsulfat, Penicillamin, Penizillin, Penizillinderivate, Pentaerythritoltetranitrat, Pentazocin, Pentazocinhydrochlorid, Pentazocinsalze, Pentobarbital-Natrium, Perphenazin, Pertussis, Phenacemid, Phenazopyridinhydrochlorid, Phendimetrazintartrat, Phenelzinsulfat, Phenmetrazinhydrochlorid, Phenobarbital, Phenophtalein, Phenoxybenzamin-Hydrochlorid, Phenterminhydrochlorid, Phenylalanin, Phenylbutazon, Phenylephrinhydrochlorid, Phenylpropanolaminhydrochlorid, Physostigmin, Phytonadion, Pilocarpin, Pimozid, Pindolol, Piperazin, Piroxicam-Plicamycin, inaktivierte Poliovirusvakzine, Polycarbophil, Polymycin B-Sulfat, Polythiazid, Kaliumchlorid, Kaliumzitrat, Kaliumglukonat, Kaliumiodid, Kaliumnatriumtartrat, Povidoniodid, Pralidoximchlorid, Pramoxin-Hydrochlorid, Pramezam, Prazepam, Praziquantel, Prazosinhydrochlorid, Prednisolon, Prilocain, Primaquin, Primidon, Probenecid, Probucol, Procainamidhydrochlorid, Procainhydrochlorid, Procarbazin-Hydrochlorid, Prochlorperazin, Prochlorperazinmaleat, Procyclidinhydrochlorid, Progesteron, Prolin, Promazin, Promazinhydrochlorid, Promethazin, Promethazinhydrochlorid, Propafenonhydrochlorid, Propanthelin, Proparacain-Hydrochlorid, Propoxycain-Hydrochlorid, Propoxyphen-Hydrochlorid, Propoxyphen-Napsylat, Propanololhydrochlorid, Propyliodon, Propylthiourazil, Protriptylin-Hydrochlorid, Pseudoephedrinhydrochlorid, Bimsstein, Pyrantelpamoat, Pyrazinamid, Pyrethrumextrakt, Pyridostigminbromid, Pyridoxinhydrochlorid, Pyrilaminmaleat, Pyrimethamin, Pyroxylin, Pyrviniumpamoat, Phenazetin, Phenytoin, Prednison, Chinidinglukonat, Chinidinsulfat, Tollwutvakzine, Racepinephrin-Ranitidin, Rauwolfia serpentina, Resorcinol, Ribavirin, Riboflavin, Rifampin, Ritodrin, Rubellavirus-Vakzine, Saccharin, Saccharin-Natrium, Salizylamid, Salizylsäure, Salsalata, Scopolamin, Secobarbital-Natrium, Selensäure, Selensulfat, Sennaserin, Simethicon, Natriumaskorbat, Natriumbikarbonat, Natriumfluorid, Natriumglukonat, Natriumiodid, Natriumlaktat, Natriumnitrit, Natriumnitroprussid, Natriumsalizylat, Spironolakton, Stannozolol, Streptomyzin, Sucralfat, Sulfacetamid, Sulfadiazin, Reserpin, Sulfadioxin, Sulfamerazin, Sulfamethazin, Sulfamethizol, Sulfamethoxazol, Sulfamethoxydiazin, Sulfapyridin, Sulfasalazin, Sulfaperin, Sulfathiazol, Sulfisoxazol, Sulfinpyrazon, Sulindac, Suprofen, Stilain, Tamoxifencitrat, Temazepam, Terbutalinsulfat, Terfenadin, Terpin, Testolakton, Testosteron, Tolazamid, Tolbutamid, Tetracain, Tetrazyklin, Tetrahydrozyklin, Theophyllin, Thiabendazol, Thiaminhydrochlorid, Thiamin, Thiamylal, Thiethylperazin-Thimerosal, Thioguanin, Thioridazinhydrochlorid, Thistrepton, Thiotepa, Thiothixen, Threonin, Thyreoidea, Ticarcillin, Timolol, Tioconazol, Titandioxid, Tolazamid, Tolbutamid, Tolmetin, Tolnaftat, Trazodonhydrochlorid, Tretinoin, Triazetin, Triamzinolon, Triamteren, Triazolam, Trichorfon, Trichlormethiazid, Trientin-Hydrochlorid, Trifluoperazin-Hydrochlorid, Triflupromazin, Trihexyphenidylhydrochlorid, Trimeprazintartrat, Trimethadion, Trimethobenzamid-Hydrochlorid, Trimethoprim, Trioxsalen, Tripelennamin, Triprolidin, Trisulfapyrimidin, Tropicamid, Trypsin, Tryptophan, Tuberkulin, Tyloxapol, Tyropanoat-Natrium, Tyrosin, Tyrothricin, Thyrothricin-Bethamethason, Thiosäure, Sotalol, Salbutamol, Norfenefrin, Silymarin, Dihydroergotamin, Buflomedil, Etofibrat, Indometazin, Harnstoff, Valin, Valproinsäure, Vancomycinhydrochlorid, Vasopressin, Verapramil, Vidarabin, Vinblastin, Vinkristin, Vitamine, Warfarin, Gelbfieber-Vakzine, Zinkazetat, Zinkkarbonat, Zinkchlorid, Zinkglukonat, Betaacetyldigoxin, Piroxicam, Haloperidol, ISMN, Amitriptylin, Diclofenac, Nifedipin, Verapamil, Pyritinol, Nitrendipin, Doxyzyklin, Bromhexin, Methylprednisolon, Clonidin, Fenofibrat, Allopurinol, Pirenyepin, Levothyroxin, Tamoxifen, Metildigoxin, O-(Beta-Hydroxyethyl)-rutosid, Propicillin, Aciclovir-Mononitrat, Paracetamol, Naftidrofuryl, Pentoxifyllin, Propafenon, Acebutolol, L-Thyroxin, Tramadol, Bromocriptin, Loperamid, Ketotifen, Fenoterol, Cadobelisat, Propanolol, Enalaprilhydrogenmaleat, Bezafibrat, ISDN, Gallopamil, Xantinolnicotinat, Digitoxin, Flunitrazepam, Bencyclan, Dexapanthenol, Pindolol, Lorazepam, Diltiazem, Piracetam, Phenoxymethylpenizillin, Furosemid, Bromazepam, Flunarizin, Erythromycin, Metoclopramid, Acemetacin, Ranitidin, Biperiden, Metamizol, Doxepin, Dikaliumchlorazepat, Tetrazepam, Estramustinphosphat, Terbutalin, Captopril, Maprotilin, Prazosin, Atenolol, Glibenclamid, Cefaclor, Etilfrin, Cimetidin, Theophyllin, Hydromorphon, Ibuprofen, Primidon, Clobazam, Oxaceprol, Medroxyprogesteron, Flecainid, Pyridoxal-5-Phosphat-Glutaminat, Hymechromon, Etofyllinclofibrat, Vincamin, Cinnarizin, Diazepam, Ketoprofen, Flupentixol, Molsimin, Glibornurid, Dimetinden, Melperon, Soquinolol, Dihydrokodein, Clomethiazol, Clemastin, Glisoxepid, Kallidinogenase, Oxyfedrin, Baclofen, Carboxymethylcystein, Thioridazin, Betahistin, L-Tryptophan, Murtol, Bromelain, Prenylamin, Salazosulfapyridin, Astemizol, Sulpirid, Benzerazid, Dibenzepin, Azetylsalizylsäure, Miconazol, Nystatin, Ketoconazol, Natriumpicosulfat, Coltyramin, Gemfibrozil, Rifampizin, Fluocortolon, Mexiletin, Amoxicillin, Terfenadrin, Mucopolysaccharid-Polysulfat, Triazolam, Mianserin, Tiaprofensäure, Ameziniummetilsulfat, Mefloquin, Probucol, Chinidin, Carbamazepin, L-Aspartat, Penbutolol, Piretanid, Aescin-Amitriptylin, Cyproteron, Natriumvalproinat, Mebeverin, Bisacodyl, 5-Aminosalizylsäure, Dihydralazin, Magaldrat, Phenprocoumon, Amantadin, Naproxen, Carteolol, Famotidin, Methyldopa, Auranofin, Estriol, Nadolol, Levomepromazin, Doxorubicin, Medofenoxat, Azathioprin, Flutamid, Norfloxacin, Fendilin, Prajmaliumbitartrat, Lipidderivate von Phosphonatiden, amphiphilische Polymere, Adenosinderivate, sulfatierte Tannine, monoklonale Antikörper und Metallkomplexe von wasserlöslichem Texathyrin.
- Die Menge des Wirkstoffes oder Einkapselungsbestandteils, die in die erfindungsgemäßen Produkte eingearbeitet wird, kann so sein, dass sie eine wirksame Menge bereitstellt oder verabreicht, zum Beispiel eine pharmazeutisch wirksame Menge oder eine nutrazeutisch wirksame Menge des Wirkstoffes an seinem beabsichtigten Ort, beispielsweise dem Dünndarm. Beispielhafte Mengen des Wirkstoffes oder Einkapselungsbestandteils, der in die Matrix eingekapselt oder eingebettet werden kann, können von etwa 1 Gewichts-% bis etwa 85 Gewichts-% reichen, vorzugsweise von etwa 3 Gewichts-% bis etwa 50 Gewichts-%, jeweils basierend auf dem Gewicht des Matrixbestandteils, beispielsweise Stärke.
- Zu den einen Film aufbauenden oder filmbildenden Stoffen, die zum Überziehen der Einkapselungsbestandteile vor ihrer Einarbeitung in die Matrix verwendet werden können, gehören häufig verwendete Überzugmaterialien wie Zein, Pektin, Schellack, Gelatine, Fette, Öle, Wachse, Emulgatoren, natürliche oder modifizierte Stärke, Chitosan, Chitin und Mischungen von ihnen. Der einen Film aufbauende oder filmbildende Stoff kann auch zum Überziehen des extrudierten, in Partikelform vorliegenden Produkts verwendet werden. Eine Vorbehandlung des Einkapselungsbestandteils durch Überziehen mit einem filmbildenden Stoff wie einem Fett oder Wachs mit hohem Schmelzpunkt oder mit einem Emulgator wie Glyzerinmonostearat oder dergleichen neigt dazu, eine unerwünschte Interaktion zwischen einem Einkapselungsbestandteil und der Matrix zu verhindern. Die Einkapselungsbestandteile und die Extrudatpartikel können mit filmbildenden Mengen der Stoffe in wässrigen oder alkoholischen Lösungen oder öligen Zusammensetzungen überzogen werden.
- Die filmbildenden Stoffe oder Überzüge können auch zusätzliche Bestandteile enthalten, welche die Partikel oder Pellets oder den Einkapselungsbestandteil vor Lichteinfluss schützen, beispielsweise Titandioxid oder Produkte auf Kakaobasis. Die Überzüge können auch Antioxidantien zum Schutz der Pellets oder Einkapselungsbestandteile vor dem Einfluss von Sauerstoff oder Luft enthalten.
- In Übereinstimmung mit erfindungsgemäßen Ausführungsformen kann die Dicke des Überzugs auf dem Einkapselungsbestandteil dazu genutzt werden, die Freigabemenge des Einkapselungsbestandteils zu kontrollieren, sobald das auflösende Medium, beispielsweise Wasser, den Einkapselungsbestandteil erreicht. Zum Beispiel verlangsamt sich durch Erhöhung der Dicke des Überzugs auf dem Einkapselungsbestandteil die Menge seiner Freigabe in das Medium. Ebenso wird durch Erhöhen der Dicke des Überzugs auf dem Extrudat oder Pellet die Freigabe des Einkapselungsbestandteils aus dem Matrixmaterial verzögert.
- Gemäß dem erfindungsgemäßen Verfahren werden das Matrixmaterial oder das plastifizierbare Material und der Weichmacher gemischt und erwärmt, um das Matrixmaterial unter Mischbedingungen mit geringen Scherkräften zu plastifizieren und zu schmelzen, ohne das Matrixmaterial wesentlich zu zerstören oder zu zersetzen. In bevorzugten Ausführungsformen können das Matrixmaterial und der Weichmacher am oberen Ende eines Extruders zugegeben werden, gemischt und über die Schmelztemperatur des plastifizierbaren Materials oder über die Gelatinierungstemperatur von Stärke hinaus erwärmt werden, während diese Bestandteile innerhalb des Extruders gemischt und weiterbefördert werden. In Ausführungsformen, bei denen Stärke als Matrixmaterial verwendet wird, wird die Stärke zumindest teilweise gelatiniert, ohne dass dabei die Struktur der Stärke zerstört wird und ohne dass eine wesentliche Umwandlung der Stärke in Dextrin erfolgt. Der Grad der Gelatinierung kann zum Beispiel mindestens etwa 75% betragen, z.B. mindestens etwa 90%, oder sie kann praktisch vollständig gelatinieren. Um mindestens eine wesentliche Gelatinierung der Stärke zu erzielen, können in erfindungsgemäßen Ausführungsformen das Mischen der Stärke und des Weichmachers (vorzugsweise Wasser) auf einer Temperatur der Mischung von mindestens 100°C gehalten werden, vorzugsweise von etwa 120°C bis etwa 150°C, zum Beispiel von etwa 125°C bis etwa 140 C, und zwar für einen Zeitraum von mindestens etwa 3 l/d, vorzugsweise etwa 5 bis 7 l/d der Extruderlänge. Zum Beispiel kann es bei Stärken mit einem Amylosegehalt von mehr als 25%, zum Beispiel von etwa 50% bis etwa 70%, erforderlich sein, eine Produkttemperatur innerhalb des Extruders von etwa 125°C für eine ausreichende Zeitdauer zu halten, zum Beispiel für etwa 4 l/d, vorzugsweise etwa 7 bis 8 l/d der Extruderlänge bei einer niedrigen Schneckendrehzahl von etwa 150 bis etwa 200 UpM, wobei Schneckenelemente mit mittlerer Steigung eingesetzt werden, um eine zumindest wesentliche Gelatinierung der Stärke sicherzustellen.
- In erfindungsgemäßen Ausführungsformen kann der innerhalb des Kochabschnitts oder des Gelatinierungsabschnitts oder der Plastifizierungszone erreichte Druck zwischen etwa 5 bis 100 bar liegen, vorzugsweise zwischen etwa 10 und 35 bar.
- Ein quantitatives Gesamtmaß für die innerhalb des Extruders während des Kochvorgangs eingesetzten Scherkräfte ist die Zufuhr von spezifischer mechanischer Energie. In erfindungsgemäßen Ausführungsformen kann die spezifische Zufuhr an mechanischer Energie während des Kochens unter etwa 150 Wh/kg liegen, vorzugsweise unter etwa 100 Wh/kg, am bevorzugtesten unter etwa 50 Wh/kg.
- In Ausführungsformen, bei denen Hartweizen als Matrixmaterial verwendet wird, ist das Erwärmen des Gemischs aus Hartweizen und Wasser zum Kochen oder Gelatinieren des Hartweizens möglicherweise dort nicht notwendig, wo ein ungekochtes teigartiges Produkt gewünscht wird.
- Das mindestens eine zusätzliche Ingrediens oder der zusätzliche Bestandteil, beispielsweise der hydrophobe Bestandteil oder der Bestandteil mit hoher Wasserbindefähigkeit zur Kontrolle der Freigabeeigenschaften des Endprodukts, kann mit dem Matrixmaterial wie Stärke trocken gemischt oder vorgemischt werden. In anderen erfindungsgemäßen Ausführungsformen kann der zusätzliche Bestandteil zur Kontrolle der Freigabeeigenschaften während des Erwärmens in einer Erwärmungs- oder Gelatinierungszone zugegeben werden. Die Zugabe des mindestens einen die Freigabe kontrollierenden Bestandteils vor einer wesentlichen Wasserverdampfung oder Abkühlung kann auch die gleichmäßige Verteilung des Bestandteils überall in der Matrix zumindest wesentlich erleichtern.
- Die plastifizierte Masse kann während der Erwärmung oder der Gelatinierung einer Feuchtigkeitsverringerung unterhalb der Zuführung der die Freigabe kontrollierenden Bestandteile unterzogen werden. In erfindungsgemäßen Ausführungsformen kann der Wassergehalt wesentlich verringert werden, um so das Formen zu erleichtern und das optionale Schneiden zu ermöglichen, ohne dass das Material am Schneidwerkzeug klebt. Zum Beispiel kann der Wassergehalt um mindestens 10% verringert werden, zum Beispiel um etwa 25% bis etwa 50%. Zum Beispiel kann der Feuchtigkeitsgehalt einer plastifizierten Stärkematrix, die einen anfänglichen Feuchtigkeitsgehalt von etwa 43 Gewichts-% hat, auf etwa 30 Gewichts-% verringert werden. In anderen Ausführungsformen kann der Feuchtigkeitsgehalt einer gelatinierten Stärkezusammensetzung von etwa 30 Gewichts-% auf etwa 18% Gewichts-% verringert werden.
- Das Entfernen des Wassers kann erreicht werden, indem man die zumindest teilweise plastifizierte oder gelatinierte Mischung einen Extrudergefäßabschnitt durchlaufen lässt, der zur Atmosphäre hin offen ist. In anderen Ausführungsformen kann die Feuchtigkeit entfernt werden, indem der Druck über dem Material verringert wird, während es sich unterhalb eines offenen Extruderabschnitts oder eines Extrudergefäßes bewegt, der mit einer externen Vakuumpumpe verbunden ist. Es ist auch möglich, eine Vielzahl in Reihe angeordneter offener Extrudergefäßabschnitte zu verwenden. Die Vielzahl von offenen Gefäßabschnitten kann zur Atmosphäre hin offen oder mit einer oder mehreren Vakuumpumpen verbunden sein, oder Kombinationen davon können zum Einsatz kommen. In anderen Ausführungsformen kann das Material von einem ersten Kochextruder in eine unterhalb von ihm oder nach ihm angeordnete Misch- und Formvorrichtung wie einen Extruder überführt werden. Während der Überführung kann dem Material die Möglichkeit gegeben werden, einen Temperatur- oder Feuchtigkeitsabfall zu durchlaufen, indem es der Atmosphäre oder einer Vakuumhaube ausgesetzt wird.
- Nach dem Erwärmen und der Verringerung des Feuchtigkeitsgehalts kann die plastifizierte oder gelatinierte Masse einer Abkühlung unterzogen werden, um die Temperatur der Masse für die nachfolgende Zugabe des Wirkstoffs oder Einkapselungsbestandteils wesentlich zu verringern. In erfindungsgemäßen Ausführungsformen wird die Temperatur des Matrixmaterials wesentlich verringert, um eine wesentliche Zerstörung des Einkapselungsbestandteils zu vermeiden. Die Temperatur des Matrixmaterials kann zum Beispiel um mindestens 5°C verringert werden, im Allgemeinen um mindestens 25°C, vorzugsweise um mindestens 60°C. In erfindungsgemäßen Ausführungsformen kann die Temperatur des Matrixmaterials auf deutlich unter 100°C abgekühlt werden, zum Beispiel auf eine Temperatur zwischen etwa 25°C und 95°C in einem oder mehreren Extrudergefäßen. Das Material kann durch die Gefäßwände von einem oder mehreren Extrudergefäßen transportiert und diesen Wänden ausgesetzt werden, wobei die Extrudergefäße mit Wasser oder geeigneten anderen Kühlflüssigkeiten wie beispielsweise Glykol gekühlt werden. In anderen erfindungsgemäßen Ausführungsformen kann das Matrixmaterial durch die direkte Einleitung von Gasen wie Kohlendioxid oder Stickstoff gekühlt oder abgeschreckt werden, die die Temperatur des Matrixmaterials durch direkten Kontakt absenken. Das Matrixmaterial kann nach der Feuchtigkeitsverringerung und der Temperaturabsenkung zu einem nachfolgenden Extrudergefäßabschnitt für die Zugabe eines oder mehrerer Wirkstoffe gefördert werden.
- Nach dem Abkühlen der Matrix auf eine Temperatur, die tief genug ist, um eine wesentliche Zerstörung und/oder Verflüchtigung des Wirkstoffs oder des Einkapselungsbestandteils durch Wärme zu vermeiden, kann der Einkapselungsbestandteil in einen unterhalb angeordneten Gefäßabschnitt des Extruders zugegeben werden. Der zugegebene Wirkstoff oder Einkapselungsbestandteil kann als Feststoff oder Flüssigkeit hinzugefügt werden. Für die Zuführung des Wirkstoffs zu einem Extruder kann zum Beispiel für die Zuführung von Feststoffen eine Zugabevorrichtung verwendet werden, die allgemein als Seitenzuführung ("Sidefeeder") bekannt ist. Andere herkömmliche Zuführvorrichtungen für Feststoffe, wie beispielsweise eine volumetrische oder gravimetrische Dosiervorrichtung, können ebenfalls verwendet werden. Zum Einspritzen flüssiger Wirkstoffe oder Lösungen, Dispersionen, Emulsionen oder Suspensionen können Flüssigkeitseinspritzdüsen verwendet werden. In erfindungsgemäßen Ausführungsformen können eine Seitenzuführung und Flüssigkeitseinspritzdüsen verwendet werden. Wenn eine Einspritzdüse verwendet wird, sollte der Druck zum Einspritzen des flüssigen Einkapselungsbestandteils ausreichend höher als der Druck im Extruder sein, damit der Einkapselungsbestandteil in das Extrudergefäß eingespritzt werden kann. Wenn zum Beispiel der Druck der plastifizierten Masse im Inneren des Extruders 10 bar beträgt, kann der Einspritzdruck etwa 2 bis etwa 5 bar höher sein, d.h., 12 bis 15 bar.
- In Ausführungsformen, bei denen der Einkapselungsbestandteil vorab mit einem filmbildenden Material oder Überzugmaterial versehen wird, kann das Überzugsmaterial in herkömmlicher Weise aufgetragen werden, beispielsweise durch Aufsprühen oder Beschichten unter Einsatz herkömmlicher Beschichtungseinrichtungen. Es können auch im Handel erhältliche, vorab mit einem Überzug versehene Wirkstoffe verwendet werden, zum Beispiel vorbeschichtete Mineralstoffe oder Vitamine.
- Der Einkapselungsbestandteil, der selbst wahlweise mit einem Überzug versehen werden kann, wird mit dem Matrixmaterial gemischt, ohne dass der Einkapselungsbestandteil oder der vorbeschichtete Einkapselungsbestandteil wesentlich zerstört wird. Das Mischen kann bei einer Temperatur durchgeführt werden, die wesentlich niedriger ist als die Zersetzungstemperatur des Einkapselungsbestandteils und einer optionalen Vorbeschichtung. Zum Beispiel kann das Mischen des Einkapselungsbestandteils mit dem Matrixmaterial bei einer deutlich unter 100°C liegenden Temperatur durchgeführt werden, vorzugsweise bei einer Temperatur unter etwa 60°C und am bevorzugtesten unter etwa 40 C.
- Das Mischen der zugegebenen Wirkstoffe oder Einkapselungsbestandteile im Inneren des Extruders kann durch den Einsatz einer geeigneten Extrusionsschneckenkonfiguration erreicht werden, mit der eine Mischung unter Bedingungen mit geringen. Scherkräften erzielt wird. Zum Beispiel kann eine Kombination von abwechselnden Förderelementen mit kleiner Steigung mit verteilenden Mischelementen eingesetzt werden, die jeweils im Winkel versetzt zueinander angeordnet sind, um einen axial ausgerichteten Abfluss im Inneren des Extrudergefäßes zu bewirken. Die Kombination aus abwechselnden Förderelementen mit verteilenden Mischelementen bewirkt, dass der Materialfluss kontinuierlich unterbrochen wird, ohne Scherkräfte auf die Masse auszuüben, was zur Folge hat, dass das Material mit einer geringen Zufuhr von mechanischer Energie gemischt wird.
- In anderen erfindungsgemäßen Ausführungsformen können andere Extruderschneckenkonfigurationen eingesetzt werden, die ein verteilendes Mischen mit geringen Scherkräften ermöglichen, beispielsweise Schneckenelemente des Typs ZME, TME, SME und sogenannte IGEL-Elemente, die im Handel von Werner und Pfleiderer erhältlich sind.
- Die Gesamtlänge des verteilenden Mischabschnitts kann etwa 3 bis 12 l/d betragen, vorzugsweise etwa 4 bis 6 l/d, um die hinzugefügten Wirkstoffe in der Matrix ausreichend zu mischen und zu verteilen sowie einzubetten oder einzukapseln.
- Die zumindest im Wesentlichen homogene Mischung des Matrixmaterials und des hinzugefügten Wirkstoffs oder Einkapselungsbestandteils wird anschließend zu einer Extrudermundstücksplatte gefördert. Das Fördern kann durch den Einsatz von Extruderschnecken-Förderelementen mit geringer Steigung erreicht werden, die vor dem Extrudieren der Mischung einen ausreichenden Druck aufbauen, damit diese durch die Öffnungen in der Mundstücksplatte gepresst werden kann. Eine weitere Funktion der Elemente mit geringer Steigung besteht darin, dass sie den Füllgrad innerhalb des letzten Extrudergefäßabschnitts erhöhen. Der höhere Füllgrad ermöglicht die Steuerung des Temperaturprofils der Mischung im Inneren des Extrudergefäßes, um eine optimale Viskositätseinstellung und Extrusion durch die nachfolgenden Öffnungen zu erreichen.
- Die Mischung kann durch Extrusionsmundstücke extrudiert werden, die Öffnungsdurchmesser von etwa 0,5 mm bis etwa 5 mm haben, vorzugsweise von etwa 0,5 mm bis etwa 1 mm. Der Durchmesser des Extrudatstrangs und des Produkts kann größer sein als der Durchmesser der Mundstücksöffnungen, da die sich Zusammensetzung beim Austreten aus dem Mundstück verformen oder aufquellen kann. Die Erhöhung des Durchmessers beim Austreten aus dem Mundstück kann ohne wesentliche Entwicklung einer ausgedehnten, aufgeblasenen, schaumigen oder zellularen Struktur auftreten. Der extrudierte Strang kann einen Querschnittsdurchmesser von etwa 0,5 mm bis etwa 7 mm haben, vorzugsweise von etwa 0,5 mm bis etwa 5 mm, am bevorzugtesten von etwa 1 mm bis etwa 3 mm.
- Der Extrudatstrang kann an der Vorderseite des Mundstücks mit Hilfe eines rotierenden Schneidwerkzeugs, Pelletierers oder rotierender Messer abgeschnitten werden. In anderen Ausführungsformen kann der Extrudatstrang von dem Mundstück unter Einsatz herkömmlicher Schneid- oder Formvorrichtungen zur Herstellung von Pellets oder Tabletten abgeschnitten werden. Die geschnittenen Teile, Pellets oder Tabletten können ein Verhältnis von Länge zu Durchmesser (l/d-Verhältnis) von etwa 0,5 bis 10 und vorzugsweise von etwa 1 haben.
- Gemäß dem erfindungsgemäßen Verfahren kann die Partikelgröße verändert werden, um das Verhältnis von Oberfläche zu Volumen der Pellets oder Teile zu steuern, um so eine gewünschte kontrollierte Freigabe des Einkapselungsbestandteils zu erzielen. Die Partikelgröße kann zum Beispiel durch die Verwendung unterschiedlicher Durchmesser für die Öffnungen des Extrusionsmundstücks verändert werden. Die Partikelgröße kann auch durch den Einsatz eines Schneidwerkzeugs mit regelbarer Geschwindigkeit verändert werden, entweder an der Mundstücksplatte am Ende des Extruders oder entfernt vom Extruder, nachdem die Stränge über eine kurze Strecke befördert wurden. Durch Verändern der Geschwindigkeit des Schneidwerkzeugs kann die Größe der geschnittenen Teile für einen gegebenen Extruderdurchsatz verändert werden. Der Einsatz eines regelbaren Schneidwerkzeugs, der in einer kurzen Entfernung von der Mundstücksplatte angeordnet ist, zum Beispiel zwischen etwa 0,5 Meter und etwa 5 Meter, ermöglicht eine weitere Oberflächenabkühlung, eine weitere Oberflächentrocknung und verringert die Klebrigkeit, wodurch die Stränge besser in Pellets geschnitten werden können.
- Bei der Herstellung von Produkten für den Verzehr durch Menschen oder Tiere ist die Veränderung der Partikelgröße zur Steuerung des Oberflächen/Volumen-Verhältnisses der Pellets entscheidend für die Erzielung einer kontrollierten Freigabe des Einkapselungsbestandteils, während die Pellets oder Partikel den Weg durch den Mund, den Magen und den Darm durchlaufen. Die Veränderung der Partikelgröße ist auch entscheidend für die Kontrolle der Verweilzeit der Pellets im Magen. Zum Beispiel durchlaufen Partikel, die kleiner als 1 mm sind, den Magen oder den Darm schneller, als dies Partikel tun würden, die zum Beispiel größer als 2,5 mm sind.
- Nach dem Schneiden können die entstandenen Stücke oder Pellets auf einen ausreichend niedrigen Feuchtigkeitsgehalt getrocknet werden, der eine ausreichend lange Lagerstabilität oder Haltbarkeitsdauer sicherstellt. Zum Beispiel können die Pellets so getrocknet werden, dass eine Lagerstabilität oder Haltbarkeit von mindestens etwa neun Monaten erreicht wird, vorzugsweise von mindestens etwa achtzehn Monaten, am bevorzugtesten von mindestens etwa sechsunddreißig Monaten. In erfindungsgemäßen Ausführungsformen kann die Trocknung mit Hilfe herkömmlicher Trockenvorrichtungen unter Anwendung von Trocknungstemperaturen durchgeführt werden, die keine negativen Auswirkungen auf die Wärmestabilität der Einkapselungsbestandteile haben. Beispielhafte Trocknungstemperaturen können von etwa 10°C bis etwa 90°C reichen, vorzugsweise von etwa 20°C bis etwa 60°C. Die Trocknung kann so durchgeführt werden, dass ein Feuchtigkeitsgehalt von weniger als etwa 30 Gewichts-% erzielt wird, vorzugsweise von weniger als 12 Gewichts-%, zum Beispiel von etwa 6 Gewichts-% bis etwa 9 Gewichts-%. In Ausführungsformen, in denen keine Stärke oder im Wesentlichen keine Stärke als Matrixmaterial verwendet wird, kann der Feuchtigkeitsgehalt geringer als etwa 6 Gewichts-% sein.
- In Ausführungsformen, bei denen filmbildende Stoffe oder Überzüge auf die Partikel oder Pellets aufgetragen werden, können herkömmliche Sprühdüsen in der Nähe des Mundstücks angeordnet sein oder zum Aufsprühen einer wässrigen oder alkoholischen Lösung der filmbildenden Stoffe auf die geschnittenen Teile, wenn sie vom Extrudermundstück nach unten fallen. In anderen Ausführungsformen können die filmbildenden Stoffe nach dem Trocknen der Pellets aufgetragen werden. Zum Beispiel können die filmbildenden Stoffe unter Einsatz von Sprühdüsen aufgetragen werden, die konventionell als Wirbelschicht-Beschichtungsvorrichtung bezeichnet werden, oder anderer herkömmlicher Beschichtungsvorrichtungen und -verfahren. Wenn der Auftrag der filmbildenden Stoffe den Feuchtigkeitsgehalt über einen im Hinblick auf die Haltbarkeit annehmbaren Wert erhöht, können das Wasser oder andere flüchtige Stoffe durch eine zusätzliche Trocknung von der Oberfläche entfernt werden.
- In erfindungsgemäßen Ausführungsformen können die extrudierten Teile oder Pellets in herkömmlichen Tablettenpressen verdichtet werden, um verdichtete Varianten der extrudierten Pellets zu erhalten.
- In anderen erfindungsgemäßen Ausführungsformen kann die Mischung durch ein Folienmundstück in Form einer Folie extrudiert werden. Die extrudierte Folie kann anschließend in einzelne Stücke wie beispielsweise Tabletten oder Scheiben geschnitten oder geformt werden, wofür ein rotierendes Mundstück oder rotierende Messer oder ein Pendelhub-Schneidwerkzeug oder gegenläufige Trommeln verwendet werden können, die konventionell als Agglomerationstrommeln oder Tablettiertrommeln bekannt sind.
- Die erfindungsgemäßen Produkte umfassen einzelne Partikel, die kugelförmig, linsenförmig oder flache Scheiben mit Durchmessern von etwa 0,5 mm bis etwa 7 mm sein können, vorzugsweise von etwa 0,5 mm bis etwa 5 mm, am bevorzugtesten von etwa 1 mm bis etwa 3 mm, wobei alle wahlweise aufzutragenden äußeren filmbildenden Stoffe oder Überzüge nicht berücksichtigt sind. In erfindungsgemäßen Ausführungsformen können die erfindungsgemäßen Partikel die Form von Tabletten mit Durchmessern von bis zu etwa 10 mm haben. Das Länge/Durchmesser-Verhältnis (l/d) der Partikel kann von etwa 0,1 bis etwa 10 reichen, zum Beispiel etwa 0,5 bis etwa 2, vorzugsweise etwa 1. Die Partikel sind im Allgemeinen von einheitlicher Größe, dicht und körnig, um die Genießbarkeit für Menschen und Tiere in einer im Wesentlichen kompakten Form zu erhöhen, die ein leichtes Schlucken ohne zu kauen ermöglicht. Sie sind nicht ausgedehnt und weisen eine nicht aufgeblasene, im Wesentlichen nicht-zellige dichte Struktur auf. Der Stärkebestandteil der Matrix ist zumindest teilweise gelatiniert und in seiner Struktur nicht wesentlich zerstört oder in Dextrin umgewandelt. Beispielhafte spezifische Dichten der erfindungsgemäßen Produkte liegen zwischen etwa 800 g/l und etwa 1500 g/l (etwa 0,8 bis etwa 1,5 g/cm3).
-
1 zeigt eine vereinfachte schematische Darstellung des erfindungsgemäßen Verfahrens unter Einsatz eines Extruders. Eine Vormischung, die mindestens eine Stärke und einen zusätzlichen Bestandteil enthält, wird am oberen Ende des Extruders zugeführt. Wasser wird im selben oder in einem der nächsten unmittelbar folgenden Gefäßabschnitte des Extruders hinzugefügt. Gleichläufige ineinandergreifende Doppelschneckenextruder wie jene, die von Bühler (Schweiz), Clextral (Frankreich), Werner und Pfleiderer (Deutschland), APV (England) oder Wenger (USA) erhältlich sind, oder ein Ko-Kneter, wie er von Buss (Schweiz) erhältlich ist, werden bevorzugt, da sie im Vergleich zu anderen Einschneckenextrudern eine hervorragende Mischwirkung bieten. Die vorgemischten Matrixmaterialien, der Weichmacher wie Wasser, zusätzliche Bestandteile oder das Matrixmaterial werden im Extruder gemischt und erhitzt, sodass die Stärke zumindest teilweise gelatiniert. Wie in1 gezeigt, können die zusätzlichen Bestandteile zur Kontrolle der Freigabeeigenschaften in den Extruder zugeführt und mit dem Matrixmaterial gemischt werden, und zwar vor und/oder nach dem Erwärmen und der Plastifizierung der Stärke. Die gesamte Mischung kann unter Einsatz geeigneter Schneckenelemente, die in geeigneter Weise angeordnet sind, plastifiziert und unter Druck gesetzt werden. - Nach dem Unter-Druck-Setzen und Schmelzen kann die Masse einem niedrigeren Druck ausgesetzt werden, und zumindest ein Teil der Feuchtigkeit kann aus dem Matrixmaterial entfernt werden. Wie in
1 dargestellt, kann die Masse in einem darauffolgenden Schritt in einem oder mehreren nachfolgenden Extrudergefäßen abgekühlt werden. Nach dem Abkühlen der Masse kann das wahlweise beschichtete Einkapselungsmaterial bei einer niedrigen Temperatur, d.h., Raumtemperatur, zugegeben werden, damit die Zerstörung des Einkapselungsbestandteils durch Wärme verhindert wird. Der zugegebene Einkapselungsbestandteil kann mit niedrigen Scherkräften und bei niedriger Temperatur mit dem abgekühlten, plastifizierten Matrixmaterial gemischt werden. Die endgültige plastifizierte Masse kann gemischt, gefördert und durch das Extrudermundstück gepresst werden. Die Masse kann in Formen geformt werden, die als kontinuierliche Stränge aus dem Extruder austreten. Die Stränge können mit Flüssigkeiten besprüht werden, die einen zusätzlichen Überzug liefern oder das Schneiden erleichtern, um die einzelnen Stücke voneinander zu trennen. In erfindungsgemäßen Ausführungsformen ist es möglich, den Formschritt unter Einsatz eines Einschneckenextruders auszuführen. - Wie in
1 gezeigt, kann das Produkt nach dem Schneiden unter Einsatz einer herkömmlichen Wirbelschicht- oder anderer konventioneller Trocknungsvorrichtungen getrocknet werden. Das Produkt kann wahlweise nach dem Trocknen unter Einsatz herkömmlicher Beschichtungsvorrichtungen wie Beschichtungswannen, Beschichtungstrommeln oder Sprühvorrichtungen beschichtet werden. -
2 zeigt schematisch eine Übersicht über ein erfindungsgemäßes Extrusionsverfahren, eine exemplarische Extrudergefäßkonfiguration und Schneckenkonfiguration. Exemplarische Gefäßtemperaturen oder Temperaturprofile und Feuchtigkeitsgehalte entlang der Länge des Extruders sind ebenfalls in2 dargestellt. Eine Vormischung aus Stärken oder einem anderen plastifizierbaren Material wie beispielsweise PVP oder anderen Matrixmaterialien mit mindestens einem weiteren anderen Bestandteil können vor ihrer Zuführung in den Extruder zubereitet und gelagert oder konditioniert werden. Die trockene Mischung wird entweder mit einem gravimetrischen oder volumetrischen Verfahren in den Einlaufabschnitt des Extruders in Gefäß1 zugeführt. Die Temperaturen in diesem Gefäßabschnitt liegen normalerweise etwa bei Raumtemperatur und können zwischen etwa 0°C bis etwa 85°C schwanken. Höhere Temperaturen führen oft dazu, dass Dampf aus der Einlauföffnung austritt. Das Gefäß (1 ) kann mit Wasser gekühlt werden, um eine Temperatur zwischen etwa 10°C und 50°C zu halten. Schneckenelemente mit großer Steigung befördern die trockene Mischung in Gefäß2 . Elemente mit geringerer Steigung als in Gefäß1 erhöhen den Füllgrad in Gefäß2 . Versetzte Elemente, deren Steigung nach vorn gerichtet ist, und kleine Scheibenknetblöcke bewirken ein verteilendes Mischen der zugegebenen Flüssigkeit, die in den Gefäßen1 und2 zu der trockenen Mischung hinzugefügt werden kann. Gleichzeitig können den Temperaturen von Gefäß2 und3 auf etwa 60 bis etwa 150°C erhöht werden, um die nasse Mischung zu erhitzen, die mit Schneckenelementen mit mittlerer Steigung in Gefäß4 befördert wird. Die Gefäßtemperatur in den Gefäßen4 und5 kann zwischen etwa 110°C und 180°C, vorzugsweise zwischen etwa 120°C und 160°C liegen. Die Temperatur der Mischung erhöht sich mit einer Geschwindigkeit, die hauptsächlich durch die Kontaktzeit des Materials und des Gefäßes und den Austausch des Materials durch die Schnecken beeinflusst wird. Die Kontaktzeit ist eine Funktion der Drehzahl (UpM) und des Durchsatzes, die den Füllgrad bestimmen. Der Materialaustausch wird von der Schneckenkonfiguration beeinflusst. - In Gefäß
4 wechseln die Mischelemente mit Förderelementen mit mittlerer Steigung ab und sorgen für einen ausreichenden Materialaustausch und einen hohen Füllgrad. Die in einem Winkel von 90 Grad gegeneinander versetzte Anordnung von Knetscheiben ermöglicht höhere Abflussmengen und verhindert hohe Scherkräfte. Solange die Energieableitung in das Material gering ist, was bei einer relativ niedrigen Viskosität des Materials der Fall ist, die sich aus relativ hohen Feuchtigkeitsgehalten ergibt, wird die Masse über die Gefäßwände erwärmt, und ihre Temperatur ist normalerweise einige Grad niedriger als die tatsächliche Gefäßtemperatur. Die Masse bildet einen Teig, der eine Temperatur haben kann, die um etwa 5°C bis 30°C unter der Gefäßtemperatur liegt, in diesem Fall 90°C bis 155°C. Mit einer Extruderanordnung wie der in2 beschriebenen findet die Gelatinierung der Stärke innerhalb der ersten 4 Gefäßabschnitte statt. Eine wahlweise Dampfeinleitung kann in diesem Gelatinierungs- oder Erwärmungsabschnitt angewendet werden, um die Zufuhr von Wärmeenergie zu erhöhen und die Zufuhr mechanischer Energie weiter abzusenken. - Vor der Entlüftungsöffnung in Gefäß
5 erhöht ein Knetscheibenelement den Füllgrad und erhöht den Druck der Masse in Gefäß4 . Dieser Druck wird benötigt, um den Kochvorgang der Stärke weiter zu erhöhen. Wenn die Stärke einen hohen Amylosegehalt hat, können unter diesem Druck, der zwischen etwa 5 und 30 bar, zum Beispiel bei 10 bar, liegen kann, Temperaturen von etwa 120°C erreicht werden. Nach diesem Element folgen Förderelemente mit hoher Steigung, die den Füllgrad durch ihre Funktion einer höheren Förderkapazität verringern. Ein offener Gefäßabschnitt5 , der wahlweise mit einer Vakuumpumpe verbunden ist, ermöglicht es, den Druck wesentlich abzusenken, zum Beispiel von etwa 10 bar auf ungefähr weniger als 1 bar. Dieser Druckabfall führt zum Verdampfen von Wasser und dem daraus folgenden Feuchtigkeitsverlust der gekochten Masse. Die Menge der in die Atmosphäre oder in das Vakuum verdampften Feuchtigkeit hängt zusätzlich von der Temperatur des Produkts und der Verweilzeit des Produkts in diesem offenen Gefäßabschnitt5 ab. Die Verweilzeit wird von der Drehzahl (UpM) der Schnecke, der Steigung der Schneckenelemente und der verfügbaren offenen Fläche für die Wasserverdampfung beeinflusst, die mit einem, zwei oder mehreren Entlüftungsöffnungen jeweils unterschiedlich sein kann. Hohe Gefäßtemperaturen über zum Beispiel 150°C pressen mehr Dampf heraus, der aus der gekochten Masse entweicht, als niedrige Gefäßtemperaturen von zum Beispiel 80°C. Exemplarische Temperaturen in der mit Entlüftungen versehenen Erhitzungszone des Gefäßes5 können zwischen etwa 80°C und 160°C liegen, vorzugsweise zwischen etwa 100°C und 140°C. - Die nachfolgenden Gefäße
6 und7 können mit Wasser gekühlt werden, um die Temperatur der Masse weiter abzusenken. Die Temperaturen in diesem Abschnitt können zwischen etwa 20°C und 90°C liegen. Förderelemente mit geringer Steigung, die versetzt angeordnet sind, erhöhen den Füllgrad, um die Wärmeübertragung vom Produkt auf das Gefäß in den Gefäßen6 und7 zu erhöhen. Niedrige Drehzahlen (UpM) sind entscheidend für eine optimale Verarbeitung. Exemplarische Bereiche, die angewendet werden können, liegen zwischen 20 und etwa 200 UpM. Höhere Drehzahlen (UpM) neigen dazu, höhere Scherkräfte einzubringen, was zur Umwandlung der Stärke in Dextrin und zur Destrukturierung der Stärke in einem höheren Ausmaß führt. Zusätzlich neigen höhere Schneckendrehzahlen dazu, die Fähigkeit zur Wasserentfernung stark zu verringern, weil die Verweilzeit in dem Abschnitt mit offener Entlüftung stark verkürzt wird. Niedrigere Schneckendrehzahlen (UpM-Werte) erhöhen auch den Füllgrat und damit die Wärmeübertragungsfähigkeit, d.h., die Erwärmung und Kühlung. - Gefäß
7 kann zur Atmosphäre hin offen sein, um die Zugabe des Einkapselungsbestandteils zu ermöglichen. Wahlweise kann eine (nicht dargestellte) Seitenzuführung verwendet werden, die direkt mit der Seite des Extruders verbunden ist, um einen festen Einkapselungsbestandteil in den Extruder zuzuführen. Zusätzlich können flüssige Einkapselungsbestandteile über eine oder mehrere Einspritzdüsen in dasselbe Extrudergefäß eingeführt werden. Die Seitenzuführung kann ein herkömmlicher Doppelschneckenaufgeber sein. Die Temperatur des Gefäßes wird in Abhängigkeit von der Wärmeempfindlichkeit des Einkapselungsbestandteils eingestellt und kann zum Beispiel auf Temperaturen zwischen etwa 20 und 90°C eingestellt werden. - Die Produkttemperatur am Zugabeort des Einkapselungsbestandteils in Gefäß
7 ist niedrig genug, damit der Einkapselungsbestandteil nicht durch Wärme zerstört oder zersetzt wird. Falls der Einkapselungsbestandteil sauerstoffempfindlich ist, kann der (nicht dargestellte) Aufgabetrichter der (nicht dargestellten) Seitenzuführung wahlweise mit CO2 oder Stickstoff geflutet werden. Nachdem die Mischung in den Gefäßabschnitt eingeleitet wurde, wird sie in einen Gefäßabschnitt8 befördert und anschließend in Gefäßabschnitt9 , von denen beide Schneckenelemente mit "Vorwärtssteigung" und versetzter Position enthalten, welche die in die Matrix zugegebenen Bestandteile mischen und dabei die Zufuhr von Energie durch Scherkräfte minimieren. Gleichzeitig kann die Temperatur der Gefäße8 und9 niedrig genug gehalten werden, sodass der Einkapselungsbestandteil nicht durch Wärme zerstört wird und sichergestellt ist, dass die viskosen Eigenschaften des Teigs ausreichend hoch sind, um eine Extrusion und das Formen von Strängen zu ermöglichen, die in Pellets geschnitten werden können. Die Temperaturen können zwischen 25°C und 95°C liegen, vorzugsweise bei etwa 40°C bis 80°C. - Nach dem Verlassen des Gefäßabschnitts
9 des Extruders tritt die Masse in den Mundstücksbereich ein, wo sie auf eine Vielzahl von Öffnungen verteilt wird. Von entscheidender Bedeutung ist die Extrusionsgeschwindigkeit pro Mundstücksfläche, die geringer als etwa 5 kg/h pro mm2 sein sollte, vorzugsweise geringer als 3 kg/h pro mm2, am bevorzugtesten geringer als etwa 0,5 kg/h pro mm2. Hohe Geschwindigkeiten führen zu höheren Scherkräften im Inneren des Mundstücks, die eine höhere viskose Verteilung, einen höheren Druck und eine höhere Temperatur verursachen, was sich negativ auf den Einkapselungsbestandteil auswirken und zu unerwünschten Produktausdehnungen führen kann. -
3 zeigt eine alternative erfindungsgemäße Ausführungsform, bei der die zugeführten festen Bestandteile entweder vorgelatinierte Stärke oder Mehl mit spezifischen Eigenschaften sein können, beispielsweise Mehl aus Hartweizen, der normalerweise zur Herstellung von Nudeln verwendet wird, zum Beispiel Gries. Wie in3 gezeigt, können die trockene Zufuhr und der mindestens eine zusätzliche Bestandteil zur Beeinflussung der Freigabeeigenschaften ohne Kochen dem Gefäß1 zugeführt werden. Die trockenen zugeführten Feststoffe und der mindestens eine zusätzliche Bestandteil zur Beeinflussung der Freigabeeigenschaften der Matrix können anschließend in Gefäß2 mit Wasser gemischt werden, um die trockenen zugeführten Bestandteile zu hydrieren. In diesem Fall muss die Feuchtigkeit ausreichend hoch sein, um für eine ausreichend niedrige Viskosität zu sorgen, ohne die Struktur der vorgelatinierten Stärke zu zerstören oder sie in Dextrin umzuwandeln. Zum Beispiel kann der Gehalt der zugegebenen Feuchtigkeit zwischen etwa 20 Gewichts-% und 45 Gewichts-% liegen, vorzugsweise zwischen etwa 25 Gewichts-% und 35 Gewichts-%, zum Beispiel bei etwa 30 Gewichts-%. Wie in dem Gefäßtemperaturprofil in3 gezeigt, wird die Temperatur des Extrudergefäßes1 etwa auf Raumtemperatur gehalten, doch die Gefäße2 und3 müssen etwa zwischen 40°C und 100°C liegen, um eine geringe Viskosität und eine geringe Zufuhr an spezifischer mechanischer Energie aufrechtzuerhalten. Die Einkapselungsbestandteile können in Gefäß4 und/oder Gefäß5 bei fortgesetzter Misch- und Förderbewegung zugegeben werden. Das Produkt kann in den Gefäßen4 ,5 und6 am Ende des Extruders in ähnlicher Weise gekühlt werden, wie für2 beschrieben. Auf diese Weise kann die Temperatur der Gefäße4 ,5 und6 niedrig genug gehalten werden, sodass der Einkapselungsbestandteil nicht durch Wärme zerstört wird und dass sichergestellt ist, dass die viskosen Eigenschaften des Teigs ausreichend hoch sind, um die Extrusion und das Formen von Strängen zu ermöglichen, die in Pellets geschnitten werden können. Die Temperaturen können zwischen 20°C und 95°C liegen. Nach dem Verlassen des Gefäßabschnitts6 des Extruders tritt die Masse in den Mundstücksbereich ein, wo sie auf eine Vielzahl von Öffnungen verteilt wird. -
4 zeigt ein kugelförmiges Produkt, das erfindungsgemäß hergestellt werden kann. Das in4 dargestellte Pellet hat einen Primärüberzug aus einem filmbildenden Bestandteil, welches das darunterliegende Matrixmaterial umschließt oder beschichtet. Ein Einkapselungsbestandteil, der mit einem Sekundärüberzug oder einem filmbildenden Bestandteil beschichtet wurde, wird vom Matrixmaterial eingekapselt oder umgeben. Der Primärüberzug und der Sekundärüberzug können dieselbe oder unterschiedliche Zusammensetzungen sein. -
5 zeigt als Beispiel vier grundlegende Freigabeeigenschaften der eingekapselten erfindungsgemäßen Produkte, die vom Vorhandensein und der Dicke und dem Material eines Überzugs für das einzelne Extrudatpartikel oder für den Einkapselungsbestandteil abhängen. Erfindungsgemäß ist das Matrixmaterial ein hauptsächlicher Faktor, der die Freigabeeigenschaften des Einkapselungsbestandteils aus der Matrix bestimmt, und insbesondere sein Diffusionsvermögen oder die Löslichkeit (gegenüber wässrigen oder Verdauungsflüssigkeiten). Das Diffusionsvermögen oder die Löslichkeit kann durch die Hydrophobizität von mindestens einem zusätzlichen Matrixbestandteil neben der Stärke kontrolliert werden. Ebenso kann, wie in5 gezeigt, eine schnelle und frühzeitige Freigabe des Einkapselungsbestandteils aus der Matrix mit einem relativ dünnen Primärüberzug und einem relativ dicken Sekundärüberzug erreicht werden. Eine langsame, aber frühzeitige Freigabe des Einkapselungsbestandteils kann mit einem relativ dünnen Primärüberzug und einem relativ dicken Sekundärüberzug erreicht werden. Eine schnelle, aber späte Freigabe des Einkapselungsbestandteils kann mit einem relativ dicken Primärüberzug und einem relativ dünnen Sekundärüberzug erreicht werden. - Eine langsame und späte Freigabe kann mit einem relativ dicken Primärüberzug und einem relativ dicken Sekundärüberzug erreicht werden.
- Die erfindungsgemäßen eingekapselten Produkte können mit oder ohne Vermahlung in für den Verzehr durch Menschen oder Tiere bestimmte Lebensmittel wie Backwaren eingearbeitet werden, zum Beispiel Brot, Waffeln, Kekse, Cracker, Brezeln, Pizza und Brötchen, verzehrfertige Frühstückszerealien, heiß zubereitbare Frühstückszerealien, Teigwarenprodukte, in Snacks wie Fruchtsnacks, salzige Snacks, Müsliriegel und Mikrowellenpopcorn, in Milchprodukte wie Yoghurt, Käse und Speiseeis, in Süßigkeiten wie Hartkaramellen, Weichkaramellen und Schokolade, in Getränke, in Nutztierfutter, Haustierfutter wie Hundefutter und Katzenfutter, in Aquakulturfutter wie Fischfutter und Krabbenfutter sowie in Spezialnahrung wie Babynahrung, Säuglingsmilchnahrung, Nahrung im Krankenhaus, Diätnahrung für besondere medizinische Zwecke, Sportlernahrung, Nahrung zum Leistungsaufbau oder Riegel als Nahrungsergänzung oder in angereicherte Nahrungsmittel, Fertigmischungen oder fertige Zusammenstellungen für Privathaushalte oder Catering-Services, wie in Fertigmischungen für Suppen oder Saucen, in Dessertmischungen, Fertigmahlzeiten, Backmischungen wie Brotmischungen, Kuchenmischungen und Backmehl.
- Diese Erfindung wird durch die folgenden Beispiele, die den Schutzumfang nicht einschränken sollen, weiter veranschaulicht, wobei alle Teile, Prozentsätze, Anteile und Verhältnisse bezogen auf das Gewicht und alle Temperaturen in °C angegeben werden, sofern keine anderen Angaben gemacht werden.
- Beispiel 1
- Einkapselung eines wasserlöslichen empfindlichen pharmazeutischen Bestandteils
- Azetylzystein kann eingekapselt werden, indem eine vorbereitete Mischung aus 96,3% Maisstärke, 3% Polyethylen niedriger Dichte (LDPE) und 0,7% Glyzerin monostearat (GMS) mit einer Geschwindigkeit von 4,0 kg/h in ein erstes Gefäß eines gleichläufigen Doppelschneckenextruders aufgegeben werden. Zusätzlich zu der Mischung aus Maisstärke/GMS/LDPE wurde Pflanzenöl über eine Kolbenpumpe mit einer Geschwindigkeit von 0,17 kg/h in Gefäß
1 zugeführt. Wasser wurde zu der Mischung mit einer Geschwindigkeit von 1,1 kg/h über eine Kolbenpumpe durch einen Flüssigkeitseinleitungsanschluss von Gefäß2 zugegeben. Der verwendete Extruder war ZSK 25 von Werner und Pfleiderer mit einem Schneckendurchmesser von 25 mm. Die verwendete Schneckenkonfiguration und das Gefäßtemperaturprofil entsprachen den in2 beschriebenen Gegebenheiten. Der eingesetzte Extruder hatte neun Gefäßabschnitte. Jeder Gefäßabschnitt war mit Bohrungen ausgestattet, um die einzelnen Gefäße entweder zu beheizen oder zu kühlen. Die Gefäße1 und2 wurden mit Leitungswasser gekühlt, Gefäß3 wurde auf 100°C erhitzt, und die Gefäße4 und5 wurden auf 120°C erhitzt, wofür ein hitzestabiles Thermoöl verwendet wurde, dessen Temperatur über zwei separate Regeleinheiten (SINGLE, Deutschland) geregelt wurde. Die Gefäße6 ,7 ,8 und9 wurden mit Leitungswasser auf eine konstante Temperatur von 15°C gekühlt. - Die Schneckenelemente sind so angeordnet, dass sie das Material zunächst vom Einlaufgefäß in die nachfolgenden geschlossenen Gefäße fördern, um die Zugabe und das Mischen der zusätzlichen Bestandteile zu ermöglichen, während der Füllgrad erhöht wird, um das Produkt durch Wärmeübertragung von den Gefäßwänden wirksam zu erwärmen. Die Gefäße
3 ,4 und der erste Teil von Gefäß5 dienen zum Erwärmen des Produkts. Die Schneckenkonfiguration in diesen Gefäßen ist auf die Gewährleistung einer ausreichenden Verweilzeit ausgelegt, damit die Stärke zumindest teilweise gelatiniert wird, während gleichzeitig die zusätzlichen Bestandteile bei ausreichend niedriger Viskosität beigemischt werden, damit eine wesentliche Umwandlung der Stärke in Dextrin verhindert wird. Dies wird durch den hohen Feuchtigkeitsgehalt (30,9%) und die Zugabe von Öl (3,2%) und einem Emulgator (0,7%) in den Zugabemengen erzielt, kombiniert mit einer ausreichend niedrigen Schneckendrehzahl (UpM), die konstant auf 150 UpM gehalten wurde. - Eine hohe Temperatur in Gefäß
5 kann auch die Möglichkeit bieten, genügend Feuchtigkeit zu entfernen, um eine ausreichend niedrige Feuchtigkeit zu erzielen, damit eine ausreichende Formbarkeit und Schneidbarkeit des Extrudars nach dem Verlassen des Extruders ermöglicht wird. Die Erfahrung hat gezeigt, dass relativ hohe Feuchtigkeitsgehalte im Extrudat, zum Beispiel Werte größer als etwa 30%, dazu neigen, dass das Material am Mundstück schwer in stabile Stränge zu formen ist. Darüber hinaus wurde festgestellt, dass weichere und feuchtere Stränge nach dem Verlassen des Extruders äußerst schwer zu schneiden sind, insbesondere an der Mundstücksfläche unter Einsatz von sehr schnell rotierenden Schneidwerkzeugen. Daher hat es sich als vorteilhaft erwiesen, die Stärke bei relativ hohen Feuchtigkeitsgehalten zu kochen, um die Umwandlung in Dextrin und das Auftreten zu hoher Scherkräfte zu verhindern, den Feuchtigkeitsgrad jedoch vor dem Extrudieren zu verringern, um zu verhindern, dass die Form des Extrudats zusammenbricht und um eine angemessene Formbarkeit sicherzustellen. - Man hat beobachtet, dass die Umwandlung in Dextrin während der Extrusion zur Dextrinbildung während des Kochvorgangs führt und zur Folge hat, dass die Masse am Extruderausgang klebt und die Schneidfähigkeit der Masse in einzelne Partikel erheblich verringert werden kann. Daher war es ein zusätzliches Ziel dieser Erfindung, die Umwandlung in Dextrin zu minimieren und die Feuchtigkeit nach dem Kochen zu reduzieren, um das Formen und Schneiden einzelner Partikel zu ermöglichen, die nach dem Abkühlen und Trocknen spezifische Freigabeeigenschaften des Einkapselungsbestandteils aufweisen.
- Nach dem Verringern des Feuchtigkeitsgehalts der plastifizierten Masse wird die Masse in Gefäß
6 auf eine ausreichend tiefe Temperatur abgekühlt. Die Schneckenelemente sind Förderelemente, die versetzt angeordnet sein können und dadurch für eine verlängerte Verweilzeit sorgen, um den Füllgrad zu erhöhen und so eine wirksame Kühlung zu ermöglichen. - Gefäß
7 wurde für die Zugabe des Einkapselungsbestandteils offengehalten und wurde auf einer Temperatur von 15°C gehalten. Die Produkttemperatur in diesem Gefäß betrug 25°C. Die Schneckenelemente waren Elemente mit hoher Steigung, um eine ausreichende Materialaufnahme zu ermöglichen. Ein zusätzlicher unterstützender Gefäßeinsatz kann verwendet werden, um einen Stau des Produkts zu verhindern, während es durch diesen offenen Gefäßabschnitt gefördert wird. - Azetylzystein wurde in Gefäß
7 mit einer Geschwindigkeit von 0,4 kg/h zugeführt, in das nachfolgende Gefäß gefördert und mit Hilfe verteilender Mischelemente mit geringen Scherkräften in das Matrixmaterial gemischt. Der Einkapselungsbestandteil wurde etwa bei Raumtemperatur in den Extruder zugeführt. Die Wahl der Schneckenelemente und ihrer Konfiguration in diesem Abschnitt ist darauf ausgerichtet, dass die Elemente keine hohe mechanische Energie zuführen dürfen, jedoch weiterhin den Einkapselungsbestandteil in die Matrix mischen müssen. Dies kann zum Beispiel durch den Einsatz sogenannter verteilender Mischelemente erreicht werden, die einen axialen Austragfluss in Verbindung mit einer zerhackenden Wirkung und einer minimalen Knetwirkung bieten. - Die letzten 2 bis 3 l/d Schneckenlängen können dazu verwendet werden, einen ausreichenden Druck zu erzeugen, um das Material durch die Mundstücksöffnungen zu extrudieren. Das verwendete Mundstück enthielt 20 Öffnungen, die in zwei Kreisen von je zehn Bohrungen angeordnet waren, wobei jede eine zylindrische Bohrung von 2 mm über einer Länge von 4 mm aufwies und eine folgende enge Öffnung von 1 mm über einer Führungskanallänge von 2 mm.
- Die größere Öffnung des ersten Teils der Mündstücke ist entscheidend für die Verhinderung einer wesentlichen Energieabgabe innerhalb des Mundstücks durch zu hohe Scherkräfte, die zu einer Erhöhung der Produkttemperatur führen und dadurch eine Zerstörung des Einkapselungsbestandteils durch Wärme verursachen würde. Zusätzlich bewirken zu enge Mundstückskanäle höhere Drücke vor dem Mundstück und können trotz Kühlung zur Überhitzung des Produkts im letzten Gefäß führen. Die Produkttemperatur der Matrix am Zuführungspunkt des Einkapselungsbestandteils betrug etwa 25°C. Die Produkttemperatur am Ausgangsmundstück betrug 52°C. Der Druck am Mundstück lag bei 80 bar. Die durchschnittliche Verweilzeit des Einkapselungsbestandteils vom Einlaufort bis zum Mundstücksausgang betrug etwa 35 Sekunden.
- Auf einer berechneten Grundlage beträgt der maximale Durchsatz des Extrudats pro Mundstücksfläche 0,361 kg/h pro mm2, basierend auf der Gesamtmenge der in den Extruder zugegebenen Bestandteile.
- Sofort, nachdem das Extrudat aus dem Extruder ausgetreten war, wurde es in einzelne Pellets von ungefähr 1 mm Länge geschnitten, wodurch die Pellets ungefähr kugelförmige Abmessungen erhielten. Das Extrudat kann wahlweise mit Öl oder anderen filmbildenden Stoffen besprüht werden, während es geschnitten wird. Nach der Extrusion wurden die extrudierten Pellets bei 30 C etwa 12 Stunden lang auf einen Endfeuchtigkeitsgehalt von ungefähr 8 Gewichts-% getrocknet.
- Die getrockneten Pellets waren in Wasser 16 Stunden lang stabil, und das Azetylzystein kann innerhalb der Matrix ausreichend eingekapselt werden, um eine kontrollierte Freigabe unter geeigneten Bedingungen zu ermöglichen. Geeignete Freigabebedingungen können eine Freigabe in einer wässrigen oder einer Magensaftumgebung sein, die eine Freigabe des Einkapselungsbestandteils von nicht mehr als etwa 10% in etwa 1 Stunde bis nicht weniger als etwa 90% in etwa 24 Stunden ermöglicht.
- Beispiel 2 und Vergleichsbeispiel 1
- Einkapselung eines wärmeempfindlichen Bestandteils vor und nach der Wärmebehandlung
- In diesem Beispiel wurden die Auswirkungen der Zugabe des Einkapselungsbestandteils vor und nach der Wärmebehandlung bewertet. Der verwendete Extruder war derselbe wie der in Beispiel 1 verwendete, die Schneckendrehzahl betrug 150 UpM. Eine Mischung von 99,7 Gewichts-% Stärke mit 0,3% GMS wurde mit 4,0 kg/h in Gefäß
1 eingefüllt. Pflanzenöl wurde mit einer Geschwindigkeit von 0,39 kg/h in Gefäß1 zugeführt. Askorbinsäure wurde mit einer Geschwindigkeit von 1,15 kg/h in Gefäß1 eingefüllt (Vergleichsbeispiel 1) und wurde dem folgenden Gefäßtemperaturprofil ausgesetzt: Gefäß1 (15°C), Gefäß2 (15°C), Gefäß3 (120°C), Gefäß4 (140°C), Gefäß5 (140°C), Gefäß6 (15°C), Gefäß7 (15°C), Gefäß8 (15°C), Gefäß9 (15°C). - Auf einer berechneten Grundlage beträgt der maximale Durchsatz des Extrudats pro Mundstücksfläche 0,352 kg/h pro mm2, basierend auf der Gesamtmenge der in den Extruder zugegebenen Bestandteile. Die Analyse der Askorbinsäure nach der Extrusion ergab einen Verlust von 72,3%.
- Dieselben Extrusionsbedingungen wurden in Beispiel 2 verwendet, außer dass die Askorbinsäure in Gefäß
7 bei einer Produkttemperatur von etwa 20°C zugeführt wurde, und die nachfolgende Analyse ergab einen Askorbinsäureverlust von nur 12,2%. Nach der Extrusion wurden die extrudierten Pellets bei 30°C etwa 12 Stunden lang getrocknet und hatten einen Endfeuchtigkeitsgehalt von ungefähr 8%. Die getrockneten Pellets waren in Wasser16 Stunden lang stabil, und die Askorbinsäure kann innerhalb der Matrix ausreichend eingekapselt werden, um eine kontrollierte Freigabe unter geeigneten Freigabebedingungen zu ermöglichen. - Beispiel 3
- Einkapselung eines wärmeempfindlichen fettlöslichen Bestandteils
- In diesem Beispiel wurde ein wärmeempfindlicher fettlöslicher Bestandteil eingekapselt. Der verwendete Extruder war derselbe wie der in Beispiel 1 verwendete, die Schneckendrehzahl betrug 150 UpM. Eine Mischung von 96,7 Gewichts-% Stärke, 3 Gewichts-% LDPE und 0,3 Gewichts-% GMS wurde mit 4,0 kg/h in Gefäß
1 eingefüllt. Pflanzenöl wurde mit einer Geschwindigkeit von 0,16 kg/h in Gefäß1 zugeführt. Es wurde mit dem folgenden Gefäßtemperaturprofil gearbeitet: Gefäß1 (15°C), Gefäß2 (15°C), Gefäß3 (120°C), Gefäß4 (140°C), Gefäß5 (140°C), Gefäß6 (15°C), Gefäß7 (15°C), Gefäß8 (15°C), Gefäß9 (15°C). Der Einkapselungsbestandteil Salizylsäure kann mit einer Geschwindigkeit von 1,15 kg/h in Gefäß7 bei einer Temperatur von 20°C zugeführt werden. Der Einkapselungsbestandteil wurde in die Matrix gemischt und in Stränge extrudiert, die am Mundstück in einzelne kugelförmige Pellets mit einem Durchmesser von etwa 1 mm geschnitten wurden. Auf einer berechneten Grundlage beträgt der maximale Durchsatz des Extrudats pro Mundstücksfläche 0,338 kg/h pro mm2, basierend auf der Gesamtmenge der in den Extruder zugegebenen Bestandteile. Nach der Extrusion wurden die Pellets bei 30°C etwa 12 Stunden lang auf einen Endfeuchtigkeitsgehalt von ungefähr 8 Gewichts-% getrocknet. Die getrockneten Pellets waren in Wasser 16 Stunden lang stabil, und die Salizylsäure kann innerhalb der Matrix ausreichend eingekapselt werden, um eine kontrollierte Freigabe unter geeigneten Bedingungen zu ermöglichen. - Beispiele 4 bis 8 und Vergleichsbeispiel 2
- Einkapselung eines wasserlöslichen und wärmeempfindlichen Stoffs in verschiedene Matrices
- In den Beispielen 4 bis 8 und in Vergleichsbeispiel 2 wurde mit dem Extruder von Beispiel 1 gearbeitet, um einen wasserlöslichen und wärmeempfindlichen Stoff – Askorbinsäure – unter verschiedenen Extrusionsbedingungen in verschiedene Matrices einzukapseln. Ein die Freigabemenge kontrollierender Bestandteil wurde in den Beispielen 4 bis 8 verwendet, jedoch nicht in Vergleichsbeispiel 2. Bewertet wurde die Freigabemenge der Askorbinsäure aus den Matrices in Metaphosphorsäure. Die Matrixzusammensetzungen, Extrusionsbedingungen und Freigabeergebnisse sind in Tabelle 1 dargestellt: Tabelle 1: Matrixzusammensetzungen, Extrusionsbedingungen und Freigabeergebnisse



- Die Askorbinsäure-Freigabedaten in Metaphosphorsäure wurden korrigiert, um die Zerstörung der Askorbinsäure durch die Metaphosphorsäure im Lauf der Zeit zu berücksichtigen, indem der Analysewert durch einen Korrekturfaktor von 1,0 (bei 0 Minuten) bis 0,906 (bei 240 Minuten) geteilt wurde.
- Die Freigabedaten werden in
6 auch in grafischer Form dargestellt, wobei der Prozentsatz des in Metaphosphorsäure freigegebenen Einkapselungsbestandteils als Funktion der Zeit aufgetragen ist. Wie durch die in Tabelle 1 und6 dargestellten Daten nachgewiesen, weist im Vergleichsbeispiel 2 (M1) reine Stärke keine ausreichende Matrix zur Einkapselung auf, weil die Zeit bis zur Freigabe von 100% des Einkapselungsbestandteils zu kurz ist. Daher wird mindestens ein zusätzlicher Bestandteil zugegeben, um die Hydrophobizität zu steuern und die Freigabe des Einkapselungsbestandteils zu kontrollieren. Wie in den Beispielen 4 bis 8 gezeigt, verschiebt die Zugabe von Matrixbestandteilen wie Lipiden und/oder Proteinen die Rückhalteeigenschaften des Einkapselungsbestandteils wesentlich in Richtung längerer Rückhaltezeiten. - Beispiel 9
- Einkapselung wärmeempfindlicher Stoffe in verschiedene Matrices
- Wärmeempfindliche Einkapselungsbestandteile oder Ingredienzien können unter Verwendung des Extruders, der Schneckenkonfiguration, der Gefäßkonfiguration, der Schneckendrehzahl (150 UpM) und der Mundstückkonfiguration von Beispiel 1 eingekapselt werden. Das Gefäßtemperaturprofil, mit dem gearbeitet werden kann, ist: Gefäß
1 (15°C), Gefäß2 (15°C), Gefäß3 (120°C), Gefäß4 (140°C), Gefäß5 (140°C), Gefäß6 (35°C), Gefäß7 (35°C), Gefäß8 (35°C), Gefäß9 (35°C). In einer anderen Ausführungsform können die Gefäßtemperaturen in den Gefäßen4 und5 bei 150°C liegen. - Die Bestandteile und ihre Konzentrationen, die in Matrices zur Veränderung der Freigabemenge des Einkapselungsbestandteils verwendet werden können, sind in Tabelle 2 dargestellt: Tabelle 2: Matrixbestandteile und Konzentrationen

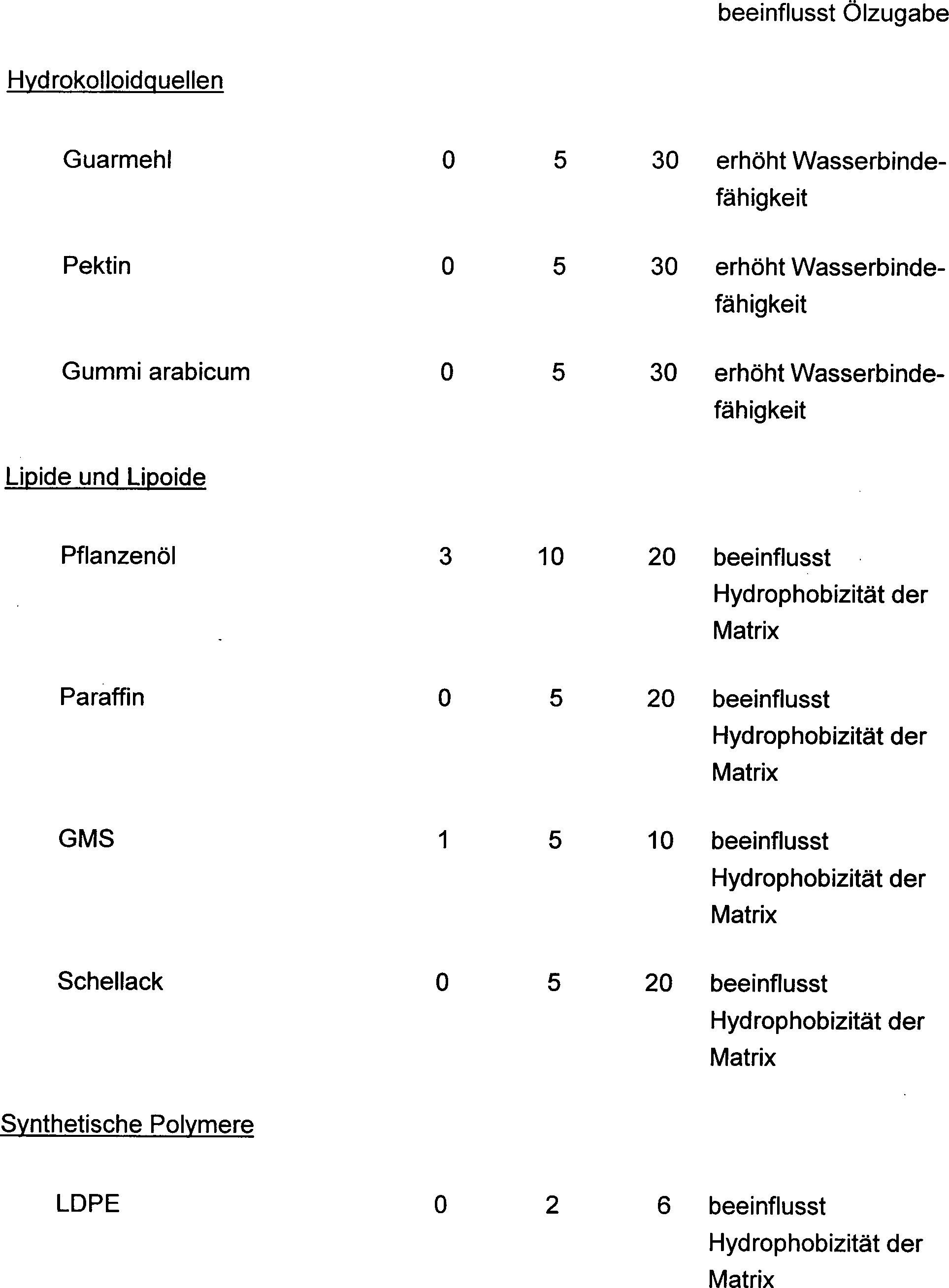

- Eine Mischung aus Stärke und/oder Weichmacher und einem oder mehreren der aufgelisteten Bestandteile kann mit 4,0 kg/h in Gefäß
1 aufgegeben werden. Pflanzenöl oder ein anderer hydrophober Stoff können mit einer Geschwindigkeit von 0,1 bis etwa 3 kg/h in Gefäß1 zugeführt werden. Der Einkapselungsbestandteil kann mit einer Geschwindigkeit von 0,1 bis 3 kg/h in Gefäß7 bei einer Temperatur von etwa 20°C zugeführt werden. Der Einkapselungsbestandteil kann in die Matrix gemischt und in Stränge extrudiert werden, die am Mundstück in einzelne kugelförmige Pellets mit einem Durchmesser von 1 mm geschnitten werden. Nach der Extrusion können die extrudierten Pellets ausreichend lange bei 30°C getrocknet werden, beispielsweise etwa 12 Stunden, um einen Endfeuchtigkeitsgehalt von ungefähr 8 Gewichts-% zu erhalten. Die getrockneten Pellets sind in einer wässrigen Lösung ausreichend lange stabil, zum Beispiel 16 Stunden, und der Einkapselungsbestandteil kann innerhalb der Matrix ausreichend eingekapselt werden, um eine kontrollierte Freigabe unter geeigneten Bedingungen zu ermöglichen. - Der Einkapselungsbestandteil kann vor der Einkapselung mit einem sprühbaren Material, wie einer alkoholischen Lösung von Zein, einem Material auf Chitinbasis, Schellack, Paraffin oder einem ähnlichen Überzugmaterial, vorbehandelt werden. Zu diesem Zweck kann der Einkapselungsbestandteil in eine rotierende Beschichtungstrommel ("Coating-Trommel") gegeben werden, wie sie üblicherweise in der Süßwarenindustrie zum Einsatz kommt. Die Überzugszusammensetzung, zum Beispiel Zein mit einer Konzentration von zum Beispiel 10% Zein, kann als Überzug auf die Oberfläche des Einkapselungsbestandteils aufgetragen werden. Die Trommel kann mit warmer Luft behandelt werden, um die Trocknung des Lösungsmittels zu erleichtern. Nach dem Trocknen des beschichteten Einkapselungsbestandteils kann dieser, wie in Beispiel 1 beschrieben, in den Extruder zugegeben werden. Der zusätzliche Überzug kann die Freigabemenge des Einkapselungsbestandteils zusätzlich kontrollieren, nachdem die Matrix aufgelöst worden ist und der Einkapselungsbestandteil für seine erwartete Wirkung in die Umgebung abgegeben wurde.
- Nach der Extrusion unter den beschriebenen Prozessbedingungen können die gewonnenen Pellets mit einem Film unterschiedlicher Dicke überzogen werden, um den Zugang von entweder wässrigen oder Verdauungsflüssigkeiten zur Matrix zu verzögern und damit die Auflösung der Matrix zu verzögern. Für diesen Zweck kann ein sprühbares Material verwendet werden, beispielsweise eine alkoholische Lösung von Zein, ein Material auf Chitinbasis, Schellack, Paraffin oder ein ähnliches filmbildendes Material oder Überzugmaterial. Die extrudierten Pellets können in eine rotierende Beschichtungstrommel gegeben werden, eine Vorrichtung, wie sie üblicherweise in der Bonbon- und Konfektherstellung eingesetzt wird, und eine Lösung aus etwa 10 Gewichts-% Zein und etwa 90 Gewichts-% Isopropylalkohol oder einem anderen Lösungsmittel kann als Überzug auf die Oberfläche des Einkapselungsbestandteils aufgetragen werden. Die Trommel kann mit warmer Luft behandelt werden, um die Trocknung und Entfernung des Lösungsmittels zu erleichtern. Der zusätzliche Überzug kann die Freigabemenge und -zeit des Einkapselungsbestandteils zusätzlich kontrollieren und für eine vollständige Kontrolle über die Freigabeeigenschaften des Einkapselungsbestandteils sorgen. Es wird erwartet, dass die Freigabeeigenschaften der schematischen Darstellung in
5 entsprechen.
Claims (26)
- Verfahren zur kontinuierlichen Einkapselung oder Einbettung eines Bestandteils in eine Matrix, umfassend: a. Mischen mindestens eines plastifizierbaren Matrixmaterials mit mindestens einem Weichmacher und mindestens einem Bestandteil zur Kontrolle der Freigabemenge eines Einkapselungsbestandteils, wobei die genannte Mischung unter Bedingungen mit geringen Scherkräften stattfindet, um das plastifizierbare Material zu plastifizieren, ohne im wesentlichen das mindestens eine plastifizierbare Material zu zerstören und um eine im wesentlichen homogene plastifizierte Masse zu erhalten, b. Reduzieren des Weichmachergehalts der genannten plastifizierten Masse, c. Reduzieren der Temperatur der plastifizierten Masse, um eine abgekühlte plastifizierte Masse zu erhalten, d. Mischen mindestens eines Einkapselungsbestandteils mit der genannten abgekühlten plastifizierten Masse, um eine formbare Mischung zu erhalten, wobei dieses Mischen unter Bedingungen mit geringen Scherkräften und bei einer Temperatur der plastifizierten Masse stattfindet, die eine wesentliche Zerstörung des genannten einen Einkapselungsbestandteils durch Wärme verhindert, e. Extrudieren der genannten formbaren Mischung durch ein Mundstück, um ein Extrudat zu erhalten, und f. Schneiden des genannten Extrudats in Stücke.
- Verfahren nach Anspruch 1, bei der das genannte plastifizierbare Material und der genannte Weichmacher gemischt und bis über die Schmelz- oder Glasübergangstemperatur des plastifizierbaren Materials erwärmt und dann mit dem genannten mindestens einen die Freigabemenge kontrollierenden Bestandteil gemischt werden.
- Verfahren nach Anspruch 1, bei der das genannte plastifizierbare Material, der genannte Weichmacher und der genannte mindestens eine die Freigabemenge kontrollierende Bestandteil gemischt und dann bis über die Schmelz- oder Glasübergangstemperatur des plastifizierbaren Materials erwärmt werden.
- Verfahren nach einem der Ansprüche 1 bis 3, bei dem der genannte Einkapselungsbestandteil vor dem Mischen mit der genannten abgekühlten, plastifizierten Masse mit einem filmbildenden Material überzogen wird.
- Verfahren nach einem der Ansprüche 1 bis 4, bei dem die genannten Stücke mit einem filmbildenden Material überzogen werden.
- Verfahren nach einem der Ansprüche 1 bis 5, bei dem das genannte plastifizierbare Matrixmaterial Stärke, der genannte Weichmacher Wasser enthält und das genannte Mischen, um eine im wesentlichen homogene plastifizierte Masse zu erhalten, unter Erwärmung auf eine Temperatur ausgeführt wird, bei der die genannte Stärke im wesentlichen gelatiniert.
- Verfahren nach Anspruch 6, bei dem die Menge des genannten mindestens einen die Freigabemenge kontrollierenden Bestandteils von etwa 10 Gewichts-% bis etwa 35 Gewichts-%, basierend auf dem Gewicht der genannten Stärke, beträgt.
- Verfahren nach Anspruch 6 oder Anspruch 7, bei dem der Stärkegehalt der genannten Stücke mindestens 40 Gewichts-% beträgt, basierend auf dem Gewicht der genannten Stücke.
- Verfahren nach einem der Ansprüche 6 bis 8, bei dem der Wassergehalt der plastifizierten Masse um mindestens etwa 10 Gewichts-% reduziert wird.
- Verfahren nach Anspruch 1 bis 6, bei dem die formbare Mischung durch ein Mundstück mit mehreren Öffnungen extrudiert wird, mit einer Extrusionsgeschwindigkeit pro Mundstückfläche von weniger als etwa 5 kg/h pro mm2.
- Verfahren nach Anspruch 10, bei dem die Extrusionsgeschwindigkeit pro Mundstückfläche geringer als ca. 3 kg/h pro mm2 und vorzugsweise geringer als ca. 0,5 kg/h pro mm2 ist.
- Verfahren nach Anspruch 10, bei dem der Durchmesser der Öffnungen zwischen etwa 0,5 mm und etwa 5 mm und vorzugsweise zwischen etwa 0,5 mm und 1 mm liegt.
- Verfahren nach einem der Ansprüche 1 bis 9, bei dem der genannte mindestens eine die Freigabemenge kontrollierende Bestandteil ein hydrophober Bestandteil ist.
- Verfahren nach Anspruch 13, bei dem der genannte hydrophobe Bestandteil mindestens ein Mitglied aus der Gruppe bestehend aus Fetten, Ölen, Wachsen, Fettsäuren, Emulgatoren, Polyolefinen, Polyurethanen, Polyvinylchloriden, Paraffinen, Polyvinylazetaten und modifizierten Stärken ist.
- Verfahren nach einem der Ansprüche 1 bis 9, bei dem der genannte mindestens eine die Freigabemenge kontrollierende Bestandteil eine hohe Wasserbindefähigkeit hat.
- Verfahren nach Anspruch 15, bei dem der genannte Bestandteil mit hoher Wasserbindefähigkeit aus der Gruppe bestehend aus Proteinen und Hydrokolloiden ausgewählt wird.
- Verfahren nach einem der Ansprüche 1 bis 5 oder 13 bis 16, zugehörig zu einem der Ansprüche 1 bis 5, bei dem das genannte plastifizierbare Matrixmaterial eine vorgelatinierte Stärke oder Hartweizenmehl umfasst und der genannte Weichmacher Wasser ist.
- Verfahren nach einem der Ansprüche 1 bis 17, bei dem der genannte Einkapselungsbestandteil mit verteilenden Mischschneckenabschnitten über eine Gesamtlänge von etwa 3 – 10 l/d gemischt wird, um die zugefügten Ingredienzien ausreichend mit der Matrix zu mischen, zu verteilen und einzubetten.
- Verfahren nach einem der Ansprüche 1 bis 18, bei dem das Extrudat unter Zuhilfenahme eines Schneidwerkzeugs, eines Pelletierers, rotierender Messer oder gegenläufig rotierender Formtrommeln in einzelne Stücke unterteilt wird, um Stücke mit einem Längen-/Durchmesserverhältnis von 0,5 zu 10 zu erhalten.
- Ein eingekapseltes Produkt, das mit dem Verfahren aus einem der Ansprüche 1 bis 19 gewonnen werden kann, bei dem der genannte Einkapselungsbestandteil mindestens ein wärmeempfindlicher pharmazeutischer Bestandteil, nutrazeutischer Bestandteil, Nahrungsbestandteil, Geschmacksbestandteil, Duftbestandteil, ein Detergens oder oberflächenaktiver Bestandteil, oder biologisch aktiver Bestandteil ist.
- Eine Zusammensetzung, umfassend ein eingekapseltes Produkt, das mit dem Verfahren aus einem der Ansprüche 1 bis 19 gewonnen werden kann.
- Eine Zusammensetzung nach Anspruch 21, die ausgewählt aus der Gruppe wird, die aus verzehrfertigen Frühstückszerealien, Dessertmischungen, Backmischungen, Backmehl, Fertigmahlzeiten, Joghurt, Fruchtsnacks, Mikrowellenpopcorn und Müslisnacks besteht.
- Ein eingekapseltes Produkt, das mit dem Verfahren aus einem der Ansprüche 1 bis 19 gewonnen werden kann, bei dem der genannte eingekapselte Bestandteil mindestens ein Mitglied aus der Gruppe ist, die aus Azepromazin-Azetaminophen, Azetohexamid, Azetohydroxaminsäure, Magaldrat, Phenprocoumon, Amantadin, Naproxen, Carteolol, Famotidin, Methyldopa, Auranofin, Estriol, Nadolol, Levomepromazin, Doxorubizin, Medofenoxat, Azathioprin, Flutamid, Norfloxazin, Fendilin und Prajmalium bitartrat besteht.
- Ein eingekapseltes Produkt, das gewonnen werden kann mit dem Verfahren nach einem der Ansprüche 1 bis 19, bei dem der genannte eingekapselte Bestandteil mindestens ein Mitglied der Gruppe ist, die aus Antioxidantien, Phytochemikalien, Hormonen, Vitaminen, Provitaminen, hoch ungesättigten Fettsäuren, Antibiotika, Nahrungsergänzungsmitteln, Enzymen, Zidovudin enthaltenden Strukturen, makromolekulare Polypeptiden, aromatischen Nitro- und Nitrosoverbindungen und deren Stoffwechselprodukten, die als Antiviren- und Antitumormittel geeignet sind, HIV-Proteaseinhibitoren, Antibiotika, Viren, Pigmenten, Steroiden, Oligopeptiden, Dipeptiden, Aminosäuren, Geschmacksbestandteilen, Duftbestandteilen, Detergenzien und oberflächenaktiven Bestandteilen, Lipidderivaten von Phosphonatiden, amphiphilischen Polymeren, Adenosinderivaten, sulfatierten Tanninen, monoklonalen Antikörpern, und Metallkomplexen von wasserlöslichem Texathyrin besteht.
- Ein eingekapseltes Produkt, das gewonnen werden kann mit dem Verfahren nach einem der Ansprüche 1 bis 19, bei dem der genannte Einkapselungsbestandteil mindestens ein Mitglied aus der Gruppe ist, die aus Herbiziden, Pestiziden, Insektiziden, Rhodentiziden und Fungiziden besteht.
- Ein eingekapseltes Produkt, das gewonnen werden kann mit dem Verfahren nach einem der Ansprüche 1 bis 19, bei dem das genannte plastifizierbare Matrixmaterial mindestens ein Mitglied aus der Gruppe ist, die aus Stärken, Zyklodextrinen, Dextrinen, Monosacchariden, Disacchariden, Polyvinylpyrrolidonen, Kopolymeren von N-Vinylpyrrolidon und Vinylazetat, Polyvinylalkohol, Zelluloseestern, Zelluloseethern, und Polyethylenglykol besteht.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US2903896P | 1996-10-28 | 1996-10-28 | |
| US29038P | 1996-10-28 | ||
| US5271797P | 1997-07-16 | 1997-07-16 | |
| US52717P | 1997-07-16 | ||
| PCT/US1997/018984 WO1998018610A1 (en) | 1996-10-28 | 1997-10-27 | Embedding and encapsulation of controlled release particles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE69730982D1 DE69730982D1 (de) | 2004-11-04 |
| DE69730982T2 true DE69730982T2 (de) | 2005-09-01 |
Family
ID=26704449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE69730982T Expired - Lifetime DE69730982T2 (de) | 1996-10-28 | 1997-10-27 | Einbettung und einkapselung von teilchen zur kontrollierten abgabe |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6190591B1 (de) |
| EP (1) | EP0935523B1 (de) |
| JP (1) | JP2002511777A (de) |
| AT (1) | ATE277739T1 (de) |
| AU (1) | AU744156B2 (de) |
| CA (1) | CA2269806C (de) |
| DE (1) | DE69730982T2 (de) |
| ES (1) | ES2565163T3 (de) |
| NO (1) | NO992036D0 (de) |
| PL (1) | PL191399B1 (de) |
| WO (1) | WO1998018610A1 (de) |
Families Citing this family (264)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69730982T2 (de) | 1996-10-28 | 2005-09-01 | General Mills, Inc., Minneapolis | Einbettung und einkapselung von teilchen zur kontrollierten abgabe |
| US8828432B2 (en) * | 1996-10-28 | 2014-09-09 | General Mills, Inc. | Embedding and encapsulation of sensitive components into a matrix to obtain discrete controlled release particles |
| FR2765239B1 (fr) * | 1997-06-25 | 1999-09-10 | Pasteur Institut | Composition pour la conservation de quantites determinees et reproductibles de micro-organismes, et procede d'obtention |
| IN186245B (de) | 1997-09-19 | 2001-07-14 | Ranbaxy Lab Ltd | |
| CA2322641C (en) | 1998-03-23 | 2010-02-16 | General Mills, Inc. | Encapsulation of components into edible products |
| US7201923B1 (en) | 1998-03-23 | 2007-04-10 | General Mills, Inc. | Encapsulation of sensitive liquid components into a matrix to obtain discrete shelf-stable particles |
| KR100314496B1 (ko) | 1998-05-28 | 2001-11-22 | 윤동진 | 항혈전성이 있는 헤파린 유도체, 그의 제조방법 및 용도 |
| CA2241342C (en) * | 1998-06-15 | 2000-02-08 | Bernard Charles Sherman | Pharmaceutical tablets comprising an nsaid and a prostaglandin |
| AU777977B2 (en) * | 1998-10-09 | 2004-11-04 | General Mills Inc. | Encapsulation of sensitive liquid components into a matrix to obtain discrete shelf-stable particles |
| DE19847618A1 (de) * | 1998-10-15 | 2000-04-20 | Basf Ag | Verfahren zur Herstellung von festen Dosierungsformen |
| ATE306197T1 (de) * | 1998-10-30 | 2005-10-15 | Rj Innovation | Verfahren zur verhinderung von hypocalcämie in gebärenden tieren und dazu geeignete zusammensetzungen |
| AT413647B (de) * | 1998-11-26 | 2006-04-15 | Sandoz Ag | Verwendung eines copolymerisats aus 1-vinyl-2-pyrrolidon und vinylacetat zur herstellung von cefuroximaxetil-hältigen tabletten |
| IT1309591B1 (it) * | 1999-03-05 | 2002-01-24 | Formenti Farmaceutici Spa | Composizioni a rilascio controllato di betaistina. |
| EP1041136B1 (de) * | 1999-04-01 | 2001-06-13 | Wacker Biochem Corporation | Verfahren zur Stabilisierung von Acylglycerinen, die einen hohen Anteil an w-3 mehrfach ungesättigten Fettsäuren enthalten, mittels gamma-Cyclodextrin |
| AR024462A1 (es) * | 1999-07-01 | 2002-10-02 | Merck & Co Inc | Tabletas farmaceuticas |
| DE60023834T2 (de) * | 1999-09-06 | 2006-08-10 | Firmenich S.A. | Verfahren zur herstellung von granulaten für die kontrollierte freigabe der flüchtigen verbindungen |
| US6946118B1 (en) | 1999-09-14 | 2005-09-20 | Orapharma, Inc. | Formulations for treating or preventing mucositis |
| US6500463B1 (en) * | 1999-10-01 | 2002-12-31 | General Mills, Inc. | Encapsulation of sensitive components into a matrix to obtain discrete shelf-stable particles |
| AU2622301A (en) * | 1999-11-05 | 2001-05-14 | Emisphere Technologies, Inc. | Phenyl amine carboxylic acid compounds and compositions for delivering active agents |
| GB2356346A (en) * | 1999-11-19 | 2001-05-23 | Mars Uk Ltd | Food product for oral delivery of a pharmaceutical agent to a non-human animal comprising encapsulated particles of said agent distributed within the product |
| EP1116515A3 (de) * | 2000-01-11 | 2002-08-21 | Givaudan SA | Eingekapselte Flüssigkeit |
| US7892586B2 (en) | 2001-02-22 | 2011-02-22 | Suzanne Jaffe Stillman | Water containing soluble fiber |
| US8178150B2 (en) | 2000-02-22 | 2012-05-15 | Suzanne Jaffe Stillman | Water containing soluble fiber |
| US7115297B2 (en) | 2000-02-22 | 2006-10-03 | Suzanne Jaffe Stillman | Nutritionally fortified liquid composition with added value delivery systems/elements/additives |
| US9522217B2 (en) | 2000-03-15 | 2016-12-20 | Orbusneich Medical, Inc. | Medical device with coating for capturing genetically-altered cells and methods for using same |
| US20070141107A1 (en) * | 2000-03-15 | 2007-06-21 | Orbusneich Medical, Inc. | Progenitor Endothelial Cell Capturing with a Drug Eluting Implantable Medical Device |
| US8088060B2 (en) | 2000-03-15 | 2012-01-03 | Orbusneich Medical, Inc. | Progenitor endothelial cell capturing with a drug eluting implantable medical device |
| IL151633A0 (en) | 2000-03-21 | 2003-04-10 | Stillman Suzanne Jaffe | Infusion packet with useful and decorative elements, support member delivery system and method |
| US8642051B2 (en) | 2000-03-21 | 2014-02-04 | Suzanne Jaffe Stillman | Method of hydration; infusion packet system(s), support member(s), delivery system(s), and method(s); with business model(s) and Method(s) |
| GB0008657D0 (en) * | 2000-04-07 | 2000-05-31 | Mars Uk Ltd | Pet food |
| US7595015B1 (en) * | 2000-05-25 | 2009-09-29 | Grain Processing Corporation | Cold-water soluble extruded starch product |
| US6468568B1 (en) * | 2000-06-16 | 2002-10-22 | General Mills, Inc. | Oligosaccharide encapsulated mineral and vitamin ingredients |
| US6436453B1 (en) | 2000-06-16 | 2002-08-20 | General Mills, Inc. | Production of oil encapsulated minerals and vitamins in a glassy matrix |
| US6558718B1 (en) | 2000-06-19 | 2003-05-06 | General Mills, Inc. | Nutrient clusters for food products and methods of preparation |
| US20020076470A1 (en) | 2000-10-31 | 2002-06-20 | Colgate-Palmolive Company | Composition and method |
| US8669282B2 (en) * | 2000-10-31 | 2014-03-11 | Hill's Pet Nutrition, Inc. | Companion animal compositions including lipoic acid and methods of use thereof |
| US20030032675A1 (en) * | 2001-02-15 | 2003-02-13 | Franz G. Andrew | Manufacture of thyroid hormone tablets having consistent active moiety amounts |
| US20030224047A1 (en) * | 2001-02-15 | 2003-12-04 | Franz G. Andrew | Levothyroxine compositions and methods |
| BR0207297A (pt) | 2001-02-15 | 2005-04-19 | King Pharmaceuticals Inc | Composição farmacêutica em forma sólida e método de preparar uma forma de dosagem sólida de um ingrediente farmaceuticamente ativo |
| US6555581B1 (en) | 2001-02-15 | 2003-04-29 | Jones Pharma, Inc. | Levothyroxine compositions and methods |
| ES2312593T3 (es) * | 2001-07-09 | 2009-03-01 | Repros Therapeutics Inc. | Procedimientos y materiales para el tratamiento de la deficiencia de testosterona en hombres. |
| US7173064B2 (en) * | 2001-07-09 | 2007-02-06 | Repros Therapeutics Inc. | Methods and compositions with trans-clomiphene for treating wasting and lipodystrophy |
| US7737185B2 (en) * | 2001-07-09 | 2010-06-15 | Repros Therapeutics Inc. | Methods and compositions with trans-clomiphene |
| DE10136615A1 (de) * | 2001-07-17 | 2003-02-06 | Berlin Chemie Ag | Schilddrüsentherapeutika |
| US20030068375A1 (en) | 2001-08-06 | 2003-04-10 | Curtis Wright | Pharmaceutical formulation containing gelling agent |
| US20030190349A1 (en) * | 2001-08-10 | 2003-10-09 | Franz G. Andrew | Methods of stabilizing pharmaceutical compositions |
| US20030180353A1 (en) * | 2001-08-10 | 2003-09-25 | Franz G. Andrew | Stabilized pharmaceutical compositions |
| US20030198671A1 (en) * | 2001-08-10 | 2003-10-23 | Franz G. Andrew | Levothyroxine compositions having unique plasma AUC properties |
| US20030198667A1 (en) * | 2001-08-10 | 2003-10-23 | Franz Andrew G. | Methods of producing dispersible pharmaceutical compositions |
| US20030199587A1 (en) * | 2001-08-14 | 2003-10-23 | Franz G. Andrew | Levothyroxine compositions having unique Cmax properties |
| US20030199586A1 (en) * | 2001-08-14 | 2003-10-23 | Franz G. Andrew | Unique levothyroxine aqueous materials |
| US20030195253A1 (en) * | 2001-08-14 | 2003-10-16 | Franz G. Andrew | Unadsorbed levothyroxine pharmaceutical compositions, methods of making and methods of administration |
| US7101569B2 (en) | 2001-08-14 | 2006-09-05 | Franz G Andrew | Methods of administering levothyroxine pharmaceutical compositions |
| US20030203967A1 (en) * | 2001-08-14 | 2003-10-30 | Franz G. Andrew | Levothyroxine compositions having unique Tmax properties |
| US20030198672A1 (en) * | 2001-08-14 | 2003-10-23 | Franz G. Andrew | Levothyroxine compositions having unique triidothyronine plasma AUC properties |
| DE10149674A1 (de) | 2001-10-09 | 2003-04-24 | Apogepha Arzneimittel Gmbh | Orale Darreichungsformen für Propiverin oder seinen pharmazeutisch annehmbaren Salzen mit verlängerter Wirkstoffreisetzung |
| US20030180356A1 (en) * | 2001-10-29 | 2003-09-25 | Franz G. Andrew | Levothyroxine compositions having unique triiodothyronine Tmax properties |
| US20050079244A1 (en) * | 2001-11-12 | 2005-04-14 | Giffard Catriona Julie | Foodstuff |
| US20030099691A1 (en) * | 2001-11-16 | 2003-05-29 | Susan Lydzinski | Films containing starch |
| ES2201932B2 (es) * | 2001-11-23 | 2005-03-16 | Glaxo Group Limited | Composicion farmaceutica. |
| US20030158254A1 (en) * | 2002-01-24 | 2003-08-21 | Xenoport, Inc. | Engineering absorption of therapeutic compounds via colonic transporters |
| US8128957B1 (en) | 2002-02-21 | 2012-03-06 | Valeant International (Barbados) Srl | Modified release compositions of at least one form of tramadol |
| US20050182056A9 (en) * | 2002-02-21 | 2005-08-18 | Seth Pawan | Modified release formulations of at least one form of tramadol |
| US20030170341A1 (en) * | 2002-03-07 | 2003-09-11 | Gerald Goodman | Arthropodicidal bait composition |
| DE10219228A1 (de) * | 2002-04-30 | 2003-11-13 | Symrise Gmbh & Co Kg | Aromapartikel |
| GB0212975D0 (en) * | 2002-06-06 | 2002-07-17 | Mars Uk Ltd | Mammalian animal composition |
| US7585533B2 (en) * | 2002-06-11 | 2009-09-08 | Nestec S.A. | Pressure formed pet food and method |
| US7431986B2 (en) * | 2002-07-24 | 2008-10-07 | General Mills, Inc. | Encapsulation of sensitive components using pre-emulsification |
| US20050266069A1 (en) * | 2002-09-06 | 2005-12-01 | Simmons Donald L | Stable probiotic microsphere compositions and their methods of preparation |
| US6702850B1 (en) | 2002-09-30 | 2004-03-09 | Mediplex Corporation Korea | Multi-coated drug-eluting stent for antithrombosis and antirestenosis |
| EP1405665A1 (de) * | 2002-10-01 | 2004-04-07 | Alarvita Biolife Corporation | Partikel, die eingebettene chemische Zusammensetzungen enthält, sowie ihr Herstellungsverfahren |
| US8487002B2 (en) * | 2002-10-25 | 2013-07-16 | Paladin Labs Inc. | Controlled-release compositions |
| TWI319713B (en) | 2002-10-25 | 2010-01-21 | Sustained-release tramadol formulations with 24-hour efficacy | |
| JP4463109B2 (ja) * | 2002-11-07 | 2010-05-12 | アドバンスド バイオニュートリション コーポレーション | 栄養補助食品および水生動物の給餌方法 |
| DE10309777A1 (de) * | 2002-12-19 | 2004-07-15 | Ipc Process-Center Gmbh & Co | Pellets und Verfahren zu seiner Herstellung |
| US7252836B2 (en) * | 2003-01-13 | 2007-08-07 | Penwest, Ltd. | Food and feed compositions including resistant starch |
| WO2004067013A1 (en) * | 2003-01-24 | 2004-08-12 | Flora Technology Inc. | Compositions and methods for restoring bacterial flora |
| US20040175456A1 (en) * | 2003-03-06 | 2004-09-09 | Lauren Keilbach | Tablets for feeding fish and methods of making tablets for feeding fish |
| US20040202632A1 (en) * | 2003-04-10 | 2004-10-14 | Unilever Home & Personal Care Usa, Division Of Conocpo, Inc. | Fragranced solid cosmetic compositions based on a starch delivery system |
| AU2004230204A1 (en) * | 2003-04-15 | 2004-10-28 | Dsm Ip Assets B.V. | Feed supplement compositions |
| MY135852A (en) | 2003-04-21 | 2008-07-31 | Euro Celtique Sa | Pharmaceutical products |
| AU2004243536B2 (en) * | 2003-05-28 | 2007-10-11 | Unilever Plc | Satiety enhancing food products |
| RU2005141149A (ru) * | 2003-05-28 | 2006-06-27 | Юнилевер Н.В. (Nl) | Пищевые продукты, усиливающие чувство насыщения |
| US20060172006A1 (en) * | 2003-10-10 | 2006-08-03 | Vincent Lenaerts | Sustained-release tramadol formulations with 24-hour clinical efficacy |
| CN1852659B (zh) * | 2003-10-16 | 2011-02-09 | 泰克康姆集团公司 | 具有降低的血糖应答的可消化性降低的碳水化合物食物 |
| US20050089558A1 (en) * | 2003-10-28 | 2005-04-28 | Alamo Pharmaceuticals, Llc | Compositions and methods for the co-formulation and administration of tramadol and propoxyphene |
| US7387793B2 (en) | 2003-11-14 | 2008-06-17 | Eurand, Inc. | Modified release dosage forms of skeletal muscle relaxants |
| US8389032B2 (en) | 2005-05-23 | 2013-03-05 | Kraft Foods Global Brands Llc | Delivery system for active components as part of an edible composition having selected particle size |
| US8591968B2 (en) | 2005-05-23 | 2013-11-26 | Kraft Foods Global Brands Llc | Edible composition including a delivery system for active components |
| US8591972B2 (en) | 2005-05-23 | 2013-11-26 | Kraft Foods Global Brands Llc | Delivery system for coated active components as part of an edible composition |
| US8591973B2 (en) | 2005-05-23 | 2013-11-26 | Kraft Foods Global Brands Llc | Delivery system for active components and a material having preselected hydrophobicity as part of an edible composition |
| US8591974B2 (en) | 2003-11-21 | 2013-11-26 | Kraft Foods Global Brands Llc | Delivery system for two or more active components as part of an edible composition |
| US8597703B2 (en) | 2005-05-23 | 2013-12-03 | Kraft Foods Global Brands Llc | Delivery system for active components as part of an edible composition including a ratio of encapsulating material and active component |
| US20050112236A1 (en) | 2003-11-21 | 2005-05-26 | Navroz Boghani | Delivery system for active components as part of an edible composition having preselected tensile strength |
| US6984403B2 (en) | 2003-12-04 | 2006-01-10 | Pfizer Inc. | Azithromycin dosage forms with reduced side effects |
| JP2007513147A (ja) | 2003-12-04 | 2007-05-24 | ファイザー・プロダクツ・インク | 押し出し機を使用して、好ましくはポロキサマーとグリセリドを含有する多粒子結晶性医薬組成物を製造するための噴霧凝結方法 |
| US8883204B2 (en) | 2003-12-09 | 2014-11-11 | Purdue Pharma L.P. | Tamper resistant co-extruded dosage form containing an active agent and an adverse agent and process of making same |
| US8877178B2 (en) | 2003-12-19 | 2014-11-04 | The Iams Company | Methods of use of probiotic bifidobacteria for companion animals |
| US20050158294A1 (en) | 2003-12-19 | 2005-07-21 | The Procter & Gamble Company | Canine probiotic Bifidobacteria pseudolongum |
| BRPI0417985A (pt) * | 2003-12-23 | 2007-04-17 | Temrel Ltd | uso de água para controlar o tamanho de partìculas, e, processo para a produção de partìculas para uso em uma composição farmacêutica |
| ES2296130T3 (es) * | 2004-01-23 | 2008-04-16 | Firmenich Sa | Perlas grandes de vidrio. |
| TWI350762B (en) | 2004-02-12 | 2011-10-21 | Euro Celtique Sa | Particulates |
| GB0403098D0 (en) * | 2004-02-12 | 2004-03-17 | Euro Celtique Sa | Extrusion |
| CA2559473C (en) * | 2004-03-18 | 2015-07-21 | Dsm Ip Assets B.V. | Extrusion-stable poly-unsaturated fatty-acid compositions for food products |
| US20080226705A1 (en) * | 2004-03-31 | 2008-09-18 | Soltero Richard A | Gel delivery system for oral administration of medicaments |
| TWI338583B (en) | 2004-05-20 | 2011-03-11 | Otsuka Pharma Co Ltd | Solid pharmaceutical formulation |
| KR100574554B1 (ko) * | 2004-05-28 | 2006-04-27 | 한미약품 주식회사 | 니아신의 경구투여용 서방성 조성물 |
| BRPI0513129A (pt) * | 2004-07-14 | 2008-04-29 | Repros Therapeutics Inc | método de tratamento de condição selecionada do grupo que consiste em hipertrofia benigna de próstata, cáncer de próstata, trigliceridos elevados, colesterol alto e hipogonadismo |
| EP1778310A2 (de) | 2004-07-21 | 2007-05-02 | Medtronic, Inc. | Medizinprodukte und verfahren zur verringerung von lokalisierter fibrose |
| EP1632135A1 (de) * | 2004-08-18 | 2006-03-08 | Nestec S.A. | Inertem glasartigen matrix zum stabilisierung des aromas von löslichem kaffee |
| US20060068059A1 (en) * | 2004-09-30 | 2006-03-30 | Cadbury Adams Usa Llc | Encapsulated compositions and methods of preparation |
| DE602005020462D1 (de) * | 2004-08-25 | 2010-05-20 | Essentialis Inc | Pharmazeutische formulierungen von kalium-atp-kanalöffnern und deren verwendungen |
| US8750983B2 (en) | 2004-09-20 | 2014-06-10 | P Tech, Llc | Therapeutic system |
| US20090227690A1 (en) * | 2004-09-27 | 2009-09-10 | Cargill, Incorporated | Cyclodextrin Inclusion Complexes and Methods of Preparing Same |
| DK1817058T3 (en) * | 2004-11-24 | 2015-12-07 | Hills Pet Nutrition Inc | COMPOSITION FOR USE FOR IMPROVING THE hepatic clearance xenobiotics WITH AN ANIMAL |
| US20090176864A1 (en) * | 2004-11-24 | 2009-07-09 | Hill's Pet Nutrition, Inc. | Methods For Improving Hepatic and Immune Function In An Animal |
| US20060127455A1 (en) * | 2004-12-14 | 2006-06-15 | Yorktown Technologies, Inc. | Optimized food for expressing luminescent proteins in animals |
| JP2008524266A (ja) * | 2004-12-22 | 2008-07-10 | コラローム インコーポレイティド | 天然の水−不溶性カプセル化組成物及びその製造法 |
| CA2592389C (en) | 2004-12-29 | 2013-05-14 | Hill's Pet Nutrition, Inc. | Methods for inhibiting a decline in learning and/or memory in animals |
| US8252742B2 (en) | 2004-12-30 | 2012-08-28 | Hill's Pet Nutrition, Inc. | Methods for enhancing the quality of life of a senior animal |
| JP5295567B2 (ja) * | 2004-12-30 | 2013-09-18 | ヒルズ・ペット・ニュートリシャン・インコーポレーテッド | 高齢期の動物の生活の質を高めるための方法 |
| US20090215906A1 (en) * | 2005-02-04 | 2009-08-27 | Repros Therapeutics Inc. | Methods and materials with trans-clomiphene for the treatment of male infertility |
| US20060193896A1 (en) * | 2005-02-25 | 2006-08-31 | Cadbury Adams Usa Llc | Process for manufacturing a delivery system for active components as part of an edible composition |
| US20070298061A1 (en) * | 2005-02-25 | 2007-12-27 | Cadbury Adams Usa Llc | Process for manufacturing a delivery system for active components as part of an edible compostion |
| US20060198886A1 (en) * | 2005-03-01 | 2006-09-07 | Jenkins Richard B | Medicament having coated methenamine combined with acidifier |
| US7638477B2 (en) * | 2005-03-09 | 2009-12-29 | Alberto-Culver Company | Sustained-release fragrance delivery system |
| KR20070114187A (ko) * | 2005-03-22 | 2007-11-29 | 레프로스 쎄라피우틱스 아이엔씨. | 트랜스-클로미펜의 투약 방법 |
| ES2607988T3 (es) | 2005-05-31 | 2017-04-05 | Iams Europe B.V. | Bifidobacterias probióticas felinas |
| ATE512211T1 (de) | 2005-05-31 | 2011-06-15 | Iams Company | Feline probiotische lactobacilli |
| JP2008543831A (ja) * | 2005-06-13 | 2008-12-04 | カーギル インコーポレイテッド | シクロデキストリン包接複合体及びその製造方法 |
| US20090029020A1 (en) * | 2005-06-13 | 2009-01-29 | Cargill, Incorporated | Cyclodextrin inclusion complexes and methods of preparing same |
| AU2006267068B2 (en) * | 2005-07-14 | 2011-01-06 | Hill's Pet Nutrition, Inc. | Method for prolonging the life of animals |
| ATE430488T1 (de) * | 2005-08-30 | 2009-05-15 | Firmenich & Cie | Eingekapselte wirkstoffe, verfahren zur vorbereitung und ihre verwendung |
| US8236334B2 (en) | 2005-09-06 | 2012-08-07 | Bass James S | Composition and method for killing insects |
| PT1931346E (pt) * | 2005-09-09 | 2012-08-14 | Angelini Labopharm Llc | Composição de trazodona para administração uma vez por dia |
| JP2009507047A (ja) * | 2005-09-09 | 2009-02-19 | ラボファーム インコーポレイテッド | 持続性薬物放出組成物 |
| CA2924200C (en) * | 2005-10-12 | 2017-09-05 | Proventiv Therapeutics, Llc | Methods and articles for treating 25-hydroxyvitamin d insufficiency and deficiency |
| US20070141106A1 (en) * | 2005-10-19 | 2007-06-21 | Bonutti Peter M | Drug eluting implant |
| US7803413B2 (en) | 2005-10-31 | 2010-09-28 | General Mills Ip Holdings Ii, Llc. | Encapsulation of readily oxidizable components |
| US7931778B2 (en) * | 2005-11-04 | 2011-04-26 | Cargill, Incorporated | Lecithin-starches compositions, preparation thereof and paper products having oil and grease resistance, and/or release properties |
| US8669292B2 (en) * | 2005-12-23 | 2014-03-11 | Orion Therapeutics, Llc | Therapeutic formulation |
| EP1981338A2 (de) * | 2006-01-13 | 2008-10-22 | Advanced Bionutrition Corporation | Produktionssystem mit kontinuierlicher sprühnebelaufnahme |
| SI1993559T1 (sl) * | 2006-02-03 | 2017-01-31 | Opko Renal, Llc | Zdravljenje nezadostnosti in pomanjkanja vitamina D s 25-hidroksivitaminon D2 in 25-hidroksivitaminom D3 |
| EP1832281A1 (de) | 2006-03-10 | 2007-09-12 | Abbott GmbH & Co. KG | Verfahren zur Herstellung einer Feststoffdispersion eines aktiven Wirkstoffes |
| US20070190198A1 (en) * | 2006-02-16 | 2007-08-16 | Hyundai Mobis Co., Ltd. | Apparatus for processing polypropylene compound containing glass bubble |
| US20070251352A1 (en) | 2006-05-01 | 2007-11-01 | Pruitt Judith G | Pelletized Feed Material for Biomass Generator |
| WO2007145663A1 (en) * | 2006-06-13 | 2007-12-21 | Cargill, Incorporated | Large-particle cyclodextrin inclusion complexes and methods of preparing same |
| EP2028951B1 (de) * | 2006-06-16 | 2011-04-27 | Gumlink A/S | Kaugummi enthaltend eine hydrophobe enzymformulierung |
| PT3357496T (pt) | 2006-06-21 | 2020-05-12 | Opko Ireland Global Holdings Ltd | Terapia utilizando um agente de repleção de vitamina d e um agente de substituição hormonal de vitamina d |
| CA2655230C (en) * | 2006-06-28 | 2012-04-24 | Cadbury Adams Usa Llc | A process for manufacturing a delivery system for active components as part of an edible composition |
| US20080075771A1 (en) * | 2006-07-21 | 2008-03-27 | Vaughn Jason M | Hydrophilic opioid abuse deterrent delivery system using opioid antagonists |
| EA015304B1 (ru) | 2006-08-03 | 2011-06-30 | Нитек Фарма Аг | Лечение ревматоидного заболевания глюкокортикоидами с отсроченным высвобождением |
| CA2603150A1 (en) * | 2006-10-06 | 2008-04-06 | James S. Bass | Composition and method for killing insects |
| WO2008076696A2 (en) * | 2006-12-18 | 2008-06-26 | Washington University In St. Louis | The gut microbiome as a biomarker and therapeutic target for treating obesity or an obesity related disorder |
| BRPI0704096E2 (pt) * | 2006-12-27 | 2009-09-15 | Kraft Foods Holdings Inc | método para reduzir significantemente os nìveis de adstringência e amargor em composições de polifenol, e, composição |
| EP2049083A2 (de) * | 2006-12-27 | 2009-04-22 | Cargill, Incorporated | Cyclodextrin-einschlusskomplexe und verfahren zu ihrer herstellung |
| US20080213441A1 (en) * | 2006-12-27 | 2008-09-04 | Cathy Jean Ludwig | Reduction of Astringency in Polyphenol Compositions |
| ES2551719T3 (es) | 2007-02-01 | 2015-11-23 | Iams Europe B.V. | Procedimiento para disminuir la inflamación y el estrés en un mamífero usando antimetabolitos de glucosa, aguacate o extractos de aguacate |
| WO2008122965A2 (en) | 2007-04-04 | 2008-10-16 | Sigmoid Pharma Limited | Pharmaceutical cyclosporin compositions |
| US8592401B2 (en) | 2007-04-25 | 2013-11-26 | Proventiv Therapeutics, Llc | Methods and compounds for vitamin D therapy |
| CN101668532B (zh) * | 2007-04-25 | 2014-08-20 | 赛特克罗公司 | 治疗维生素d不足和缺乏、继发性甲状旁腺功能亢进症和维生素d-响应疾病的组合物及其相应的制药用途 |
| KR20190141269A (ko) | 2007-04-25 | 2019-12-23 | 사이토크로마 인코포레이티드 | 비타민 d 화합물과 밀랍성 담체를 포함하는 경구 조절성 방출 조성물 |
| PL3225243T3 (pl) | 2007-04-25 | 2025-12-22 | Opko Renal, Llc | Sposób bezpiecznego i skutecznego leczenia i zapobiegania wtórnej nadczynności przytarczyc w przewlekłej chorobie nerek |
| EP2061587A1 (de) * | 2007-04-26 | 2009-05-27 | Sigmoid Pharma Limited | Herstellung mehrerer minikapseln |
| US20080283693A1 (en) * | 2007-05-15 | 2008-11-20 | Evans Michael J F | Propulsion apparatus and system |
| US8940344B2 (en) | 2007-06-08 | 2015-01-27 | Philip Morris Usa Inc. | Capsule clusters for oral consumption |
| US8727554B2 (en) | 2007-06-25 | 2014-05-20 | Yorktown Technologies, L.P. | Aquarium with adjustable lighting |
| US20090006219A1 (en) * | 2007-06-29 | 2009-01-01 | Alan Blake | Method for distribution of an aquarium kit |
| MX2010002532A (es) | 2007-09-21 | 2010-07-02 | Saint Gobain Abrasives Inc | Formulacion de resina fenolica y revestimientos para productos abrasivos. |
| US9078824B2 (en) * | 2007-09-24 | 2015-07-14 | The Procter & Gamble Company | Composition and method of stabilized sensitive ingredient |
| BRPI0818637A2 (pt) | 2007-10-16 | 2015-04-07 | Repros Therapeutics Inc | Métodos de tratamento de sintoma da síndrome metabólica, de glicose em jejum prejudicada, da síndrome metabólica e de redução de níveis de glicose em, jejum em sujeito com hipogonadismo hipogonadotrófico secundário ou idiopático |
| US20100021538A1 (en) * | 2008-02-29 | 2010-01-28 | Youngro Byun | Pharmaceutical compositions containing heparin derivatives |
| EP2265126A4 (de) * | 2008-03-10 | 2011-06-29 | Univ Louisville Res Found | Verfahren und zusammensetzungen für die kontrollierte abgabe von phytochemikalien |
| US8858995B2 (en) * | 2008-03-10 | 2014-10-14 | University Of Louisville Research Foundation, Inc. | Methods and compositions for controlled delivery of phytochemical agents |
| CN102046812A (zh) | 2008-04-02 | 2011-05-04 | 赛特克罗公司 | 用于维生素d缺乏症和相关障碍的方法、组合物、用途和试剂盒 |
| US8791064B2 (en) * | 2008-04-24 | 2014-07-29 | Technion Research And Development Foundation Ltd. | Beta-lactoglobulin-polysaccharide nanoparticles for hydrophobic bioactive compounds |
| US9771199B2 (en) * | 2008-07-07 | 2017-09-26 | Mars, Incorporated | Probiotic supplement, process for making, and packaging |
| EP2310532B1 (de) * | 2008-06-30 | 2014-05-07 | The Washington University | Verfahren zur förderung von gewichtsverlust und damit assoziierte arrays |
| US9232813B2 (en) * | 2008-07-07 | 2016-01-12 | The Iams Company | Probiotic supplement, process for making, and packaging |
| WO2010011712A1 (en) * | 2008-07-22 | 2010-01-28 | General Mills, Inc. | Fruit products containing omega-3 fatty acids |
| JP2012501967A (ja) * | 2008-08-20 | 2012-01-26 | ボード・オブ・リージエンツ,ザ・ユニバーシテイ・オブ・テキサス・システム | 調節放出型多粒子のホットメルト押出成形 |
| WO2010029151A1 (en) * | 2008-09-11 | 2010-03-18 | Novozymes A/S | Food and beverage ingredient delivery systems |
| EP2365757A1 (de) * | 2008-12-16 | 2011-09-21 | Unilever PLC | Polyphenolhaltige nahrungsmittelzusammensetzung |
| US20100159105A1 (en) * | 2008-12-23 | 2010-06-24 | Conopco, Inc., D/B/A Unilever | Food Composition Containing Polyphenols |
| DE202009001095U1 (de) | 2009-01-26 | 2010-03-11 | Igv Institut Für Getreideverarbeitung Gmbh | Verkapselte Wirkstoffe in bioaktiver Matrix |
| EP2391369A1 (de) * | 2009-01-26 | 2011-12-07 | Nitec Pharma AG | Glukokortikoid-behandlung von asthma mit verzögerter freisetzung |
| US9504274B2 (en) * | 2009-01-27 | 2016-11-29 | Frito-Lay North America, Inc. | Methods of flavor encapsulation and matrix-assisted concentration of aqueous foods and products produced therefrom |
| NZ582836A (en) * | 2009-01-30 | 2011-06-30 | Nitec Pharma Ag | Delayed-release glucocorticoid treatment of rheumatoid arthritis by improving signs and symptoms, showing major or complete clinical response and by preventing from joint damage |
| ES2530049T3 (es) | 2009-05-18 | 2015-02-26 | Sigmoid Pharma Limited | Composición que comprende gotas de aceite |
| US9498440B2 (en) | 2009-05-22 | 2016-11-22 | Inventia Healthcare Private Limited | Extended release pharmaceutical compositions |
| CN102458138B (zh) * | 2009-06-05 | 2014-08-20 | 通用工厂公司 | 用于制备烘烤食品的胶囊化的ω-3脂肪酸 |
| CL2009001505A1 (es) | 2009-07-01 | 2009-09-25 | Univ Concepcion | Formulacion prebiotica de uso topico que comprende microesferas con composicion matricial a base de gelatina natural reticulada y una cepa probiotica viable de lactobacillus spp; proceso para generar dicha formulacion; uso de dicha formulacion para tratar lesiones de la piel. |
| US8961893B2 (en) * | 2009-07-07 | 2015-02-24 | Nch Corporation | Automated chemical diluter system having disposable components |
| US8551762B2 (en) | 2009-07-07 | 2013-10-08 | Nch Corporation | System and apparatus for feeding, solubilizing, growing and discharging a biological material |
| EP2923582B1 (de) * | 2009-07-14 | 2018-03-21 | Hill's Pet Nutrition, Inc. | Haustierfutterzusammensetzung mit liponsäure mit verzögerter freisetzung |
| US10104903B2 (en) | 2009-07-31 | 2018-10-23 | Mars, Incorporated | Animal food and its appearance |
| EP2464341B1 (de) | 2009-08-12 | 2022-07-06 | Sublimity Therapeutics Limited | Immunmodulatorische zusammensetzungen mit einer polymermatrix und einer ölphase |
| US10525152B2 (en) | 2009-10-09 | 2020-01-07 | Signablok, Inc. | Methods and compositions for targeted imaging |
| KR101792299B1 (ko) * | 2010-03-19 | 2017-10-31 | 다이이찌 산쿄 가부시키가이샤 | 항응고제의 용출 개선 방법 |
| CA2797537C (en) | 2010-03-29 | 2021-11-23 | Cytochroma Inc. | Use of 25-hydroxyvitamin d compound for reducing parathyroid levels |
| EP2415357A1 (de) | 2010-08-02 | 2012-02-08 | Unilever N.V. | Lebensmittelprodukt mit Geschmackseinhüllung |
| JP2013538212A (ja) * | 2010-08-23 | 2013-10-10 | プレジデント アンド フェロウズ オブ ハーバード カレッジ | 薬物送達および他の用途のための粒子 |
| EP2621475A1 (de) | 2010-10-02 | 2013-08-07 | Link Research&Grants Corporation | Behandlung von tinnitus und zugehörigen dysfunktionen des gehörs |
| US9005664B2 (en) | 2010-10-17 | 2015-04-14 | Technion Research And Development Foundation Ltd. | Denatured lactoglobulin and polyphenol coassemblies |
| GB201020032D0 (en) | 2010-11-25 | 2011-01-12 | Sigmoid Pharma Ltd | Composition |
| BR112013016948A2 (pt) * | 2010-12-30 | 2019-09-24 | Saint Gobain Abrasives Inc | método para produzir partículas abrasivas e grãos abrasivos |
| CN103635096B (zh) | 2011-04-29 | 2016-08-17 | 洲际大品牌有限责任公司 | 被包封的酸、其制备方法及包括所述被包封的酸的咀嚼型胶基糖 |
| EP2731428A4 (de) * | 2011-07-15 | 2015-03-04 | Frank M Fosco Jr | Polymere mit an polymeren trägern adsorbierten wärmelabilen komponenten und verfahren zu ihrer herstellung |
| UA113291C2 (xx) | 2011-08-04 | 2017-01-10 | Метаболіти транскломіфену і їх застосування | |
| MX359454B (es) * | 2011-09-20 | 2018-09-28 | Nestec Sa | Juguete y mordedera comestible para animales. |
| EP2819706A4 (de) | 2012-02-29 | 2015-08-12 | Univ Hospitals Cleveland Medical Ct | Gezielte behandlung von anaerobem karzinom |
| WO2013130773A2 (en) | 2012-02-29 | 2013-09-06 | Ethicon Endo-Surgery, Inc. | Compositions of microbiota and methods related thereto |
| US9560877B2 (en) | 2012-03-13 | 2017-02-07 | General Mills, Inc. | Cereal-based product with improved eating quality fortified with dietary fiber and/or calcium |
| ES2662850T3 (es) * | 2012-04-12 | 2018-04-10 | Compagnie Gervais Danone | Nuevo producto lácteo fermentado que comprende microcápsulas y procedimiento para preparar el mismo |
| WO2013184902A1 (en) | 2012-06-07 | 2013-12-12 | Board Of Regents, The University Of Texas System | Chemical transformations of (-)-codeine to afford derivatives of codeine and morphine thereof |
| GB201212010D0 (en) | 2012-07-05 | 2012-08-22 | Sigmoid Pharma Ltd | Formulations |
| CA2889770A1 (en) | 2012-11-02 | 2014-05-08 | Repros Therapeutics Inc. | Trans-clomiphene for use in cancer therapy |
| RU2662785C2 (ru) | 2013-03-15 | 2018-07-30 | Марс, Инкорпорейтед | Система экструдера и способ |
| KR101847947B1 (ko) | 2013-03-15 | 2018-05-28 | 옵코 아이피 홀딩스 Ⅱ 인코포레이티드 | 안정화되고 변형된 비타민 d 방출 제형 |
| WO2014167440A1 (en) | 2013-03-26 | 2014-10-16 | Wockhardt Limited | Modified release pharmaceutical compositions of cyclobenzaprine or salts thereof |
| CA3042642A1 (en) | 2013-08-12 | 2015-02-19 | Pharmaceutical Manufacturing Research Services, Inc. | Extruded immediate release abuse deterrent pill |
| WO2015032816A1 (en) | 2013-09-05 | 2015-03-12 | Unilever Plc | Encapsulated food composition |
| US10920283B2 (en) | 2013-11-01 | 2021-02-16 | Washington University | Methods to establish and restore normal gut microbiota function of subject in need thereof |
| WO2015069213A1 (en) * | 2013-11-05 | 2015-05-14 | Hill's Pet Nutrition, Inc. | Pet food with visible particles and process for making same |
| GB201319791D0 (en) | 2013-11-08 | 2013-12-25 | Sigmoid Pharma Ltd | Formulations |
| WO2015070038A1 (en) | 2013-11-11 | 2015-05-14 | University Hospitals Cleveland Medical Center | Targeted treatment of anerobic cancer |
| US9492444B2 (en) | 2013-12-17 | 2016-11-15 | Pharmaceutical Manufacturing Research Services, Inc. | Extruded extended release abuse deterrent pill |
| US10172797B2 (en) | 2013-12-17 | 2019-01-08 | Pharmaceutical Manufacturing Research Services, Inc. | Extruded extended release abuse deterrent pill |
| WO2015150948A1 (en) | 2014-03-29 | 2015-10-08 | Wockhardt Limited | Modified release solid oral pharmaceutical compositions of cyclobenzaprine or a salt thereof |
| ES2870658T3 (es) | 2014-04-28 | 2021-10-27 | Yeda Res & Dev | Respuesta del microbioma a agentes |
| US9392814B2 (en) | 2014-06-06 | 2016-07-19 | Nicholas J. Singer | Delivery system for drinks |
| AU2015290098B2 (en) | 2014-07-17 | 2018-11-01 | Pharmaceutical Manufacturing Research Services, Inc. | Immediate release abuse deterrent liquid fill dosage form |
| US10220047B2 (en) | 2014-08-07 | 2019-03-05 | Opko Ireland Global Holdings, Ltd. | Adjunctive therapy with 25-hydroxyvitamin D and articles therefor |
| US20160113906A1 (en) | 2014-09-19 | 2016-04-28 | Board Of Regents, The University Of Texas System | Methods of preparing extrudates |
| US20160106737A1 (en) | 2014-10-20 | 2016-04-21 | Pharmaceutical Manufacturing Research Services, Inc. | Extended Release Abuse Deterrent Liquid Fill Dosage Form |
| EP4529950A3 (de) | 2014-10-31 | 2025-08-20 | Pendulum Therapeutics, Inc. | Verfahren und zusammensetzungen im zusammenhang mit mikrobieller behandlung von störungen |
| HUE053624T2 (hu) | 2014-11-07 | 2021-07-28 | Sublimity Therapeutics Ltd | Ciklosporint tartalmazó készítmények |
| WO2016172298A1 (en) * | 2015-04-22 | 2016-10-27 | Glaxosmithkline Consumer Healthcare Holdings (Us) Llc | Novel process |
| USD773313S1 (en) | 2015-06-23 | 2016-12-06 | Nicholas J. Singer | Package |
| CN104984334B (zh) * | 2015-06-26 | 2018-06-26 | 金宇保灵生物药品有限公司 | 一种狂犬病弱毒苗-吡喹酮复合剂及其制备方法与应用 |
| WO2017060320A1 (en) * | 2015-10-07 | 2017-04-13 | Dsm Ip Assets B.V. | Multivitamin extrudates |
| FR3042387B1 (fr) * | 2015-10-20 | 2019-05-24 | Ynsect | Preservation de vitamines hydrosolubles |
| EP3414346B1 (de) | 2016-02-14 | 2019-11-13 | Yeda Research and Development Co. Ltd. | Mikrobiombasierte diagnose, vorhersage und behandlung von rezidivierender fettleibigkeit |
| EP4596045A3 (de) | 2016-03-28 | 2025-10-15 | EirGen Pharma Ltd. | Verfahren zur behandlung von vitamin d |
| US20190343782A1 (en) | 2016-11-30 | 2019-11-14 | Yeda Research And Development Co. Ltd. | Methods of treating liver toxicity and disorders |
| DE102017122807B4 (de) | 2017-09-29 | 2023-02-09 | Berlin-Chemie Ag | Orales Schilddrüsentherapeutikum |
| SMT202100387T1 (it) | 2017-02-03 | 2021-09-14 | Berlin Chemie Ag | Agente terapeutico orale per la tiroide |
| US10323226B2 (en) | 2017-03-30 | 2019-06-18 | Nch Corporation | Feed material for biomass generator |
| US10695309B2 (en) | 2017-03-31 | 2020-06-30 | Western New England University | Sustained-release liothyronine formulations, method of preparation and method of use thereof |
| WO2019046646A1 (en) | 2017-08-30 | 2019-03-07 | Whole Biome Inc. | METHODS AND COMPOSITIONS FOR THE TREATMENT OF MICROBIOMA ASSOCIATED DISORDERS |
| EP3459527B1 (de) | 2017-09-20 | 2022-11-23 | Tillotts Pharma Ag | Verfahren zur herstellung einer festen dosierungsform mit antikörpern durch nassgranulation, -extrusion und -sphäronisierung |
| WO2020012467A2 (en) | 2018-07-08 | 2020-01-16 | Yeda Research And Development Co. Ltd. | Person-specific assessment of probiotics responsiveness |
| US20210353611A1 (en) | 2018-09-20 | 2021-11-18 | Yeda Research And Development Co. Ltd. | Methods of treating amyotrophic lateral sclerosis |
| US11369575B2 (en) * | 2019-03-20 | 2022-06-28 | The Board Of Regents Of The University Of Oklahoma | PPARα agonist compositions and methods of use |
| WO2021049420A1 (ja) * | 2019-09-13 | 2021-03-18 | 株式会社明治 | 固形食品及び固形乳 |
| AU2021248783A1 (en) | 2020-03-31 | 2022-12-01 | Biomuse Ltd. | Bacteria for the prevention and treatment of smoke-induced lung damage |
| US11116737B1 (en) | 2020-04-10 | 2021-09-14 | University Of Georgia Research Foundation, Inc. | Methods of using probenecid for treatment of coronavirus infections |
| EP4208157A1 (de) | 2020-09-04 | 2023-07-12 | Elanco Us Inc. | Wohlschmeckende formulierungen |
| IL277488A (en) | 2020-09-21 | 2022-04-01 | Yeda Res & Dev | Weight regulation method |
| WO2022146089A1 (ko) * | 2020-12-31 | 2022-07-07 | 주식회사태준제약 | 장세척을 위한 경구용 고형제제 |
| KR102639120B1 (ko) * | 2021-09-29 | 2024-02-20 | 한국기술교육대학교 산학협력단 | 고분자 겔 및 그 제조방법 |
| EP4658242A1 (de) | 2023-02-03 | 2025-12-10 | Tris Pharma, Inc. | Natriumarmes oxybat zur einmaligen nacht |
| WO2025099175A1 (de) * | 2023-11-09 | 2025-05-15 | Inm - Leibniz-Institut Für Neue Materialien Gemeinnützige Gmbh | Lebendes kompositmaterial für medizinische produkte |
| WO2026009223A1 (en) | 2024-07-02 | 2026-01-08 | Yeda Research And Development Co. Ltd. | Computational methods for mapping peptides using metagenomic data |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1216609A (fr) | 1957-12-20 | 1960-04-26 | Broyeur-malaxeur et procédé de malaxage et de broyage | |
| US3404984A (en) | 1964-09-25 | 1968-10-08 | Dairy Technics Inc | Process of making a frozen bacterial concentrate |
| US3786123A (en) * | 1971-01-25 | 1974-01-15 | S Katzen | Method for stabilizing and preserving nutrients and products |
| US3962416A (en) * | 1971-01-25 | 1976-06-08 | Sol Katzen | Preserved nutrients and products |
| US3922354A (en) * | 1973-08-20 | 1975-11-25 | Norda Inc | Production of artificial spice particles |
| GB1590432A (en) | 1976-07-07 | 1981-06-03 | Novo Industri As | Process for the production of an enzyme granulate and the enzyme granuate thus produced |
| GB1603640A (en) | 1977-07-20 | 1981-11-25 | Gist Brocades Nv | Enzyme particles |
| US4532145A (en) * | 1983-12-19 | 1985-07-30 | General Foods Corporation | Fixing volatiles in an amorphous substrate and products therefrom |
| US4689235A (en) | 1984-01-31 | 1987-08-25 | Scm Corporation | Encapsulation matrix composition and encapsulate containing same |
| CA1265044A (en) | 1984-03-14 | 1990-01-30 | Stan J. Flashinski | Gelatinized starch matrix insect bait |
| JPS60221078A (ja) | 1984-04-18 | 1985-11-05 | Morinaga Milk Ind Co Ltd | 有用微生物粉末の粒状製品およびその製造法 |
| US5071668A (en) | 1989-06-07 | 1991-12-10 | Nabisco Brands, Inc. | Extrusion baking of cookies containing heat and shear sensitive additives |
| US5079012A (en) | 1989-06-07 | 1992-01-07 | Nabisco Brands, Inc. | Shelf stable cookie product containing heat and shear sensitive additives and method of making |
| US4999208A (en) | 1989-06-07 | 1991-03-12 | Nabisco Brands, Inc. | Extrusion baking of cookies having liposome encapsulated ingredients |
| ZA907289B (en) * | 1989-09-15 | 1991-06-26 | Goodman Fielder Wattie Austral | Biodegradable controlled release matrices |
| US5087461A (en) | 1989-10-02 | 1992-02-11 | Nabisco Brands, Inc. | Double-encapsulated compositions containing volatile and/or labile components, and processes for preparation and use thereof |
| US5075058A (en) | 1990-01-30 | 1991-12-24 | Chevron Research And Technology Company | Process for preparing pellets comprising insecticidal n-hydrocarboyl phosphoroamidothioates and/or phosphoroamidodithioates, and fungicides, herbicides, fertilizers or other insecticides |
| JPH0451870A (ja) | 1990-06-14 | 1992-02-20 | Terumo Corp | 抗肥満性食品およびその製造方法 |
| BE1004475A3 (fr) | 1990-06-22 | 1992-12-01 | Solvay | Procede et installation pour la cristallisation d'une substance minerale. |
| US5183690A (en) | 1990-06-25 | 1993-02-02 | The United States Of America, As Represented By The Secretary Of Agriculture | Starch encapsulation of biologically active agents by a continuous process |
| JPH0463563A (ja) | 1990-07-03 | 1992-02-28 | Terumo Corp | 抗肥満性食品およびその製造方法 |
| DE4021678C2 (de) * | 1990-07-07 | 1994-07-07 | Merz & Co Gmbh & Co | Verfahren zur Herstellung klein dimensionierter Formkörper mit hohem Etofibrat-Gehalt und kontrollierter Wirkstoff-Freisetzung, deren Verwendung und daraus bestehende oral verabreichbare Applikationsformen |
| DK13491D0 (da) | 1991-01-25 | 1991-01-25 | Novo Nordisk As | Anvendelse af et enzymholdigt granulat og fremgangsmaade til fremstilling af et forderstof i tabletform |
| US5292533A (en) | 1992-03-27 | 1994-03-08 | Micro Flo Co. | Controlled release microcapsules |
| AU6701694A (en) | 1993-04-16 | 1994-11-08 | Mccormick & Company, Inc. | Encapsulation compositions |
| DK71993D0 (da) | 1993-06-18 | 1993-06-18 | Novo Nordisk As | Enzym |
| FR2714575B1 (fr) | 1994-01-03 | 1996-02-02 | Rhone Poulenc Nutrition Animal | Nouveaux granulés contenant des organismes vivant pour l'alimentation animale. |
| DE4411414C1 (de) | 1994-04-01 | 1995-11-30 | Johann Friedrich Dr Med Desaga | Produkt zur enteralen Versorgung mit Fettsäuren und/oder Aminosäuren sowie Verfahren zur Herstellung eines derartigen Produktes |
| EP0783251A4 (de) * | 1994-09-29 | 1997-11-12 | Mccormick & Co Inc | Geschmackstoffverkapselung |
| US5965161A (en) * | 1994-11-04 | 1999-10-12 | Euro-Celtique, S.A. | Extruded multi-particulates |
| US5514387A (en) | 1994-11-29 | 1996-05-07 | Nabisco, Inc. | Calcium-enriched baked good production and method of making |
| JPH11514240A (ja) | 1995-11-02 | 1999-12-07 | ノボ ノルディスク アクティーゼルスカブ | 飼料酵素調製品 |
| JP4842414B2 (ja) | 1996-04-12 | 2011-12-21 | ノボザイムス アクティーゼルスカブ | 酵素含有顆粒及びその製造のための方法 |
| DE69730982T2 (de) | 1996-10-28 | 2005-09-01 | General Mills, Inc., Minneapolis | Einbettung und einkapselung von teilchen zur kontrollierten abgabe |
| US5952033A (en) | 1996-12-24 | 1999-09-14 | Nestec S.A. | Gelatinized cereal product containing oligosaccharide and processes of preparing and using same |
| CZ299459B6 (cs) | 1997-06-04 | 2008-08-06 | Basf Aktiengesellschaft | Zpusob prípravy granulátu obsahujícího fytázu, takto získaný granulát, zpusob prípravy krmiva pro zvírata, kompozice obsahující uvedený granulát, zpusob podporení rustu zvírat a použití uvedeného granulátu |
| ATE267529T1 (de) | 1997-06-23 | 2004-06-15 | Nestle Sa | Erbsenfasern und inulin enthaltende nahrungszusammensetzungen |
| US5820903A (en) | 1997-06-30 | 1998-10-13 | General Mills, Inc. | Calcium fortified yogurt and methods of preparation |
| US5972404A (en) | 1997-08-12 | 1999-10-26 | General Mills, Inc. | Process for melting and mixing of food components and product made thereof |
-
1997
- 1997-10-27 DE DE69730982T patent/DE69730982T2/de not_active Expired - Lifetime
- 1997-10-27 CA CA002269806A patent/CA2269806C/en not_active Expired - Lifetime
- 1997-10-27 EP EP97912825A patent/EP0935523B1/de not_active Expired - Lifetime
- 1997-10-27 US US09/269,763 patent/US6190591B1/en not_active Expired - Lifetime
- 1997-10-27 PL PL333095A patent/PL191399B1/pl unknown
- 1997-10-27 WO PCT/US1997/018984 patent/WO1998018610A1/en not_active Ceased
- 1997-10-27 AT AT97912825T patent/ATE277739T1/de not_active IP Right Cessation
- 1997-10-27 ES ES03010031.7T patent/ES2565163T3/es not_active Expired - Lifetime
- 1997-10-27 AU AU49915/97A patent/AU744156B2/en not_active Expired
- 1997-10-27 JP JP52055898A patent/JP2002511777A/ja active Pending
-
1999
- 1999-04-28 NO NO992036A patent/NO992036D0/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| PL333095A1 (en) | 1999-11-08 |
| AU744156B2 (en) | 2002-02-14 |
| ATE277739T1 (de) | 2004-10-15 |
| DE69730982D1 (de) | 2004-11-04 |
| PL191399B1 (pl) | 2006-05-31 |
| CA2269806A1 (en) | 1998-05-07 |
| JP2002511777A (ja) | 2002-04-16 |
| EP0935523B1 (de) | 2004-09-29 |
| ES2565163T3 (es) | 2016-03-31 |
| EP0935523A1 (de) | 1999-08-18 |
| EP0935523A4 (de) | 1999-12-29 |
| WO1998018610A1 (en) | 1998-05-07 |
| CA2269806C (en) | 2006-01-24 |
| NO992036L (no) | 1999-04-28 |
| NO992036D0 (no) | 1999-04-28 |
| AU4991597A (en) | 1998-05-22 |
| US6190591B1 (en) | 2001-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69730982T2 (de) | Einbettung und einkapselung von teilchen zur kontrollierten abgabe | |
| US8828432B2 (en) | Embedding and encapsulation of sensitive components into a matrix to obtain discrete controlled release particles | |
| AU777977B2 (en) | Encapsulation of sensitive liquid components into a matrix to obtain discrete shelf-stable particles | |
| AU778000B2 (en) | Encapsulation of sensitive components into a matrix to obtain discrete shelf-stable particles | |
| US8313757B2 (en) | Encapsulation of sensitive liquid components into a matrix to obtain discrete shelf-stable particles | |
| US7201923B1 (en) | Encapsulation of sensitive liquid components into a matrix to obtain discrete shelf-stable particles | |
| JP2002527375A5 (de) | ||
| EP1342548B1 (de) | Einbettung und Einkapselung von Teilchen zur kontrollierten Abgabe und eingekapseltes Produkt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8364 | No opposition during term of opposition |