-
Die Erfindung betrifft ganz allgemein
das Walzen langer Produkte und betrifft insbesondere ein Verfahren
zum kontinuierlichen Warmwalzen von Eisenstangen und -stäben.
-
Ein Verfahren gemäß dem Oberbegriff von Anspruch
1 ist beispielsweise in US-A-4 907 438 beschrieben.
-
Im konventionellen Stahlstangen-Walzwerk,
so wie schematisch in 1 veranschaulicht,
ist eine Mehrzahl von Walzengerüsten
S1–S27
entlang einer Walzstraße
ausgerichtet, um kontinuierlich Blöcke zu walzen, die von einem
Schmelzofen 10 oder einer anderen Quelle herkommen. Die
Walzengerüste
sind in aufeinanderfolgenden Gruppen angeordnet, die üblicherweise
eine Grobgruppe 12, eine Zwischengruppe 14 und eine
Endgruppe 16 umfassen. Die Walzengestelle der Grobgruppe
und der Zwischengruppe sind üblicherweise
einzeln angetrieben und abwechselnd mit horizontalen und vertikalen
Arbeitswalzen ausgerüstet,
oder in einigen Fällen
mit Gehäusen,
die derart justiert werden können,
daß sie
entweder horizontale oder vertikale Arbeitswalzenkonfigurationen
darstellen.
-
Die Rollengerüste der Endgruppe 16 sind üblicherweise
mechanisch miteinander an einen gemeinsamen Antrieb angeschlossen,
um eine als "Block" bezeichnete Anordnung
zu schaffen (schematisch in 1 bei 18 veranschaulicht).
US-E-28,107 und
US-A-4 537 055 zeigen Beispiele von Blöcken, die bestens bekannt sind
und in der Metallindustrie weithin verwendet werden. Das Walzwerkschema
beruht üblicherweise
auf einer oval-runden Durchgangsfolge, mit Führungen, die zwischen den Rollengerüste angeordnet
sind, um das Produkt von einem Rollendurchgang zum nächsten entlang
der Walzstraße
zu führen.
-
Moderne Walzwerke der oben beschriebenen
Art müssen
dazu in der Lage sein, verschiedene und wachsende Kundenwünsche zu
erfüllen,
nicht zuletzt die Fähigkeit,
einen weiten Bereich von Produktgrößen zu liefern. Ein Stabwalzwerk
sollte beispielsweise Idealerweise in der Lage sein, runde Stäbe zu liefern,
die in einem Bereich von 3,5 bis 25,5 mm Durchmesser liegen.
-
Beim Übergang von einer Produktgröße zu einer
anderen muß das
Walzwerk abgestellt werden, damit das Bedienungspersonal die Möglichkeit
hat, die notwendigen Anpassungen der Walzausrüstung vorzunehmen. Derartige
Justierungen beinhalten das Ändern
der Arbeitswalzen und der Führungen,
das Außerbetriebnehmen
von ausgewählten
Gerüsten
entweder durch deren Herausnehmen aus der Walzstraße oder
durch Herausnehmen von deren Walzen (eine Praxis, die im allgemeinen
als "dummying" bezeichnet wird),
usw.
-
Die Zeitspanne und Häufigkeit
derartiger Abschaltungen kann einen negativen Einfluß auf die
Gesamtnutzung des Walzwerkes haben. Wird beispielsweise bei einem
herkömmlichen
Walzwerk so wie in 1 veranschaulicht
eine relativ bescheidene Änderung
vorgenommen vom Walzen einer Produktfamilie, deren kleinste Größe einen
Rundungsdurchmesser von 5,5 mm aufweist, zu einer anderen Produktfamilie,
deren kleinste Größe einen
Rundungsdurchmesser von 6,0 mm aufweist, so müssen die Arbeitswalzen der
Walzendurchgänge
in den Gerüsten
S12 bis S19 der Zwischengruppe 14 sowie sämtliche
Arbeitswalzen in den Gerüsten
S20 bis S27 des Blocks 18 geändert werden. Außerdem müssen die
meisten, wenn nicht gar alle Führungen
zwischen den Gerüsten
S12 bis S29 ebenfalls geändert
werden. Dies kann bis zu einer vollen Stunde beanspruchen, ein entscheidender
Ausfall an Produktionszeit und Gewinn des Walzwerksbesitzers.
-
Aus diesem Grunde nimmt die Walzwerksbesatzung
ungern größere Änderungen
bezüglich
der Produktgröße vor,
und bevorzugt stattdessen ein und diesselben oder nahe beieinanderliegende
Größen innerhalb
derselben Familie über
ausgedehnte Zeitspannen zu walzen. Dies steigert nicht nur die Produktspeicher-Anforderungen sowie
die Investitionskosten, sondern es verhindert auch die Flexibilität, die häufig notwendig
ist, um Kundenwünschen
gerecht zu werden. Die Notwendigkeit zur Vorratshaltung einer großen Vielzahl
von Arbeitswalzen und Führungen
treibt ferner die Investitionskosten in die Höhe.
-
Es besteht eine wachsende Nachfrage
bezüglich
des Fertigdimensionierens von Produkten, d. h. endzuwalzen auf extrem
enge Toleranzen bis zur Größenordnung
jener, die an kaltgezogene Toleranzen herankommen. Die durch Fertigdimensionieren
erreichten Toleranzen ermöglichen
es, daß Produkte "wie gewalzt" verwendet werden
können,
d. h. ohne daß sie
zusätzlich
kostspieligen Bearbeitungsvorgängen
unterworfen werden müssen,
wie einem sogenannten Peeling oder Räumen. Produkte derart enger
Toleranzen werden beispielsweise bei der Herstellung von Lagerkäfigen, Automobilventilfedern
usw. verlangt. Je nach Typus des verarbeiteten Stahls und vorgesehener
Anwendung des Produkts kann der Kunde ferner verlangen, daß ein Endwalzen
bei Temperaturen bei der A3-Temperatur
oder dicht dabei ausgeführt
wird (ein Prozess, der als "thermomechanisches
Walzen" bezeichnet
werden kann). Thermomechanisch gewalzte Produkte, die unter der Rekristallisationstemperatur
gewalzt werden, haben eine abgeflachte oder "Pfannkuchen"-Feinkornstruktur, die die Zugfestigkeit
steigert, während
gleichzeitig die für
anschließende
Wärmebehandlungen,
beispielsweise Weichglühen,
erforderliche Zeitspanne verkürzt
wird.
-
Bei herkömmlichen Kalibriervorgängen wird
das das letzte Gestell der Endgruppe 18 verlassende Produkt
einem weiteren Walzen in sogenannten Kalibriergerüsten unterworfen.
Die Maßwalzgerüste erzielen
die gewünschten
engen Toleranzen durch Erzielen relativ geringer Reduktionen in
einer Rund-Rund-Durchgangs-Folge.
Eine neuere Entwicklung der Maßwalztechnik,
die sich auf Stabprodukte größerer Durchmesser bezieht,
ist in US-A-4 907 438 beschrieben, am 13.3.1990 Sasaki et al. erteilt.
Hierbei sind die Maßwalzgerüste in Blockform
an einer Stelle stromabwärts
des Zufuhrendes der Endsektion eines Stangenwalzwerks angeordnet.
Die Maßwalzgerüste haben
feste Antriebsdrehzahlverhältnisse
zwischen den Ständen
und eine Rund-Rund-Durchlauffolge, die derart gestaltet ist, daß sie relativ
geringfügige
Verringerungen aufnimmt. Durch Ändern
der Rillenkonfigurationen und/oder der Walzentrennlinien bei Walzengerüste des
Maßwalzwerkes
sowie durch das sogenannte Dummying ausgewählter stromaufwärtiger Walzengerüste in den
Zwischen- und/oder Endsektionen ist es theoretisch möglich, einen
schrittweisen Bereich fertiger Endabmessungen zu schaffen, und dabei
die Effizienz und den Nutzungsgrad des Walzwerks zu steigern.
-
Die Erfahrung hat jedoch gezeigt,
daß eine
solche Verbesserung aufgehoben und in manchen Fällen völlig unerreichbar ist durch
die Entwicklung bei gewissen Produkten einer Duplex-Mikrostruktur, wobei
das Korn durch den gesamten Querschnitt des Produktes bezüglich seiner
Größe um mehr
als 2 ASTM-Korngrößennummern
variiert. Diese Erscheinung, die ganz allgemein als "abnormes Kornwachstum" bezeichnet wird, kommt
vor allem bei mittleren Kohlenstoffstählen und einsatzgehärteten Stählen vor.
-
Es ist allgemein anerkannt, daß die Variation
um mehr als etwa 2 ASTM Korngrößennummern
im Querschnitt eines Produktes dann zu Bruch und Oberflächenverschleiß führen kann,
wenn das Produkt anschließend
Kaltziehvorgängen
unterworfen wird. Derartige Korngrößenvariationen tragen außerdem zu schlechten
Vergütungseigenschaften
bei, was wiederum Kaltverformungsprozesse nachteilig beeinflußt.
-
Es wurde nunmehr festgestellt, daß abnormer
Korngrößenwuchs
als Ergebnis des Zeitintervalls auftreten kann, das normalerweise
zwischen der letzten erheblichen Reduktion liegt, die beim normalen
Walzen auftritt, und den leichteren Reduktionen, die während des
Kalibrierens auftritt.
-
Genauer gesagt wird das Produkt in
den Walzengerüsten
der Groß-Zwischen- und Endgruppen
relativ hohen Werten aufeinanderfolgender Reduktionen in der Größenordnung
von 15–30%
unterworfen. Jede derartiger Reduktionen erzeugt im Produkt ein
angestiegenes Energieniveau, das ausreicht, um eine im wesentlichen
gleichmäßige Verteilung
feinen Kornes zu erreichen. Abhängig
von Zeitspanne, Temperatur und chemischer Zusammensetzung beginnt
die innere Energie nach einer jeden folgenden Reduktion, erzeugt
durch Verformung, sofort zu verschwinden durch Rückgewinnung, Rekristallisation
und Kornwuchs. Bei jeder aufeinanderfolgenden erheblichen Reduktion
wird der gestiegene innere Energiezustand wieder hergestellt, was
wiederum die Mikrostruktur verfeinert. Somit erhält das Produkt beim Durchlaufen
durch das Walzwerk und beim raschen Unterwerfen relativ hoher Werte
aufeinanderfolgender Reduktionen eine im wesentlichen gleichförmige feine
Korn-Mikrostruktur.
-
Nach der letzten signifikanten Querschnittsverringerung
beginnt jedoch das Kornwachstum erneut. Das Maß, in welchem das Kornwachstum
fortfährt,
hängt direkt
von der Zeitdauer, der Temperatur und der chemischen Zusammensetzung
des zu walzenden Stahles ab. Die relativ geringen Reduktionen, die
aufeinanderfolgend bei Maßwalzgerüsten erzeugt
werden, reichen nicht aus, um die gesamte Mikrostruktur des Produktes zu
beeinflussen, da lediglich das Korn an der Produkt-Oberfläche verformt
wird.
-
Sofern nicht das Maßwalzen
genügend
rasch nach der letzten signifikanten Walz-Reduktion auftritt, erzeugt
das inzwischen eintretende ungehemmte Kornwachstum, in Verbindung
mit lediglich lokaler Oberflächenkornverformung
während
des Maßwalzens,
eine nicht akzeptable duale Kornmikrostruktur, wobei die Größe des Korns
signifikant durch den gesamten Querschnitt des Produktes variiert.
-
Diese Erscheinung ist in den 2A und 2B veranschaulicht. 2A beinhaltet Mikrofotos (150-fach), die
die Kornstruktur an ausgewählten
Stellen des Querschnittes eines 12,5 mm Stangenstahles der Stahlgüte 1040
zeigt, bei gleichförmiger
Kornstruktur vor dem Maßwalzen. 2B zeigt Mikrofotos in derselben
Vergrößerung desselben
Stangenstahls, nachdem dieser einer 7,6-Reduktion bei zwei runden
Maßwalzdurchgängen unterworfen
wurde. Die resultierende Duplex-Mikrostruktur ist klar erkennbar.
-
Verändert sich das Walzschema und
werden die Gestelle aufeinanderfolgend durch die End- und Zwischengruppen
des Walzwerks stillgesetzt, um die Maßwalzgerüste mit zunehmend stärkeren Produkten
zu versorgen, so nimmt die Zeitspanne zwischen der letzten signifikanten
Reduktion und dem Beginn des Maßwalzens
zu, wobei sich das Problem des abnormen Kornwachstums verschärft.
-
Einige Versuche wurden unternommen,
die Duplex-Mikrostrukturen zu beseitigen durch Vorsehen höherer Reduktionen
bei den Runddurchgängen
der Maßwalzgestelle.
Während
diese Praxis jedoch nicht zu gleichförmigeren Mikrostrukturen führt, erreicht
sie solche zu Lasten schlechterer Toleranzen und eines deutlichen
Abfalles bezüglich
der Fähigkeit
des Walzwerkes, einen Bereich von Produktgrößen zu walzen, ohne die Walzenrillen
zu verändern
(eine Praxis, die im allgemeinen als "freies Maßwalzen" bezeichnet wird).
-
Die festen Zwischengerüst-Antriebsdrehzahlverhältnisse
herkömmlicher
Maßwalzgerüste beschränken ebenfalls
entscheidend die Möglichkeit
des Kombinierens des Maßwalzens
mit anderen Operationen, z. B. mit thermomechanischem Walzen.
-
Zusammenfassung
der Erfindung
-
Eine Hauptaufgabe der vorliegenden
Erfindung besteht darin, ein Verfahren zum Maßwalzen eines weiten Bereiches
von Produkt-Maßen zu schaffen,
während
abnormer Kornwuchs vermieden wird, der zu einer Duplex-Mikrostruktur
des Endproduktes führt.
-
Eine bealeitende Aufgabe der vorliegenden
Erfindung besteht darin, die Fähigkeit
zu vermitteln, ein Maßwalzen
mit anderen Operationen zu kombinieren, beispielsweise mit einem
thermomechanischen Walzen bei geringeren Temperaturen, wiederum über einen
weiten Bereich von Produktabmessungen, ohne abnormes Kornwachstum
im Fertigprodukt.
-
Eine verwandte Aufgabe der vorliegenden
Erfindung besteht darin, die Änderungen
zu minimieren, die beim Walzenschema und beim Betreiben des Walzwerkes
dann notwendig sind, wenn von einer Produktabmessung zu einer anderen übergegangen
wird, um hierdurch den Bezugsgrad des Walzwerkes zu steigern.
-
Die vorliegende Erfindung löst diese
und andere Aufgaben und schafft Vorteile durch die Verfahrensmerkmale
gemäß Anspruch
1; das Verfahren sieht einen "Nach-Finishing"-Block von Walzengerüsten stromabwärts der
Endgestelle des Walzwerkes vor. Wasserkammern oder andere Kühlvorrichtungen
werden am besten zwischen die letzten Walzwerks-Finishing-Gerüste und
den Post-Finishing-Block
geschaltet. Der Post-Finishing-Block beinhaltet wenigstens zwei
Reduktions-Gerüste,
gefolgt von wenigstens zwei Maßwalzgerüsten. Die
Reduktions-Gerüste
haben eine oval-runde Kalibersequenz, und die Maßwalzgerüste haben eine rund-runde Kalibersequenz.
Obgleich die Walzgerüste
des Post-Finishing-Blocks
mechanisch miteinander mit einem gemeinsamen Antrieb verbunden sind,
werden Kupplungen oder andere gleichwertige Mittel im Antriebsstrang
verwendet, um Anderungen zwischen den Zwischengerüst-Antriebsdrehzahl-Verhältnissen und
wenigstens den Reduktionswalzgerüsten
zu erlauben, und auch am besten zwischen einigen oder sämtlichen
der verbleibenden Maßwalzgerüste. Ein
festes Walzschema wird bei allen Walzgerüsten vor den Finishing-Walzgerüsten vorgesehen.
Auf diese Weise wird die Finishing-Gruppe mit einer ersten Prozeßsektion ausgestattet,
die einen Bereich und eine Konfiguration von im wesentlichen konstantem
Querschnitt hat. Der erste Prozeßabschnitt durchläuft die
Finishing-Gruppe, und das Walzen findet statt entweder in keiner,
in einigen oder in sämtlichen
Finishing-Walzgerüsten,
je nach Größe des gewünschten
Endproduktes. Das Produkt läuft
sodann durch Wasserkühlkammern
zum Post-Finishing-Block als zweiter Prozeßsektion hindurch. Die Zwischengerüst-Antriebsdrehzahl-Verhältnisse
der Walzgerüste
im Post-Finishing-Block werden in geeigneter Weise derart justiert,
daß sie
einem walzen in dem zweiten Prozeßabschnitt entsprechen. Die
gesamten in den ersten Reduktionswalzgerüsten des Post-Finishing-Blocks
erzielten Reduktionen liegen deutlich oberhalb 14 a, wobei ein gesteigertes
Energieniveau im Produkt erzeugt wird, das ausreicht, um eine im
wesentlichen gleichförmige
Verteilung des feinen Korns zu schaffen. Üblicherweise liegen derartige
Gesamt-Anfangsreduktionen in der Größenordnung von etwa 2V bis
50%. Signifikant geringere Reduktionen in der Größenordnung von 2 bis 15% werden
in den abschließenden
Rund-Rund-Kaliber-Sequenzen
des Post-Finishing-Blocks vorgenommen, um die gewünschten
engen Maßtoleranzen
des Fertigproduktes zu erhalten. Die Zeitspanne zwischen den höheren Reduktionen,
die in der Oval-Rund-Kalibersequenz erzielt werden, und den geringeren
Reduktionen, die erzielt werden beim Maßwalzen bei der Rund-Rund-Kaliber-Sequenz
ist derart, daß die
resultierende Korngröße durch
den Produktquerschnitt nicht um mehr als zwei variiert, und in den
meisten Fällen um
weniger als 1 ASTM Korngrößenzahl.
-
KURZE BESCHREIBUNG
DER ZEICHNUNGEN
-
1 ist
eine schematische Ansicht, die die Anderungen des Querschnittes
eines Produktes veranschaulicht, das durch aufeinanderfolgende Walzgerüste eines
herkömmlichen
Hochleistungswalzwerkes gewalzt wird.
-
Die 2A und 2B zeigen jeweils Mikrofotos
einer Kornstruktur eines Produktes vor und nach dem Maßwalzen
mit resultierendem abnormen Kornwuchs.
-
3 ist
eine schematische Ansicht, beginnend bei der Bezugslinie 2-2 in 1, die Veränderungen des
Querschnittes eines Produktes veranschaulichen, das gemäß der Erfindung
gewalzt wird.
-
4 ist
eine graphische Darstellung, die die Gesamttemperaturveränderungen
zeigt, wenn das Produkt die Finishing-Gruppe eines schematisch dargestellten
Walzwerkes läuft,
mit einem Post-Finishing-Block.
-
5 ist
eine Draufsicht auf einen Post-Finishing-Block und seine zugeordneten
Antriebskomponenten.
-
6 ist
eine schematische Darstellung der internen Antriebsanordnung der
Walzgerüste
S28 und S29 des Post-Finishing-Blocks.
-
7 ist
eine schematische Darstellung der äußeren Antriebsanordnung der
Walzgerüste
S28 bis S31 des Post-Finishing-Blocks.
-
Die 8A und 8B zeigen jeweils Mikrofotos
einer Produkt-Kornstruktur
vor und nach dem Maßwalzen
bei Rund-Rund-Kaliberdurchgängen zum
Erzielen von Reduktionen, die groß genug sind, um abnormes Kornwachstum
zu vermeiden.
-
EINZELBESCHREIBUNG
EINER BEVORZUGTEN AUSFÜHRUNGSFORM
-
Wie man aus den 3 und 4 erkennt,
beinhaltet die vorliegende Erfindung das Anordnen eines Post-Finishing-Blocks 20 stromabwärts von
Block 18, der üblicherweise
bei herkömmlichen
Stabwalzwerken anzutreffen ist. Der Post-Finishing-Block beinhaltet wenigstens
zwei Walzgerüste
S28, S29 für
eine starke Reduktion, vorzugsweise mit einem Oval-Rund-Kaliberdurchgang,
gefolgt von zusätzlichen
geringer reduzierenden Maßwalzgerüsten S30,
531, die eine Rund-Rund-Kaliberfolge
aufweisen.
-
Es soll insbesondere auf 4 Bezug genommen werden.
Man sieht, daß eine
oder mehrere Wasserkammern oder ähnliche
Kühlvorrichtungen 19 am
besten zwischen die Blocks 18 und 20 geschaltet
sind. Eine oder mehrere zusätzliche
Wasserkammern 21 sind zwischen Block 20 und einem
stromabwärtigen
Legekonus 23 geschaltet. Der Legekonus formt den Stab in
eine Reihe von Ringen, die von einem Kühlförderer 25 aufgenommen
werden, wo sie einem zusätzlichen
kontrollierten Abkühlen
unterworfen werden. Die gestrichelte Linie in der graphischen Darstellung
von 4 veranschaulicht
die Veränderungen
der Gesamttemperatur des verarbeiteten Produktes. Die hier verwendete
Ausdrucksweise "Gesamttemperatur" bedeutet die durchschnittliche
Querschnittstemperatur zwischen der Oberfläche und dem Kern eines Produktes.
-
Es soll weiterhin auf 5 eingegangen werden. Dort
erkennt man, daß Walzgerüste S28
und S29 in einem Reduktionswalzwerks-Abschnitt 18a enthalten sein
können,
das auf Schienen 22 montiert ist, um mittels eine Linearaktuators 24a auf
die Walzstraße
und von dieser herunter bewegt werden kann. In gleicher Weise können die
Walzgerüste
S30, S31 in einem Walzwerksabschnitt 18b enthalten sein,
der auf Schienen 22 montiert und von einem anderen Linearaktuator 24b verschiebbar
ist.
-
Die aufeinanderfolgenden Walzgerüste S28
bis S31 sind jeweils mit Paaren von gerillten Arbeitswalzen 28, 29, 30 und 31 ausgestattet.
-
Wie man am besten aus 6 erkennt, sind die Arbeitswalzen 28 des
Walzgerüsts
S28 nach Kantilever-Art an den Enden der Walzzapfen 32 gelagert.
Die Walzzapfen sind zwischen Lagern 34 drehbar gelagert. Zahnräder 36 auf
den Walzzapfen 32 kämmen
mit Zwischenritzeln 38, die ihrerseits auf Zwischenantriebswellen 40 ebenfalls
zwischen Lagern 42 drehbar gelagert sind. Einer der Zwischenantriebszapfen
ist außerdem mit
einem Kegelzahnrad 44 versehen, das mit einem Kegelrad 46 auf
einer Eingangswelle 48 kämmt. Die Kegelräder 44, 46 nehmen
die Neigung der Arbeitswalzzapfen auf. Obwohl nicht gezeigt, versteht
es sich, daß Mittel
zum Justieren der Trennung zwischen den Arbeitswalzen vorgesehen
sind.
-
Die Arbeitswalzen 29 des
Walzgerüstes
S29 sind in ähnlicher
Weise von Komponenten angetrieben, die mit denselben, mit versehenen
Bezugszeichen bezeichnet sind. Wenn auch nicht dargestellt, so versteht es
sich, daß die
Maßwalzgerüste S30
und S31 in gleicher Weise mit gleichen Innenkomponenten versehen sind,
vorgesehen um die entsprechenden Paare von Arbeitswalzen 30, 31 über die
Eingangswellen 52, 52' anzutreiben.
-
Die Walzgerüste S28 bis S31 sind mechanisch
miteinander und mit einem gemeinsamen Antriebsmotor 54 über eine
Serie von Getrieben 56 bis 62 verbunden. Wie man
am besten aus 7 erkennt,
weist Getriebe 60 drei zueinander parallele, umlaufende
Wellen 64, 66 und 68 auf. Welle 64 trägt zwei
frei drehbare Zahnräder
G1, G2, die axial durch einen vergrößerten Zwischenwellenabschnitt 70 voneinander
getrennt sind. Die einander zugewandten Stirnflächen der Zahnräder G1 und
G2 sind mit einer Aussparung 72 versehen, um eine Innenverzahnung
aufzunehmen, die alternativ von der Außenverzahnung eines Kupplungselementes
C1 erfaßt
wird. Kupplungselement C1 ist durch Keile, Nuten oder dergleichen
(nicht gezeigt) drehfest mit dem Wellenabschnitt 70 vergrößerten Durchmessers
verbunden und axial mittels einer Gabel 74 oder dergleichen
zwischen einer von zwei operativen Positionen verschiebbar, bei
welcher die Außenverzahnung
mit einer oder der anderen der Innenverzahnungen der Zahnräder G1,
G2 zusammenarbeitet.
-
Die Zahnräder G1, G2 haben eine Außenverzahnung,
die mit den Zahnrädern
G3, G4 kämmt,
die mit Welle 66 durch Keile oder anderweitig drehfest
verbunden sind. Die Zahnräder
G3, G4 kämmen
außerdem
mit Zahnrädern
G5, G6, die auf Welle 68 frei drehbar sind. Die Zahnräder G5,
G6 sind ebenfalls in axialer Richtung durch einen Wellenabschnitt
größeren Durchmessers
getrennt. Ein axial verschiebbares Kupplungselement C2 dient dazu,
um zwischen welle 68 und dem einen oder dem anderen der
Zahnräder
G5, G6 eine drehschlüssige
Verbindung herzustellen.
-
Die Wellen 64, 68 sind
zum Anschluß an
die Eingangswellen 48, 48' der Walzengerüste 528, S29 über Kupplungen 7b vorgesehen.
In gleicher Weise ist Welle 66 mit Welle 78 des
Getriebes 58 über
eine Kupplung 76 verbunden.
-
Getriebe 58 beinhaltet Komponenten ähnlich jenen
in Getriebe 60. Somit hat Getriebe 58 parallele Wellen 78, 80 und 82.
Die Wellen 78 und 82 tragen jeweils in axialem
Abstand angeordnete und frei drehbare Zahnräder G7, G8 und G11, G12, die
mit Zahnrädern
G9, G10 kämmen,
die ihrerseits mit Welle 80 drehfest verbunden sind. Ein
Kupplungselement C3 stellt alternativ eine Triebverbindung zwischen
Welle 78 und einem oder dem anderen der Zahnräder G7,
G8 her. Ein Kupplungselement C4 stellt in gleicher Weise eine alternative
Triebverbindung zwischen Welle 82 sowie den Zahnrädern G11,
G12 her.
-
Welle 82 ist über Kupplung 76 an
Welle 84 von Getriebe 62 angeschlossen. Die Zahnräder G13,
G14 sind mit Wellke 84 drehfest verbunden und kämmen jeweils
mit auf Welle 86 frei drehbaren Zahnrädern G15, G16. Die Zahnräder G15,
G16 werden alternativ von Welle 86 mittels eines axial
verschiebbaren Kupplungselementes C5 erfaßt. Die Wellen 84, 86 sind
für den
Anschluß an
die Eingangswellen 52, 52' der Walzgestelle S30, S31 über Kupplungen 76 vorgesehen.
-
Welle 80 von Getriebe 58 ist
an Welle 88 des Getriebes 56 über Kupplung 76 angeschlossen.
Auch hier trägt
Welle 88 frei drehbare Zahnräder G17, G18, die alternativ
mit Welle 88 verbindbar sind mittels eines axial verschiebbaren
Kupplungselementes C6. Die Zahnräder
G17, G18 kämmen
mit den Zahnrädern
G19, G20, die mit der Welle 90 drehfest verbunden sind,
wobei die letztgenannte über
Kupplung 76 mit der Abtriebswelle des Motors 54 verbunden
ist.
-
Bei der beschriebenen Getriebe- und
Kupplungsanordnung lassen sich verschiedene Antriebsfolgen und entsprechende
Zwischen-Walzgerüst-Drehzahlverhältnisse
herstellen, um einen weiten Bereich von Reduktionen bei den Walzenkalibrierungen
der Gerüste
S28 bis S31 zu erzielen. Tabelle 1 dient der Veranschaulichung,
obgleich dies auf gar keinen Fall die verschiedenen möglichen
Antriebssequenzen erschöpfend
darstellt.
-
-
Es werde angenommen, daß den Finishing-Walzgerüsten von
Block 18 ein erster Prozeßabschnitt mit einem Durchmesser
von 18,2 mm zugeführt
wird. Es werde weiterhin angenommen, daß das Walzschema der Finishing-Walzgerüste S2U
bis S27 derart gestaltet ist, daß die Folge von Reduktionen
gemäß Tabelle
II erzeugt wird.
-
-
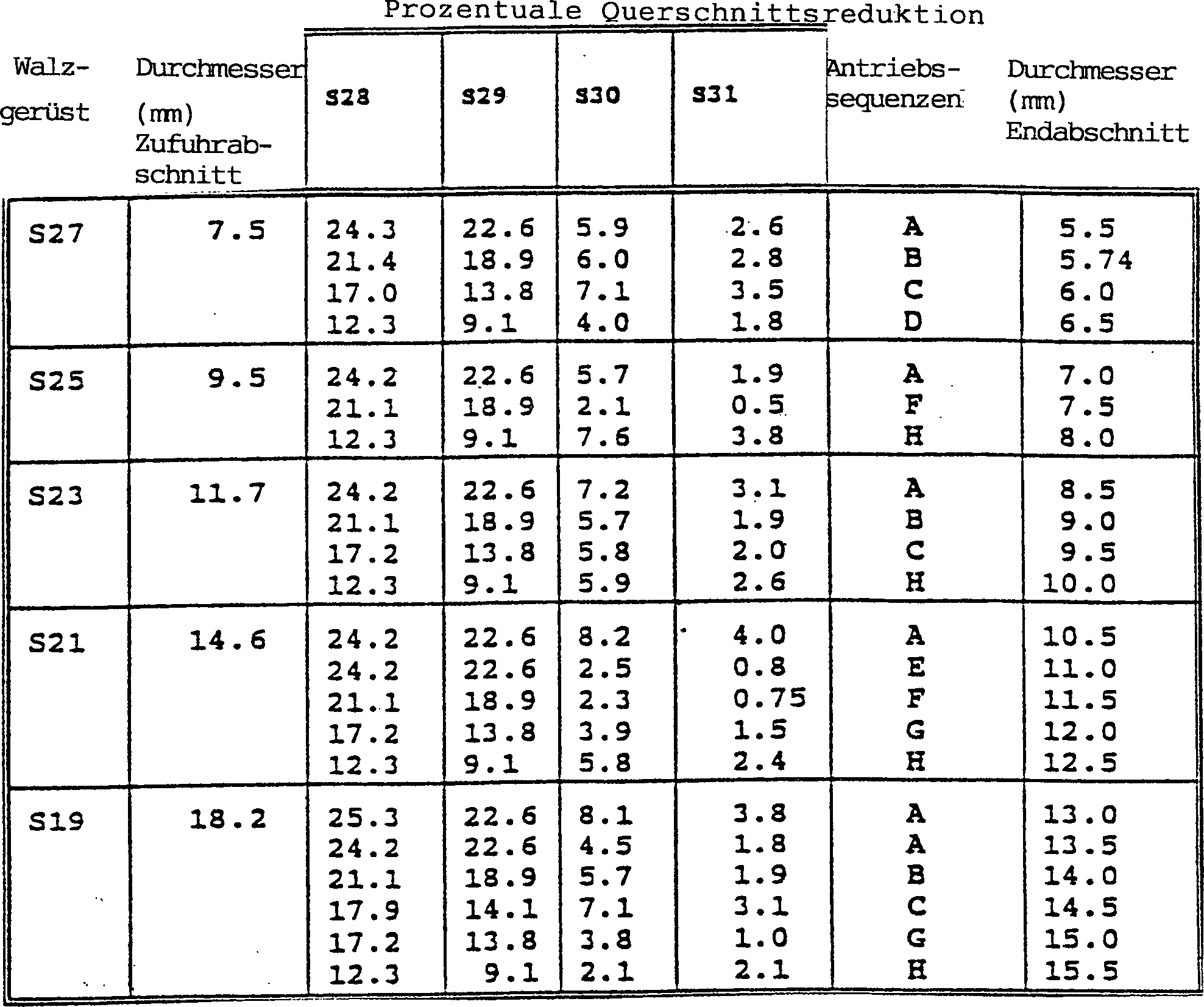
Durch Auswahl der Antriebssequenzen
von Tabelle I sowie durch selektives Walzen durch und/oder Umgehen
der Finishing-Walzgerüste von
Block 18 zum Versorgen des Post-Finishing-Blocks 20 mit
unterschiedlich bemessenen zweiten Prozeßabschnitten ist es möglich, Reduktionen
und Maße
des Endproduktes von der Art zu erzielen, so wie beispielshalber
in Tabelle III auf geführt.
-
-
Aus Tabelle III erkennt man, daß die kombinierten
Gesamtquerschnittsreduktionen bei der Rund-Rund-Kalibersequenz der
Maßwalzgerüste 530,
S31 herkömmlich
gering sind, in den meisten Fällen deutlich
unter 14%, die als Minimum betrachtet werden, um eine akzeptable
gleichförmige
Kornstruktur zu erreichen.
-
Tabelle
IV
Vergleich der prozentualen Querschnittsreduktionen von Tabelle
III
-
Diesen gehen jedoch deutlich größere kombinierte
Gesamtquerschnittsreduktionen in der Größenordnung von etwa 20 bis
50% bei der Oval-Rund-Kalibersequenz der Walzgerüste S28 und 529 unmittelbar
voraus. Dies trifft ungeachtet der Anzahl vorausgegangener Walzgerüste zu,
die im Finishing-Block 18 umgangen wurden, um progressiv
größere Abmessungen
des Endproduktes zu erzielen.
-
Aus den Reduktionsvergleichen gemäß der Tabelle
IV erkennt man, daB relativ geringe Reduktionen, die insgesamt zwischen
3–12 %
liegen, bei den Rund-Rund-Durchgängen
der Walzgerüste
S30, S31 erhalten werden (Spalte E). Derartige geringe Reduktionen
optimieren die Maßgenauigkeit
und verbreitern den Bereich der Produkte, die auf Maß gebracht
werden, ohne daB die Walzenund/oder Rillen-Konfigurationen verändert werden.
-
Die geringen Reduktionen in den Walzgerüsten S30,
S31 sind als solche ungenügend,
um die erhöhten
internen Energiewerte zu erzielen, die notwendig sind, um ein abnormes
Kornwachstum zu vermeiden, was zur Entwicklung von Duplex-Miktrostrukturen
führt.
Dieser Energiewert wird jedoch mehr als angemessen erreicht durch
die signifikant stärkeren
Reduktionen, die bei den Oval-Rund-Kalibrierungen der unmittelbar
vorausgehenden Walzgerüste
S28, S29 stattfinden (Spalten A und B).
-
Um sicherzustellen, daB dieses Ziel
erreicht wird, wird die minimale Gesamtreduktion von etwa 14% als
progressiv kleinere Reduktionen bei den folgenden Rund-Kalibrierungen
der Walzgerüste
S29, S30 und S31 genommen, wobei die Reduktion in Walzgerüste S31
geringer als etwa 20% der Gesamtreduktion ist (Spalte D/F in Tabelle
IV).
-
Die Gesamtreduktionen in den letzten
drei Walzgerüsten
liegen üblicherweise
im Bereich von etwa 14–35%
(Spalte F), wobei weniger als 50% in den Walzgerüsten S30, S31 erzielt wird (Spalte
E/F). Die bei der ovalen Kalibrierung im ersten Walzgerüst S28 vorgenommene
Reduktion trägt
entscheidend zur Gesamtkapazität
des Blocks bei und steigert die Gesamtreduktionen bei den vier Walzgerüst-Serien
auf einen Bereich von etwa 30–60%
(Spalte G). Hierbei trägt
die Reduktion bei der ovalen Kalibrierung mit wenigstens 40% der
Gesamtreduktion bei (Spalte A/G)., wobei die beiden letzten Walzgerüste weniger
als etwa 35% der Gesamtreduktion beitragen (Spalte E/G).
-
Deshalb erkennt man, daß die kombinierten
Reduktionen bei den. oval-runden Kalibrierungsfolgen der Walzgerüste S28
und S29 und bei der Rund-Rund-Kalibrierungsfolge der Walzgerüste S30
und S31 einen gesteigerten Energiewert im Produkt erzeugen, ausreichend,
um eine im wesentlichen gleichförmige
Verteilung feinen Kornes zu schaffen. Dieser Effekt läßt sich
weiter steigern durch Verwenden der Wasserkammer 19, um die
Temperatur der Stange abzusenken, bevor diese in den Post-Finishing-Block 20 eintritt.
Das Zeitintervall zwischen dem Walzen bei starker Reduktion in den
Walzgerüsten
S28, S29 und dem Maßwalzen
bei geringerer Reduktion in den Walzgerüsten S30, S31 ist extrem klein.
Beim Bereich von Produkt-Abmessungen und Reduktions-Sequenzen, so wie
in Tabelle III gezeigt, liegt wahrscheinlich das Zeitintervall zwischen
dem Walzen in Walzgerüst
S29 und in Walzgerüst
S30 im Bereich zwischen etwa 5–25
Millisekunden, wobei das Walzen durch die letzten drei Walzgerüste S29–S31 nicht
mehr als 10,4 bis 16,0 Millisekunden beansprucht. Das Maßwalzen
wird somit ausreichend vor dem Entwickeln abnormen Kornwuchses bewirkt,
was zu einem Endprodukt führt,
das eine im wesentlichen gleichförmige
Feinkorn-Mikrostruktur aufweist, d. h. eine Mikrostruktur, bei welcher
die Korngröße über den
Querschnitt des Produktes um nicht mehr als 2 ASTM variiert.
-
Die 8A und 8B veranschaulichen die Vorteile
des Erzeugens größerer prozentualer
Reduktionen in Verbindung mit der Maßwalzoperation. 8A enthält Mikrofotos (150-fach), die
die Kornstruktur an ausgewählten
Stellen im Querschnitt einer 11,0 mm starken Stahlstange von der
Stahlqualität
1035 vor dem Maßwalzen
zeigen. 8B zeigt Mikrofotos
bei derselben Vergrößerung desselben
Produktes, nachdem dieses in zwei Kalibrierungsfolgen bei höheren Reduktionswerten
von etwa 16,6% ein Maßwalzen
erfahren hat.
-
Die oval-runde Kalibrierungssequenz
der Walzgerüste
S28 und S29 erlaubt ein thermomechanisches Walzen sowohl bei normaler
als bei niedriger Temperatur, was es ermöglicht, beide Arten von Produkten
auf Dimension zu bringen.
-
Der Bereich der Fertigproduktabmessungen
gemäß Tabelle
III ist nicht erschöpfend
dargestellt. Durch das sogenannte "Dummying" von Walzwerken weiter zurück in die
Zwischengruppe 14, oder durch Re-Justieren des Walzschemas,
um die Finishing-Gruppe 16 mit einem kleineren Prozeßabschnitt
zu beschicken, läßt sich
der Maßbereich
der Fertigprodukte dahingehend ausdehnen, daß nicht nur kleinere Abmessungen
in der Größenordnung
von 3,5 mm, sondern auch größere Abmessungen
von 25,5 mm und mehr bewältigt
werden können.
Die bei der Oval-Rund-Kalibrierungsfolge von Walzgerüsten S28
und S29 erzielte Querschnittsreduktion läßt sich auf den Bereich von
16–50%
ausdehnen.
-
Obgleich der Post-Finishing-Block 20 mit
auskragenden Arbeitswalzen dargestellt ist, so versteht es sich,
daß ebenso
gut beidseits gelagerte Walzen verwendet werden können.