CN1476363A - 锯齿 - Google Patents
锯齿 Download PDFInfo
- Publication number
- CN1476363A CN1476363A CNA018195377A CN01819537A CN1476363A CN 1476363 A CN1476363 A CN 1476363A CN A018195377 A CNA018195377 A CN A018195377A CN 01819537 A CN01819537 A CN 01819537A CN 1476363 A CN1476363 A CN 1476363A
- Authority
- CN
- China
- Prior art keywords
- tooth
- sawtooth
- group
- tooth group
- swage set
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011295 pitch Substances 0.000 claims description 79
- 238000005520 cutting process Methods 0.000 description 88
- 239000011343 solid material Substances 0.000 description 27
- 238000000034 method Methods 0.000 description 10
- 238000003754 machining Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000005755 formation reaction Methods 0.000 description 6
- 238000010276 construction Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000010008 shearing Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000003467 diminishing effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/12—Straight saw blades; Strap saw blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/12—Straight saw blades; Strap saw blades
- B23D61/121—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9346—Uniformly varying teeth or tooth spacing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9348—Undulating tooth arrangement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/935—Plural tooth groups
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/935—Plural tooth groups
- Y10T83/9353—Including raker tooth group
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9358—Series of dissimilar teeth
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sawing (AREA)
- Gears, Cams (AREA)
- Treatment Of Fiber Materials (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
本发明涉及一种在切削加工中作为切断被切削材料(工件)的工具的例如带锯、弓锯、圆盘锯等的锯齿。提供一种将具有由多个锯齿构成的第1齿群A和第2齿群B组合而成的结构反复进行的锯齿,其特征在于,满足将所述第2齿群B的齿高设置成低于所述第1齿群A的齿高,和将所述第2齿群的锯齿修整量设置成比所述第1齿群A要小这两个条件中的至少一个或两个,所述第1齿群A具有至少一个直齿。
Description
技术领域
本发明涉及一种在切削加工中作为切断被切削材料(工件)的工具的例如带锯、弓锯、圆盘锯等的锯齿。
背景技术
以往,作为切断例如金属制的较大工件的装置,使用带锯机。这种带锯机所用的带锯刃中,为了对应例如高频振动或噪音等,将锯路齿的结构设定成耙子构造、波形构造或直齿构造等的各种锯路结构,以及各齿的齿距为不相等的齿距。另外,为了对应于例如不锈钢等难切削材料,还开发出了将锯齿中的多个齿设置有高低差,并且具有改变多个锯路齿的锯齿修整量结构的锯齿。
此外,为了满足市场需要,还开发出了将各锯齿的齿顶角度构成为各种角度的锯齿,或者将锯齿的背面加工成波状,并且将连接锯齿各齿前端等的曲线呈波状结构的锯齿等。
另外,例如切断金属工件的带锯机还开发出了与切断用途相适合的各种带锯机。例如,带锯机中切削的切进方法主要区分为以下2种,(1)切进速度与工件的切断长度无关成为定值的情况,(2)切进速度根据工件的切断长度为可变的情况。
将上述(2)的切进速度根据工件的切断长度变化的切削方法进一步分类的话,一般使用如下的方法:
(2-1)使用液压缸并控制缸内背压的方法,
(2-2)使用液压缸并控制随切削阻力变化的流量的方法,
(2-3)预先输入工件的形状,随时计算工件的切削长度以使切进速度变化的CNC控制方法,
(2-4)检测出切削阻力,根据切削阻力使切进速度变化的CNC控制方法,
(2-5)机械调整和控制装有锯齿的机架的自重,靠自由下落进行切削的方法,等等。
以往,大多使用小型且低成本的便携带锯机等的带锯机,这种便携带锯机或卧式带锯机通常是锯齿机架画圆弧方式上下摆动的铰链型,大多采用上述的(2-5)的方法。以下,在本说明书中,对这样的带锯机称作“轻负载锯机”。
可是,通常市场中轻负载锯机的用途是适用于例如钢结构构造物的建设现场的切断作业中,切断较小工件的现场切断作业。这样的工件形状虽限于小件物品,但,确是千差万别的,可进行异型钢和管件或者小径实心材料等工件的切断。
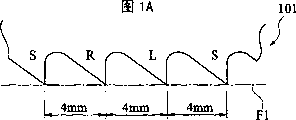
在上述的轻负载锯机中,使用例如图1A、图1B所示的、由一个直齿S和朝向左右方向的锯齿修整量为一定的一对左右锯路齿L、R这3个齿构成一个锯路结构,将这种锯路结构重复构成,并且齿距构成采用例如为4mm的锯齿101,在切削例如图3所示的直径为50mm的实心材料W时,可进行正常的切削。可是,使用与上述同样的锯齿101,切削例如图4所示的、直径为50mm、壁厚例如为3mm的管材W时,会有锯齿101容易发生崩齿的问题。
其原因是,由于锯齿101的齿距为4mm而管材W的壁厚为3mm,同时,锯齿101的切进速度接近于机架负载G的自由下落的速度,在该切削条件下,锯齿101的切削到达管材W的中心附近时,工件W就会进入锯齿101的齿顶与齿顶之间,而发生急剧的自由下落,因产生过度的切进量,容易发生崩齿现象。
作为解决该问题的现有方法如图2A、图2B所示,通常使用齿距比管材W的壁厚小的锯齿103来进行切削。在图5中示出的使用齿距构成为2mm的锯齿103(图2A、图2B所示的锯齿)切削壁厚为3mm、直径为50mm的管材W的状态。
在该条件下,由于锯齿103的齿距为2mm,小于管材W为3mm的壁厚,因此,即使锯齿103到达管材的中心附近,工件W也不会进入锯齿103的齿顶与齿顶之间,因此也不会发生急剧的自由下落,所以可进行正常的切削。
然而,在使用上述同一的锯齿103也就是齿距为2mm的锯齿103(图2A、图2B所示的锯齿)切削直径为50mm的实心材料W(图3所示的被切削材料)时,由于锯齿103的齿距与工件W的直径相比,非常小,因不会发生急剧的自由下落,所以不会发生过度的切进。可是,相对工件W的切削长度,起作用的锯齿103的齿数越多,则各齿对工件W的切进量就越少。为此,与采用如图1A、图1B所示的齿距构成为4mm的锯齿101切削实心材W的场合相比,存在着切削时间长的问题。
根据上述,在切断实心材料或管材等被切削材料时,必须根据工件W的形状、尺寸更换具有合适齿距的锯齿,存在着增加锯齿更换的时间和工夫的问题。
因此,例如在建设现场等,切断上述那样的千差万别的工件时,不能忽视根据工件的形状、尺寸来更换不同齿距的锯齿所耗费的时间和工夫,另外,即使为预防崩齿为的目的采用预先安装上较小齿距的锯齿的方法,此时,也不能无视切断切削长度较大的工件时存在的切削时间变长的问题。
本发明为解决上述的技术问题,提供一种无论是切削长度较大还是切削长度较小的工件,均能不发生崩齿的高效切断的锯齿。
发明内容
为了实现上述目的,根据本发明第1方面的锯齿为,将具有直齿和进行左右的锯齿修整的左右锯路齿的第1齿群与具有进行左右的锯齿修整的左右锯路齿的第2齿群加以组合而成的锯路结构适当地反复构成,其中,将所述第2齿群中的左右锯路齿的锯齿修整量设置成比所述第1齿群中的左右锯路齿的锯齿修整量要小或相等。
根据本发明第2方面的锯齿为,将具有直齿和进行左右的锯齿修整的左右锯路齿的第1齿群与具有进行左右的锯齿修整的左右锯路齿的第2齿群加以组合而成的锯路结构适当地反复构成,其中,将所述第2齿群的齿高设置成低于所述第1齿群的齿高。
根据本发明第3方面的锯齿为,在根据本发明第2方面的锯齿中,将所述第2齿群中的左右锯路齿的锯齿修整量设置成比所述第1齿群中的左右锯路齿的锯齿修整量要小或相等。
根据本发明第4方面的锯齿为,将具有至少直齿和进行左右的锯齿修整的左右一对锯路齿的第1齿群和第2齿群加以组合而成的锯路结构适当地反复构成,其中,将所述第2齿群中锯齿的齿高设置成低于所述第1齿群中锯齿的齿高,包含所述第2齿群中锯齿沟槽的齿顶齿距要比包含所述第1齿群中锯齿沟槽的齿顶齿距小,并且,将所述第2齿群中的左右锯路齿的锯齿修整量设置成与所述第1齿群中的左右锯路齿的锯齿修整量相等或要小。
根据本发明第5方面的锯齿为,将具有至少直齿和进行左右的锯齿修整的左右一对锯路齿的第1齿群和具有至少左右一对锯路齿的第2齿群加以组合而成的锯路结构适当地反复构成,其中,将所述第2齿群中锯齿的齿高设置成低于所述第1齿群中锯齿的齿高,包含所述第2齿群中锯齿沟槽的齿顶齿距要比包含所述第1齿群中锯齿沟槽的齿顶齿距小,并且,将所述第2齿群中的左右锯路齿的锯齿修整量设置成与所述第1齿群中的左右锯路齿的锯齿修整量相等或要小。
根据本发明第6方面的锯齿为,根据上述第1~第5方面中任一方面的锯齿,其中,所述第2齿群具有直齿,并且将所述第1齿群的齿数与所述第2齿群的齿数设置成相同。
根据本发明第7方面的锯齿为,根据上述第1~第6方面中任一方面的锯齿,其中,将所述第1齿群的左右锯路齿的齿数与所述第2齿群的左右锯路齿的齿数设置成相等。
根据本发明第8方面的锯齿为,根据上述第1~第7方面中任一方面的锯齿,其中,所述第1齿群与第2齿群交替配置。
根据本发明第9方面的锯齿为,根据上述第1~第8方面中任一方面的锯齿,其中,第2齿群的齿数要比第1齿群的齿数多。
根据本发明第10方面的锯齿为,根据上述第1~第9方面中任一方面的锯齿,其中,第1齿群的齿数要比第2齿群的齿数要多。
根据本发明第11方面的锯齿为,根据上述第1~第10方面中任一方面的锯齿,其中,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是连续配置的。
根据本发明第12方面的锯齿为,根据上述第1~第10方面中任一方面的锯齿,其中,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是不连续配置的。
根据本发明第13方面的锯齿为,根据上述第1~第12方面中任一方面的锯齿,其中,所述各齿间的齿距是不等齿距。
根据本发明第14方面的锯齿为,根据上述第1~第13方面中任一方面的锯齿,其中,所述不等齿距为2种齿距。
根据本发明第15方面的锯齿为,根据上述第1~第14方面中任一方面的锯齿,其中,所述第1齿群的齿与所述第2齿群的齿的高低差为0.2mm以下。
根据本发明第16方面的锯齿为,根据上述第1~第15方面中任一方面的锯齿,其中,所述第2齿群中的锯齿沟槽的底部与所述第1齿群中的锯齿沟槽的底部相比,位于齿顶侧。
根据本发明第17方面的锯齿为,根据上述第4或第5方面的锯齿,其中,所述第2齿群中锯齿配置于所述第1齿群中锯齿之间。
正如上所述,采用根据本发明的锯齿,将具有齿高较高的直齿和左右锯路齿的第1齿群的各锯齿,与具有齿高较低且锯齿修整量比第1齿群的锯路齿的锯齿修整量要小的左右锯路齿的第2齿群的各锯齿加以组合而构成锯路结构。
因此,能够容易地处置实心材料等的切削和管材等的切削,并且能够不发生崩齿地进行高效地切削,可获得克服如前述的以往问题的锯齿。
附图说明
图1A表示以往的锯齿的齿顶形状一部分的主视图,
图1B表示图1A所示的以往的锯齿的齿顶形状一部分的俯视图,
图2A表示以往的锯齿的齿顶形状一部分的主视图,
图2B表示图2A所示的以往的锯齿的齿顶形状一部分的俯视图,
图3为说明用齿距为4mm的锯齿切削实心材料时的状态图,
图4为说明用齿距为4mm的锯齿切削壁厚为3mm管材的状态图,
图5为说明用齿距为2mm的锯齿切削壁厚为3mm管材的状态图,
图6A表示本发明第1实施例的锯齿齿顶形状一部分的主视图,
图6B表示图6A所示的锯齿齿顶形状一部分的俯视图,
图6C表示图6B所示的锯齿的齿顶形状变更式样的俯视图,
图7A表示本发明第2实施例的锯齿齿顶形状一部分的主视图,
图7B表示图7A所示的锯齿齿顶形状一部分的俯视图,
图7C表示图7B所示的锯齿齿顶形状变更式样的俯视图,
图8A表示本发明第3实施例的锯齿齿顶形状一部分的主视图,
图8B表示图8A所示的锯齿齿顶形状一部分的俯视图,
图9A表示本发明第4实施例的锯齿齿顶形状一部分的主视图,
图9B表示图9A所示的锯齿齿顶形状一部分的俯视图,
图10A表示本发明第5实施例的锯齿齿顶形状一部分的主视图,
图10B表示图10A所示的锯齿齿顶形状一部分的俯视图,
图11A表示本发明第6实施例的锯齿齿顶形状一部分的主视图,
图11B表示图11A所示的锯齿齿顶形状一部分的俯视图,
图12A表示本发明第7实施例的锯齿齿顶形状一部分的主视图,
图12B表示图12A所示的锯齿齿顶形状一部分的俯视图,
图13A表示本发明第8实施例的锯齿齿顶形状一部分的主视图,
图13B表示图13A所示的锯齿齿顶形状一部分的俯视图,
图14A表示本发明第9实施例的锯齿齿顶形状一部分的主视图,
图14B表示图14A所示的锯齿齿顶形状一部分的俯视图,
图14C表示图14B所示的锯齿齿顶形状变更式样的俯视图,
图15A表示本发明第10实施例的锯齿齿顶形状一部分的主视图,
图15B表示图15A所示的锯齿齿顶形状一部分的俯视图,
图15C表示图15B所示的锯齿齿顶形状变更式样的俯视图。
具体实施方式
下面,根据附图说明本发明的实施例,以下实施例中的锯齿在各图中是通过向右方向移动来进行工件的切削加工的。
参照图6A、图6B,本发明第1实施例的锯齿1的构成为,将具有相对锯齿1在左右方向(锯齿1的厚度方向)不进行锯齿修整的直齿S和朝左右方向的锯齿修整量较大(换言之,锯路宽度较宽)的一对左右锯路齿Lw、Rw的第1齿群(属于该第1齿群的锯齿用符号A表示),与具有锯齿修整量比上述第1齿群A的左右的前述锯路齿Lw、Rw的锯齿修整量小(换言之,锯路宽度窄)的左右一对锯路齿Ln、Rn的第2齿群(属于该第2齿群的锯齿用符号B表示)组合的锯路结构适当地重复而成。
锯齿1在图中从左向右行走的方式切削工件W。此时,在该切削加工工序中,上述锯路结构的齿Lw、Ln、Rw、Rn、S、S按照齿Lw、Ln、Rw、Rn、S、S的顺序与前述工件W接触,来进行切削加工。
在图6A、图6B所示的锯齿1中,作为第1齿群A,由2个直齿S和锯齿修整量较大的左右相同的一对锯路齿Lw、Rw总计4个齿构成,作为第2齿群B,由锯齿修整量比第1齿群A的左右锯路齿Lw、Rw小的左右一对锯路齿Ln、Rn合计2个齿构成,通过该第1齿群A和第2齿群B的组合,构成锯路结构。并且,各齿顶齿间距P1相等,例如设置成2mm。
使用上述构成的锯齿1,切削例如图3所示的实心材料那样的切削长度较长的工件W时,由于第2齿群B的左右锯路齿Ln、Rn的锯齿修整量比第1齿群A的左右锯路齿Lw、Rw的要小,进行扩宽工件W的切削槽的切削时,起到的切削作用小。只是其切削作用小的量正好成为锯齿的齿距构成是否变大。即,忽视给予切削作用小的第2齿群B时,给予较多切削的锯齿的间隔,成为主要是进行切削动作的第1齿群A的左锯路齿Lw与右锯路齿Rw的间隔和右锯路齿Rw与直齿S的间隔,正好成为由具有较大的齿距(P1×2)的锯齿切削工件W的式样。而直齿S、S之间为原来的齿距P1。
因此,使用本实施例的锯齿1和图2A、图2B所示的以往的锯齿103,在带锯机、锯齿的行走速度、切进负载等的切削条件相同的情况下,切削例如图3所示的实心材料,将两者比较,本实施例的锯齿1的切断时间要短。
另外,在上述的切削过程中,锯齿1是在锯齿齿距为(P×2)的齿距和齿距P1的条件下切削工件W的,因此,可抑制切削时锯齿的共振,抑制噪音的发生。此外,通过使左右的锯路齿相等,作用于锯齿上的左右方向的分力相抵。
也包含图1A、图1B所示的以往的锯齿101,来比较切削时间的话,就成为锯齿101<锯齿1<锯齿103,在切断实心材料时,与图2A、图2B所示的以往的锯齿103相比,改善了切削时间。
此外,使用图6A、图6B所示的锯齿1,切削如图5所示的管材那样的工件W时,相对于壁厚为3mm的管材,锯齿的齿距P1为2mm,较小,由于锯齿1即使到达管材的中心附近,工件w也不会进入锯齿的齿顶与齿顶之间,也不会急剧自由下落,因此不会发生崩齿现象,可进行正常的切削。
即,切削工件之际,如切削实心材时,在切削阻力较大而切进速度有变小倾向情况下进行切削时,主要以第1齿群A的锯齿为主进行切削作用,而如切削管材时,在切削阻力较小而切进速度易变大情况下进行切削时,通过第1齿群和第2齿群双方共同进行切削作用,无论是切削长度长的工件还是切削长度短的工件均不会发生崩齿,可实现高效的切断。结果,不仅省去了按照工件更换锯齿的麻烦,还减少了锯齿的消耗量。
而且,如图6C所示,第1齿群A的左右的锯路齿Lw、Rw的锯齿修整量与第2齿群B的锯路齿Ln、Rn的锯齿修整量也可大致相同。此时,可获得如前述的效果,同时,由于第2齿群B的锯路齿Ln、Rn多少要进行切削,因此,工件W的切断面成为进行修整的式样,进一步提高了切断面的精度。
参照图7A、图7B,表示本发明第2实施例的锯齿3,为一种相当于图6A、图6B、图6C的锯齿1中的第1齿群A的锯齿与相当于第2齿群B的锯齿的齿高设有高低差H1的、并且锯齿间具有相等的齿距P1的锯齿。
换言之,各锯齿S、Lw、Rw的齿顶与由点划线所示的第1假想线F1相一致地配置。而各锯齿St、Ln、Rn的齿顶与由点划线所示的第2假想线F2相一致地配置。这些第1假想线F1和第2假想线F2的高低差相当于上述锯齿齿高的高低差H1。
正如上述,由于各锯齿S、Lw、Rw的齿顶与各锯齿St、Ln、Rn的齿顶设有高低差H1地配置,因此双方的沟槽深度是不同的。也就是说,属于第2齿群B的各锯齿Ln、Rn的齿高较低(用(L)表示),前侧(图中为右侧,锯齿移动方向的上游侧)的沟槽形成比属于第1齿群A的各锯齿St、Lw、Rw的前侧的沟槽要浅。如此,通过使齿高较低并且前侧的沟槽较浅,属于第2齿群B的锯齿的刚性得以提高,即使是该锯齿,也可抑制切削工件之际切削阻力所致的锯齿修整方向的挠性,提高了切削性能。
另外,作为第1齿群A的左右锯路齿与第2齿群B的左右锯路齿的高低差,第2齿群B的锯齿修整量小的锯路齿,其齿高也较低。换言之,齿高较低的锯路齿,其锯齿修整量比齿高较高的锯路齿的锯齿修整量要小。
更详细地说,作为第1齿群A,由一个齿高较高(用(H)表示)的直齿S和齿高的高度用(H)表示、并且锯齿修整量较大的、左右相等的一对锯路齿Lw、Rw这3个齿构成。作为第2齿群B,由齿高比第1齿群A的直齿S的齿高低的一个直齿St和齿高比第1齿群A的左右锯路齿Lw、Rw的齿高低、并且锯齿修整量小的左右一对锯路齿Ln、Rn这3个齿构成,直齿和左右锯路齿的个数是相同的,由第1齿群A和第2齿群B的合计6个锯齿构成一个锯路结构。并且,第1齿群A的锯齿和第2齿群B的锯齿交替配置。
在前述锯齿3中,作为第1齿群A的锯齿与第2齿群B的锯齿的齿顶高低差的量H1,正如切削例如图3所示的实心材料时那样,切削长度越长,切进方向的切削阻力变大,而切进速度变得较小的状态时,主要通过第1齿群A的各锯齿进行切进的切削作用,如图5所示的管材切削时那样,切进方向的切削阻力小而切进速度易变得较大时,以第1齿群A和第2齿群B这两者都可进行切进的切削作用的程度来设置高低差H1。
另外,高低差的量H1尽管因锯齿的齿距和工件W的形状、尺寸、种类等而不同,但根据各种实验,希望大致在0.2mm以下,特别是在切削金属时,在0.1mm以下是合适的。
另外,在第1实施例的锯齿1中,由于是锯齿修整量小的锯路齿和锯齿修整量大的锯路齿的齿高大致相同所构成,所以,通常锯齿修整量小的锯路齿与大的锯路齿相比切削动作也要少地进行切进方向的切削作用。对此,在第2实施例的锯齿3中,切削实心材料时,第2齿群B的各锯齿Ln、Rn、St几乎不进行切进方向的切削作用,基本上由第1齿群A中的各锯齿进行切削。因此,只关注于进行切削作用的第1齿群A的锯齿,齿距变成为P1×2,恰好如图1A、图1B所示的以往的锯齿101那样。
因此,使用第2实施例的锯齿3,在带锯机、锯齿的行走速度、切进负载等的切削条件与前述第1实施例的锯齿1所处的切断加工时的情况相同,切削如图3所示的实心材料,将切削时间比较的话,锯齿101锯齿3<锯齿1<锯齿103。也就是说,实心材料的切断中,与图2A、图2B所示的以往的锯齿103和图6A、图6B、图6C所示的第1实施例的锯齿1相比,改善了切削时间,并且与图1A、图1B所示的以往的锯齿101大致相同。
另外,使用图7A、图7B、图7C所示的锯齿3,切削如图5所示的管材那样的工件W时,相对于壁厚为3mm的管材,锯齿的齿距P1为2mm,较小,并且在切进方向的切削阻力变小、切进量变大倾向的情况下,即,锯齿3到达管材的中心附近时,第2齿群B的锯齿也一同进行切削作用,工件W不会进入锯齿3的齿顶与齿顶之间,不会发生急剧的自由下落,因此,不会发生崩齿,可进行正常的切削。
另外,在上述锯齿3中,也可将第1齿群A的锯路齿与第2齿群B的锯路齿的锯齿修整量设置成如图7C所示那样大致相等的量。此时,通过修整效果,可进一步提高切断面的精度。
参照图8A、图8B,表示了本发明第3实施例的锯齿5,除去了图7A、图7B、图7C所示的第2实施例锯齿3中的第2齿群B的直齿St的锯齿,锯齿间为等齿距P1的锯齿。
更详细地说,作为第1齿群A,由1个齿高较高的直齿S和锯齿修整量较大的左右相等的一对锯路齿Lw、Rw这3个齿构成,作为第2齿群B,由齿高比第1齿群A的左右锯路齿Lw、Rw的齿高低并且锯齿修整量比第1齿群A中的锯路齿Lw、Rw的锯齿修整量要小的左右一对锯路齿Ln、Rn这2个齿构成,由该第1齿群A的锯齿和第2齿群B的锯齿的组合成的合计5个锯齿构成1个锯路结构。
并且,作为第1齿群A的锯齿和第2齿群B的锯齿的齿顶高低差的量为H1,由于与前述第2实施例的锯齿3相同,在此省略对其说明。
在第3实施例的锯齿5中,与第2实施例的锯齿3相同,切削实心材料时,第2齿群B的各锯路齿Ln、Rn几乎不进行切削作用,基本上由属于第1齿群A的各锯齿进行切削。在此,只关注于主要进行切削作用的第1齿群A的各锯齿,相对于在第2实施例的锯齿3中,锯路结构的锯齿平均齿距为4mm,而在第3实施例的锯齿5中,锯路结构中的锯齿平均齿距约为3.3mm〔=(2+4+4)/3〕,就变得较小。
因此,使用第3实施例的锯齿5,在带锯机、锯齿的行走速度、切进负载等的切削条件与前述第1和第2实施例的锯齿情况相同,将切削图3所示的实心材料的切削时间相比较的话,锯齿101锯齿3<锯齿5<锯齿1<锯齿103。也就是说,在实心材料的切断中,第1齿群A的平均齿距约为3.3mm,只比图1A、图1B所示的以往的锯齿101的齿距4mm小,切削时间尽管比锯齿3要长,但与图2A、图2B所示的以往的锯齿103和图6A、图6B、图6C所示的第1实施例的锯齿1相比,改善了切削时间。
另外,使用图8A、图8B所示的锯齿5,切削如图5所示的管材那样的工件W时,起到与第2实施例的锯齿3同样的作用,不会发生崩齿,可进行正常的切削。
参照图9A、图9B,表示本发明第4实施例的锯齿7,与图8A、图8B的第3实施例锯齿5的第1齿群A的左右锯路齿Lw、Rw以及第2齿群B的左右锯路齿Ln、Rn的锯齿修整量大致相同,为锯齿间等齿距P1的锯齿。
更详细地说,作为第1齿群A,由一个齿高较高的直齿S和锯齿修整量较大且齿高较高的左右一对锯路齿Lw、Rw这3个齿构成,作为第2齿群B,由齿高比第1齿群A的左右锯路齿Lw、Rw要低并且锯齿修整量大致相同的左右一对锯路齿Ln、Rn这2个齿构成,由将属于该第1齿群A的多个锯齿和属于第2齿群B的多个锯齿组合而成的5个锯齿构成一个锯路结构。
在上述构成的锯齿7中,进行切削如图3所示的实心材料时那样,切削阻力较大、切进速度较小状态时,第2齿群B的齿高较低的锯路齿Ln、Rn几乎不进行切削作用,但,第1齿群A的齿高较高的锯路齿Lw、Rw如擦过切削的切削槽的侧面方式稍进行切削作用,通过修整作用,提高切削面的精度。并且,由于作为第1齿群A的锯齿和第2齿群B的锯齿的齿顶高低差的量H1与前述第2实施例的锯齿3同样,在此,省略对其说明。
另外,在第4实施例的锯齿7中,切削实心材料时,只关注于主要进行切削作用的第1齿群A的锯齿时,与第3实施例的锯齿5同样,在锯路结构中,锯齿的平均齿距约为3.3mm。因此,在带锯机、锯齿的行走速度、切进负载等的切削条件与前述第1、第2和第3实施例的情况相同,将切削图3所示的实心材料时的切削时间相比较的话,锯齿101锯齿3<锯齿5锯齿7<锯齿1<锯齿103。
也就是说,实心材料的切断中,与图2A、图2B所示的以往的锯齿103和图1所示的第1实施例的锯齿1相比,改善了切削时间。并且与图8A、图8B所示的第3实施例的锯齿5大致相同。
另外,使用图9A、图9B所示的锯齿7,切削如图5所示的管材那样的工件W时,起到与第2实施例的锯齿3同样的作用,不会发生崩齿,可进行正常的切削。
参照图10A、图10B,本发明的第5实施例的锯齿9,是将图3所示第3实施例的锯齿5中的第1齿群A的左右锯路齿Lw、Rw和第2齿群B的左右锯路齿Ln、Rn的配置顺序调换而成的,为锯齿间等齿距P1的锯齿。由于功能与图8A、图8B所示第3实施例的锯齿5几乎相同,在此省略更详细的说明。
如该第5实施例的锯齿9那样,第1齿群A的锯齿和第2齿群B的锯齿的各齿配置可适当地变更。此时,第1齿群A的锯齿和第2齿群B的锯齿在相同方向的锯路齿为非连续配置。
参照图11A、图11B所示,本发明第6实施例的锯齿11为,在图3所示第3实施例的锯齿5的第2齿群B中,追加齿高较低并且锯齿修整量小的左右锯路齿Ln2、Rn2成为具有多个锯齿数的锯齿,锯齿间为等齿距P1的锯齿。
更详细地说,作为第1齿群A,由一个齿高较高的直齿S和锯齿修整量较大的左右相等的一对锯路齿Lw、Rw这3个齿构成,作为第2齿群B,由齿高比第1齿群A的左右锯路齿Lw、Rw要低并且锯齿修整量稍小的左右一对锯路齿Ln1、Ln2和锯齿修整量小的一对左右锯路齿Rn1、Rn2这4个齿构成,通过该第1齿群A的锯齿与第2齿群B的锯齿的组合,由合计为7个锯齿构成一个锯路结构。并且,作为第1齿群A的锯齿与第2齿群B的锯齿的齿顶高低差的量H1,是与前述的第2实施例的锯齿3相同的,在此,省略对其更详细的说明。
此外,在第6实施例的锯齿11中,与第3实施例的锯齿5同样,在切削实心材料时,第2齿群B中的各锯齿Ln1、Ln2、Rn1、Rn2几乎不进行切削作用,基本上由第1齿群A中的各锯齿S、Lw、Rw进行切削。因此,只关注于主要进行切削作用的第1齿群A的左右锯路齿Lw、Rw时,左右锯路齿Lw与Rw的间隔以及锯路齿Rw与直齿S的间隔(P1×3=6mm)分别变大,由于只是齿距变大,各锯齿的切进量就变大,进而各锯齿的负载变大,齿距较大的锯齿不好,所以可采用齿距较小的锯齿构成有用的结构。
另外,使用图11A、图11B所示的锯齿11,切削如图5所示的管材那样的工件W时,起到与第2实施例的锯齿3同样的作用,不会发生崩齿,可进行正常的切削。
参照图12A、图12B,本发明第7实施例的锯齿13为,在图8A、图8B所示的第3实施例的锯齿5的第1齿群A中,追加齿高较高并且锯齿修整量较大的左右锯路齿Lw2、Rw2成为具有多个锯齿数的锯齿,锯齿间为等齿距P1的锯齿。
更详细地说,作为第1齿群A,由一个齿高较高的直齿S和齿高较高且锯齿修整量较大的左右相等的两对锯路齿Lw1、Lw2、Rw1、Rw2这5个齿构成,作为第2齿群B,由齿高比第1齿群A的左右锯路齿Lw、Rw要低并且锯齿修整量小的左右一对锯路齿Ln、Ln这2个齿构成,通过该第1齿群A的锯齿与第2齿群B的锯齿的组合而成的合计为7个锯齿构成一个锯路结构。
并且,第7实施例的锯齿13改善了因前述的图11A、图11B所示实施例的锯齿11的第1齿群A的左右锯路齿Lw、Rw的齿距较大的缺点。并且,对于实心材料或管材的切削作用以及第1齿群A的锯齿与第2齿群B的锯齿的齿顶高低差的量H1,由于与前述第3实施例的锯齿5大致相同,在此,省略对其更详细地说明。如上所述,可适当地变更构成第1齿群A的锯齿种类及其数量和第2齿群B的锯齿种类和数量。
参照图13A、图13B,本发明第8实施例的锯齿15是同图8A、图8B所示的第3实施例的锯齿5的第1齿群A的左右锯路齿Lw、Rw与第2齿群B的左右锯路齿Ln、Rn组合而成的锯路结构和齿高的高低差的结构相同的,锯齿的齿距构成是由2种齿距组合而成的不等齿距。
通过不等齿距,能够产生降低切削时噪音的新效果。在图13A中,尽管表示齿距为P1和P2这2种构成的锯齿,但通过构成多种类齿距,可有效地抑制切削时因振动所致的共振,可进一步降低切削噪音。
另外,相对于实心材料或管材的切削作用,以及第1齿群A的锯齿和第2齿群B的锯齿的齿顶高低差的量H1,大致与前述第3实施例的锯齿5相同,在此省略对其说明。
参照图14A、图14B,本发明第9实施例的锯齿17由将具有直齿S1、左右锯路齿Lw、Rw这3个齿的第1齿群A,与同样具有直齿S2、左右锯路齿Ln、Rn这3个齿的第2齿群B相组合而成的合计6个锯齿构成锯路结构。
与属于前述第1齿群A的直齿S1、左右锯路齿Lw、Rw的齿高相比较,属于第2齿群B的直齿S2、左右锯路齿Ln、Rn的齿高较低,并且前侧的沟槽与前述的各实施例相同,形成比属于第1齿群A的各锯齿的前侧沟槽要浅。另外,第1齿群A与第2齿群B的高低差H1与前述的各锯齿的高低差是相同的。此外,将属于第2齿群B的左右锯路齿Ln、Rn的锯齿修整量设计成比属于前述第1齿群A的左右锯路齿Lw、Rw的锯齿修整量要小或相等,并且,属于第1齿群A的各锯齿S1、Lw、Rw与属于第2齿群B的各锯齿S2、Ln、Rn交替配置。
此外,在锯齿17中,包含有属于第2齿群B的各锯齿S2、Ln、Rn的沟槽的齿顶齿距P1设置成小于包含有属于第1齿群A的各锯齿S1、Lw、Rw的沟槽的齿顶齿距P2。另外,属于第1齿群A的左右锯路齿Lw、Rw与属于第2齿群B的左右锯路齿Ln、Rn的配置关系如图14B所示,即可以使进行同一方向修整的锯路齿以成对邻接地方式连续配置,也可如图14C所示,使修整方向不同的锯路齿以成对邻接的方式连续配置。
在上述构成的锯齿17中,在切断如图3所示实心材料时,主要由属于第1齿群A的各锯齿S1、Lw、Rw进行切削工作,而在切断管材等那样的情况中,属于第1齿群A的各锯齿S1、Lw、Rw和属于第2齿群B的各锯齿S2、Ln、Rn共同进行工件的切削,从而能够容易地进行实心材料的切断和管材的切断。
参照图15A、图15B,本发明第10实施例的锯齿19与前述第8实施例的锯齿15以及锯路结构或各锯齿的配置是相同的,但齿顶的后角制成二段,使沟槽容量加大,从而很难发生切屑堵塞现象。另外,属于第2齿群B的各锯齿的切削作用小于属于第1齿群A的各锯齿的切削作用,因此,属于第2齿群B的各锯齿的前侧沟槽的深度要比属于第1齿群A的各锯齿前侧的沟槽的深度浅,成为适合各锯齿功能的构成。
另外,属于第1齿群A的左右锯路齿Lw、Rw与属于第2齿群B的左右锯路齿Ln、Rn的配置关系如图15B所示,即可以使进行同一方向修整的锯路齿以成对邻接的方式连续配置,也可以如图15C所示,使修整方向不同的锯路齿以成对邻接的方式连续配置。
为了进一步理解前述锯齿17、19的说明,属于第1齿群A的各锯齿的种类和数量是任意的,而属于第2齿群B的各锯齿的种类和数量也是任意的,在将第1齿群A的各锯齿与第2齿群B的各锯齿组合构成锯路结构时,希望包含在该锯路结构中的左锯路齿的数目与右锯路齿的数目为相等的。另外,在锯路结构中,齿顶齿距不限于前述P1、P2这2种,还可将其他齿距组合而成,例如,可以使锯路结构构成为所有的齿距均不同。
Claims (51)
1.一种锯齿,将具有直齿和进行左右的锯齿修整的左右锯路齿的第1齿群与具有进行左右的锯齿修整的左右锯路齿的第2齿群加以组合而成的锯路结构适当地反复构成,其特征在于,将所述第2齿群中的左右锯路齿的锯齿修整量设置成比所述第1齿群中的左右锯路齿的锯齿修整量要小或相等。
2.按照权利要求1所述的锯齿,其特征在于,所述第2齿群具有直齿,并且将所述第1齿群的齿数与所述第2齿群的齿数设置成相同。
3.按照权利要求2所述的锯齿,其特征在于,将所述第1齿群的左右锯路齿的齿数与所述第2齿群的左右锯路齿的齿数设置成相等。
4.按照权利要求3所述的锯齿,其特征在于,所述第1齿群与第2齿群交替配置。
5.按照权利要求4所述的锯齿,其特征在于,第2齿群的齿数要比第1齿群的齿数多。
6.按照权利要求5所述的锯齿,其特征在于,第1齿群的齿数要比第2齿群的齿数要多。
7.按照权利要求6所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是连续配置的。
8.按照权利要求7所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是不连续配置的。
9.按照权利要求8所述的锯齿,其特征在于,所述各齿间的齿距是不等齿距。
10.按照权利要求9所述的锯齿,其特征在于,所述不等齿距为2种齿距。
11.按照权利要求10所述的锯齿,其特征在于,所述第1齿群的齿与所述第2齿群的齿的高低差为0.2mm以下。
12.按照权利要求11所述的锯齿,其特征在于,所述第2齿群中的锯齿沟槽的底部与所述第1齿群中的锯齿沟槽的底部相比,位于齿顶侧。
13.一种锯齿,将具有直齿和进行左右的锯齿修整的左右锯路齿的第1齿群与具有进行左右的锯齿修整的左右锯路齿的第2齿群加以组合而成的锯路结构适当地反复构成,其特征在于,将所述第2齿群的齿高设置成低于所述第1齿群的齿高。
14.按照权利要求13所述的锯齿,其特征在于,将所述第2齿群中的左右锯路齿的锯齿修整量设置成比所述第1齿群中的左右锯路齿的锯齿修整量要小或相等。
15.按照权利要求13所述的锯齿,其特征在于,所述第2齿群具有直齿,并且将所述第1齿群的齿数与所述第2齿群的齿数设置成相同。
16.按照权利要求15所述的锯齿,其特征在于,将所述第1齿群的左右锯路齿的齿数与所述第2齿群的左右锯路齿的齿数设置成相等。
17.按照权利要求16所述的锯齿,其特征在于,所述第1齿群与第2齿群交替配置。
18.按照权利要求17所述的锯齿,其特征在于,第2齿群的齿数要比第1齿群的齿数多。
19.按照权利要求18所述的锯齿,其特征在于,第1齿群的齿数要比第2齿群的齿数要多。
20.按照权利要求19所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是连续配置的。
21.按照权利要求20所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是不连续配置的。
22.按照权利要求21所述的锯齿,其特征在于,所述各齿间的齿距是不等齿距。
23.按照权利要求22所述的锯齿,其特征在于,所述不等齿距为2种齿距。
24.按照权利要求23所述的锯齿,其特征在于,所述第1齿群的齿与所述第2齿群的齿的高低差为0.2mm以下。
25.按照权利要求24所述的锯齿,其特征在于,所述第2齿群中的锯齿沟槽的底部与所述第1齿群中的锯齿沟槽的底部相比,位于齿顶侧。
26.一种锯齿,将具有至少直齿和进行左右的锯齿修整的左右一对锯路齿的第1齿群和第2齿群加以组合而成的锯路结构适当地反复构成,其特征在于,将所述第2齿群中锯齿的齿高设置成低于所述第1齿群中锯齿的齿高,包含所述第2齿群中锯齿沟槽的齿顶齿距要比包含所述第1齿群中锯齿沟槽的齿顶齿距小,并且,将所述第2齿群中的左右锯路齿的锯齿修整量设置成与所述第1齿群中的左右锯路齿的锯齿修整量相等或要小。
27.按照权利要求26所述的锯齿,其特征在于,所述第2齿群中锯齿配置于所述第1齿群中锯齿之间。
28.按照权利要求27所述的锯齿,其特征在于,所述第2齿群具有直齿,并且将所述第1齿群的齿数与所述第2齿群的齿数设置成相同齿数。
29.按照权利要求28所述的锯齿,其特征在于,将所述第1齿群的左右锯路齿的齿数与所述第2齿群的左右锯路齿的齿数设置成相等齿数。
30.按照权利要求29所述的锯齿,其特征在于,所述第1齿群与第2齿群交替配置。
31.按照权利要求30所述的锯齿,其特征在于,第2齿群的齿数要比第1齿群的齿数多。
32.按照权利要求31所述的锯齿,其特征在于,第1齿群的齿数要比第2齿群的齿数要多。
33.按照权利要求32所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是连续配置的。
34.按照权利要求33所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是不连续配置的。
35.按照权利要求34所述的锯齿,其特征在于,所述各齿间的齿距是不等齿距。
36.按照权利要求35所述的锯齿,其特征在于,所述不等齿距为2种齿距。
37.按照权利要求36所述的锯齿,其特征在于,所述第1齿群的齿与所述第2齿群的齿的高低差为0.2mm以下。
38.按照权利要求37所述的锯齿,其特征在于,所述第2齿群中的锯齿沟槽的底部与所述第1齿群中的锯齿沟槽的底部相比,位于齿顶侧。
39.一种锯齿,将具有至少直齿和进行左右的锯齿修整的左右一对锯路齿的第1齿群和具有至少左右一对锯路齿的第2齿群加以组合而成的锯路结构适当地反复构成,其特征在于,将所述第2齿群中锯齿的齿高设置成低于所述第1齿群中锯齿的齿高,包含所述第2齿群中锯齿沟槽的齿顶齿距要比包含所述第1齿群中锯齿沟槽的齿顶齿距小,并且,将所述第2齿群中的左右锯路齿的锯齿修整量设置成与所述第1齿群中的左右锯路齿的锯齿修整量相等或要小。
40.按照权利要求39所述的锯齿,其特征在于,所述第2齿群中锯齿配置于所述第1齿群中锯齿之间。
41.按照权利要求40所述的锯齿,其特征在于,所述第2齿群具有直齿,并且将所述第1齿群的齿数与所述第2齿群的齿数设置成相同齿数。
42.按照权利要求41所述的锯齿,其特征在于,将所述第1齿群的左右锯路齿的齿数与所述第2齿群的左右锯路齿的齿数设置成相等。
43.按照权利要求42所述的锯齿,其特征在于,所述第1齿群与第2齿群交替配置。
44.按照权利要求43所述的锯齿,其特征在于,第2齿群的齿数要比第1齿群的齿数多。
45.按照权利要求44所述的锯齿,其特征在于,第1齿群的齿数要比第2齿群的齿数要多。
46.按照权利要求45所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是连续配置的。
47.按照权利要求46所述的锯齿,其特征在于,所述第1齿群和所述第2齿群中左右锯路齿内同方向进行锯齿修整的锯路齿是不连续配置的。
48.按照权利要求47所述的锯齿,其特征在于,所述各齿间的齿距是不等齿距。
49.按照权利要求48所述的锯齿,其特征在于,所述不等齿距为2种齿距。
50.按照权利要求49所述的锯齿,其特征在于,所述第1齿群的齿与所述第2齿群的齿的高低差为0.2mm以下。
51.按照权利要求50所述的锯齿,其特征在于,所述第2齿群中的锯齿沟槽的底部与所述第1齿群中的锯齿沟槽的底部相比,位于齿顶侧。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP359937/00 | 2000-11-27 | ||
| JP2000359937 | 2000-11-27 | ||
| JP359937/2000 | 2000-11-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1476363A true CN1476363A (zh) | 2004-02-18 |
| CN100357052C CN100357052C (zh) | 2007-12-26 |
Family
ID=18831616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018195377A Expired - Fee Related CN100357052C (zh) | 2000-11-27 | 2001-11-22 | 锯齿 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7568416B2 (zh) |
| EP (1) | EP1354655A4 (zh) |
| JP (1) | JP4133325B2 (zh) |
| KR (1) | KR100546021B1 (zh) |
| CN (1) | CN100357052C (zh) |
| AU (1) | AU2002224076A1 (zh) |
| RU (1) | RU2248261C1 (zh) |
| TW (1) | TW494032B (zh) |
| WO (1) | WO2002042028A1 (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101594962B (zh) * | 2006-11-24 | 2012-10-03 | Oc欧瑞康巴尔斯公司 | 锯片带钢和用于制造锯片带钢的方法 |
| US8621972B2 (en) | 2008-08-20 | 2014-01-07 | Amada Company, Limited | Band saw blade |
| CN104507612A (zh) * | 2012-07-17 | 2015-04-08 | 株式会社天田 | 锯条以及锯齿配置方法 |
| CN111299701A (zh) * | 2020-03-31 | 2020-06-19 | 湖南泰嘉新材料科技股份有限公司 | 一种带锯条 |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10063567A1 (de) * | 2000-12-20 | 2002-07-04 | Scintilla Ag | Sägeblatt |
| TWI280168B (en) * | 2002-10-10 | 2007-05-01 | Amada Co Ltd | Saw teeth |
| DE60318178T2 (de) * | 2003-04-25 | 2008-12-04 | Kapman Ab | Bandsägeblatt |
| SE526794C2 (sv) * | 2004-03-11 | 2005-11-08 | Kapman Ab | Sågblad för trä |
| US20050211046A1 (en) * | 2004-03-26 | 2005-09-29 | Thomas Rickey J | Tooth form design for reciprocating saw blade |
| JP4102817B2 (ja) * | 2004-08-19 | 2008-06-18 | 株式会社アマダ | 帯鋸刃 |
| CA2520545C (en) * | 2004-09-22 | 2009-11-24 | Irwin Industrial Tool Company | Saw blade having increased tooth stiffness and resistance to fatigue failure |
| US7913601B2 (en) | 2006-04-28 | 2011-03-29 | Simonds International Corporation | Enhanced performance saw blade toothform pattern |
| US8210081B2 (en) * | 2007-06-12 | 2012-07-03 | Irwin Industrial Tool Company | Reciprocating saw blade having variable-height teeth and related method |
| EP2307165A4 (en) * | 2008-07-25 | 2013-01-02 | Milwaukee Electric Tool Corp | BAND SAW |
| JP5173670B2 (ja) * | 2008-08-20 | 2013-04-03 | 株式会社アマダ | 鋸刃及びその製造方法 |
| WO2011014523A1 (en) * | 2009-07-27 | 2011-02-03 | Irwin Industrial Tool Company | Saw blade with single level and multiple level set patterns within pitch patterns, and related method |
| EP2560780B1 (en) | 2010-04-22 | 2016-07-20 | Milwaukee Electric Tool Corporation | Saw blade |
| US10189099B2 (en) | 2010-04-22 | 2019-01-29 | Milwaukee Electric Tool Corporation | Saw Blade |
| US9375796B2 (en) * | 2010-05-07 | 2016-06-28 | Irwin Industrial Tool Company | Saw blade with robust tooth form |
| USD642028S1 (en) | 2010-05-21 | 2011-07-26 | Irwin Industrial Tool Company | Reciprocating saw blade |
| US9248518B2 (en) | 2010-06-30 | 2016-02-02 | Irwin Industrial Tool Company | Saw blade tooth form for abusive cutting applications |
| CA2749666C (en) | 2010-08-20 | 2014-07-15 | Milwaukee Electric Tool Corporation | Reciprocating saw blade |
| USD841417S1 (en) | 2011-04-22 | 2019-02-26 | Milwaukee Electric Tool Corporation | Saw blade |
| US9731365B2 (en) * | 2011-12-07 | 2017-08-15 | Irwin Industrial Tool Company | Saw blade with tooth form projection |
| US9199321B2 (en) * | 2012-06-29 | 2015-12-01 | Irwin Industrial Tool Company | Double sided hand hack saw blade and method of manufacture |
| US9370834B2 (en) | 2013-03-14 | 2016-06-21 | Irwin Industrial Tool Company | Saw blade with feed limiter |
| CA2845968C (en) | 2013-03-14 | 2016-07-26 | Irwin Industrial Tool Company | Reciprocating saw blade with curved cutting edge |
| USD732914S1 (en) * | 2013-11-13 | 2015-06-30 | Irwin Industrial Tool Company | Reciprocating saw blade |
| USD725450S1 (en) * | 2013-11-13 | 2015-03-31 | Irwin Industrial Tool Company | Reciprocating saw blade |
| JP6446203B2 (ja) * | 2014-08-26 | 2018-12-26 | 株式会社アマダホールディングス | 鋸刃 |
| US10363619B2 (en) | 2015-11-02 | 2019-07-30 | Black & Decker Inc. | Reciprocating saw blade |
| USD835858S1 (en) * | 2016-01-09 | 2018-12-11 | Jennifer Tipton | Animal grooming tool with wave pattern blade teeth |
| USD817560S1 (en) * | 2016-01-09 | 2018-05-08 | Jennifer Tipton | Animal grooming tool with wave pattern blade teeth |
| US10166612B2 (en) * | 2016-08-26 | 2019-01-01 | Irwin Industrial Tool Company | Tooth formations and arrangement for a saw blade |
| EP3625012B1 (en) | 2017-05-16 | 2022-07-06 | Milwaukee Electric Tool Corporation | Saw blade |
| USD837464S1 (en) * | 2017-07-10 | 2019-01-01 | Everymarket Inc. | Pet grooming tool |
| US10537951B2 (en) | 2017-08-16 | 2020-01-21 | Black & Decker Inc. | Band saw blade for cutting structural workpieces |
| JP6362751B1 (ja) | 2017-09-15 | 2018-07-25 | 株式会社松浦機械製作所 | 切削油の供給方法 |
| SE541468C2 (en) * | 2017-11-24 | 2019-10-08 | Swedex Ab | Methods of producing saw blades |
| AT521792B1 (de) * | 2019-06-19 | 2020-07-15 | Boehlerit Gmbh & Co Kg | Schneidelement |
| JP7519785B2 (ja) * | 2020-03-09 | 2024-07-22 | 株式会社アマダ | 鋸刃 |
| JP2023049293A (ja) * | 2021-09-29 | 2023-04-10 | 株式会社アマダ | 帯鋸刃 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US603128A (en) * | 1898-04-26 | Hack-saw | ||
| CH435678A (de) * | 1964-01-07 | 1967-05-15 | High Duty Saws Limited | Sägeblatt |
| US3292674A (en) * | 1964-01-20 | 1966-12-20 | High Duty Saws Ltd | Saws |
| US4179967A (en) * | 1978-08-28 | 1979-12-25 | Stanadyne, Inc. | Variable tooth saw blade |
| USRE31433E (en) * | 1978-08-28 | 1983-11-01 | Capewell Manufacturing Company | Variable tooth saw blade |
| JPS58137520A (ja) * | 1982-01-13 | 1983-08-16 | Amada Co Ltd | 鋸刃 |
| DE3307170C2 (de) | 1983-03-01 | 1986-08-14 | Wilhelm H. Kullmann WIKUS-Sägenfabrik, 3509 Spangenberg | Sägeblatt und Verfahren zu seiner Herstellung |
| CA1277573C (en) * | 1985-04-03 | 1990-12-11 | Sumio Yoshida | Saw blade |
| JPS6416313A (en) * | 1987-07-08 | 1989-01-19 | Amada Co Ltd | Saw cutter |
| JPH0545448Y2 (zh) | 1987-07-21 | 1993-11-19 | ||
| US5410935A (en) * | 1993-11-01 | 1995-05-02 | American Saw & Mfg. Company | Band saw blade |
| WO1996029173A1 (en) * | 1995-03-23 | 1996-09-26 | American Saw And Manufacturing Company | Synchronized variable tooth arrangements for saws |
| US5603252A (en) * | 1995-08-28 | 1997-02-18 | Sandvik Ab | Saw blade |
| JPH10202426A (ja) * | 1996-12-27 | 1998-08-04 | Sandvik Ab | 鋸 刃 |
| DE19820430B4 (de) * | 1997-05-08 | 2009-04-09 | Amada Co., Ltd., Isehara | Bandsägeblatt |
| JP2000271817A (ja) * | 1999-03-25 | 2000-10-03 | Amada Co Ltd | ワーク切断方法及び鋸刃 |
-
2001
- 2001-11-22 EP EP01997371A patent/EP1354655A4/en not_active Withdrawn
- 2001-11-22 WO PCT/JP2001/010223 patent/WO2002042028A1/ja not_active Application Discontinuation
- 2001-11-22 RU RU2003119078/02A patent/RU2248261C1/ru not_active IP Right Cessation
- 2001-11-22 KR KR1020037006924A patent/KR100546021B1/ko not_active IP Right Cessation
- 2001-11-22 US US10/416,022 patent/US7568416B2/en not_active Expired - Fee Related
- 2001-11-22 AU AU2002224076A patent/AU2002224076A1/en not_active Abandoned
- 2001-11-22 JP JP2002544192A patent/JP4133325B2/ja not_active Expired - Fee Related
- 2001-11-22 CN CNB018195377A patent/CN100357052C/zh not_active Expired - Fee Related
- 2001-11-26 TW TW090129164A patent/TW494032B/zh not_active IP Right Cessation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101594962B (zh) * | 2006-11-24 | 2012-10-03 | Oc欧瑞康巴尔斯公司 | 锯片带钢和用于制造锯片带钢的方法 |
| US8621972B2 (en) | 2008-08-20 | 2014-01-07 | Amada Company, Limited | Band saw blade |
| CN104507612A (zh) * | 2012-07-17 | 2015-04-08 | 株式会社天田 | 锯条以及锯齿配置方法 |
| CN111299701A (zh) * | 2020-03-31 | 2020-06-19 | 湖南泰嘉新材料科技股份有限公司 | 一种带锯条 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4133325B2 (ja) | 2008-08-13 |
| CN100357052C (zh) | 2007-12-26 |
| RU2248261C1 (ru) | 2005-03-20 |
| TW494032B (en) | 2002-07-11 |
| US20040035282A1 (en) | 2004-02-26 |
| AU2002224076A1 (en) | 2002-06-03 |
| KR20030046523A (ko) | 2003-06-12 |
| KR100546021B1 (ko) | 2006-01-25 |
| EP1354655A4 (en) | 2006-03-01 |
| EP1354655A1 (en) | 2003-10-22 |
| JPWO2002042028A1 (ja) | 2004-03-25 |
| WO2002042028A1 (fr) | 2002-05-30 |
| US7568416B2 (en) | 2009-08-04 |
| RU2003119078A (ru) | 2005-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1476363A (zh) | 锯齿 | |
| CN1143746C (zh) | 带锯刃部 | |
| CN1094083C (zh) | 锯片 | |
| CN1064877C (zh) | 锯齿 | |
| CN101060960A (zh) | 用于往复运动锯条的齿形设计 | |
| CN1459349A (zh) | 多刃刀片 | |
| CN1703294A (zh) | 锯条 | |
| EP1324863A1 (en) | Structural saw blade | |
| CN1798624A (zh) | 采样钻头 | |
| CN1929946A (zh) | 用于木料的锯片 | |
| CN1223429C (zh) | 钻孔工作中应用的可换刀片和可换刀片钻具 | |
| WO2005096949B1 (en) | Tooth form design for reciprocating saw blade | |
| CN1260054C (zh) | 金刚石刀头及其锯片 | |
| CN102242515B (zh) | 筛浆机 | |
| CN1375385A (zh) | 旋切机 | |
| JP6691717B1 (ja) | 帯鋸刃 | |
| CN2854087Y (zh) | 提高块煤率的掏槽式大截距采煤滚筒 | |
| CN101043965B (zh) | 工件的切断方法及带锯床 | |
| CN217647621U (zh) | 一种带状锯条 | |
| JP2006297526A (ja) | 鋸刃 | |
| CN207930389U (zh) | 一种可均匀切割的金属切割装置 | |
| CN1618555A (zh) | 切割刀具可变速的加工方法 | |
| CN2693446Y (zh) | 金刚石刀头及其锯片 | |
| CN2605950Y (zh) | 一种新型丝锥 | |
| CN1785639A (zh) | 圆盘锯石机刀具装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20071226 Termination date: 20201122 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |