CN1281555C - 卫生陶器及其制造方法 - Google Patents
卫生陶器及其制造方法 Download PDFInfo
- Publication number
- CN1281555C CN1281555C CNB998008400A CN99800840A CN1281555C CN 1281555 C CN1281555 C CN 1281555C CN B998008400 A CNB998008400 A CN B998008400A CN 99800840 A CN99800840 A CN 99800840A CN 1281555 C CN1281555 C CN 1281555C
- Authority
- CN
- China
- Prior art keywords
- glaze
- raw material
- mentioned
- layer
- glaze layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images















Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5022—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials with vitreous materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/86—Glazes; Cold glazes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00241—Physical properties of the materials not provided for elsewhere in C04B2111/00
- C04B2111/00336—Materials with a smooth surface, e.g. obtained by using glass-surfaced moulds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24926—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including ceramic, glass, porcelain or quartz layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31—Surface property or characteristic of web, sheet or block
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Sanitary Device For Flush Toilet (AREA)
- Glass Compositions (AREA)
- Surface Treatment Of Glass (AREA)
- Materials For Medical Uses (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
Abstract
本发明公开了一种可以控制釉药层表面的、难以污染、耐久性优良或者光泽性优良的卫生陶器。其第1方案卫生陶器是在陶器坯体上形成表面釉药层的卫生陶器,其中上述表面釉药层的中心线平均粗糙度Ra小于0.07μm。该卫生陶器极难污染,而且即使污染,用弱的水流也可以除去。第2方案卫生陶器是在陶器坯体上形成表面釉药层的卫生陶器,其中上述表面釉药层的峭度Rku小于2.70。该卫生陶器具有极其良好的表面光泽性。进而,第3方案卫生陶器是在陶器坯体上形成表面釉药层的卫生陶器,其中上述表面釉药层的表面是玻璃成分构成的,而且,表面上观察不到10μm以上的二氧化硅粒子。此卫生陶器具有污物难以附着的优点。
Description
发明背景
发明的领域
本发明涉及大便器、小便器、便器过滤器、便器的水箱、洗面台的洗面器、洗手盆等的卫生陶器及其制造方法。
背景技术
卫生陶器的表面具有美观、而且清洁在卫生上及美观土是非常重要的。进而希望这种状态能够长期地保持下去。
为了在卫生陶器表面上保持清洁、保持美观,一般是将表面活性剂、酸、碱等的洗涤剂沾在扫苕或刷子上,在卫生陶器表面强烈地擦洗。即用洗涤剂的化学洗净力及扫苕和刷子磨擦的物理洗净力除去表面的污垢。
可是这种的洗净操作并非是轻体力劳动,因而希望降低其洗涤的次数。而且,近年来舆论界指出了含有表面活性剂的排水造成了环境的污染,因此在使用表面活性剂时,希望其量及次数能够降低。
鉴于上述情况,提出了在卫生上及美观上具有优良表面的卫生陶器。
例如,提出了在卫生陶器表面涂敷氟树脂或者含氟烷基的硅氧烷树脂,使表面能量降低,作成污垢难以附着的表面的方法。
另外,还提出了尽量将表面作成平滑,防止污垢强固地附着在卫生陶器表面的方法。可是,对于表面的状态和、污垢附着的难易度、耐久性、光泽程度的关系,从来没有充分研究过、只要是平滑表面污垢就难以附着,在美观上达到优良程度的概念的认识基础上,只不过提出了具有平滑表面的卫生陶器。
发明的概要
本发明者,新近发现了通过控制釉药层表面的状态可以得到难以污染、耐久性优良、或者光泽性优良的卫生陶器。
即,本发明的第1方案中的目的在于,提供污垢极难附着,而且即使附着上污垢,用弱水流也能完全除去的卫生陶器。
本发明的第2方案中,其目的在于提供具有极其良好的表面光泽性的卫生陶器。
本发明的第3方案中,其目的在于提供污垢难以附着的卫生陶器。
而且,按照本发明的第1方案的卫生陶器是在陶器坯上形成表面釉药层的卫生陶器,上述釉药层的中心线平均粗糙度Ra是小于0.07μm。
按照本发明的第2方案的卫生陶器是在陶器坯上形成表面釉药层的卫生陶器,上述釉药层的峭度Rku是小于2.70。
进而按照本发明的第3方案的卫生陶器是在陶器坯上形成表面釉药层的卫生陶器,上述表面釉药层的表面,实质上是由玻璃成分构成的,而且在其表面上观察不到粒径10μm以上的二氧化硅粒子的存在。
附图的简单说明
图1是表示比较例A1的用触针式表面粗糙度测定器(JIS-B0651)测定的陶瓷器表面的状态图。图中,1表示中心线、2表示釉药层表面的扩大图。以下,至图6都表示相同定义。
图2是表示比较例A2的用触针式表面粗糙度测定器(JIS-B0651)测定的陶瓷器表面的状态图。
图3是表示实施例A1的用触针式表面粗糙度测定器(JIS-B0651)测定的陶瓷器表面的状态图。
图4是表示实施例A3的用触针式表面粗糙度测定器(JIS-B0651)测定的陶瓷器表面的状态图。
图5是表示实施例A6的用触针式表面粗糙度测定器(JIS-B0651)测定的陶瓷器表面的状态图。
图6是表示实施例A7的用触针式表面粗糙度测定器(JIS-B0651)测定的陶瓷器表面的状态图。
图7是比较例A1的用表面扫描型电子显微镜的反射电子像照片,(a)是表面的凹凸像、(b)是表面的组成像。
图8是实施例A1的用表面扫描型电子显微镜的反射电子像相片,(a)是表面的凹凸像、(b)是表面的组成像。
图9是表示用原子间力显微镜观察比较例A1的表面状态的图。
图10是表示用原子间力显微镜观察比较例A2的表面状态的图。
图11是表示用原子间力显微镜观察实施例A1的表面状态的图。
图12是表示用原子间力显微镜观察实施例A2的表面状态的图。
图13是表示用原子间力显微镜观察实施例A3的表面状态的图。
图14是表示用原子间力显微镜观察实施例A5的表面状态的图。
图15是表示实施例B及比较例B中所表示的峭度Rku和光泽度Gs(60°)的关系图。
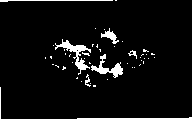
图16是比较例C2中、耐碱试验前的釉药表面用扫描型电子显微镜的反射电子像。
图17是比较例C2中、耐碱试验后的釉药表面用扫描型电子显微镜的反射电子像。
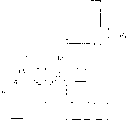
图18是实施例C2中、耐碱试验前的釉药表面用扫描型电子显微镜的反射电子像。
图19是实施例C2中、耐碱试验后的釉药表面用扫描型电子显微镜的反射电子像。
图20是比较例D1中、耐碱试验前的釉药表面用扫描型电子显微镜的反射电子像。
图21是比较例D1中、耐碱试验后的釉药表面用扫描型电子显微镜的反射电子像。
图22是实施例D1中、耐碱试验前的釉药表面用扫描型电子显微镜的反射电子像。
图23是实施例D1中、耐碱试验后的釉药表面用扫描型电子显微镜的反射电子像。
图24是按照JIS-B0651(1996年)基准的触针式表面粗糙度测定装置的概略图。
发明的具体说明
定义
本发明中,所说的“卫生陶器”是指洗手间及洗面台周围所使用的陶器制品,具体的是大便器、小便器、便器过滤器、便器的水箱、洗面台的洗面器、洗手器等。
另外,所说的“陶器”是指陶瓷器中,坯体的煅烧后在其稍有吸水性程度下,而且在其表面施以釉药的制品。
用激光衍射法的粒度分布的测定得到的,例如“50%粒径”是指用激光衍射法的粒度分布的测定数据中的,从微粒侧的微粒数的累积达到50%时的粒子的粒径。此外,在以下本说明书中,凡是提到粒径“50%粒径”或者“粒径D50%”时,均是指用激光衍射法的粒度分布的测定得到的“50%粒径”。
第1方案的卫生陶器
按照本发明的第1方案的卫生陶器是在陶器坯体上形成表面釉药层的卫生陶器,上述表面釉药层的中心线平均粗糙度Ra小于0.07μm。按照本发明最佳的实施方案,中心线平均粗糙度优选的是Ra在0.068μm以下、更优选的是0.05μm以下、最优选的是0.03μm以下。就本发明者们所知,在卫生陶器领域中,其表面粗糙度没有控制在上述范围内,市售的至少也要在0.1μm左右,
按照本发明的卫生陶器,是难以附着尿石、霉、黄渍、其他的污物,或者即使附着,用弱的水流也可以除去。其结果,可以做到不濒繁地洗涤操作就可长时间地维持洁净的陶器表面。作成平滑的表面污垢就难以存在,从很早以来就有这种观点。但是本发明的效果要比以往的观点极其显著,有着预想不到的惊奇的效果。例如,如后述的实施例所述,本发明的卫生陶器中,色彩油的污物通过与水的接触,就可浮上来,用流水可以完全除去。同样,对于色拉油也是同样的。进而,水垢、尿石的附着是极其困难的,即使附着污物也可简易地除去,如此地高难度附着性和污物极易去除性,按照过去的观点完全是不可预测的。在上述的数值的范围内时,其效果就非常的显著,但是若偏离上述的范围时其效果就会显著地消失。即,以上述的数值为界,效果上产生显著的差异。
上述所得到的本发明效果的机理目前尚不很清楚,但是可以作如下的考虑。污物与表面接触的面积,越是平滑的表面,接触面积应是越小。其结果是,表面与污物间的相互作用力,表面越是平滑也就越小。因此,此污物用水没过时,作用在污物上的浮力是与污物的大小成比例的,所以,相互间的力对于小的平滑表面积时,污物易于上浮,易于用水除去。可是这种考虑也是过去观点的延伸,尚不能充分说明本发明中的某些数值作为分界时所产生显著效果的差异性。因此,可以预测到本发明中的平滑程度在上述数值范围内时,对污物和釉药表面的相互作用中是否也将产生某些大的影响。可是,这只是预测,本发明并不限制在这样考虑的方法内。
本发明中,所说的“中心线平均粗糙度Ra”是指从粗糙度曲线沿该中心线的方向,抽取测定长度1的部分,将此抽取部分的中心线作为X轴,纵倍率的方向作为Y轴,用Y=f(x)表示粗糙度曲线时,通过下式求出用微米(μm)表示的值。
本发明中的中心线平均粗糙度Ra的测定是按照JIS-BO601(1994年)的定义和表示,是以JIS-BO651(1996年)为基准的触针式表面粗糙度测定装置来实施的。这些JIS基准可以从日本工业规格部门(日本国东京都港区赤板4-1-24)连同其英译文一起很容易得到。
测定装置的概略,如图24所示。图中检测器11具有探针12和滑块13,当通过送入装置16将试样14的表面送到固定装置15上时,检测器11检测垂直方向的变位。这种变位通过扩大装置(图中未示出),表示在指示装置或者记录装置上,可以得到表面粗糙度的曲线。
按照本发明的见解,本发明的效果虽然釉药组成不是起很大的作用,但是其优选的范围及更优选的范围如下。
优选范围(重量%) 更优选范围(重量%)
SiO2 55~80 60~80
Al2O3 35~13 5~10
Fe2O3 0.1~0.4 0.1~0.4
MgO 0.8~3.0 0.8~3.0
CaO 8~17 8~15
ZnO 3~8 4~8
K2O 1~4 1~4
Na2O 0.5~2.5 0.5~2.5
ZrO2 0.1~15 0.1~15
颜料 1~20 1~20
另外,本发明的优选实施方案中,在釉药层中通过添加釉药以外的添加物也可以使其具有附加的功能。作为添加到釉药中的添加物最好是在焙烧过程中,与釉药或周围气体反应形成化合物的。例如,银、铜、锌或其化合物,添加固熔体等的抗菌金属或氧化钛、氧化锌、氧化锡、氧化铁、三氧化钨、钛酸锶、三氧化二铋等的光催化剂时,可以发挥抗菌效果。另外,上述光催化剂的存在也可以助长亲水性、得到具有光还原性效果。
本发明中,上述表面釉药层的厚度可以适当地确定,但例如一般是0.1~3mm左右的厚度,优选的是0.2~2mm左右,最优选的是0.3~1.2mm。
按照本发明的优选方案,本发明的卫生陶器的至少一部分上设置不形成上述釉药层的部分。本发明的卫生陶器优选是用后述的方法制造的,但是不形成此釉药层的部分,在焙烧中可成为发生气体的排放口,这样可有效地防止气体残留在釉药层中发生外观不良的现象。特别是在陶器坯体上涂敷釉药原料后,使用一次焙烧的方法是有利的。
进而,按照本发明的其他方案,在陶器坯体和表面釉药层间,还可以设置釉药层。即,即使釉药层具有多层的结构,只要最表面层的表面釉药层满足上述的Ra的数值范围就可以。更具体的,可以举出在陶器坯体和表面釉药层间设置着色釉药层,而且上述表面釉药层可以举例的是透明的形式。这种形式中,可以将表面釉药层的厚度作成很薄,在焙烧中,表面釉药层即使极其软化,也可以防止气体进入釉药层中发生外观不良现象。进而,当釉药层成分中含有锌时,锌成分在焙烧时,气化后,以锌华物附着在窑壁上,污染焙烧窑。可是设置表面釉药层时,存在中间釉药层气化的锌通不过表面釉药层时,不会蒸发到窑内的气体中。因此,作成与只有一层膜厚相同的二层膜厚时,与一层时相比较,可以抑制锌华对窑的污染。进而,将锌的组成浓度逐渐向表面集中,还可以得到长期发挥抗菌的效果。这种方式中,在上述的卫生陶器的至少一部分中最好也设置不形成釉药层的部分。
按照本发明的其他优选方案,本发明的卫生陶器的表面釉药层与水的接触角度,优选的是小于30°,更优选的是25°以下,最优选的是20°以下。表面釉药层是亲水性表面,所以污垢难以附着,而且附着的污垢也易于除去,以高质量地完成了本发明的效果。
本发明的卫生陶器,具体的是上述的大便器、小便器、便器过滤器等的便器形式。可有效地防止便器中碗形部、排放部的黄渍污染等,或者容易除去。另外,本发明的卫生陶器可以作成洗面台的洗面器的形式。可有效地防止洗面器中碗形部的肥皂污染和水垢污染等,或者容易除去。
按照本发明的优选方案,本发明的卫生陶器中,形成表面釉药层的釉药原料可使用下列的任何一种,将其使用在陶器坯体上,通过焙烧而制造出来。
(1)使用用激光衍射法粒度分布测定的50%粒径(D50)是1.5μm的釉药原料。
(2)使用非晶质釉药原料,例如玻璃化的玻璃质釉药原料。
(3)使用非晶质釉药原料,例如玻璃化的玻璃质釉药原料和非玻璃质釉药原料的混合釉药。
首先,陶器坯体可以是过去已知的陶器坯体。即,可以是硅砂、长石、粘土等作为原料调制的卫生陶器坯体泥浆的适宜成型物。
上述(1)的釉药原料,是将釉药原料粉体用球磨机等粉碎而制造出的。使用这样的微粉化釉药原料,可以得到具有本发明平滑表面的卫生陶器。
上述(2)的非晶质釉药原料,例如玻璃化的玻璃质釉药原料,是通过将釉药原料粉体在1300℃以上的高温熔融而得到的。使用这样预先玻璃化的釉药原料,可以得到具有本发明平滑表面的卫生陶器。
进而,上述(3)的方式中,使用玻璃化的玻璃质釉药原料类的非晶质釉药原料和非玻璃质釉药原料的混合物。非晶质釉药原料可以用上述(2)相同的方法得到。
上述的非玻璃质釉药原料粉体的粒径没有特殊的限制,但是最好是微细粉,优选的是50%粒径是6μm以下,更优选的是4μm以下,最优选的是1.5μm以下。
另外,按照本发明的优选方案,在上述(3)中,釉药原料粉末中,至少焙烧后作为结晶粒子残留成分,50%的粒径微细化到6μm以下,更优选的是4μm以下。这里,釉药原料粉末中,至少焙烧后作为结晶粒子残留成分,有锆石等的颜料粒子、二氧化硅(石英)粒子。焙烧后残留在釉药表面的锆石粒子形成树木状的凸部,二氧化硅粒子形成凹部。在卫生陶器的焙烧温度(800~1300℃)下,锆石粒子是不固熔地残留在釉药中的玻璃成分中,而二氧化硅粒子从粒子的表面固熔到釉药中的玻璃成分中,但是,粒子若粗大时,则固熔反应不能充分进行,而残存下来。因此,不管何种粒子,在将原料微细化后,可以将表面的凹凸减少。
进而,对于二氧化硅粒子,将其微细化时,由于可以提高耐碱性,所以,也可以避免长时间使用时表面粗糙度的增大,所以是优选的。
按照本发明的优选方案,上述(3)的方式中,非玻璃质釉药原料,其50%粒径是6μm左右的不太微细化的情况时,混合釉药中的玻璃质釉药原料的含量优选的是50重量%以下,更优选的是30重量%以下。这样,在焙烧时发生的气体就不残存在釉药层中,可以防止外观不良的发生。
另外,上述玻璃质釉药原料类的非晶质釉药原料,最好使用比非玻璃质釉药原料粉体软化温度更高的原料。这样一来,在焙烧时发生的气体就不残存在釉药层中,可以防止外观不良的发生。
将上述釉药原料使用在陶器坯体的方法没有特殊的限制,可以适宜地采用喷涂法、浸涂法、旋转涂法、辊涂法等一般使用的方法。
上述的操作后,接着,焙烧形成表面釉药前体层的陶器坯体。焙烧的温度是依赖于陶器坯体是否预先烧结或者未烧结可有所不同。陶器坯体预先未烧结时,烧结陶器坯体,而且,最好在釉药软化温度1000℃以上的温度下烧结。成型的坯体在预先烧结的情况时,最好在釉药可以软化的300℃以上,优选的是在400℃以上的温度下烧结。从卫生陶器的制造成本观点看,如上述那样,最好将釉药原料涂敷在陶器坯体的表面上一次完成地进行烧结的方法。另一方面,后者的方法中,对于已经制造完毕的卫生陶器,进而,形成表面釉药层,这在付与新功能上是有利的。
对于在陶器坯体和表面釉药层间再设置釉药层的卫生陶器,其制造方法,除了附加形成存在于中间釉药层的前体层的工序外,其他与上述相同。即,形成存在于中间釉药层的前体层,例如,形成着色性釉药层的前体层,并在其上,除了用上述(1)~(3)的釉药原料形成表面釉药层的前体以外,可与上述的相同。此时,表面釉药层的厚度,一般是0.05~1.2mm,优选的是0.1~0.8mm,更优选的是0.15~0.4mm,另外,着色性釉药层的厚度,一般是0.05~1.8mm,优选的是0.1~1.2mm,更优选的是0.2~0.7mm。
按照本发明的优选方案,在陶器坯体和表面釉药层间形成着色性釉药层时,可形成着色性釉药层的釉药原料的D50最好是4μm以上。通过使用这样的粒径着色性釉药原料,而且与上述(1)~(3)的釉药原料组合,在焙烧时,发生的气体就不残存在釉药层中,可以防止外观不良的发生。
进而,按照本发明的第1方案的优选形式,在陶器坯体和表面釉药层间形成着色性釉药层时,最好利用(3)的混合釉药。进而,优选的是非玻璃质釉药原料其50%粒径是微细到6μm以下,而且是缺少颜料和/或乳化剂(具体的是ZrO2)者,进而使用玻璃质釉药原料占混合釉药的50~99重量%、优选是占60~95重量%的。最优选的是非玻璃质釉药原料:玻璃质釉药原料是30∶70~10∶90。此时优选的烧结温度是800~1300℃。因此,总结优选的制造方法时,首先,在陶器坯体上使用添加了颜料和乳化剂的着色性釉药原料,进而,将不含有颜料和乳化剂的透明性非玻璃质釉药原料和玻璃料釉药原料以50~99重量%(优选的是60~90重量%)混合的混合釉药涂敷上,而后,在800~1300℃的温度下焙烧的方法。
第2方案的卫生陶器
本发明的第2方案的卫生陶器是在陶器坯体上形成表面釉药层的卫生陶器,表面釉药层的峭度Rku小于2.70,优选的是2.60以下、更优选的是2.50以下。
按照本发明的第2方案的卫生陶器,具有极其良好的表面光泽度。
本发明中的峭度,按以下定义。即,从Y=f(x)用下式求出上述的本发明的第1方案中的粗糙度曲线。
而且,峭度(峰态)Rku是定量表示振幅分布曲线锐角性的参数,可用下式求出。
本发明第2方案的卫生陶器与上述本发明第1方案情况相同,可以作成大便器、小便器、便器过滤器等的便器、洗面台的洗面器的形式。
此外,本发明的第2方案的卫生陶器的釉药层的组成、其厚度、其他的优选方式、其制造方法,可与本发明的第1方案相同。具体的如下。
按照本发明人的见解,釉药组成对于本发明的效果不是起很大的作用,但是,其组成的优选范围及更优选的范围如下所述。
优选范围(重量%) 更优选范围(重量%)
SiO2 55~80 60~80
AI2O3 35~13 5~10
Fe2O3 0.1~0.4 0.1~0.4
MgO 0.8~3.0 0.8~3.0
CaO 8~17 8~15
ZnO 3~8 4~8
K2O 1~4 1~4
Na2O 0.5~2.5 0.5~2.5
ZrO2 0.1~15 0.1~15
颜料 1~20 1~20
另外,本发明的优选实施方案中,在釉药层中通过添加釉药以外的添加物也可以使其具有附加的功能。作为添加到釉药中的添加物最好是在焙烧过程中,与釉药或周围气体反应形成化合物的。例如,银、铜、锌或其化合物,添加固熔体等的抗菌金属或氧化钛、氧化锌、氧化锡、氧化铁、三氧化钨、钛酸锶、三氧化二铋等的光催化剂时,可以发挥抗菌效果。另外,由于上述光催化剂的存在也可以助长亲水性、得到具有光还原性等的效果。
本发明中,上述表面釉药层的厚度可以适当地确定,例如一般是0.1~3mm左右的厚度,优选的是0.2~2mm左右,最优选的是0.3~1.2mm。
按照本发明的优选方案,本发明的卫生陶器的至少一部分上最好设置不形成上述釉药层的部分。本发明的卫生陶器最好采用后述的方法制造,但是不形成此釉药层的部分,在焙烧中可成为发生气体的排放口,这样可有效地防止气体残留在釉药层中发生外观不良的现象。特别是在陶器坯体上涂敷釉药原料后,使用一次焙烧的方法是有利的。
进而,按照本发明的其他方案,在陶器坯体和表面釉药层间,还可以设置釉药层。即,即使釉药层具有多层的结构,只要最表面层的表面釉药层的表面满足上述的RKu的数值范围就可以。更具体的,可以举出在陶器坯体和表面釉药层间设置着色釉药层,而且可以举出的优选形式是上述表面釉药层是透明的形式。这种形式中,可以将表面釉药层的厚度作成很薄,在焙烧中,表面釉药层即使极度软化,也可以防止气体进入釉药层中发生外观不良现象。进而,当釉药层成分中含有锌时,锌成分在焙烧时,气化后,以锌华附着在窑壁上,污染焙烧窑。可是设置表面釉药层时,因存在于中间的釉药层气化的锌通不过表面釉药层时,不会蒸发到窑内的气体中。因此,作成与只有一层膜厚相同的二层膜厚时,与一层时相比较,可以抑制锌华对窑的污染。进而,将锌的组成浓度逐渐向表面集中,还可以得到长期发挥抗菌的效果。这种方式中,也是在上述的卫生陶器的至少一部分中最好设置不形成釉药层的部分。此时,表面釉药层的厚度,一般是0.05~1.2mm,优选的是0.1~0.8mm,更优选的是0.15~0.4mm,另外,着色性釉药层的厚度,一般是0.05~1.8mm,优选的是0.1~1.2mm,更优选的是0.2~2.7mm。
按照本发明的优选方案,本发明的卫生陶器中,形成表面釉药层的釉药原料可使用下列的任何一种,将其使用在陶器坯体上,通过焙烧而制造出来。
(1)使用用激光衍射法粒度分布测定的50%粒径(D50)是1.5μm的釉药原料。
(2)使用非晶质釉药原料,例如玻璃化的玻璃质釉药原料。
(3)使用非晶质釉药原料,例如玻璃化的玻璃质釉药原料和非玻璃质釉药原料的混合釉药。
首先,陶器坯体可以是现在已知的陶器坯体。即,可以是硅砂、长石、粘土等作为原料调制的卫生陶器坯体泥浆的适宜成型物。
上述(1)的釉药原料,是将釉药原料粉体用球磨机等粉碎而制造出的。使用这样的微粉化釉药原料,可以得到具有本发明平滑表面的卫生陶器。
上述(2)的非晶质釉药原料,例如玻璃化的玻璃质釉药原料,是通过将釉药原料粉体在1300℃以上的高温熔融而得到的。由于使用这样预先玻璃化的釉药原料,则可以得到具有本发明平滑表面的卫生陶器。
进而,上述(3)的方式中,使用玻璃化的玻璃质釉药原料类的非晶质釉药原料和非玻璃质釉药原料的混合物。非晶质釉药原料可以用上述(2)相同的方法得到。
上述的非玻璃质釉药原料粉体的粒径没有特殊的限制,但是最好是微细粉,优选的是50%粒径是6μm以下,更优选的是4μm以下,最优选的是1.5μm以下。
另外,按照本发明的优选方案,在上述(3)的方式中,釉药原料粉体中至少二氧化硅粒子50%的粒径优选微细化到6μm以下,更优选的是4μm以下。此实施方案中,可以减少焙烧后由于未反应残留在表面上的二氧化硅粒子。按照本发明者的见解,发现了将便器在暴露在碱水(含氨水)的环境下使用时,在二氧化硅粒子附近首先劣化使得表面的平滑性下降。更详细的是,残留在焙烧后的釉药表面上的二氧化硅粒子或者锆石粒子在表面形成凹凸。而且,该凹凸的周围,在碱的环境下,用2个月左右的极短时间,优先地溶解掉。所以通过控制上述的二氧化硅粒子的粒径,可以防止这样的凹凸形成。因此,可以获得使表面釉药层的耐碱性大幅度提高的优点。
按照本发明的优选方案,上述(3)的方式中,非玻璃质釉药原料,其50%粒径是6μm左右的不太微细化的情况时,混合釉药中的玻璃质釉药原料的含量优选的是50重量%以下,更优选的是30重量%以下。这样,在焙烧时发生的气体就不残存在釉药层中,可以防止外观不良的发生。
另外,上述玻璃质釉药原料类的非晶质釉药原料,最好使用比非玻璃质釉药原料粉体软化温度高的原料。这样一来,在焙烧时发生的气体就不残存在釉药层中,可以防止外观不良的发生。
将上述釉药原料使用在陶器坯体上的方法没有特殊的限制,可以适宜地采用喷涂法、浸涂法、旋转涂法、辊涂法等一般使用的方法。
上述的操作后,接着,焙烧形成表面釉药层的前体层的陶器坯体。焙烧的温度是依赖于陶器坯体是否预先烧结或者未烧结而有所不同。陶器坯体预先未烧结时,烧结陶器坯体,而且,最好在釉药软化温度1000℃以上的温度下烧结。成型的坯体在预先烧结的情况时,最好在釉药可以软化的300℃以上,优选的是在400℃以上的温度下烧结。从卫生陶器的制造成本观点看,如上述那样,最好将釉药原料涂敷在陶器坯体的表面上一次地进行完成烧结的方法。另一方面,后者的方法中,对于已经制造完毕的卫生陶器,进而,形成表面釉药层,对付与新功能上是有利的。
对于在陶器坯体和表面釉药层间进一步设置釉药层的卫生陶器,其制造方法,除了附加形成存在于中间釉药层的前体层的工序外,其他与上述相同。即,形成存在于中间的釉药层的前体层,例如,形成着色性釉药层的前体层,其上,形成用(1)~(3)的釉药原料形成表面釉药层的前体以外,其他可以与上述的相同。
按照本发明的优选方案,在陶器坯体和表面釉药层间形成着色性釉药层时,可形成着色性釉药层的釉药原料的D50最好是4μm以上。使用这样粒径的着色性釉药原料,而且与上述(1)~(3)的釉药原料组合,在焙烧时,发生的气体就不残存在釉药层中,可以防止外观不良的发生。
第3方案的卫生陶器
本发明的第3方案的卫生陶器是在陶器坯体上形成表面釉药层的卫生陶器,上述表面釉药层的表面实质上是玻璃成分,而且,在其表面上观察不到10μm以上的二氧化硅粒子的存在。
按照本发明的第3方案的卫生陶器,具有极其良好的耐碱性,其优良耐碱性的结果,可以有效地防止长期的污物附着及菌类的繁殖。
本发明者,用以下的试验确认了以下的事实。过去,将卫生陶器的表面充分的玻璃化,则认为其表面是平滑的。可是,其表面上,残留着没有充分玻璃化的二氧化硅粒子。而且,该二氧化硅粒子,在焙烧后,在与周围的玻璃相间产生残留的应力,如果,加以某些外力时,就容易产生裂纹。产生裂纹的卫生陶器在氨水环境或肥皂水等碱环境下使用时,就会产生玻璃相的溶解反应,使得裂纹增大,进而,二氧化硅的粒子掉落下来。由于这样产生的裂纹和粒子掉落所形成的凹部则成为菌的温床,形成污物附着点,促进了卫生陶器和洗面器的污染。更详细的说,便器经常在加入尿的环境下使用时,尿便被存在便器中的细菌所具有的酶尿分解成氨。即,便器经常暴露于氨性的碱的环境中,在二氧化硅粒子周围的裂纹的扩大和产生粒子脱落的环境中使用。另外,洗面器在呈碱性的肥皂水环境下使用,使得二氧化硅粒子周围的裂纹扩大和粒子脱落。
本发明者,为了解决碱性环境下使用时因上述机理所产生的污染的课题,将表面釉药层的表面实质上作成玻璃成分,而且通过控制表面上不存在粒径10μm以上的二氧化硅粒子,可以充分防止上述的现象。
按照本发明的优选方案,釉药层的全部表面实质上作成玻璃成分,而且优选的是不存在粒径10μm以上的二氧化硅粒子。
本发明第3方案的卫生陶器与上述本发明第1方案情况相同,可以作成大便器、小便器、便器过滤器等的便器、洗面台的洗面器等的形式。
按照本发明者的见解,釉药组成对于本发明的效果不是起很大的作用,可与上述本发明的第1方案情况相同。因此,其组成的优选范围及更优选的范围如下所述。
优选范围(重量%) 更优选范围(重量%)
SiO2 55~80 60~80
AI2O3 35~13 5~10
Fe2O3 0.1~0.4 0.1~0.4
MgO 0.8~3.0 0.8~3.0
CaO 8~17 8~15
ZnO 3~8 4~8
K2O 1~4 1~4
Na2O 0.5~2.5 0.5~2.5
ZrO2 0.1~15 0.1~15
颜料 1~20 1~20
另外,本发明的优选实施方案中,在釉药层中通过添加釉药以外的添加物也可以使其具有附加的功能。作为添加到釉药中的添加物最好是在焙烧过程中,与釉药或周围气体反应形成化合物的。例如,银、铜、锌或其化合物,添加固熔体等的抗菌金属或氧化钛、氧化锌、氧化锡、氧化铁、三氧化钨、钛酸锶、三氧化二铋等的光催化剂时,可以发挥抗菌效果。另外,由于上述光催化剂的存在也可以助长亲水性、得到具有光还原性效果。
本发明中,上述表面釉药层的厚度可以适当地确定,但是例如一般是0.1~3mm左右的厚度,优选的是0.2~2mm左右,最优选的是0.3~1.2mm。
按照本发明的优选方案,本发明的卫生陶器的至少一部分上优选设置不形成上述釉药层的部分。本发明的卫生陶器优选是用后述的方法制造的,但是不形成此釉药层的部分,在焙烧中可成为发生气体的排放口,这样可有效地防止气体残留在釉药层中发生外观不良的现象。特别是在陶器坯体上涂敷釉药原料后,使用一次焙烧的方法是有利的。
进而,按照本发明的其他方案,在陶器坯体和表面釉药层间,还可以设置釉药层。即,即使釉药层具有多层的结构,只要最表面层的表面釉药层的表面含有粒径10μm以上的二氧化硅粒子就可以。更具体的,可以举出在陶器坯体和表面釉药层间设置着色釉药层,而且上述表面釉药层是透明的形式是优选的形式。这种形式中,可以将表面釉药层的厚度作成很薄,在焙烧中,表面釉药层即使极度软化,也可以有效地防止气体进入残留在釉药层中发生外观不良现象。进而,当釉药层成分中含有锌时,锌成分在焙烧时,气化后,以锌华附着在窑壁上,污染焙烧窑。可是设置表面釉药层时,存在于中间的釉药层气化的锌通不过表面釉药层时,不会蒸发到窑内的气体中。因此,作成与只有一层膜厚相同的二层膜厚时,与一层时相比较,可以抑制锌华对窑的污染。进而,将锌的组成浓度逐渐向表面集中,还可以得到长期发挥抗菌效果的优点。这种方式中,也是在上述的卫生陶器的至少一部分中最好设置不形成釉药层的部分。
此时,表面釉药层的厚度,一般是0.05~1.2mm,优选的是0.1~0.8mm,更优选的是0.15~0.4mm,另外,着色性釉药层的厚度,一般是0.05~1.8mm,优选的是0.1~1.2mm,更优选的是0.2~0.7mm。
按照本发明的优选方案,本发明的第3方案的卫生陶器,其表面釉药层的表面,如上述本发明的第1方案中所定义的中心线平均粗糙度Ra是不足0.07μm,优选是0.068μm以下,更优选是0.05μm以下,最优选是0.03μm以下。Ra值在上述的范围时,可以得到污垢更难以附着的卫生陶器。
按照本发明的优选方案,本发明的第3方案的卫生陶器可用以下的方法制造。
首先,陶器坯体可以使用过去已知的陶器坯体。即,将以硅砂、长石、粘土等为原料,调制的卫生陶器泥浆进行适宜的成型而得到的。
形成表面釉药层的釉药,优选使用90%粒径在20μm以下,优选的是10μm以下的釉药,或者优选利用50%粒径在5μm以下的釉药。通过使用上述范围粒径的釉药,在1100~1300℃左右的焙烧温度下二氧化硅粒子能够充分玻璃化,所以可有效地防止表面残存10μm以上的二氧化硅粒子。上述粒径的釉药可通过球磨机或者珠球机将釉药原料粉碎而得到。
进而,本发明的其他优选实施方案,作为釉药使用90%粒径在15μm以下,优选的是10μm以下,更优选的使用6μm以下的二氧化硅粒子,或者使用混合50%粒径在5μm以下的二氧化硅粒子和除去二氧化硅成分的釉药原料的混合釉药。即二氧化硅的粒径与其他釉药原料分开地进行控制。通过使用上述范围粒径的釉药,在1100~1300℃的焙烧温度下二氧化硅粒子能够充分玻璃化,所以可有效地防止表面残存10μm以上的二氧化硅粒子。上述粒径的二氧化硅粒子,例如可通过球磨机或珠球机粉碎天然的硅砂或长石原料而得到。
按照本发明的优选方案,作为釉药最好使用玻璃质釉药原料样的非晶质釉药原料和非玻璃质釉药原料的混合釉药。玻璃质釉药原料是将硅砂,长石,石灰,粘土,颜料等构成的釉药原料在1300℃以上的高温熔融而得到的。
按照本发明的更优选方案,此混合釉药的非玻璃质釉药原料最好是90%粒径在20μm以下,优选的是10μm以下的釉药,或者50%粒径在5μm以下的釉药。
将上述釉药原料使用在陶器坯体上的方法没有特殊的限制,可以适宜地采用喷涂法、浸涂法、旋转涂法、辊涂法等一般使用的方法。
上述的操作后,接着,焙烧形成表面釉药层的前体层的陶器坯体。焙烧的温度是依赖于陶器坯体是否预先烧结或者未烧结而有所不同。陶器坯体预先未烧结时,烧结陶器坯体,而且,最好在釉药软化温度1000℃以上、优选的是1300℃以上的温度下烧结。成型的坯体在预先烧结的情况时,最好在釉药可以软化的400℃以上的温度下烧结。从卫生陶器的制造成本观点看,如上述那样,最好将釉药原料涂敷在陶器坯体的表面上一次地进行完成烧结的方法。
另一方面,后者的方法中,对于已经制造完毕的卫生陶器,进而再形成表面釉药层,则在付与新功能上是有利的。
对于在陶器坯体和表面釉药层间进而再设置釉药层的卫生陶器,其制造方法,除了附加形成存在于中间的釉药层的前体层的工序外,其他与上述相同。即,形成存在于中间的釉药层的前体层,例如,形成着色性釉药层的前体层,除在其上用上述釉药原料形成表面釉药层的前体层以外,其他与上述的相同。
进而,按照本发明的第3方案的优选方式,在陶器坯体和表面釉药层间形成着色性釉药层时,优选的使用上述非玻璃质釉药原料和玻璃质釉药原料的混合釉药。更优选的是非玻璃质釉药原料,其50%粒径是被微粉碎到6μm以下、而且缺少颜料和/或乳化剂(具体的是ZrO2)的,进而,玻璃质釉药原料占混合釉药的50~99重量%,优选的是60~95%。最优选的是非玻璃质釉药原料:玻璃质釉药原料是30∶70~10∶90。此时的焙烧温度是800~1300℃。因此,总结优选的制造方法时,首先在陶器坯体上使用添加颜料和、乳化剂的着色性釉药原料,进而使用不含颜料和乳化剂的透明性的非玻璃质釉药原料和、玻璃质釉药以50~99重量%(优选的是60~90重量%)混合的混合釉药,而后,在800~1300℃的温度下焙烧的方法。
实施例
以下通过实施例进一步说明本发明,但是本发明不受这些实施例的限制。
实施例A
釉药的组成
以下的实施例A及比较例A中,所说的釉药基体材料A是指具有下述组成的。
(重量%)
SiO2 55~80
AI2O3 35~13
Fe2O 30.1~0.4
MgO 0.8~3.0
CaO 8~17
ZnO 3~8
K2O 1~4
Na2O 0.5~2.5
ZrO2 0.1~l 5
颜料 l~20
试验方法
以下实施例及比较例中的评价测定试验方法按以下进行。
试验1:与水的接触角
试样表面与水的接触角是使用接触角测定器(协和界面科学制、CA-X150)测定的。具体的是用微型注射器向试样表面滴下水滴后,于30秒后的测定值作为接触角。
试验2:污垢的易去除性
在内部具有Φ10mm试样表面上用黑色的油性墨彩(油彩油墨#700)遍涂,室温下干燥大约1分钟。而后,滴入3ml的水,观察油彩是否浮游上来以及倾斜试样时油彩是否被冲洗出来。
试验3:水中的油污的易去除性
在试样的表面滴下色拉油0.01g后,整个试样沉浸在水槽中,测定附着在表面上的色拉油浮到水面的时间。
试验4:尿石的附着
在东陶机器制立式小便器(U307C)的集液部分设置板状试验片,通常的使用条件下放置7日。而后,用目视评定尿石的附着量。
试验5:肥皂污物的附着
在备有液体肥皂的洗面台的排水口附近设置板状试验片,通常的使用条件下放置7日。而后,用目视评定尿石的附着量。
实施例A1
将釉药基材A600g和水400g及铝球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约65小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径,10μm以下的是98%、50%平均粒径(D50)是1.2μm。
接着,使用以硅砂、长石、粘土等为原料而调制的卫生陶器坯体泥浆,制造70×150mm的板状成形体。在此板状成形体上用喷涂法涂敷上述的釉药,在1100~1200℃下焙烧得到试样。
对于得到的试样,用触针式表面粗糙度测定器(JIS-B0651)测定中心线表面粗糙度Ra(JIS-B0601)。其结果,Ra=0.02μm。另外,使用原子间力显微镜(AFM;Digtal Instruments制、Nano Scopelll),测定100×100μm范围的表面粗糙度,Ra=4.3nm。
用触针式表面粗糙度测定器得到的表面扩大图如图3。另外,用扫描型电子显微镜测得的、表面的反射电子像的凹凸像表示在图8(a)中、组成像表示在图8(b)中。进而,用用原子间力显微镜(AFM)观察得到的表面扩大图如图11所示。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是20°。
试验2:水滴下约30秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩了。
试验3:水淹没35秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例A1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层。
实施例A2
除去了乳化剂的ZrO2成分及颜料成分的釉药基材A 600g和水400g及铝球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约65小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时为10μm以下的是98%、50%平均粒径(D50)是1.5μm。
接着,与实施例A1相同地得到的板状成形体中,在此板状成形体上用喷涂法涂敷上述的釉药,在1100~1200℃下焙烧得到试样。此外,此试样釉药层是透明的。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.03μm。用AFM时,Ra=3.5nm。
用原子间力显微镜(AFM)观察得到的表面扩大图表示在图12中。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是15°。
试验2:水滴下约20秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩。
试验3:水淹没15秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层表面。
实施例A3
将釉药基材A在电炉中用1300~1450℃熔融,水中急冷后得到玻璃的玻璃质釉料。用磨碎机将其粉碎,将得到的粉末600g和水400g及铝球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约18小时,得到玻璃质釉药。使用激光衍射式粒度分布计测定得到的玻璃质釉药浆液的粒径在10μm以下的是68%、50%平均粒径(D50)是6.0μm。
接着,在与实施例A1相同地得到的板状成形体上用喷涂法涂敷上述的玻璃质釉药,在1100~1200℃下焙烧得到试样。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.03μm。用AFM时,Ra=4.0nm。由触针式表面粗糙度测定器得到的表面的扩大图如图4所示。而用原子间力显微镜(AFM)观察得到的表面扩大图表示在图13中。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是20°。
试验2:水滴下约25秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩。
试验3:水淹没20秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例A1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层。
实施例A4
将实施例A3得到的玻璃质釉(D50=12μm)浆液70重量份和实施例A1得到的微粒化釉药(D50=1.2μm)浆液30重量份混合后,得到混合釉药。使用激光衍射式粒度分布计测定得到的该混合釉药浆液的粒径时,在10μm以下的是57%、50%平均粒径(D50)是6.3μm。
接着,在与实施例A1相同地得到的板状成形体上用喷涂法涂敷上述的釉药浆料,在1100~1200℃下焙烧得到试样。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.02μm。用AFM时,Ra=4.7nm。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是20°。
试验2:水滴下约20秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩。
试验3:水淹没20秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例A 1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层表面。
实施例A5
将釉药基材A2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是6.2μm。
接着,在与实施例A1相同的板状成形体上,首先,作为下层喷涂上述的釉药,继续,作为上层,喷涂实施例A3的玻璃质釉药。而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.03μm。用AFM时,Ra=3.8nm。
用原子间力显微镜(AFM)观察得到的表面扩大图表示在图14。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是20°。
试验2:水滴下约20秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩。
试验3:水淹没20秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例A1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层表面。
实施例A6
将除去了ZrO2及颜料的釉药基材A在电炉上用1300~1450℃熔融,在水中急冷得到玻璃的玻璃质釉。用磨碎机将其粉碎,将得到的粉末600g和水400g及铝球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约18小时,得到玻璃质釉药。使用激光衍射式粒度分布计测定得到的玻璃质釉药浆液的粒径时,在10μm以下的是68%、50%平均粒径(D50)是6.0μm。
接着,在与实施例A1相同的板状成形体上,作为下层喷涂实施例A5的釉药浆液,继续,作为上层,喷涂上述的玻璃质釉药浆液。而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.05μm。用触针式表面粗糙度测定器得到的表面扩大图如图5所示。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是16°。
试验2:水滴下约30秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩。
试验3:水淹没25秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例A1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层表面。
实施例A7
将实施例A6得到的玻璃质釉(D50=6.0μm)浆液80重量份和实施例A2得到的不含有乳化剂和颜料釉药(D50=6.5μm)浆液20重量份混合后,得到混合釉药。使用激光衍射式粒度分布计测定得到的该混合釉药浆液的粒径,在10μm以下的是57%、50%平均粒径(D50)是6.3μm。
接着,在与实施例A1相同的板状成形体上,作为下层喷涂实施例A5的釉药浆液,继续,作为上层,喷涂上述的混合釉药浆液。而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.06μm。用触针式表面粗糙度测定器得到的表面扩大图如图6所示。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是19°。
试验2:水滴下约30秒后,油彩浮上水面,将试样倾斜时,与水一起流出,表面完全没有油彩。
试验3:水淹没30秒后,色拉油浮上水面。
试验4:尿石附着量比后述的比较例A1更少,通过流水可将一部分的附着尿石冲洗掉。
试验5:肥皂污物附着量比后述的比较例A1更少,用含水的海绵擦洗,使得肥皂污物去掉,并露出原来的釉药层表面。
比较例A1
将实施例A5得到的釉药喷涂在与实施例A1相同得到的板状成形体上,在1100~1200℃下焙烧得到试样。
对于得到的试样,与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.10μm、用AFM时,Ra=18.0nm
用触针式表面粗糙度测定器得到的表面扩大图如图1所示。另外用扫描型电子显微镜测得的表面反射电子像的凹凸像表示在图7(a)中、组成像表示在图7(b)。通过原子间力显微镜(AFM)观察,得到的表面扩大图如图9所示。
对于得到的试样,进行上述试验1~5。其结果如下。
试验1:与水接触角度是30°。
试验2:油彩不浮上水面,即使将试样倾斜,也残留在表面上。
试验3:水淹没50秒后,色拉油浮上水面。
试验4:试验片的釉药层表面上大量附着尿石,用流水也不能除去。
试验5:试验片的釉药层表面上几乎全面附着着肥皂污物,用含水的海绵擦洗,也难以使肥皂污物去掉。
比较例A2
对于市售的西式大便器(色:乳白色),与实施例A1相同地测定表面粗糙度,用触针时,Ra=0.07μm、用AFM时,Ra=10.4nm
用触针式表面粗糙度测定器得到的表面扩大图如图2所示。通过原子间力显微镜(AFM)观察,得到的表面扩大图如图10所示。
对于市售的便器,进行上述试验1~3。其结果如下。
试验1:与水接触角度是50°。
试验2:水滴下后,油彩不浮上水面,即使将试样倾斜,也残留在表面上。
试验3:水淹没120秒后,色拉油浮上水面。
实施例A的结果概括在下列表1和表2中
表1
| 表面粗糙度Ra | 接触角(H2O) | ||
| 触针式 | AFM | ||
| 实施例A1实施例A2实施例A3实施例A4实施例A5实施例A6实施例A7比较例A1比较例A2 | 0.02μm0.03μm0.03μm0.02μm0.03μm0.05μm0.06μm0.10μm0.07μm | 4.3nm3.5nm4.0nm4.7nm3.8nm--18.0nm10.4nm | 20°15°20°20°20°16°19°30°50° |
表2
| 油彩洗净性 | 水中的色拉油浮上时间 | 小便器过滤器尿石附着 | 洗面器肥皂污染 | |
| 实施例A1实施例A2实施例A3实施例A4实施例A5实施例A6实施例A7比较例A1比较例A2 | 不残留不残留不残留不残留不残留不残留不残留全残留全残留 | 35秒15秒20秒20秒20秒25秒30秒50秒120秒 | 少少少少少少少多- | 少少少少少少少多- |
实施例B
实施例B1
将釉药基材A600g和水400g及铝球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约65小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径,在10μm以下的是98%、50%平均粒径(D50)是1.2μm。
接着,使用以硅砂、长石、粘土等为原料调制的卫生陶器坯体泥浆,制造70mm×150mm的板状试验片。在此板状试验片上用喷涂法涂敷上述的釉药,在1100~1200℃下焙烧得到试样。得到的试样的釉药色彩是柔和的象牙色(#SC1)。
对于得到的试样,进行表面粗糙度及光泽度的测定。用触针式表面粗糙度测定器(JIS-B0651)测定表面的峭度Rku。其结果,峭度Rku=2.00。另外,光泽度是按照镜面光泽度测定法(JIS-Z8741),测定60度镜面光泽度Gs(60°)。其结果Gs(60°)=102.0。
实施例B2
将釉药基材A在电炉上用1300~1450℃熔融,在水中急冷得到玻璃的玻璃质釉。用磨碎机将其粉碎,将得到的粉末600g和水400g及铝球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约18小时,得到玻璃质釉药。使用激光衍射式粒度分布计测定得到的玻璃质釉药浆液的粒径时,在10μm以下的是68%、50%平均粒径(D50)是6.0μm。
接着,在与实施例B1相同的板状试验片上,用喷涂法喷涂上述玻璃质釉,而后,在1100~1200℃下焙烧得到试样。得到的釉药颜色是柔和的象牙色(#SC1)。
对于得到的试样,与实施例B1相同地进行评价,表面的峭度Rku=1.90。另外,60度镜面光泽度Gs(60°)=106.0。
比较例B1
将釉药基材A2Kg和水1Kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是6.2μm。
接着,在与实施例B1相同的板状试验片上,用喷涂法涂敷上述的釉药,在1100~1200℃下焙烧得到试样。
此外,得到的试样的釉药色彩是柔和的象牙色(#SC1)。
对于得到的试样,与实施例B1相同地评价时,表面的峭度Rku=3.04。另外,60度镜面光泽度Gs(60°)=95.0。
比较例B2
对于市售的西式大便器(颜色:乳白色),与实施例B1相同地进行表面粗糙度的测定,其结果,表面的峭度Rku=2.70。另外,60度镜面光泽度Gs(60°)=98.0。
总结实施例B及比较例B的结果时,如图15所示。图中,A表示实施例B1,B表示实施例B2,C表示比较例B1,而D表示比较例B2。从此图可以看出,随着表面峭度Rku值的减少,光泽度Gs(60°)的值增大,可以确认是反比的关系。进而,可以通过将Rku值控制在不满2.70,可得到Gs(60°)为100以上的高光泽度的釉药层表面。
实施例C
实施例C及比较例C的评价试验方法如下所述。
耐碱试验
使用5%氢氧化钠水溶液,将试验片的一半浸渍在水溶液中,将全体加热到70℃放置24小时。然后,从水溶液中取出试验片用流水洗涤,用扫描型电子显微镜(SEM;日立制作所、S-800)观察浸渍前后釉药表面。
表面粗糙度试验
与实施例A1相同地,使用根据JIS-B0651的触针式表面粗糙度测定器进行。
尿石附着试验
将人体取出的尿用蒸馏水稀释2倍,将该稀释尿约2升放入大便器的碗形内,密封坐面在常温下放置1周。另外,在以下的所有的实施例及比较例中,用PH计(崛场制作所制PH计M-12)测定刚稀释后及在大便器碗形内放置1周后的尿在25℃的PH时,分别是6.5及8.5。
接着,排掉碗形内的稀释尿,用约12升的自来水(相当于通常的便器的水箱的洗涤水量)流水洗涤碗形内,在室温下干燥。然后,将Health Teck制的齿垢染色胶“DENTCLUB”的稀释溶液喷洒在碗形内,以红色的深浅评价尿石附着量。在使用该齿垢染色胶染色时,尿石附着多的部分染成深红色,无尿石部分没有着色。因此,可通过目视评价尿石附着量。
实施例C1
用电炉在1400~1550℃下将釉药基材熔融,在水中急冷得到玻璃的玻璃质釉药。将其用磨碎机粉碎,将得到的粉末250g、水170g和球磨机用石球1kg放人容积2升的陶瓷制的釜中,用球磨机粉碎约18小时,得到玻璃质釉药浆液。
接着,使用以硅砂、长石、粘土等作为原料调制的卫生陶瓷坯体泥浆,制成70×150mm的板状试验片。在此板状试验片上用喷涂法涂敷上述的釉药,通过1100℃~1200℃的焙烧,得到试样。
对于得到的试样进行耐碱性试验,试验前的釉药表面非常平滑,完全不存在二氧化硅粒子。进而,耐碱性试验后的釉药表面,虽然看到ZrO2的脱落,但是凹凸小,是平滑的。
表面的粗糙度,在耐碱性试验前Ra=0.02μm、耐碱性试验后Ra=0.04μm.。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅黄色,但是,与后述的比较例C1相比,其颜色明显的浅,附着的尿石也少。
实施例C2
将釉药基材A2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm。90%平均粒径(D90)是23.3μm。
另外,从釉药基材A除去了作为乳化剂的ZrO2及颜料的釉药基材,在电炉上用1400~1550℃熔融,在水中急冷得到玻璃透明釉。用磨碎机将其粉碎,将得到的粉末250g和水170g及球磨机用石球1kg加入到容积2升的陶瓷釜中,用球磨机粉碎约18小时,得到透明玻璃质釉药浆液。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的釉药浆液,继续,在其上,进一步用喷涂法喷涂上述的透明玻璃质釉药浆液,而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。用扫描型电子显微镜(SEM;日立制作所、S-800)观察试验前的釉药表面的SEM照片,和试验后的釉药表面的SEM照片如图18及图19所示。从这些照片可以看出耐碱试验前的釉药表面非常平滑,完全不存在二氧化硅粒子,进而,耐碱试验后的釉药表面与试验前几乎没有变化,是平滑。
表面粗糙度,耐碱试验前Ra=0.02μm、耐碱试验后Ra=0.03μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅红色,但是,与后述的比较例C2样品相比,其颜色明显的浅,附着的尿石也少。
实施例C3
将釉药原料A2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约36小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时,在10μm以下的是90%、50%平均粒径(D50)是3.3μm、90%平均粒径(D90)是9.9μm。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的釉药,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。试验前的釉药表面与后述的比较例C1相比二氧化硅粒子少而且小。不存在10μm以上的二氧化硅粒子。非常平滑。耐碱试验后的釉药表面,发生裂纹部分少,是平滑的。
表面粗糙度,耐碱试验前Ra=0.03μm、耐碱试验后Ra=0.10μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅红色,但是,与后述的比较例C1样品相比,其颜色明显的浅,附着的尿石也少。
实施例C4
将釉药基材A2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm。90%平均粒径(D90)是23.3μm。
另外,从釉药原料A除去了作为乳化剂的ZrO2及颜料的釉药基材2kg和水1kg及铝球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约60小时,得到10μm以下的是100%、D50的是1.7μm、D90的是3.8μm的微粉碎透明釉药浆液。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的釉药浆液,继续,在其上,进一步用喷涂法喷涂上述的微粉碎透明釉药浆液,而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。耐碱试验前的釉药表面非常平滑,完全不存在二氧化硅粒子。进而,耐碱试验后的釉药表面与试验前几乎没有变化,是平滑的。
表面粗糙度,耐碱试验前Ra=0.03μm、耐碱试验后Ra=0.04μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅红色,但是,与后述的比较例C2样品相比,其颜色明显的浅,附着的尿石也少。
实施例C5
将从釉药原料A除去作为二氧化硅粒子的原料的硅砂和市售的长石原料的釉药原料2kg、水1kg及铝球4kg加入到容积6升的陶瓷制釜中,用球磨机粉碎约18小时,得到釉药。在使用激光衍射式粒度分布计,测定得到的釉药浆液的粒径时,在10μm以下是99%、50%平均粒径(D50)是2.2μm、90%平均粒径(D90)是5.1μm。
另外,将硅砂400g、市售的长石原料200g、水300g及铝球1.2kg加入到容积6升的陶瓷釜中,用球磨粉碎约40小时,得到10μm以下的是98%、D50是2.4μm、D90是5.5μm的二氧化硅浆液。
将上述釉药浆液和上述二氧化硅浆液以重量比4∶6的比例混合,得到10μm以下是99%、D50是2.3μm、D90是5.3μm的混合釉药。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的混合釉药,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。试验前的釉药表面非常平滑,完全不存在比10μm大的二氧化硅粒子。进而,耐碱试验后的釉药表面仅存在很少的产生裂纹的10μm以下的二氧化硅粒子,与试验前几乎没有变化,是平滑的。
表面粗糙度,耐碱试验前Ra=0.04μm、耐碱试验后Ra=0.11μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅红色,但是,与后述的比较例C1样品相比,其颜色明显的浅,附着的尿石也少。
实施例C6
将釉药原料A2kg、水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。在使用激光衍射式粒度分布计测定粉碎后得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm、90%平均粒径(D90)是23.3μm。
另外,将从釉药原料A除去作为乳化剂的ZrO2、颜料、作为二氧化硅粒子的原料的硅砂和市售的长石原料的釉药基材2kg、水1kg及铝球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到10μm以下的是97%、D50是2.3μm、D90是5.0μm的透明釉药浆液。
进而,另外,将硅砂400g、长石200g、水300g及铝球1.2kg加入到容积6升的陶瓷釜中,用球磨粉碎约40小时,得到10μm以下的是98%、D50是2.4μm、D90是5.5μm的二氧化硅浆液。
将上述透明釉药浆液和上述二氧化硅浆液以重量比4∶6的比例混合,得到10μm以下的是98%、D50是2.4μm、D90是5.3μm的透明混合釉药浆液。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的混合釉药,进而,在其上用喷涂法涂敷透明混合釉药浆液,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。试验前的釉药表面非常平滑,完全不存在比10μm大的二氧化硅粒子,进而,耐碱试验后的釉药表面很少存在产生裂纹的10μm以下的二氧化硅粒子,与试验前几乎没有变化,是平滑的。
表面粗糙度,耐碱试验前Ra=0.04μm、耐碱试验后Ra=0.05μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅红色,但是,与后述的比较例C2样品相比,其颜色明显的浅,附着的尿石也少。
实施例C7
用电炉在1400~1550℃下将釉药原料A熔融,在水中急冷得到玻璃的玻璃质釉药。将其用磨粉机粉碎,将得到的粉末250g、水170g及球磨机用石球1kg放人容积2升的陶瓷制的釜中,用球磨粉碎约18小时,得到玻璃质釉药浆液。
另外,将釉药原料A 2kg和水1kg及铝球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约36小时,得到10μm以下的是90%、D50是3.3μm、D90是9.9μm的微粉碎釉药浆液。
将上述玻璃质釉药浆液和上述微粉碎釉药浆液以重量比8∶2的比例混合,得到10μm以下的是76%、D50是4.0μm、D90是15.9μm的混合釉药。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的混合釉药,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。试验前的釉药表面非常平滑,完全不存在比10μm大的二氧化硅粒子,另外,与后述的比较例C1相比,二氧化硅粒子数少且小。耐碱试验后的釉药表面,二氧化硅粒子的周围很少发生裂纹,与试验前几乎没有变化,是平滑的。
表面粗糙度,耐碱性试验前Ra=0.05μm,耐碱性试验后Ra=0.10μm
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅黄色,但是,与后述的比较例C1相比,其颜色明显的浅,附着的尿石也少。
实施例C8
将釉药基材A2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm。90%平均粒径(D90)是23.3μm。
另外,将从釉药原料A除去了作为乳化剂的ZrO2及颜料的釉药原料用电炉在1400~1550℃下将其熔融,在水中急冷得到玻璃的玻璃质釉药。将其用磨粉机粉碎,将得到的粉末1.6kg和、从釉药原料A除去了作为乳化剂的ZrO2及颜料的釉药基材0.4kg和水1kg及球磨机用石球4kg放人容积6升的陶瓷釜中,用球磨机粉碎约36小时,得到透明混合釉药浆液。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的釉药浆液,继续,在其上,进一步用喷涂法喷涂上述的透明混合釉药浆液,而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。耐碱试验前的釉药表面非常平滑,完全不存在比10um大的二氧化硅粒子,与后述的比较例C2相比,二氧化硅粒子的数目也少,而且小。耐碱试验后的釉药表面,在二氧化硅粒子周围发生的裂纹也少,与试验前几乎没有变化,是平滑的。
表面粗糙度,耐碱试验前Ra=0.04μm、耐碱试验后Ra=0.06μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成浅红色,但是,与后述的比较例C2样品相比,其颜色明显的浅,附着的尿石也少。
比较例C1
将釉药原料A2kg、水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。在使用激光衍射式粒度分布计,测定粉碎后得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm、90%平均粒径(D90)是23.3μm。
另外,将混入釉药原料A中作为SiO2源的硅砂1.2kg、市售的长石原料0.8kg与水1kg及球磨机用石球4kg一同加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时。粉碎物的D50是9.3μm。从以上可以推断上述釉药中的硅砂及市售的长石原料也被粉碎到D50为10μm的程度。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的釉药,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。用扫描电子显微镜(SEM;日立制作所,S-800)观察试验后的釉药表面。耐碱试验前后的釉药表面由于存在较多二氧化硅粒子,所以形成凹部。进而,耐碱试验后的釉药表面,在上述二氧化硅粒子的周围发生裂纹,二氧化硅粒子脱落,凹凸增大。
表面粗糙度,耐碱试验前Ra=0.10μm、耐碱试验后Ra=0.25μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成深红色,附着大量的尿石。
比较例C2
将釉药原料A2kg、水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。在使用激光衍射式粒度分布计,测定粉碎后得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm、90%平均粒径(D90)是23.3μm。
另外,将从釉药原料A中除去作为乳化剂的ZrO2和颜料的釉药原料2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时。得到10μm以下的是63%、D50是6.0μm、D90是25.4μm的透明釉药浆液。
接着,在与实施例C1相同的板状试验片上,用喷涂法涂敷上述的釉药浆液,进而在其上用喷涂法喷涂上述的透明釉药浆液,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。耐碱试验前的釉药表面的SEM照片及耐碱试验后的釉药表面的SEM照片分别表示在图16及图17上。从这些照片可以确认,耐碱试验前的釉药表面由于存在很多的二氧化硅粒子(浓暗部)所引起的凹部的存在。进而,耐碱试验后的釉药表面,在上述二氧化硅粒子的周围发生裂纹,二氧化硅粒子脱落,凹凸增大。
表面粗糙度,耐碱试验前Ra=0.08μm、耐碱试验后Ra=0.10μm。
与上述试样相同的条件作成大便器。对于得到的大便器进行尿石附着试验。在碗形内喷射齿垢染色胶的稀释液时,稀释尿的浸水部及浸渍部染成深红色,附着大量的尿石。
实施例D
实施例D1~6及比较例D1~5
将釉药原料A2kg和水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到着色釉药。使用激光衍射式粒度分布计测定得到的釉药浆液的粒径,在10μm以下的是65%、50%平均粒径(D50)是5.8μm。
另外,从釉药原料A除去了作为乳化剂的ZrO2及颜料的釉药原料,在电炉上用1300~1500℃熔融,在水中急冷得到玻璃的玻璃质釉。从釉药原料A除去了作为乳化剂的ZrO2及颜料的釉药原料和上述玻璃质釉药和水及球磨机用石球加入到陶瓷釜中,用磨碎机将其粉碎到粒径10μm以下的比例占64±2%为止,得到透明性混合釉药浆液。此外,透明性混合釉药浆液中的釉药原料和玻璃质釉药的混合比例如下表所示。
接着,使用以硅砂、长石、粘土等为原料调制的卫生陶器坯体泥浆作成70×150mm的板状试验片。在此板状试验片上,用喷涂法涂敷上述着色性的釉药浆液,继续,在其上,进一步用喷涂法喷涂上述的透明性混合釉药浆液,而后,在1100~1200℃下焙烧得到试样。
对于得到的试样,进行与实施例C相同的耐碱试验。实施例D4(釉药原料:玻璃质釉药原料是20∶80)的试样耐碱性试验前的釉药层表面,如图22所示。既没有乳化剂、也几乎不存在二氧化硅粒子的表面要比后述的比较例D6平滑的多。其他的试样中,玻璃质釉药的比例越多,二氧化硅粒子越少,就越平滑。进而,实施例D4的试样的耐碱试验后的釉药表面,如图23所示。观察不到由于二氧化硅粒子的脱落而引起的凹凸,保持着平滑性。其他的试样中,玻璃质釉药的比例越多,二氧化硅粒子周围发生的裂纹越少,平滑性就越优良。
另外,表面的粗糙度Ra如下表所示。
进而,用光泽度计(美能达、GM-060)测定耐碱试验前后的试样表面光泽,用光泽维持率(=〔耐碱试验后的光泽度〕/〔耐碱试验前的光泽度〕)表示。其结果如下表所示。
与上述试样相同的条件作成大便器。对于得到的大便器进行与实施例C相同的尿石附着试验。其结果如下表所示。表中的O表示尿石的附着量与比较例D6比极其少,×表示比后述的比较例D6少,但是有比较多的尿石附着,-表示没有试验。
表3
| 混合比例(wt%) | 表面粗糙度Ra(μm) | 光泽维持率(%) | 尿石附着 | |||
| 釉药原料 | 玻璃质釉药 | 碱试验前 | 碱试验后 | |||
| 实施例D1 | 50 | 50 | 0.067 | 0.109 | 91.4 | ○ |
| 实施例D2 | 40 | 60 | 0.054 | 0.098 | 92.1 | ○ |
| 实施例D3 | 30 | 70 | 0.057 | O.082 | 93.9 | - |
| 实施例D4 | 20 | 80 | 0.047 | 0.065 | 95.6 | ○ |
| 实施例D5 | 10 | 90 | 0.038 | 0.054 | 97.5 | - |
| 实施例D6 | 0 | 100 | 0.029 | 0.037 | 100 | ○ |
| 比较例D1 | 100 | 0 | 0.081 | 0.137 | 81.2 | × |
| 比较例D2 | 90 | 10 | 0.090 | 0.147 | 81.8 | - |
| 比较例D3 | 80 | 20 | 0.088 | 0.139 | 82.0 | × |
| 比较例D4 | 70 | 30 | 0.083 | O.135 | 82.9 | - |
| 比较例D5 | 60 | 40 | 0.079 | 0.129 | 85.8 | × |
比较例D6
将釉药原料A2kg、水1kg及球磨机用石球4kg加入到容积6升的陶瓷釜中,用球磨机粉碎约18小时,得到釉药。在使用激光衍射式粒度分布计,测定粉碎后得到的釉药浆液的粒径时,在10μm以下的是65%、50%平均粒径(D50)是5.8μm。
接着,在与实施例D相同的板状试验片上,用喷涂法涂敷上述的混合釉药,在11OO~1200℃下焙烧得到试样。
对于得到的试样,进行耐碱试验。试验前的釉药表面的操作型显微镜照片如图20所示。即,存在乳化剂(白色部分)和二氧化硅粒子(浓暗部分)所形成的凹凸。进而,试验后的釉药表面的显微镜照片如图21所示,在上述二氧化硅粒子的周围发生裂纹,二氧化硅粒子脱落,凹凸增大。
试样表面的表面粗糙度,耐碱试验前的表面粗糙度Ra=0.10μm、耐碱试验后的表面粗糙度Ra=0.25μm。
同样,测定的光泽度,其光泽维持率是43.2%,和一半以下。
另外,进行尿石附着试验结果,附着着大量的尿石,用流水也不能冲去。
Claims (21)
1、卫生陶瓷,其是在陶瓷坯体上形成表面釉料层的便器过滤器、大便器、小便器、便器的水箱、洗面台的洗面器或者洗手器的卫生陶瓷,用JIS-B0651(1996年)标准的触针式表面粗糙度测定装置测定的上述表面釉料层的中心线平均粗糙度Ra小于0.07μm。
2、按权利要求1所述的卫生陶瓷,其中上述Ra是0.068μm以下。
3、按权利要求1所述的卫生陶瓷,其中上述Ra是0.05μm以下。
4、按权利要求1所述的卫生陶瓷,其中上述Ra是0.03μm以下。
5、按权利要求1~4任何一项所述的卫生陶瓷,在上述陶瓷坯体和上述表面釉料层间,进而再设置釉料层。
6、按权利要求1~4任何一项所述的卫生陶瓷,在上述陶瓷坯体和上述表面釉料层间,设置着色釉料层,而且上述表面釉料层是透明的。
7、按权利要求1~4任何一项所述的卫生陶瓷,其中上述表面釉料层和水的接触角小于30°。
8、按权利要求7所述的卫生陶瓷,其中上述表面釉料层和水的接触角是25°以下。
9、按权利要求7所述的卫生陶瓷,其中上述表面釉料层和水的接触角是20°以下。
10、按权利要求1~4任何一项所述的卫生陶瓷,其是大便器、或小便器,其中上述的表面釉料层至少在便器的碗形面上形成。
11、一种方法,该方法是权利要求1~10任何一项所述的卫生陶瓷的制造方法,其包括将非晶质釉料原料用在陶瓷坯体上,形成上述表面釉料层的前体层,再在800~1300℃的温度下焙烧得到的该陶瓷坯体。
12、按权利要求11所述的方法,其中上述非晶质釉料原料是玻璃化的玻璃质釉料原料。
13、一种方法,该方法是权利要求1~10任何一项所述的卫生陶瓷的制造方法,其包括将非晶质釉料原料和非玻璃质釉料原料的混合釉料用在陶瓷坯体上,形成上述表面釉料层的前体层,再在800~1300℃的温度下焙烧得到的该陶瓷坯体。
14、按权利要求13所述的方法,其中,上述非晶质釉料原料是玻璃化的玻璃质釉料原料。
15、按权利要求13或14所述的方法,其中,上述非玻璃质釉料原料的50%的粒径是6μm以下。
16、一种方法,该方法是权利要求1~10任何一项所述的卫生陶瓷的制造方法,其包括将含有颜料的釉料原料用在陶瓷坯体上,形成着色釉料层的前体层,在上述前体层上使用可以形成透明表面釉料层的釉料原料,形成上述表面釉料层的前体层,再在800~1300℃的温度下焙烧得到的该陶瓷坯体。
17、按权利要求16所述的方法,其中可以形成上述透明表面釉料层的釉料原料是其50%的粒子粒径为1.5μm以下的微粒釉料。
18、按权利要求16所述的方法,其中可以形成上述透明表面釉料层的釉料原料是非晶质釉料原料。
19、按权利要求18所述的方法,其中上述非晶质釉料原料是玻璃化了的玻璃质釉料原料。
20、按权利要求16所述的方法,其中可以形成上述透明表面釉料层的釉料原料是非晶质釉料原料和非玻璃质釉料原料的混合釉料。
21、按权利要求20所述的方法,其中上述非晶质釉料原料是玻璃化了的玻璃质釉料原料。
Applications Claiming Priority (21)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP164177/1998 | 1998-05-27 | ||
| JP164177/98 | 1998-05-27 | ||
| JP16417798 | 1998-05-27 | ||
| JP201145/98 | 1998-06-30 | ||
| JP201145/1998 | 1998-06-30 | ||
| JP20114598 | 1998-06-30 | ||
| JP30163798 | 1998-10-07 | ||
| JP301637/98 | 1998-10-07 | ||
| JP301637/1998 | 1998-10-07 | ||
| JP37786898 | 1998-11-30 | ||
| JP377868/1998 | 1998-11-30 | ||
| JP377868/98 | 1998-11-30 | ||
| JP37159998 | 1998-12-25 | ||
| JP371599/1998 | 1998-12-25 | ||
| JP371599/98 | 1998-12-25 | ||
| JP65476/1999 | 1999-03-11 | ||
| JP65476/99 | 1999-03-11 | ||
| JP6547699 | 1999-03-11 | ||
| JP12634199 | 1999-05-06 | ||
| JP126341/99 | 1999-05-06 | ||
| JP126341/1999 | 1999-05-06 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2006101148711A Division CN100450975C (zh) | 1998-05-27 | 1999-05-27 | 卫生陶瓷及其制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1272101A CN1272101A (zh) | 2000-11-01 |
| CN1281555C true CN1281555C (zh) | 2006-10-25 |
Family
ID=27565086
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998008400A Expired - Lifetime CN1281555C (zh) | 1998-05-27 | 1999-05-27 | 卫生陶器及其制造方法 |
| CNB2006101148711A Expired - Lifetime CN100450975C (zh) | 1998-05-27 | 1999-05-27 | 卫生陶瓷及其制造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2006101148711A Expired - Lifetime CN100450975C (zh) | 1998-05-27 | 1999-05-27 | 卫生陶瓷及其制造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US6548162B1 (zh) |
| EP (3) | EP1176129A3 (zh) |
| JP (2) | JP3339640B2 (zh) |
| KR (1) | KR100524157B1 (zh) |
| CN (2) | CN1281555C (zh) |
| AT (2) | ATE267150T1 (zh) |
| DE (2) | DE69917454T2 (zh) |
| ES (2) | ES2312391T3 (zh) |
| WO (1) | WO1999061392A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI650247B (zh) * | 2015-09-15 | 2019-02-11 | 日商Toto股份有限公司 | 具有光觸媒層之衛生陶器 |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW200418746A (en) * | 1998-12-11 | 2004-10-01 | Toto Ltd | Sanitary wares (II) |
| JP3608429B2 (ja) * | 1999-04-19 | 2005-01-12 | 東陶機器株式会社 | 衛生陶器の製造方法 |
| JP3783466B2 (ja) * | 1999-05-10 | 2006-06-07 | 東陶機器株式会社 | 衛生陶器 |
| JP3456469B2 (ja) * | 1999-06-18 | 2003-10-14 | 東陶機器株式会社 | 衛生陶器 |
| PL205186B1 (pl) * | 2000-10-19 | 2010-03-31 | Inax Corp | Wyrób posiadający warstwę szkła oraz sposób wytwarzania wyrobu posiadającego warstwę szkła |
| US6863933B2 (en) | 2001-01-30 | 2005-03-08 | The Procter And Gamble Company | Method of hydrophilizing materials |
| JP3822805B2 (ja) * | 2001-07-05 | 2006-09-20 | 松下電工株式会社 | 釉薬組成物及び防汚陶磁器 |
| JP2003277691A (ja) * | 2002-03-26 | 2003-10-02 | Nippon Paint Co Ltd | 水中摩擦低減塗膜及び水中摩擦低減方法 |
| CN100357228C (zh) * | 2002-07-24 | 2007-12-26 | 唐山惠达陶瓷(集团)股份有限公司 | 一种具有自洁釉面的卫生洁具 |
| CN100497243C (zh) * | 2002-09-27 | 2009-06-10 | Toto株式会社 | 卫生陶器毛坯用组合物及其制备方法、和使用该组合物的卫生陶器的制造方法 |
| GB2411171B (en) * | 2002-10-07 | 2007-03-07 | Serel Seramik Sanayi Ve Ticare | Ceramic glaze surface coating |
| US6857141B1 (en) * | 2003-09-25 | 2005-02-22 | Karen R. Jackson | Lavatory wicker basin |
| EP1553068A1 (en) * | 2004-01-10 | 2005-07-13 | Nanogate Coating Systems GmbH | Inorganic coating for ceramic ware |
| US20060207005A1 (en) * | 2005-03-16 | 2006-09-21 | Janssen Terrance E | Cartridge apparatus for urinal |
| CN1332907C (zh) * | 2005-04-01 | 2007-08-22 | 邢宪生 | 一种改善陶瓷制品釉面效果和功能的方法 |
| KR20080044204A (ko) * | 2005-05-09 | 2008-05-20 | 아메리칸 스탠다드 인터네쇼날 인코포레이티드 | 높은 아연 함량을 갖는 이중 유약 층에 의한 항균 유약 및자기 법랑 |
| JPWO2007039985A1 (ja) * | 2005-09-30 | 2009-04-16 | 三井化学株式会社 | 酸化珪素膜で被覆された光触媒を含有する無機焼結体 |
| MX2009008853A (es) * | 2007-02-20 | 2009-08-28 | Microban Products | Vidriado ceramico que tiene propiedades anti-microbianas. |
| US7560401B2 (en) * | 2007-04-20 | 2009-07-14 | Johnson Matthey Public Limited Company | Frits and obscuration enamels for automotive applications |
| US10159255B2 (en) | 2008-02-16 | 2018-12-25 | Microban Products Company | Biocidal glazing composition, method, and article |
| ITRE20080089A1 (it) * | 2008-09-29 | 2010-03-30 | Granitifiandre Societa Per Azioni | '' metodo per la fabbricazione di prodotti ceramici '' |
| DE202009011602U1 (de) | 2009-08-24 | 2009-12-17 | Kipar, Kathrin | Sanitärkeramik |
| JP5482572B2 (ja) * | 2010-08-25 | 2014-05-07 | Toto株式会社 | 防汚性マット調表面を有した衛生陶器 |
| JP5158168B2 (ja) * | 2010-09-29 | 2013-03-06 | Toto株式会社 | 写像性に優れた衛生陶器 |
| JP5099531B2 (ja) * | 2010-09-29 | 2012-12-19 | Toto株式会社 | 素地隠蔽性に優れた釉薬層を有する衛生陶器 |
| WO2012108433A1 (ja) * | 2011-02-07 | 2012-08-16 | 京セラ株式会社 | 装飾品用部材およびこれを備える装飾品 |
| CN102515873A (zh) * | 2011-12-14 | 2012-06-27 | 潮州市三泰陶瓷有限公司 | 一种金晶釉面装饰陶瓷 |
| JP6205751B2 (ja) * | 2013-02-28 | 2017-10-04 | Toto株式会社 | 高拡散反射性耐汚染性釉薬層を形成可能な釉薬組成物およびそれにより形成された釉薬層を有する部材 |
| CN104016718B (zh) * | 2013-02-28 | 2016-08-24 | Toto株式会社 | 高扩散反射釉药层和耐污染釉药层及制造其的釉药组成物 |
| DE102013206149A1 (de) | 2013-04-08 | 2014-10-23 | Kipp Verpachtungen E.K. | Mechanisches Verbindungselement |
| WO2016048259A1 (en) * | 2014-09-23 | 2016-03-31 | Matel Hammadde Sanayi Ve Ticaret Anonim Şirketi | Surface technology generated with a single firing in ceramic sanitaryware products |
| DE102015101609B3 (de) * | 2015-02-04 | 2016-06-30 | Duravit Aktiengesellschaft | Keramischer Gegenstand und Verfahren zur Herstellung eines solchen |
| US10064273B2 (en) | 2015-10-20 | 2018-08-28 | MR Label Company | Antimicrobial copper sheet overlays and related methods for making and using |
| US10899657B1 (en) | 2016-03-09 | 2021-01-26 | Microban Products Company | Ceramic additive formulation and method of making |
| US9974310B2 (en) | 2016-03-09 | 2018-05-22 | Microban Products Company | Ceramic additive formulation and method of making |
| US11844351B2 (en) | 2016-10-31 | 2023-12-19 | Microban Products Company | Method of treating a glazed ceramic article |
| DE102016122709B3 (de) * | 2016-11-24 | 2018-03-01 | Duravit Aktiengesellschaft | Keramischer Gegenstand und Verfahren zur Herstellung eines solchen |
| EP3339271B1 (en) * | 2016-12-22 | 2019-03-06 | Toto Ltd. | Antifouling matted object |
| JP6890450B2 (ja) * | 2017-03-30 | 2021-06-18 | 株式会社Lixil | タイル及びタイルの製造方法 |
| TWI760546B (zh) | 2017-08-23 | 2022-04-11 | 安地卡及巴布達商區塊鏈控股有限公司 | 用於高安全性高速資料加密及傳輸的電腦實施系統與方法 |
| TWI789420B (zh) * | 2017-08-31 | 2023-01-11 | 美商康寧公司 | 可攜式電子裝置的外殼及製造其之方法 |
| JP6967921B2 (ja) * | 2017-09-15 | 2021-11-17 | 株式会社Lixil | 衛生陶器 |
| CN110615664A (zh) * | 2018-06-20 | 2019-12-27 | 骊住株式会社 | 卫生陶器以及卫生陶器的制造方法 |
| JP6908208B2 (ja) * | 2019-03-08 | 2021-07-21 | Toto株式会社 | 釉薬層を備えた物品 |
| JP7515853B2 (ja) * | 2020-03-26 | 2024-07-16 | 株式会社フジキン | 継手および流体制御装置 |
| JP7235103B2 (ja) | 2020-03-31 | 2023-03-08 | Toto株式会社 | 衛生陶器 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS557541A (en) * | 1978-06-30 | 1980-01-19 | Nippon Crucible Co | Silicon carbide coating material |
| US4337316A (en) * | 1980-09-19 | 1982-06-29 | Ferro Corporation | Sanitary ware and process of production |
| GB9108257D0 (en) * | 1991-04-17 | 1991-06-05 | Cookson Group Plc | Glaze compositions |
| JPH04349144A (ja) * | 1991-05-24 | 1992-12-03 | Inax Corp | 超光沢釉 |
| JPH05262581A (ja) * | 1992-03-16 | 1993-10-12 | Toto Ltd | 装飾窯業製品の製造方法 |
| JP2980457B2 (ja) * | 1992-08-04 | 1999-11-22 | 東陶機器株式会社 | 衛生陶器用素地及びその製造方法 |
| US5922444A (en) * | 1992-10-27 | 1999-07-13 | Ngk Spark Plug Co., Ltd. | Glaze composition |
-
1999
- 1999-05-27 CN CNB998008400A patent/CN1281555C/zh not_active Expired - Lifetime
- 1999-05-27 ES ES01124793T patent/ES2312391T3/es not_active Expired - Lifetime
- 1999-05-27 EP EP01124792A patent/EP1176129A3/en not_active Withdrawn
- 1999-05-27 JP JP55904999A patent/JP3339640B2/ja not_active Expired - Lifetime
- 1999-05-27 AT AT99925283T patent/ATE267150T1/de not_active IP Right Cessation
- 1999-05-27 AT AT01124793T patent/ATE407104T1/de not_active IP Right Cessation
- 1999-05-27 EP EP99925283A patent/EP1090893B1/en not_active Expired - Lifetime
- 1999-05-27 WO PCT/JP1999/002810 patent/WO1999061392A1/ja active IP Right Grant
- 1999-05-27 KR KR10-2000-7010346A patent/KR100524157B1/ko not_active IP Right Cessation
- 1999-05-27 CN CNB2006101148711A patent/CN100450975C/zh not_active Expired - Lifetime
- 1999-05-27 EP EP01124793A patent/EP1176130B1/en not_active Expired - Lifetime
- 1999-05-27 DE DE69917454T patent/DE69917454T2/de not_active Expired - Lifetime
- 1999-05-27 DE DE69939492T patent/DE69939492D1/de not_active Expired - Lifetime
- 1999-05-27 ES ES99925283T patent/ES2222032T3/es not_active Expired - Lifetime
-
2000
- 2000-01-27 US US09/490,894 patent/US6548162B1/en not_active Expired - Fee Related
- 2000-06-15 JP JP2000180216A patent/JP4395821B2/ja not_active Expired - Fee Related
-
2003
- 2003-02-05 US US10/358,590 patent/US6699606B2/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI650247B (zh) * | 2015-09-15 | 2019-02-11 | 日商Toto股份有限公司 | 具有光觸媒層之衛生陶器 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE267150T1 (de) | 2004-06-15 |
| CN1272101A (zh) | 2000-11-01 |
| DE69917454T2 (de) | 2004-09-23 |
| DE69939492D1 (de) | 2008-10-16 |
| EP1176130B1 (en) | 2008-09-03 |
| JP3339640B2 (ja) | 2002-10-28 |
| JP4395821B2 (ja) | 2010-01-13 |
| EP1090893A4 (en) | 2001-10-24 |
| KR100524157B1 (ko) | 2005-10-25 |
| ATE407104T1 (de) | 2008-09-15 |
| KR20010042013A (ko) | 2001-05-25 |
| CN100450975C (zh) | 2009-01-14 |
| EP1090893B1 (en) | 2004-05-19 |
| EP1176129A2 (en) | 2002-01-30 |
| EP1176129A3 (en) | 2002-03-20 |
| ES2222032T3 (es) | 2005-01-16 |
| DE69917454D1 (de) | 2004-06-24 |
| ES2312391T3 (es) | 2009-03-01 |
| CN1900021A (zh) | 2007-01-24 |
| US6699606B2 (en) | 2004-03-02 |
| EP1176130A2 (en) | 2002-01-30 |
| JP2001058865A (ja) | 2001-03-06 |
| EP1090893A1 (en) | 2001-04-11 |
| US20030134107A1 (en) | 2003-07-17 |
| WO1999061392A1 (fr) | 1999-12-02 |
| US6548162B1 (en) | 2003-04-15 |
| EP1176130A3 (en) | 2002-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1281555C (zh) | 卫生陶器及其制造方法 | |
| CN1246257C (zh) | 防污处理方法及具有玻璃层的制品、强化陶瓷器及其制造方法、具有玻璃层的制品及其制造方法 | |
| CN1206302C (zh) | 亲水性材料、制备它的方法以及用于制备它的涂料和装置 | |
| CN1105756C (zh) | 涂布用混合料、涂布膜及其制备方法 | |
| CN1293154C (zh) | 喷墨打印墨水用色料、喷墨打印墨水、含该色料的颜料水分散液及有机和无机复合颗粒 | |
| CN1218039C (zh) | 淀粉酶 | |
| CN1301795C (zh) | 光催化剂组合物 | |
| CN1950314A (zh) | 改善受污损多孔表面外观并加以保持的方法 | |
| CN1062899C (zh) | 改进的含液体多元醇和镁皂的酰基羟乙磺酸盐皮肤清洗皂条 | |
| CN1259162A (zh) | 光催化亲水性膜形成前表面的预处理方法及该方法所用的清洗剂和底漆涂料组合物 | |
| CN1258501C (zh) | 卫生陶器制品 | |
| CN1151761A (zh) | 具有更低吸附性和更高水解能力的枯草溶菌素bpn’变异体 | |
| CN1342731A (zh) | 复合颗粒、其制备方法以及使用该复合颗粒的颜料、油漆和树脂组合物 | |
| CN1078731A (zh) | 墨水、利用墨水的墨水喷射记录工艺及其设备 | |
| CN1608113A (zh) | 油墨组合物 | |
| CN1039786A (zh) | 高折射率光致变色玻璃 | |
| CN1296444C (zh) | 喷墨记录用墨水、制造墨水的方法和喷墨记录方法 | |
| CN1077986A (zh) | 改进的或有关的洗涤组合物 | |
| CN1390890A (zh) | 用于喷墨打印墨水的黑色着色剂,以及含有这种黑色着色剂的喷墨打印墨水和水溶性颜料分散体 | |
| CN1232625C (zh) | 衣料的洗涤方法及洗涤剂组合物 | |
| CN1834056A (zh) | 一种装饰材料及其制备方法 | |
| CN1212395C (zh) | 突变α-淀粉酶 | |
| CN1148575A (zh) | 颜料着色料 | |
| CN1738850A (zh) | 聚有机硅氧烷颗粒的制备方法和二氧化硅颗粒的制备方法 | |
| CN1769593A (zh) | 透水平板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: TOTO CO., LTD. Free format text: FORMER NAME OR ADDRESS: TOTO LTD. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: Kitakyushu, Fukuoka, Japan Patentee after: TOTO Ltd. Address before: Kitakyushu, Fukuoka, Japan Patentee before: Toto Ltd. |
|
| CX01 | Expiry of patent term |
Granted publication date: 20061025 |
|
| CX01 | Expiry of patent term |