CN113443385B - 一种汽车部件生产双层输送装置 - Google Patents
一种汽车部件生产双层输送装置 Download PDFInfo
- Publication number
- CN113443385B CN113443385B CN202110658918.5A CN202110658918A CN113443385B CN 113443385 B CN113443385 B CN 113443385B CN 202110658918 A CN202110658918 A CN 202110658918A CN 113443385 B CN113443385 B CN 113443385B
- Authority
- CN
- China
- Prior art keywords
- lifting
- frame
- conveying
- extension
- double
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G41/00—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames
- B65G41/001—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames with the conveyor adjustably mounted on the supporting frame or base
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/12—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by chains or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G23/00—Driving gear for endless conveyors; Belt- or chain-tensioning arrangements
- B65G23/44—Belt or chain tensioning arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Structure Of Belt Conveyors (AREA)
Abstract
本公开提供一种汽车部件生产双层输送装置,包括:升降导向筒,所述升降导向筒的内侧壁设置有螺旋导向槽,所述升降导向筒的外侧环绕设置有多个延伸输送带;固定底板,设置于所述升降导向筒的底部,所述固定底板的中间设置有升降螺套。本发明通过同步升降架上设置有多层环形承载架,而每个环形承载架上都设置有旋转调节架和转运输送架,而同步升降架整体可以通过升降顶盘带动同步上下平移,以调节延伸输送带的高度,同时同步升降架通过导向滚轮和螺旋导向槽导向在升降的同时旋转固定角度,从而可以带动延伸输送带在不同高度和角度朝向的延伸输送带之间移动调节,以连通不同高度和角度朝向的延伸输送带,从而可以对汽车部件进行转运输送。
Description
技术领域
本公开涉及汽车部件生产技术领域,尤其涉及一种汽车部件生产双层输送装置。
背景技术
汽车的生产主要分为经过冲压、焊接、涂装和总装四大步骤,而冲压生产工艺是将钢板冲压成汽车的车身主体,即车身覆盖件及结构件的过程,冲压是一种传统的材料成型工艺,伴随着汽车行业的发展,冲压工艺大规模应用在制造业,冲压工艺大大的提高了材料成型的精度和效率,而汽车部件进行加工时一般通过相应的传送带进行输送。
本申请人发现目前将汽车部件在多条传送带之间转运输送时,通常使用吸盘牵引机构,但吸盘牵引机构具有一定局限性,在汽车板件质量较大或没有合适的吸盘固定点时,难以进行移动输送,难以根据实际板件需求进行灵活调节,输送转运时效率较低。
发明内容
有鉴于此,本公开的目的在于提出一种汽车部件生产双层输送装置,以解决汽车部件生产线在多条传送带之间转运输送时灵活性和效率较低的问题。
基于上述目的,本公开提供了一种汽车部件生产双层输送装置,包括:
升降导向筒,所述升降导向筒的内侧壁设置有螺旋导向槽,所述升降导向筒的外侧环绕设置有多个延伸输送带;
固定底板,设置于所述升降导向筒的底部,所述固定底板的中间设置有升降螺套,所述升降螺套的左右两侧对称设置有导向滑套;
升降顶盘,设置于所述升降导向筒的中间,所述升降顶盘的底部中心处设置有升降螺杆,所述升降螺杆的左右两侧对称平行设置有竖直导向杆,所述升降顶盘的顶部中心处设置有连接转盘,所述连接转盘的上方设置有同步升降架,所述同步升降架的外侧均匀环绕设置有导向滚轮;
环形承载架,设置于所述同步升降架的中间,所述环形承载架的中心设置有旋转连接槽,所述旋转连接槽的下侧设置有调节齿环;
旋转调节架,设置于所述环形承载架的内侧,所述旋转调节架的中间设置有旋转连接环,所述旋转连接环的下侧设置有调节齿轮,所述调节齿轮的轴端设置有调节电机;
转运输送架,设置于所述旋转调节架的上方,所述转运输送架的中间均匀平行设置有多个承载输送辊,所述承载输送辊的外侧设置有弹性输送皮带;
延伸支撑臂,对称设置于所述转运输送架的左右两端,所述延伸支撑臂的内端设置有张紧转轴,所述张紧转轴的轴端设置有张紧电机,所述延伸支撑臂的外端设置有外端张紧辊,所述外端张紧辊的中间设置有输送电机。
在一些可选实施例中,所述延伸输送带围绕所述升降导向筒的竖直中心线外侧呈圆周状均匀环绕对称设置,水平相邻的延伸输送带之间相互垂直设置,所述延伸输送带沿所述升降导向筒的竖直中心线方向水平均匀平行设置。
在一些可选实施例中,所述升降螺套的外侧设置有升降齿轮,所述升降齿轮的外侧的设置有驱动齿轮,所述驱动齿轮的轴端设置有升降电机,所述升降齿轮与所述驱动齿轮之间相互啮合构成传动机构。
在一些可选实施例中,所述升降顶盘通过所述竖直导向杆与所述导向滑套滑动连接,所述升降顶盘通过所述升降螺杆与所述升降螺套相互连接。
在一些可选实施例中,所述同步升降架通过所述连接转盘与所述升降顶盘转动连接,所述同步升降架通过所述导向滚轮与所述螺旋导向槽滑动连接,所述导向滚轮与所述螺旋导向槽之间尺寸相互配合。
在一些可选实施例中,所述螺旋导向槽的底端与顶端夹角为90度,所述螺旋导向槽的底端与顶端的高度差等于垂直相邻的延伸输送带的高度差。
在一些可选实施例中,所述同步升降架的中心竖向平行设置有多个环形承载架,所述环形承载架的竖直中心线与所述同步升降架的竖直中心线位于同一直线上,所述环形承载架的竖直中心线与所述升降导向筒的竖直中心线位于同一直线上,所述弹性输送皮带的上表面与所述延伸输送带的上表面位于同一平面上。
在一些可选实施例中,所述旋转调节架通过所述旋转连接环和所述旋转连接槽与所述环形承载架之间转动连接,所述调节齿轮与所述调节齿环之间相互啮合构成传动机构。
在一些可选实施例中,所述外端张紧辊的轴向中心线与所述承载输送辊的轴向中心线之间相互平行,所述外端张紧辊与所述承载输送辊之间通过所述弹性输送皮带相互连接。
在一些可选实施例中,所述延伸支撑臂通过所述张紧转轴与所述转运输送架转动连接。
从上面所述可以看出,本公开提供的汽车部件生产双层输送装置,通过同步升降架上设置有多层环形承载架,而每个环形承载架上都设置有旋转调节架和转运输送架,通过转运输送架可以连通外侧环绕设置的多条延伸输送带,使延伸输送带之间可以通过转运输送架进行连通输送,而同步升降架整体可以通过升降顶盘带动同步上下平移,以调节延伸输送带的高度,同时同步升降架通过导向滚轮和螺旋导向槽导向在升降的同时旋转固定角度,从而可以带动延伸输送带在不同高度和角度朝向的延伸输送带之间移动调节,以连通不同高度和角度朝向的延伸输送带,从而可以对汽车部件进行转运输送。
附图说明
为了更清楚地说明本公开或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
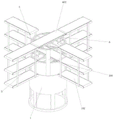
图1为本公开实施例的结构示意图;
图2为本公开实施例的正面结构示意图;
图3为本公开实施例的升降导向筒的结构示意图;
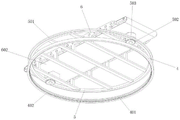
图4为本公开实施例的升降顶盘的结构示意图;
图5为本公开实施例的环形承载架的结构示意图;
图6为本公开实施例的转运输送架的结构示意图。
具体实施方式
为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,对本公开进一步详细说明。
需要说明的是,除非另外定义,本公开实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
本公开,一种汽车部件生产双层输送装置,包括:
升降导向筒1,升降导向筒1的内侧壁设置有螺旋导向槽101,升降导向筒1的外侧环绕设置有多个延伸输送带102;
固定底板2,设置于升降导向筒1的底部,固定底板2的中间设置有升降螺套201,升降螺套201的左右两侧对称设置有导向滑套205;
升降顶盘3,设置于升降导向筒1的中间,升降顶盘3的底部中心处设置有升降螺杆301,升降螺杆301的左右两侧对称平行设置有竖直导向杆302,升降顶盘3的顶部中心处设置有连接转盘303,连接转盘303的上方设置有同步升降架304,同步升降架304的外侧均匀环绕设置有导向滚轮305;
环形承载架4,设置于同步升降架304的中间,环形承载架4的中心设置有旋转连接槽401,旋转连接槽401的下侧设置有调节齿环402;
旋转调节架5,设置于环形承载架4的内侧,旋转调节架5的中间设置有旋转连接环501,旋转连接环501的下侧设置有调节齿轮502,调节齿轮502的轴端设置有调节电机503;
转运输送架6,设置于旋转调节架5的上方,转运输送架6的中间均匀平行设置有多个承载输送辊601,承载输送辊601的外侧设置有弹性输送皮带602;
延伸支撑臂7,对称设置于转运输送架6的左右两端,延伸支撑臂7的内端设置有张紧转轴701,张紧转轴701的轴端设置有张紧电机702,延伸支撑臂7的外端设置有外端张紧辊703,外端张紧辊703的中间设置有输送电机704。
请参阅图1至图6,作为本发明的一个实施例,一种汽车部件生产双层输送装置,包括:升降导向筒1,升降导向筒1的内侧壁设置有螺旋导向槽101,升降导向筒1的外侧环绕设置有多个延伸输送带102;固定底板2,设置于升降导向筒1的底部,固定底板2的中间设置有升降螺套201,升降螺套201的左右两侧对称设置有导向滑套205;升降顶盘3,设置于升降导向筒1的中间,升降顶盘3的底部中心处设置有升降螺杆301,升降螺杆301的左右两侧对称平行设置有竖直导向杆302,升降顶盘3的顶部中心处设置有连接转盘303,连接转盘303的上方设置有同步升降架304,同步升降架304的外侧均匀环绕设置有导向滚轮305;环形承载架4,设置于同步升降架304的中间,环形承载架4的中心设置有旋转连接槽401,旋转连接槽401的下侧设置有调节齿环402;旋转调节架5,设置于环形承载架4的内侧,旋转调节架5的中间设置有旋转连接环501,旋转连接环501的下侧设置有调节齿轮502,调节齿轮502的轴端设置有调节电机503;转运输送架6,设置于旋转调节架5的上方,转运输送架6的中间均匀平行设置有多个承载输送辊601,承载输送辊601的外侧设置有弹性输送皮带602;延伸支撑臂7,对称设置于转运输送架6的左右两端,延伸支撑臂7的内端设置有张紧转轴701,张紧转轴701的轴端设置有张紧电机702,延伸支撑臂7的外端设置有外端张紧辊703,外端张紧辊703的中间设置有输送电机704。
请参阅图1至图6,可选的,装置通过设置的多个延伸输送带102,每个延伸输送带102都可以向外连接不同的生产线传送线,从而装置可以接入多条生产线的传送系统,作为多条生产线的传送系统的转运输送枢纽,而延伸输送带102围绕升降导向筒1的竖直中心线外侧呈圆周状均匀环绕对称设置,水平相邻的延伸输送带102之间相互垂直设置,延伸输送带102沿升降导向筒1的竖直中心线方向水平均匀平行设置,所以延伸输送带102设置有多层,而每层的延伸输送带102呈十字型结构布局,延伸输送带102之间便通过升降导向筒1中的升降顶盘3上装设的转运输送架6进行连通输送,升降螺套201的外侧设置有升降齿轮202,升降齿轮202的外侧的设置有驱动齿轮203,驱动齿轮203的轴端设置有升降电机204,升降齿轮202与驱动齿轮203之间相互啮合构成传动机构,升降顶盘3通过竖直导向杆302与导向滑套205滑动连接,升降顶盘3通过升降螺杆301与升降螺套201相互连接,所以通过转动驱动齿轮203和升降齿轮202,便可以带动升降螺套201转动,以通过升降螺杆301驱动升降顶盘3上下移动调节高度,进而带动其上承载的升降顶盘3、同步升降架304和多个旋转调节架5及转运输送架6同步移动调节高度,以便于将转运输送架6在多层延伸输送带102之间平移,使转运输送架6与不同高度的延伸输送带102对齐,便于汽车部件沿连通的输送带平移输送,或通过转运输送架6承载同步移动,由一个延伸输送带102移动至另一不同高度的延伸输送带102,完成对汽车部件的转运输送工作,并且升降顶盘3上设置有双层的转运输送架6,双层的转运输送架6之间的高度差等于垂直相邻的延伸输送带102的高度差,所以可以同步移动双层的转运输送架6,使每个转运输送架6都可以对其对应高度的延伸输送带102,便于同时进行两条传送结构的调节,使用传送时更加方便快捷,效率更高。
请参阅图1至图6,可选的,装置通过同步升降架304带动其上的双层转运输送架6同步上下平移,以将转运输送架6在多层延伸输送带102之间平移,对齐不同高度的延伸输送带102,而同步升降架304通过连接转盘303与升降顶盘3转动连接,并且同步升降架304通过导向滚轮305与螺旋导向槽101滑动连接,导向滚轮305与螺旋导向槽101之间尺寸相互配合,所以升降顶盘3带动同步升降架304同步升降移动时,升降顶盘3可以通过导向滚轮305沿螺旋导向槽101滑动,而螺旋导向槽101的底端与顶端夹角为90度,螺旋导向槽101的底端与顶端的高度差等于垂直相邻的延伸输送带102的高度差,所以升降顶盘3在升降的一定距离的同时通过螺旋导向槽101导向也转动固定角度,以便于其上的双层转运输送架6同步升降转动,可以同步移动双层的转运输送架6,使每个转运输送架6都可以在升降高度的同时调节朝向角度,以对其对应高度和朝向角度的延伸输送带102,使用传送时更加方便快捷,效率更高。
请参阅图1至图6,可选的,装置通过同步升降架304带动其上的双层转运输送架6同步上下平移,以将转运输送架6在多层延伸输送带102之间平移,对齐不同高度和角度的延伸输送带102,而转运输送架6设置在旋转调节架5上,同步升降架304的中心竖向平行设置有多个环形承载架4,环形承载架4的竖直中心线与同步升降架304的竖直中心线位于同一直线上,环形承载架4的竖直中心线与升降导向筒1的竖直中心线位于同一直线上,弹性输送皮带602的上表面与延伸输送带102的上表面位于同一平面上,并且旋转调节架5通过旋转连接环501和旋转连接槽401与环形承载架4之间转动连接,调节齿轮502与调节齿环402之间相互啮合构成传动机构,所以通过调节齿轮502与调节齿环402可以驱动旋转调节架5整体转动,进而带动其上的转运输送架6转动,以调节转运输送架6的朝向角度,便于连通不同角度朝向的延伸输送带102,使用更加灵活方便。
请参阅图1至图6,可选的,装置通过转运输送架6上的弹性输送皮带602可以承载、转运输送汽车部件,而弹性输送皮带602通过其两端的外端张紧辊703驱动移动,外端张紧辊703的轴向中心线与承载输送辊601的轴向中心线之间相互平行,外端张紧辊703与承载输送辊601之间通过弹性输送皮带602相互连接,通过外端张紧辊703转动便可以带动所有承载输送辊601同步转动,进而使弹性输送皮带602移动以对汽车部件进行输送,而外端张紧辊703设置在延伸支撑臂7的外端,延伸支撑臂7的内端则通过张紧转轴701与转运输送架6转动连接,通过张紧电机702可以驱动张紧转轴701转动,以带动延伸支撑臂7转动,进而使外端张紧辊703同步移动转动,通过向上翻转外端张紧辊703,便可以缩短外端张紧辊703之间的距离,进而缩短弹性输送皮带602的整体长度,便于转运输送架6进行转动调节角度进行输送,同时抬起的外端张紧辊703可以构成阻拦结构,避免承载的汽车部件滑落。进行输送时更加安全灵活。
使用时,首先将装置的各个延伸输送带102接入汽车部件产线的输送系统,然后可以通过调节电机503驱动调节齿轮502转动,而调节齿轮502通过调节齿环402驱动旋转调节架5和其上的延伸输送带102转动,以调节延伸输送带102的初始朝向角度,完成调节进行输送时,汽车部件可以由延伸输送带102输送至转运输送架6的弹性输送皮带602上,然后张紧电机702可以驱动张紧转轴701转动,以带动延伸支撑臂7转动,进而使外端张紧辊703同步移动转动,使外端张紧辊703向上翻转,以缩短弹性输送皮带602的整体长度,然后升降电机204便可以带动驱动齿轮203转动,而驱动齿轮203通过升降齿轮202带动升降螺套201转动,升降螺套201便可以通过升降螺杆301驱动升降顶盘3向上或向下移动调节,而升降顶盘3则带动同步升降架304同步上下移动,同步升降架304上下移动的同时,通过导向滚轮305沿螺旋导向槽101导向同步转动,以带动所有转运输送架6同步转动,进而可以使转运输送架6上下移动固定高度同时转动固定角度,使转运输送架6可以由一个高度角度的延伸输送带102移动对齐至另一高度角度的延伸输送带102,当转运输送架6与对应高度角度的延伸输送带102对齐后,张紧电机702便可以驱动张紧转轴701转动,以带动延伸支撑臂7转动,使外端张紧辊703向下翻转,使外端张紧辊703同步移动转动复位,然后输送电机704便可以驱动外端张紧辊703转动,外端张紧辊703带动弹性输送皮带602移动,通过弹性输送皮带602将其上承载的汽车部件水平输送至对应的延伸输送带102上,完成汽车部件的输送工作。
本发明提供的汽车部件生产双层输送装置,通过同步升降架304上设置有多层环形承载架4,而每个环形承载架4上都设置有旋转调节架5和转运输送架6,通过转运输送架6可以连通外侧环绕设置的多条延伸输送带102,使延伸输送带102之间可以通过转运输送架6进行连通输送,而同步升降架304整体可以通过升降顶盘3带动同步上下平移,以调节延伸输送带102的高度,同时同步升降架304通过导向滚轮305和螺旋导向槽101导向在升降的同时旋转固定角度,从而可以带动延伸输送带102在不同高度和角度朝向的延伸输送带102之间移动调节,以连通不同高度和角度朝向的延伸输送带102,从而可以对汽车部件进行转运输送。
所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开实施例的范围(包括权利要求)被限于这些例子;在本公开实施例的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本公开实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
尽管已经结合了本公开的具体实施例对本公开进行了描述,但是根据前面的描述,这些实施例的很多替换、修改和变型对本领域普通技术人员来说将是显而易见的。
本公开实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本公开实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
Claims (10)
1.一种汽车部件生产双层输送装置,其特征在于,包括:
升降导向筒,所述升降导向筒的内侧壁设置有螺旋导向槽,所述升降导向筒的外侧环绕设置有多个延伸输送带;
固定底板,设置于所述升降导向筒的底部,所述固定底板的中间设置有升降螺套,所述升降螺套的左右两侧对称设置有导向滑套;
升降顶盘,设置于所述升降导向筒的中间,所述升降顶盘的底部中心处设置有升降螺杆,所述升降螺杆的左右两侧对称平行设置有竖直导向杆,所述升降顶盘的顶部中心处设置有连接转盘,所述连接转盘的上方设置有同步升降架,所述同步升降架的外侧均匀环绕设置有导向滚轮;
环形承载架,设置于所述同步升降架的中间,所述环形承载架的中心设置有旋转连接槽,所述旋转连接槽的下侧设置有调节齿环;
旋转调节架,设置于所述环形承载架的内侧,所述旋转调节架的中间设置有旋转连接环,所述旋转连接环的下侧设置有调节齿轮,所述调节齿轮的轴端设置有调节电机;
转运输送架,设置于所述旋转调节架的上方,所述转运输送架的中间均匀平行设置有多个承载输送辊,所述承载输送辊的外侧设置有弹性输送皮带;
延伸支撑臂,对称设置于所述转运输送架的左右两端,所述延伸支撑臂的内端设置有张紧转轴,所述张紧转轴的轴端设置有张紧电机,所述延伸支撑臂的外端设置有外端张紧辊,所述外端张紧辊的中间设置有输送电机。
2.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述延伸输送带围绕所述升降导向筒的竖直中心线外侧呈圆周状均匀环绕对称设置,水平相邻的延伸输送带之间相互垂直设置,所述延伸输送带沿所述升降导向筒的竖直中心线方向水平均匀平行设置。
3.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述升降螺套的外侧设置有升降齿轮,所述升降齿轮的外侧的设置有驱动齿轮,所述驱动齿轮的轴端设置有升降电机,所述升降齿轮与所述驱动齿轮之间相互啮合构成传动机构。
4.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述升降顶盘通过所述竖直导向杆与所述导向滑套滑动连接,所述升降顶盘通过所述升降螺杆与所述升降螺套相互连接。
5.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述同步升降架通过所述连接转盘与所述升降顶盘转动连接,所述同步升降架通过所述导向滚轮与所述螺旋导向槽滑动连接,所述导向滚轮与所述螺旋导向槽之间尺寸相互配合。
6.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述螺旋导向槽的底端与顶端夹角为90度,所述螺旋导向槽的底端与顶端的高度差等于垂直相邻的延伸输送带的高度差。
7.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述同步升降架的中心竖向平行设置有多个环形承载架,所述环形承载架的竖直中心线与所述同步升降架的竖直中心线位于同一直线上,所述环形承载架的竖直中心线与所述升降导向筒的竖直中心线位于同一直线上,所述弹性输送皮带的上表面与所述延伸输送带的上表面位于同一平面上。
8.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述旋转调节架通过所述旋转连接环和所述旋转连接槽与所述环形承载架之间转动连接,所述调节齿轮与所述调节齿环之间相互啮合构成传动机构。
9.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述外端张紧辊的轴向中心线与所述承载输送辊的轴向中心线之间相互平行,所述外端张紧辊与所述承载输送辊之间通过所述弹性输送皮带相互连接。
10.根据权利要求1所述的汽车部件生产双层输送装置,其特征在于,所述延伸支撑臂通过所述张紧转轴与所述转运输送架转动连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110658918.5A CN113443385B (zh) | 2021-06-15 | 2021-06-15 | 一种汽车部件生产双层输送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110658918.5A CN113443385B (zh) | 2021-06-15 | 2021-06-15 | 一种汽车部件生产双层输送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113443385A CN113443385A (zh) | 2021-09-28 |
| CN113443385B true CN113443385B (zh) | 2022-07-29 |
Family
ID=77811503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110658918.5A Active CN113443385B (zh) | 2021-06-15 | 2021-06-15 | 一种汽车部件生产双层输送装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113443385B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114472186B (zh) * | 2022-01-27 | 2022-10-18 | 广东顶峰精密技术有限公司 | 锂电模切辅料视觉检测装置 |
| CN114633919B (zh) * | 2022-04-11 | 2024-05-03 | 济南泉华包装制品有限公司 | 方便快速调整物体包装角度的自动化包装机 |
| CN115057208A (zh) * | 2022-06-28 | 2022-09-16 | 宝阳装备科技(淮安)有限公司 | 物流装备转向系统 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02123020A (ja) * | 1988-11-01 | 1990-05-10 | Japan Tobacco Inc | スパイラル揚重機 |
| CN204150590U (zh) * | 2014-10-20 | 2015-02-11 | 山东伊特诺尔机电设备有限公司 | 一种皮带输送设备的张紧翻转装置 |
| CN207845021U (zh) * | 2017-08-02 | 2018-09-11 | 芜湖昊葛金自动化科技有限公司 | 一种竹节式螺旋升降平台 |
| CN209052042U (zh) * | 2018-09-13 | 2019-07-02 | 喻琦 | 多向自动化分流移载机 |
| CN210557389U (zh) * | 2019-07-04 | 2020-05-19 | 成都瑞和致远包装印务有限公司 | 一种纸箱生产线的带式输送机 |
| CN211033958U (zh) * | 2019-08-08 | 2020-07-17 | 华晓精密工业(苏州)有限公司 | 旋转滚筒线 |
| CN212268644U (zh) * | 2020-04-30 | 2021-01-01 | 软服之家(苏州)科技有限公司 | 一种90°自动转弯换线输送机 |
| CN112320307A (zh) * | 2020-09-08 | 2021-02-05 | 江苏力维数控自动化有限公司 | 一种旋转平移机 |
| CN212668452U (zh) * | 2019-11-13 | 2021-03-09 | 湖北合强机械发展股份有限公司 | 火车车轮输送转向装置 |
-
2021
- 2021-06-15 CN CN202110658918.5A patent/CN113443385B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02123020A (ja) * | 1988-11-01 | 1990-05-10 | Japan Tobacco Inc | スパイラル揚重機 |
| CN204150590U (zh) * | 2014-10-20 | 2015-02-11 | 山东伊特诺尔机电设备有限公司 | 一种皮带输送设备的张紧翻转装置 |
| CN207845021U (zh) * | 2017-08-02 | 2018-09-11 | 芜湖昊葛金自动化科技有限公司 | 一种竹节式螺旋升降平台 |
| CN209052042U (zh) * | 2018-09-13 | 2019-07-02 | 喻琦 | 多向自动化分流移载机 |
| CN210557389U (zh) * | 2019-07-04 | 2020-05-19 | 成都瑞和致远包装印务有限公司 | 一种纸箱生产线的带式输送机 |
| CN211033958U (zh) * | 2019-08-08 | 2020-07-17 | 华晓精密工业(苏州)有限公司 | 旋转滚筒线 |
| CN212668452U (zh) * | 2019-11-13 | 2021-03-09 | 湖北合强机械发展股份有限公司 | 火车车轮输送转向装置 |
| CN212268644U (zh) * | 2020-04-30 | 2021-01-01 | 软服之家(苏州)科技有限公司 | 一种90°自动转弯换线输送机 |
| CN112320307A (zh) * | 2020-09-08 | 2021-02-05 | 江苏力维数控自动化有限公司 | 一种旋转平移机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113443385A (zh) | 2021-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113443385B (zh) | 一种汽车部件生产双层输送装置 | |
| CN102177003B (zh) | 基板输送机器人及系统 | |
| CN106115569A (zh) | 三维移载装置 | |
| CN109230399B (zh) | 传送装置和传送系统 | |
| TWI686262B (zh) | 托板搬送裝置及使用其之托板搬送方法 | |
| CN215709795U (zh) | 一种汽车零件加工输送装置 | |
| CN113458208A (zh) | 一种型材变曲率的弯曲方法及其弯曲机构 | |
| CN109928162B (zh) | 转运设备及型材转运系统 | |
| JP2012250809A (ja) | 移載装置およびコンベア装置 | |
| CN210339470U (zh) | 一种换向升降输送机及输送系统 | |
| CN112357537A (zh) | 板材分流输送装置 | |
| CN203612707U (zh) | 供纸原料架的纸卷位置调整系统 | |
| CN215317952U (zh) | 承载装置、珩前检测系统和珩磨生产线 | |
| JP4638536B2 (ja) | ブロー成形装置の型開閉機構 | |
| CN110281219B (zh) | 一种可定向转运对象的搬运机械手 | |
| CN109625482B (zh) | 立体送料及燃气灶多产线汇流总装生产系统 | |
| CN107416513A (zh) | 一种圆柱形产品的端部抱紧式移载装置 | |
| CN207016045U (zh) | 一种物料搬运流水线 | |
| CN220448997U (zh) | 石墨舟转运装置 | |
| CN219258869U (zh) | 一种用于玻璃输送的卧式旋转台 | |
| CN216807084U (zh) | 一种具有限位结构的电动滚筒输送机构 | |
| CN211444037U (zh) | 一种组合式循环输送系统 | |
| KR102528650B1 (ko) | 워크 반입출 장치 | |
| CN113441635B (zh) | 一种汽车板件自动化加工产线平移输送装置 | |
| CN218490591U (zh) | 一种气动皮带直角移载机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |