CN111718552B - 轴承用密封部件和其制造方法 - Google Patents
轴承用密封部件和其制造方法 Download PDFInfo
- Publication number
- CN111718552B CN111718552B CN202010194932.XA CN202010194932A CN111718552B CN 111718552 B CN111718552 B CN 111718552B CN 202010194932 A CN202010194932 A CN 202010194932A CN 111718552 B CN111718552 B CN 111718552B
- Authority
- CN
- China
- Prior art keywords
- rubber
- mass
- parts
- carbon black
- carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 238000000034 method Methods 0.000 title claims description 16
- 229920001971 elastomer Polymers 0.000 claims abstract description 92
- 239000005060 rubber Substances 0.000 claims abstract description 92
- 239000006229 carbon black Substances 0.000 claims abstract description 45
- 229910052751 metal Inorganic materials 0.000 claims abstract description 39
- 239000002184 metal Substances 0.000 claims abstract description 39
- 239000000203 mixture Substances 0.000 claims abstract description 37
- 239000003575 carbonaceous material Substances 0.000 claims abstract description 34
- 238000010521 absorption reaction Methods 0.000 claims abstract description 26
- 238000004073 vulcanization Methods 0.000 claims abstract description 24
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 23
- 239000011162 core material Substances 0.000 claims abstract description 22
- -1 acrylic ester Chemical class 0.000 claims abstract description 11
- 238000000465 moulding Methods 0.000 claims abstract description 11
- 239000002041 carbon nanotube Substances 0.000 claims abstract description 9
- 229910021393 carbon nanotube Inorganic materials 0.000 claims abstract description 8
- 239000000945 filler Substances 0.000 claims description 18
- 238000004898 kneading Methods 0.000 claims description 18
- 239000006057 Non-nutritive feed additive Substances 0.000 claims description 15
- 238000010068 moulding (rubber) Methods 0.000 claims description 3
- 238000007789 sealing Methods 0.000 abstract description 23
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 48
- 239000003921 oil Substances 0.000 description 23
- 229920000800 acrylic rubber Polymers 0.000 description 15
- 229920000058 polyacrylate Polymers 0.000 description 15
- 229920000459 Nitrile rubber Polymers 0.000 description 10
- 239000000178 monomer Substances 0.000 description 10
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 9
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 9
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 9
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 239000004636 vulcanized rubber Substances 0.000 description 5
- 229910000019 calcium carbonate Inorganic materials 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 125000003700 epoxy group Chemical group 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 3
- 241000282320 Panthera leo Species 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 3
- 239000004927 clay Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000005909 Kieselgur Substances 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 239000006230 acetylene black Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910052570 clay Inorganic materials 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 229920006229 ethylene acrylic elastomer Polymers 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 239000003273 ketjen black Substances 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000002048 multi walled nanotube Substances 0.000 description 2
- 238000010060 peroxide vulcanization Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000002109 single walled nanotube Substances 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000010059 sulfur vulcanization Methods 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- HFCUBKYHMMPGBY-UHFFFAOYSA-N 2-methoxyethyl prop-2-enoate Chemical compound COCCOC(=O)C=C HFCUBKYHMMPGBY-UHFFFAOYSA-N 0.000 description 1
- HDIHOAXFFROQHR-UHFFFAOYSA-N 6-aminohexylcarbamic acid Chemical compound NCCCCCCNC(O)=O HDIHOAXFFROQHR-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000006237 Intermediate SAF Substances 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000000370 acceptor Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011164 primary particle Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/3284—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings characterised by their structure; Selection of materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/26—Sealings between relatively-moving surfaces with stuffing-boxes for rigid sealing rings
- F16J15/30—Sealings between relatively-moving surfaces with stuffing-boxes for rigid sealing rings with sealing rings made of carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0003—Discharging moulded articles from the mould
- B29C37/0007—Discharging moulded articles from the mould using means operable from outside the mould for moving between mould parts, e.g. robots
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K13/00—Use of mixtures of ingredients not covered by one single of the preceding main groups, each of these compounds being essential
- C08K13/02—Organic and inorganic ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7816—Details of the sealing or parts thereof, e.g. geometry, material
- F16C33/7833—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/26—Sealings between relatively-moving surfaces with stuffing-boxes for rigid sealing rings
- F16J15/28—Sealings between relatively-moving surfaces with stuffing-boxes for rigid sealing rings with sealing rings made of metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/328—Manufacturing methods specially adapted for elastic sealings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0067—Using separating agents during or after moulding; Applying separating agents on preforms or articles, e.g. to prevent sticking to each other
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Robotics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Sealing Material Composition (AREA)
- Gasket Seals (AREA)
- Sealing Of Bearings (AREA)
Abstract
一种具有橡胶成型品和金属芯材的轴承用密封部件,其特征在于,上述橡胶成型品通过将含有以丙烯酸酯为主成分的橡胶(A)100质量份、碳材料(B)1~30质量份、和DBP吸油量为20ml/100g以上且低于150ml/100g的碳黑(C)10~100质量份的橡胶组合物进行硫化成型而成,碳材料(B)为碳纳米管(B1)或DBP吸油量为150ml/100g以上1000ml/100g以下的碳黑(B2),且上述橡胶成型品的体积电阻值为1×106Ω·cm以下。这种密封部件具有优异的导电性,并且在制造时从金属模具脱模时的脱模性良好。
Description
技术领域
本发明涉及具有橡胶成型品和金属芯材的轴承用密封部件。本发明还涉和该密封部件的制造方法。
背景技术
汽车的车轴由滚动轴承支承,该轴承中,为了防止润滑脂的漏出和泥水的浸入,具备被称为密封部件的零件。密封部件的环状的金属芯材的表面利用橡胶成型品包覆,该密封部件使用导电性的橡胶成型品作为电磁噪声降低对策。作为用于密封部件的导电性橡胶组合物,例如可举出专利文献1或2所记载的丁腈橡胶组合物。
专利文献1中记载了将丁腈橡胶组合物硫化的成型品用于滚动轴承用油封,该丁腈橡胶组合物通过相对于丁腈橡胶100重量份含有碳黑5~50重量份、平均粒径5μm以下的石墨5~60重量份和它们以外的导电性碳5~50重量份而成,且碳黑、石墨和它们以外的导电性碳的合计量相对于丁腈橡胶100重量份为10~100重量份。
专利文献2中记载了具备密封圈的车轴支承持用滚动轴承部件,该密封圈由将通过向丙烯腈丁二烯橡胶中配合导电性碳黑和直径为0.2~1.0μm的针状导电性充填材料而成的导电性橡胶材料组合物进行了硫化的成型品构成。
但是,汽车经常在严苛环境下使用,因此,对用于密封部件的橡胶成型品要求即使在高温的环境下也耐用的物性。与丁腈橡胶相比,丙烯酸橡胶的耐热性优异,因此,研究着应用于轴承用密封部件。
在此,密封部件通常通过将金属芯材和添加了导电性材料的橡胶组合物充填于金属模具并进行加热加压而得到。但是,添加了导电性材料的丙烯酸橡胶组合物存在从金属模具脱模时的脱模性比丁腈橡胶组合物差的问题。如果从金属模具脱模时的脱模性差,不仅生产效率降低,而且包覆于金属芯材表面的橡胶成型品也可能破损。
现有技术文献
专利文献
专利文献1:日本特开2012-97213号公报
专利文献2:日本特开2004-353709号公报
发明内容
发明所要解决的课题
本发明是为了解决上述课题而研发的,其目的在于,提供具有优异的导电性,并且在制造时从金属模具脱模时的脱模性良好的密封部件。
用于解决课题的方案
上述课题通过提供一种具有橡胶成型品和金属芯材的轴承用密封部件得到解决,其中,上述橡胶成型品通过将含有以丙烯酸酯为主成分的橡胶(A)100质量份、碳材料(B)1~30质量份、和DBP吸油量为20ml/100g以上且低于150ml/100g的碳黑(C)10~100质量份的橡胶组合物进行硫化成型而成,碳材料(B)为碳纳米管(B1)或DBP吸油量为150ml/100g以上1000ml/100g以下的碳黑(B2),且上述橡胶成型品的体积电阻值为1×106Ω·cm以下。
此时,优选上述橡胶组合物还含有白色系充填材料(D)5~100质量份。也优选上述橡胶组合物还含有加工助剂(E)1~10质量份。
上述课题也能够通过提供一种上述密封部件的制造方法得到解决,其中,具有:将橡胶(A)、碳材料(B)和碳黑(C)混炼而得到橡胶组合物的混炼工序;将上述橡胶组合物在金属芯材上进行硫化成型的硫化工序。
此时,优选上述混炼工序中,进一步混炼白色系充填材料(D)。也优选上述混炼工序中,进一步混炼加工助剂(E)。
发明效果
本发明的密封部件所使用的橡胶成型品具有优异的导电性,因此,使用了该密封部件的轴承能够有效地抑制电磁噪声。另外,本发明的密封部件在其制造时从金属模具脱模时的脱模性良好,因此,生产效率优异。
具体实施方式
本发明的密封部件中包含的橡胶成型品通过将含有以丙烯酸酯为主成分的橡胶(A)、碳材料(B)和碳黑(C)的橡胶组合物进行硫化成型而成。
本发明中使用的橡胶(A)为以丙烯酸酯为主成分的橡胶。以丙烯酸酯为主成分是指橡胶(A)中的、源自丙烯酸酯的单位的含量为50质量%以上。源自丙烯酸酯的单位的含量优选为60质量%以上。
作为丙烯酸酯,适当使用丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯、丙烯酸甲氧基乙酯等。作为与丙烯酸酯共聚合的单体,示例丙烯腈、乙烯等。具体而言,将丙烯酸酯与交联性单体共聚合而成的丙烯酸橡胶(ACM)、将丙烯酸酯和乙烯和交联性单体共聚合而成的丙烯酸橡胶(AEM)、将丙烯酸酯和丙烯腈和交联性单体共聚合而成的丙烯酸橡胶(ANM)等根据用途分别使用。作为交联性单体,可举出:含有环氧基的交联性单体、含有羧基的交联性单体、含有活性氯基的交联性单体、含有多个碳-碳双键的交联性单体等。
本发明中使用的碳材料(B)为碳纳米管(B1)或DBP吸油量为150ml/100g以上1000ml/100g以下的碳黑(B2)。碳材料(B)为了对橡胶成型品赋予导电性而配合,通过使用该碳材料,能够得到体积电阻值低的橡胶成型品。
本发明中使用的碳材料(B)为碳纳米管(B1)。作为碳纳米管(B1)(以下,有时将碳纳米管缩写为CNT),可举出单层碳纳米管和多层碳纳米管。在重视导电性的情况下,优选使用单层CNT,在重视成本的情况下,优选使用多层CNT。CNT(B1)的平均直径没有特别限定,但优选为1nm以上。另一方面,平均直径优选为100nm以下,更优选为50nm以下,进一步优选为20nm以下。长宽比(平均长度/平均直径)没有特别限定,但优选为100~100000。作为单层CNT,可举出日本Zeon株式会社制造“ZEONANO SG101”,CSiAl社制“TUBALL”等,作为多层CNT,可举出CNano社制“FloTube 7000”、“FloTube9000”、Nanobell社制“NC7000”等。
本发明中使用的碳材料(B)是DBP吸油量为150ml/100g以上1000ml/100g以下的碳黑(B2)。DBP吸油量表示100g碳黑可吸收的邻苯二甲酸二丁酯(DBP)的量(mL)(依据JISK6217-4)。DBP吸油量随着碳黑(B2)中聚集体或凝聚物的结构发达而变大。而且,导电性优异的碳材料通常具有较大的DBP吸油量。
在碳黑(B2)的DBP吸油量低于150ml/100g的情况下,橡胶成型品的导电性变得不充分。为了得到更优异的导电性,碳黑(B2)的DBP吸油量优选为300mL/100g以上,更优选为400mL/100g以上。另一方面,当DBP吸油量超过1000mL/100g时,橡胶组合物的流动性可能恶化。DBP吸油量优选为800mL/100g以下。
碳黑(B2)的种类没有特别限定,只要DBP吸油量为上述的范围,且得到的橡胶成型品的体积电阻值成为一定以下的值即可。具体而言,可举出:Lion·Specialty·Chemicals株式会社制造“科琴黑EC300J”、“科琴黑EC600JD”、Denka株式会社制造“乙炔黑”、Cabot株式会社制造“导电炭黑XC-72”、Colombian·International株式会社制造“Conductex7055Ultra”、Evonik Degussa株式会社制造“Printex XE2B”等。碳黑随着聚集体或凝聚物的结构高度地发达,一次粒子成为中空结构,能够通过少量的添加赋予导电性。
碳材料(B)的含量相对于橡胶(A)100质量份为1~30质量份。在碳材料(B)的含量低于1质量份的情况下,橡胶成型品的导电性不充分。为了得到更优异的导电性,碳材料(B)的含量优选为3质量份以上,更优选为5质量份以上,进一步优选为8质量份以上。另一方面,当碳材料(B)的含量超过30质量份时,从金属模具脱模时的脱模性恶化。碳材料(B)的含量优选为25质量份以下。
在重视橡胶成型品的导电性的情况下,优选碳材料(B)为CNT(B1),在重视成本的情况下,优选碳材料(B)为碳黑(B2)。
本发明中使用的碳黑(C)的DBP吸油量为20ml/100g以上且低于150ml/100g。该碳黑(C)是聚集体或凝聚物的结构不如碳材料(B)的发达的物质。配合于普通的橡胶组合物的碳黑的大部分包含于该情况。
在碳黑(C)的DBP吸油量为150ml/100g以上的情况下,有时橡胶组合物的成型性恶化。碳黑(C)的DBP吸油量优选为100mL/100g以下,更优选为50mL/100g以下。另一方面,碳黑(C)的DBP吸油量优选为22mL/100g以上,更优选为25mL/100g以上。
碳黑(C)的种类没有特别限定,只要DBP吸油量为上述的范围即可。具体而言,能够使用MT、FT、SRF、GPF、FEF、MAF、HAF、ISAF、SAF等,从性能和成本的平衡的点来看,优选为MT、FT、SRF、GPF。作为碳黑(C),也可以组合使用2种以上。
碳黑(C)的含量相对于橡胶(A)100质量份为10~100质量份。在碳黑(C)的含量低于10质量份的情况下,从金属模具脱模时的脱模性恶化。碳黑(C)的含量优选为15质量份以上。在碳材料(B)为碳黑(B2)的情况下,碳黑(C)的含量更优选为30质量份以上,进一步优选为50质量份以上。另一方面,当碳黑(C)的含量超过100质量份时,橡胶组合物的成型性恶化。碳黑(C)的含量优选为95质量份以下,更优选为80质量份以下。
本发明的密封部件中,从提高橡胶成型品与金属芯材的粘接性的观点来看,上述橡胶组合物优选相对于橡胶(A)100质量份含有白色系充填材料(D)5~100质量份。在白色系充填材料(D)的含量低于5质量份的情况下,可能得不到提高上述粘接性的效果。白色系充填材料(D)的含量更优选为8质量份以上。另一方面,当白色系充填材料(D)的含量超过100质量份时,橡胶成型品的导电性可能降低。白色系充填材料(D)的含量更优选为70质量份以下,进一步优选为30质量份以下。
白色系充填材料(D)的种类没有特别限定,可举出橡胶组合物中通常使用的充填剂。作为这种充填剂,可举出:二氧化硅、粘土、碳酸钙、硅藻土、硅灰石、硫酸钡、氧化钛等的无机充填剂、纤维素粉、再生橡胶、粉末橡胶等的有机充填剂。其中,优选使用无机充填剂,从粘接性的提高的观点来看,更优选使用二氧化硅、粘土、碳酸钙、硅藻土。作为白色系充填材料(D),也可以组合使用2种以上的充填材料。
本发明中,优选上述橡胶组合物相对于橡胶(A)100质量份含有加工助剂(E)1~10质量份。通过橡胶组合物含有加工助剂(E),从金属模具脱模时的脱模性进一步提高。在加工助剂(E)的含量低于1质量份的情况下,可能得不到提高上述脱模性的效果。加工助剂(E)的含量更优选为2质量份以上。另一方面,当加工助剂(E)的含量超过10质量份时,可能产生粘接阻碍或外观不良。加工助剂(E)的含量更优选为8质量份以下。加工助剂(E)的种类没有特别限定,可举出各种蜡和脂肪酸类。
上述橡胶组合物也可以在不阻碍本发明效果的范围内,包含橡胶(A)、碳材料(B)和碳黑(C)以外的其它的成分。作为其它的成分,除了上述的白色系充填材料(D)和加工助剂(E)之外,可举出:硫化剂、硫化助剂、共交联剂、硫化促进剂、硫化延迟剂、粘接剂、受酸剂、着色剂、填充剂、增塑剂、抗老化剂、偶联剂、防腐蚀剂、赋粘剂等、各种的添加剂。
本发明的密封部件中,上述橡胶成型品的体积电阻值为1×106Ω·cm以下。在上述橡胶成型品的体积电阻值超过1×106Ω·cm的情况下,不能有效地抑制电磁噪声。体积电阻值优选为8×105Ω·cm以下,更优选为1×103Ω·cm以下,进一步优选为1×102Ω·cm以下,特别优选为10Ω·cm以下。这里所说的体积电阻值是依据JIS K6271-2方法3的测定中得到的值。
本发明的密封部件中包含的橡胶成型品的A硬度优选为50~90。A硬度更优选为60以上,进一步优选为65以上。另一方面,A硬度更优选为80以下,进一步优选为75以下。
本发明的密封部件的制造方法没有特别限定,优选的制造方法是具有混炼橡胶(A)、碳材料(B)和碳黑(C)而得到橡胶组合物的混炼工序、将上述橡胶组合物在金属芯材上进行硫化成型的硫化工序的方法。
上述混炼工序中,就橡胶(A)、碳材料(B)和碳黑(C)而言,优选使用上述材料。另外,它们的含量也优选设为上述的量。另外,上述混炼工序中,更优选进一步混炼白色系充填材料(D)。上述混炼工序中,也优选进一步混炼加工助剂(E)。就白色系充填材料(D)和加工助剂(E)而言,优选使用上述材料。另外,它们的含量也优选设为上述的量。
上述混炼工序中,混合上述的成分的方法没有特别限定,能够使用开放式辊、捏合机、班伯里混炼机、混炼机、挤出机等进行混炼。其中,优选使用开放式辊或捏合机进行混炼。混炼时的温度优选设为20~160℃。
而且,在接下来的硫化工序中,通过将上述混炼工序中得到的上述橡胶组合物在金属芯材上进行硫化成型,得到具有橡胶成型品和金属芯材的本发明的密封部件。作为此时使用的金属芯材,可举出由铁、铝、不锈钢等构成的金属板或它们的合金板。这些金属芯材也可以实施镀敷等的表面处理。作为金属芯材,例如可举出:JIS G3313中示出的SECC、JIS G4305中示出的SUS301、JIS G3141中示出的SPCC等。从提高橡胶成型品与金属芯材的粘接性的观点来看,金属芯材也可以对其表面涂布粘接剂。作为粘接剂,可举出:酚醛系粘接剂、环氧系粘接剂、硅烷偶联剂等。
金属芯材的形状没有特别限定,通常为环状。另外,金属芯材的厚度和橡胶成型品的厚度没有特别限定,能够根据滚动轴承的大小等适宜设定。
作为橡胶组合物的成型方法,可举出:注射成型、挤出成型、压缩成型、滚压成型等。其中,优选为注射成型和压缩成型。此时,也可以在预先成型之后硫化,也可以与成型同时硫化。另外,也可以与成型同时硫化,然后进一步进行二次硫化。硫化温度优选通常为150~230℃。硫化时间通常为0.1~60分钟。作为用于硫化的加热方法,使用加热器加热、蒸汽加热、烘箱加热、热风加热等的橡胶的硫化中所使用的常用方法。
另外,由于橡胶成型品的形状和尺寸等不同,有时即使表面进行硫化,也未充分硫化至内部,因此,也可以进一步加热并进行二次硫化。
硫化(交联)的方法没有特别限定,可举出硫磺硫化、过氧化物硫化、胺硫化、三嗪硫化、环氧基的交联等。作为进行硫磺硫化时的硫化剂,使用硫或含硫化合物。另外,作为进行过氧化物硫化时的硫化剂,使用有机过氧化物。此时使用的硫化剂的量相对于橡胶(A)100质量份通常为0.1~10质量份。硫化促进剂的量相对于橡胶(A)100质量份通常为0.1~10质量份。
实施例
·丙烯酸橡胶(ACM(A1))
日本Zeon株式会社制造的环氧基含有丙烯酸橡胶“Nipol AR31”
丙烯酸酯单位的含量:90质量%以上
·丙烯酸橡胶(ACM(A2))
日本Zeon株式会社制造的羧基含有丙烯酸橡胶“Nipol AR14”
丙烯酸酯单位的含量:90质量%以上
·丙烯酸橡胶(ACM(A3))
日本Zeon株式会社制造的羧基含有丙烯酸橡胶“Nipol AR12”
丙烯酸酯单位的含量:90质量%以上
·乙烯丙烯酸橡胶(AEM(A4))
DuPont株式会社制造的乙烯丙烯酸橡胶“VAMAC ULTRA LS”
丙烯酸酯单位的含量:60质量%以上
·丙烯酸橡胶(ANM(A5))
丙烯酸橡胶(使丙烯酸酯、丙烯腈和含有环氧基的交联性单体共聚合而成的丙烯酸橡胶)
丙烯酸酯单位的含量:80质量%以上
·碳材料(b1)
Lion·Specialty·Chemicals株式会社制造“科琴黑EC300J”
DBP吸油量为365mL/100g的碳黑。
·碳材料(b2)
Lion·Specialty·Chemicals株式会社制造“科琴黑EC600JD”
DBP吸油量为495mL/100g的碳黑。
·碳材料(b3)
Cabot株式会社制造“导电炭黑XC-72”
DBP吸油量为175mL/100g的碳黑。
·碳材料(b4)
Denka株式会社制造“乙炔黑”
DBP吸油量为212mL/100g的碳黑。
·碳材料(b5)
日本Zeon株式会社制造的单层碳纳米管的粉末“ZEONANO SG101”
平均直径:3~5nm,长度:数100μm
·碳材料(b6)
CNano株式会社制造的多层碳纳米管的粉末“FloTube 7000”
平均直径:8~15nm,长度:5~20μm
·碳材料(b7)
CNano株式会社制造的多层碳纳米管的粉末“FloTube 9000”
平均直径:10~15nm,长度:10μm以下
·碳黑(C)
旭碳株式会社制造的FT碳“Asahi Thermal”
DBP吸油量:28mL/100g
·二氧化硅(D1)
东曹·二氧化硅株式会社制造的“Nipsil VN3”
·粘土(D2)
R.T.Vanderbilt Company,Inc.制的DIXIE CLAY
·碳酸钙(D3)
太阳化学工业株式会社制造的轻微性碳酸钙“红玉印”
·加工助剂(E)
NI Chem株式会社制造的酯系蜡“GRECQUE G-8205”
·硫化剂(F1)
DuPont社制“Diak-1”
·硫化剂(F2)
大内新兴化学工业株式会社制造“NOCCELER PZ”
·硫化促进剂(G1)
大内新兴化学工业株式会社制造“NOCCELER TTFE”
·硫化促进剂(G2)
大内新兴化学工业株式会社制造“NOCCELER DT”
实施例1
(硫化橡胶片的制作)
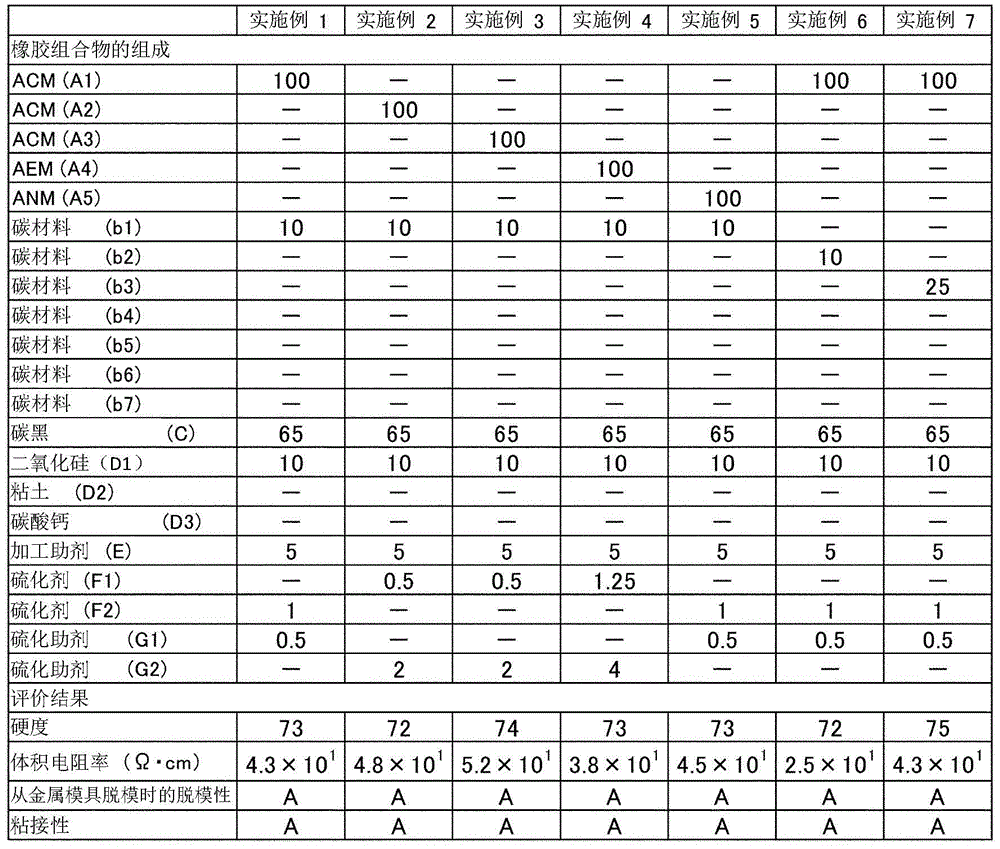
将表1所示的组成的混合物或一部分进行母料化的物品使用开放式辊以温度40~70℃混炼15~30分钟,制作厚度2.0~3.0mm的未硫化橡胶片。之后,将得到的未硫化橡胶片以180℃压制硫化15分钟,得到长150mm×宽150mm×厚度2mm的硫化橡胶片,在烘箱中将其以180℃进行了4小时的2次硫化(以下,有时缩写为橡胶片)。
[评价]
(硬度的测定)
叠放3张橡胶片,使用A型硬度计在23℃进行测定,读取峰值。其结果,A硬度为73。将结果在表1中示出。
(体积电阻值的测定)
通过依据JIS K6271-2方法3的方法,测定得到的橡胶片的体积电阻值。将结果在表1中示出。
(从金属模具脱模时的脱模性)
使用开放式辊,与上述“硫化橡胶片的制作”一样地进行,得到未硫化橡胶片。之后,在金属模具中放入金属芯材(冷轧钢板),在该金属芯材上载置未硫化橡胶片以180℃、15分钟、60kgf/cm2进行压制并进行硫化成型。然后,硫化成型后,通过以下的基准评价金属模具与密封部件的脱模性。将结果在表1中示出。
A:能够使金属模具与密封部件容易地脱模。
B:密封部件贴附于金属模具,但可脱模。
C:不能使金属模具与密封部件脱模。
(向金属芯材的粘接性)
与上述“硫化橡胶片的制作”一样地进行,得到未硫化橡胶片。然后,依据JISK6256 90度剥离试验进行评价。评价方法中,在涂布有粘接剂的刚板上载置未硫化橡胶片,以180℃×15分钟压制,进行硫化成型,将粘接的橡胶成型品沿着90度方向剥离,求得残存于刚性板上的橡胶成型品的面积相对于剥离前的橡胶成型品的面积的比例(%)。以下示出评价基准,并且将结果在表1中示出。
A:80%以上
B:50%以上且低于80%
实施例2~17,比较例1~3
上述“硫化橡胶片的制作”中,除了将成分的种类和量变更为如表1~3所示以外,与实施例1一样地进行,得到橡胶组合物。然后,使用得到的橡胶组合物进行与实施例1一样的评价。将结果在表1~3中示出。
【表1】
【表2】

【表3】

Claims (6)
1.一种轴承用密封部件,其特征在于,
具有橡胶成型品和金属芯材,
所述橡胶成型品通过将含有以丙烯酸酯为主成分的橡胶(A)100质量份、碳材料(B)1~30质量份和DBP吸油量为20ml/100g以上且低于150ml/100g的碳黑(C)10~100质量份的橡胶组合物进行硫化成型而成,
碳材料(B)为碳纳米管(B1)或DBP吸油量为150ml/100g以上1000ml/100g以下的碳黑(B2),
且所述橡胶成型品的体积电阻值为1×106Ω·cm以下。
2.如权利要求1所述的密封部件,其特征在于,
所述橡胶组合物还含有白色系充填材料(D)5~100质量份。
3.如权利要求1或2所述的密封部件,其特征在于,
所述橡胶组合物还含有加工助剂(E)1~10质量份。
4.一种制造方法,制造权利要求1所述的密封部件,其特征在于,
包括:
将橡胶(A)、碳材料(B)和碳黑(C)混炼而得到橡胶组合物的混炼工序;和
将所述橡胶组合物在金属芯材上进行硫化成型的硫化工序。
5.如权利要求4所述的制造方法,其特征在于,
所述混炼工序中,进一步混炼白色系充填材料(D)。
6.如权利要求4或5所述的制造方法,其特征在于,
所述混炼工序中,进一步混炼加工助剂(E)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019051861A JP7253781B2 (ja) | 2019-03-19 | 2019-03-19 | 軸受用シール部材及びその製造方法 |
| JP2019-051861 | 2019-03-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111718552A CN111718552A (zh) | 2020-09-29 |
| CN111718552B true CN111718552B (zh) | 2022-11-01 |
Family
ID=72333849
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010194932.XA Active CN111718552B (zh) | 2019-03-19 | 2020-03-19 | 轴承用密封部件和其制造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11371611B2 (zh) |
| JP (1) | JP7253781B2 (zh) |
| CN (1) | CN111718552B (zh) |
| DE (1) | DE102020001604A1 (zh) |
| FR (1) | FR3093949B1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7678418B2 (ja) * | 2021-09-22 | 2025-05-16 | 中西金属工業株式会社 | 転がり軸受のシール部材用ゴム組成物 |
| JP2024034650A (ja) * | 2022-09-01 | 2024-03-13 | 内山工業株式会社 | 導電性ゴム組成物、ゴム成形品、および導電性ゴム組成物の製造方法 |
| DE102022131855A1 (de) * | 2022-12-01 | 2024-06-06 | Schaeffler Technologies AG & Co. KG | Dichtungsanordnung |
| CN119931199A (zh) * | 2025-04-03 | 2025-05-06 | 歌尔股份有限公司 | 用于发声装置的振膜、发声装置以及电子设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001002768A (ja) * | 1999-04-23 | 2001-01-09 | Du Pont Toray Co Ltd | ポリエステルエラストマ樹脂および樹脂組成物 |
| JP2003222147A (ja) * | 2002-01-29 | 2003-08-08 | Nsk Ltd | 車輪用転がり軸受 |
| JP2009040931A (ja) * | 2007-08-10 | 2009-02-26 | Two-One:Kk | 加硫可能なゴム組成物および成形品。〔発明の詳細な説明〕 |
| CN103228755A (zh) * | 2010-11-26 | 2013-07-31 | 内山工业株式会社 | 耐磨耗性优异的密封部件和使用该密封部件的密封结构 |
| JP2014005886A (ja) * | 2012-06-25 | 2014-01-16 | Daikin Ind Ltd | 自動車用トランスミッションオイルシール |
| WO2017033986A1 (ja) * | 2015-08-24 | 2017-03-02 | 内山工業株式会社 | ゴム組成物、ゴム成形品及びその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004353709A (ja) * | 2003-05-27 | 2004-12-16 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| JP2005090549A (ja) * | 2003-09-12 | 2005-04-07 | Nsk Ltd | 転がり軸受 |
| JP2011037935A (ja) * | 2009-08-07 | 2011-02-24 | Nakanishi Metal Works Co Ltd | ゴム組成物及びシール材 |
| JP2011231785A (ja) * | 2010-04-23 | 2011-11-17 | Nsk Ltd | 自動車の電装部品・エンジン補機用転がり軸受 |
| JP5655511B2 (ja) | 2010-11-04 | 2015-01-21 | Nok株式会社 | ニトリルゴム組成物 |
| JP2015030819A (ja) * | 2013-08-05 | 2015-02-16 | 株式会社ジェイテクト | アクリルゴム組成物およびこれを備えたシール装置 |
-
2019
- 2019-03-19 JP JP2019051861A patent/JP7253781B2/ja active Active
-
2020
- 2020-03-09 US US16/813,015 patent/US11371611B2/en active Active
- 2020-03-11 FR FR2002420A patent/FR3093949B1/fr active Active
- 2020-03-11 DE DE102020001604.9A patent/DE102020001604A1/de active Pending
- 2020-03-19 CN CN202010194932.XA patent/CN111718552B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001002768A (ja) * | 1999-04-23 | 2001-01-09 | Du Pont Toray Co Ltd | ポリエステルエラストマ樹脂および樹脂組成物 |
| JP2003222147A (ja) * | 2002-01-29 | 2003-08-08 | Nsk Ltd | 車輪用転がり軸受 |
| JP2009040931A (ja) * | 2007-08-10 | 2009-02-26 | Two-One:Kk | 加硫可能なゴム組成物および成形品。〔発明の詳細な説明〕 |
| CN103228755A (zh) * | 2010-11-26 | 2013-07-31 | 内山工业株式会社 | 耐磨耗性优异的密封部件和使用该密封部件的密封结构 |
| JP2014005886A (ja) * | 2012-06-25 | 2014-01-16 | Daikin Ind Ltd | 自動車用トランスミッションオイルシール |
| WO2017033986A1 (ja) * | 2015-08-24 | 2017-03-02 | 内山工業株式会社 | ゴム組成物、ゴム成形品及びその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| "Design of Release Interface for UV-NIL Materia";Kazuyuki Usuki等;《Journal of Photopolymer Science and Technology》;20161231;第29卷(第2期);第169-177页 * |
| "聚烯烃脱模机和抗静电剂";比央纳•尼尔森等;《化工新型材料》;20011231(第04期);第34-36页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7253781B2 (ja) | 2023-04-07 |
| US20200300363A1 (en) | 2020-09-24 |
| US11371611B2 (en) | 2022-06-28 |
| DE102020001604A1 (de) | 2020-09-24 |
| JP2020152796A (ja) | 2020-09-24 |
| FR3093949A1 (fr) | 2020-09-25 |
| CN111718552A (zh) | 2020-09-29 |
| FR3093949B1 (fr) | 2023-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111718552B (zh) | 轴承用密封部件和其制造方法 | |
| US7758937B2 (en) | Rubber composition and vulcanized rubber product using the same | |
| JP5655511B2 (ja) | ニトリルゴム組成物 | |
| CN103228755B (zh) | 耐磨耗性优异的密封部件和使用该密封部件的密封结构 | |
| EP2053088B1 (en) | Acrylic rubber composition | |
| WO2001041162A1 (en) | Magnetic rubber composition for encoder | |
| JP6745534B2 (ja) | ゴム組成物、ゴム成形品及びその製造方法 | |
| JP5761470B2 (ja) | ニトリルゴム組成物 | |
| JP2014152311A (ja) | ホース用ゴム組成物及びホース | |
| WO2012132779A1 (ja) | Nbr組成物及びゴム金属積層体 | |
| CN110546197B (zh) | 乙烯丙烯酸酯橡胶组合物及其成型品 | |
| CN106104128B (zh) | 汽车用空气软管 | |
| US20150259577A1 (en) | Fluorine-contained rubber composition and seal member | |
| US20200354548A1 (en) | Nbr composition for rubber laminated metal | |
| WO2018110396A1 (ja) | ゴム組成物、コンベアベルト用カバーゴム、及び、コンベアベルト | |
| JP2009007422A (ja) | ゴム組成物およびタイヤ | |
| JP7627581B2 (ja) | ニトリルゴム組成物、架橋ニトリルゴム部材、及びシール部材 | |
| JP6713678B2 (ja) | ゴム組成物、ゴム成形品及びゴム成形品の製造方法 | |
| JP2013181085A (ja) | 転がり軸受用シール及びゴム組成物 | |
| JP2002020541A (ja) | Nbr組成物 | |
| JP2002265681A (ja) | Nbr組成物 | |
| JP2023012719A (ja) | テニスボール用接着剤 | |
| JP2011079886A (ja) | ゴム組成物 | |
| JP2013177950A (ja) | ゴム材料組成物及び転動装置用シール部材 | |
| JP2025174184A (ja) | パーコレーション形成観察用導電性ゴム組成物及びそれを用いた品質管理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |