CN110520494B - 粘合剂片材和将粘合剂片材施加到粗糙表面的方法 - Google Patents
粘合剂片材和将粘合剂片材施加到粗糙表面的方法 Download PDFInfo
- Publication number
- CN110520494B CN110520494B CN201880024412.5A CN201880024412A CN110520494B CN 110520494 B CN110520494 B CN 110520494B CN 201880024412 A CN201880024412 A CN 201880024412A CN 110520494 B CN110520494 B CN 110520494B
- Authority
- CN
- China
- Prior art keywords
- adhesive sheet
- resin film
- pressure
- sensitive adhesive
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/04—Acids; Metal salts or ammonium salts thereof
- C08F220/06—Acrylic acid; Methacrylic acid; Metal salts or ammonium salts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1808—C8-(meth)acrylate, e.g. isooctyl (meth)acrylate or 2-ethylhexyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/20—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds unconjugated
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/255—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2237—Oxides; Hydroxides of metals of titanium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/412—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of microspheres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/10—Presence of inorganic materials
- C09J2400/16—Metal
- C09J2400/163—Metal in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/001—Presence of polyester in the barrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2878—Adhesive compositions including addition polymer from unsaturated monomer
- Y10T428/2891—Adhesive compositions including addition polymer from unsaturated monomer including addition polymer from alpha-beta unsaturated carboxylic acid [e.g., acrylic acid, methacrylic acid, etc.] Or derivative thereof
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
本公开的一个实施方案的粘合剂片材为包括以下的粘合剂片材:刚性树脂膜,所述刚性树脂膜具有80微米至500微米的厚度;和第一压敏粘合剂层,所述第一压敏粘合剂层设置在所述刚性树脂膜的表面上或表面上方,其中所述第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂,并且由于所述微球的存在,所述第一压敏粘合剂层具有不平坦的表面。
Description
技术领域
本公开涉及粘合剂片材以及将粘合剂片材施加到粗糙表面的方法。
背景技术
粘合剂片材已用于各种用途,并且例如具有图形图像的粘合剂图形片材已用于室外装饰和室内装饰或广告目的。施加到具有不均匀形状的基体材料表面的典型粘合剂片材具有使其能够适形于基体材料表面的形状以实现优异粘附性的柔韧性。
专利文档1(JP 06-287525 A)描述了“通过将压敏粘合剂施加到膜背衬的表面上而形成的压敏粘合剂装饰性膜,其中膜的硬度在介于通过根据JIS K 5400的铅笔刮擦测试确定的H和3B之间的范围内,并且压敏粘合剂包括弹性模量在1×104达因/厘米2至1×106达因/厘米2范围内的压敏粘合剂微球”。
专利文档2(JP-A-H09-157606)描述了“包括以下的粘合剂片材:I)背衬层,和II)粘合剂层,其形成在背衬层上并且包含粘性微球和粘合剂聚合物,其中a)粘合剂层具有凸状粘合剂部件,该凸状粘合剂部件包含粘性粘合剂微球中的至少两个微球的簇和粘合剂聚合物,并且b)当在1kg/cm的压力下,通过将粘合剂片材粘附到平坦玻璃板表面来测量接触面积时,粘合剂层和板表面之间的接触面积速率为20%至90%。
专利文档3(JP-A-H08-113768)描述了“用于装饰的粘合剂膜,其包括施加在膜基底的表面上的粘合剂,其中粘合剂具有微球,其中微球具有1×104达因/厘米2至1×107达因/厘米2的弹性模量;以及10微米至100微米的粒径(以体积平均直径计)”。
专利文献
专利文档1:JP 6-287525 A
专利文档2:JP 9-157606 A
专利文档3:JP 8-113768 A
发明内容
已要求甚至在粘附到已经受压花整理的粗糙表面,诸如砂浆、混凝土、壁板、灰墁和墙纸之后表现出平滑外观的粘合剂片材。此外,即使对于平滑表面,诸如金属板和树脂膜,粘合剂片材也有利地表现出足够的粘合力。例如,当此类粘合剂片材用作图形片材时,可以在各种表面上施加图形片材,同时保持图形图像的质量。
本公开提供了一种粘合剂片材,该粘合剂片材可通过其足够的粘合力粘附到平滑表面和粗糙表面两者,并且无论粘合剂片材被施加到哪个表面,在粘附之后均表现出平滑的外观。
问题的解决方案
根据本公开的一个实施方案,提供了粘合剂片材,该粘合剂片材包括:刚性树脂膜,该刚性树脂膜具有80微米至500微米的厚度;和第一压敏粘合剂层,该第一压敏粘合剂层设置在刚性树脂膜的表面上或表面上方,其中第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂,并且由于微球的存在,第一压敏粘合剂层具有不平坦的表面。
根据本公开的另一个实施方案,提供了一种将粘合剂片材施加在粗糙表面上的方法,该方法包括:提供粘合剂片材,该粘合剂片材包括:刚性树脂膜,该刚性树脂膜具有80微米至500微米的厚度;和第一压敏粘合剂层设置在刚性树脂膜的表面上或表面上方,其中第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂,并且由于微球的存在,第一压敏粘合剂层具有不平坦的表面;以及将粘合剂片材施加在粗糙表面上,粘合剂片材在施加在粗糙表面上之后表现出平滑的外观。
发明的有益效果
通过结合由于具有相对大的粒径的弹性树脂微球和刚性树脂膜层的存在而具有不平坦的表面的第一压敏粘合剂层,本公开的粘合剂片材表现出对平滑表面和粗糙表面两者足够的粘合力,并且无论粘合剂片材被施加到哪个表面,在粘附之后均可表现出平滑的外观。
应注意,以上描述不应理解为公开本发明的所有实施方案和有益效果。
附图说明
图1A为本公开的实施方案的粘合剂片材的示意性剖视图。
图1B为本公开的实施方案的粘合剂片材的示意性透视图。
图2为其中本公开的一个实施方案的粘合剂片材被施加到具有平滑表面的基体材料的情况下的示意性剖视图。
图3为本公开的另一个实施方案的粘合剂片材的示意性剖视图。
图4为本公开的另一个实施方案的粘合剂片材的示意性剖视图。
图5为本公开的另一个实施方案的粘合剂片材的示意性剖视图。
图6为本公开的另一个实施方案的粘合剂片材的示意性剖视图。
图7为本公开的另一个实施方案的粘合剂片材的示意性剖视图。
图8为施加在壁板上的实施例17的粘合剂片材的图片。
具体实施方式
在下文中将更详细地描述本发明的代表性实施方案。然而,本发明并不限于这些实施方案。
在本公开中,术语“(甲基)丙烯酸类”是指丙烯酸类或甲基丙烯酸类,并且术语“(甲基)丙烯酸酯”是指丙烯酸酯或甲基丙烯酸酯。
在本公开中,“压敏粘附性”是指在使用的温度范围诸如0℃至50℃内永久粘合,并且以轻压粘附到各种表面并且不表现出相变(从液体到固体)的材料或组合物的特征。
一个实施方案的粘合剂片材包括:刚性树脂膜,该刚性树脂膜具有80微米至500微米的厚度;和第一压敏粘合剂层,该第一压敏粘合剂层设置在刚性树脂膜的表面上或表面上方,第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂。由于微球的存在,第一压敏粘合剂层具有不平坦的表面。通过使第一压敏粘合剂层的不平坦的表面与粘附体表面接触,并且根据需要通过施加压力,从而将粘合剂片材粘附到粘附体。
在一些实施方案中,第一压敏粘合剂层的不平坦的表面中的间隙具有适于空气释放性的形状和深度,因此,可以容易地将粘合剂片材施加到平滑表面上。
图1A和图1B分别示出了根据本公开的一个实施方案的粘合剂片材10的示意性剖视图和示意性透视图。粘合剂片材10具有刚性树脂膜12和设置在刚性树脂膜12的表面(图1A中,底部表面)上的第一压敏粘合剂层14。第一压敏粘合剂层14包含弹性树脂微球142和粘性粘结剂144。
刚性树脂膜用作第一压敏粘合剂层的载体,并且通过在施加粘合剂片材期间抵抗由微球的变形所产生的应变来防止粘合剂片材的变形,从而有助于保持粘合剂片材的外观平滑。当粘附体具有不平坦的表面时,刚性树脂膜抑制粘合剂片材在粘附期间过度适形于不平坦的表面,并且防止不平坦的表面的突出部穿透粘合剂片材。当将粘合剂片材施加到竖直表面时,刚性树脂膜可通过抑制粘合剂片材的变形来防止由粘合剂片材的重量造成的剥离。
刚性树脂膜的厚度为大约80微米或更大、以及大约500微米或更小。在一些实施方案中,刚性树脂膜的厚度为大约100微米或更大、或者大约150微米或更大,但大约400微米或更小、或者大约300微米或更小。通过将刚性树脂膜的厚度设定在上述范围内,可在粘附期间通过与膜自身的刚度的组合来保持粘合剂片材外观的平滑度。当刚性树脂膜的厚度在平面内有所不同时,刚性树脂膜的厚度是指本公开中刚性树脂膜的最小厚度。
在一些实施方案中,刚性树脂膜的屈服模量为大约10MPa或更大、大约15MPa或更大、或者大约20MPa或更大,但大约300MPa或更小、大约250MPa或更小、或者大约200MPa或更小。通过将刚性树脂膜的屈服模量设定在上述范围内,可在粘附期间通过与膜的厚度的组合来保持粘合剂片材外观的平滑度。屈服模量被定义为当通过将刚性树脂膜切割成具有15mm的宽度和100mm的长度的矩形形状而制备测试件时的屈服点处的弹性模量,并且在20℃下,50mm的夹持件之间的距离并且以300mm/min的拉伸速度的条件下,根据JIS K 7127,使用张力测试仪测量测试件的伸长特性。
在一些实施方案中,刚性树脂膜的屈服模量和厚度的乘积为大约0.9×104N/m或更大、大约1.0×104N/m或更大、或者大约1.5×104N/m或更大,但大约5×104N/m或更小、大约4×104N/m或更小、或者大约3×104N/m或更小。屈服模量和厚度的乘积与刚性树脂膜的抗弯刚度成正比。通过将刚性树脂膜的屈服模量和厚度的乘积设定在上述范围内,刚性树脂膜可具有足够的抗弯刚度,以在粘附期间保持粘合剂片材外观的平滑度。
在一些实施方案中,刚性树脂膜的2%应变下的拉伸强度为大约40N/25mm或更大、大约45N/25mm或更大、或者大约50N/25mm或更大。通过将刚性树脂膜的2%应变下的拉伸强度设置在上述范围内,可在粘附期间保持粘合剂片材外观的平滑度,并且可移除粘合剂片材而不会导致粘合剂片材破裂或破损,并且不留下由此导致的粘合剂残余物。2%应变下的拉伸强度被定义为当通过将刚性树脂膜切割成具有25mm的宽度和100mm的长度的矩形形状而制备测试件时,并且在20℃下,50mm的夹持件之间的距离并且以300mm/min的拉伸速度的条件下,使用张力测试仪经受测量的2%应变下的拉伸强度。
刚性树脂膜的原材料没有特别限制;然而,其示例包括聚酯诸如聚对苯二甲酸乙二醇酯和聚萘二甲酸乙二醇酯,聚烯烃诸如聚乙烯和聚丙烯,聚碳酸酯,丙烯酸类树脂,氟树脂诸如聚四氟乙烯和聚偏二氟乙烯。聚酯膜有利地用作刚性树脂膜,因为聚酯膜具有高屈服模量和强度,具有优异的耐候性,并且相对廉价。
刚性树脂膜可已经历表面处理,诸如压花处理、打底漆处理、电晕处理和等离子体处理,以用于装饰性目的等。通过进行表面处理,可增强第一压敏粘合剂层和/或第二压敏粘合剂层与刚性树脂膜之间的粘附性。刚性树脂膜表面的润湿性由表面处理控制,从而使得有可能促进微球的簇的形成,如下所述。
刚性树脂膜可为拉伸膜或未拉伸膜。膜的刚度和拉伸强度可有利地通过使用拉伸膜,尤其是双轴拉伸膜作为刚性树脂膜来增强。
刚性树脂膜可包含其它任选组分,诸如填料、着色剂、紫外线吸收剂和抗氧化剂。
第一压敏粘合剂层可直接布置在刚性树脂膜上,或可布置在刚性树脂膜上方,即刚性膜上的另一层上,例如装饰性层,诸如印刷层和金属沉积层、金属层和附加树脂膜层。
第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂。在本公开中,“弹性树脂微球”被定义为由树脂形成的球形原材料。通常,微球总体上表现出橡胶弹性。由于微球的存在,第一压敏粘合剂层在其粘合剂表面上具有不平坦的表面(面向粘附体表面的表面)。微球在粘附到粘合剂片材时变形,例如微球在粘合剂片材的厚度方向上塌缩。这增加了粘附体表面和第一压敏粘合剂层之间的接触面积,并且因此将粘合剂片材粘附到粘附体表面。由于微球的体积平均粒径相对较大,因此即使当与粘附体的接触面积相对较小时,也可通过利用微球的弹性来实现高粘合力,这类似于厚压敏粘合剂层表现出优异的粘合力的情况。由下文所述的微球和/或微球的簇形成的不平坦的表面,可由于其相对较大的高度差而使与粗糙表面的接触面积变得更大,从而增强粘合力。
图2为其中本公开的一个实施方案的粘合剂片材10被施加到具有平滑表面的基体材料200的情况下的示意性剖视图。微球142在施加到基体材料200时变形,因为微球142具有弹性,并且增加第一压敏粘合剂层14与基体材料200的接触面积。有鉴于此,粘合剂片材10表现出对平滑表面以及粗糙表面的高粘合力。
在一个实施方案中,微球为粘性的。通过使用粘性微球,可进一步增强粘合力。
微球的体积平均直径为110微米或更大。在一些实施方案中,微球的体积平均直径为大约125微米或更大、或者大约130微米或更大,但大约500微米或更小、或者大约300微米或更小。包含具有在上述范围内的体积平均直径的微球的第一压敏粘合剂层可适当地适形于粘附体表面并且可表现出高粘合力。微球的体积平均粒径可通过使用激光衍射粒度分析仪,诸如Beckman Coulter LS230测量。
微球在20℃下的压缩弹性模量优选地为大约1kPa或更大,但大约100KPa或更小。通过将微球的压缩弹性模量设置在上述范围内,微球或微球的簇可以有利于粘附到粗糙表面的方式变形。微球的压缩弹性模量为20℃下的测量值,该测量值通过以下方式确定:制备通过形成具有预定形状,诸如圆柱形形状的微球而获得的样品,以及使用用于粘弹性的测量仪器,诸如由Rheometrics制造的RSA II粘弹性光谱仪在以下条件下进行测量:频率:1rad/sec;压缩应变模式;测量温度范围:-80℃至150℃;温度升高速率:5.0℃/min。
微球可包含丙烯酸类树脂、有机硅树脂、聚氨酯、基于乙酸乙烯酯的树脂、氟树脂、聚酰胺、聚氯乙烯、聚苯乙烯、酚醛树脂、环氧树脂、苯乙烯-丁二烯-苯乙烯嵌段共聚物、苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物、苯乙烯-异戊二烯-苯乙烯嵌段共聚物、丁腈橡胶、氯丁橡胶或天然橡胶。丙烯酸类树脂具有高耐候性并且有利地使用,因为促进了粘合性的控制。
微球可包含交联树脂或非交联树脂。在一个实施方案中,微球包含交联树脂。由于包含交联树脂的微球表现出优异的形状保持特性和耐久性,因此使粘合剂片材的重复粘附和分离成为可能。
微球可包含固体颗粒、其中具有一个或多个间隙的中空颗粒、或这些的混合物。在一个实施方案中,微球为固体颗粒。
微球可通过公开已知的聚合方法制备,诸如悬浮聚合、乳液聚合和种子聚合。例如,包含丙烯酸类树脂的微球可通过以下程序通过悬浮聚合来制备。将去离子水、单体混合物、自由基聚合引发剂和任选的添加剂放置在具有机械搅拌器的反应设备中,在反应设备内用惰性气体,诸如氮气吹扫,并且将混合物加热至预定温度,同时搅拌以进行丙烯酸类单体的聚合反应。搅拌速率通常为10rpm至700rpm,反应温度通常为30℃至120℃,并且反应时间通常为数小时至数十小时。
单体混合物通常包含丙烯酸烷基酯(例如丙烯酸乙酯、丙烯酸正丁酯、丙烯酸正己酯、丙烯酸-2-乙基己酯、丙烯酸异辛酯和丙烯酸异壬酯)和具有烯键式不饱和键(例如丙烯酸、甲基丙烯酸、衣康酸和马来酸)的羧酸。可使用一种类型的丙烯酸烷基酯和具有烯键式不饱和键的羧酸中的每一者,或可使用两种或更多种类型的丙烯酸烷基酯和/或具有烯键式不饱和键的羧酸的组合。具有烯键式不饱和键的羧酸通常以每100质量份的(甲基)丙烯酸烷基酯大约1质量份或更大,但大约10质量份或更小的量使用。作为交联剂,可将多官能单体,诸如二丙烯酸-1,4-丁二醇酯和二乙烯基苯加入到混合物中以交联丙烯酸类树脂。交联剂的用量通常为每100质量份的单体混合物大约0.01质量份或更大、或者大约0.02质量份或更大,但大约0.5质量份或更小、或者大约0.1质量份或更小。包含丙烯酸类树脂的微球的制备方法例如在US 4,994,322中公开。通过聚合获得的微球可通过过滤分离,或者可在反应终止之后在包含微球的含水分散体液体的状态下使用。
包含在微球中的树脂的玻璃化转变温度(Tg)通常低于室温,并且例如为大约-90℃或更高、大约-70℃或更高、或者大约-50℃或更高,但大约0℃或更低、大约-10℃或更低、或者大约-20℃或更低。玻璃化转变温度可通过包含在单体混合物中的单体的类型和配混比率来调节。
第一压敏粘合剂层包含粘性粘结剂。粘性粘结剂赋予第一压敏粘合剂层粘合特性,并且抑制微球从粘合剂片材脱落。在图1A和图1B中,将下文所述的微球142或微球142的簇146分散在粘结剂144中并经由粘结剂144固定到粘合剂片材10。在1A和图1B所示的实施方案中,微球142和簇146的表面覆盖有粘性粘结剂144。
作为粘性粘结剂,可使用公开已知的树脂,诸如丙烯酸类树脂、聚氨酯、聚烯烃、聚酯、基于橡胶的树脂、基于有机硅的树脂、基于乙酸乙烯酯的树脂。粘性粘结剂可包含增粘剂或可为交联的。在一个实施方案中,从利用高粘合力的粘结剂的角度来看,有利的是面向微球的粘附体表面的区域的至少一部分覆盖有粘性粘结剂。在一个实施方案中,粘结剂为丙烯酸类粘合剂。当粘结剂为丙烯酸类粘合剂,并且微球包含丙烯酸类树脂时,由于粘结剂和微球的高化学亲和力,可牢固地防止微球的脱落。本公开中的“粘性的(粘性)”是指当在室温下,在短时间段内仅施加少量压力时表现出粘附性的原材料的特性,并且可与术语“压敏粘合剂”互换使用。
在一个实施方案中,微球以每100质量份的粘性粘结剂大约5质量份或更大、大约10质量份或更大、或者大约15质量份或更大,但大约200质量份或更小、大约180质量份或更小、或者大约160质量份或更小的量包含在第一压敏粘合剂层中。通过将微球的含量设定在上述范围内,即使暴露于粗糙表面,仍可在第一压敏粘合剂层上形成表现出优异粘附性的不平坦的表面。
在一个实施方案中,第一压敏粘合剂层中的粘性粘结剂与微球的质量比为40:60或更大,但90:10或更小。通过将粘性粘结剂与微球的质量比设定在上述范围内,即使暴露于粗糙表面,仍可在第一压敏粘合剂层上形成表现出优异粘附性的不平坦的表面。
第一压敏粘合剂层可包含其它任选组分,诸如填料、着色剂、紫外线吸收剂和抗氧化剂。这些任选组分可溶解或分散在粘性粘结剂中。在一个实施方案中,第一压敏粘合剂层包含白色颜料,诸如氧化钛。在该实施方案中,粘附体表面可被隐藏。
在一个实施方案中,第一压敏粘合剂层具有岛状结构,其包括通过聚集多个微球形成的微球的簇。在本公开中,“微球的簇”是由两种或更多种微球的聚集形成的组,并且是在第一压敏粘合剂层上形成不规则形状和不规则布置的突出部的微球的聚集体。簇可包含在粘合剂片材的平面方向上布置的多个微球,可包含在粘合剂片材的厚度方向上堆叠的多个微球,或者可包含这些的组合。用簇形成的岛状结构可包含粘性粘结剂。在岛状结构的周围,存在相对平坦并且仅包含粘性粘结剂并且不包含簇的“海部分”。图1A和图1B示出了一种岛状结构,其中粘性粘结剂144涂覆由多个微球142的聚集形成的簇146,并且这些簇(图1A中的三个簇)用作粘性突出部。
由于在粘合剂片材粘附到粘附体的同时,簇中的微球通过压力变形,因此粘性突出部变形为适当的形状以粘附到粘附体表面。变形程度可通过第一压敏粘合剂层的厚度和涂层厚度、微球的压缩弹性模量、微球与粘性粘结剂的配混比率等来控制。
在一个实施方案中,簇包含2个或更多个、大约5个或更多个、或者大约10个或更多个,但大约200个或更少个、大约150个或更少个、或者大约100个或更少个微球。通过将包含在簇中的微球的数目设定在上述范围内,可抑制平面内粘性的不均匀性,同时增强与粘附体表面的一致性。在所有簇中,优选地,80%或更多的簇包含上述数目的微球。第一压敏粘合剂层中的微球的簇的形成、形状和尺寸通常可使用光学显微镜的反射光以10倍至100倍的放大倍数进行观察。
可通过例如将刚性树脂膜的表面或根据需要已被表面处理的刚性树脂膜上的另一层用包含微球和粘性粘结剂的压敏粘合剂层组合物、作为任选组分的溶剂、其它添加剂等涂覆,以及根据需要通过干燥溶剂,来形成粘合剂片材。压敏粘合剂层组合物的制备可通过使用混合装置,诸如高速混合器或行星式混合器混合组分来进行。涂覆可通过例如刮刀涂覆机、照相凹版涂覆机、辊式涂覆机、模具涂覆机或刮棒涂覆机来进行。涂覆之后的溶剂干燥可例如在60℃至120℃的温度下进行数十秒至10分钟。
作为溶剂、水、有机溶剂、或作为这些的混合物的水性溶剂可被使用。使用水或水性溶剂用于簇的形成是有利的。水性溶剂的示例包括水和亚烷基二醇单烷基醚酯的混合物,诸如乙酸-3-甲基-3-甲氧基丁酯。
作为添加剂,可在不损害本发明效果的范围内使用公开已知的添加剂,并且其示例包括粘度调节剂、消泡剂、流平剂、紫外线吸收剂、抗氧化剂和颜料。
压敏粘合剂层的干涂层重量通常为大约15g/m2或更大、大约20g/m2或更大、或者大约25g/m2或更大,但大约200g/m2或更小、大约180g/m2或更小、或者大约160g/m2或更小。通过将干涂层重量设定在上述范围内,可形成具有优异的可重新定位性同时实现优异的粘附性的第一压敏粘合剂层。
通过调节压敏粘合剂层组合物的粘度和/或待涂覆有压敏粘合剂层组合物的表面的润湿性,促进微球的簇的形成,并且可控制簇的形状、布置和尺寸。微球分散在包含溶剂和粘性粘结剂的组合物中,并且在溶剂干燥期间被转移,因为微球被溶解在溶剂中的粘性粘结剂组分牵拉,并且微球聚集以形成簇。
从促进簇形成的角度来看,有利的是将压敏粘合剂层组合物的粘度设定为大约100mPa·s或更大、或者大约150mPa·s或更大,但大约6000mPa·s或更小、或者大约5000mPa·s或更小。
欲被压敏粘合剂层组合物涂覆的表面的润湿性可通过以下方式控制:形成簇,同时通过表面处理,诸如电晕放电处理、等离子体处理、打底漆处理或者酸或碱处理,或者通过包含在刚性树脂膜中的一种或多种添加剂的类型或量来抑制组合物的涂层不均匀性。
第一压敏粘合剂层的表面可被剥离衬垫保护。根据第一压敏粘合剂层的粘合力,可使剥离衬垫的表面经受剥离处理,或者可使用未处理的剥离衬垫。例如,可将具有80微米至200微米的厚度的未处理的聚乙烯膜用作剥离衬垫。
在其中在将膜粘附到第一压敏粘合剂层表面,使得微球变形的条件下测量第一压敏粘合剂层的厚度的情况下,第一压敏粘合剂层的厚度通常为大约65微米或更大、大约70微米或更大、或者大约75微米或更大,但大约220微米或更小、大约200微米或更小、或者大约180微米或更小。通过将第一压敏粘合剂层的厚度设定在上述范围内,可增强对粘附体表面的粘合力。
由于第一压敏粘合剂层的不平坦的表面的平面内的厚度不均匀,因此第一压敏粘合剂层具有最大厚度和最小厚度。第一压敏粘合剂层的最小厚度通常为其中未包含微球的粘性粘结剂区域的厚度。第一压敏粘合剂层的最大厚度和最小厚度之间的差值为第一压敏粘合剂层的不平坦的表面的形貌(表面的形状或特征)的指示,并且具体地涉及对粗糙表面的粘附性。在一些实施方案中,第一压敏粘合剂层的最大厚度和最小厚度之间的差值为大约50微米或更大、大约70微米或更大、或者大约90微米或更大,但大约400微米或更小、大约350微米或更小、或者大约300微米或更小。通过将第一压敏粘合剂层的最大厚度和最小厚度之间的差值设定在上述范围内,可将粘合剂片材粘附到例如具有1mm至2mm高度的突出部的粗糙表面。
第一压敏粘合剂层的不平坦的表面的60度光泽度是示出第一压敏粘合剂层的不平坦的表面的形貌的另一个指示,并且具体地涉及对粗糙表面的粘附性。在一些实施方案中,第一压敏粘合剂层的60度光泽度为大约3或更大、大约4或更大、或者大约5或更大,但大约60或更小、大约55或更小、或者大约50或更小。通过将第一压敏粘合剂层的60度光泽度设定在上述范围内,可以通过强粘合力将粘合剂片材粘附到例如具有带有1mm至2mm高度的突出部的粗糙表面。60度光泽度被定义为根据JIS Z8741测量的值。
在一些实施方案中,刚性树脂膜的厚度为微球的体积平均粒径的大约0.2倍或更大、大约0.25倍或更大、或者大约0.3倍或更大,但大约7倍或更小、大约6.5倍或更小、或者大约6倍或更小。由于选择刚性树脂膜的厚度以满足上述条件,因此可通过充分防止粘合剂片材相对于由在施加粘合剂片材期间微球的变形所引起的应力的变形而保持粘合剂片材的平滑外观。
可通过公开已知的方法将粘合剂片材施加到粘附体表面。在施加期间,可通过辊等将粘合剂片材压贴在粘附体表面上,或者可通过用手摩擦压贴在粘附体表面上。粘合剂片材在施加期间可暂时变形,但可通过允许粘合剂片材在随着时间消逝而恢复其形状来提供平滑表面。在一个实施方案中,将粘合剂片材施加到粗糙表面,诸如砂浆和混凝土,并且在施加之后提供平滑的外观。
粘合剂片材的粘合力根据粘附体表面而变化,当由180度剥离强度指示时,粘合力为例如大约0.5N/25mm或更大、或者大约1N/25mm或更大,但大约50N/25mm或更小、或者大约25N/25mm或更小。由于粘合剂片材具有刚性树脂膜,因此粘合剂片材在弯曲方向上变形的可能性较小,并且引发粘合剂片材剥离所需的力不会集中在引发剥离的位置处。因此,即使当180度剥离强度小时,粘合剂片材仍可保持在粘附体表面上。180度剥离强度被定义为通过以下方式获得的粘合力:通过将粘合剂片材切割成具有25mm的宽度和150mm的长度的矩形形状来制备测试件,根据JIS Z 0237 8.2.3将测试件在20℃下粘附到粘附体表面。并且然后留在20℃下保持24小时,并且在20℃下,以300mm/min的剥离速率使用张力测试仪进行180度剥离。
尽管其中粘合剂片材和粘附体彼此粘附的结构的剪切力根据粘附体表面而变化,但剪切力为例如大约0.05MPa或更大、或者大约0.10MPa或更大,但大约1.5MPa或更小、或者大约1.0MPa或更小。粘合剂片材可表现出高剪切力,尤其是当将粘合剂片材施加到粗糙表面时。不受任何理论的束缚,这是因为第一压敏粘合剂层的不平坦的表面与粗糙表面的不平性相配合。高剪切力有利于防止在将粘合剂片材施加到竖直表面时由粘合剂片材的重量造成的滑动。剪切力被定义为通过以下方式获得的粘合力:通过将粘合剂片材切割成具有25mm的宽度和60mm的长度的矩形形状而制备测试件,在23℃下使用辊以接触区域为25mm×12mm的方式将测试件粘附到具有25mm的宽度、60mm的长度和1mm的厚度的铝面板,并且然后留在20℃下保持24小时,并且在20℃下,以50mm/min的拉伸速度使用张力测试仪进行测量。
一个实施方案的粘合剂片材具有可重新定位性。由于微球的存在,具有不平坦的表面的第一压敏粘合剂层可赋予粘合剂片材可重新定位性。
粘合剂片材还可包括一种或多种任选组成,诸如设置在这些刚性树脂膜的表面或者另一个表面上或表面上方的表面保护层,装饰性层诸如印刷层和金属蒸汽沉积层,粘附这些层的粘合剂层,以及另一个附加树脂膜层。
在一个实施方案中,粘合剂片材包括具有印刷在其表面上的图形图像的透明树脂膜。
刚性树脂膜在其另一个表面上可具有第二压敏粘合剂层。由于第二压敏粘合剂层,刚性树脂膜可粘附到透明树脂膜或另一层,诸如金属层。图形图像可定位在透明树脂膜和第二压敏粘合剂层之间。有鉴于此,图形图像可被透明树脂膜保护。
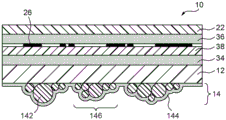
图3示出了本公开的另一个实施方案的粘合剂片材10的示意性剖视图。粘合剂片材10具有设置在刚性树脂膜12(图3中的顶部表面)的另一个表面上的第二压敏粘合剂层24和透明树脂膜22。将图形图像26印刷在透明树脂膜22的表面上(图3中的底部表面)。图形图像26定位在透明树脂膜22和第二压敏粘合剂层24之间。
透明树脂膜的原材料没有特别限制;然而,其示例包括聚氯乙烯,聚偏二氯乙烯,聚酯诸如聚对苯二甲酸乙二醇酯和聚萘二甲酸乙二醇酯,聚烯烃诸如聚乙烯和聚丙烯,聚碳酸酯,丙烯酸类树脂和氟树脂诸如聚四氟乙烯和聚偏二氟乙烯。从实现优异耐候性和透明性的角度来看,丙烯酸类树脂膜有利地用作透明树脂膜。
各种厚度可用于透明树脂膜,并且例如厚度可为大约25微米或更大、或者大约40微米或更大,但大约500微米或更小、或者大约300微米或更小。
透明树脂膜可已经历表面处理,诸如消光处理、压花处理、打底漆处理、电晕处理和等离子体处理,以用于装饰性目的等。透明树脂膜在其表面上可具有受体层并且可为受体膜。通过使用具有受体层的透明树脂膜或作为受体膜的透明树脂膜,可通过喷墨印刷等将图形图像直接形成在透明树脂膜上。透明树脂膜可包含其它任选组分,诸如填料、着色剂、紫外线吸收剂和抗氧化剂。
透明树脂膜可为无色的或可为着色的。在一些实施方案中,400nm至700nm波长范围内的透明树脂膜的总透光率为大约85%或更大、或者大约90%或更大。本公开中的总透光率可根据JIS K 7361-1:1997(ISO 13468-1:1996)来确定。
图形图像可为使用喷墨印刷、丝网印刷、照相凹版印刷、胶版印刷、静电印刷等印刷在透明树脂膜上的图形图像。
第二压敏粘合剂层可通过使用压敏粘合剂组合物来形成,该压敏粘合剂组合物包含公开已知的树脂,诸如丙烯酸类树脂、聚氨酯、聚烯烃、聚酯、基于橡胶的树脂、基于有机硅的树脂或基于乙酸乙烯酯的树脂。第二压敏粘合剂层可包含增粘剂或可为交联的。在一个实施方案中,第二压敏粘合剂层包含白色颜料,诸如氧化钛。在该实施方案中,粘附体表面可被隐藏。
各种厚度可用于第二压敏粘合剂层,并且例如厚度可为大约10微米或更大、大约20微米或更大、或者大约30微米或更大,但大约200微米或更小、或者大约100微米或更小。
具有此类图形图像的粘合剂片材可通过以下程序制备。制备具有刚性树脂膜和第一压敏粘合剂层的粘合剂片材。然后,根据需要,对刚性树脂膜的表面或刚性树脂膜上的另一层的表面进行表面处理,并且将压敏粘合剂层组合物施加在表面上并干燥以形成第二压敏粘合剂层。使用喷墨印刷、丝网印刷、照相凹版印刷等将图形图像印刷在透明树脂膜的一个表面上。透明树脂膜和粘合剂片材以使得透明树脂膜的图形图像印刷表面和第二压敏粘合剂层彼此面对的方式进行层压。根据需要,背衬可布置在透明树脂膜的未印刷表面上,并且剥离衬垫可布置在第一压敏粘合剂层上。根据需要,为了增强第二压敏粘合剂层和透明树脂膜之间的粘合特性,可在透明树脂膜的表面上进行电晕处理、打底漆处理等。
可通过以下程序制备具有图形图像的粘合剂片材。第二压敏粘合剂层形成在刚性树脂膜的表面上,并且将剥离衬垫粘附到第二压敏粘合剂层上。然后,第一压敏粘合剂层形成在刚性树脂膜的相对表面上,并且将剥离衬垫粘附到第一压敏粘合剂层上。在移除第二压敏粘合剂层上的剥离衬垫之后,将印刷有图形图像的透明树脂膜层压在第二压敏粘合剂层上。
透明树脂膜可为刚性树脂膜。图4示出了本公开的另一个实施方案的粘合剂片材10的示意性剖视图。粘合剂片材10具有刚性树脂膜12(该刚性树脂膜也为透明树脂膜22)、印刷在刚性树脂膜12上的图形图像26、粘合剂层34、附加树脂膜层32和第一压敏粘合剂层14。粘合剂层34可为类似于第二压敏粘合剂层的层,并且可包含白色颜料,诸如氧化钛。附加树脂膜层的示例包括聚氯乙烯,聚偏二氯乙烯,聚酯诸如聚对苯二甲酸乙二醇酯和聚萘二甲酸乙二醇酯,聚烯烃诸如聚乙烯和聚丙烯,聚碳酸酯,丙烯酸类树脂和氟树脂诸如聚四氟乙烯和聚偏二氟乙烯的膜。各种厚度可用作其厚度,并且例如厚度可为大约25微米或更大、或者大约40微米或更大,但大约500微米或更小、或者大约300微米或更小。通过将这些膜的总厚度设定为80微米或更大、以及500微米或更小,透明树脂膜和附加树脂膜可一起用作刚性树脂膜。
刚性树脂膜在其表面上可具有受体层并且可为受体膜。在一个实施方案中,受体层或受体膜包含丙烯酸类树脂。通过使用具有受体层的刚性树脂膜或作为受体膜的刚性树脂膜,可通过喷墨印刷等将图形图像直接形成在刚性树脂膜上。可经由粘合剂层将受体层层压在刚性树脂膜上。
图5示出了本公开的另一个实施方案的粘合剂片材10的示意性剖视图。粘合剂片材10具有透明树脂膜22、透明粘合剂层36、图形图像26、接收图形图像26的受体层38、刚性树脂膜12和第一压敏粘合剂层14。透明粘合剂层36可为类似于第二压敏粘合剂层的层,只要该层为透明的即可。
图6示出了本公开的另一个实施方案的粘合剂片材10的示意性剖视图。粘合剂片材10具有透明树脂膜22、透明粘合剂层36、图形图像26、接收图形图像26的受体层38、粘合剂层34、刚性树脂膜12和第一压敏粘合剂层14。粘合剂层34可为类似于第二压敏粘合剂层的层,并且可包含白色颜料,诸如氧化钛。透明粘合剂层36可为类似于第二压敏粘合剂层的层,只要该层为透明的即可。受体层38可为透明丙烯酸类树脂膜。
粘合剂片材还可以包括金属层。金属层的使用赋予粘合剂片材低的可燃性、阻燃性或不易燃性(下文统称为“不易燃性”)。不受任何理论的束缚,认为整个粘合剂片材可被制成不易燃的,因为金属层本身具有高不易燃性,并且粘合剂片材的至少一部分组分可被保护或屏蔽火焰、热、氧气等。
金属层可包含例如铝、铝合金、钢、钢合金、铜、铜合金、钛、钛合金、或者这些中的两种或更多种类型的组合。金属层可为多个金属层的层压体。在一个实施方案中,金属层以金属箔或金属片材的形式使用。从可用性和优异的不易燃性的角度来看,金属层优选地包含铝或钢。从以低成本实现实际不易燃性的角度来看,金属层更优选地包含铝。
在一些实施方案中,金属层的厚度可为大约8微米或更大、大约10微米或更大、或者大约15微米或更大、大约200微米或更小、大约150微米或更小、或者大约100微米或更小。通过将金属层的厚度设定为大约8微米或更大,可实现优异的不易燃性。通过将金属层的厚度设定为大约200微米或更小,可避免粘合剂片材的生产成本的不必要增加。
当金属层包含铝时,金属层的厚度可被设定为大约12微米或更大、大约15微米或更大、或者大约25微米或更大,并且可通过将厚度设定为大约30微米或更大、大约40微米或更大、或者大约50微米或更大来实现优异的不易燃性。
在一个实施方案中,金属层布置在刚性树脂膜的另一面上或刚性树脂膜的另一面上方。也就是说,金属层布置在与其中布置有刚性树脂膜的第一压敏粘合剂层的面相对的面上。金属层被布置成与面直接接触或布置有插置在金属层和面之间的另一层。在该实施方案中,当将粘合剂片材施加到基体材料时,刚性树脂膜定位在金属层和基体材料之间。因此,由于金属层的存在,具有相对较大厚度并且易于在粘合剂片材的部件之间燃烧的刚性树脂膜被有效地保护或屏蔽火焰、热、氧气等,并且因此可赋予粘合剂片材高不易燃性。
图7示出了本公开的另一个实施方案的粘合剂片材10的示意性剖视图。粘合剂片材10具有布置在刚性树脂膜12(图7中的底面)的一个面上的第一压敏粘合剂层14和布置在刚性树脂膜12的另一面(图7中的上表面)上方的金属层42。金属层42通过第二压敏粘合剂层24粘附到刚性树脂膜12。粘合剂片材10还具有在刚性树脂膜12的另一面上方的透明树脂膜22,并且图形图像26印刷在透明树脂膜22的表面上(图7中的底面)。透明树脂膜22通过粘合剂层34粘附到金属层42,并且图形图像26定位在透明树脂膜22和粘合剂层34之间。当将粘合剂片材10施加到基体材料时,刚性树脂膜12定位在金属层42和基体材料之间。金属层42保护或屏蔽刚性树脂膜12免受火焰、热、氧气等侵害,粘合剂片材10的最外表面(图7中透明树脂膜22的上表面)首先被暴露,并且因此可防止或抑制火焰向刚性树脂膜12的扩散,该刚性树脂膜具有相对较大的厚度并且易于燃烧。粘合剂层34可为类似于第二压敏粘合剂层24的层,并且可包含白色颜料,诸如氧化钛。
在一个实施方案中,布置在金属层和装饰性层之间的粘合剂层(图7中,布置在金属层42和图形图像26之间的粘合剂层34)包含白色颜料,诸如氧化钛。在该实施方案中,金属层的色调可被隐藏,并且装饰性层的设计可被保持或增强。
在一些实施方案中,具有金属层的粘合剂片材的总热值例如在总计20分钟内为大约10MJ/m2或更小,优选地大约8MJ/m2或更小,并且更优选地大约6MJ/m2或更小。本公开中的总热值可通过使用根据ISO 5660-1的锥形量热法测量。根据对于防火材料的标准值,当总热值在总计5分钟内为8MJ/m2或更小时,粘合剂片材被分类为阻燃剂材料;当总热值在总计10分钟内为8MJ/m2或更小时,粘合剂片材被分类为准不可燃材料;并且当总热值在总计20分钟内为8MJ/m2或更小时,粘合剂片材被分类为不可燃材料。
通过使具有不易燃性的粘合剂片材的厚度更小,可进一步增强不易燃性。在一些实施方案中,具有不易燃性的粘合剂片材的厚度可被设定为大约500微米或更小、大约300微米或更小、或者大约150微米或更小。
构成粘合剂片材的层可包含不易燃添加剂。不易燃添加剂的示例包括溴化合物、磷化合物、氯化合物、锑化合物、金属氢氧化物和氮化合物。作为溴化合物,可使用五溴二苯醚、八溴二苯醚、十溴二苯醚(DBDPE、DBDPO)、四溴双酚A(TBBPA)、六溴环十二烷(HBCD)、六溴苯等。作为磷化合物,可使用芳族磷酸盐诸如磷酸三苯酯、红磷和具有卤素的磷酸盐。作为氯化合物,可使用氯化石蜡等。作为锑化合物,可使用三氧化锑、五氧化锑等。作为金属氢氧化物,可使用氢氧化铝、氢氧化镁等。作为氮化合物,可使用氰尿酸三聚氰胺等。不易燃添加剂的配混量可在不损害粘合剂片材所期望的特征(诸如粘附性、设计和透明性)的范围内适当选择。
粘合剂片材可用于各种用途和各种表面上。其示例包括用于粘附到建筑物的墙壁、地板或天花板等的图形片材。具体地,粘合剂片材有利地应用于其中将粘合剂片材施加到平滑表面,覆盖有砂浆、混凝土、墙纸等的表面,具有大的不均匀度的表面,或具有不规则形状和不均匀尺寸的表面的任何情况。
粘合剂片材也可适当地用作用于照明标记的图形片材。用于照明标记的粘合剂片材具有从定位在粘合剂片材的背侧上的照明透射光的至少一部分的区域。当将粘合剂片材粘附在由玻璃、塑料等制成的照明标记的面板上时,可在将光关闭并开启时观察到的装饰可赋予照明标记。当粘合剂片材具有可重新定位性时,变得不必要的粘合剂片材可容易地从照明标记移除,并且可根据需要将新的粘合剂片材粘附到照明标记。
在一些实施方案中,粘合剂片材的总透光率可为大约5%或更大、大约7%或更大、或者大约10%或更大、以及大约90%或更小、大约60%或更小、或者大约30%或更小,为粘合剂片材的整个面的平均值。
实施例
用于制备粘合剂片材的原材料示于表1中。
表1



2EHA:丙烯酸-2-乙基己酯
AA:丙烯酸
1,4-BDA:1,4-丁二醇二丙烯酸酯
弹性树脂微球1-LSA 1的制备
通过以下程序制备弹性树脂微球1(LSA 1)。在配备有导流板的1L玻璃烧瓶中,装入1.5g的聚乙烯醇(皂化程度:大约88摩尔%;粘度:大约44mPa·s;pH:大约6)和279g的去离子水。使用IR搅拌器将混合物的温度升至45℃,并且将混合物通过搅拌器混合。在聚乙烯醇的颗粒完全溶解于水中之后,将放置在广口瓶中并且包含141g的丙烯酸-2-乙基己酯、9g的丙烯酸和0.0375g的1,4-丁二醇二丙烯酸酯的预混物倒入烧瓶中。在350rpm的搅拌速率下,通过具有45mm尺寸的叶轮片搅拌混合物,并且将烧瓶再次加热至45℃,同时将氮气鼓泡到混合物中。在温度达到45℃时,将0.45g的2,2'-偶氮二(2,4-二甲基戊腈)(AVN)加入到混合物中。聚合在加入AVN之后大约1小时内已经引发,并且温度已随着放热反应而升高。在温度升高停止之后,将温度设定升至65℃,并且在聚合引发之后将该温度保持3小时。然后,将混合物冷却,并且通过#16金属网过滤所获得的聚合物悬浮液。通过使用激光衍射粒度分析仪,Beckman Coulter LS230来测量所获得的微球的体积平均粒径。LSA 1的体积平均粒径为大约200微米。LSA 1的粘弹性测量使用RSA II粘弹性光谱仪进行,其由Rheometrics(先进流变扩展系统(ARES))制造。在25℃下的剪切储能模量为7×105达因/厘米2,并且压缩弹性模量为大约2.3×104Pa。
弹性树脂微球2-LSA 2的制备
通过与对于LSA 1相同的程序制备LSA 2,不同的是将原材料的所有量改变为对于LSA 1的量的1.5倍。LSA 2的体积平均粒径为大约220微米。
弹性树脂微球3-LSA 3的制备
通过与对于LSA 2相同的程序制备LSA 3,不同的是将搅拌速率从350rpm改变为425rpm。LSA 3的体积平均粒径为大约153微米。
弹性树脂微球4-LSA 4的制备
通过与对于LSA 1相同的程序制备LSA 4,不同的是将原材料的所有量改变为对于LSA 1的量的10倍,并且将搅拌速率改变为153rpm。LSA 4的体积平均粒径为大约204微米。
弹性树脂微球5-LSA 5的制备
通过与对于LSA 1相同的程序制备LSA 5,不同的是将聚乙烯醇改变为具有大约88摩尔%的皂化度、大约95mPa·s的粘度和大约6的pH的聚乙烯醇,并且将搅拌速率改变为457rpm。LSA 5的体积平均粒径为大约133微米。
弹性树脂微球6-LSA 6的制备
通过与对于LSA 5相同的程序制备LSA 6,不同的是将搅拌速率改变为401rpm。LSA6的体积平均粒径为大约174微米。
弹性树脂微球7-MSA 1的制备
通过以下程序制备弹性树脂微球7(MSA 1)。在配备有导流板的1L玻璃烧瓶中,装入9.66g的NEOPELEX G-15(日本东京中央区的花王株式会社(Kao Corporation(Chuo-ku,Tokyo,Japan)))和279g的去离子水。使用IR搅拌器将混合物的温度升至45℃,并且将混合物通过搅拌器混合。将放置在广口瓶中并且包含141g的丙烯酸异辛酯、9g的丙烯酸和0.0375g的1,4-丁二醇二丙烯酸酯的预混物倒入烧瓶中。在450rpm的搅拌速率下,通过具有45mm尺寸的叶轮片搅拌混合物,并且将烧瓶再次加热至45℃,同时将氮气鼓泡到混合物中。在温度达到45℃时,将0.45g的2,2'-偶氮二(2,4-二甲基戊腈)(AVN)加入到混合物中。聚合在加入AVN之后大约1小时内已经引发,并且温度已随着放热反应而升高。在温度升高停止之后,将温度设定升至65℃,并且在聚合引发之后将该温度保持3小时。然后,将混合物冷却,并且通过#16金属网过滤所获得的聚合物悬浮液。通过使用激光衍射粒度分析仪,Beckman Coulter LS230来测量所获得的微球的体积平均粒径。MSA 1的体积平均粒径为大约32微米。
实施例1
通过混合LSA 1和粘合剂A1来制备第一压敏粘合剂层溶液。LSA 1与A1根据固体含量的质量比为50:100(33:67)。第一压敏粘合剂层溶液的固体含量为大约46%。混合第一压敏粘合剂层溶液和交联剂CL1。A1与CL1根据固体含量的质量比为100:0.09。通过刮刀涂覆机将混合物施加在聚酯膜1(PET 1)上。将涂覆的第一压敏粘合剂层在95℃下干燥5分钟。干燥之后的第一压敏粘合剂层的厚度为114微米,并且第一压敏粘合剂层的表面具有凹凸面形状。第一压敏粘合剂层的干涂层重量为42g/m2。第一压敏粘合剂层和剥离衬垫(未处理的聚乙烯膜;厚度:100微米)的不平坦的表面彼此粘附。将通过使用根据JP 2014-172320A中的实施例1所述的方法制备的粘合剂组合物形成的具有30微米厚度的白色压敏粘合剂层层压在PET 1的第一压敏粘合剂层的相对面上。制备层压在聚酯载体上并且具有50微米的厚度的透明丙烯酸类膜。在使用透明丙烯酸类膜的暴露面上的溶剂喷墨油墨进行喷墨印刷之后,将印刷表面和白色压敏粘合剂层彼此粘附。然后剥离聚酯载体以获得实施例1的粘合剂片材。
实施例2
以与实施例1相同的方式制备实施例2的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为72g/m2。
实施例3
以与实施例1相同的方式制备实施例3的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为91g/m2。
实施例4
以与实施例1相同的方式制备实施例4的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为110g/m2。
实施例5
以与实施例1相同的方式制备实施例5的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为142g/m2。
实施例6
以与实施例1相同的方式制备实施例6的粘合剂片材,不同的是根据固体含量比率,将LSA 1与A1的质量比改变为100:100(50:50),并且将第一压敏粘合剂层的干涂层重量改变为114g/m2。
实施例7
以与实施例6相同的方式制备实施例7的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为150g/m2。
实施例8
以与实施例1相同的方式制备实施例8的粘合剂片材,不同的是将LSA 1改变为LSA2并将第一压敏粘合剂层的干涂层重量改变为38g/m2。
实施例9
以与实施例8相同的方式制备实施例9的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为39g/m2。
实施例10
以与实施例8相同的方式制备实施例10的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为54g/m2。
实施例11
以与实施例1相同的方式制备实施例11的粘合剂片材,不同的是将LSA 1改变为LSA 3并将第一压敏粘合剂层的干涂层重量改变为20g/m2。
实施例12
以与实施例11相同的方式制备实施例12的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为79g/m2。
实施例13
以与实施例11相同的方式制备实施例13的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为80g/m2。
实施例14
以与实施例1相同的方式制备实施例14的粘合剂片材,不同的是将PET 1改变为具有100微米厚度的聚酯膜2(PET 2)并将第一压敏粘合剂层的干涂层重量改变为75g/m2。
实施例15
以与实施例1相同的方式制备实施例15的粘合剂片材,不同的是将PET 1改变为具有300微米厚度的聚烯烃膜2(PO 2)并将第一压敏粘合剂层的干涂层重量改变为75g/m2。
实施例16
以与实施例1相同的方式制备实施例16的粘合剂片材,不同的是将LSA 1改变为LSA 4并将第一压敏粘合剂层的干涂层重量改变为41g/m2。
实施例17
以与实施例16相同的方式制备实施例17的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为67g/m2。
实施例18
以与实施例16相同的方式制备实施例18的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为88g/m2。
实施例19
以与实施例1相同的方式制备实施例19的粘合剂片材,不同的是将LSA 1改变为LSA 5并将第一压敏粘合剂层的干涂层重量改变为41g/m2。
实施例20
以与实施例19相同的方式制备实施例20的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为52g/m2。
实施例21
以与实施例1相同的方式制备实施例21的粘合剂片材,不同的是将LSA 1改变为LSA 6并将第一压敏粘合剂层的干涂层重量改变为65g/m2。
实施例22
以与实施例21相同的方式制备实施例22的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为80g/m2。
实施例23
以与实施例21相同的方式制备实施例23的粘合剂片材,不同的是将第一压敏粘合剂层的干涂层重量改变为99g/m2。
比较例1
通过混合MSA 1和A1来制备压敏粘合剂溶液。MSA 1与A1根据固体含量的质量比为25:100(20:80)。压敏粘合剂溶液的固体含量为大约46%。混合压敏粘合剂溶液和CL1。A1与CL1根据固体含量的质量比为100:0.09。通过刮刀涂覆机将混合物施加在PET 1上。将涂覆的压敏粘合剂层在95℃下干燥5分钟。干燥之后的压敏粘合剂层的厚度为16微米,并且压敏粘合剂层的表面具有凹凸面形状。压敏粘合剂层的干涂层重量为18g/m2。压敏粘合剂层和剥离衬垫(未处理的聚乙烯膜;厚度:100微米)的不平坦的表面彼此粘附。将实施例1中所用的具有30微米的厚度的白色压敏粘合剂层层压在PET 1的压敏粘合剂层的相对面上。制备层压在聚酯载体上并且具有50微米的厚度的透明丙烯酸类膜。在使用透明丙烯酸类膜的暴露面上的溶剂喷墨油墨进行喷墨印刷之后,将印刷表面和白色压敏粘合剂层彼此粘附。然后剥离聚酯载体以获得比较例1的粘合剂片材。
比较例2
以与实施例1相同的方式制备比较例2的粘合剂片材,不同的是使用双面胶带KRT-15(日本东京品川区的3M日本有限公司(3M Japan Limited(Shinagawa-ku,Tokyo,Japan))作为压敏粘合剂层。
比较例3
以与实施例1相同的方式制备比较例3的粘合剂片材,不同的是使用丙烯酸类泡沫双面胶带VHB 4481MH(日本东京品川区的3M日本有限公司(3M Japan Limited(Shinagawa-ku,Tokyo,Japan))作为压敏粘合剂层。
比较例4
以与实施例1相同的方式制备比较例4的粘合剂片材,不同的是将PET 1改变为具有300微米厚度的聚烯烃膜1(PO 1)并将压敏粘合剂层的干涂层重量改变为69g/m2。
比较例5
以与实施例1相同的方式制备比较例5的粘合剂片材,不同的是将PET 1改变为具有75微米厚度的聚酯膜3(PET 3)并将压敏粘合剂层的干涂层重量改变为75g/m2。
比较例6
以与实施例1相同的方式制备比较例6的粘合剂片材,不同的是将PET 1改变为具有50微米厚度的聚酯膜4(PET 4)并将压敏粘合剂层的干涂层重量改变为75g/m2。
比较例7
以与实施例1相同的方式制备比较例7的粘合剂片材,不同的是将LSA 1改变为MS1,将MS 1的加入量改变为30质量份,并且将干涂层重量改变为19g/m 2。
比较例8
以与比较例7相同的方式制备比较例8的粘合剂片材,不同的是将干涂层重量改变为28g/m2。
实施例24
制备了一种图像受体膜,其中将具有30微米的厚度的透明丙烯酸类膜层压在PET1的一个表面上。在使用透明丙烯酸类膜上的溶剂喷墨油墨进行喷墨印刷之后,将比较例6的白色压敏粘合剂层粘附到其以获得实施例24的粘合剂片材。
通过以下程序测试并评估压敏粘合剂层、刚性树脂膜和粘合剂片材。
厚度
将样品的压敏粘合剂层表面粘附到具有50微米的厚度的聚酯膜并用作测试件。使用由Tester Sangyo有限公司(Tester Sangyo Co.,Ltd.)制造的TH-104厚度计测量整个测试件的厚度。通过从整个测试件的厚度中减去不包括压敏粘合剂层的部件的厚度而获得的厚度用作压敏粘合剂层的厚度。在三个点处进行厚度的测量,并且将平均值用作代表性值。
最大厚度和最小厚度之间的差值
将样品切割成大约50mm×大约25mm的尺寸,并且通过移除衬垫来暴露压敏粘合剂层表面。由Lasertec公司(Lasertec Corporation)制造的OPTELICS HYBRID显微镜观察到压敏粘合剂层表面,并且测量压敏粘合剂层的最大厚度和最小厚度之间的差值。观察放大倍数为20倍。
60度光泽度
压敏粘合剂层表面的60度光泽度由村上色彩技术研究所(Murakami ColorResearch Laboratory)制造的便携式光泽度计GMX-202测量。在三个点处进行光泽度的测量,并且将平均值用作代表性值。
屈服模量
通过将树脂膜切割成具有15mm的宽度和100mm的长度的矩形形状来制备测试件。使用张力测试仪(滕喜龙万能测试机,型号:RTC-1210A,由日本东京丰岛区的A&D有限公司(A&D Company,Limited(Toshima-ku,Tokyo,Japan))制造),在20℃下,50mm的夹持件之间的距离,以300mm/min的拉伸速度的条件下,根据JIS K 7127,测量测试件的伸长特性。将屈服点处的弹性模量用作屈服模量。
2%应变下的拉伸强度
通过将树脂膜切割成具有25mm的宽度和100mm的长度的矩形形状来制备测试件。使用张力测试仪(滕喜龙万能测试机,型号:RTC-1210A,由日本东京丰岛区的A&D有限公司(A&D Company,Limited(Toshima-ku,Tokyo,Japan))制造),在20℃下,50mm的夹持件之间的距离,以300mm/min的拉伸速度的条件下,测量在20℃下2%应变处的拉伸强度。
外观1
通过将粘合剂片材切割成大约150mm×大约150mm的正方形来制备测试件。在23℃下,使用辊将测试件中的每个测试件粘附在三聚氰胺涂覆的面板(日本神奈川平塚市的Paltek株式会社(Paltek Corporation(Hiratsuka-shi,Kanagawa,Japan)))、砂浆面板(日本神奈川平塚市的Paltek株式会社(Paltek Corporation(Hiratsuka-shi,Kanagawa,Japan)))和DI-NOC(商品名)PS-959膜(日本东京品川区的3M日本有限公司(3M JapanLimited(Shinagawa-ku,Tokyo,Japan)))中的每一者上。当视觉观察时,在其中基体材料上的测试件的表面为平坦的情况下,将外观评估为“优异”。当视觉观察时,在其中基体材料上的测试件的表面为粗糙的情况下,将外观评估为“不良”。在视觉观察到其中测试件在DI-NOC(商品名)PS-959膜上剥离的情况下,将外观评估为“失败”。
外观2
通过将粘合剂片材切割成大约150mm×大约150mm的正方形来制备测试件。在23℃下,使用辊将测试件粘附到灰墁涂覆的面板(日本神奈川平塚市的Paltek株式会社(PaltekCorporation(Hiratsuka-shi,Kanagawa,Japan)))上。在23℃下,将测试件粘附在其上的灰墁涂覆的面板竖直保持48小时。当视觉观察时,在其中基体材料上的测试件的表面为平坦的情况下,将外观评估为“优异”。当视觉观察时,在其中基体材料上的测试件的表面为粗糙的情况下,将外观评估为“不良”。在视觉观察到其中测试件在灰墁涂覆的面板上剥离的情况下,将外观评估为“失败”。
粘合力
通过将测试件切割成具有25mm的宽度和150mm的长度的矩形形状来制备测试件。在23℃下,将测试件中的每个测试件粘附在三聚氰胺涂覆的面板、砂浆面板和DI-NOC(商品名)PS-959膜中的每一者上。粘附方法是根据JIS Z 0237 8.2.3。将测试件留在20℃下保持24小时。使用张力测试仪(滕喜龙万能测试机,型号:RTC-1210A,由日本东京丰岛区的A&D有限公司(A&D Company,Limited(Toshima-ku,Tokyo,Japan))制造),在20℃下以300mm/min的剥离速率测量在进行180度剥离时的粘合力。
空气可剥离性
通过将粘合剂片材切割成大约150mm×大约150mm的正方形来制备测试件。在23℃下,使用辊将测试件粘附在三聚氰胺涂覆的面板(日本神奈川平塚市的Paltek株式会社(Paltek Corporation(Hiratsuka-shi,Kanagawa,Japan)))上。在其中基体材料和测试件之间的界面中未观察到气泡的情况下,将空气可剥离性评估为“优异”。在其中基体材料和测试件之间的界面中观察到气泡的情况下,将空气可剥离性评估为“不良”。
从砂浆面板的可移除性
通过将测试件切割成具有25mm的宽度和150mm的长度的矩形形状来制备测试件。在23℃下,使用辊将测试件粘附在砂浆面板(日本神奈川平塚市的Paltek株式会社(PaltekCorporation(Hiratsuka-shi,Kanagawa,Japan)))上。将测试件留在23℃下保持48小时。当移除测试件时,在其中压敏粘合剂残余物在砂浆面板上未观察到的情况下,将可移除性评估为“优异”。在其中压敏粘合剂残余物在砂浆面板上稍微观察到但易于使用异丙醇洗去的情况下,将可移除性评估为“良好”。在其中难以从砂浆面板移除测试件的情况下,将可移除性评估为“不良”。“优异”和“良好”实际上是可以接受的。
从DI-NOC(商品名)膜的可移除性
通过将测试件切割成具有25mm的宽度和150mm的长度的矩形形状来制备测试件。在23℃下,使用辊将测试件粘附在DI-NOC(商品名)PS-959膜上。将测试件留在23℃下保持48小时。当移除测试件时,在其中压敏粘合剂残余物在DI-NOC(商品名)PS-959膜上未观察到的情况下,将可移除性评估为“优异”。在其中压敏粘合剂残余物在DI-NOC(商品名)PS-959膜上稍微观察到但易于使用异丙醇洗去的情况下,将可移除性评估为“良好”。在其中难以从DI-NOC(商品名)PS-959膜移除测试件的情况下,将可移除性评估为“不良”。“优异”和“良好”实际上是可以接受的。DI-NOC(商品名)PS-959膜的表面粗糙度为大约50微米。
剪切力
通过将测试件切割成具有25mm的宽度和60mm的长度的矩形形状来制备测试件。在23℃下,使用辊以使得接触区域为25mm×12mm的方式将测试件粘附到具有25mm的宽度、60mm的长度和1mm的厚度的铝面板上。将测试件留在20℃下保持24小时。使用张力测试仪(滕喜龙万能测试机,型号:RTC-1210A,由日本东京丰岛区的A&D有限公司(A&D Company,Limited(Toshima-ku,Tokyo,Japan))制造),在20℃下,以50mm/min的拉伸速度的条件下测量剪切力。将通过测量两个测试件(N=2)获得的剪切力的平均值用作代表性值。
制备的粘合剂片材的细节示于表2中,并且评估结果示于表3中。在表3中,未评估的项目示出为“ND”。





图8为施加在壁板上的实施例17的粘合剂片材的图片。
实施例25
将实施例1的粘合剂片材评估为用于照明标记的图形膜。粘合剂片材的总透光率为13%。通过将粘合剂片材切割成大约300mm×大约210mm的正方形来制备测试件。当将测试件放置在LED广告面板上时,Sky Light V(日本东京新宿区的CAL有限公司(CAL Co.,Ltd.(Shinjuku-ku,Tokyo,Japan))),测试件可容易地粘附到面板,而面板和测试件之间的界面中不包括气泡。当LED照明设备被关闭时的外观(白天的外观)与当将粘合剂片材放置在白纸上时的外观相同,并且当LED照明设备被打开时的外观(夜间的外观)与白天的外观相同。
实施例26
通过混合LSA 1和粘合剂A1来制备第一压敏粘合剂层溶液。LSA 1与A1根据固体含量的质量比为50:100(33:67)。第一压敏粘合剂层溶液的固体含量为大约46%。混合第一压敏粘合剂层溶液和交联剂CL1。A1与CL1根据固体含量的质量比为100:0.09。通过刮刀涂覆机将混合物施加在聚酯膜1(PET 1)上。将涂覆的第一压敏粘合剂层在95℃下干燥5分钟。干燥之后的第一压敏粘合剂层的厚度为114微米,并且第一压敏粘合剂层的表面具有凹凸面形状。第一压敏粘合剂层的干涂层重量为42g/m2。第一压敏粘合剂层和剥离衬垫(未处理的聚乙烯膜;厚度:100微米)的不平坦的表面彼此粘附。将实施例1中所用的具有30微米的厚度的白色压敏粘合剂层层压在PET 1的压敏粘合剂层的相对面上以制备安装部件A。
制备具有32微米的厚度的铝片材。将实施例1中所用的具有30微米的厚度的白色压敏粘合剂层层压在铝片材上,以制备铝部件A。
制备层压在聚酯载体上并且具有50微米的厚度的透明丙烯酸类膜。通过使用溶剂喷墨油墨在透明丙烯酸类膜的暴露面上进行喷墨印刷以制备印刷部件。
将安装部件A和铝部件A层压,使得安装部件A的白色压敏粘合剂层和铝部件A的暴露面(在其上未层压白色压敏粘合剂层的面)彼此面对。将印刷部件的印刷面朝向并粘附到铝部件A的白色压敏粘合剂层。然后,剥离聚酯载体,并且获得具有图7中所示的层压结构的实施例26的粘合剂片材。
实施例27
以与实施例26相同的方式制备实施例27的粘合剂片材,不同的是将铝片材的厚度从32微米改变为50微米。
实施例28
以与实施例26相同的方式制备实施例28的粘合剂片材,不同的是将安装部件A和铝部件A的白色压敏粘合剂层改变为具有30微米的厚度的透明压敏粘合剂层,并且通过使用在JP 2017-197604 A的表2中被描述为ADH 5的可热交联的粘合剂来形成。
易燃性测试
粘合剂片材的总热值可通过使用根据ISO 5660-1的锥形量热法评估。通过将粘合剂片材切割成100mm×100mm的正方形来制备测试件,并且然后将其层压在具有12.5mm的厚度的100mm×100mm的正方形石膏板上。将所获得的层压体水平地放置到用于放置锥形量热仪的样品的部件上,并且通过使用放置在层压体上方的锥形电加热器使其经受50kW/m2的辐射加热,并且在由电火花造成的点火之后将测试进行20分钟。总热值基于通过燃烧气体分析消耗的氧量来确定。在N=2或N=3的条件下进行测试,并且将所获得的总热值的平均值用作粘合剂片材不易燃性的指数。当总热值在总计5分钟内为8MJ/m2或更小时,粘合剂片材为阻燃材料;当总热值在总计10分钟内为8MJ/m2或更小时,粘合剂片材为准不可燃材料;当总热值在总计20分钟内为8MJ/m2或更小时,粘合剂片材为不可燃材料。此外,在易燃性测试的20分钟期间,热释放速率超过200kW/m2的时间被记录为过量热生成的时间。在其中热释放速率超过200kW/m2的时间,即过量热生成的时间短于10秒的情况下,将粘合剂片材评估为不可燃材料。
外观3
通过将粘合剂片材切割成70mm×150mm的正方形来制备测试件。在23℃下,使用辊将测试件粘附在砂浆面板(日本神奈川平塚市的Paltek株式会社(Paltek Corporation(Hiratsuka-shi,Kanagawa,Japan)))上。当视觉观察时,在其中基体材料上的测试件的表面为平坦的情况下,将外观评估为“良好”。当视觉观察时,在其中基体材料上的测试件的表面为粗糙的情况下,将外观评估为“不良”。
实施例26至28的粘合剂片材的评估结果示于表4中。不包括金属层的实施例1的粘合剂片材的评估结果也在表4中示出作为参考实施例1。
表4

参考标记列表
10 粘合剂片材
12 刚性树脂膜
14 第一压敏粘合剂层
142 弹性树脂微球
144 粘性粘结剂
146 簇
22 透明树脂膜
24 第二压敏粘合剂层
26 图形图像
32 附加树脂膜层
34 粘合剂层
36 透明粘合剂层
38 受体层
42 金属层
200 基体材料。
Claims (22)
1.一种粘合剂片材,所述粘合剂片材包括:
刚性树脂膜,所述刚性树脂膜具有80微米至500微米的厚度,和第一压敏粘合剂层,所述第一压敏粘合剂层设置在所述刚性树脂膜的表面上或表面上方,其中
所述第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂,并且
由于所述微球的存在,所述第一压敏粘合剂层具有不平坦的表面,
其中所述刚性树脂膜具有10MPa至300MPa的屈服模量,其中所述屈服模量被定义为通过将刚性树脂膜切割成矩形形状而制成测试件并且根据JIS K 7127使用张力测试仪在以下条件下测量所述测试件的伸长特性时位于屈服点处的弹性模量,其中所述矩形形状具有15mm的宽度和100mm的长度,并且所述条件为:20℃,夹持件之间的距离为50mm,并且拉伸速度为300mm/min,其中所述刚性树脂膜的所述屈服模量和所述厚度的乘积为0.9×104N/m至5×104N/m。
2.根据权利要求1所述的粘合剂片材,所述粘合剂片材包括:
透明树脂膜,所述透明树脂膜具有印刷在所述透明树脂膜的表面上的图形图像。
3.根据权利要求1或2所述的粘合剂片材,其中所述微球为粘性的。
4.根据权利要求1所述的粘合剂片材,其中所述微球在20℃下具有1kPa至100kPa的压缩弹性模量。
5.根据权利要求1所述的粘合剂片材,其中所述刚性树脂膜具有15MPa至300MPa的屈服模量。
6.根据权利要求1所述的粘合剂片材,其中所述刚性树脂膜的所述屈服模量和所述厚度的乘积为1×104N/m至4×104N/m。
7.根据权利要求1所述的粘合剂片材,其中所述刚性树脂膜在2%应变下具有40N/25mm或更大的拉伸强度。
8.根据权利要求1所述的粘合剂片材,其中所述刚性树脂膜为聚酯膜。
9.根据权利要求1所述的粘合剂片材,其中所述刚性树脂膜的所述厚度为所述微球的所述体积平均粒径的0.2倍或更大。
10.根据权利要求1所述的粘合剂片材,其中所述第一压敏粘合剂层具有包括所述微球的簇的岛状结构。
11.根据权利要求1所述的粘合剂片材,其中所述第一压敏粘合剂层在所述不平坦的表面上具有50或更小的60度光泽度。
12.根据权利要求1所述的粘合剂片材,其中所述第一压敏粘合剂层的最大厚度和最小厚度之间的差值为50微米或更大。
13.根据权利要求1所述的粘合剂片材,其中所述粘性粘结剂为丙烯酸类压敏粘合剂。
14.根据权利要求1所述的粘合剂片材,其中所述第一压敏粘合剂层中的所述粘性粘结剂与所述微球的质量比为40:60至90:10。
15.根据权利要求1所述的粘合剂片材,所述粘合剂片材还包括金属层。
16.根据权利要求15所述的粘合剂片材,其中所述金属层布置在所述刚性树脂膜的另一面上或所述刚性树脂膜的所述另一面上方。
17.根据权利要求15或16所述的粘合剂片材,其中所述金属层包含铝。
18.根据权利要求2所述的粘合剂片材,所述粘合剂片材还包括位于所述刚性树脂膜的另一面上的第二压敏粘合剂层。
19.根据权利要求18所述的粘合剂片材,其中所述第二压敏粘合剂层包含白色颜料。
20.根据权利要求2所述的粘合剂片材,其中所述透明树脂膜为所述刚性树脂膜。
21.一种将粘合剂片材施加在粗糙表面上的方法,所述方法包括:
提供粘合剂片材,所述粘合剂片材包括:
刚性树脂膜,所述刚性树脂膜具有80微米至500微米的厚度,和
第一压敏粘合剂层,所述第一压敏粘合剂层设置在所述刚性树脂膜的表面上或表面上方,其中
所述第一压敏粘合剂层包含体积平均粒径为110微米或更大的弹性树脂微球和粘性粘结剂,并且
由于所述微球的存在,所述第一压敏粘合剂层具有不平坦的表面;和
将所述粘合剂片材施加在粗糙表面上;
所述粘合剂片材在施加在所述粗糙表面上之后表现出平滑的外观,
其中所述刚性树脂膜具有10MPa至300MPa的屈服模量,其中所述屈服模量被定义为通过将刚性树脂膜切割成矩形形状而制成测试件并且根据JIS K 7127使用张力测试仪在以下条件下测量所述测试件的伸长特性时位于屈服点处的弹性模量,其中所述矩形形状具有15mm的宽度和100mm的长度,并且所述条件为:20℃,夹持件之间的距离为50mm,并且拉伸速度为300mm/min,其中所述刚性树脂膜的所述屈服模量和所述厚度的乘积为0.9×104N/m至5×104N/m。
22.根据权利要求21所述的方法,其中所述粘合剂片材包括透明树脂膜,并且所述透明树脂膜具有印刷在所述透明树脂膜的表面上的图形图像。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017077645 | 2017-04-10 | ||
| JP2017-077645 | 2017-04-10 | ||
| JP2018026922A JP7164307B2 (ja) | 2017-04-10 | 2018-02-19 | 粘着シート及び粘着シートを粗面に適用する方法 |
| JP2018-026922 | 2018-02-19 | ||
| PCT/IB2018/052336 WO2018189626A1 (en) | 2017-04-10 | 2018-04-04 | Adhesive sheet and method of applying adhesive sheet to rough surface |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110520494A CN110520494A (zh) | 2019-11-29 |
| CN110520494B true CN110520494B (zh) | 2023-02-28 |
Family
ID=64282514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880024412.5A Active CN110520494B (zh) | 2017-04-10 | 2018-04-04 | 粘合剂片材和将粘合剂片材施加到粗糙表面的方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11407925B2 (zh) |
| EP (1) | EP3609968B1 (zh) |
| JP (1) | JP7164307B2 (zh) |
| CN (1) | CN110520494B (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3388238A1 (en) * | 2017-04-13 | 2018-10-17 | Max-Planck-Gesellschaft zur Förderung der Wissenschaften e.V. | Carrier, use of a carrier, method of activating a carrier and method of making a carrier |
| JP7327934B2 (ja) | 2018-12-21 | 2023-08-16 | スリーエム イノベイティブ プロパティズ カンパニー | 粘着シート及び粘着シートを粗面に適用する方法 |
| CN110951408B (zh) * | 2019-12-02 | 2022-03-08 | 苏州泰仑电子材料有限公司 | 用于多种粗糙度表面的保护膜 |
| JP7548723B2 (ja) | 2020-01-15 | 2024-09-10 | スリーエム イノベイティブ プロパティズ カンパニー | 粘着シート及びその製造方法 |
| JP7609578B2 (ja) | 2020-07-10 | 2025-01-07 | スリーエム イノベイティブ プロパティズ カンパニー | 水封止性装飾用接着フィルム |
| KR102513631B1 (ko) * | 2022-11-23 | 2023-03-24 | 주식회사 케이홀로 | 배경의 입체효과와 음영을 이용한 투명 디스플레이 기반의 영상 재생 장치 |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3301741A (en) | 1963-09-11 | 1967-01-31 | Minnesota Mining & Mfg | Adhesive sheet and method of making |
| US3314838A (en) | 1964-08-26 | 1967-04-18 | Minnesota Mining & Mfg | Pressure sensitive adhesives containing hollow spheroidal particles |
| US3554835A (en) | 1967-08-16 | 1971-01-12 | Morgan Adhesives Co | Slidable adhesive laminate and method of making |
| GB1493407A (en) | 1974-12-16 | 1977-11-30 | Ici Ltd | Decorative sheet material |
| AR211924A1 (es) | 1975-04-17 | 1978-04-14 | United Merchants & Mfg | Laminado y metodo para producirlo |
| CA1106993A (en) | 1976-05-26 | 1981-08-11 | Martin M. Sackoff | Method for making a pressure sensitive adhesive coated laminate |
| US4049483A (en) | 1976-11-18 | 1977-09-20 | Minnesota Mining And Manufacturing Company | Pressure sensitive hot-melt adhesive system |
| JPS5933957B2 (ja) | 1977-09-20 | 1984-08-18 | 株式会社東芝 | 放電灯点灯装置 |
| US4376151A (en) | 1981-06-29 | 1983-03-08 | Moore Business Forms, Inc. | Pressure threshold adhesive |
| JPS5813682A (ja) | 1981-07-16 | 1983-01-26 | Nippon Carbide Ind Co Ltd | 感圧接着剤層 |
| JPH0414434Y2 (zh) | 1985-04-08 | 1992-03-31 | ||
| JP2657965B2 (ja) | 1987-10-31 | 1997-09-30 | 日本カーバイド工業 株式会社 | 感圧接着剤層 |
| US4994322A (en) | 1989-09-18 | 1991-02-19 | Minnesota Mining And Manufacturing | Pressure-sensitive adhesive comprising hollow tacky microspheres and macromonomer-containing binder copolymer |
| US5141790A (en) | 1989-11-20 | 1992-08-25 | Minnesota Mining And Manufacturing Company | Repositionable pressure-sensitive adhesive tape |
| US5196246A (en) | 1991-05-17 | 1993-03-23 | Minnesota Mining And Manufacturing Company | Wall decorating system |
| US5264467A (en) | 1991-09-24 | 1993-11-23 | Air Products And Chemicals, Inc. | High performance solvent-free contact adhesive |
| US5296277A (en) | 1992-06-26 | 1994-03-22 | Minnesota Mining And Manufacturing Company | Positionable and repositionable adhesive articles |
| JP3417596B2 (ja) | 1993-04-07 | 2003-06-16 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 弾性微小球を含有する粘着フィルム |
| US5607763A (en) | 1993-04-07 | 1997-03-04 | Minnesota Mining And Manufacturing Company | Decorative film with PSA for easy application |
| JP3585962B2 (ja) | 1994-10-06 | 2004-11-10 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 気泡抜け性能を有するフィルム |
| US6015606A (en) | 1994-10-06 | 2000-01-18 | 3M Innovative Properties Company | Adhesive-coated film |
| US5795636A (en) | 1995-11-15 | 1998-08-18 | Minnesota Mining And Manufacturing Company | Positionable and repositionable adhesive article |
| JPH09157606A (ja) * | 1995-12-01 | 1997-06-17 | Minnesota Mining & Mfg Co <3M> | 粘着シート、その製造方法および粘着シート貼付構造 |
| JP3612394B2 (ja) * | 1996-10-25 | 2005-01-19 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 粘着シートおよびその製造方法 |
| US5897930A (en) | 1996-12-31 | 1999-04-27 | Minnesota Mining And Manufacturing Company | Multiple embossed webs |
| US6194064B1 (en) | 1997-12-03 | 2001-02-27 | Dyna-Tech Adhesive, Inc. | Pressure sensitive adhesive for decorative films with removable and repositionable properties |
| GB2344061B (en) | 1998-11-26 | 2001-08-15 | William Britton | Repositionable and/or slippable self-adhesive articles |
| AU2116401A (en) | 1999-10-15 | 2001-04-23 | Thomas H. Owen | Repositionable article |
| JP2002169470A (ja) | 2000-11-27 | 2002-06-14 | Three M Innovative Properties Co | 印刷表示シートおよび印刷表示体 |
| JP2004225022A (ja) | 2002-11-29 | 2004-08-12 | Sekisui Chem Co Ltd | 接着樹脂シート |
| DE102005027392A1 (de) * | 2005-06-13 | 2006-12-14 | Tesa Ag | Doppelseitige Haftklebebänder zur Herstellung von LC-Displays mit lichtreflektierenden und absorbierenden Eigenschaften |
| JP5101179B2 (ja) * | 2007-06-13 | 2012-12-19 | 日東電工株式会社 | 装飾用両面粘着シート |
| JP2010037553A (ja) | 2008-07-10 | 2010-02-18 | Fujifilm Corp | 再剥離性接着シート、画像記録方法および接着方法 |
| JP2011249613A (ja) * | 2010-05-27 | 2011-12-08 | Nitto Denko Corp | 電磁波吸収用粘着シート |
| JP5933957B2 (ja) | 2011-10-21 | 2016-06-15 | スリーエム イノベイティブ プロパティズ カンパニー | グラフィックスフィルム前駆体 |
| JP6250939B2 (ja) | 2013-03-11 | 2017-12-20 | スリーエム イノベイティブ プロパティズ カンパニー | マーキングフィルム及びオーバーラミネートフィルム |
| JP2015058548A (ja) | 2013-09-17 | 2015-03-30 | 株式会社トッパン・コスモ | 不燃化粧板 |
| WO2017100085A1 (en) | 2015-12-07 | 2017-06-15 | 3M Innovative Properties Company | Laminate, adhesive kit, laminated structure and production method thereof, and contact adhesive composition |
| JP6717650B2 (ja) | 2016-04-25 | 2020-07-01 | スリーエム イノベイティブ プロパティズ カンパニー | 装飾部材の凹凸面に適用するための追従性粘着フィルム及びその製造方法 |
-
2018
- 2018-02-19 JP JP2018026922A patent/JP7164307B2/ja active Active
- 2018-04-04 US US16/604,104 patent/US11407925B2/en active Active
- 2018-04-04 EP EP18719664.7A patent/EP3609968B1/en active Active
- 2018-04-04 CN CN201880024412.5A patent/CN110520494B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP7164307B2 (ja) | 2022-11-01 |
| JP2018178080A (ja) | 2018-11-15 |
| US20210009863A1 (en) | 2021-01-14 |
| EP3609968A1 (en) | 2020-02-19 |
| EP3609968B1 (en) | 2025-06-25 |
| CN110520494A (zh) | 2019-11-29 |
| US11407925B2 (en) | 2022-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110520494B (zh) | 粘合剂片材和将粘合剂片材施加到粗糙表面的方法 | |
| JP5890996B2 (ja) | 光学フィルム用粘着剤層、粘着剤層付光学フィルム、画像表示装置および光学フィルムの剥離方法 | |
| JP6404590B2 (ja) | 携帯型電子機器用両面粘着シート | |
| TW200907010A (en) | Double-sided PSA tape | |
| JP6664867B2 (ja) | 粘着剤層付光学部材、画像表示装置、及び、粘着剤層付光学部材の製造方法 | |
| TW201402763A (zh) | 黏膠帶 | |
| TWI816640B (zh) | 可適形、可剝離之黏著劑物品 | |
| JP2019516000A (ja) | ゴムをベースとする自己接着剤 | |
| JP7327934B2 (ja) | 粘着シート及び粘着シートを粗面に適用する方法 | |
| WO2018189626A1 (en) | Adhesive sheet and method of applying adhesive sheet to rough surface | |
| KR20190003486A (ko) | 자기점착성 층 | |
| CN105980143A (zh) | 具有高温稳定性的柔性微球体制品 | |
| JP7548723B2 (ja) | 粘着シート及びその製造方法 | |
| US20130115424A1 (en) | Process for producing polymer member with rugged surface structure, and polymer member | |
| US20230295472A1 (en) | Water sealing adhesive film for decoration | |
| US20180273812A1 (en) | Laminate, adhesive kit, laminated structure and production method thereof, and contact adhesive composition | |
| US11530339B2 (en) | Graphic sheet, method of producing graphic sheet, and building structure | |
| KR20200019125A (ko) | 점착 시트 및 전자 기기 | |
| CN110312773A (zh) | 自润湿粘合剂组合物 | |
| JP6187632B2 (ja) | 車両ステッカー用粘着フィルム | |
| JP2025018325A (ja) | 積層シートとその製造方法 | |
| JP2017128115A (ja) | 改装方法、積層体及び装飾シート | |
| JP2001262089A (ja) | 粘着性物品及び粘着シート | |
| JP2002121509A (ja) | 感圧性粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |