CN109311043B - 液体材料吐出装置、其涂布装置及涂布方法 - Google Patents
液体材料吐出装置、其涂布装置及涂布方法 Download PDFInfo
- Publication number
- CN109311043B CN109311043B CN201780034025.5A CN201780034025A CN109311043B CN 109311043 B CN109311043 B CN 109311043B CN 201780034025 A CN201780034025 A CN 201780034025A CN 109311043 B CN109311043 B CN 109311043B
- Authority
- CN
- China
- Prior art keywords
- liquid material
- valve
- valve rod
- actuator
- valve stem
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1026—Valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1034—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves specially designed for conducting intermittent application of small quantities, e.g. drops, of coating material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1047—Apparatus or installations for supplying liquid or other fluent material comprising a buffer container or an accumulator between the supply source and the applicator
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
- B05C5/0237—Fluid actuated valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/32—Details
- F16K1/34—Cutting-off parts, e.g. valve members, seats
- F16K1/42—Valve seats
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Coating Apparatus (AREA)
- Mechanical Engineering (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
本发明提供一种液体材料吐出装置及方法,其可在负压环境下,抑制因杆的上升动作而引起的气泡的产生。提供一种液体材料吐出装置及方法,其解决因阀杆前端或阀座的磨损造成利用阀杆前端的关闭变得不充分而产生的液体材料的泄漏的问题。一种液体材料吐出装置,具备:贮存容器;压缩气体供给源,其对贮存容器进行加压;喷嘴,其具备吐出流路;进行往返动作的阀杆;致动器,其驱动阀杆;阀座,其具有与吐出流路连通的连通孔;及吐出控制装置,其控制致动器并以阀杆的前端开闭连通孔;且在负压空间内使用,上述吐出控制装置通过将利用上述致动器的阀杆的上升时的加速时间(Au)控制在2~300[ms]的范围内,从而防止伴随着阀杆的上升的气泡的产生。
Description
技术领域
本发明涉及一种在负压环境下吐出液体材料的装置及方法。本说明书中的“负压环境”包含真空环境。
背景技术
在对安装有半导体部件等的基板涂布液状的树脂(液体材料)的工序(例如,封装(potting)或底部填充(underfill)等)中,若液体材料中存在有气泡,则带来吐出量不均匀、涂布形状或涂布位置不一定(描绘线散乱)、气泡与吐出同时地被排出并使液体材料飞溅的、多余的液体附着于喷嘴的吐出口周边等、各种不良影响。
作为用于消除这些气泡的不良影响的方法,具有将液体材料放置于真空环境下进行脱气等的方法。进行脱气的最普通的方法是在进行作业之前,将用于实际作业的贮存有液体材料的容器(注射器)直接放入其它的密闭容器之中,通过对密闭容器内进行真空抽吸而进行液体材料的脱气的方法。此外,作为其他的方法,提出了一种涂布装置,其将进行涂布的空间本身作为密闭空间,且通过对内部进行真空吸引而进行液体材料的脱气。
例如,专利文献1是如下涂布装置:在具备收纳液体材料并自吐出口吐出液体材料的收纳吐出部,且对涂布对象物涂布液体材料的液体材料涂布装置中,具备:涂布空间,其至少包围收纳吐出部及涂布对象物;及排气系统,其将涂布空间设为负压状态,将涂布空间设为负压状态而自收纳吐出部对涂布对象物吐出液体材料。
此外,专利文献2是如下涂布装置:是将供给液状树脂的被涂布品配置于真空室内,且在真空下自供给液状树脂的分配器朝被涂布品的规定位置供给液状树脂的真空涂布装置,由容纳且支撑被涂布品的第1容器部分、及安装分配器的喷嘴的第2容器部分构成容纳被涂布品的真空腔室,且将第1容器部分及第2容器部分设为不破坏真空腔室的气密状态且在X-Y平面内相对地可动,且在真空腔室的外部设置X-Y驱动部,该X-Y驱动部使第1及第2容器部分的至少一者在X-Y平面内移动且使被涂布品与喷嘴的相对的平面位置为可变。
现有技术文献
专利文献
专利文献1:日本特开2005-211874号公报
专利文献2:日本特开2007-111862号公报
发明内容
发明所要解决的技术问题
在负压空间内配置吐出装置进行涂布作业的情况下,在具备往返动作的阀杆(柱塞)的吐出装置中,由于阀杆的上升动作,杆前端附近的液体压力降低,从而产生了会产生气泡这样的问题。若在阀杆前端附近产生气泡,则产生因上述气泡而引起的描绘线的散乱或吐出时的液体材料的飞溅等问题。
因此,本发明的目的在于,提供一种液体材料吐出装置及方法,其可在负压环境下,抑制因杆的上升动作而引起的气泡的产生。
此外,本发明的目的在于,提供一种液体材料吐出装置及方法,其解决因阀杆前端或阀座的磨损造成利用阀杆前端的关闭变得不充分而产生的液体材料的泄漏的问题。
解决问题的技术手段
第一观点的本发明的液体材料吐出装置,其特征在于,具备:贮存容器,其贮存液体材料;压缩气体供给源,其对贮存容器进行加压;喷嘴,其具备吐出流路;进行往返动作的阀杆;致动器,其驱动阀杆;阀座,其具有与吐出流路连通的连通孔;及吐出控制装置,其控制致动器并以阀杆的前端开闭连通孔;所述液体材料吐出装置在负压空间内使用;上述吐出控制装置通过将利用上述致动器的阀杆的上升时的加速时间Au控制在2~300[ms]的范围内,从而防止伴随着阀杆的上升的气泡的产生。
在上述液体材料吐出装置中,其特征也可为:上述吐出控制装置将利用上述致动器的阀杆的上升时的目标速度V1控制在0.2~30[mm/s]的范围内。
在上述液体材料吐出装置中,其特征也可为:上述吐出控制装置将利用上述致动器的阀杆的下降时的加速时间Ad控制在2~300[ms]的范围内,该情况下,其特征也可为:上述吐出控制装置将利用上述致动器的阀杆的上升时的加速时间Au及下降时的加速时间Ad设定为相同。
在上述液体材料吐出装置中,其特征也可为:上述致动器将可通过上述吐出控制装置控制上述阀杆的前进位置的马达作为驱动源,该情况下,其特征也可为:上述致动器将选自步进马达、伺服马达及线性马达的一马达作为驱动源,再有,其特征也可为:具备:位置检测机构,其检测上述阀杆的前端位于关闭上述阀座的位置。
第二观点的本发明的液体材料吐出装置,其特征在于,具备:贮存容器,其贮存液体材料;压缩气体供给源,其对贮存容器进行加压;喷嘴,其具备吐出流路;进行往返动作的阀杆;致动器,其驱动阀杆;阀座,其具有与吐出流路连通的连通孔;及吐出控制装置,其控制致动器并以阀杆的前端开闭连通孔;具备:位置检测机构,其检测上述阀杆的前端位于关闭上述阀座的位置。
在上述第二观点的液体材料吐出装置中,其特征也可为:上述致动器将可通过上述吐出控制装置控制上述阀杆的前进位置的马达作为驱动源,该情况下,其特征也可为:上述致动器将选自步进马达、伺服马达及线性马达的一马达作为驱动源。
在具备上述位置检测机构的液体材料吐出装置中,其特征也可为:上述位置检测机构构成为具备:滑动构件,其与上述致动器连接;滑块,其与滑动构件连接;传感器机构,其检测滑动构件位于规定的位置;杆连动构件,其与上述阀杆连接,且可分离地抵接配置于滑动构件;及弹性构件,其赋予使杆连动构件与滑动构件可分离地抵接的作用力;在上述阀杆抵接于上述阀座之后,若通过上述致动器作用使上述阀杆进一步前进的力,则上述滑动构件与上述杆连动构件分离而朝下方移动,且通过传感器机构检测该滑动构件的移动,从而检测上述阀杆的前端位于关闭上述阀座的位置。
在具备上述杆连动构件的液体材料吐出装置中,其特征也可为:上述杆连动构件连接于上述滑块,上述弹性构件是连结上述杆连动构件与上述滑动构件的拉伸线圈弹簧,该情况下,其特征也可为:上述弹性构件具有与当上述阀杆与上述阀座不抵接时,可使上述杆连动构件及上述滑动构件移动的力同等的初始张力Pi。
在具备上述杆连动构件的液体材料吐出装置中,其特征也可为:上述滑动构件具备:顶面,其具有供上述阀杆插通的第1贯通孔;及底面,其具有供上述阀杆插通的第2贯通孔;上述杆连动构件及上述弹性构件配置于上述滑动构件的顶面及底面之间,上述弹性构件使上述杆连动构件可分离地抵接于上述滑动构件的顶面或底面,该情况下,其特征也可为:还具备:固定构件,其插通有上述阀杆且固定上述杆连动构件,上述弹性构件是插通有上述阀杆的压缩线圈弹簧,再有,其特征也可为:上述弹性构件具有与为了使上述阀杆、上述杆连动构件及上述固定构件移动而需要的力同等的斥力Pii。
在上述液体材料吐出装置中,其特征也可为:具备:第1导引构件,其插通有上述阀杆,且导引上述阀杆的直进运动;及第2导引构件,其插通有上述阀杆,且在第1导引构件的下方导引上述阀杆的直进运动,该情况下,其特征也可为:具备:第3导引构件,其插通有上述阀杆,且在第2导引构件的下方导引上述阀杆的直进运动。
本发明的涂布装置,其特征在于,具备:上述液体材料吐出装置;工件台,其设置工件;相对驱动装置,其使上述液体材料吐出装置与上述工件台相对移动;罩,其构成配置上述液体材料吐出装置、上述工件台、及上述相对驱动装置的负压空间;减压装置,其将上述罩内设为负压;及驱动控制装置,其控制相对驱动装置。
在上述涂布装置中,其特征也可为:上述减压装置是真空泵。
本发明的涂布方法,其特征在于,是使用上述涂布装置的涂布方法,在通过上述减压装置将上述罩内设为负压的状态下,一边使上述工件与上述液体材料吐出装置相对移动,一边在工件上涂布液体材料。
在上述涂布方法中,其特征也可为:上述罩内实质上为真空。
发明的效果
根据本发明,通过抑制因阀杆的上升动作而引起的气泡的产生,从而可防止描绘线的散乱或吐出时的液体材料的飞溅等问题。
此外,由于具备以压缩气体压送液体材料,且以阀杆进行开闭的结构,因此可进行响应性良好、高速(高流量)且稳定的吐出。
再有,在具备位置检测机构的本发明中,即使在阀杆前端或阀座产生磨损,也可可靠地进行利用阀杆前端的关闭。
附图说明
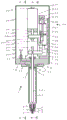
图1为第一实施方式所涉及的吐出装置的部分剖面侧面图。
图2为图1中的A-A箭头视图。
图3为图1中的B-B箭头视图。
图4为说明第一实施方式所涉及的吐出装置的阀杆上升时的动作的说明图。
图5为说明第一实施方式所涉及的吐出装置的阀杆下降时的动作的说明图。
图6为说明第一实施方式所涉及的吐出装置的阀杆接触检测时的动作的说明图。
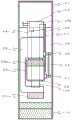
图7为第一实施方式所涉及的涂布装置的概略立体图。
图8为第二实施方式所涉及的吐出装置的部分剖面侧面图。
图9为第三实施方式所涉及的吐出装置的部分剖面正面图。
图10为图9中的C-C箭头视图。
图11为说明第三实施方式所涉及的吐出装置的阀杆上升时的动作的说明图。
图12为说明第三实施方式所涉及的吐出装置的阀杆下降时的动作的说明图。
图13为说明第三实施方式所涉及的吐出装置的阀杆接触检测时的动作的说明图。
图14为第四实施方式所涉及的吐出装置的部分剖面正面图。
图15为第五实施方式所涉及的吐出装置的部分剖面图。其中,(a)为正面图,(b)为(a)中的D-D箭头视图。
图16为第六实施方式所涉及的吐出装置的部分剖面图。其中,(a)为正面图,(b)为(a)中的E-E箭头视图。
图17为说明阀杆上升时的加减速时间的曲线图(概略图)。
具体实施方式
以下,对用于实施本发明的实施方式例进行说明。
《第一实施方式》
本发明的第一实施方式所涉及的吐出装置1是通过阀杆21的上升动作将阀座6的连通孔7开放而吐出液体材料,且通过阀杆21的下降动作进行关闭而停止吐出的类型的吐出装置,且在负压空间内被搭载于涂布装置101而使用。该吐出装置1通过吐出控制装置33控制电动的致动器28的动作而调整阀杆21的速度或加速度,由此可防止气泡的产生。此外,具备检测阀杆21与阀座6的进行抵接的位置的位置检测机构34,即使在阀杆21或阀座6产生磨损的情况下,也可可靠地关闭阀座6的连通孔7。
以下,首先对吐出装置1的结构进行说明,接着对其动作进行说明。
<结构>
图1为本发明的实施方式所涉及的吐出装置1的部分剖面图。此外,图2为图1中的A-A箭头视图,图3为图1中的B-B箭头视图。再者,在以下的说明中,有时将致动器28侧称为“上”,将喷嘴3侧称为“下”。此外,有时将图1的视点称为“正面视”,将图2及图3的视点称为“侧面视”。
吐出装置1具备贮存容器(注射器)2、喷嘴3、喷嘴安装构件5、阀座6、主体下部构件10、及位置检测机构34而构成。
第一实施方式中使用的贮存容器2是在上端部具有凸缘部9,且在下端部具有内筒8的普通的树脂制注射器。在贮存容器2插通有阀杆21,内筒8的内部空间构成杆前端部插通孔。在内筒8安装有喷嘴安装构件5、阀座6及喷嘴3。
喷嘴3是管状的构件,且内部空间构成吐出流路4。通过将喷嘴安装构件5螺合于注射器2的下端,而经由阀座6连通注射器2与喷嘴3的吐出流路4。
喷嘴安装构件5是圆筒状的构件,且在底面设置有供喷嘴3嵌插的贯通孔。
阀座6安装于喷嘴安装构件5的凹部,且以被夹持于喷嘴安装构件5与位于注射器2的下端的内筒8之间的方式固定。阀座6位于注射器2的端部,且具有连通注射器2与喷嘴3的吐出流路4的连通孔7。
主体下部构件10是配置于收纳有致动器28或上下滑块(37、38)等的头罩47的下端的板状的构件。在主体下部构件10的下表面设置有钩状的凸缘支撑构件11,保持注射器2的上端的凸缘部9。此外,在主体下部构件10的下表面设置有与注射器2的内径大致相同直径的圆柱形状的插入部12,且嵌入到注射器2的内部。在插入部12的外周设置有密封构件B16以防止压缩气体的漏出。在主体下部构件10及插入部12的中心,沿上下方向设置有供阀杆21插入的贯通孔13。
在贯通孔13的上端附近设置有防止压缩气体的漏出的环状的密封构件A15,且插入有阀杆21。贯通孔13的内径较阀杆21为大径,因此阀杆21的外周面仅与密封构件A15接触,不与贯通孔13的内周面接触。在贯通孔13的上端设置有用于固定密封构件A15的密封压紧件17。本实施方式中,贯通孔13的上端形成朝主体下部构件10的上方突出密封构件A15及密封压紧件17的量的突出部14,但不限于此,例如,也可以主体下部构件10的上表面变得平坦的方式设置密封构件A15。
在贯通孔13的侧面连通有压缩气体流路18,且可将自压缩气体流路18供给的压缩气体导入注射器2的内部。压缩气体流路18是设置于主体下部构件10内的截面L字形的流路,且在主体下部构件10的上表面开口。在该开口设置有具有压缩气体供给口的气体供给接头19。大气、氮气、二氧化碳气体等压缩气体自未图示的压缩气体供给源经由压缩气体供给管20而供给至气体供给接头19。通过该压缩气体,例如以300~500kPa对贮存于注射器2之中的液体材料(例如,粘度为0.1~5Pa·S的材料)进行加压。本实施方式中,压缩气体流路18在主体下部构件10的内部弯曲,且在主体下部构件10的上表面开口,但不限于此,也可在主体下部构件10的侧面或下表面开口。
贯通于贯通孔13而延伸的阀杆21的下端位于注射器的内筒8的内部(即,阀座6附近),上端突出于主体下部构件10的上表面且延伸至致动器28的跟前为止。阀杆21的下端部较注射器的内筒8为窄幅(即,小径),内筒8的内壁与阀杆21的侧周面之间以液体材料填满。本实施方式的阀杆21由下端附近成为小径的带台阶的杆构成,但不限于此,如果也存在根据阀座6的连通孔7的直径的大小而设为小径的情况,则也存在不设置小径部的情况。该种阀杆有时也被称为阀针或柱塞。
阀杆21在上方部分经由杆保持构件(22、23)而被连接于致动器28,且通过致动器28的作用而直线地往返移动。
致动器28以与阀杆21成为同轴线上的方式,通过致动器安装板29被安装于头罩47内的上方。致动器安装板29被架设于隔着致动器杆31及阀杆21而相对设置的2个致动器支撑板30的上端。再者,本实施方式中,致动器28与阀杆21以成为同轴线上的方式配置,但也可采用致动器28与阀杆21的轴线偏移的方式。
进行伸缩动作的致动器杆31贯通致动器安装板29而朝下方延伸。致动器杆31的下端部通过固定构件27而与驱动传递构件的水平部26a接合。驱动传递构件26是正面视L字形的构件,水平部26a与致动器杆31的下端部连接,与水平部26a正交的垂直的部分被连结于下滑块38。
作为致动器28,例如可使用步进马达、伺服马达、线性马达。使用这些马达作为致动器28是为了控制由致动器28驱动的阀杆21的动作的速度或加速度。本实施方式中,由带旋转变压器(resolver)的步进马达构成致动器28,且控制阀杆21的动作的速度及加速度。在致动器28的上端部连接有用于与控制致动器28的动作的吐出控制装置33进行通信的控制配线32。
位置检测机构34主要由2个滑块(37、38)、弹性构件42、传感器43、及检测板45构成。滑轨36以沿上下方向延伸的方式被设置于剖视L字形的滑动安装板39,2个滑块(37、38)可在滑轨36之上移动(参照图1)。通过2个滑块(37、38)在滑轨36上移动,上滑块37的下表面与下滑块38的上表面处于抵接或分离的关系。上滑块37与阀杆21连动,作为若作用规定的力则自下滑块38分离的杆连动构件而发挥功能。
在上滑块(杆连动构件)37连结有连结构件25的上部,上滑块37经由连结构件25而与阀杆21连接。连结构件25设为侧面视“C”字形或“[”字形,且在连结构件25的凹部配置有下滑块38(参照图3)。在连结构件25的下端安装有保持阀杆21的杆保持构件B23。在杆保持构件B23,通过固定件24可装卸地固定有杆保持构件A22。
阀杆21在以2个杆保持构件(22、23)夹持的状态下,通过将固定件24锁紧并夹装而固定。本实施方式中,固定件24使用普通的螺钉,但也可为其他的紧固部件。通过这样构成,可容易装卸阀杆21,可容易进行维护作业。
在上滑块37的上端安装有固定有传感器43的L字形的安装板44。本实施方式中,作为传感器43使用光传感器,但例如也可使用光纤传感器、光电传感器、接近传感器(高频振荡型、静电电容型)等其他种类的传感器。
在下滑块38的侧面安装有与致动器杆31连接的正面视L字形的驱动传递构件26。此外,在与安装有驱动传递构件26的侧面正交的侧面(正面)设置有检测板45。检测板45在上端部具有用于使传感器43工作的弯曲部45a(参照图3)。本实施方式中,通过该弯曲部45a遮挡光传感器43的光轴、或使光通过,从而传感器43检测阀杆21的动作。
在上滑块37的正面设置有上销40,在下滑块38的正面设置有下销41,且在2个销(40、41)之间设置有弹性构件(弹簧)42。弹性构件42是拉伸线圈弹簧,且具有与使上滑块37及其附属品(连结构件25、阀杆21、传感器43等)在滑轨36之上移动所需要的力同等的初始张力Pi。弹性构件42以使上滑块37与下滑块38抵接的方式作用。
主体下部构件10之上的构成部件由头罩47覆盖。这是为了防止作业者向可动部接触,此外,为了防止来自可动部的尘埃的放出或尘埃朝可动部的侵入。
<动作>
(上升动作)
参照图4、图5及图6,对本发明的实施方式所涉及的吐出装置1的动作进行说明。
首先,参照图4对自阀杆21的下端接触于阀座6的位置上升的动作进行说明。若使致动器28动作,而使致动器杆31收缩(符号48),则下滑块38与驱动传递构件26一同上升(符号49)。下滑块38的上表面与上滑块37的下表面相接,且维持此状态推顶上滑块37(符号50)。由此,使连结于上滑块37的连结构件25及连结于其下端的杆保持构件(22、23)上升,使保持于杆保持构件(22、23)的阀杆21上升(符号51)。若阀杆21上升,则如图4所示,阀杆21的下端自阀座6分离,使通过吐出流路4的液体材料自吐出口流出。
(第1下降动作)
接着,参照图5对阀杆21的下端下降至接触于阀座6的下降动作进行说明。若使致动器28动作,而使致动器杆31朝下方伸长(符号52),则下滑块38与驱动传递构件26一同下降(符号53)。由于下滑块38通过弹簧42与上滑块37连结,因此,通过弹簧42的作用,下拉上滑块37(符号54)。在此,由于将弹簧42的强度(Pi)设为与可使上滑块37及其附属品(连结构件25、阀杆21、传感器43等)在滑轨36之上移动的力同等,因此,弹簧42实质上不会伸长,上滑块37在维持与下滑块38相接的状态下移动。随着上滑块37的下降,连结构件25及连接于其下端的杆保持构件(22、23)也下降,使保持于杆保持构件(22、23)的阀杆21下降(符号55)。由此,如图5所示,阀杆21的下端接触于阀座6,将吐出流路4与贮存容器2的连通遮断,停止来自吐出口的液体材料的流出。通常的吐出作业通过重复上升动作及第1下降动作而进行。
(第2下降动作)
接着,参照图6对用于将阀杆21的位置设为安全关闭位置的下降动作进行说明。在阀杆21的下端接触于阀座6之后,也通过致动器28的伸长动作使致动器杆31朝下方继续伸长(符号56)。伴随着驱动传递构件26的下降,下滑块38下降(符号57),但上滑块37的下降通过与阀座6接触的阀杆21而被限制。因此,若下滑块38下降,则与下滑块38连结的检测板的弯曲部45a也下降且自传感器43分离。若传感器43检测到此情况,则将检测信号发送至吐出控制装置33。吐出控制装置33将该检测板的弯曲部45a自传感器43分离的位置作为初始检测位置(或抵接位置)进行存储。
如上所述,若在阀杆21的下端与阀座6接触的状态下仅下滑块38下降,则连结上滑块37与下滑块38的弹簧42伸长,下拉上滑块37的力进行作用。该力作为经由连结构件25将阀杆21压附于阀座6的力进行作用,使致动器杆31位于自初始检测位置进一步下降规定的距离的安全关闭位置。吐出控制装置33通过使阀杆21位于安全关闭位置,可靠地进行利用阀杆21的阀座6的关闭。本实施方式中,将安全关闭位置设为距初始检测位置例如1mm。该第2下降动作在直至下一吐出作业为止存在时间的情况下(长期待机时)进行。
再者,本实施方式中,采用从检测板的弯曲部45a自传感器43分离的初始检测位置进一步下降的规格,但也可设为调整检测板45的位置,使阀杆21的下端接触于阀座6,且进一步下降而在弹簧42伸长一定的长度的位置上,检测板45自传感器43分离的规格。此外,位置检测机构34也可构成为不设置传感器43。例如,也可通过安装在用于致动器28的马达的编码器等,检测马达轴的旋转角度或移动量,且利用从这里求得的阀杆21的进退位置,进行阀杆21的接触位置检测。
<加速时间的控制>
本实施方式中,在利用致动器28的阀杆21的上升动作中,通过控制上升速度及加速度(本实施方式中,加减速时间),抑制在阀杆21的下端附近引起的液体压力的降低及伴随着此的气泡的产生。
图17为说明阀杆上升时的加减速时间的曲线图(概略图),纵轴V表示速度,横轴t表示时间。阀杆21在t为0时位于初始检测位置(抵接位置),且上方移动速度V为0。该图中,A为加速时间,B为减速时间。若用于到达目标速度V1的上升时加速时间Au小于一定的值,则产生气泡发生的问题。以使用底部填充材料的吐出实验进行确认后,若以下述的条件进行吐出,则可不产生气泡而进行吐出:作为目标速度V1,例如为0.2~30[mm/s](优选为0.5~20[mm/s]),作为上升时加速时间Au,例如为2~300[ms](优选为5~200[ms])。再者,在现有装置中,以目标速度V1为上述数值的约十倍大、加速时间A为上述数值的约1/10小的条件进行吐出。
上升时减速时间Bu设定与上升时加速时间Au相同的数值、或设定作为加速时间而容许的范围(例如,2~300[ms])的数值。
阀杆21的下降动作中的下降时加速时间Ad及下降时减速时间Bd设定与上升时加速时间Au及上升时减速时间Bu相同的数值、或者设定作为加速时间而容许的范围(例如,2~300[ms])的数值。如现有装置那样急剧地进行下降动作,成为招致不能控制的吐出量的增加的原因,从而不优选。
(吐出动作)
包含上述的上升动作及下降动作的液体材料的吐出动作如下所述。
首先,自压缩气体源经由压缩气体供给管20朝气体供给接头19供给压缩气体,且经由压缩气体流路18及贯通孔13对贮存于注射器2之中的液体材料进行加压。然后,若致动器28自吐出控制装置33接收开始吐出的信号,则以被控制的速度及加减速时间使阀杆21上升,由此自吐出口吐出液体材料。在经过与所期望的吐出量对应的时间之后,致动器28自吐出控制装置33接收结束吐出的信号,使阀杆21下降,以阀杆21的下端将阀座6的连通孔7关闭(第1下降动作)。以上成为基本的一次量的吐出动作。供给的压缩气体的压力、阀杆21的上升距离、阀开放时间等根据使用的液体材料的物性或状态(粘度、温度等)而适宜设定。此外,喷嘴3的直径或长度、阀座6的连通孔7的直径等也可根据条件进行变更。
如以上所述,在通过阀杆21的上下移动对与安装在注射器2的端部的喷嘴3的吐出流路4连通的阀座6的连通孔7进行开闭而吐出液体材料的本实施方式的吐出装置1中,使用可对阀杆21的上下移动调整速度或加速度(加减速时间)的电动致动器28进行该控制,可防止因阀杆21的上升时的压力降低而在内筒8内(杆前端部插通孔内)产生气泡。由此,可解决因液体材料中的气泡而使吐出的液体材料飞溅或使描绘线散乱等问题。
此外,由于是利用现有的注射器且可简单地装卸阀杆21的构造,因此容易进行清洗或组装等的维护。
此外,由于具备以压缩气体压送液体材料、且以阀杆21开闭的结构,因此可进行响应性良好、高速(高流量)且稳定的吐出。
再有,通过具备位置检测机构34,可可靠地进行利用阀杆21的下端的阀座6的连通孔7的关闭。在阀杆21或阀座6磨损的情况下,存在不能可靠关闭连通孔7,且产生液体材料的泄漏的危险性。另一方面,若过度地将阀杆21压附于阀座6,有产生破损的危险性。该点在第一实施方式中,通过以位置检测机构34正确地检测阀杆21的下端与阀座6的抵接位置,从而即使长时间的使用后,也可消除产生液体材料的泄漏的危险性。
[涂布装置]
图7中显示搭载有第一实施方式所涉及的吐出装置1的涂布装置101的概略立体图。
第一实施方式所涉及的涂布装置101在台架102之上具备载置涂布对象物即工件103的工件台104、及使上述吐出装置1相对于工件103相对地移动的X驱动装置105、Y驱动装置106、Z驱动装置107。相对驱动装置(105、06、107)可分别朝符号108、109、110的方向移动。在台架102的内部具备控制上述吐出装置1的动作的吐出控制装置33、及控制上述各驱动装置(105、106、107)的动作的驱动控制装置111。台架102之上被以虚线表示的罩112包围,通过使用未图示的真空泵等,可将内部设为负压环境。也可在罩112设置用于向内部进入(access)的门。再者,本实施方式中,将内部设为负压环境,但也可作为大气压进行涂布作业。
《第二实施方式》
图8所示的第二实施方式的液体材料吐出装置1主要在贮存容器2不是插通有阀杆21的注射器,而是由经由延伸设置构件60连接的注射器构成的方面,与第一实施方式不同。以下,以与第一实施方式的不同点为中心进行说明,有时对共同的要素省略说明。
头罩47内的阀杆驱动系统(主体下部构件10之上的部分)与第一实施方式相同。致动器28通过使致动器杆31上下往返动作,使阀杆21经由驱动传递构件26、上滑块37及下滑块38而上下往返动作。
第二实施方式的主体下部构件10在与朝下方延伸的延伸部58连续的方面,与第一实施方式不同。其中,主体下部构件10与延伸部58可一体构成,也可结合不同的构件而构成。
主体下部构件10及延伸部58具备沿铅垂方向延伸的贯通孔13。贯通孔13的下端与较设置于延伸部58的贯通孔13为宽幅的液室59流体性地连接。在贯通孔13配置有防止液体材料的漏出的、环状的密封构件C64及密封构件D65。
液室59由大径空间、及位于大径空间的下方的小径空间构成,且配置有阀杆21的下半部。更详细而言,在液室59的大径空间配置有阀杆21的大径部的前端部分,且在液室59的小径空间配置有阀杆21的小径部的前端部分。构成液室59的大径空间及小径空间均较阀杆21的各前端部分为宽幅,在阀杆21上下往返动作时,液室59的内壁与阀杆21的侧周面不会抵接。第二实施方式中,位于延伸部的前端部58a的内部的液室59的小径空间构成杆前端部插通孔。
在延伸部的前端部58a螺合有喷嘴安装构件5。在喷嘴安装构件5的内部空间配置有阀座6,且通过延伸部的前端部58a与喷嘴安装构件5而被夹装固定。
在液室59的大径空间的侧面连通有侧方流路59a的一端。侧方流路59a的另一端与配置在延伸部58的侧面的延伸设置构件60的液体供给口62连通。
延伸设置构件60是具有一端构成液体供给口62的液体供给流路61的块状构件。在液体供给流路61的另一端配置有液体供给接头63。液体供给接头63与贮存容器(注射器)2流体性地连接,被供给通过未图示的压缩气体供给源加压的液体材料。注射器2可经由液体输送管与液体供给接头63连接,也可直接连结于液体供给接头63。第二实施方式中,在注射器2未插通有阀杆21,因此注射器2的更换容易。
其他的构成要素与第一实施方式相同,因而省略说明。
第二实施方式的吐出装置1也可通过控制利用致动器28的阀杆21的上升速度及加速度(本实施方式中,加减速时间),抑制在阀杆21的下端引起的液体压力的降低及伴随着此的气泡的产生。
吐出动作与第一实施方式相同,因而省略说明。第二实施方式的吐出装置1也与第一实施方式相同,被搭载于涂布装置101,且在负压环境下使用。
在以上说明的第二实施方式的吐出装置1中,也与第一实施方式相同,可控制阀杆21的上升速度及加速度而抑制气泡的产生。
此外,由于经由延伸设置构件60连接现有的注射器2,因此维护容易。
再有,在注射器2内不插通阀杆21,因此可缩短阀杆21的长度,进而可减小阀杆21的下端的抖动。
《第三实施方式》
图9及图10所示的第三实施方式的液体材料吐出装置1主要在具备外框架201、内框架218、传感器43、安装于内框架的检测板45,且具备通过内框架上下移动而传感器43检测关闭的结构的方面,与第一实施方式不同。以下,对与第一实施方式共同的要素赋予相同的符号,有时省略说明。
<结构>
图9中显示第三实施方式所涉及的吐出装置的部分剖面正面图。图10中显示图9中的C-C箭头视图。再者,有时将图10中的致动器侧称为“背面”,将隔着中心轴线的其相反侧称为“正面”,将位于背面与正面之间的左右的面称为“侧面”。
第三实施方式的阀杆21是具有自阀座构件6附近延伸至致动器28附近的长度的直线状的构件,且被插通于第1轴衬208、第2轴衬209、杆连动构件221、第1固定构件222、第2固定构件223及弹性构件224。
第1轴衬208及第2轴衬209是滑接支撑于阀杆21的外周的筒状的构件,作为防止阀杆21的抖动的导引构件而发挥功能。即,通过第1轴衬208及第2轴衬209的导引,使阀杆21的直进性良好,且防止阀杆21的下端与阀座6的接触位置的偏移的产生。由此,阀杆21的前端与阀座6的连通孔7的位置正好一致,因此不会产生液体泄漏。
主体下部构件10的上侧与第一实施方式相同,被未图示的罩覆盖。
第三实施方式的吐出装置1具备的主体下部构件10之下的结构(贮存容器2、喷嘴3、阀座6等)与第一实施方式的吐出装置1相同。
主体下部构件10是具备朝下方突出的插入部12、朝上方突出的突出部207、及用于配置上下延伸的第2轴衬209的第2轴衬插通孔213的板状构件,且在一侧面连接有气体供给接头19。
第2轴衬插通孔213在主体下部构件10的中心,自突出部207的上表面贯通至下端的插入部12的下表面而设置。第2轴衬插通孔213的直径与第2轴衬209为实质相同直径,但下端侧的一部分较第2轴衬209为小径(且,较阀杆21的直径为大径),利用在此形成的阶差部分支撑第2轴衬209。在第2轴衬插通孔213的上端侧,设置有用于固定第2轴衬209的第2轴衬压紧件211。
在插入部12的内部设置有连通注射器2内与压缩气体流路18的未图示的连通孔,压缩气体自该连通孔被供给至注射器2内。在插入部12的外表面的下端附近设置有防止压缩气体朝外部的漏出的密封构件214。
在主体下部构件10的上方,以内包下述的位置检测机构34的方式设置外框架201,该外框架201形成为实质上长方体形状且在内部具有空间。
在外框架201的下部设置有嵌入孔202,主体下部构件10上表面的突出部207嵌入而被固定。
在外框架201的上部设置有延长部204,该延长部204用于配置可直线移动地支撑阀杆21的第1轴衬208,在延长部204的内侧设置有与外框架201的内部空间连通的第1轴衬插通孔212。该第1轴衬插通孔212也与上述的第2轴衬插通孔213相同,由大径部分及小径部分构成,且以阶差部分支撑第1轴衬208。在第1轴衬插通孔212的上端部设置有用于固定第1轴衬208的第1轴衬压紧件210。在外框架201的上部的延长部204的背面侧设置有开口部206,该开口部206用于插通致动器杆31及致动器支撑构件215。
外框架201的一侧面(图9中以朝向为左侧面,但不限于此,也可为右侧面)被开放,且在该开放的侧面设置有构成开口部203的大小的安装板44。在安装板44的内表面,在安装板44固定设置有构成位置检测机构34的传感器43。第三实施方式的传感器43是光传感器,但与第一实施方式相同,例如也可使用光纤传感器、光电传感器、接近传感器(高频振荡型、静电电容型)等其他种类的传感器。关于检测动作的详细内容,在后面叙述。
外框架201的正面侧的大致全部的部分进行开口,可通过该开口进行维护或调整的作业(参照图10)。
外框架201的背面部205被设置为较主体下部构件10更向背面侧突出(参照图10)。在背面部205的正面侧(内侧)设置有板状的致动器支撑构件215。致动器支撑构件215自滑块216的下端附近延伸至延长部204的上方,在外框架201的上方支撑致动器28。本实施方式中,以带旋转变压器的步进马达构成致动器28,控制阀杆的动作的速度及加速度,但与第一实施方式相同,也可由其他的马达构成。
在致动器支撑构件215,在正面侧配置有可在滑轨217之上移动的滑块216。滑块216与致动器杆31及内框架218连结。
内框架218较外框架201小一圈,且构成为在内部具有空间的大致长方体形状。内框架218连结于滑块216,且作为与滑块216一体移动的滑动构件而发挥功能。
内框架218的正面侧与外框架201相同,大致全部的部分进行开口。
在内框架218的上部设置有第1贯通孔219,且在内框架218的下部设置有第2贯通孔220,阀杆21延伸于各贯通孔(219、220)内。第1贯通孔219的直径以阀杆21可非接触地上下移动的方式成为较阀杆21的直径为大径。在第2贯通孔220插通有较第2贯通孔220为小径的第2固定构件223。
在内框架218的内部空间配置有杆连动构件221,且在杆连动构件221的贯通孔固定插装有阀杆21。若滑块216上下移动,则连结于滑块216的内框架218连动,阀杆21经由杆连动构件221也上下移动。
杆连动构件221的朝阀杆21的固定通过第1固定构件222及第2固定构件223从上下夹入杆连动构件221而进行。更详细而言,在阀杆21的安装有各固定构件(222、223)的部分的外周面形成有螺纹,且可与形成在各固定构件(222、223)的内周面的螺纹螺合。因此,通过调整各固定构件(222、223)的位置,可将杆连动构件221固定于所期望的位置。杆连动构件221的位置以当阀杆21的下端接触于阀座6时(上述的抵接位置),杆连动构件221的底面接触于内框架218的内底面(下部上表面)的方式调整位置即可(图9或图10的状态)。
再者,杆连动构件221的固定方法不限于此,如第1实施方式那样,也可将杆连动构件221分成2个部件,且自前后夹入而进行固定。
在杆连动构件221与内框架218的顶面之间配置有供阀杆21及第1固定构件222插通的弹性构件224。弹性构件224的一端抵接于内框架218的顶面,另一端抵接于杆连动构件221的上表面,且经由杆连动构件221朝下方对阀杆21施力。在杆连动构件221的上表面设置有与弹性构件224实质相同直径的凹部,以弹性构件224的端部不产生偏移的方式加以支撑。也可与本实施方式不同,在与弹性构件224的上端抵接的内框架218的顶面设置与弹性构件224实质相同直径的凹部。本实施方式的弹性构件224是压缩线圈弹簧,且具有与为了使阀杆21、杆连动构件221、第1固定构件222及第2固定构件223移动而需要的力同等的斥力(压缩力)Pii。
在内框架218的外侧面,以与传感器43相对的方式设置有检测板45。该检测板45与第一实施方式相同,与传感器43一同构成位置检测机构34。也可与本实施方式不同,在内框架218的外侧面配置传感器43,且在与其相对的安装板44设置检测板45。
第三实施方式中,在与阀杆21的中心轴线225相同的中心轴线上配置第1轴衬208、弹性构件224、杆连动构件221、第2轴衬209、阀座6、喷嘴3,因此不会对阀杆21施加转矩负载。因此,阀杆21的直进性提高,阀杆21的下端的抖动变少,阀杆21与阀座6的接触位置的偏移变小。即,阀杆21的前端可可靠地关闭阀座6的连通孔7,在关闭时液体不会泄漏。
此外,通过将可直线移动地支撑阀杆21的轴衬(208、209)不仅在阀杆21的中央部(第2轴衬209),而且还配置于阀杆21的端部(第1轴衬208),也可提高阀杆21的直进性,减少阀杆21的下端的抖动,从而有助于减小阀杆21与阀座6的接触位置的偏移。
此外,存在即使通过将自第1轴衬208至第2轴衬209之间的距离、与自第2轴衬209至阀关闭点(阀杆21的端部与阀座6的接触点)之间的距离设为大致相同距离,也能够进一步抑制阀杆21的下端的抖动的情况。
<动作>
参照图11、图12及图13,对第三实施方式所涉及的吐出装置1的动作进行说明。
(上升动作)
首先,参照图11,对自阀杆21的下端接触于阀座6的位置上升的动作进行说明。若使致动器28动作,而使致动器杆31收缩,则连接的滑块216上升(符号226)。若滑块216上升,则固定于滑块216的内框架218成为一体而上升(符号227)。若内框架218上升,则内框架218的内底面使杆连动构件221上升(符号228),由此,杆连动构件221保持的阀杆21上升(符号229)。当阀杆21的下端自阀座6分离时,则通过吐出流路4的液体材料自吐出口流出。
(第1下降动作)
接着,参照图12对阀杆21的下端下降至接触于阀座6的下降动作进行说明。若使致动器28动作,而使致动器杆31朝下方伸长,则滑块216下降(符号230)。若滑块216下降,则固定于滑块216的内框架218成为一体而下降(符号231),且经由弹性构件224使杆连动构件221下降(符号232)。此时,由于将弹性构件224即压缩弹簧的强度Pii设为与使阀杆21、杆连动构件221、第1固定构件222及第2固定构件223移动所需要的力同等,因此,弹簧224实质上不会缩短(因此,在第1下降动作的期间,杆连动构件221的底面处于与内框架218的内底面抵接状态)。
当杆连动构件221下降时,则阀杆21也下降(符号233),阀杆21的下端接触于阀座6。由此,吐出流路4与贮存容器2的连通被遮断,停止来自吐出口的液体材料的流出。
(第2下降动作)
接着,参照图13对用于将阀杆21的位置设为安全关闭位置的下降动作进行说明。在阀杆21的下端接触于阀座6之后,若使致动器杆31朝下方继续伸长,则滑块216进一步下降(符号234),固定于滑块216的内框架218也成为一体而下降(符号235)。若内框架218下降,则设置于内框架218的检测板45自传感器43分离。若传感器43检测到此情况,则将检测信号发送至吐出控制装置33。吐出控制装置33将该检测板45自传感器43分离的位置作为初始检测位置(或抵接位置)进行存储。
如上所述,若在阀杆21的下端与阀座6接触的状态下,滑块216下降,则弹性构件224收缩,作为其斥力而作用朝下方对杆连动构件221施力的力(符号236)。该力成为将阀杆21压附于阀座6的力(符号237),且与第一实施方式相同,使致动器杆31位于自初始检测位置进一步下降规定的距离(例如1mm)的安全关闭位置。由此,可靠地进行利用阀杆21的阀座6的关闭。
吐出动作与第一实施方式相同,因而省略说明。第三实施方式的吐出装置1也与第一实施方式相同,被搭载于涂布装置101,且在负压环境下使用。
以上说明的第三实施方式的吐出装置1中,也与第一实施方式相同,可抑制在阀杆21的下端附近引起的液体压力的降低及伴随着此的气泡的产生。
《第四实施方式》
图14所示的第四实施方式的液体材料吐出装置1主要在具备外框架201、内框架218、传感器43、安装于内框架的检测板45,且具备通过内框架上下移动而传感器43检测关闭的结构的方面,与第三实施方式一致,但在具备与第二实施方式相同的延伸设置构件60的方面,与第三实施方式不同。以下,对与第三实施方式共同的要素赋予相同的符号,有时省略说明。
第四实施方式也与第三实施方式相同,具备具有延伸至致动器28附近的长度的阀杆21、及供阀杆21插通的第1轴衬208、第2轴衬209、杆连动构件221、第1固定构件222、第2固定构件223及弹性构件224。通过第1轴衬208及第2轴衬209的导引,使阀杆21的直进性良好,防止阀杆21的下端与阀座6的接触位置的偏移的产生。
第四实施方式也与第二实施方式相同,具备连通注射器2与液室59的延伸设置构件60。第四实施方式中,在注射器2内未插通阀杆21,因此可缩短阀杆21的长度,进而可减小阀杆21的下端的抖动。
其他的构成要素与第二实施方式或第三实施方式相同,因而省略说明。
吐出动作与第三实施方式相同,因而省略说明。第四实施方式的吐出装置1也与第一~第三实施方式相同,被搭载于涂布装置101,且在负压环境下使用。
以上说明的第四实施方式的吐出装置1中,也与第一~第三实施方式相同,可控制阀杆21的上升速度及加速度而抑制气泡的产生。
此外,由于经由延伸设置构件60而连接现有的注射器2,因此维护容易。
《第五实施方式》
第五实施方式涉及具备支撑阀杆的小径部的杆支撑机构238的吐出装置1。
图15中显示第五实施方式所涉及的吐出装置的部分剖面图。其中,(a)为正面图,(b)为(a)中的D-D箭头视图。再者,图15(a)中,将阀杆的下端附近放大描绘。
如图15(a)所示,第五实施方式的吐出装置1具备杆支撑机构238,该杆支撑机构238遍及内筒8的全长被形成于注射器2的内筒8的内侧。杆支撑机构238具备4个杆支撑滑动部239、及4个连通槽240而构成。
如图15(b)所示,4个杆支撑滑动部239及4个连通槽240分别以等间隔配置成环状,且杆支撑滑动部239及连通槽240的各内周面构成内筒8的内周面。
阀杆21与第一至第四实施方式相同,为下端附近变为小径的带台阶的杆。4个杆支撑滑动部239作为通过滑接支撑于阀杆21的小径部的外周而使直进性良好的导引构件而发挥功能。在各杆支撑滑动部239之间设置有连通注射器2的大径部与阀座6的连通孔7的连通槽240。贮存于注射器2的大径部的液体材料通过4个连通槽240被供给至连通孔7。
本实施方式中,分别在4个部位设置杆支撑滑动部239及连通槽240,但其数量不限于此,也可为2个或3个,也可为5个以上。在配置多个杆支撑滑动部239及连通槽240时,优选为以均匀间隔配置。
本实施方式中,在注射器2的内筒8一体成形有杆支撑机构238,但也可由不同部件构成杆支撑机构238,并安装于现有的注射器2。
本实施方式中,通过在阀杆21的下端部附近(与阀座6的接触位置附近)设置杆支撑机构238,可减小阀杆21的下端部的抖动,进而可减小阀杆21与阀座6的接触位置的偏移。由此,可通过阀杆21的下端可靠地关闭阀座6的连通孔7。
本实施方式的杆支撑机构238也可应用于上述第一至第四实施方式的任一者,但若应用于第三或第四实施方式,则通过以配置在阀杆21的长度方向的第1轴衬208、第2轴衬209及杆支撑机构238的3个部位进行导引,可显著提高阀杆21的直进性。
《第六实施方式》
第六实施方式涉及具备支撑阀杆的大径部的杆支撑机构238的吐出装置1。
图16中显示第六实施方式所涉及的吐出装置的部分剖面图。其中,(a)为正面图,(b)为(a)中的E-E箭头视图。再者,图16(a)中,将阀杆的下端附近放大描绘。
第六实施方式的吐出装置1在注射器2的内筒8的上方的大径部设置支撑阀杆21的杆支撑机构238。杆支撑机构238构成为具备第3轴衬241、具有第3轴衬插通孔243及液体连通孔244的分隔构件242、及第3轴衬压紧件245。
第3轴衬241是滑接支撑于阀杆21的外周的筒状的构件,作为防止阀杆21的抖动的导引构件而发挥功能。
分隔构件242是具备配置于中心的第3轴衬插通孔243、及以围绕第3轴衬插通孔243的方式等间隔配置的8个液体连通孔244的板状体。
第3轴衬241被嵌装于第3轴衬插通孔243,且通过第3轴衬压紧件245被固定。注射器2的大径部通过分隔构件242被区隔成上方空间及下方空间,但经由液体连通孔244自上方空间朝下方空间供给液体材料。
液体连通孔244的直径的大小被设定为确保支撑阀杆21的强度,并可充分地供给液体材料的大小。液体连通孔244的数量不限于8个,可设为任意的个数(优选为多个)。在设置多个液体连通孔244时,优选为相对于注射器2的中心等间隔地配置。
本实施方式中,在注射器2的大径部一体成形有杆支撑机构238,但也可由不同部件构成杆支撑机构238,并安装于现有的注射器2。
本实施方式中,通过在阀杆21的大径部设置杆支撑机构238,可减小阀杆21的下端部的抖动,进而可减小阀杆21与阀座6的接触位置的偏移。
本实施方式的杆支撑机构238可应用于上述第一至第四实施方式的任一者,但若应用于第三或第四实施方式,则通过以配置在阀杆21的长度方向的3个轴衬进行导引,可显著提高阀杆21的直进性。
符号的说明
1:吐出装置、2:贮存容器/注射器、3:喷嘴、4:吐出流路、5:喷嘴安装构件、6:阀座、7:连通孔、8:内筒(杆前端部插通孔)、9:凸缘部、10:主体下部构件、11:凸缘支撑构件、12:插入部、13:贯通孔、14:突出部、15:密封构件A、16:密封构件B、17:密封压紧件、18:压缩气体流路、19:气体供给接头、20:压缩气体供给管、21:阀杆、22:杆保持构件A、23:杆保持构件B、24:固定件、25:连结构件、26:驱动传递构件、27:固定构件、28:致动器、29:致动器安装板、30:致动器支撑板、31:致动器杆、32:控制配线、33:吐出控制装置34:位置检测机构、36:滑轨、37:上滑块(杆连动构件)、38:下滑块、39:滑动安装板、40:上销、41:下销、42:弹性构件(弹簧)、43:传感器、44:安装板、45:检测板、47:头罩、48:致动器杆上升、49:下滑块上升、50:上滑块上升、51:阀杆上升、52:致动器杆下降、53:下滑块下降、54:上滑块下降、55:阀杆下降、56:致动器杆下降、57:下滑块下降、58:延伸部、59:液室、60:延伸设置构件、61:液体供给流路、62:液体供给口63:液体供给接头、64:密封构件C、65:密封构件D、101:涂布装置、102:台架、103:涂布对象物/工件、104:工件台、105:X驱动装置、106:Y驱动装置、107:Z驱动装置、108:X移动方向、109:Y移动方向、110:Z移动方向、111:驱动控制装置、112:罩、201:外框架、202:嵌入孔、203:开口部(侧面)、204:延长部、205:背面部、206:开口部(背面)、207:突出部、208:第1轴衬、209:第2轴衬、210:第1轴衬压紧件、211:第2轴衬压紧件、212:第1轴衬插通孔、213:第2轴衬插通孔、214:密封构件、215:致动器支撑构件、216:滑块、217:滑轨、218:内框架、219:第1贯通孔、220:第2贯通孔、221:杆连动构件、222:第1固定构件、223:第2固定构件、224:弹性构件、225:中心轴线、226:滑块上升、227:内框架上升、228:杆保持构件上升、229:阀杆上升、230:滑块下降、231:内框架下降、232:杆保持构件下降、233:阀杆下降、234:滑块下降、235:内框架下降、236:朝下方对杆保持构件施力的力、237:将阀杆朝阀座压附的力、238:杆支撑机构、239:杆支撑滑动部、240:连通槽、241:第3轴衬、242:分隔构件、243:第3轴衬插通孔、244:液体连通孔、245:第3轴衬压紧件。
Claims (21)
1.一种液体材料吐出装置,其特征在于,
具备:
贮存容器,其贮存液体材料;
压缩气体供给源,其对贮存容器进行加压;
喷嘴,其具备吐出流路;
进行往返动作的阀杆;
滑动构件,其与阀杆连接;
致动器,其使滑动构件往返动作;
阀座,其具有与吐出流路连通的连通孔;及
吐出控制装置,其控制致动器并以阀杆的前端开闭连通孔,
所述液体材料吐出装置具备:位置检测机构,其检测所述阀杆的前端位于抵接于所述阀座的抵接位置,
在驱动所述致动器而使所述滑动构件下降时,所述阀杆的前端到达所述抵接位置之后,仅所述滑动构件进一步下降。
2.如权利要求1所述的液体材料吐出装置,其特征在于,
所述位置检测机构具备检测所述滑动构件位于规定的位置的传感器机构,通过检测所述滑动构件的位置,从而检测所述阀杆的前端位于所述抵接位置。
3.如权利要求1所述的液体材料吐出装置,其特征在于,
所述致动器将能够通过所述吐出控制装置控制所述阀杆的前进位置的马达作为驱动源来具备,利用所述阀杆的进退位置来检测所述阀杆的前端位于所述抵接位置。
4.如权利要求1~3中任一项所述的液体材料吐出装置,其特征在于,
所述吐出控制装置使所述阀杆位于自所述抵接位置进一步下降规定距离的安全关闭位置。
5.如权利要求1~3中任一项所述的液体材料吐出装置,其特征在于,
所述吐出控制装置将利用所述致动器的阀杆的上升时的加速时间Au控制在2〜300ms的范围内。
6.如权利要求1~3中任一项所述的液体材料吐出装置,其特征在于,
所述吐出控制装置将利用所述致动器的阀杆的上升时的目标速度V1控制在0.2〜30mm/s的范围内。
7.如权利要求1~3中任一项所述的液体材料吐出装置,其特征在于,
所述吐出控制装置将利用所述致动器的阀杆的下降时的加速时间Ad控制在2〜300ms的范围内。
8.如权利要求7所述的液体材料吐出装置,其特征在于,
所述吐出控制装置将利用所述致动器的阀杆的上升时的加速时间Au及下降时的加速时间Ad设定为相同。
9.如权利要求1~3中任一项所述的液体材料吐出装置,其特征在于,
所述致动器将选自步进马达、伺服马达及线性马达的一马达作为驱动源。
10.如权利要求2所述的液体材料吐出装置,其特征在于,
具备:
杆连动构件,其与所述阀杆连接,且可分离地抵接并配置于滑动构件;及
弹性构件,其赋予使杆连动构件与滑动构件可分离地抵接的作用力,
在所述阀杆抵接于所述阀座之后,在通过所述致动器作用使所述阀杆进一步前进的力时,所述滑动构件与所述杆连动构件分离而朝下方移动,通过所述传感器机构检测该滑动构件的移动,从而检测所述阀杆的前端位于抵接于所述阀座的抵接位置。
11.如权利要求10所述的液体材料吐出装置,其特征在于,
所述杆连动构件连接于所述滑动构件,
所述弹性构件是连结所述杆连动构件与所述滑动构件的拉伸线圈弹簧。
12.如权利要求11所述的液体材料吐出装置,其特征在于,
所述弹性构件具有与在所述阀杆和所述阀座不抵接时,能够使所述杆连动构件和所述滑动构件移动的力同等的初始张力Pi。
13.如权利要求10所述的液体材料吐出装置,其特征在于,
所述滑动构件具备:顶面,其具有供所述阀杆插通的第1贯通孔;及底面,其具有供所述阀杆插通的第2贯通孔,
所述杆连动构件及所述弹性构件配置于所述滑动构件的顶面及底面之间,
所述弹性构件使所述杆连动构件可分离地抵接于所述滑动构件的顶面或底面。
14.如权利要求13所述的液体材料吐出装置,其特征在于,
还具备:固定构件,其插通有所述阀杆且固定所述杆连动构件,
所述弹性构件是插通有所述阀杆的压缩线圈弹簧。
15.如权利要求14所述的液体材料吐出装置,其特征在于,
所述弹性构件具有与为了使所述阀杆、所述杆连动构件及所述固定构件移动而需要的力同等的斥力Pii。
16.如权利要求1~3中任一项所述的液体材料吐出装置,其特征在于,
具备:
第1导引构件,其插通有所述阀杆,对所述阀杆的直进运动进行导引;及
第2导引构件,其插通有所述阀杆,在第1导引构件的下方对所述阀杆的直进运动进行导引。
17.如权利要求16所述的液体材料吐出装置,其特征在于,
具备:第3导引构件,其插通有所述阀杆,在第2导引构件的下方对所述阀杆的直进运动进行导引。
18.一种涂布装置,其特征在于,
具备:
权利要求1~3中任一项所述的液体材料吐出装置;
工件台,其设置工件;
相对驱动装置,其使所述液体材料吐出装置与所述工件台相对移动;
罩,其构成配置所述液体材料吐出装置、所述工件台、及所述相对驱动装置的负压空间;
减压装置,其将所述罩内设为负压;及
驱动控制装置,其控制相对驱动装置。
19.如权利要求18所述的涂布装置,其特征在于,
所述减压装置是真空泵。
20.一种涂布方法,其特征在于,
是使用权利要求18所述的涂布装置的涂布方法,在通过所述减压装置将所述罩内设为负压的状态下,一边使所述工件与所述液体材料吐出装置相对移动,一边在工件上涂布液体材料。
21.如权利要求20所述的涂布方法,其特征在于,
所述罩内实质上为真空。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-107831 | 2016-05-30 | ||
| JP2016107831A JP6739786B2 (ja) | 2016-05-30 | 2016-05-30 | 液体材料吐出装置、その塗布装置および塗布方法 |
| PCT/JP2017/019503 WO2017208956A1 (ja) | 2016-05-30 | 2017-05-25 | 液体材料吐出装置、その塗布装置および塗布方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109311043A CN109311043A (zh) | 2019-02-05 |
| CN109311043B true CN109311043B (zh) | 2021-04-09 |
Family
ID=60477579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780034025.5A Active CN109311043B (zh) | 2016-05-30 | 2017-05-25 | 液体材料吐出装置、其涂布装置及涂布方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11458501B2 (zh) |
| JP (1) | JP6739786B2 (zh) |
| KR (1) | KR102306482B1 (zh) |
| CN (1) | CN109311043B (zh) |
| DE (1) | DE112017002707T5 (zh) |
| TW (1) | TWI770027B (zh) |
| WO (1) | WO2017208956A1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020102871A1 (de) * | 2020-02-05 | 2021-08-05 | Atlas Copco Ias Gmbh | Vorrichtung zum Auftragen von viskosem Material auf Werkstücke |
| JP6947879B1 (ja) * | 2020-06-09 | 2021-10-13 | 株式会社ソディック | 軽金属射出装置の逆流防止装置および軽金属射出装置の逆流防止方法 |
| KR102518407B1 (ko) * | 2021-06-30 | 2023-04-05 | 주식회사 인스텍 | 레이저 성형 장치용 파우더 공급 호퍼 |
| CN114798216B (zh) * | 2022-05-09 | 2023-05-23 | 中国电建集团贵州工程有限公司 | 舱室油漆喷洒修复装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000317369A (ja) * | 1999-05-07 | 2000-11-21 | Cimeo Precision Co Ltd | 定量吐出装置 |
| CN101595823A (zh) * | 2003-03-13 | 2009-12-09 | 巨杰公司 | 用于软管操作的遥控装置 |
| CN101743423A (zh) * | 2007-05-18 | 2010-06-16 | 恩菲尔德技术责任有限公司 | 电子控制阀和包含该电子控制阀的系统 |
| CN101861487A (zh) * | 2007-09-20 | 2010-10-13 | 西港能源有限公司 | 带有应变式致动器的直接致动式阀以及这种阀的操作方法 |
| CN102006943A (zh) * | 2008-02-21 | 2011-04-06 | 武藏工业株式会社 | 液体材料的排出装置以及方法 |
| CN203098881U (zh) * | 2013-02-01 | 2013-07-31 | 罗艳芳 | 一种无外泄漏阀门 |
| CN104011444A (zh) * | 2011-12-27 | 2014-08-27 | 大丰工业株式会社 | 阀装置 |
| CN104668152A (zh) * | 2013-11-27 | 2015-06-03 | 芝浦机械电子装置株式会社 | 涂布装置及方法、显示装置用部件的制造装置及制造方法 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5451260A (en) * | 1994-04-15 | 1995-09-19 | Cornell Research Foundation, Inc. | Method and apparatus for CVD using liquid delivery system with an ultrasonic nozzle |
| US6267266B1 (en) | 1995-11-16 | 2001-07-31 | Nordson Corporation | Non-contact liquid material dispenser having a bellows valve assembly and method for ejecting liquid material onto a substrate |
| US5747102A (en) | 1995-11-16 | 1998-05-05 | Nordson Corporation | Method and apparatus for dispensing small amounts of liquid material |
| US6253957B1 (en) | 1995-11-16 | 2001-07-03 | Nordson Corporation | Method and apparatus for dispensing small amounts of liquid material |
| JP3552431B2 (ja) * | 1996-11-26 | 2004-08-11 | 株式会社スリーボンド | 材料塗布装置 |
| JP3068019B2 (ja) * | 1996-12-27 | 2000-07-24 | 日本たばこ産業株式会社 | 薬剤散布装置及び方法 |
| US5875922A (en) * | 1997-10-10 | 1999-03-02 | Nordson Corporation | Apparatus for dispensing an adhesive |
| JPH11197571A (ja) | 1998-01-12 | 1999-07-27 | Nordson Kk | 吐出ガンの弁機構の開閉速度制御方法及び装置並びに液状体の吐出塗布方法 |
| US20030121836A1 (en) | 1998-05-01 | 2003-07-03 | Lilie Glenn T. | Solids raised screens |
| US6484885B1 (en) | 1998-05-01 | 2002-11-26 | Cpi Sales & Mfg., Inc. | Solids raised screens |
| JP2001113212A (ja) * | 1999-10-20 | 2001-04-24 | Noiberuku Kk | 液体吐出装置 |
| US6679685B2 (en) | 2000-03-07 | 2004-01-20 | Matsushita Electric Industrial Co., Ltd. | Method and device for discharging viscous fluids |
| EP1132615B1 (en) | 2000-03-07 | 2006-11-08 | Matsushita Electric Industrial Co., Ltd. | Fluid dispenser |
| JP2001246298A (ja) * | 2000-03-07 | 2001-09-11 | Matsushita Electric Ind Co Ltd | 流体吐出装置及び流体吐出方法 |
| JP2002021715A (ja) * | 2000-07-10 | 2002-01-23 | Matsushita Electric Ind Co Ltd | 流体供給装置及び流体供給方法 |
| JP4663894B2 (ja) | 2001-03-27 | 2011-04-06 | 武蔵エンジニアリング株式会社 | 液滴の形成方法および液滴定量吐出装置 |
| KR100948220B1 (ko) * | 2002-03-19 | 2010-03-18 | 도쿄엘렉트론가부시키가이샤 | 도포처리방법 및 도포처리장치 |
| US7143993B2 (en) * | 2003-01-17 | 2006-12-05 | Siemens Vdo Automotive, Inc. | Exhaust gas recirculation valve having a rotary motor |
| US20050001869A1 (en) * | 2003-05-23 | 2005-01-06 | Nordson Corporation | Viscous material noncontact jetting system |
| US7918435B2 (en) * | 2003-10-30 | 2011-04-05 | Fluid Management, Inc. | Combination gravimetric and volumetric dispenser for multiple fluids |
| JP4311549B2 (ja) | 2004-02-02 | 2009-08-12 | Tdk株式会社 | 液体材料塗布方法 |
| JP2006281178A (ja) * | 2005-04-05 | 2006-10-19 | Noiberuku Kk | シリンジポンプ |
| JP5068942B2 (ja) | 2005-10-18 | 2012-11-07 | アピックヤマダ株式会社 | 真空ディスペンス装置 |
| KR100840482B1 (ko) * | 2006-02-27 | 2008-06-20 | 다이니폰 스크린 세이조우 가부시키가이샤 | 도포 장치 및 도포 방법 |
| JP4916793B2 (ja) * | 2006-06-30 | 2012-04-18 | 株式会社鷺宮製作所 | 定量送液ポンプおよびそれを用いた薬液塗布装置 |
| DE102007045513B4 (de) * | 2007-09-24 | 2015-03-19 | Continental Automotive Gmbh | Verfahren und Vorrichtung zum Zumessen eines Fluids |
| US8786242B2 (en) | 2008-02-27 | 2014-07-22 | Enfield Technologies, Llc | Method and device for controlling load and voltage in voice coils |
| US9162249B2 (en) | 2008-10-01 | 2015-10-20 | Panasonic Intellectual Property Management Co., Ltd. | Paste dispenser for applying paste containing fillers using nozzle with pin and application method using the same |
| JP5164774B2 (ja) * | 2008-10-01 | 2013-03-21 | パナソニック株式会社 | ペースト塗布装置およびペースト塗布方法 |
| JP5419616B2 (ja) * | 2009-09-25 | 2014-02-19 | 武蔵エンジニアリング株式会社 | 気泡混入防止機構および該機構を備える液体材料吐出装置並びに液体材料吐出方法 |
| MY169189A (en) * | 2012-02-06 | 2019-02-25 | Musashi Eng Inc | Liquid material discharge device and discharge method |
| KR101544070B1 (ko) | 2012-06-25 | 2015-08-12 | 한국생산기술연구원 | 하드 로이 유리 제조장치 및 이를 이용한 하드 로이 유리 제조방법 |
| JP6364168B2 (ja) | 2013-09-30 | 2018-07-25 | 武蔵エンジニアリング株式会社 | 液体材料吐出装置および塗布方法 |
-
2016
- 2016-05-30 JP JP2016107831A patent/JP6739786B2/ja active Active
-
2017
- 2017-05-25 CN CN201780034025.5A patent/CN109311043B/zh active Active
- 2017-05-25 KR KR1020187031927A patent/KR102306482B1/ko active IP Right Grant
- 2017-05-25 WO PCT/JP2017/019503 patent/WO2017208956A1/ja active Application Filing
- 2017-05-25 US US16/305,553 patent/US11458501B2/en active Active
- 2017-05-25 DE DE112017002707.1T patent/DE112017002707T5/de active Pending
- 2017-05-26 TW TW106117598A patent/TWI770027B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000317369A (ja) * | 1999-05-07 | 2000-11-21 | Cimeo Precision Co Ltd | 定量吐出装置 |
| CN101595823A (zh) * | 2003-03-13 | 2009-12-09 | 巨杰公司 | 用于软管操作的遥控装置 |
| CN101743423A (zh) * | 2007-05-18 | 2010-06-16 | 恩菲尔德技术责任有限公司 | 电子控制阀和包含该电子控制阀的系统 |
| CN101861487A (zh) * | 2007-09-20 | 2010-10-13 | 西港能源有限公司 | 带有应变式致动器的直接致动式阀以及这种阀的操作方法 |
| CN102006943A (zh) * | 2008-02-21 | 2011-04-06 | 武藏工业株式会社 | 液体材料的排出装置以及方法 |
| CN104011444A (zh) * | 2011-12-27 | 2014-08-27 | 大丰工业株式会社 | 阀装置 |
| CN203098881U (zh) * | 2013-02-01 | 2013-07-31 | 罗艳芳 | 一种无外泄漏阀门 |
| CN104668152A (zh) * | 2013-11-27 | 2015-06-03 | 芝浦机械电子装置株式会社 | 涂布装置及方法、显示装置用部件的制造装置及制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190015217A (ko) | 2019-02-13 |
| TWI770027B (zh) | 2022-07-11 |
| DE112017002707T5 (de) | 2019-02-21 |
| US11458501B2 (en) | 2022-10-04 |
| TW201808470A (zh) | 2018-03-16 |
| KR102306482B1 (ko) | 2021-09-28 |
| US20210220863A1 (en) | 2021-07-22 |
| WO2017208956A1 (ja) | 2017-12-07 |
| JP2017213487A (ja) | 2017-12-07 |
| JP6739786B2 (ja) | 2020-08-12 |
| CN109311043A (zh) | 2019-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109311043B (zh) | 液体材料吐出装置、其涂布装置及涂布方法 | |
| CN109219485B (zh) | 液体材料吐出装置、其涂布装置及涂布方法 | |
| EP2808093B1 (en) | Droplet forming device and droplet forming method | |
| US11536259B2 (en) | Liquid material ejection device | |
| WO2011037139A1 (ja) | 気泡混入防止機構および該機構を備える液体材料吐出装置並びに液体材料吐出方法 | |
| KR20160067088A (ko) | 액체 재료 충전 장치 및 방법 | |
| JP2017104821A (ja) | シリンジポンプ | |
| KR20210100084A (ko) | 도징 시스템 및 도징 시스템을 제어하는 방법 | |
| KR102090581B1 (ko) | 금형 장치 | |
| JP2017213487A5 (zh) | ||
| KR20170015669A (ko) | 디스펜싱 장치 | |
| JP7066229B2 (ja) | 液体材料吐出装置、その塗布装置および塗布方法 | |
| JP7160352B2 (ja) | 液状物の吐出装置 | |
| KR101653139B1 (ko) | 전기 또는 전자 부품을 핸들링하기 위한 마운팅 헤드 | |
| US20230347560A1 (en) | Liquid introduction apparatus, adhesive dispensing apparatus and liquid introduction method | |
| JPH08335770A (ja) | 部品実装システムにおけるディスペンサ | |
| CN111182977A (zh) | 喷嘴连接器、喷嘴连接器组、涂布装置及涂布系统 | |
| KR100373184B1 (ko) | 반도체 제조용 레진 토출장치 | |
| CN117062672A (zh) | 具有气体流道的电流体动力泵头组合 | |
| JP2019021661A (ja) | 薬液交換補助装置 | |
| NZ744149B2 (en) | Liquid material ejection device | |
| JP2013130173A (ja) | 液体吐出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1262353 Country of ref document: HK |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |