CN107466159B - 摄像模组的模塑电路板及其制造设备和制造方法 - Google Patents
摄像模组的模塑电路板及其制造设备和制造方法 Download PDFInfo
- Publication number
- CN107466159B CN107466159B CN201610394707.4A CN201610394707A CN107466159B CN 107466159 B CN107466159 B CN 107466159B CN 201610394707 A CN201610394707 A CN 201610394707A CN 107466159 B CN107466159 B CN 107466159B
- Authority
- CN
- China
- Prior art keywords
- molding
- circuit board
- base
- mold
- manufacturing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 173
- 238000000465 moulding Methods 0.000 claims abstract description 403
- 239000007788 liquid Substances 0.000 claims abstract description 118
- 238000000034 method Methods 0.000 claims abstract description 95
- 230000003287 optical effect Effects 0.000 claims abstract description 85
- 230000008569 process Effects 0.000 claims abstract description 83
- 239000007787 solid Substances 0.000 claims abstract description 56
- 239000000463 material Substances 0.000 claims abstract description 34
- 238000006243 chemical reaction Methods 0.000 claims abstract description 7
- 239000012778 molding material Substances 0.000 claims description 232
- 239000000758 substrate Substances 0.000 claims description 45
- 238000010438 heat treatment Methods 0.000 claims description 44
- 238000003860 storage Methods 0.000 claims description 30
- 229920001187 thermosetting polymer Polymers 0.000 claims description 27
- 230000007246 mechanism Effects 0.000 claims description 24
- 238000002844 melting Methods 0.000 claims description 20
- 230000008018 melting Effects 0.000 claims description 20
- 238000003475 lamination Methods 0.000 claims description 15
- 239000012943 hotmelt Substances 0.000 claims description 12
- 230000000694 effects Effects 0.000 claims description 6
- 238000007493 shaping process Methods 0.000 claims description 4
- 238000004891 communication Methods 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 238000011112 process operation Methods 0.000 claims description 2
- 238000012546 transfer Methods 0.000 claims description 2
- 238000001723 curing Methods 0.000 description 26
- 238000010030 laminating Methods 0.000 description 12
- 239000003292 glue Substances 0.000 description 9
- 238000011049 filling Methods 0.000 description 8
- 239000011344 liquid material Substances 0.000 description 8
- 230000009471 action Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 239000003990 capacitor Substances 0.000 description 3
- 238000012858 packaging process Methods 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000010365 information processing Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011265 semifinished product Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011093 chipboard Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000013039 cover film Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
















































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0014—Shaping of the substrate, e.g. by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/02—Transfer moulding, i.e. transferring the required volume of moulding material by a plunger from a "shot" cavity into a mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
- B29C45/14655—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components connected to or mounted on a carrier, e.g. lead frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
- H04N23/50—Constructional details
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
- H04N23/50—Constructional details
- H04N23/54—Mounting of pick-up tubes, electronic image sensors, deviation or focusing coils
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
- H04N23/57—Mechanical or electrical details of cameras or camera modules specially adapted for being embedded in other devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/28—Applying non-metallic protective coatings
- H05K3/284—Applying non-metallic protective coatings for encapsulating mounted components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
- B29C45/14655—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components connected to or mounted on a carrier, e.g. lead frame
- B29C2045/14663—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components connected to or mounted on a carrier, e.g. lead frame the mould cavity walls being lined with a film, e.g. release film
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
- B29C2045/1673—Making multilayered or multicoloured articles with an insert injecting the first layer, then feeding the insert, then injecting the second layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76531—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76732—Mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10007—Types of components
- H05K2201/10121—Optical component, e.g. opto-electronic component
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10007—Types of components
- H05K2201/10151—Sensor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/13—Moulding and encapsulation; Deposition techniques; Protective layers
- H05K2203/1305—Moulding and encapsulation
- H05K2203/1316—Moulded encapsulation of mounted components
Abstract
一摄像模组的模塑电路板及其制造设备和制造方法,其中该制造设备包括成型模具,其包括能够开模和合模的第一模具和第二模具,其中第一和第二模具在合模时形成成型腔,并且在成型腔内配置有光窗成型块和位于光窗成型块周围的基座成型导槽,其中当成型腔中安装电路板,填充进入基座成型导槽内的模塑材料经历液态至固态的转化过程而固化成型后,在对应基座成型导槽的位置形成模塑基座,在对应光窗成型块的位置形成模塑基座的通孔,其中模塑基座一体成型于电路板以形成摄像模组的模塑电路板。通孔用于为摄像模组提供光学通路,模塑基座可以作为摄像模组的支架。
Description
技术领域
本发明涉及摄像模组的电路板,尤其涉及摄像模组的模塑电路板及其制造设备和制造方法。
背景技术
随着各种电子产品、智能设备的发展,摄像模组也越来越向高性能、轻薄化方向发展,而面对高像素、高成像质量等各种高性能的发展要求,电路中的电子元器件越来越多、芯片的面积越来越大、驱动电阻、电容等被动元器件相应增多,这使得电子器件的规格越来越大、组装难度不断增大、摄像模组的整体尺寸越来越大,而从上述来看,镜座、线路板以及电路元件等的传统组装方式在一定程度上也是摄像模组轻薄化发展的极大限制。
传统的摄像模组一般包括电路板,感光元件,镜座,镜头等部件,其封装一般采用COB(Chip On Board)工艺,其中该感光元件连接于该电路板,该镜座通过胶水贴附于该电路板,然而这种封装工艺中,粘贴所述镜座时,该镜座位于该电路板的这些电子元器件的外侧,因此在安装该镜座和该电路板时,需要在该镜座和这些电子元器件之间预留一定的安全距离,且在水平方向以及向上的方向都需要预留安全距离,这在一定程度上增大了摄像模组厚度的需求量,使其厚度难以降低。
另外,该镜座或马达通过胶水等粘贴物粘贴于该电路板,在粘贴时通常要进行校准工艺,就是调整该感光元件和该镜头的中心轴线,使其达到水平方向和竖直方向的一致,因此为了满足校准工艺,需要在该镜座与该电路板以及该镜座与该马达之间都需要预设较多的胶水,使得相互之间留有调整空间,而这个需求一方面在一定程度上又增加了对摄像模组的厚度需求,使其厚度难以降低,另一方面,多次粘贴组装过程很容易造成组装的倾斜不一致,且对该镜座、该电路板以及该马达的平整性要求较高。使用胶水粘接不能保证该镜座平整地贴附于该电路板。
并且在贴附和封装过程中该电路板的这些电子元器件和该感光元件都暴露在环境中,不可避免会有污尘等容易黏着于该电路板的这些电子元器件上,或甚至进一步地到达该感光元件上,从而可能造成组装后的摄像模组存在污黑点等不良现象,降低了产品良率。
通过在该电路板上将该镜座一体封装成型,可以解决上述问题,但现有技术中还没有这样的具有一体封装成型的镜座的电路板,也没有合适的封装设备。传统的半导体一体封装成型工艺中,一般是通过液体材料一体封装在整个半导体基板上,液体材料能够大面积地包覆于整个半导体材料,然后固化成形完成封装。
然而,受限于该摄像模组的电路板及其镜座结构,传统半导体封装工艺还没有应用于制作这样的具有一体封装成型的镜座的电路板。一方面,摄像模组对尺寸、精度和平整性的要求更高。另一方面,该电路板需要搭配该感光元件,该镜座一般是呈环形,中间需要设置光窗,以方便该感光元件和该镜头光学地对齐排列并且使穿过该镜头的光线经过该光窗到达该感光元件,并且该镜座的底侧需要与该电路板紧密无缝地结合,除了该光窗,该镜座的其他侧面需要遮光即阻挡杂光进入,而现有的一体封装设备还没有能够形成具有这样光学特性的镜座的设计,尤其是没有一体封装成型的成型模具。再一方面,该摄像模组的该电路板上通常有多种电子元器件,如电阻、电容和驱动等,这种一体封装工艺需要对这些电子元器件进行合理的排布,并且将成型模具的成型结构设计成只能在电路板的周边位置上形成这样的具有光窗的镜座,而不能进入电路板与该感光元件的有效感光区域内而影响感光效果。另外,成型模具也需要设计成能够形成与该电路板尺寸如面积、厚度等搭配,从而形成具有合适尺寸的该镜座。
发明内容
本发明的一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述模塑电路板包括一模塑基座和一电路板,该模塑基座通过一制造设备能够将形成所述模塑基座的原料一体模塑于该电路板,从而使所述模塑电路板形成一体封装结构。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述摄像模组的一感光元件也可以通过模塑工艺与所述模塑电路板形成一体结构,即所述模塑基座可以一体地成形于所述电路板和所述感光元件上,从而进一步地形成一体紧凑结构。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中在所述模塑基座的一体模塑工艺中,不需要胶水贴附,从而所述模塑电路板平整性更好,厚度更小,从而所述摄像模组得以方便校准,并且更轻薄化,性能更优。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述制造设备能够使所述模塑基座一体成形于所述电路板,从而一体紧密结合的结构能够使所述模塑基座阻挡杂光,加强所述电路板的散热功能,以及增强所述模塑电路板的强度。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述模塑基座一体地包覆所述电路板的多个电子元器件,从而这些电子元器件不会直接暴露于外部环境。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述电路板的多个电子元器件布置在其基板的边缘区域,所述制造设备的一成型模具对应所述电路板的中央的芯片叠合区域被阻止进入液体模塑材料,从而使液体材料包覆在所述电路板外侧的边缘区域而形成包覆所述电子元器件的所述模塑基座。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述制造设备具有能够制造所述模塑电路板的所述成型模具,其在模塑步骤中,通过设置在其成型腔内的至少一光窗成型块和至少一基座成型导槽,使所述电路板的中央的芯片叠合区域对应所述成型模具的所述光窗成型块,从而阻止液体材料进入,而该光窗成型块周围的所述基座成型导槽内填充所述液体材料而形成所述模塑基座。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述成型模具在合模时还通过一个或多个马达引脚孔成型部阻止液体材料的进入而使所述模朔基座在固化后形成对应的马达引脚孔,以在制造动焦摄像模组时可以方便使马达的引脚贴附于所述电路板。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述制造设备的所述成型模具通过第一和第二模具合模以后执行所模塑步骤,其中所述电路板固定于所述成型模组的所述成型腔中,然后形成所述模塑基座的液体材料可以进入所述成型腔中的所述基座成型导槽,并且经固化后形成所述模塑基座。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述第一和第二模具构造成可产生相对位移以能够开模和合模,其中一个模具固定,而另一个可移动,或者两个模具都可移动,从而方便操作。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,形成所述模塑基座的原料可以是热熔性材料,从而可以呈液体状态注入所述成型腔中,并且可以通过冷却而固化成型。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中形成所述模塑基座的原料可以是热固性材料,从而可以呈液体状态注入所述成型腔中,并且可以通过继续加热而固化成型。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述电路板可以预加热,从而在模塑成型工艺中,可以减少所述电路板和液体模塑材料的温差。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述制造设备可以制造单个的所述模塑电路板,或者所述制造设备构造成能够制作模朔电路板拼板,所述模朔电路板拼板经切割以后形成多个形成单摄像模组的所述模塑电路板或形成阵列摄像模组的模塑电路板。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中所述成型模具合模时,所述液体模塑材料在压力作用下进入所述基座成型导槽,从而其能够平整地形成在所述电路板上,所述成型模具平整的成型面能够保证形成的所述模塑基座的顶表面和侧表面也有较佳的平整性。
本发明的另一个目的在于提供一摄像模组的模塑电路板及其制造设备和制造方法,其中进入所述基座成型导槽的所述液体模塑材料可以精确控制,从而保证形成合适尺寸的所述模塑基座。
为达到以上发明目的,本发明提供一制造设备,以用于制造至少一摄像模组的至少一模塑电路板,其中所述制造设备包括:
一成型模具,其包括一第一模具和一第二模具;
一模具固定装置,其能够将所述第一和第二模具相分开或相密合,其中所述第一和第二模具在相密合时形成至少一成型腔,并且所述成型模具在所述成型腔内配置有至少一光窗成型块和位于所述光窗成型块周围的一基座成型导槽;以及
一温控装置,用于为所述成型腔提供温控环境,其中当所述成型腔中安装至少一电路板,填充进入所述基座成型导槽内的一模塑材料在所述温控装置控温作用下经历液态至固态的转化过程而固化成型,在对应所述基座成型导槽的位置形成一模塑基座,在对应所述光窗成型块的位置形成所述模塑基座的一通孔,其中所述模塑基座一体成型于所述电路板以形成所述摄像模组的所述模塑电路板。可以理解的是,所述光窗用于为所述摄像模组提供一光学通路,所述模塑基座可以作为所述摄像模组的一支架。
在一些实施例中,所述第一和第二模具能够产生相对位移,以实现开模和合模,其中所述第一和第二模具中的至少一个模具构造为可移动。
在一些实施例中,所述光窗成型块和所述基座成型导槽设置于所述第一模具,所述第二模具具有至少一电路板定位槽,以用于安装所述电路板。
在一些实施例中,所述光窗成型块和所述基座成型导槽设置于所述第二模具,所述第一模具具有至少一电路板定位槽,以用于安装所述电路板。
在一些实施例中,所述第一模具是一固定上模,所述第二模具是一可移动下模。
在一些实施例中,所述光窗成型块和所述基座成型导槽一体地成型于所述第一模具。
在一些实施例中,提供所述光窗成型块和所述基座成型导槽的成型结构可拆卸地设置于所述第一模具,以适合被替换以适合制作不同规格的所述模塑电路板。
在一些实施例中,所述制造设备还包括一模塑材料供料机构,其具有至少一储料槽,至少一送料通道和至少一推料器,其中所述模塑材料经由所述推料器,从所述储料槽经由所述送料通道填充进入所述基座成型导槽。
在一些实施例中,所述储料槽被提供有加热环境以使所述储料槽中呈固态的所述模塑材料被加热熔化并被推送进入所述送料通道。
在一些实施例中,所述储料槽中呈固态的所述模塑材料边被加热熔化边被所述推料器推送进入所述送料通道。
在一些实施例中,所述储料槽中呈固态的所述模塑材料边加热熔化为纯液体后被所述推料器推送进入所述送料通道。
在一些实施例中,所述制造设备的所述模具固定装置用于驱动所述第一和第二模具中的至少一个模具移动,从而使共轴地设置所述第一和第二模具相分离或紧密地相闭合。
在一些实施例中,所述制造设备还包括一真空设备,以用于对所述成型腔进行抽真空减压操作。
在一些实施例中,所述温控装置包括一熔化加热装置和一固化温控装置,所述熔化加热装置用于将固态的所述模塑材料熔化,所述固化温控装置为所述成型模具提供加热环境;或者所述温控装置是一体的温控装置,能够用于将固态的所述模塑材料加热熔化和用于对所述成型腔内的所述模塑材料加热以使液体状的所述模塑材料热固成型。
在一些实施例中,所述制造设备还包括一电路板拼板供料机构,所述电路板拼板机构用于向所述成型模具供应至少一电路板拼板,其中所述电路板拼板一体接合的多个所述电路板,所述电路板拼板供料机构包括至少一导轨,至少一装载器以及至少一卸载器,所述装载器和所述卸载器沿着所述导轨移动以分别将模塑前的所述电路板传送至所述成型腔和从所述成型腔卸载模塑后得到的所述模塑电路板。
在一些实施例中,所述制造设备还包括一控制器,以用于自动化控制所述制造设备的模塑工艺操作。
在一些实施例中,所述成型腔中安装至少一电路板拼板,所述电路板拼板包括多个一体接合的多个所述电路板,所述制造设备用于经由将所述电路板拼板进行拼板模塑作业得到至少一模塑电路板拼板,其中所述模塑电路板拼板包括一体接合的多个所述模塑电路板。
在一些实施例中,所述模塑电路板的各个所述电路板分别具有互相独立的所述模塑基座。
在一些实施例中,所述模塑电路板具有一体成型于所述电路板拼板的一模塑基座拼板。
在一些实施例中,所述模塑材料是热熔性材料,填充进入所述基座成型导槽内所述模塑材料呈液体熔化状态,并且经冷却固化后形成一体成型于所述电路板的所述模塑基座。
在一些实施例中,所述模塑材料是热固性材料,填充进入所述基座成型导槽内所述模塑材料呈液体熔化状态,并且经热固化后形成一体成型于所述电路板的所述模塑基座。
在一些实施例中,所述电路板包括一基板以及设置于所述基板上的多个电子元器件,其中所述模塑基座一体包覆所述电子元器件。
在一些实施例中,所述基板具有一中央的芯片叠合区域以及所述芯片叠合区域周围的一边缘区域,其中所述电子元器件被布置于所述边缘区域。
在一些实施例中,所述芯片叠合区域提供一平整接合表面以与所述光窗成型块的底面紧密贴合以防止呈液体状的所述模塑材料进入所述芯片叠合区域。
在一些实施例中,所述基板的所述芯片叠合区域和所述边缘区域在同一平面。
在一些实施例中,所述基板的所述芯片叠合区域相对于所述边缘区域向内凹从而使所述基板形成一内凹槽,所述光窗成型块的底端凸出于所述基座成型导槽并且所述成型模具合模并且执行模塑工艺中,所述光窗成型块的底端延伸进入所述内凹槽,所述内凹槽用于组装所述摄像模组的一感光元件。
在一些实施例中,所述成型模具在合模执行模塑成型工艺时进一步提供有与所述基座成型导槽相连通的位于所述电路板至少一侧面的一侧面导槽,呈液体状态的所述模塑材料填充进入所述侧面导槽后使固化成型以后形成的所述模塑基座进一步地包覆于所述电路板的所述侧面。
在一些实施例中,所述成型模具在合模执行模塑成型工艺时进一步提供有与所述基座成型导槽相连通的位于所述电路板的至少一部分底面的一底侧导槽,呈液体状态的所述模塑材料填充进入所述底侧导槽使固化成型以后形成的所述模塑基座进一步地包覆于所述电路板的所述至少一部分底面。
在一些实施例中,所述电路板还具有沿其厚度方向延伸的一个或多个穿孔,其中所述成型模具在合模执行模塑成型工艺时,呈液体状态的所述模塑材料进一步地填充进入所述穿孔并在所述穿孔内固化成型。
在一些实施例中,待模塑的所述电路板还连接有至少一感光元件,其中所述模塑基座一体成型于所述电路板和所述感光元件。
在一些实施例中,待模塑的所述电路板与所述感光元件预选通过一个或多个引线电连接。
在一些实施例中,所述感光元件具有一感光区域和位于所述感光区域周围的一非感光区域,其中所述成型模具在合模执行模塑成型工艺时,所述光窗成型块紧密贴合于所述感光区域,固化成型后所述模塑基座一体成型于至少一部分所述非感光区域。
在一些实施例中,所述模塑基座一体地包覆所述引线和所述电路板的电子元器件。
在一些实施例中,待模塑的所述电路板还连接有至少一感光元件,以及叠合于所述感光元件的一滤光片,其中所述成型模具在合模执行模塑成型工艺时,所述光窗成型块紧密贴合于所述滤光片的中央区域,使固化成型后所述模塑基座所述模塑基座一体成型于所述电路板,所述感光元件和所述滤光片。
在一些实施例中,所述成型模具在合模时时进一步地提供有延伸在所述基座成型导槽内的一个或多个马达引脚槽成型块,填充进入所述基座成型导槽内的一模塑材料经历液态至固态的转化过程而固化成型后,在对应所述马达引脚槽成型块的位置形成一马达引脚槽。
在一些实施例中,所述光窗成型块的形状和尺寸构造成与所述光窗所需要的形状和尺寸相配合,所述基座成型导槽的形状和尺寸构造成具有所述模塑基座所需要的形状和尺寸相配合。
在一些实施例中,所述光窗成型块进一步包括一成型部主体以及顶端的与所述成型部主体一体成型的一台阶部,以在形成的所述模塑基座的顶侧形成一凹槽。
根据本发明的另外一方面,本发明提供一摄像模组的一模塑电路板的制造方法,其包括如下步骤:
(a)将至少一电路板固定于一成型模具的一第二模具;
(b)在所述第二模具与一第一模具合模后,使液体状态的模塑材料填充于所述成型模具内的至少一基座成型导槽内,其中对应至少一光窗成型块的位置被阻止填充所述模塑材料,其中所述基座成型导槽位于所述光窗成型块的周围;
以及
(c)所述基座成型导槽内的所述模塑材料从液体状态转变成固体状态从而在对应所述基座成型导槽的位置形成一模塑基座,在对应所述光窗成型块的位置形成所述模塑基座的一光窗,其中所述模塑基座一体成型于所述电路板以形成所述摄像模组的所述模塑电路板。
根据本发明的一些实施例,其中在所述步骤(a)中将至少一电路板拼板固定于所述第二模具,其中所述电路板拼板包括多个一体连接的所述电路板,并且在所述步骤(b)中,将所述模塑材料填充进入一基座拼板成型导槽,其中所述基座拼板成型导槽具有多个相连通的所述基座成型导槽,在所述步骤(c)的固化步骤后,所述电路板拼板一体成型有一模塑基座拼板从而得到一模塑电路板拼板。
根据本发明的一些实施例,所述的制造方法还包括步骤:将所述模塑电路板拼板切割得到多个所述模塑电路板。
根据本发明的一些实施例,所述的制造方法还包括步骤:将一感光元件连接于所述电路板,然后将连接有所述感光元件的所述电路板固定于所述第二模具,从而在所述步骤(c)的固化步骤后,一体成型的所述模塑基座进一步地成型于所述感光元件的至少一部分非感光区域上。
根据本发明的一些实施例,所述的制造方法还包括步骤:将多个感光元件分别连接于所述电路板拼板的各个所述电路板,然后将连接有所述感光元件的所述电路板拼板固定于所述第二模具,从而在所述步骤(c)的固化步骤后,一体成型的所述模塑基座拼板进一步地成型于所述感光元件的至少一部分非感光区域上。
根据本发明的一些实施例,其中在所述步骤(b)中还包括步骤:通过一模具固定装置驱动所述第一和第二模具中的至少一个模具移动以与所述第一和第二模具合模以形成闭合的至少一成型腔。
根据本发明的一些实施例,还包括步骤:在所述步骤(b)前,还包括步骤:将所述电路板预先加热,以在进行所述步骤(b)时,减少所述电路板和所述模塑材料之间的温差。
根据本发明的一些实施例,所述的制造方法还包括步骤:通过至少一装载器沿着至少一导轨移动自动向所述成型模具输送所述电路板拼板;以及在所述步骤(c)后,通过至少一卸载器沿着的述导轨移动以自动将制作得到的所述模塑电路板拼板输送至一收纳位置。
根据本发明的一些实施例,其中在所述步骤(b)前,还包括步骤:将固体的所述模塑材料送入至少一储料槽内,并且加热熔化成纯液体以后,通过在至少一推料器将液体状的所述模塑材料推送至与所述储槽相连通的一个或多个送料通道内,并且液体状的所述模塑材料经由所述送料通道进入所述基座成型导槽。
根据本发明的一些实施例,其中在所述步骤(b)前,还包括步骤:将固体的所述模塑材料送入至少一储料槽内,并且在边熔化过程中,在至少一推料器的作用下将逐渐熔化的所述模塑材料推送至与所述储槽相连通的一个或多个送料通道内,液体状的所述模塑材料经由所述送料通道进入所述基座成型导槽。
根据本发明的一些实施例,其中所述模塑材料是热熔性材料,在所述步骤(c)中,还包括步骤:将液体状的所述模塑材料冷却从而固化形成所述模塑基座。
根据本发明的一些实施例,其中所述模塑材料是热固性材料,其中在所述步骤(c)中,还包括步骤:将液体状的所述模塑材料加热从而所述模塑材料热固化形成所述模塑基座。
根据本发明的一些实施例,所述的制造方法还包括步骤:将可拆卸地设置于所述第一模具的用于提供所述光窗成型块和所述基座成型导槽的一成型结构替换为适合制作不同规格的所述模塑电路板的另外的规格的所述成型结构。
根据本发明的另外一方面,本发明提供一摄像模组的一模塑电路板,其中所述模塑电路板通过如下制造方法制得:
(a)将至少一电路板固定于一成型模具的一第二模具;
(b)在所述第二模具与一第一模具合模后,使液体状态的模塑材料填充于所述成型模具内的至少一基座成型导槽内,其中对应至少一光窗成型块的位置被阻止填充所述模塑材料,其中所述基座成型导槽位于所述光窗成型块的周围;
以及
(c)所述基座成型导槽内的所述模塑材料从液体状态转变成固体状态从而在对应所述基座成型导槽的位置形成一模塑基座,在对应所述光窗成型块的位置形成所述模塑基座的一光窗,其中所述模塑基座一体成型于所述电路板以形成所述摄像模组的所述模塑电路板。
在一些实施例中,其中在所述步骤(a)中将至少一电路板拼板固定于所述第二模具,其中所述电路板拼板包括多个一体连接的所述电路板,并且在所述步骤(b)中,将所述模塑材料填充进入至少一基座拼板成型导槽,其中所述基座拼板成型导槽具有多个相连通的所述基座成型导槽,在所述步骤(c)的固化步骤后,所述电路板拼板一体成型有一模塑基座拼板从而得到一模塑电路板拼板,所述模塑电路板拼板进一步地被切割得到多个所述模塑电路板。
根据本发明的另外一方面,本发明提供一成型模具,以应用于制作至少一摄像模组的至少一模塑电路板,其包括能够相分开或相密合的一第一模具和一第二模具,其中所述第一和第二模具在相密合时形成至少一成型腔,并且所述成型模具在所述成型腔内配置有至少一光窗成型块和位于所述光窗成型块周围的一基座成型导槽,其中当所述成型腔中安装至少一电路板,填充进入所述基座成型导槽内的一模塑材料在所述温控装置控温作用下经历液态至固态的转化过程而固化成型,在对应所述基座成型导槽的位置形成一模塑基座,在对应所述光窗成型块的位置形成所述模塑基座的一光窗,其中所述模塑基座一体成型于所述电路板以形成所述摄像模组的所述模塑电路板。
附图说明
图1是根据本发明的一个优选实施例的一模塑电路板的一制造设备的框图结构示意图。
图2A是根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的一成型模具在开模时的剖视示意图。
图2B是根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具在合模时的剖视示意图。
图3A是根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具的一第一模具的立体结构示意图。
图3B是根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具的所述第一模具的光窗成型块和基座成型导槽的局部放大结构示意图。
图4是根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具的一第二模具的立体结构示意图。
图5是根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具的所述第二模具内放置有所述电路板时的立体结构示意图。
图6示意根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具中设置一电路板和一模塑材料的位置的剖视图,其中该剖视图是沿图5中示意的B-B线的剖视图。
图7示意根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具中将所述电路板和所述树脂材料固定就位时的剖视图,其中该剖视图是沿图5中示意的B-B线的剖视图。
图8示意根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具中将液体模塑材料推进基座成型导槽时的剖视图,其中该剖视图是沿图5中示意的B-B线的剖视图。
图9A示意根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具中执行模塑成型步骤而形成模塑基座的沿图5中B-B线剖视图。
图9B示意根据本发明的上述优选实施例的所述模塑电路板的所述制造设备的所述成型模具中执行模塑成型步骤而形成模塑基座的沿图5中C-C线剖视图。
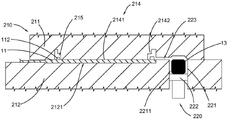
图10是根据本发明的上述实施例的模塑工艺制作的所述模塑电路板的立体结构示意图。
图11是根据本发明的上述实施例的模塑工艺制作的所述模塑电路板的沿D-D线的剖视图。
图12是根据本发明的上述实施例的模塑工艺制作的所述模塑电路板用来组装的摄像模组的剖视图。
图13是根据本发明的上述实施例的模塑工艺制作的所述模塑电路板用来组装的摄像模组的立体分解示意图。
图14是根据本发明的上述实施例的一个变形实施方式的所述模塑电路板的剖视图。
图15A是根据本发明的上述实施例的上述变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型前的剖视图。
图15B是根据本发明的上述实施例的上述变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型后的剖视图。
图16A是根据本发明的上述实施例的另一个变形实施方式的所述模塑电路板的剖视图。
图16B是根据本发明的上述实施例的上述另一变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型前的剖视图。
图16C是根据本发明的上述实施例的上述另一变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型后的剖视图。
图17是根据本发明的上述实施例的另一个变形实施方式的所述模塑电路板的剖视图。
图18是根据本发明的上述实施例的上述另一个变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型前的剖视图。
图19是根据本发明的上述实施例的上述另一个变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型后的剖视图。
图20是根据本发明的上述实施例的另一个变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型后的剖视图。
图21是根据本发明的上述实施例的模塑电路板制造方法流程示意图。
图22是根据本发明的另一个实施例的一模塑电路板拼板的一制造设备的框图结构示意图。
图23是根据本发明的上述另一个实施例的所述模塑电路板拼板的所述制造设备的立体结构示意图。
图24A是根据本发明的上述另一个实施例的所述模塑电路板拼板的所述制造设备的成型模具在开模时沿其长度方向的剖视图。
图24B是根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具在合模时沿其长度方向的剖视图。
图25A是根据本发明的上述另一个实施例的所述模塑电路板拼板的所述制造设备的成型模具在开模时沿其宽度方向的剖视图。
图25B是根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具在合模时沿其宽度方向的剖视图。
图26A是根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具的一第一模具的立体结构示意图。
图26B是根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具的所述第一模具的所述光窗成型块和基座拼板成型导槽的立体结构示意图。
图27是根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具的一第二模具的立体结构示意图。
图28是根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具的所述第二模具内放置有所述电路板拼板时的立体结构示意图。
图29示意根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具中设置一电路板和一模塑材料的位置的剖视图,其中该剖视图是沿所述成型模具长度方向的剖视图。
图30示意根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具中将所述电路板拼板和所述树脂材料固定就位时的剖视图,其中该剖视图是沿所述成型模具长度方向的剖视图。
图31示意根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具中将液体模塑材料推进基座成型导槽时的剖视图,其中该剖视图是沿所述成型模具长度方向的剖视图。
图32A示意根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具中执行模塑成型步骤而形成模塑基座拼板的剖视图,其中该剖视图是沿所述成型模具长度方向的剖视图。
图32B示意根据本发明的上述另一个优选实施例的所述模塑电路板拼板的所述制造设备的所述成型模具中执行模塑成型步骤而形成模塑基座拼板的剖视图,其中该剖视图是沿所述成型模具宽度方向的剖视图,以示意形成马达引脚槽的结构。
图33是根据本发明的上述另一个实施例的模塑工艺制作的所述模塑电路板拼板的立体结构示意图。
图34是根据本发明的上述另一个实施例的模塑工艺制作的所述模塑电路板拼板经切割得到的单体模塑电路板的结构示意图。
图35是根据本发明的上述另一个实施例的模塑工艺制作的所述模塑电路板拼板经切割得到的单体模塑电路板制作的摄像模组的结构示意图。
图36是根据本发明的上述另一个实施例的变形实施方例经模塑工艺制作的用来制作一阵列摄像模组的模塑电路板的结构示意图。
图37A是根据本发明的上述另一个实施例的模塑工艺制作的用来组装所述阵列摄像模组的模塑电路板拼板的结构示意图。
图37B是根据本发明的上述另一个实施例的模塑工艺制作的所述模塑电路板用来组装的所述阵列摄像模组的立体分解示意图。
图38是根据本发明的上述实施例的另一个实施例的另外的变形实施方式的所述模塑电路板的剖视图。
图39是根据本发明的上述实施例的上述另一个实施例的另外的变形实施方式的所述模塑电路板的在所述成型模具合模并且模塑成型后的剖视图。
图40是根据本发明的上述另一个实施例的模塑工艺的流程示意图。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
本领域技术人员应理解的是,在本发明的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
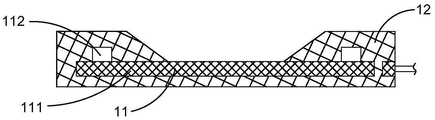
如图1至图13所示是根据本发明的一个优选实施例的一摄像模组100的一模塑电路板10及其制造设备200。如图10至图13所示,所述模塑电路板包括一电路板11以及一模塑基座12,其中本发明的所述模塑基座12通过所述制造设备200一体封装成型于所述电路板11上,从而所述模塑基座12能够替换传统摄像模组的镜座或支架,并且不需要类似传统封装工艺中需要将镜座或支架通过胶水贴附于线路板。
所述摄像模组100进一步地包括一感光元件20和一镜头30。其中所述模塑基座12包括一环形模塑主体121、并且中间具有一光窗122,以给所述镜头30与所述感光元件20提供一光线通路。所述感光元件20可工作地连接于所述电路板11,如通过COB打引线的方式将所述感光元件20连接于所述电路板11并位于所述电路板11的顶侧,或者通过倒装方式(Flip Chip)将所述感光元件20设置于所述电路板11的底侧。所述感光元件20和所述镜头30分别组装于所述模塑基座12的两侧,并且光学对齐地排列,使穿过所述镜光30的光线能够经由所述光窗122到达所述感光元件,从而经过光电转化作用后能够使所述摄像模组100得以提供光学图像。
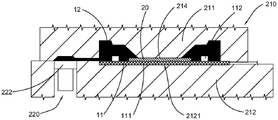
所述摄像模组100可以是定焦摄像模组,或者是动焦摄像模组。如图12和所13中所示,所述摄像模组100可以是具有一马达40(驱动器)的动焦摄像模组,所述镜头30安装于所述马达40。所述模塑基座12可以用于支撑所述马达40。所述模塑基座12的顶侧还可以设置有一滤光片50,以用于过滤穿过所述镜头30的光线,如可以是红外截止滤光片。
所述电路板11包括一基板111,以及形成于所述基板111如通过SMT工艺贴装的多个电子元器件112,所述电子元器件112包括但不限于电阻、电容、驱动器件等。在本发明的这个实施例中,所述模塑基座12一体地包覆于所述电子元器件112,从而防止类似传统摄像模组中灰尘、杂物粘附在所述电子元器件112上,并且进一步地污染所述感光元件20,从而影响成像效果。可以理解的是,在另外的变形实施例中,也有可能所述电子元器件112内埋于所述基板111,即所述电子元器件112可以不暴露在外。所述电路板111的基板111可以是PCB硬板、PCB软板、软硬结合板、陶瓷基板等。值得一提的是,在本发明的这个优选实施例中,因为所述模塑基座12可以完全包覆这些电子元器件112,所以电子元器件112可以不内埋于所述基板111,所述基板111只用于形成导通线路,从而使得最终制得的所述模塑电路板10得以厚度更小。
在本发明的这个优选实施例中,如图10至图13所示,所述基板111包括一中央的芯片叠合区域111a,以对应于相叠合的所述感光元件20,在所述中央的芯片叠合区域111b的周围形成一边缘区域111b,所述电子元器件112可以布置于所述边缘区域111b,从而提供一个相对较为平整的所述中央的芯片叠合区域111a,以方便模塑时,所述基板111的所述中央的芯片叠合区域111a与所述制造设备的模具表面紧密贴合,防止模塑材料13进入所述中央的芯片叠合区域111a,在下文中将进一步具体地描述。
可以理解的是,本发明的所述模塑基座12通过模塑工艺固定于所述电路板11,不需要粘贴固定过程,模塑方式相对于粘贴固定具有更好的连接稳定性以及工艺过程的可控性,且在所述模塑基座12与所述电路板11之间不需要预留校准调整的胶水空间,使得摄像模组的厚度得以减小;另一方面,所述模塑基座12包覆所述电子元器件112,从而不需要像传统摄像模组,在电子元器件周围预留安全距离。此外,所述模塑基座12代替传统的镜座或支架,避免了镜座或支架在粘贴组装时带来的倾斜误差,减小了摄像模组组装的累积公差。而且所述模塑基座12一体成形于所述电路板11,从而一体紧密结合的结构能够使所述模塑基座12阻挡杂光,加强所述电路板11的散热功能,以及增强所述模塑电路板11的强度。
更进一步地,如图1至图9所示,所述摄像模组100的所述模塑电路板10的制造设备200包括一成型模具210,一模塑材料供料机构220,一模具固定装置230,一温控装置250和一控制器260,所述控制器260在模塑工艺中用于自动控制所述模塑材料供料机构220。所述成型模具210包括在所述模具固定装置230的作用下能够开模和合模的一第一模具211和一第二模具212,即所述模具固定装置230能够将所述第一模具211和所述第二模具212相分开和相密合形成一成型腔213,在合模时,所述电路板11固定于所述成型腔213内,并且液体状的所述模塑材料13进入所述成型腔213,从而一体成型于所述电路板11上,并且经固化以后形成一体成型于所述电路板11上的所述模塑基座12。
更具体地,所述成型模组210进一步地包括一光窗成型块214以及具有形成在所述光窗成型块214周围的一基座成型导槽215,在所述第一和第二模具211和212合模时,所述光窗成型块214和所述基座成型导槽215延伸在所述成型腔213内,并且液体状的所述模塑材料13被填充进入所述基座成型导槽215,而对应所述光窗成型块214的位置不能填充液体状的所述模塑材料13,从而在对应所述基座成型导槽215的位置,液体状的所述模塑材料13经固化以后可以形成所述模塑基座12的环形的模塑主体121,而在对应所述光窗成型块214的位置会形成所述模塑基座12的所述光窗122。
所述第一和第二模具211和212可以是能够产生相对移动两个模具,如两个模具中的其中一个固定,另一个可移动;或者两个模具都可移动,本发明在这方面并不受到限制。在本发明的这个实施例的示例中,所述第一模具211具体地实施为一固定上模,而所述第二模具212实施为一可移动下模。所述固定上模和所述可移动下模共轴地设置,如所述可移动下模可以沿着多个定位轴向上滑动,在与所述固定上模合模时能够形成紧密闭合的所述成型腔213。
所述第二模具212即所述下模可以具有一电路板定位槽2121,用于安装和固定所述电路板11,而所述光窗成型块214和所述基座成型导槽215可以形成在所述第一模具211,即形成在所述上模,当所述第一和第二模具211和212合模时,形成所述成型腔213。并且液体状的所述模塑材料13注入至所述电路板11的顶侧的所述基座成型导槽215,从而在所述电路板11的顶侧形成所述模塑基座12。
可以理解的是,所述电路板定位槽2121也可以设置于所述第一模具211即所述上模,用于安装和固定所述电路板11,而所述光窗成型块214和所述基座成型导槽215可以形成在所述第二模具211,当所述第一和第二模具211和212合模时,形成所述成型腔213。所述电路板11在所述上模中可以正面朝向地布置,并且液体状的所述模塑材料13注入至倒置的所述电路板11的底侧的所述基座成型导槽215,从而在倒置的所述电路板11的底侧形成所述模塑基座12。
更具体地,在所述第一和第二模具211和212合模并执行模塑步骤时,所述光窗成型块214叠合于所述电路板11的所述基板111的中央的芯片叠合区域111a,并且所述光窗成型块214的底表面与所述电路板11的所述基板111的中央的芯片叠合区域111a紧密贴合,从而液体状的所述模塑材料13被阻止进入所述电路板11的所述基板111的中央的芯片叠合区域111a,从而在对应所述光窗成型块214的位置能够最终形成所述模塑基座12的所述光窗122。而所述基座成型导槽215的位置在所述边缘区域111b,这样当所述基座成型导槽215中填充液体状的所述模塑材料13时,液体状的所述模塑材料13一体结合于所述电路板11的所述基板111的所述边缘区域111b,并且在固化后能够在所述电路板11的所述基板111的中央的芯片叠合区域111a的外侧形成所述模塑基座12。
可以理解的是,在这个实施例中,所述电路板11的所述电子元器件112可以被布置于所述中央的芯片叠合区域111a之外,即对应安装所述感光元件20的位置之外,这样所述中央的芯片叠合区域111a的位置没有凸起的所述电子元器件112,从而所述电路板11的所述基板111的中央的芯片叠合区域111a可以提供一个较为平整的表面,这样当设置于所述第一模具211的所述光窗成型块214贴合于所述电路板11的所述基板111的中央的芯片叠合区域111a时,所述光窗成型块214的底表面与所述电路板11的所述基板111的中央的芯片叠合区域111a之间不会因为有凸起而形成间隙而导致在模塑过程中时液体状的模塑材料13进入所述电路板11的所述基板111的中央的芯片叠合区域111a。即所述光窗成型块214的底表面能够与所述电路板11的所述基板111的中央的芯片叠合区域111a的顶表面之间紧密贴合,从而液体状的所述模塑材料13只能到达所述光窗成型块214的周围,以防止造成飞边现象。也可以说,所述电路板11的所述基板111的中央的芯片叠合区域111a提供了与所述光窗成型块214的底表面紧密贴合的接合面。
并且,在所述成型模具210合模时,所述电子元器件112进入所述基座成型导槽215内,这样液体状的所述模塑材料13进入所述基座成型导槽215时,液体状的所述模塑材料13包覆在各个所述电子元器件112的表面,
值得一提的是,所述光窗成型块214进一步包括一成型部主体2141以及顶端的与所述成型部主体一体成型的一台阶部2142。这样所述模塑基座12在所述光窗112的顶端还可以形成一凹槽123,使所述模塑基座12形成台阶状的顶表面。当然在其他实施例中,所述模塑基座12在所述光窗112的顶端也可以没有上述凹槽123,而是形成平整的顶表面。本发明的这个实施例中形成的所述凹槽123内可以直接用来安装所述滤光片50,即所述模塑基座12内侧的台阶顶表面可以用来支撑所述滤光片50,而外侧的台阶顶表面可以用来安装所述马达40或安装其他用来支撑所述镜头30的部件,或直接用来支撑所述镜头30。或者,所述凹槽123的位置进一步地贴装有一小支架,所述小支架用来安装所述滤光片50。另外,所述模塑基座12的所述光窗122的形状不受到限制,在示意的示例中,所述光窗122可以呈方形,所述光窗成型块214相应地可以呈柱状结构。在另外的变形中,如可以是具有渐大直径的锥台。
可以理解的是,所述第一模具211形成所述基座成型导槽215的成型面可以构造成平整面,并且处于同样的平面,这样当所述模塑基座12固化成型时,所述模塑基座12的顶表面较为平整,从而为所述马达40,所述镜头30或所述镜头的其他承载部件提供平整的安装条件,减小组装后的所述摄像模组100的倾斜误差。
值得一提的是,所述基座成型导槽215和所述光窗成型块214可以一体地成型于所述第一模具211。也可以是,所述第一模具211进一步地包括可拆卸的成型结构,所述成型结构形成有所述基座成型导槽215和所述光窗成型块214。这样,根据不同的所述模塑电路板10的形状和尺寸要求如所述模塑基座的直径和厚度等,可以设计不同形状和尺寸的所述基座成型导槽215和所述光窗成型块214。这样,只需要替换不同的成型结构,即可以使所述制造设备适合应用于不同规格要求的所述模塑电路板10。可以理解的是,所述第二模具212相应地也可以包括可拆卸的固定块,以提供不同形状和尺寸的所述凹槽2121,从而方便更换适应不同形状和尺寸的所述电路板11。
所述模塑材料供料机构220包括一储料器221,一推料器222,一熔化加热装置251,并且具有一送料通道223。所述送料通道223与所述基座成型导槽215相连通。所述储料器221具有一储料槽2211,所述模塑材料13可以放置于所述储料槽2211中,通过所述熔化加热装置251将呈固态的所述模塑材料13加热熔化变成液体状的所述模塑材料13。所述储料器221可以是单独的盒体,也可以一体成型于所述第二模具212,即所述储料槽2211可以一体形成于所述第二模具212的局部位置。所述送料通道223可以一体地形成在模塑材料供料机构220内,或者通过合适的连通于所述储料槽2211的送料导管形成,在这个优选实施例中,所述送料通道223实施为形成于所述第一模具211或所述第二模具212如所述第一模具211即上模的底侧的导引槽,在所述第一和第二模具211和212合模时,所述导引槽得以可以形成向所述基座成型导槽215输送所述模塑材料13的所述送料通道223。可以理解的是,在完成模塑成型工艺后,所述送料通道223内也将形成由所述模塑材料13成型的固化延伸段。在取出成型后的产品后,所述送料通道223和所述基座成型导槽215可以根据需要进行清选。所述推料器222可以为可活动的能够对所述储料槽2211中所述模塑材料13加压并推动的结构,例如可以是一柱塞。所述熔化加热装置251可以是各种可以将所述储料槽2211中的固态的所述模塑材料13进行加热的合适结构,例如在一个例子中,可以是在所述储料器221的外侧具有加热管道,所述加热管道中填充有加热流体。
可以理解的是,所述模塑材料13还可以经过称重,而对进入所述基座成型导槽215的液体状的所述模塑材料13精确定量。或者所述模塑材料供料机构220还可包括定量分配机构,如通过所述模塑材料13的流速以及所述送料通道223的直径来计算填充至所述基座成型导槽215的液体状的所述模塑材料13的量。或者,通过保持所述成型模具210的所述基座成型导槽215内的压力,从而控制所述模塑材料13的量。当然这里的定量控制方式,也可以不限于上述方式而可以采用其他合适的方式。
在所述成型模具210处于合模状态时,经过所述推料器222的推动加压作用,液体状的所述模塑材料13被推动通过所述送料通道223进入所述基座成型导槽215,从而填充在所述光窗成型块214的周围。最后,液体状的所述模塑材料13经过一个固化过程,使位于所述基座成型导槽215的液体状的所述模塑材料13固化和硬化从而形成一体模塑于所述电路板11的所述模塑基座12。
可以理解的是,所述模塑材料13可以是热熔性材料如热塑性塑料材料,通过所述熔化加热设备将呈固态的热熔性材料加热熔化变成液体状的所述模塑材料13。在所述模塑成型的过程中,热熔性的所述模塑材料13经过冷却降温过程得以固化成型。所述成型模具210还可以配置有固化温控装置252,其用于为所述成型腔213提供温控环境,对所述基座成型导槽215内的液体熔化状态的所述模塑材料13降温从而使所述模塑材料13固化成型而形成所述模塑基座12。
所述模塑材料13也可以是热固性材料,将呈固态的热固性的所述模塑材料13放入所述储料槽2211中。通过所述熔化加热设备将呈固态的热固性材料加热熔化变成液体状的所述模塑材料13。在所述模塑成型的过程中,热固性的所述模塑材料13经过进一步地加热过程而固化,并且在固化后不再能熔化,从而形成所述模塑基座12。
相应地,当所述模塑材料13是热固性材料时,所述成型模具210配置的所述固化温控装置252可以是一固化加热装置,以对进入所述基座成型导槽215的液体状的热固性的所述模塑材料13继续加热,从而使所述液体状的热固性的所述模塑材料13热固成型。可以理解的是,用于加热熔化所述模塑材料13的所述熔化加热设备和用于使所述模塑材料13热固成型的所述固化加热设备可以是单独的加热装置,也可以是一体的加热装置。在使用一体的加热装置时,对所述模塑材料13的熔化加热温度和固化保温温度可保持一致,此时,需要一提的是,在所述储料槽2211中的熔化加热时间需要控制,以避免液体状的所述模塑材料13在所述储料槽2211中固化。从而在固态的所述模塑材料13大致完全熔化为液体状态时,便采用所述推料器222将其推送进入所述送料通道223。或者在固态的所述模塑材料13开始熔化,并呈半固状态时,即可以在边熔化过程中边开始采用所述推料器222将其推送进入所述送料通道223。在熔化和固化采用不同的加热装置时,所述固态的所述模塑材料13可以相对较低的温度环境下加热熔化至液体状态后,再送入较高的温度环境下固化成型。
可以理解的是,所述成型模具210可以对预先固定的所述电路板11预加热,例如可以加热至所述固化过程中的温度,从而在所述模塑成型过程中,所述电路板11和液体状的热固性的所述模塑材料13不会有太大的温差,从而便于液体状的所述模塑材料13紧密结合于所述电路板11的表面。
可以理解的是,在这个实施例中,示意一个所述电路板11的模塑工艺,在应用中,也可以同时对多个独立的所述电路板11进行模塑工艺,即所述储料槽2211中的所述模塑材料13经加热熔化后被同时通过多个所述送料通道223输送至多个独立的所述电路板11以进行模塑成型工艺。或者也可以采用在下文中另一个实施例中提到的拼板作业。
如图5至图9B所示是根据本发明的这个优选实施例的所述摄像模组100的所述模朔基座12的制造过程示意图,其中图5至图9A的剖视图是沿着如图5中示意的B-B线位置的剖视图,图9B是沿着如图5中示意的C-C线位置的剖视图。
如图5和图6所示,在模塑成型过程前,在这个示意的示例中,所述电路板11被固定于所述第二模具212即所述下模,固态的所述模塑材料13可以设置于所述电路板11的一侧。
如图7所示,所述成型模具210处于合模状态,待模塑的所述电路板11和固态的所述模塑材料13固定就位,固态的所述模塑材料13被加热,从而将所述模塑材料13熔化为液体状态。可以理解的是,在另外的示例中,也有可能是被熔化后的所述模塑材料13呈液体状态或半固态状态通过导管输送进入所述储料槽2211。
如图8所示,熔化的所述模塑材料13在所述推料器222的作用下,沿着所述送料通道223进入所述基座成型导槽215,并到达所述光窗成型块214的周围。可以理解的是,所述模塑材料13可以全部熔化为液体状态后再被所述推料器222推送入所述送料通道223,也可以是所述模塑材料13在边熔化时就被推送入所述送料通道223,并且藉由所述成型模具210提供有加热环境而使固态的所述模塑材料13全部熔化呈液体状态。
如图9A和9B所示,当所述基座成型导槽215内全部填充有液体状的所述模塑材料13时,再经过固化过程使液体状的所述模塑材料13固化成型为一体成型于所述电路板11的所述模塑基座12。以所述模塑材料13为热固性材料为例,被加热熔化而呈液体状的所述模塑材料13再经过加热过程,从而固化成型。例如可以升温加热,也可以保温加热预定长的时间。例如以保温加热固化为例,在一个具体示例中,固态的所述模塑材料13被在预定温度如175C的加热环境中加热一第一预定时间而熔化为液体状态,并且在输送至所述基座成型导槽215内时,在该预定温度的加热环境中加热保温一第二预定时间而使液体状的所述模塑材料13固化成型。可以理解的是,这里温度以及第一和和第二预定时间的数值不作为举例,而并不限制本发明。根据所述模塑材料13的材料性质以及模塑成型工艺的要求,在实际应用中可以根据需要而调节。如预定温度是110-250C,熔化加热时间是2-10秒,固化加热时间是15秒-5分钟等,本发明在这方面并不受限于上述示例中的数值和数值范围。另外,在所述模塑成型工艺结束后,制作得到的所述模塑电路板10可以取出所述成型模具210,并且继续放在烘烤设备中继续加热硬化预定时间如1-5小时。
另外,参照图21,本发明提供一摄像模组100的一模塑电路板10的制造方法,其包括如下步骤:
固定所述电路板11的步骤:将所述电路板11固定于所述成型模具210内;
填充所述模塑材料13的步骤:在所述成型模具210合模后,使液体状态的模塑材料13填充于所述成型模具210内的所述基座成型导槽215内,其中所述成型模具210的所述光窗成型块214的位置不能填充所述模塑材料13;以及
固化液体状的所述模塑材料13的步骤:在所述成型模具210内,所述基座成型导槽215内的所述模塑材料13从液体状态转变成固体状态。
可以理解的是,在固定所述电路板11的步骤中,所述成型模具210处于开模状态,所述电路板11可固定于所述成型模具210的所述第二模具212,或者所述电路板11可固定于所述成型模具210的所述第一模具211。在本发明示意的这个实施例中,所述电路板11固定于所述第二模具212,即所述下模212,并且所述电路板11的所述电子元器件112位于顶侧,待在后续模塑成型步骤中被所述模塑材料13一体包覆。
在填充所述模塑材料13的步骤中,根据本发明的这个实施例,其进一步地包括步骤:将固体状的所述模塑材料13在所述成型模具210合模前预先上料至所述储料槽2211内,固体状的所述模塑材料13可以固体料块,也可以是固体粉末;将固体状的所述模塑材料13熔化并在所述推送器222推动作用下经由所述送料通道223输送进入所述基座成型导槽215。推送操作结束后,呈液体状的所述模塑材料13填满所述基座成型导槽215。
固化液体状的所述模塑材料13的步骤:在所述模塑材料13是热固性材料时,所述成型模具210的所述成型腔213提供有加热环境,这样液体状的所述模塑材料13热固成型而形成一体成型于所述电路板11上的所述模塑基座12,并且所述模塑基座12包覆所述电子元器件112;在所述模塑材料13是热熔性材料时,液体状的所述模塑材料13在所述成型模具210内冷却,从而冷却固化形成一体成型于所述电路板11上的所述模塑基座12。
如图14、15A和15B所示,本领域技术人员可以想到的是,在另外的变形实施方式中,所述电路板11的所述基板111的中央的芯片叠合区域111a可以内凹,即所述电路板11的所述基板111的中央的芯片叠合区域111a和所述边缘区域111b不在同一表面,内凹的所述芯片叠合区域111a使所述电路板11的所述基板111的顶侧可以形成内凹槽113,这样所述光窗成型块214凸于所述基座成型导槽215,并且其底端延伸进入所述内凹槽113,并与内凹的所述芯片叠合区域111a相贴合,从而进一步地防止液体状的所述模塑材料13进入所述内凹槽113并到达所述芯片叠合区域111a。另外,在这样的具有所述内凹槽113的所述电路板11一体地模塑成型所述模塑基座12后,所述感光元件20可以安装于所述内凹槽113内。
另外,上述示例中,在所述模塑基座12一体成型于所述电路板11得到所述模塑电路板10后,所述感光元件20以COB方式组装于所述模塑电路板10的所述电路板11的顶侧所述模塑基座的内侧。在另外的变形实施方式中,在形成所述模塑基座12以后,并且所述电路板11形成有开孔时,所述感光元件20也可以倒装方式组装于所述电路板11。
如图16A至图16C所示,根据本发明的上述实施例的一种变形实施方式,在本发明的这个变形实施方式中,所述制造模具200可以制造能够不仅包覆在所述电路板11的顶表面的所述模塑基座12。具体地,所述模塑基座12的至少一侧面和至少一部分底面也可以被所述模塑材料13包覆,从而增强所述模塑电路板10的强度,也便于所述模塑电路板10沿着侧面包覆那一侧进行切割得到成品。
如图16B和图16C所示,在所述成型模具210合模时,所述电路板11的至少一侧面具有侧面导槽216,在所述电路板11的背面具有一底侧导槽217,并且所述侧面导槽216和所述底侧导槽217能够和所述送料通道223相连通。这样当液体状的所述模塑材料13通过所述送料通道223进入所述成型模具210内时,其能够填充进入所述基座成型导槽215和所述侧面导槽216以及所述底侧导槽217,这样在经过固化步骤后,所述模塑基座12可以进一步地将所述电路板11的至少一侧面和至少一部分底面包覆。可以理解的是,在另外的变形实施例中,除了形成所述环形基座主体121,也可能是所述模塑基座12只将所述电路板11的至少一侧面包覆,或者只将所述电路板11的至少一部分底面包覆。
另外,所述电路板11的所述基板111还可以进一步地具有一个或多个穿孔114,这样,在模塑成型工艺中,所述液体状的所述模塑材料13可以进一步地填充进入所述穿孔114,以进一步地加强形成的模塑一体结构的强度。在这里的这个示例,所述穿孔114也可以进一步地将所述基座成型导槽215和所述底侧导槽217相导通。
如图17至图19所示,在本发明的另一变形实施方式中,所述制造模具200可以制造能够将所述感光元件20一体封装的具有所述感光元件20的所述模塑电路板10。在这个变形实施方式中,一体成型的所述模塑基座12一体地包覆在所述电路板11和所述感光元件20上。
更具体地,所述感光元件20预先连接于所述电路板11,如通过COB(Chipon Board)的引线连接方式与所述电路板11电性连接。如图17中所示,所述感光元件20通过一个或多个引线21连接于所述电路板11。并且所述感光元件20在顶表面具有一感光区域201和位于所述感光区域201周围的一非感光区域202,即所述感光区域201位于中央位置,而所述非感光区域202位于所述感光元件20的外边缘位置。
在所述成型模具210开模时,将连接有所述感光元件20的所述电路板11安装于所述第二模具212。如图18至图19所示,在所述成型模具210合模时,连接有所述感光元件20的所述电路板11就位于所述成型模具210的所述成型腔213内。所述光窗成型块214贴合于所述感光元件20的所述感光区域201,所述引线21和所述电路板11的所述电子元器件112位于所述基座成型导槽215内。这样当液体状的所述模塑材料13通过所述送料通道223进入所述成型模具210内时,液体状的所述模塑材料13只能到达所述光窗成型块214的周围,即位于所述基座成型导槽215内,即液体状的所述模塑材料13被阻止进入所述感光元件20的所述感光区域201。最后在,所述感光元件20的所述感光区域201的外侧,液体状的所述模塑材料13经固化而形成所述环形基座主体121,即所述环形基座主体121沿着所述感光元件20的环形外边缘一体成型于至少一部分所述非感光区域202。
可以理解的是,所述模塑基座12通过模塑工艺固定于所述电路板11和所述感光元件20,不需要粘贴固定过程,模塑方式相对于粘贴固定具有更好的连接稳定性以及工艺过程的可控性,且在所述模塑基座12与所述电路板11之间不需要预留校准调整的胶水空间,使得摄像模组的厚度得以减小;另一方面,所述模塑基座12包覆所述电子元器件112和所述引线21,不需要像上述实施例中将所述模塑基座12只成型于所述电路板11时,还需要预留后续打线操作以将所述感光元件20连接于所述电路板11的操作空间,从而这个实施例中所述模塑基座12延伸至所述感光元件20的所述非感光区202,使得所述模塑基座12可以向内收缩,从而进一步减小制得所述摄像模组的100的横向的长宽尺寸。
另外,在另外的变形实施方式中,在所述感光元件20组装于所述电路板11上后,所述滤光片50也可以进一步地叠合于所述感光元件20,然后将组装有所述感光元件20和叠合有所述滤光片50的所述电路板11而形成的整体的感光结构组件安装于所述成型模具210,在所述成型模具210合模时,所述光窗成型块214贴合于所述滤光片50的中央区域,以防止所述模塑材料进入所述滤光片50的中央区域,进入所述基座成型导槽215的液体状的所述模塑材料13能够在固化后一体成型于所述电路板11和所述滤光50的边缘区域,并包覆所述电路板11的所述电子元器件112,从而经由所述模塑基座12使所述电路板11,所述感光元件20和所述滤光片50形成一体封装的紧凑结构。
如图20中所示,根据本发明的上述图17到图19的另外改进实施例中,所述成型模具210的所述第一模具211即所述上模还贴附有一层覆盖膜2111,从而在所述成型模具210的所述第一和第二模具211和212合模时,增强所述成型模具与待模塑的所述电路板11和所述感光元件20之间的密封性,并且在模塑工艺结束后方便脱模。
可以理解的是,在另外的变形实施方式中,所述成型模具210的所述第一模具211的成型面也可以通过电镀或其他合适的方法形成一额外层,用来改善成型面的性能,如增加硬度,或选用合适的材料以防止对所述电路板11和所述感光元件20的划伤等。
如图22至图35是根据本发明的另外一个实施例的所述摄像模组100的所述模塑电路板10及其制造设备200,在这个实施例中。所述制造设备200可以同时制作一体结合的模塑电路板拼板1000,所述模塑电路板拼板1000可以作为半成品,然后根据需要所述半成品经过切割以后可以得到多个单体的所述模塑电路板10的成品。
更具体地,如图22和图23所示,所述制造设备包括一成型模具210,一模塑材料供料机构220,一模具固定装置230,一电路板拼板供料机构240,一温控装置250和一控制器260。所述成型模具210包括能够开模和合模的一第一模具211和一第二模具212,所述模具固定装置230用于将所述第一和第二模具211和212开模或合模,所述模塑材料供料机构220用于向所述成型模具210内供应模塑材料13,所述电路板拼板供料机构240用于自动地将一个或多个电路板拼板1100供应给所述成型模具210,所述控制器260用于控制所述制造设备的操作。
更具体地,所述成型模具210在合模时形成一成型腔213,并且提供多个光窗成型块214和具有多个基座成型导槽215的一个或多个基座拼板成型导槽2150,这些基座成型导槽215相连通并且形成一个整体的导槽。
值得一提的是,所述基座拼板成型导槽2150和所述光窗成型块214可以一体地成型于所述第一模具211。也可以是,所述第一模具211进一步地包括可拆卸的成型结构219,所述成型结构219形成有所述基座拼板成型导槽2150和所述光窗成型块214。这样,根据不同的所述模塑电路板拼板的形状和尺寸要求如形成的单体的所述模塑基座的直径和厚度等,可以设计不同形状和尺寸的所述基座接拼板成型导槽2150和所述光窗成型块214。这样,只需要替换不同的所述成型结构219,即可以使所述制造设备适合应用于制作不同规格要求的所述模塑电路板拼板1000。可以理解的是,所述第二模具212相应地也可以包括可拆卸的固定块,以提供不同形状和尺寸的所述凹槽2121,从而方便更换适应不同形状和尺寸的所述电路板拼板1100。
类似地,所述第一模具211和所述第二模具212能够在所述模具固定装置230的驱动作用下产生相对移动,例如其中一个模具固定,而另一个模具可以被所述模具固定装置230驱动而移动;或者两个模具都可被所述模具固定装置230驱动而移动。在本发明的这个实施例中,所述第一模具211实施为固定上模,所述第二模具212实施为可移动下模,所述模具固定装置230用于驱动所述第二模具212竖直方向运动,即所述模具固定装置230能够驱动所述第二模具212向上运动以与所述第一模具211配合而形成闭合状态的所述成型模具210,在需要上料或模塑工艺结束以后,所述模具固定装置230能够驱动所述第二模具212向下运动以离开所述第一模具211。
本领域技术人员可以理解的是,所述模具固定装置230可以是各种合适的能够驱动所述第二模具212移动的装置,例如在一个具体示例中,所述模具固定装置230可以实施为一压机装置,其在动力源如电机、液压或气压等驱动下,推动所述第二模具212向上运动,并且与所述第一模具211紧密贴合,以形成相对封闭的所述成型腔213。在需要离开合模工作状态时,所述压机装置在相反的驱动作用下,带动所述第二模具212向下运动,从而使所述第一和第二模具211和212相分离。
值得一提的是,本发明的这个实施例中,所述第一和第二模具211和212沿竖直方向布置并且所述第二模具212被驱动向上或向下运动的示例只作为举例,而并不限制本发明,在另外的变形实施方式中,所述第一和第二模具211和212也可能构造成沿水平或其他方向相接合。
所述模塑材料供料机构220包括一个或多个储料器221,一个或多个推料器222,并且具有一个或多个送料通道223,例如可以布置有两个所述送料通道223,以向两个所述电路板拼板1100提供所述模塑材料13。也可以进一步地包括一个或多个运料机构224,其将多个呈料块状的所述模塑材料13可以根据需要输送至对应的所述储料器221。
所述电路板拼板供料机构240包括一个或多个送料导轨241,支撑于所述送料导轨241的一装载器242,以及一卸载器243。其中在所述控制器260的控制作用下,存储在一电路板拼板料盒中的一个或多个所述电路板拼板1100被所述装载器242自动沿着各个所述送料导轨241运送至相应的作业工位。在模塑成型工艺完成后,并且将所述模塑电路板拼板1000切割下来以后,可以通过所述卸载器243将模塑后的所述模塑电路板拼板1000卸载并在所述导轨241上移动以将所述模塑电路板拼板1000运送至一成品收纳盒中。
可以理解的是,所述模具固定装置230,所述模塑材料供料机构220和所述电路板拼板供料机构240以及所述温控装置250都可以所述控制器260的控制作用下连续自动工作,从而可以实现连续自动化模塑工艺。另外,在一些实施例中,所述制造设备200还可以包括一真空设备270,其用于对所述成型腔213进行减压操作,并排除所述成型腔213内的空气,并且可以使所述第一和第二模具211和212更加紧密的压合。
更进一步地,多个所述送料通道223分别与所述基座拼板成型导槽2150相连通。各所述储料器221具有一储料槽2211,所述模塑材料13可以放置于各所述储料槽2211中,通过所述温控装置250将呈固态的所述模塑材料13加热熔化变成液体状的所述模塑材料13。所述储料器221可以是单独的盒体,也可以一体成型于所述第二模具212,即所述储料槽2211可以一体形成于所述第二模具212的局部位置。
当然,所述制造设备200也可以提供多个所述储料器221和多个对应地用于执行推料操作的所述推料器222,其各自可以独立运作,以对多个所述电路板拼板1100执行模塑操作。例如在图23所示的示例中,所述成型模具210提供四个加工工位,可以同时对四个所述电路板拼板1100进行模塑操作。
可以理解的是,在传统电路板通过胶水粘贴工艺贴附镜座的工艺中,其施胶量难以控制,并且不能保证平整贴附,而且作业耗时长,不能同时大规模作业。而本发明的所述模塑工艺通过拼板作业的方式进行生产时,大大提高了所述模塑电路板10的制作效率。
类似上述实施例地,各个所述送料通道223可以一体地形成在模塑材料供料机构220内,在这个优选实施例中,所述送料通道223实施为形成于所述第一模具211即上模的底侧的导引槽。各个所述推料器222可以为可活动的能够对所述储料槽2211中所述模塑材料13加压并推动的结构,例如可以是一柱塞。
可以理解的是,所述模塑材料13还可以经过称重,或通过控制所述模塑材料13的流速,或控制所述成型模具和所述储料槽内的压力的方式,或其他合适的方式对所述模塑材料13的精确定量。
在所述成型模具210处于合模状态时,经过各个所述推料器222的推动加压作用,液体状的所述模塑材料13被推动通过各所述送料通道223进入所述基座拼板成型导槽2150,从而填充在各个所述光窗成型块214的周围。最后,液体状的所述模塑材料13经过一个固化过程,使位于所述基座拼板成型导槽2150内的液体状的所述模塑材料13固化和硬化从而形成一体模塑于所述电路板拼板1100各个所述电路板11上的所述模塑基座12,这些模塑基座12形成一整体的模塑基座拼板1200。可以理解的是,所述电路板拼板1100的多个所述电路板11排列成一组或多组,每组具有两列所述电路板11,每列具有至少一所述电路板11,其中两列所述电路板11的对应安装所述感光元件20的那一端相邻近地排列,以在两列所述电路板11上形成连体的所述模塑基座拼板1200。例如在图33的示例中,所述模塑电路板拼板1000具有两个所述模塑基座拼板1200,24个所述电路板11被分成两组,每组两列所述电路板11,并且每列具有6个所述电路板11,连体的各个所述模塑基座拼板1200具有连体的12个所述模塑基座12。两列所述电路板11的感光元件安装端对齐地排列,以方便连体的所述模塑基座拼板的形成。
类似地,在这里的拼板作业工艺中,所述模塑材料13可以是热熔性材料,通过所述温控装置250将呈固态的热熔性材料加热熔化变成液体状的所述模塑材料13。在所述模塑成型的过程中,在所述基座拼板成型导槽2150内的热熔性的所述模塑材料13经过冷却降温过程得以固化成型。
所述模塑材料13也可以是热固性材料,将呈固态的热固性的所述模塑材料13放入各个所述储料槽2211中。通过所述温控装置250将呈固态的热固性材料加热熔化变成液体状的所述模塑材料13。在所述模塑成型的过程中,热固性的所述模塑材料13经过进一步地在所述温控装置250的加热作用下而固化,并且在固化后不再能熔化,从而形成所述模塑基座拼板1200。即在这个实施例中,所述成型模具210和所述模塑材料供料机构220可以都通过一体的所述温控装置250提供加热环境,为避免热固性的所述模塑材料在各个所述储料槽2211中固化,各个所述储料槽2211中所述模塑材料13在受控的加热时间内加热熔化后,及时地呈纯液体状被送入各个所述送料导管2231,或边熔化边以半固态状态被送入各个所述送料通道2231,因为所述成型模具210也在加热环境中,到达所述基座拼板成型导槽2150的所述模塑材料会变成纯液体状态。
可以理解的是,所述成型模具210可以通过所述温控装置250对预先固定的所述电路板拼板1100预加热,从而在所述模塑成型过程中,所述电路板11和液体状的热固性的所述模塑材料13不会有太大的温差。
值得一提的是,所述模塑电路板拼板1000经切割制作得到的单体的各个所述模塑电路板10用于制作动焦摄像模组即自动对焦摄像模组时,所述成型模具210进一步地提供有多个马达引脚槽成型块218,各个所述马达引脚槽成型块218延伸进入所述基座拼板成型导槽2150内,从而在模塑成型过程中,液体状的所述模塑材料13不会填充对应各个所述马达引脚槽成型块218的位置,从而在固化步骤之后,在所述模塑电路板拼板1000的所述模塑基座拼板1200中形成多个所述光窗122以及多个马达引脚槽124,经切割制作得到的单体的各个所述模塑电路板10的所述模塑基座12得以配置有所述马达引脚槽124,从而在制作所述动焦摄像模组100时,所述马达40的引脚41得以通过焊接或导电胶贴附等方式连接于所述模塑电路板10的所述电路板11。
可以理解的是,在另外的变形实施例中,所述电路板拼板1000在对应需要连接所述马达40的所述引脚41的位置凸起地形成连接盘,这样各个所述马达引脚槽成型块218的深度可以减小,从而使所述模塑电路板10的所述模塑基座11在组装所述马达40时,因为从所述电路板11凸起的所述连接盘延伸进入所述马达引脚槽124,可以使所述马达40的不需要长度较长的所述引脚41,即减小所述引脚的长度。
另外,所述第二模具212即所述可移动下模可以具有一电路板拼板定位槽2121,用于安装和固定所述电路板拼板1100,而各所述光窗成型块214和所述基座拼板成型导槽2150可以形成在所述第一模具211,即形成在所述上模,当所述第一和第二模具211和212合模时,形成所述成型腔213。并且液体状的所述模塑材料13注入至所述电路板拼板1100的顶侧的所述基座拼板成型导槽2150,从而在所述电路板拼板1100的顶侧形成所述模塑基座拼板1200。
在所述第一和第二模具211和212合模并执行模塑步骤时,各个所述光窗成型块214叠合于所述电路板拼板1100的各个所述基板111的芯片叠合区域111a,并且各个所述光窗成型块214的底表面与所述电路板拼板1100的各个所述基板111的所述芯片叠合区域111a紧密贴合,从而填充至所述基座拼板成型导槽2150的液体状的所述模塑材料13被阻止进入所述电路板拼板1100的各个所述基板111的所述芯片叠合区域111a,而在对应的各个所述芯片叠合区域111a之外的边缘区域111b并且对应所述基座拼板成型导槽2150位置填充有液体状的所述模塑材料13从而形成所述模塑基座拼板1200。
可以理解的是,相对于上述第一个实施例的单体的模塑电路板10的制作工艺,在拼板作业中,用来形成两个所述模塑基座12的相邻的两个所述基座成型导槽215相当于一体交汇在一起,而多个所述光窗成型块214互相间隔地设置,从而使所述模塑材料13最终得以形成一个整体结构的所述模塑基座拼板1200。在这个实施例中,如图33所示,制得的所述模塑基座拼板1200具有多个所述光窗122以及多个所述马达引脚槽124,经切割以后,可以得到如图34中所示的具有一个所述光窗122以及两个所述马达引脚槽124的单体的所述模塑电路板10。并且所述模塑基座拼板1200在对应所述送料通道223的位置形成固化延伸段223a,也就是说,所述模塑基座拼板1200包括一体接合的多个所述模塑基座12以及延伸于一体接合的多个所述模塑基座12的所述固化延伸段223a。
如图28至图32B所示是根据本发明的这个优选实施例的通过拼板作业方式进行所述摄像模组100的所述模朔基座12的制造过程示意图。
如图28至29所示,在模塑成型过程前,在这个示意的示例中,所述电路板拼板1100被固定于所述第二模具212即所述下模的电路板拼板定位槽2121中,向所述电路板拼板1100提供所述模塑材料13的所述储料槽2211被示意位于中间位置,并通过两个所述送料通道223向两个所述基座拼板成型导槽2150供料。
如图30所示,所述成型模具210处于合模状态,待模塑的所述电路板拼板1100和固态的所述模塑材料13固定就位,固态的所述模塑材料13被所述温控装置250加热,从而将所述模塑材料13熔化为液体状态。或者,也可以是被熔化后的所述模塑材料13呈液体状态或半固态状态通过导管输送进入所述储料槽2211。
如图31所示,熔化的所述模塑材料13在所述推料器222的作用下,沿着两个所述送料通道223进入所述基座拼板成型导槽2150,并到达各个所述光窗成型块214的周围。类似地,所述模塑材料13可以全部熔化为液体状态后再被所述推料器222推送入各个所述送料通道223,也可以是所述模塑材料13在边熔化时就被推送入各个所述送料通道223,并且藉由所述温控装置250对所成型模具210提供加热功能而使固态的所述模塑材料13全部熔化呈液体状态。
如图32A和32B所示,当各个所述基座拼板成型导槽2150内全部填充有液体状的所述模塑材料13时,再经过固化过程使液体状的所述模塑材料13固化成型为一体成型于所述电路板拼板1100的所述模塑基座拼板1200。以所述模塑材料13为热固性材料为例,被加热熔化而呈液体状的所述模塑材料13再经过加热过程,从而固化成型。例如可以升温加热,也可以保温加热预定长的时间。制作得到的所述模塑电路板拼板1000可以取出所述成型模具210,并且继续放在烘烤设备中继续加热硬化预定时间。
另外,参照图40,本发明提供一摄像模组100的一模塑电路板10的制造方法,其包括如下步骤:
固定所述电路板拼板1100的步骤:将所述电路板拼板1100传送并装载于所述成型模具210的所述第二模具212;
填充所述模塑材料13的步骤:在所述成型模具210合模后,使液体状态的模塑材料13填充于所述成型模具210内的所述基座拼板成型导槽2150内,其中所述成型模具210的各个所述光窗成型块214的位置不能填充所述模塑材料13;
固化液体状的所述模塑材料13的步骤:在所述成型模具210内,所述基座拼板成型导槽2150内的所述模塑材料13从液体状态转变成固体状态,从而在所述电路板拼板1100上形成所述模塑基座拼板1200,从而得到所述模塑电路板拼板1000;以及
制作单体的所述模塑电路板10的步骤:将所述模塑电路板拼板1000切割以得到多个所述模塑电路板10。
相应地,在这个实施例中,在固定所述电路板拼板1100的步骤中,所述成型模具210处于开模状态,所述电路板拼板1100通过所述装载器241传送并最终使所电路板拼板1100固定于所述成型模具210的所述第二模具212的所述电路板拼板定位凹槽2121,使所述电路板拼板1100的所述电子元器件112位于顶侧,待在后续模塑成型步骤中被所述模塑材料13一体包覆。
根据本发明的这个实施例,其进一步地包括步骤:将固体状的所述模塑材料13在所述成型模具210合模前预先上料至所述储料槽2211内,固体状的所述模塑材料13可以固体料块,也可以是固体粉末;在所述温控装置250的加热作用下,将固体状的所述模塑材料13熔化并在各个所述推送器222推动作用下经由各个所述送料通道223输送进入所述基座拼板成型导槽2150。推送操作结束后,呈液体状的所述模塑材料13填满所述基座拼板成型导槽2150。另外,在制作动焦摄像模组的所述模塑电路板拼板1000的工艺中,在对应有所述马达引脚槽成型块218的位置也不能填充所述模塑材料13。相应地,在制作定焦摄像模组的所述模塑电路板拼板1000的工艺中,所述成型模具210内可以没有提供所述马达引脚槽成型块218。
在固化液体状的所述模塑材料13的步骤中:在所述模塑材料13是热固性材料时,通过所述温控装置250的加热作用,使得所述成型模具210的所述成型腔213提供有加热环境,这样液体状的所述模塑材料13热固成型而形成一体成型于所述电路板拼板1100上的所述模塑基座拼板1200,并且模塑基座拼板1200包覆所述电子元器件112;在所述模塑材料13是热熔性材料时,液体状的所述模塑材料13在所述成型模具210内冷却,从而冷却固化形成一体成型于所述电路板拼板1100上的所述模塑基座拼板1200。
在制作单体的所述模塑电路板10的步骤中:可以将所述模塑电路板拼板1000切割以得到多个独立的所述模塑电路板10,以用于制作单体的摄像模组。也可以将一体连接的两个或多个所述模塑电路板10从所述模塑电路板拼板1000切割分离,以用于制作分体式的阵列摄像模组,即所述阵列摄像模组的各个所述摄像模组各自具有独立的所述模塑电路板10,其中两个或多个所述模塑电路板10分别可以连接至同一电子设备的控制主板,这样两个或多个所述模塑电路板10制作得到的阵列摄像模组可以将多个摄像模组拍摄的图像传送至所述控制主板进行图像信息处理。
如图36至图37B中所示,所述拼板作业的模塑工艺也可以用来制作具有两个或多个所述光窗122的模塑电路板10,其中这样的所述模塑电路板10可以用来制作共用基板的阵列摄像模组。也就是说,以制作双摄模组的所述模塑电路板10为例,所述电路板拼板1100的各个电路板11在模塑成型工艺中,一个所述电路板基板111对应地设置有两个所述光窗成型块214,两个互相间隔的所述光窗成型块214的周围是两个一体连通的基座成型导槽,这样在模塑工艺完成以后,各个所述电路板11形成共用一个所述电路板基板111的具有两个所述光窗122的连体模塑基座,对应安装两个所述感光元件20和两个所述镜头30。并且所述电路板11的所述基板111可以连接至一电子设备的控制主板,这样这个实施例中制作得到的阵列摄像模组可以将多个摄像模组拍摄的图像传送至所述控制主板进行图像信息处理。
如图38至图39所示,在本发明的上述另一实施例的另外的变形实施方式中,所述制造模具200可以通过拼板作业制造能够将所述感光元件20一体封装的具有所述感光元件20的所述模塑电路板10。在这个变形实施方式中,一体成型的所述模塑基座12一体地包覆在所述电路板11和所述感光元件20上。
更具体地,多个所述感光元件20分别预先连接于所述电路板拼板1100的对应的所述电路板11,各个所述感光元件20通过一个或多个引线21连接于所述电路板11。并且各个所述感光元件20在顶表面具有一感光区域201和位于所述感光区域201周围的一非感光区域202。一体成型的各个所述模塑基座12将会一体地包覆在对应的所述电路板11的外边缘区域和所述感光元件20的所述非感光区域202。
在所述成型模具210开模时,将连接有多个所述感光元件20的所述电路板拼板1100安装于所述第二模具212。如图39所示,在所述成型模具210合模时,连接有所述感光元件20的所述电路板拼板1100就位于所述成型模具210的所述成型腔213内。各个所述光窗成型块214贴合于对应于各个所述感光元件20的所述感光区域201,所述引线21和所述电路板11的所述电子元器件112位于所述基座拼板成型导槽2150内,并且所述成型模具210的所述成型腔213内也可以设置有多个所述马达引脚槽成型块218,以用于在模塑工艺完成后形成容纳将所述马达40与所述电路板11电性连接的马达引脚41的马达引脚槽。这样当液体状的所述模塑材料13通过各个所述送料通道223进入所述成型模具210内时,液体状的所述模塑材料13只能到达所述光窗成型块214和所述马达引脚槽成型块218的周围,即位于所述基座拼板成型导槽215内,即液体状的所述模塑材料13被阻止进入各个所述感光元件20的所述感光区域201。另外,在另外的变形实施方式中,在各个所述感光元件20组装于所述电路板拼板1100上后,多个所述滤光片50也可以进一步地分别叠合于对应的所述感光元件20,然后在模塑工艺完成以后可以通过一体成型的所述模塑基座拼板1200将这些感光元件20和滤光片50一体封装于所述电路板拼板1100上,然后经切割得到单体的具有一体封装的所述感光元件20和所述滤光片50的所述模塑电路板10。
本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本发明的实施方式可以有任何变形或修改。
Claims (35)
1.一制造设备,以用于制造至少一摄像模组的至少一模塑电路板,其特征在于,所述制造设备包括:
一成型模具,其包括一第一模具和一第二模具;
一模具固定装置,其能够将所述第一和第二模具相分开或相密合,其中所述第一和第二模具在相密合时形成至少一成型腔,并且所述成型模具在所述成型腔内配置有至少一光窗成型块和位于所述光窗成型块周围的一基座成型导槽;以及
一温控装置,用于为所述成型腔提供温控环境,其中当所述成型腔中安装至少一电路板和被连接于所述电路板的至少一感光元件,填充进入所述基座成型导槽内的一模塑材料在所述温控装置控温作用下经历液态至固态的转化过程而固化成型,在对应所述基座成型导槽的位置形成一模塑基座,在对应所述光窗成型块的位置形成所述模塑基座的一光窗,其中所述模塑基座一体成型于所述电路板和所述感光元件的至少一部分非感光区域以形成所述摄像模组的所述模塑电路板;其中所述模塑基座的内表面是斜面并且藉由所述内表面形成横截面自靠近所述感光元件的一侧朝向靠近于所述模塑基座的顶表面的一侧逐渐扩大的所述光窗,其中所述光窗成型块是渐大的锥台。
2.根据权利要求1所述的制造设备,其中所述第一和第二模具能够产生相对位移,以实现开模和合模,其中所述第一和第二模具中的至少一个模具构造为可移动。
3.根据权利要求1所述的制造设备,其中所述光窗成型块和所述基座成型导槽设置于所述第一模具,所述第二模具具有至少一电路板定位槽,以用于安装所述电路板。
4.根据权利要求1所述的制造设备,其中所述光窗成型块和所述基座成型导槽设置于所述第二模具,所述第一模具具有至少一电路板定位槽,以用于安装所述电路板。
5.根据权利要求3所述的制造设备,其中所述第一模具是一固定上模,所述第二模具是一可移动下模。
6.根据权利要求1所述的制造设备,其中所述光窗成型块进一步包括一成型部主体以及顶端的与所述成型部主体一体成型的一台阶部,以在形成的所述模塑基座的顶侧形成一凹槽,所述凹槽供放置一滤光片。
7.根据权利要求1所述的制造设备,其中还包括一模塑材料供料机构,其具有至少一储料槽,至少一送料通道和至少一推料器,其中所述模塑材料经由所述推料器,从所述储料槽经由所述送料通道填充进入所述基座成型导槽。
8.根据权利要求7所述的制造设备,所述温控装置包括一熔化加热装置,使所述储料槽被提供有加热环境以使所述储料槽中呈固态的所述模塑材料被加热熔化并被推送进入所述送料通道。
9.根据权利要求8所述的制造设备,其中所述储料槽中呈固态的所述模塑材料边被加热熔化边被所述推料器推送进入所述送料通道。
10.根据权利要求8所述的制造设备,其中所述储料槽中呈固态的所述模塑材料边加热熔化为纯液体后被所述推料器推送进入所述送料通道。
11.根据权利要求2所述的制造设备,所述模具固定装置用于驱动所述第一和第二模具中的至少一个模具移动,从而使共轴设置的所述第一和第二模具相分离或紧密地相闭合。
12.根据权利要求1所述的制造设备,还包括一真空设备,以用于对所述成型腔进行抽真空减压操作。
13.根据权利要求1所述的制造设备,所述温控装置包括一熔化加热装置和一固化温控装置,所述熔化加热装置用于将固态的所述模塑材料熔化,所述固化温控装置为所述成型模具提供加热环境;或者所述温控装置是一体的温控装置,能够用于将固态的所述模塑材料加热熔化和用于对所述成型腔内的所述模塑材料加热以使液体状的所述模塑材料热固成型。
14.根据权利要求1所述的制造设备,还包括一电路板拼板供料机构,所述电路板拼板机构用于向所述成型模具供应至少一电路板拼板,其中所述电路板拼板一体接合的多个所述电路板,所述电路板拼板供料机构包括至少一导轨,至少一装载器以及至少一卸载器,所述装载器和所述卸载器沿着所述导轨移动以分别将模塑前的所述电路板传送至所述成型腔和从所述成型腔卸载模塑后得到的所述模塑电路板。
15.根据权利要求1至14中任一所述的制造设备,还包括一控制器,以用于自动化控制所述制造设备的模塑工艺操作。
16.根据权利要求1至13中任一所述的制造设备,其中所述成型腔中安装至少一电路板拼板,所述电路板拼板包括多个一体接合的多个所述电路板,所述制造设备用于经由将所述电路板拼板进行拼板模塑作业得到至少一模塑电路板拼板,其中所述模塑电路板拼板包括一体接合的多个所述模塑电路板。
17.根据权利要求16所述的制造设备,其中所述模塑电路板的各个所述电路板分别具有互相独立的所述模塑基座。
18.根据权利要求16所述的制造设备,其中所述模塑电路板具有一体成型于所述电路板拼板的一模塑基座拼板。
19.根据权利要求1至14中任一所述的制造设备,其中所述模塑材料是热熔性材料,填充进入所述基座成型导槽内所述模塑材料呈液体熔化状态,并且经冷却固化后形成一体成型于所述电路板的所述模塑基座。
20.根据权利要求1至14中任一所述的制造设备,其中所述模塑材料是热固性材料,填充进入所述基座成型导槽内所述模塑材料呈液体熔化状态,并且经热固化后形成一体成型于所述电路板的所述模塑基座。
21.根据权利要求1至14中任一所述的制造设备,其中所述电路板包括一基板以及设置于所述基板上的多个电子元器件,其中所述模塑基座一体包覆所述电子元器件。
22.根据权利要求21所述的制造设备,其中所述基板具有一中央的芯片叠合区域以及所述芯片叠合区域周围的一边缘区域,其中所述电子元器件被布置于所述边缘区域。
23.根据权利要求22所述的制造设备,其中所述芯片叠合区域提供一平整接合表面以与所述光窗成型块的底面紧密贴合以防止呈液体状的所述模塑材料进入所述芯片叠合区域。
24.根据权利要求22所述的制造设备,其中所述基板的所述芯片叠合区域和所述边缘区域在同一平面。
25.根据权利要求22所述的制造设备,其中所述基板的所述芯片叠合区域相对于所述边缘区域向内凹从而使所述基板形成一内凹槽,所述光窗成型块的底端凸出于所述基座成型导槽并且所述成型模具合模并且执行模塑工艺中,所述光窗成型块的底端延伸进入所述内凹槽,所述内凹槽用于组装所述摄像模组的所述感光元件。
26.根据权利要求1至14中任一所述的制造设备,其中所述成型模具在合模执行模塑成型工艺时进一步提供有与所述基座成型导槽相连通的位于所述电路板至少一侧面的一侧面导槽,呈液体状态的所述模塑材料填充进入所述侧面导槽后使固化成型以后形成的所述模塑基座进一步地包覆于所述电路板的所述侧面。
27.根据权利要求1至14中任一所述的制造设备,其中所述成型模具在合模执行模塑成型工艺时进一步提供有与所述基座成型导槽相连通的位于所述电路板的至少一部分底面的一底侧导槽,呈液体状态的所述模塑材料填充进入所述底侧导槽使固化成型以后形成的所述模塑基座进一步地包覆于所述电路板的至少一部分底面。
28.根据权利要求1至14中任一所述的制造设备,其中所述电路板还具有沿其厚度方向延伸的一个或多个穿孔,其中所述成型模具在合模执行模塑成型工艺时,呈液体状态的所述模塑材料进一步地填充进入所述穿孔并在所述穿孔内固化成型。
29.根据权利要求1至14中任一所述的制造设备,其中待模塑的所述电路板还连接有至少一个所述感光元件,其中所述模塑基座一体成型于所述电路板和所述感光元件。
30.根据权利要求29所述的制造设备,其中待模塑的所述电路板与所述感光元件预先通过一个或多个引线电连接。
31.根据权利要求30所述的制造设备,其中所述感光元件具有一感光区域和位于所述感光区域周围的一非感光区域,其中所述成型模具在合模执行模塑成型工艺时,所述光窗成型块紧密贴合于所述感光区域,固化成型后所述模塑基座一体成型于至少一部分所述非感光区域。
32.根据权利要求31所述的制造设备,其中所述模塑基座一体地包覆所述引线和所述电路板的电子元器件。
33.根据权利要求1至14中任一所述的制造设备,其中待模塑的所述电路板还连接有至少一个所述感光元件,以及叠合于所述感光元件的一滤光片,其中所述成型模具在合模执行模塑成型工艺时,所述光窗成型块紧密贴合于所述滤光片的中央区域,使固化成型后所述模塑基座所述模塑基座一体成型于所述电路板,所述感光元件和所述滤光片。
34.根据权利要求1至14中任一所述的制造设备,其中所述成型模具在合模时进一步地提供有延伸在所述基座成型导槽内的一个或多个马达引脚槽成型块,填充进入所述基座成型导槽内的一模塑材料经历液态至固态的转化过程而固化成型后,在对应所述马达引脚槽成型块的位置形成一马达引脚槽。
35.根据权利要求1至14中任一所述的制造设备,其中所述光窗成型块的形状和尺寸构造成与所述光窗所需要的形状和尺寸相配合,所述基座成型导槽的形状和尺寸构造成具有所述模塑基座所需要的形状和尺寸相配合。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610394707.4A CN107466159B (zh) | 2016-06-06 | 2016-06-06 | 摄像模组的模塑电路板及其制造设备和制造方法 |
| TW106118749A TWI692999B (zh) | 2016-06-06 | 2017-06-06 | 攝像模組的模塑電路板及其製造設備和製造方法 |
| PCT/CN2017/087316 WO2017211267A1 (zh) | 2016-06-06 | 2017-06-06 | 摄像模组的模塑电路板及其制造设备和制造方法 |
| EP17809706.9A EP3468316A4 (en) | 2016-06-06 | 2017-06-06 | CAMERA MODULE MOLDED PRINTED CIRCUIT BOARD, MANUFACTURING EQUIPMENT AND MANUFACTURING METHOD FOR PRINTED CIRCUIT BOARD |
| US16/307,926 US11161291B2 (en) | 2016-06-06 | 2017-06-06 | Molded circuit board of camera module, manufacturing equipment and manufacturing method for molded circuit board |
| JP2018563523A JP6806801B2 (ja) | 2016-06-06 | 2017-06-06 | 撮像モジュールのモールド回路基板とその製造設備及び製造方法 |
| KR1020187037930A KR102262937B1 (ko) | 2016-06-06 | 2017-06-06 | 촬영 모듈의 몰딩회로기판과 그 제조설비 및 제조방법 |
| KR1020217012124A KR102388560B1 (ko) | 2016-06-06 | 2017-06-06 | 촬영 모듈의 몰딩회로기판과 그 제조설비 및 제조방법 |
| JP2020201519A JP7132998B2 (ja) | 2016-06-06 | 2020-12-04 | 撮像モジュールのモールド回路基板とその製造設備及び製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610394707.4A CN107466159B (zh) | 2016-06-06 | 2016-06-06 | 摄像模组的模塑电路板及其制造设备和制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107466159A CN107466159A (zh) | 2017-12-12 |
| CN107466159B true CN107466159B (zh) | 2022-07-19 |
Family
ID=60545713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610394707.4A Active CN107466159B (zh) | 2016-06-06 | 2016-06-06 | 摄像模组的模塑电路板及其制造设备和制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11161291B2 (zh) |
| EP (1) | EP3468316A4 (zh) |
| JP (2) | JP6806801B2 (zh) |
| KR (2) | KR102388560B1 (zh) |
| CN (1) | CN107466159B (zh) |
| TW (1) | TWI692999B (zh) |
| WO (1) | WO2017211267A1 (zh) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107466160B (zh) * | 2016-06-06 | 2022-04-29 | 宁波舜宇光电信息有限公司 | 摄像模组的模塑电路板的制造设备及其制造方法 |
| US10659664B2 (en) * | 2016-08-01 | 2020-05-19 | Ningbo Sunny Opotech Co., Ltd. | Camera module and molded circuit board assembly and manufacturing method thereof |
| TWI734028B (zh) * | 2017-09-28 | 2021-07-21 | 大陸商寧波舜宇光電信息有限公司 | 攝像模組、感光組件、感光組件拼板及其成型模具和製造方法 |
| CN107888812A (zh) * | 2017-11-27 | 2018-04-06 | 维沃移动通信有限公司 | 一种电子设备及电子设备的摄像模组 |
| CN108289375A (zh) * | 2018-01-15 | 2018-07-17 | 深圳华麟电路技术有限公司 | 高像素摄像头模组软硬结合板加工方法 |
| CN108134898B (zh) * | 2018-01-30 | 2020-04-10 | 维沃移动通信有限公司 | 一种摄像头模组、摄像头模组的组装方法及移动终端 |
| KR102500699B1 (ko) * | 2018-04-17 | 2023-02-15 | 닝보 써니 오포테크 코., 엘티디. | 챔퍼를 구비한 카메라 모듈, 감광성 어셈블리 및 전자 기기 |
| WO2019201167A1 (zh) * | 2018-04-17 | 2019-10-24 | 宁波舜宇光电信息有限公司 | 具有倒角的摄像模组、感光组件、制备方法和电子设备 |
| WO2019242771A1 (zh) * | 2018-06-22 | 2019-12-26 | 宁波舜宇光电信息有限公司 | 模塑感光组件和摄像模组及其制造方法以及电子设备 |
| WO2020019940A1 (zh) * | 2018-07-26 | 2020-01-30 | 宁波舜宇光电信息有限公司 | 感光组件、感光组件拼板、模塑组件拼板以及制造方法 |
| CN110933258A (zh) * | 2018-09-20 | 2020-03-27 | 宁波舜宇光电信息有限公司 | 光学镜头、摄像模组及其组装方法 |
| CN111050032B (zh) * | 2018-10-15 | 2021-08-24 | 三赢科技(深圳)有限公司 | 相机模组 |
| CN111263507A (zh) * | 2018-11-30 | 2020-06-09 | 宁波舜宇光电信息有限公司 | 线路板拼板及其制造方法和感光组件、摄像模组 |
| CN109743845A (zh) * | 2019-03-06 | 2019-05-10 | 宁波舜宇光电信息有限公司 | 模塑电路板及其制备方法、模塑电路板半成品 |
| CN112020219B (zh) * | 2019-05-30 | 2022-03-01 | 宁波舜宇光电信息有限公司 | 一种覆铜拼板以及摄像模组的制备方法 |
| CN110519500A (zh) * | 2019-09-17 | 2019-11-29 | 深圳传音控股股份有限公司 | 摄像模组、电子设备及图像获取方法 |
| CN112954163B (zh) * | 2021-02-05 | 2022-08-23 | 南昌欧菲光电技术有限公司 | 光传感模组、摄像模组及电子设备 |
| CN114407403B (zh) * | 2021-12-09 | 2024-04-09 | 陕西法士特齿轮有限责任公司 | 一种制作端面o型圈的装置及方法 |
| TWI794101B (zh) * | 2022-04-21 | 2023-02-21 | 大根光學工業股份有限公司 | 成像鏡頭模組與電子裝置 |
| CN115056417B (zh) * | 2022-05-09 | 2023-06-20 | 广州市力驰微电子科技有限公司 | 一种电源芯片生产用注塑成型设备及其操作方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63143824A (ja) * | 1986-12-08 | 1988-06-16 | Hitachi Ltd | 成形金型 |
| WO2005072041A1 (en) * | 2004-01-22 | 2005-08-04 | Fico B.V. | Encapsulating device with displaceable table, and method of encapsulation |
| CN101855063A (zh) * | 2007-09-13 | 2010-10-06 | 波音公司 | 树脂传递模塑成型复合零件的方法和设备 |
| CN102148171A (zh) * | 2010-02-05 | 2011-08-10 | 先进科技新加坡有限公司 | 电子器件的模块化模塑组件 |
| CN102548729A (zh) * | 2009-07-17 | 2012-07-04 | 飞科公司 | 利用受控气压封装电子元件的方法和设备 |
| CN102782574A (zh) * | 2010-01-11 | 2012-11-14 | 弗莱克斯电子有限责任公司 | 具有成型带倒装成像器底座的照相机模块及制造方法 |
| CN104081511A (zh) * | 2012-04-11 | 2014-10-01 | 东和株式会社 | 树脂密封装置及树脂密封方法 |
| TW201545848A (zh) * | 2014-03-07 | 2015-12-16 | Asahi Glass Co Ltd | 半導體元件安裝用封裝件之製造方法及脫模膜 |
| CN105611134A (zh) * | 2016-02-18 | 2016-05-25 | 宁波舜宇光电信息有限公司 | 基于模塑工艺的摄像模组及其模塑线路板组件及制造方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3651580B2 (ja) * | 2000-04-07 | 2005-05-25 | 三菱電機株式会社 | 撮像装置及びその製造方法 |
| US6770236B2 (en) * | 2000-08-22 | 2004-08-03 | Apic Yamada Corp. | Method of resin molding |
| US7200009B2 (en) * | 2003-07-01 | 2007-04-03 | Nokia Corporation | Integrated electromechanical arrangement and method of production |
| US7872686B2 (en) * | 2004-02-20 | 2011-01-18 | Flextronics International Usa, Inc. | Integrated lens and chip assembly for a digital camera |
| JP2006269486A (ja) * | 2005-03-22 | 2006-10-05 | Renesas Technology Corp | 半導体装置の製造方法 |
| JP2006324539A (ja) * | 2005-05-20 | 2006-11-30 | Akita Denshi Systems:Kk | 半導体装置の製造方法及び成形金型 |
| KR101298449B1 (ko) | 2005-10-14 | 2013-08-22 | 코니카 미놀타 어드밴스드 레이어즈 인코포레이티드 | 촬상 장치 |
| JP5070896B2 (ja) * | 2007-03-19 | 2012-11-14 | 富士通セミコンダクター株式会社 | 電子部品の樹脂封止方法、樹脂封止用金型及び半導体装置の製造方法 |
| JP2009099680A (ja) * | 2007-10-15 | 2009-05-07 | Panasonic Corp | 光学デバイスおよびその製造方法 |
| JP5210617B2 (ja) * | 2007-12-17 | 2013-06-12 | 住友重機械工業株式会社 | 樹脂搬送機構を備えた樹脂封止装置、および、当該樹脂封止装置における樹脂の搬送方法 |
| JP2010177351A (ja) * | 2009-01-28 | 2010-08-12 | Sharp Corp | 固体撮像装置およびそれを備えた電子機器 |
| US8743207B2 (en) * | 2010-07-27 | 2014-06-03 | Flir Systems Inc. | Infrared camera architecture systems and methods |
| CN102403323B (zh) * | 2010-09-16 | 2014-01-29 | 胜开科技股份有限公司 | 晶圆级影像感测器构装结构及其制造方法 |
| KR101630219B1 (ko) * | 2010-12-02 | 2016-06-14 | 도레이 카부시키가이샤 | 금속 복합체의 제조 방법 및 전자기기 하우징 |
| US9369619B2 (en) * | 2011-06-29 | 2016-06-14 | Lg Innotek Co., Ltd. | Camera module having structure to reduce flare phenomenon |
| WO2013006811A1 (en) * | 2011-07-06 | 2013-01-10 | Flextronics Ap, Llc | Camera module with magnetic shielding and method of manufacture |
| JP5360182B2 (ja) * | 2011-10-17 | 2013-12-04 | 第一精工株式会社 | 樹脂封止装置と樹脂封止装置の制御方法 |
| JP5985402B2 (ja) * | 2013-01-08 | 2016-09-06 | Towa株式会社 | 樹脂封止装置及び樹脂封止方法 |
| TWI650016B (zh) * | 2013-08-22 | 2019-02-01 | 新力股份有限公司 | 成像裝置、製造方法及電子設備 |
| JP2015068853A (ja) | 2013-09-26 | 2015-04-13 | ソニー株式会社 | 積層体、撮像素子パッケージ、撮像装置および電子機器 |
| CN103700634B (zh) * | 2013-11-06 | 2016-06-22 | 南昌欧菲光电技术有限公司 | 相机模组及其封装结构和封装方法 |
| KR101397677B1 (ko) * | 2013-11-19 | 2014-05-23 | 케이에스엠테크놀로지(주) | 반도체 패키지 제조용 몰딩 장치 |
| US20150351207A1 (en) * | 2014-05-29 | 2015-12-03 | Qualcomm Mems Technologies, Inc. | Electrostatic discharge mitgation in display devices |
| JP2016002669A (ja) * | 2014-06-13 | 2016-01-12 | 住友ベークライト株式会社 | 金属箔張基板、回路基板および電子部品搭載基板 |
| JP6568715B2 (ja) * | 2014-07-04 | 2019-08-28 | 太陽インキ製造株式会社 | 感光性熱硬化性樹脂組成物、ドライフィルムおよびプリント配線板 |
| US11877044B2 (en) * | 2016-02-18 | 2024-01-16 | Ningbo Sunny Opotech Co., Ltd. | Integral packaging process-based camera module, integral base component of same, and manufacturing method thereof |
| WO2017140118A1 (zh) * | 2016-02-18 | 2017-08-24 | 宁波舜宇光电信息有限公司 | 阵列摄像模组及其模塑感光组件、线路板组件和制造方法以及电子设备 |
| CN207251753U (zh) * | 2016-08-01 | 2018-04-17 | 宁波舜宇光电信息有限公司 | 模塑感光组件拼板及其制造设备 |
-
2016
- 2016-06-06 CN CN201610394707.4A patent/CN107466159B/zh active Active
-
2017
- 2017-06-06 US US16/307,926 patent/US11161291B2/en active Active
- 2017-06-06 JP JP2018563523A patent/JP6806801B2/ja active Active
- 2017-06-06 TW TW106118749A patent/TWI692999B/zh active
- 2017-06-06 EP EP17809706.9A patent/EP3468316A4/en active Pending
- 2017-06-06 WO PCT/CN2017/087316 patent/WO2017211267A1/zh unknown
- 2017-06-06 KR KR1020217012124A patent/KR102388560B1/ko active IP Right Grant
- 2017-06-06 KR KR1020187037930A patent/KR102262937B1/ko active IP Right Grant
-
2020
- 2020-12-04 JP JP2020201519A patent/JP7132998B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63143824A (ja) * | 1986-12-08 | 1988-06-16 | Hitachi Ltd | 成形金型 |
| WO2005072041A1 (en) * | 2004-01-22 | 2005-08-04 | Fico B.V. | Encapsulating device with displaceable table, and method of encapsulation |
| CN101855063A (zh) * | 2007-09-13 | 2010-10-06 | 波音公司 | 树脂传递模塑成型复合零件的方法和设备 |
| CN102548729A (zh) * | 2009-07-17 | 2012-07-04 | 飞科公司 | 利用受控气压封装电子元件的方法和设备 |
| CN102782574A (zh) * | 2010-01-11 | 2012-11-14 | 弗莱克斯电子有限责任公司 | 具有成型带倒装成像器底座的照相机模块及制造方法 |
| CN102148171A (zh) * | 2010-02-05 | 2011-08-10 | 先进科技新加坡有限公司 | 电子器件的模块化模塑组件 |
| CN104081511A (zh) * | 2012-04-11 | 2014-10-01 | 东和株式会社 | 树脂密封装置及树脂密封方法 |
| TW201545848A (zh) * | 2014-03-07 | 2015-12-16 | Asahi Glass Co Ltd | 半導體元件安裝用封裝件之製造方法及脫模膜 |
| CN105611134A (zh) * | 2016-02-18 | 2016-05-25 | 宁波舜宇光电信息有限公司 | 基于模塑工艺的摄像模组及其模塑线路板组件及制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021052194A (ja) | 2021-04-01 |
| EP3468316A4 (en) | 2020-02-19 |
| JP7132998B2 (ja) | 2022-09-07 |
| KR102262937B1 (ko) | 2021-06-09 |
| CN107466159A (zh) | 2017-12-12 |
| TWI692999B (zh) | 2020-05-01 |
| WO2017211267A1 (zh) | 2017-12-14 |
| EP3468316A1 (en) | 2019-04-10 |
| JP2019526164A (ja) | 2019-09-12 |
| KR20190015388A (ko) | 2019-02-13 |
| KR20210046874A (ko) | 2021-04-28 |
| TW201813469A (zh) | 2018-04-01 |
| JP6806801B2 (ja) | 2021-01-06 |
| US11161291B2 (en) | 2021-11-02 |
| KR102388560B1 (ko) | 2022-04-20 |
| US20190263040A1 (en) | 2019-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107466159B (zh) | 摄像模组的模塑电路板及其制造设备和制造方法 | |
| CN105283289B (zh) | 树脂模塑用模组和树脂模塑装置 | |
| JP7189990B2 (ja) | 撮像モジュールのモールド回路基板の製造装置およびその製造方法 | |
| JP2012146770A (ja) | 樹脂モールド方法及び樹脂モールド装置並びに供給ハンドラ | |
| TWI647085B (zh) | 樹脂成形裝置及樹脂成形方法 | |
| KR101667864B1 (ko) | 수지 밀봉 장치 및 수지 밀봉 방법 | |
| CN107682592B (zh) | 摄像模组及其模塑电路板组件和制造方法 | |
| CN114939950A (zh) | 树脂成型品的制造方法、成型模和树脂成型装置 | |
| CN109689330B (zh) | 压缩成型装置、压缩成型方法、及压缩成型品的制造方法 | |
| WO2019047960A1 (zh) | 摄像模组及其感光组件、电子设备、成型模具和制造方法 | |
| JP6404734B2 (ja) | 樹脂成形方法、樹脂成形金型、および成形品の製造方法 | |
| WO2018100808A1 (ja) | 圧縮成形装置、圧縮成形方法、及び圧縮成形品の製造方法 | |
| CN109495671B (zh) | 摄像模组及其感光组件和制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |