CN1007045B - 带式连铸机 - Google Patents
带式连铸机Info
- Publication number
- CN1007045B CN1007045B CN88100341A CN88100341A CN1007045B CN 1007045 B CN1007045 B CN 1007045B CN 88100341 A CN88100341 A CN 88100341A CN 88100341 A CN88100341 A CN 88100341A CN 1007045 B CN1007045 B CN 1007045B
- Authority
- CN
- China
- Prior art keywords
- strand
- sidewall block
- sidewall
- group
- water cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000009749 continuous casting Methods 0.000 title description 2
- 238000001816 cooling Methods 0.000 claims description 38
- 239000002184 metal Substances 0.000 claims description 36
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 36
- 230000033001 locomotion Effects 0.000 claims description 34
- 230000001360 synchronised effect Effects 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000005266 casting Methods 0.000 abstract description 15
- 230000001105 regulatory effect Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 230000002950 deficient Effects 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 230000011218 segmentation Effects 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/066—Side dams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
一种带式连铸机的改进,其中用于侧壁块体组的一对导向器位于铸坯宽度方向的两端,每个导向器包括:排成平行两列的导向梁,可在铸坯的厚度方向替换,每个可与铸坯的送进同步运动的侧壁由排成一列的一个侧壁组组成,每个分别排成一列的侧壁块体组划分为两个子组,其每一个的长度比侧壁块体组和铸坯的接触长度长,使其被分离的导向梁固定住。
Description
本发明涉及一种带式连铸机,更具体地说,是涉及具有同步可变宽度侧壁的连铸机。
图7和图8显示了现有技术中带式连铸机的一个实例,图8是按图7中Ⅳ-Ⅳ线沿箭头方向的垂直剖面图。还如图中所示,该铸机由下列主要部件组成:一对相互平行设置的水冷却带3,它们间隔的距离等于所制铸坯21的厚度T;由可垂直运动的轴承箱5分别支承的张紧轮1,由固定设置的轴承箱6分别支承的驱动轮2,水冷却带3分别绕过所述轮;和固定设置的,可在水冷却带3之间滑动压紧的侧壁4。
水冷却带3和侧壁4分别具有水冷却装置,(图中未示),使从融熔金属20中吸收的凝固热可以被带走。张紧轮1通过以轴承箱5作为中介物,与一个张紧装置(例如一个气缸)相连(图中未示),用以将张紧轮向图中上方拉紧,同时,驱动轮2与一个驱动装置相连(图中未示)。
通过驱动装置(图中未示),两条水冷却带3,通过驱动轮按箭头α所示方向转动并沿侧壁4滑动,融熔金属20被连续地送进由侧壁4和水冷却带3组成的铸模部分,序号20a表示融熔金属20的顶面,通过在图中以适当速度向下运动的水冷却带3和固定的侧壁4使融熔金属冷却和凝固,并且成为铸坯21以与水冷却带3大致相等的速度按图中箭头β所示方向向下推出,然后送至下一个加工程序。
另一个现有技术中的带式连铸机实例示于图9和图10,图10是沿图9中Ⅴ-Ⅴ线按箭头方向的垂直剖面图。如图所示,连铸机由下列主要部件组成;一对相互平行设置的水冷却带3,它们相隔一个相应于要制造的铸坯21厚度T的距离;由可垂直运动的轴承箱5分别支承的张紧轮1,由固定的轴承箱6分别支承的驱动轮2,水冷却带3分别绕过所述轮;和一对夹紧在冷却带3之间的运动式侧壁7。
每个侧壁7包括大量的金属块体7a,它们被紧紧地缚在一个连续的柔性金属带7b上,其相邻的端部保持面一面相对。水冷却带3和侧壁7分别具有水冷却装置(图中未示),使从融熔金属中吸收的凝固热可以被带走,张紧轮1通过一个轴承箱5与一个拉紧装置相连,例如与一个汽缸相连(图中未示),用以将张紧轮向图上方拉紧,同时,驱动轮2与一个驱动装置相连(图中未示)。
当驱动装置(图中未示),通过驱动轮2使两
条水冷却带3按箭头α所示方向转动时,由于水冷却带3的夹紧力,使两个侧壁7按箭头γ所示方向运动。将融熔金属20连续地送入由水冷却带3和侧壁7构成的铸模部分中,以适当速度向图中下方运动的水冷却带3和侧壁7使融熔金属20冷却和凝固,这样,铸坯21以与水冷却带3的转速大致相等的速度按图中箭头β所示方向向下推出,然后被送至下一工序。
图7和图8所示的固定式侧壁4存在这样的问题,当运动着的融熔金属20凝固时,侧壁易于卡住,另外,固定式侧壁4和图9、图10所示的活动式侧壁7都有一个缺点,即在连续铸造时,不可能改变铸坯21的宽度。所以,无论是图7、8还是图9、10所示的连铸机,在改变铸坯21的宽度时,必须进行复杂的操作,先中断浇铸融熔金属,在铸坯21脱出后,才能改变侧壁4或7的位置,然后重新开始浇铸,这样,时间的损失也是巨大的。
所以,本发明的目的之一是提供一种带式连铸机,通过与铸坯同步运动而解决了卡(胶)滞问题,同时,它可以在连续浇铸时改变铸坯的宽度。
按照本发明的一个特征,提供了一种带式连铸机,其中,用于侧壁块体组的一对导向器设置在铸坯宽度方向的两端,每个导向器由平行设置的两排导向梁组成,它们可在铸坯的厚度方向上替换,一对侧壁均可与铸件的传送同步运动,而每个侧壁由一列侧壁块体组构成,每个分别排成一列的侧壁块体组被划分为两个子组,其中每一个子组比侧壁块体组和铸坯之间的接触长度长,以便被隔开的导向梁固定住。
按照本发明的更具体的特征,是提供这样一种带式连铸机,使融熔金属送进在一对水冷却带之间形成的铸模空间,水冷却带相互平行设置,以相反方向转动,凝固成板形的铸坯连续地拉出,它包括:一对侧壁块体组,其每个各排成一列,并适于与一对水冷却带以相同速度作同步循环运动,它的位于铸坯侧面的部分被夹紧在每条水冷却带之间;一对用于侧壁块体组的导向器,它们至少在侧壁块体组与铸坯保持接触的区间内在侧壁块体组的运动方向上延伸,每个导向器包括平行设置的两列导向梁,通过气缸两个活动梁,可在铸坯的厚度方向上交替运动。这样,成一列的每个侧壁块体组可以被两列中的对应的导向梁所引导,每个侧壁块体组被分成两个子组,其每个子组比侧壁块体组和铸坯的接触长度长。
根据本发明,在带式连铸机的操作中,随着侧壁块体组的循环运动,如果使对应于不与铸坯接触的侧壁块体子组的导向梁在铸坯宽度方向运动,那么,随着被上述导向梁引导,在上述侧壁块体子组中的相应的侧壁块体在与融熔金属接触之前也将在铸坯宽度方向顺序运动,当以上述方式在铸坯的宽度方向运动的一个侧壁块体子组到达可以供给融熔金属的位置时,所要浇铸的铸坯宽度就改变了。
按照本发明,除了因为侧壁能与铸坯同步运动而不会有卡滞等缺陷,从而得到高质量的铸坯这一优点外,还可得到另一优点,即,在连续浇铸期间,通过在铸坯的宽度方向移动一个对应于不与铸坯接触的侧壁块体子组的导向梁,可以在连续地进行浇铸时改变铸坯宽度。
通过本发明的一个最佳实施例及其附图,可以清楚理解本发明的上述和其他目的,特征和优点。
图1是本发明一个最佳实施例的带式连铸机的侧面示意图。
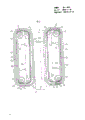
图2是沿图1中Ⅰ-Ⅰ线,按箭头Ⅰ方向的垂直剖面图。
图3是沿图1中Ⅱ-Ⅱ线,按箭头Ⅱ方向的垂直剖面图。
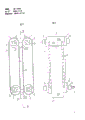
图4是图2中沿Ⅲ-Ⅲ线,按箭头Ⅲ方向的水平剖面图。
图5是图2中局部放大视图。
图6是一个示意图,概括地表示各包含两个子组的两个侧壁块体组。
图7是现有技术的带式连铸机实例的侧视图。
图8是图7中沿Ⅳ-Ⅳ线,按箭头Ⅳ方向的垂直剖面图。
图9是现有技术的带式连铸机另一实例的侧视图。
图10是图9中沿Ⅴ-Ⅴ线,按箭头Ⅴ方向的垂直剖面图。
下面参照图1至图6对本发明的一个最佳实施例进行说明,应注意到,图中连铸机与图7至图10的先有技术的连铸机所用的相同部件给予相同序与,不再作说明。
如图1至图6所示,一对侧壁的每一侧壁为一
环形,并循环运动,它在铸坯21一侧的部分被夹紧在一对水冷却带3之间,每一侧壁包括排成一列的一组侧壁块体8a和8a′,排成列的每组侧壁块体8a和8a′构成两个子组,即侧壁块体8a的子组和侧壁块体8a′的子组,其每一个子组的长度比铸坯21和侧壁8之间的接触长度L(见图2和图3)长。
如下面将要详细说明的,通过一条环形柔性连续金属带8b,使一个子组中的侧壁块体8a相互连接,而通过一个环形柔性连续金属带8c,使另一子组中的侧壁块体8a′相互连接,由上述子组8a和8b构成一条环形侧壁8。
序号10表示一导向器,它在侧壁块体8a和8a′的运动方向上,即至少在同一侧壁块体与铸坯21接触区间的垂直方向上(该区间有一长度L,如图2所示)延伸,在图示的连铸机中,导向器沿侧壁块体的运动通路设置,在其上部,该处的侧壁块体几乎水平地向铸坯21运动;在其垂直部分,该处的侧壁块体将向下运动;余下的部分,在该处的侧壁块体将离开铸坯21并将开始几乎水平运动。序号10c和10d,分别表示固定的导向梁,该梁设在铸坯21对面一侧的通路部分,在该处侧壁块体将从下向上运动,并且在块体之间保留有小间隙。上述导向器10包括一对导向梁10a和10b,它们之间有一小间隙,通过如气缸12或类似的驱动装置,分别将对应的导向梁10a和10b连接于固定导向梁10c和10d上,通过对应的驱动装置的动作,导向梁10a和10b可以分别独立地在铸坯21的横向运动。
如图4所示,构成一个子组的每个侧壁块体8a具有一个臂81,在臂顶端有一导向轮8d,在臂中部位置有一伸出部81a,另一方面,构成另一子组的每个侧壁块体8a′具有一个臂81′,在其顶端有一导向轮8d′,在臂的中部位置有一伸出部81a′。如后面将述及的,臂81和81′各自通过环形连续柔性金属带8c和8b分别相互连接,当侧壁块体8a和8a′已到达导向器10的位置时,导向轮8d和8d′将分别沿着活动导向梁10b和10a上的导向槽运动,使侧壁块体8a和8a′可以分别被导向梁10b和10a导引而运动。在另一方面,当侧壁块体8a和8a′已经到达固定导向梁10c和10d的位置时,构成一个子组的侧壁块体8a的导向轮8d将沿着固定导向梁10d上的导向槽运动,而构成另一子组的侧壁块体8a′的导向轮8d′将沿着另一固定导向梁10c上的导向槽运动。
上述一个子组的侧壁块体8a的臂81上的伸出部81a,装在一条环形连续柔性金属带8c上,所以通过同一金属带8c为中介物使上述子组中相应的侧壁块体8a被相互连接起来。而另一子组中的侧壁块体8a′的臂81′上的伸出部分81a′,装配在另一条环形连续柔性金属带8b′上,通过同一金属带8b,侧壁块体8a′被同样地相互连接起来。另外,如图4所示,在形成另一子组的侧壁块体8a′所在的位置上,一组导向块体9a被装在上述的一个环形连续柔性金属带8c上,使装在导向块9a的顶端的导向轮9b能够沿着活动导向梁10b和固定导向梁10d上的导向槽由其引导运动,同样,在上述一个子组的侧壁块体8a所在的位置上,一组导向块9a′被装在另一环形连续柔性金属带8b上,使装在导向块9a′顶端的导向轮9b′能沿着活动导向梁10a和固定导向梁10c上的导向槽由其引导运动。
如上所述,若干侧壁块体8a和8a′通过环状连续金属带8c和8b作为中介物相互连接形成一个环,如图2和图3所示,它们通过一个(图中未示的)驱动装置驱动由固定轴承13支承的链轮14,以箭头γ1所示方向,传输到水冷却带3之间,然后,它们通过由(图中未示的)驱动装置驱动和固定轴承15支承的链轮16,以箭头γ2所示方向,从水冷却带3之间传送出来,于是,使侧壁块体8a和8a′循环运动。
在上述运动过程中,构成上述一个子组的侧壁块体8a的臂81上的导向轮8d和安装在使侧壁块体8a相互连接的柔性金属带8c上的导向块9a的导向轮9b,将沿着活动导向梁10b和固定导向梁10d上的导向槽运动,由该导向槽导向;另一方面,构成另一子组的侧壁块体8a′的臂81′上的导向轮8d′和安装在使侧壁块体8a′相互连接的柔性金属带8b上的导向块9a′的导向轮9b′,将沿着活动导向梁10a和固定导向梁10c上的导向槽运动,并由该导向槽导向。
融熔金属20从张紧轮1的一侧(即图1至图3中的上方)连续地被送入,然后在两条水冷却带3和侧壁8所形成的铸模部分冷却和凝固,侧壁8
由于两条水冷却带3的夹紧力的作用,以与水冷却带3同样的速度按图2和图3中箭头γ1所示方向向下运动,然后,融熔金属凝固成为铸坯21,按图1至图3中箭头β所示的方向,以大致等于水冷却带3转动的速度向下推出,然后被送至下一工序。
下面,将说明在浇铸铸坯时,要改变铸坯21宽度时的操作。
现在假设由侧壁块体8a′组成的子组与融熔金属20保持接触,如图2至图4所示。这时,正如图中所示,由侧壁块体8a组成的子组位于不与融熔金属接触的位置。然后,通过一个气缸的动作,使侧壁块体的子组所对应的一个活动导向梁10b在图3中所示的铸坯21的宽度方向(箭头δ所示方向)运动,与融熔金属20保持接触的侧壁块体8a′的子组不受导向梁10b运动的任何影响,浇铸操作在铸坯宽度保持不变之前,仍按其宽度连续进行。但是,当侧壁块体8a的子组的最前端已进入活动导向梁10b的位置时,由于侧壁块体8a的滚轮8d进入了该导向梁10b上的导向槽,侧壁块体8a占据了按图3中箭头δ所示的位移的位置,并且当侧壁块体8a已经运动到与融熔金属20接触的位置时,铸坯21的宽度将成阶式加大。用这种方法,使浇铸操作接着按加大的铸坯21的宽度连续地进行。
在要减小铸坯21宽度的情况下,通过按箭头δ的相反方向使活动导向梁10a或10b运动,能使铸坯21的宽度作相应的变化。
按照本发明,在铸造操作期间,通过上述方式可以任意改变铸坯21的宽度。
另外,对于铸坯21宽度的变化,因为侧壁块体8a或侧壁块体8a′沿铸坯21的宽度方向在它们不与融熔金属20接触的位置上作予先的运动,所以侧壁块体的运动不会对铸坯21有任何影响,而能实现铸坯宽度的变化,铸坯的宽度是以分段的方式作突变的变化,所以,生产出的铸件不包含一个逐渐改变宽度的部分,而提高了生产效率。
另外,在图示的实施例中,因为侧壁块体8a或8a′的运动是在它们与水冷却带3接触之前进行的(如图2和图3所示),在其运动过程中,它们不会受到因与水冷却带3接触所产生的摩擦阻力,所以,它们能平稳地运动。另外,因为侧壁块体8a或8a′在与水冷却带3接触之前就已经作了沿铸坯宽度方向的予先运动,而在它们与水冷却带3接触之后就不会再有铸坯宽度方向的运动,所以,在水冷却带3和侧壁块体8之间能保持很好的密封性。
根据本发明,除了因为侧壁与铸坯同步运动,所以能得到没有卡滞之类缺陷的高质量的铸坯这一优点之外,还具有另一优点,即,在连续浇铸期间,通过在铸坯宽度方向使对应于一个不与铸坯接触的侧壁块体子组的导向梁运动,可以在连续浇铸时改变铸件的宽度,而不需要停止浇铸。
另外,因为侧壁块体在铸坯宽度方向上的运动是在其与融熔金属接触之前进行的,所以,可以实现铸坯宽度的变化而不会有影响融熔金属的侧壁块体运动,也不会降低铸坯的质量。
再有,因为铸坯宽度是以分段的方式作突变的变化,所以,生产出的铸坯不存在一个逐渐变化宽度的部分,能提高生产效率。
可以看到,如果侧壁块体在铸坯宽度方向的上述运动是在其与水冷却带接触之前进行的,那么,侧壁块体的运动能平稳地进行。
如上面详细描述的,根据本发明,大大减少了改变铸坯宽度时所受到的限制,所以,使在大范围内自由可变宽度的铸坯的生产成为可能,也大大提高了生产设备的使用效率,并且增加铸坯的生产效率。
上面,通过一个最佳实施例说明了本发明的原理,但是显然,可以构出本发明许多不同的实施例,而不脱离本发明的精神。
Claims (3)
1、一种带式连铸机,融熔金属被送入一对平行设置并按相反方向转动的水冷却带之间的铸模空间,凝固成板状的铸坯连续地拉出,包括一对侧壁块体组,每一组排成一列,其在铸坯侧面的部分夹紧在水冷却带之间;并适于与一对水冷却带以相同速度作同步循环运动,其特征是还包括一对用于侧壁块体组8a、8a′的导向器10,它们至少在侧壁块体组8a、8a′与铸坯21接触的区间上沿侧壁块体组8a、8a′的运动方向延伸,每个所述的导向器10包括两条平行排列的导向梁10a、10b,该梁可在铸坯21的厚度方向替换并在铸坯21的宽度方向可单独运动,这样,每一侧壁块体组8a、8a′可以被在两行中的对应的导向梁10a、10b引导,而每个在一行列中的侧壁块体组被划分为两个子组8a、8a′,每一子组比侧壁块体组8a、8a′与铸坯21的接触长度长;
在每个侧壁块体组8a、8a′中的对应的侧壁块体通过一个环形柔性带8b、8c相互连接,该带8b、8c适于通过导向轮8d、8d′被所述导向梁10a、10b导向;
在一个子组中的侧壁块体8a、8a′所在的部分,具有适于被导向梁10a、10b引导的导向轮9b、9b′的导向块9a、9a′被装在将另一子组的侧壁块体相互连在一起的环形柔性带8b、8c上;
用于引导侧壁块体8a、8a′的固定导向梁10c、10d与所述活动导向梁10a、10b平行设置。
2、按权利要求1中所述的带式连铸机,其特征是:通过安装在所述固定导向梁10c、10d上的气动缸、螺母、齿轮齿条等驱动装置对各可动导向梁10a、10b进行连结,使其能在铸坯21的宽度方向独立地运动。
3、按权利要求1中所述的带式连铸机,其特征是:所述侧壁块体8a、8a′的循环通路包括向着铸坯21延伸的上部,沿着铸坯21向下延伸的垂直部分和一个离开铸坯21而延伸的近乎水平的下部。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP62015084A JPH0636965B2 (ja) | 1987-01-27 | 1987-01-27 | ベルト式連続鋳造機 |
| JP15084/87 | 1987-01-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN88100341A CN88100341A (zh) | 1988-12-07 |
| CN1007045B true CN1007045B (zh) | 1990-03-07 |
Family
ID=11878978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN88100341A Expired CN1007045B (zh) | 1987-01-27 | 1988-01-27 | 带式连铸机 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4869310A (zh) |
| JP (1) | JPH0636965B2 (zh) |
| KR (1) | KR910003779B1 (zh) |
| CN (1) | CN1007045B (zh) |
| BR (1) | BR8800318A (zh) |
| DE (1) | DE3801709A1 (zh) |
| FR (1) | FR2609912B1 (zh) |
| GB (1) | GB2200309B (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5645122A (en) * | 1994-03-30 | 1997-07-08 | Lauener Engineering, Ltd. | Block fixation and adjustment in a continuous caster |
| US5725046A (en) * | 1994-09-20 | 1998-03-10 | Aluminum Company Of America | Vertical bar caster |
| CN1066079C (zh) * | 1995-04-27 | 2001-05-23 | 张连志 | 循环移动铸模内冷式快速连铸机 |
| US5787968A (en) * | 1995-12-28 | 1998-08-04 | Larex A.G. | Movably mounted side dam and an associated method of sealing the side dam against the nozzle of a belt caster |
| US5778967A (en) * | 1996-01-11 | 1998-07-14 | Larex A.G. | Side dam for a caster having improved contact with solidifying metal |
| US5975190A (en) * | 1998-09-30 | 1999-11-02 | Golden Aluminum Company | Block fixation in a continuous caster |
| US6857464B2 (en) * | 2002-09-19 | 2005-02-22 | Hatch Associates Ltd. | Adjustable casting mold |
| US7556084B2 (en) * | 2006-03-24 | 2009-07-07 | Nucor Corporation | Long wear side dams |
| US7503375B2 (en) * | 2006-05-19 | 2009-03-17 | Nucor Corporation | Method and apparatus for continuously casting thin strip |
| DE102008031476A1 (de) * | 2007-08-16 | 2009-02-19 | Sms Demag Ag | Gießvorrichtung |
| US8251127B2 (en) * | 2008-06-24 | 2012-08-28 | Nucor Corporation | Strip casting apparatus with independent delivery nozzle and side dam actuators |
| US8579012B2 (en) * | 2009-03-27 | 2013-11-12 | Novelis Inc. | Continuous casting apparatus for casting strip of variable width |
| US8122938B2 (en) * | 2009-03-27 | 2012-02-28 | Novelis Inc. | Stationary side dam for continuous casting apparatus |
| JP5837758B2 (ja) | 2011-04-27 | 2015-12-24 | キャストリップ・リミテッド・ライアビリティ・カンパニー | 双ロール鋳造装置及びその制御方法 |
| DE102011078654A1 (de) * | 2011-07-05 | 2013-01-10 | Sms Siemag Ag | Vorrichtung zur Seitenabdichtung einer Gießanlage |
| CN102398002A (zh) * | 2011-11-24 | 2012-04-04 | 德阳宏广科技有限公司 | 用于连铸铅带的钢带轮式连铸机 |
| RU2019112640A (ru) | 2016-10-27 | 2020-11-27 | Новелис Инк. | Высокопрочные алюминиевые сплавы серии 6ххх и способы их изготовления |
| US11692255B2 (en) | 2016-10-27 | 2023-07-04 | Novelis Inc. | High strength 7XXX series aluminum alloys and methods of making the same |
| KR102332140B1 (ko) | 2016-10-27 | 2021-11-29 | 노벨리스 인크. | 두꺼운 게이지의 알루미늄 합금 물품을 제조하기 위한 시스템 및 방법 |
| CN109996623B (zh) * | 2016-11-29 | 2021-07-30 | Sms集团有限公司 | 运输装置 |
| WO2020159997A1 (en) | 2019-01-28 | 2020-08-06 | Novelis Inc. | Short belt side dam for twin belt caster |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3865176A (en) * | 1973-09-28 | 1975-02-11 | Hazelett Strip Casting Corp | Casting method for twin-belt continuous metal casting machines |
| DE3232147C2 (de) * | 1982-08-30 | 1984-12-06 | Fried. Krupp Gmbh, 4300 Essen | Schrumpfausgleichseinrichtung für eine Stranggießkokille |
| JPS59189043A (ja) * | 1983-04-08 | 1984-10-26 | Sumitomo Heavy Ind Ltd | 無限軌道式連続鋳造機 |
| JPS6064751A (ja) * | 1983-09-17 | 1985-04-13 | Sumitomo Metal Ind Ltd | ツインベルトキャスタのダムブロック送込み装置 |
| US4620583A (en) * | 1984-02-28 | 1986-11-04 | Sumitomo Metal Industries, Ltd. | Loop type continuous metal casting machine |
| JPS60203345A (ja) * | 1984-03-29 | 1985-10-14 | Sumitomo Heavy Ind Ltd | 無限軌道式連続鋳造機の鋳片巾寸法変更装置 |
| JP2539352B2 (ja) * | 1984-06-20 | 1996-10-02 | 株式会社日立製作所 | 階層型多重計算機システム |
| AT381878B (de) * | 1984-09-10 | 1986-12-10 | Voest Alpine Ag | Stranggiesskokille |
| AU554019B2 (en) * | 1984-11-09 | 1986-08-07 | Nippon Steel Corporation | Changing slab width in continuous casting |
| JPS61132243A (ja) * | 1984-11-30 | 1986-06-19 | Mitsubishi Heavy Ind Ltd | 不等巾スラブ用ベルト式連続鋳造装置 |
| US4669526A (en) * | 1985-06-20 | 1987-06-02 | Sms Concast Inc. | Remotely adjustable continuous casting mold |
| JPS62227557A (ja) * | 1986-03-28 | 1987-10-06 | Sumitomo Heavy Ind Ltd | 無限軌道式連続鋳造機 |
| ATE55931T1 (de) * | 1986-07-01 | 1990-09-15 | Larex Ag | Seitendamm zum seitlichen abschluss des giessraumes einer stranggiessmaschine mit umlaufenden kokillen und verfahren zum unterhalt der stranggiessmaschine. |
-
1987
- 1987-01-27 JP JP62015084A patent/JPH0636965B2/ja not_active Expired - Lifetime
-
1988
- 1988-01-05 US US07/171,915 patent/US4869310A/en not_active Expired - Lifetime
- 1988-01-06 GB GB8800190A patent/GB2200309B/en not_active Expired - Lifetime
- 1988-01-15 FR FR888800425A patent/FR2609912B1/fr not_active Expired - Lifetime
- 1988-01-21 DE DE3801709A patent/DE3801709A1/de active Granted
- 1988-01-22 KR KR1019880000487A patent/KR910003779B1/ko not_active IP Right Cessation
- 1988-01-27 CN CN88100341A patent/CN1007045B/zh not_active Expired
- 1988-01-27 BR BR8800318A patent/BR8800318A/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| BR8800318A (pt) | 1988-09-06 |
| FR2609912A1 (fr) | 1988-07-29 |
| KR880008849A (ko) | 1988-09-13 |
| DE3801709A1 (de) | 1988-08-04 |
| FR2609912B1 (fr) | 1990-07-13 |
| US4869310A (en) | 1989-09-26 |
| GB2200309B (en) | 1991-01-09 |
| GB8800190D0 (en) | 1988-02-10 |
| JPS63183757A (ja) | 1988-07-29 |
| CN88100341A (zh) | 1988-12-07 |
| JPH0636965B2 (ja) | 1994-05-18 |
| DE3801709C2 (zh) | 1991-08-14 |
| GB2200309A (en) | 1988-08-03 |
| KR910003779B1 (ko) | 1991-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1007045B (zh) | 带式连铸机 | |
| SU1022765A1 (ru) | Устройство дл изготовлени ленты с гофрами,расположенными в шахматном пор дке | |
| CN86102371A (zh) | 以恒速连续生产定尺寸面条的设备 | |
| US3740207A (en) | Shaped products from thermoplastic material | |
| KR910008027B1 (ko) | 트윈 벨트형 연속주조기기 | |
| CN217296293U (zh) | 一种汽车大灯包装生产线上料装置 | |
| CA2028778A1 (en) | Dishcarge conveying apparatus for an extrusion press | |
| CN220216242U (zh) | 一种电工圆铝杆连轧自动喂料机 | |
| US5201401A (en) | Discharge conveying apparatus for an extrusion press | |
| CN2918323Y (zh) | 板材生产线上连续板坯的分离装置 | |
| JPH0645940U (ja) | 搬入機 | |
| CN1805805A (zh) | 用于成形湍流增强器的方法和装置 | |
| CN115057037B (zh) | 一种适配多道包装机的伺服卸料装置 | |
| CN211490121U (zh) | 一种用于板材分区切割的激光切割设备 | |
| CN212372790U (zh) | 带移送装置的称料机 | |
| CN212197380U (zh) | 一种陶瓷砖坯调头装置 | |
| EP0408149A1 (en) | Device for pressing a supply of clay to individual mouldings to be deposited in a moulding tray | |
| CN222448191U (zh) | 一种浇锻机旋转托辊 | |
| CN222096752U (zh) | 一种橡胶制品压延机 | |
| CN219563606U (zh) | 一种应用于砌块成型机的可移动下料装置 | |
| SU1717382A1 (ru) | Устройство дл перезар дки пресс-форм вулканизационных прессов | |
| CN118991224B (zh) | 一种联合印花机 | |
| CN210500771U (zh) | 一种砌块成型机料车气动扫料装置 | |
| CN218556697U (zh) | 辊轮升降夹持机构和玻璃倒角机 | |
| JP3143199B2 (ja) | 板材加工機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C15 | Extension of patent right duration from 15 to 20 years for appl. with date before 31.12.1992 and still valid on 11.12.2001 (patent law change 1993) | ||
| OR01 | Other related matters | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |