BR112015018780B1 - Chapa metálica e processo de realização de uma chapa metálica - Google Patents
Chapa metálica e processo de realização de uma chapa metálica Download PDFInfo
- Publication number
- BR112015018780B1 BR112015018780B1 BR112015018780-3A BR112015018780A BR112015018780B1 BR 112015018780 B1 BR112015018780 B1 BR 112015018780B1 BR 112015018780 A BR112015018780 A BR 112015018780A BR 112015018780 B1 BR112015018780 B1 BR 112015018780B1
- Authority
- BR
- Brazil
- Prior art keywords
- coating
- content
- less
- metallic
- accumulated
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 9
- 238000000576 coating method Methods 0.000 claims abstract description 60
- 239000011248 coating agent Substances 0.000 claims abstract description 40
- 230000005496 eutectics Effects 0.000 claims abstract description 23
- 239000000758 substrate Substances 0.000 claims abstract description 21
- 239000011777 magnesium Substances 0.000 claims abstract description 16
- 210000001787 dendrite Anatomy 0.000 claims abstract description 14
- 239000011159 matrix material Substances 0.000 claims abstract description 14
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 12
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 8
- 229910017708 MgZn2 Inorganic materials 0.000 claims description 15
- 239000003973 paint Substances 0.000 claims description 10
- 238000001816 cooling Methods 0.000 claims description 8
- 238000007711 solidification Methods 0.000 claims description 8
- 230000008023 solidification Effects 0.000 claims description 8
- 238000000151 deposition Methods 0.000 claims description 6
- 238000007654 immersion Methods 0.000 claims description 6
- 229910052797 bismuth Inorganic materials 0.000 claims description 3
- 229910052791 calcium Inorganic materials 0.000 claims description 3
- 229910052745 lead Inorganic materials 0.000 claims description 3
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 229910052718 tin Inorganic materials 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- 229910000831 Steel Inorganic materials 0.000 claims description 2
- 239000012535 impurity Substances 0.000 claims description 2
- 239000010959 steel Substances 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 abstract description 5
- 239000002184 metal Substances 0.000 abstract description 5
- 239000011701 zinc Substances 0.000 description 20
- 238000005260 corrosion Methods 0.000 description 14
- 230000007797 corrosion Effects 0.000 description 14
- 230000032798 delamination Effects 0.000 description 8
- 238000010422 painting Methods 0.000 description 5
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 1
- 229920001944 Plastisol Polymers 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000010411 cooking Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- ZOMNIUBKTOKEHS-UHFFFAOYSA-L dimercury dichloride Chemical class Cl[Hg][Hg]Cl ZOMNIUBKTOKEHS-UHFFFAOYSA-L 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001962 electrophoresis Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 239000004999 plastisol Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000012958 reprocessing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- -1 zinc-aluminum-magnesium Chemical compound 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/021—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material including at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
- C23C28/025—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
- Y10T428/12979—Containing more than 10% nonferrous elements [e.g., high alloy, stainless]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12993—Surface feature [e.g., rough, mirror]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Coating With Molten Metal (AREA)
- Laminated Bodies (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Preparation Of Compounds By Using Micro-Organisms (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
Abstract
chapa metálica e processo de realização de uma chapa metálica a presente invenção refere-se a uma chapa metálica que compreende um substrato (3) que possui pelo menos uma face (5) revestida por um revestimento metálico (7) que possui um teor em peso de alumínio tal compreendido entre 3,6 e 3,8% e um teor em peso em magnésio tmg compreendido entre 2,7 e 3,3%. o revestimento possui uma microestrutura que compreende uma matriz lamelar de eutética ternária zn/al/mgzn2 e eventualmente: - dendritos de zn com um teor superficial acumulado inferior ou igual a 5,0%, - flores de eutética binária zn/mgzn2 com um teor superficial acumulado inferior ou igual a 15,0%, - dendritos de eutética binária zn/al com um teor superficial acumulado inferior a 1,0%, - ilhas de mgzn2 com um teor superficial acumulado inferior a 1,0%.
Description
[001] A presente invenção trata de uma chapa metálica que compreende um substrato que possui pelo menos uma face revestida por um revestimento metálico que compreende Al e Mg, e o resto do revestimento metálico são Zn, impurezas inevitáveis e eventualmente um ou mais elementos adicionais escolhidos entre Si, Sb, Pb, Ti, Ca, Mn, Sn, A, Ce, Cr, Ni ou Bi, em que o teor em peso de cada elemento adicional no revestimento metálico é inferior a 0,3%.
[002] Os revestimentos metálicos galvanizados que compreendem essencialmente zinco e de 0,1 a 0,4% em peso de alumínio são tradicionalmente usados por sua boa proteção contra a corrosão.
[003] Esses revestimentos metálicos sofrem atualmente a concorrência, em particular dos revestimentos que compreendem zinco, e adições de magnésio e de alumínio, que podem ir respectivamente até 10% e até 20% em peso.
[004] Tais revestimentos metálicos serão globalmente designados aqui pelo termo de revestimentos zinco- alumínio- magnésio ou ZnAIMg.
[005] A adição de magnésio aumenta nitidamente a resistência à corrosão contra a ferrugem vermelha desses revestimentos, o que pode permitir reduzir sua espessura ou aumentar a garantia de proteção contra a corrosão ao longo do tempo em espessura constante.
[006] Essas chapas se destinam, por exemplo, ao campo automotivo, dos eletrodomésticos ou da construção.
[007] Elas podem ser adicionadas a tintas antes ou depois de seu acabamento (sua formagem) pelos usuários nesses campos, quando elas são pintadas antes de seu acabamento, são então denominadas chapas “pré- laqueadas”, e se destinam particularmente ao campo dos eletrodomésticos ou da construção.
[008] No caso das chapas pré-laqueadas, todo o processo de fabricação das chapas é realizado pelo siderurgista, reduzindo assim os custos e as dificuldades ligadas ao processo de pintura nos usuários.
[009] Entretanto, foi observado que os revestimentos metálicos conhecidos podem estar sujeitos a problemas de delaminação das camadas de pinturas, levando a uma corrosão local da chapa.
[0010] Uma finalidade da presente invenção é fornecer uma chapa revestida cuja resistência à corrosão, quando ela é pintada, é aumentada.
[0011] Para esse fim, a presente invenção tem por primeiro objeto uma chapa de acordo com a reivindicação 1.
[0012] A chapa pode igualmente compreender as características das reivindicações 2 a 12, consideradas isoladamente ou em combinação.
[0013] A presente invenção tem igualmente por objeto um processo de acordo com a reivindicação 13.
[0014] O processo pode igualmente compreender as características das reivindicações 14 e 15, consideradas isoladamente ou em combinação.
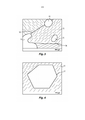
[0015] A presente invenção vai ser agora ilustrada por exemplos dados a título indicativo, e não limitativo, e em relação às figuras anexas nas quais: - a figura 1 é uma vista esquemática em corte que ilustra a estrutura de uma chapa de acordo com a presente invenção, após a pintura, - as figuras 2 a 4 são esquemas que ilustram a microestrutura de a superfície no estado bruto dos revestimentos metálicos da chapa da figura 1, - a figura 5 é um diagrama que ilustra os resultados de testes de delaminação realizados em uma amostra de chapa de acordo com a presente invenção e de chapas que não estão de acordo com a presente invenção, e - a figura 6 é um diagrama que ilustra curvas de densidade de corrente e de potencial de corrosão representativas de diferentes fases.
[0016] A chapa 1 da figura 1 compreende um substrato 3 de aço recoberto sobre cada uma de suas duas faces 5 por um revestimento metálico 7, que é, por sua vez, recoberto por um filme de pintura 9, 11.
[0017] Deve-se observar que as espessuras relativas do substrato 3 e das diferentes camadas que o recobrem não foram respeitadas na figura 1 a fim de facilitar a representação.
[0018] Os revestimentos 7 presentes nas duas faces 5 são análogos e apenas um será descrito detalhadamente a seguir. Em uma variante (não representada), apenas uma das faces 5 apresenta um revestimento 7.
[0019] O revestimento 7 possui geralmente uma espessura inferior ou igual a 25 μm e se destina a proteger o substrato 3 contra a corrosão.
[0020] O revestimento 7 compreende zinco, de alumínio e magnésio. O teor em peso de alumínio tAl do revestimento metálico 7 está compreendido entre 3,6 e 3,8%. O teor em peso em magnésio tMg do revestimento metálico 7 está compreendido entre 2,7 e 3,3%.
[0021] De preferência, o teor em magnésio tMg está compreendido entre 2,9 e 3,1%.
[0022] De preferência, a relação mássica Al/(Al+Mg) é superior ou igual a 0,45, ou mesmo superior ou igual a 0,50, ou mesmo superior ou igual a 0,55.
[0023] Como ilustrado pelas figuras 2 a 4, o revestimento 7 possui uma microestrutura particular com uma matriz lamelar 13 de eutética ternária Zn/Al/MgZn2. Como se pode ver na figura 3, a matriz lamelar 13 forma grãos separados por juntas 19.
[0024] Em uma realização preferida da presente invenção, a eutética ternária constitui a totalidade da microestrutura do revestimento.
[0025] A distância interlamelar da matriz lamelar 13 pode variar de forma bastante acentuada em seus grãos, em particular perto das estruturas eventualmente englobadas por essa matriz, as quais estruturas vão ser agora descritas.
[0026] Além da matriz lamelar 13 precitada, a microestrutura, na superfície e em corte transversal, pode compreender em pequenas quantidades dendritas 15 de Zn e flores 17 de eutética binária Zn/MgZn2 que n]ao são muito prejudiciais ao melhoramento da resistência à delaminação obtida de acordo com a presente invenção.
[0027] Para isso, os teores superficiais acumulados de dendritas 15 de Zn e de flores 17 de eutética binária Zn/MgZn2 na superfície externa 21 no estado bruto são limitados.
[0028] De preferência, o teor superficial acumulado de dendritas 15 de Zn na superfície externa 21 no estado bruto é inferior a 5,0%, ou mesmo 3,0%, ou mesmo 2,0%, ou mesmo 1,0%, e idealmente nulo e o teor superficial acumulado de flores 17 de eutética binária Zn/MgZn2 na superfície externa 21 no estado bruto é inferior a 15,0%, ou mesmo 10,0%, ou mesmo 5,0%, ou mesmo 3,0% e idealmente nula.
[0029] A microestrutura pode igualmente compreender dendritas de eutética binária Zn/AL ou ilhas de MgZn2, em quantidades muito reduzidas, pois essas estruturas deterioram fortemente a resistência à delaminação das chapas revestidas de acordo com a presente invenção.
[0030] Em qualquer situação, o teor superficial acumulado de dendritas de eutética binária Zn/Al na superfície externa 21 no estado bruto é inferior a 1,0% e o teor superficial acumulado de ilhas de MgZn2 na superfície externa 21 no estado bruto é inferior a 1,0% e esses teores acumulados são, de preferência, nulos.
[0031] Da mesma forma, os respectivos teores acumulados em corte transversal, de dendritas de eutética binária Zn/Al e de ilhas MgZn2 são, de preferência, nulas.
[0032] Assim, de modo geral, a microestrutura será constituída de uma matriz lamelar 13 de eutética ternária e eventualmente de dendritas 15 de Zn, de flores 17 de eutética binária Zn/MgZn2, de dendritas de eutética binária Zn/AL e de ilhas de MgZn2. Entretanto, em função da presença de elementos opcionais adicionais mencionados mais adiante, a microestrutura poderá igualmente compreender pequenas quantidades de outras estruturas englobadas na matriz lamelar 13 de eutética ternária.
[0033] Os teores superficiais acumulados para cada estrutura são, por exemplo, medidos tomando pelo menos 30 vistas com um aumento X1000 da superfície externa 21 no estado bruto (isto é, sem polimento mais eventualmente desengordurada por solvente orgânico) graças a um microscópio eletrônico de varredura.
[0034] Para cada uma dessas vistas, são extraídos os contornos da estrutura cujo teor tem de ser medido, e depois calculados, por exemplo graças ao software AnalySIS Docu 5.0 da Olympus Soft Imaging Solutions GmbH, a taxa de ocupação da superfície externa 21 pela estrutura em questão. A taxa de ocupação assim calculada é o teor superficial acumulado da estrutura em questão.
[0035] Os filmes de pintura 9 e 11 são, por exemplo, à base de polímeros. Esses polímeros podem ser poliésteres ou derivados halogenados de polímeros vinílicos tais como plastisóis, PVDF.
[0036] Os filmes 9 e 11 possuem tipicamente espessuras compreendidas entre 1 e 200 μm. Para realizar a chapa 1, pode-se, por exemplo, proceder da maneira a seguir.
[0037] A instalação utilizada pode compreender uma única e mesma linha ou, por exemplo, duas linhas diferentes para realizar respectivamente os revestimentos metálicos e a pintura. No caso de serem utilizadas duas linhas diferentes, elas podem estar situadas no mesmo local ou em locais diferentes. Na descrição a seguir, será considerado a título de exemplo uma realização em que são utilizadas duas linhas distintas.
[0038] Em uma primeira realização dos revestimentos metálicos 7, é utilizado um substrato 3 obtido por exemplo por laminação a quente, e depois a frio. O substrato 3 está em forma de uma banda que é passada em um banho para depositar os revestimentos 7 por imersão a quente.
[0039] O banho é um banho de zinco fundido que contém magnésio e alumínio. O banho pode igualmente conter até 0,3% em peso de elementos opcionais adicionais tais como Si, Sb, Pb, Ti, Ca, Mn, Sn, A, Ce, Cr, Ni ou Bi.
[0040] Esses diferentes elementos adicionais podem permitir, entre outras coisas, melhorar a ductilidade ou a adesão dos revestimentos 7 sobre o substrato 3. O técnico no assunto que conhece seus efeitos sobre as características dos revestimentos 7 saberá empregá-los em função da finalidade complementar desejada. O banho pode, finalmente, conter elementos residuais provenientes dos lingotes de alimentação ou que resultam da passagem do substrato 3 no banho, tais que ferro em um teor que varia até 0,5% em peso e geralmente compreendido entre 0,1 e 0,4% em peso.
[0041] O banho possui uma temperatura Tb compreendida entre 360 °C e 480°C, de preferência entre 420°C e 460°C.
[0042] Na entrada do banho, o substrato 3 possui uma temperatura de imersão Ti tal que: (2,34 x tAi+ 0,655 x tMg - 10,1) x 10’6 < exp(-10584/Ti) em que Ti é expressa em graus Kelvin.
[0043] Tai temperatura de imersão Ti permite obter a microestrutura precitada com poucas estruturas engiobadas na matriz iameiar 13, ou nenhuma.
[0044] Geraimente, essa temperatura Ti é determinada no iocai a partir de uma medida efetuada aiguns metros a montante do banho por uma técnica pirométrica seguida da apiicação de um modeio térmico para caicuiar a temperatura Ti.
[0045] Para fazer Ti variar e satisfazer à equação precitada, as condições de resfriamento do substrato 3 são modificadas a montante do banho. Esse resfriamento pode ser reaiizado por insufiação de gás de resfriamento inerte sobre as duas faces 5 do substrato 3 por meio de câmaras de resfriamento, cuja pressão de gás pode ser reguiada. É iguaimente possívei ajustar a veiocidade de passagem (desiocamento) do substrato 3 na zona de resfriamento ou ainda sobre a temperatura do substrato 3 na entrada dessa zona, por exempio.
[0046] Após deposição dos revestimentos 7, o substrato 3 é, por exempio, escorrido por meio de bicos que projetam um gás de cada iado do substrato 3.
[0047] Os revestimentos 7 são depois deixados resfriar de forma controiada para que soiidifiquem.
[0048] Em uma reaiização, uma escovação pode ser efetuada para remover o revestimento 7 depositado sobre uma face 5 de forma que apenas uma das faces 5 da chapa 1 será definitivamente revestida por um revestimento 7.
[0049] O resfriamento controiado do ou de cada revestimento 7 é realizado a uma velocidade de preferência superior ou igual a 15°C/s entre o início da solidificação (isto é, quando o revestimento 7 cai precisamente sob a temperatura do líquido) e a fim de solidificação (isto é, quando o revestimento 7 atinge a temperatura do sólido). Mais preferencialmente, a velocidade de resfriamento do ou de cada revestimento 7 entre o início da solidificação e o fim de solidificação é superior ou igual a 20°C/s.
[0050] A banda assim trata pode então ser submetida a uma etapa chamada de skin-pass que permite encruá-lo e lhe conferir uma rugosidade que facilita seu acabamento (formagem) ulterior.
[0051] A banda pode eventualmente ser bobinada antes de ser enviada para uma linha de pré-laqueamento.
[0052] As superfícies externas 21 dos revestimentos 7 são eventualmente submetidas a uma etapa de desengorduramento e eventualmente a uma etapa de tratamento de superfície para aumentar aderência da pintura e a resistência à corrosão.
[0053] As eventuais etapas de desengorduramento e de tratamento de superfície podem compreender outras subetapas de enxágue, de secagem.
[0054] A pintura pode então ser realizada, por exemplo, por deposição de duas camadas de pinturas sucessivas, isto é, uma camada de primer e uma camada de acabamento, o que é geralmente o caso para realizar o filme superior 9, ou por deposição de uma camada de pintura única, o que é geralmente o caso para realizar o filme inferior 11. Outros números de camadas podem ser utilizados em certas realizações.
[0055] A deposição das camadas de pintura é realizada, por exemplo, por envernizadores por rolos.
[0056] Cada deposição de uma camada de pintura é geralmente seguida de uma etapa de cozimento em um forno.
[0057] A chapa 1 assim obtida pode ser novamente bobinada antes de ser cortada, eventualmente acabada(formada) e montada com outras chapas 1 ou outros elementos por usuários.
[0058] Foram preparadas uma amostra de chapa 1 de acordo com a presente invenção e amostras de chapas que não correspondem à presente invenção fazendo variar a temperatura de imersão Ti, tAi e tMg das amostras. As microestruturas correspondentes foram analisadas para determinar as estruturas existentes e seus teores superficiais acumulados. * de acordo com a presente invenção
* de acordo com a presente invenção
[0059] Uma amostra de chapa 1 de acordo com a presente invenção e de chapas que não correspondem à presente invenção foram submetidas a testes de delaminação para medir sua resistência à corrosão sob pintura.
[0060] Mais precisamente, os revestimentos das chapas testadas tinham espessuras de 8μm.
[0061] A composição dos revestimentos 7 das chapas 1 de acordo com a presente invenção tinha um teor tAl de 3,7% e um teor tMg de 3,0%. Como indicado sob o eixo das abscissas na figura 5, as outras composições de revestimentos testadas tinham valores de tAl de 0,3%, 1,5%, 6,0% e 11,0% e de tMg de 1,0%, 1,5%, 3,0 e 3,0%.
[0062] A microestrutura da chapa de acordo com a presente invenção era constituída unicamente de eutética ternária e foi obtida por imersão um banho de revestimento a uma temperatura Tb = 460°C, sendo que a banda apresenta uma temperatura Ti = 480°C.
[0063] Os testes de corrosão estavam de acordo com a norma VDA 621 -415 (10 ciclos).
[0064] Mais precisamente, as chapas testadas foram fosfatadas, recobertas de uma camada de cataforese e riscadas até o substrato com uma lâmina de 1 mm de largura.
[0065] As larguras máximas de delaminação Ud medidas em mm no fim dos testes corrosão para as diferentes chapas testadas estão indicadas nas ordenadas na figura 5.
[0066] Como se pode constatar, as larguras de delaminação são ótimas para a chapa de acordo com a presente invenção.
[0067] De modo inteiramente surpreendente, foi constatado que com o aumento dos teores acumulados de alumínio e de magnésio para além dos valores da presente invenção, a resistência à delaminação e, portanto, à corrosão, é deteriorada.
[0068] Os inventores acreditam que atualmente essa boa resistência à corrosão sob pintura é devida à microestrutura particular dos revestimentos 7 que permite limitar os riscos de acoplamento elétrico entre suas diferentes estruturas e a matriz lamelar 13.
[0069] Devido à presença de estruturas englobadas na matriz lamelar 13, na superfície externa 21 de cada revestimento 7, os riscos de dissolução seletiva dessas fases são, de fato, reduzidos.
[0070] Na figura 6, o potencial de corrosão em relação a um eletrodo de referência de calomelano saturado de KCI (ECS) é mostrado na abscissa e a densidade de corrente na ordenada. A curva 23 corresponde a uma composição que compreende 3,7% em massa de Al e 3,0% em massa de Mg, e o resto é Zn. Essa curva é, portanto, representativa da matriz lamelar 13.
[0071] A figura 6 mostra que o risco de acoplamento corrosivo da matriz lamelar 13 é maior com estruturas que contêm Al (curva 25), Mg (curva 27) e Zn (curva 29).
[0072] De modo geral, as chapas 1 de acordo com a presente invenção não são necessariamente comercializadas em forma pintada (chapas “pré-laqueadas”) e/ou elas podem ser revestidas de pelo menos uma camada de óleo.
Claims (13)
1. CHAPA METÁLICA (1), caracterizada por compreender um substrato (3) que possui pelo menos uma face (5) revestida por um revestimento metálico (7) que compreende de Al e Mg, e o resto do revestimento metálico (7) sendo Zn, impurezas inevitáveis e um ou mais elementos adicionais escolhidos entre Si, Sb, Pb, Ti, Ca, Mn, Sn, A, Ce, Cr, ou Bi, em que teor em peso de cada elemento adicional no revestimento metálico (7) é inferior a 0,3%, o revestimento metálico (7) possui um teor em peso de alumínio tAl compreendido entre 3,6 e 3,8% e um teor em peso em magnésio tMg compreendido entre 2,7 e 3,3%, sendo que o revestimento metálico (7) possui uma microestrutura consistindo de uma matriz lamelar (13) de eutética ternária Zn/AL/MgZn2 e: - dendritas de Zn (15) com um teor superficial acumulado na superfície externa (21) do revestimento (7) no estado bruto nulo ou inferior ou igual a 5,0%, - flores de eutética binária Zn/MgZn2 (17) com um teor superficial acumulado na superfície externa (21) do revestimento (7) no estado bruto nulo ou inferior ou igual a 15,0%, - dendritas de eutética binária Zn/Al com um teor superficial acumulado na superfície externa (21) do revestimento metálico (7) no estado bruto nulo ou inferior a 1,0%, - ilhas de MgZn2 com um teor superficial acumulado na superfície externa (21) do revestimento (7) no estado bruto nulo ou inferior a 1,0%.
2. CHAPA METÁLICA, de acordo com a reivindicação 1, caracterizada pelo teor em magnésio tMg estar compreendido entre 2,9 e 3,1%.
3. CHAPA METÁLICA, de acordo com qualquer uma das reivindicações 1 a 2, caracterizada pela relação mássica Al/(Al+Mg) ser superior ou igual a 0,45.
4. CHAPA METÁLICA, de acordo com qualquer uma das reivindicações 1 a 3, caracterizada pelo teor superficial acumulado de flores de eutética binária Zn/MgZn2 (17) na superfície externa (21) do revestimento (7) no estado bruto ser inferior a 10,0%.
5. CHAPA METÁLICA, de acordo com a reivindicação 4, caracterizada pelo teor superficial acumulado de flores de eutética binária Zn/MgZn2 (17) na superfície externa (21) do revestimento (7) no estado bruto ser inferior a 5,0%.
6. CHAPA METÁLICA, de acordo com qualquer uma das reivindicações 1 a 5, caracterizada pelo teor superficial acumulado de flores de eutética binária Zn/MgZn2 (17) na superfície externa (21) do revestimento (7) no estado bruto ser inferior a 3,0%.
7. CHAPA METÁLICA, de acordo com a reivindicação 6, caracterizada pelo teor superficial acumulado de dendritas de Zn (15) na superfície externa (21) do revestimento (7) no estado bruto ser inferior a 2,0%.
8. CHAPA METÁLICA, de acordo com a reivindicação 7, caracterizada pelo o teor superficial acumulado de dendritas de Zn (15) na superfície externa (21) do revestimento (7) no estado bruto ser inferior a 1,0%.
9. CHAPA METÁLICA, de acordo com a reivindicação 8, caracterizada pela microestrutura ser unicamente constituída de eutética ternária (13).
10. CHAPA METÁLICA, de acordo com qualquer uma das reivindicações 1 a 9, caracterizada pelo revestimento metálico (7) ser recoberto de pelo menos uma camada de pintura e/ou de uma camada de óleo.
11. PROCESSO DE REALIZAÇÃO DE UMA CHAPA METÁLICA (1), conforme definido em qualquer uma das reivindicações 1 a 10, caracterizado pelo processo compreender pelo menos etapas de: - fornecimento de um substrato (3) de aço, - deposição de um revestimento metálico (7) sobre pelo menos uma face (5) por imersão do substrato (3) em um banho, o qual substrato possui uma temperatura de imersão Ti na entrada no banho tal que (2,34 x tAi+ 0,655 x tMg - 10,1) x 10-6 < exp(-10584/Ti) em que Ti é expresso em graus Kelvin, e - solidificação do revestimento metálico (7).
12. PROCESSO DE REALIZAÇÃO, de acordo com a reivindicação 11, caracterizado pela velocidade de resfriamento do revestimento (7) entre o início da solidificação e o fim de solidificação ser superior ou igual a 15°C/s.
13. PROCESSO DE REALIZAÇÃO, de acordo com a reivindicação 12, caracterizado pela velocidade de resfriamento do revestimento (7) entre o início da solidificação e o fim de solidificação ser superior ou igual a 20°C/s.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR2013050250 | 2013-02-06 | ||
| FRPCT/FR2013/050250 | 2013-02-06 | ||
| PCT/IB2013/055575 WO2014122507A1 (fr) | 2013-02-06 | 2013-07-08 | TÔLE À REVÊTEMENT ZnAlMG À MICROSTRUCTURE PARTICULIÈRE ET PROCÉDÉ DE RÉALISATION CORRESPONDANT |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112015018780A2 BR112015018780A2 (pt) | 2017-07-18 |
| BR112015018780B1 true BR112015018780B1 (pt) | 2021-04-27 |
Family
ID=47882388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112015018780-3A BR112015018780B1 (pt) | 2013-02-06 | 2013-07-08 | Chapa metálica e processo de realização de uma chapa metálica |
Country Status (21)
| Country | Link |
|---|---|
| US (1) | US9598757B2 (pt) |
| EP (1) | EP2954086B1 (pt) |
| JP (1) | JP6185084B2 (pt) |
| KR (1) | KR102070480B1 (pt) |
| CN (1) | CN105247094B (pt) |
| BR (1) | BR112015018780B1 (pt) |
| CA (1) | CA2900085C (pt) |
| DK (1) | DK2954086T3 (pt) |
| ES (1) | ES2620112T3 (pt) |
| HR (1) | HRP20170460T1 (pt) |
| HU (1) | HUE032189T2 (pt) |
| LT (1) | LT2954086T (pt) |
| MA (1) | MA38321B1 (pt) |
| MX (1) | MX360981B (pt) |
| PL (1) | PL2954086T3 (pt) |
| PT (1) | PT2954086T (pt) |
| RS (1) | RS55768B1 (pt) |
| RU (1) | RU2636215C2 (pt) |
| SI (1) | SI2954086T1 (pt) |
| UA (1) | UA114231C2 (pt) |
| WO (1) | WO2014122507A1 (pt) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018031523A1 (en) * | 2016-08-08 | 2018-02-15 | John Speer | Modified hot-dip galvanize coatings with low liquidus temperature, methods of making and using the same |
| WO2018131171A1 (ja) * | 2017-01-16 | 2018-07-19 | 新日鐵住金株式会社 | めっき鋼材 |
| KR20200051723A (ko) * | 2017-12-28 | 2020-05-13 | 닛폰세이테츠 가부시키가이샤 | 도장 후 내식성이 우수한 용융 Zn계 도금 강판 |
| CN108913965B (zh) * | 2018-07-31 | 2021-02-26 | 中研智能装备有限公司 | 一种钢结构用ZnAlTiSiB防腐涂层及其制备方法 |
| KR102142766B1 (ko) | 2018-08-31 | 2020-08-07 | 주식회사 포스코 | 내식성 및 가공성이 우수한 용융도금강판 및 이의 제조방법 |
| MX2023004574A (es) * | 2020-10-21 | 2023-05-04 | Nippon Steel Corp | Producto de acero recubierto. |
| WO2022107837A1 (ja) * | 2020-11-18 | 2022-05-27 | 日本製鉄株式会社 | めっき鋼材 |
| KR102626567B1 (ko) * | 2020-11-18 | 2024-01-18 | 닛폰세이테츠 가부시키가이샤 | 도금 강재 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3505043A (en) * | 1969-01-08 | 1970-04-07 | Inland Steel Co | Al-mg-zn alloy coated ferrous metal sheet |
| NZ331311A (en) * | 1996-12-13 | 2000-08-25 | Nisshin Steel Co Ltd | Hot-dip Zn-Al-Mg plated steel sheet and method of production |
| US6465114B1 (en) | 1999-05-24 | 2002-10-15 | Nippon Steel Corporation | -Zn coated steel material, ZN coated steel sheet and painted steel sheet excellent in corrosion resistance, and method of producing the same |
| JP2001295015A (ja) * | 2000-02-09 | 2001-10-26 | Nisshin Steel Co Ltd | 高Al含有溶融Zn−Al−Mg系めっき鋼板 |
| JP4555492B2 (ja) * | 2000-03-16 | 2010-09-29 | 新日本製鐵株式会社 | 耐眩性に優れた溶融亜鉛−アルミニウム合金めっき鋼板 |
| JP2002241962A (ja) * | 2001-02-13 | 2002-08-28 | Sumitomo Metal Ind Ltd | 溶融Zn−Al−Mg合金めっき鋼板とその製造方法 |
| JP3580261B2 (ja) * | 2001-03-23 | 2004-10-20 | 住友金属工業株式会社 | 溶融Zn−Al−Mgめっき鋼板およびその製造方法 |
| JP3732141B2 (ja) * | 2001-11-09 | 2006-01-05 | 新日本製鐵株式会社 | 加工後の耐食性に優れた溶融亜鉛−Al系合金めっき鋼板及びその製造方法 |
| JP3779941B2 (ja) | 2002-01-09 | 2006-05-31 | 新日本製鐵株式会社 | 塗装後耐食性と塗装鮮映性に優れた亜鉛めっき鋼板 |
| JP2004360056A (ja) * | 2003-06-09 | 2004-12-24 | Nisshin Steel Co Ltd | 黒色化溶融Zn−Al−Mg系合金めっき鋼板及びその製造方法 |
| RU2417273C2 (ru) * | 2006-03-20 | 2011-04-27 | Ниппон Стил Корпорейшн | Стальной материал с высокой коррозионной стойкостью, получаемый с помощью горячего цинкования методом погружения |
| EP2119804A1 (fr) | 2008-05-14 | 2009-11-18 | ArcelorMittal France | Procédé de fabrication d'une bande métallique revêtue présentant un aspect amélioré |
| JP2011157579A (ja) * | 2010-01-29 | 2011-08-18 | Nisshin Steel Co Ltd | 粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法 |
| KR20120075235A (ko) * | 2010-12-28 | 2012-07-06 | 주식회사 포스코 | 고내식 용융아연합금 도금강판과 그 제조방법 |
| JP5901389B2 (ja) * | 2011-03-31 | 2016-04-06 | 日新製鋼株式会社 | 溶融Al、Mg含有Znめっき鋼板 |
| JP5097305B1 (ja) * | 2012-04-25 | 2012-12-12 | 日新製鋼株式会社 | 黒色めっき鋼板 |
-
2013
- 2013-07-08 EP EP13762578.6A patent/EP2954086B1/fr active Active
- 2013-07-08 PL PL13762578T patent/PL2954086T3/pl unknown
- 2013-07-08 US US14/766,344 patent/US9598757B2/en active Active
- 2013-07-08 WO PCT/IB2013/055575 patent/WO2014122507A1/fr active Application Filing
- 2013-07-08 LT LTEP13762578.6T patent/LT2954086T/lt unknown
- 2013-07-08 MX MX2015010064A patent/MX360981B/es active IP Right Grant
- 2013-07-08 CN CN201380072424.2A patent/CN105247094B/zh active Active
- 2013-07-08 BR BR112015018780-3A patent/BR112015018780B1/pt active IP Right Grant
- 2013-07-08 UA UAA201508554A patent/UA114231C2/uk unknown
- 2013-07-08 RS RS20170249A patent/RS55768B1/sr unknown
- 2013-07-08 DK DK13762578.6T patent/DK2954086T3/en active
- 2013-07-08 MA MA38321A patent/MA38321B1/fr unknown
- 2013-07-08 ES ES13762578.6T patent/ES2620112T3/es active Active
- 2013-07-08 RU RU2015137791A patent/RU2636215C2/ru active
- 2013-07-08 HU HUE13762578A patent/HUE032189T2/hu unknown
- 2013-07-08 CA CA2900085A patent/CA2900085C/en active Active
- 2013-07-08 PT PT137625786T patent/PT2954086T/pt unknown
- 2013-07-08 JP JP2015556580A patent/JP6185084B2/ja active Active
- 2013-07-08 SI SI201330594A patent/SI2954086T1/sl unknown
- 2013-07-08 KR KR1020157021987A patent/KR102070480B1/ko active IP Right Grant
-
2017
- 2017-03-21 HR HRP20170460TT patent/HRP20170460T1/hr unknown
Also Published As
| Publication number | Publication date |
|---|---|
| RU2015137791A (ru) | 2017-03-13 |
| PT2954086T (pt) | 2017-04-11 |
| RU2636215C2 (ru) | 2017-11-21 |
| US20150368778A1 (en) | 2015-12-24 |
| MA38321A1 (fr) | 2016-02-29 |
| DK2954086T3 (en) | 2017-03-27 |
| PL2954086T3 (pl) | 2017-07-31 |
| LT2954086T (lt) | 2017-03-27 |
| CN105247094A (zh) | 2016-01-13 |
| KR20160004997A (ko) | 2016-01-13 |
| EP2954086B1 (fr) | 2017-01-11 |
| MX360981B (es) | 2018-11-22 |
| EP2954086A1 (fr) | 2015-12-16 |
| RS55768B1 (sr) | 2017-07-31 |
| CA2900085A1 (en) | 2014-08-14 |
| SI2954086T1 (sl) | 2017-05-31 |
| JP6185084B2 (ja) | 2017-08-23 |
| BR112015018780A2 (pt) | 2017-07-18 |
| HUE032189T2 (hu) | 2017-09-28 |
| UA114231C2 (uk) | 2017-05-10 |
| US9598757B2 (en) | 2017-03-21 |
| JP2016514202A (ja) | 2016-05-19 |
| KR102070480B1 (ko) | 2020-01-29 |
| MX2015010064A (es) | 2016-04-27 |
| CA2900085C (en) | 2020-10-13 |
| HRP20170460T1 (hr) | 2017-05-19 |
| WO2014122507A1 (fr) | 2014-08-14 |
| CN105247094B (zh) | 2018-03-06 |
| ES2620112T3 (es) | 2017-06-27 |
| MA38321B1 (fr) | 2016-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112015018780B1 (pt) | Chapa metálica e processo de realização de uma chapa metálica | |
| JP6715400B1 (ja) | 溶融Al−Zn−Mg−Si−Srめっき鋼板及びその製造方法 | |
| US10662516B2 (en) | Hot-dip Al—Zn—Mg—Si coated steel sheet and method of producing same | |
| JP6715399B1 (ja) | 溶融Al−Zn−Mg−Si−Srめっき鋼板及びその製造方法 | |
| JP6368730B2 (ja) | 溶融Al−Zn−Mg−Siめっき鋼板とその製造方法 | |
| WO2020179148A1 (ja) | 溶融Al−Zn−Mg−Si−Srめっき鋼板及びその製造方法 | |
| JP6645273B2 (ja) | 溶融Al−Zn−Mg−Siめっき鋼板とその製造方法 | |
| BR112015011189B1 (pt) | Processo de fabricação de uma chapa, chapa, peça obtida por deformação de uma chapa e veículo terrestre a motor | |
| TWI724674B (zh) | 熔融Al-Zn-Mg-Si-Sr鍍覆鋼板及其製造方法 | |
| US10612118B2 (en) | Methods for producing a pre-lacquered metal sheet having Zn—Al—Mg coatings and corresponding metal sheet | |
| BR112016006159B1 (pt) | processo de fabricação de uma lâmina pré-pintada e lâmina pré-pintada | |
| CN107012419A (zh) | 用于生产具有涂油Zn‑Al‑Mg涂层的金属板的方法和对应的金属板 | |
| WO2015055285A1 (en) | Steel substrate with zinc alloy coating | |
| JP7475162B2 (ja) | 塗装鋼板及び塗装鋼板の製造方法 | |
| Kovalenko et al. | The impact of zinc coating specifications on corrosion resistance аnd durability of steels | |
| JP7417103B2 (ja) | 溶融Zn-Al-Mg系めっき鋼材 | |
| JP7356069B2 (ja) | 溶融Zn-Al-Mg系めっき鋼材 | |
| Xu et al. | Structure and Performances of 7075 Aluminum Alloy Surface Subject to Hot-Dip Zinc | |
| JP2020164986A (ja) | 溶融Al−Zn−Mg−Si系めっき鋼板及びその製造方法、並びに、塗装鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06I | Publication of requirement cancelled [chapter 6.9 patent gazette] |
Free format text: ANULADA A PUBLICACAO CODIGO 6.6.1 NA RPI NO 2462 DE 13/03/2018 POR TER SIDO INDEVIDA. |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 08/07/2013, OBSERVADAS AS CONDICOES LEGAIS. |