BR112014026945B1 - Método para fabricar uma parte superior para um artigo de calçado e método para fabricar um elemento para um artigo de calçado - Google Patents
Método para fabricar uma parte superior para um artigo de calçado e método para fabricar um elemento para um artigo de calçado Download PDFInfo
- Publication number
- BR112014026945B1 BR112014026945B1 BR112014026945-9A BR112014026945A BR112014026945B1 BR 112014026945 B1 BR112014026945 B1 BR 112014026945B1 BR 112014026945 A BR112014026945 A BR 112014026945A BR 112014026945 B1 BR112014026945 B1 BR 112014026945B1
- Authority
- BR
- Brazil
- Prior art keywords
- mesh component
- surface layer
- protrusion
- mesh
- tubular
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 50
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 239000002344 surface layer Substances 0.000 claims abstract description 129
- 239000000463 material Substances 0.000 claims description 91
- 239000002861 polymer material Substances 0.000 claims description 22
- 229920001169 thermoplastic Polymers 0.000 claims description 22
- 238000010276 construction Methods 0.000 claims description 13
- 229920001296 polysiloxane Polymers 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims description 8
- 238000007906 compression Methods 0.000 claims description 8
- 238000005304 joining Methods 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 claims description 2
- 230000004807 localization Effects 0.000 claims 4
- 210000002683 foot Anatomy 0.000 description 79
- 210000003423 ankle Anatomy 0.000 description 53
- 239000010410 layer Substances 0.000 description 33
- 230000008569 process Effects 0.000 description 22
- 238000009940 knitting Methods 0.000 description 13
- 210000004744 fore-foot Anatomy 0.000 description 12
- 230000008901 benefit Effects 0.000 description 11
- 229920000642 polymer Polymers 0.000 description 11
- 239000004744 fabric Substances 0.000 description 8
- 235000019589 hardness Nutrition 0.000 description 8
- 239000007787 solid Substances 0.000 description 7
- 239000010985 leather Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- 230000001965 increasing effect Effects 0.000 description 5
- 210000000452 mid-foot Anatomy 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 239000004753 textile Substances 0.000 description 5
- 238000005299 abrasion Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000012528 membrane Substances 0.000 description 4
- 230000035699 permeability Effects 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 210000003371 toe Anatomy 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 229920003235 aromatic polyamide Polymers 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- 229920002334 Spandex Polymers 0.000 description 2
- BFMKFCLXZSUVPI-UHFFFAOYSA-N ethyl but-3-enoate Chemical compound CCOC(=O)CC=C BFMKFCLXZSUVPI-UHFFFAOYSA-N 0.000 description 2
- 239000006261 foam material Substances 0.000 description 2
- 230000001939 inductive effect Effects 0.000 description 2
- 239000002649 leather substitute Substances 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 239000004759 spandex Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- -1 woven or non-woven Substances 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 230000000386 athletic effect Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 230000001351 cycling effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 210000001872 metatarsal bone Anatomy 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000000272 proprioceptive effect Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images









Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/02—Footwear characterised by the material made of fibres or fabrics made therefrom
- A43B1/04—Footwear characterised by the material made of fibres or fabrics made therefrom braided, knotted, knitted or crocheted
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
- A43B23/0225—Composite materials, e.g. material with a matrix
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
- A43B23/0235—Different layers of different material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
- A43B23/0255—Uppers; Boot legs characterised by the constructive form assembled by gluing or thermo bonding
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
- A43B23/026—Laminated layers
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
- A43B23/0265—Uppers; Boot legs characterised by the constructive form having different properties in different directions
- A43B23/0275—Uppers; Boot legs characterised by the constructive form having different properties in different directions with a part of the upper particularly rigid, e.g. resisting articulation or torsion
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/07—Linings therefor
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/08—Heel stiffeners; Toe stiffeners
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/08—Heel stiffeners; Toe stiffeners
- A43B23/088—Heel stiffeners
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/26—Tongues for shoes
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B5/00—Footwear for sporting purposes
- A43B5/06—Running shoes; Track shoes
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/12—Special watertight footwear
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/14—Footwear with health or hygienic arrangements with foot-supporting parts
- A43B7/18—Joint supports, e.g. instep supports
- A43B7/20—Ankle-joint supports or holders
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43C—FASTENINGS OR ATTACHMENTS OF FOOTWEAR; LACES IN GENERAL
- A43C11/00—Other fastenings specially adapted for shoes
- A43C11/20—Fastenings with tightening devices mounted on the tongue
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43D—MACHINES, TOOLS, EQUIPMENT OR METHODS FOR MANUFACTURING OR REPAIRING FOOTWEAR
- A43D8/00—Machines for cutting, ornamenting, marking or otherwise working up shoe part blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
- D04B1/123—Patterned fabrics or articles characterised by thread material with laid-in unlooped yarn, e.g. fleece fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/01—Surface features
- D10B2403/011—Dissimilar front and back faces
- D10B2403/0112—One smooth surface, e.g. laminated or coated
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/024—Fabric incorporating additional compounds
- D10B2403/0243—Fabric incorporating additional compounds enhancing functional properties
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/032—Flat fabric of variable width, e.g. including one or more fashioned panels
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Physical Education & Sports Medicine (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
artigo de calçado com um componente de malha. um artigo de calçado tem uma estrutura de parte superior e de sola fixada à parte superior. a parte superior inclui um componente de malha e, em algumas configurações, uma camada superficial fixada ao componente de malha. o componente de malha pode ter uma pluralidade de áreas salientes, que se estendem para fora e para longe de um espaço dentro da parte superior, para receber um pé de um usuário. as áreas salientes podem incluir um ou ambos de (a) uma primeira estrutura tubular e um cordão embutido estendendo-se ao longo da primeira estrutura tubular, e (b) uma segunda estrutura tubular e seções de fio estendendo-se ao longo da segunda estrutura tubular.
Description
[001] Esse Pedido de Patente Não-provisória reivindica prioridade sob 35 U.S.C § 119, ao Pedido de Patente Provisória dos EUA número de série 61/727.010, que foi depositado na U.S. Patent and Trademark Office (Repartição de Marcas e Patentes dos E.U.A.) em 15 de novembro de 2012 e intitulado “Article Of Footwear Incorporating A Knitted Component,” (Artigo de calçado com um componente de malha), cuja divulgação é inteiramente incorporada neste documento por referência.
[002] Artigos convencionais de calçado geralmente incluem dois elementos básicos, uma parte superior e uma estrutura de sola. A parte superior é fixada à estrutura de sola e forma um espaço vazio no interior do calçado para, de forma confortável e segura, acolher um pé. A estrutura de sola é fixada a uma superfície inferior da parte superior, de modo a ser posicionada entre a parte superior e o solo. Em alguns artigos de calçado esportivo, por exemplo, a estrutura de sola pode incluir uma entressola e uma sola externa. A entressola pode ser formada por um material de espuma de polímero, que atenua as forças de reação do solo, para diminuir tensões sobre pé e perna durante caminhadas, corridas e outras atividades itinerantes. A sola externa é fixada a uma superfície inferior da entressola e forma uma porção de apoio no solo da estrutura de sola, que é formada por um material durável e resistente ao desgaste. A estrutura de sola também pode inclui uma palmilha, posicionada dentro do espaço vazio e próxima a uma superfície inferior do pé, para aumentar o conforto do calçado.
[003] A parte superior geralmente se estende sobre as áreas do peito do pé e do dedo do pé, ao longo das faces medial e lateral do pé, e ao redor da área do calcanhar do pé. Em alguns artigos de calçado, como calçados para basquete e botas, a parte superior pode se estender para cima e ao redor do tornozelo para fornecer suporte ou proteção ao tornozelo. O acesso ao espaço vazio no interior da parte superior é geralmente fornecido por uma abertura de tornozelo em uma região do calcanhar do calçado. Um sistema de cadarço é frequentemente incorporado na parte superior, para regular o ajuste da parte superior, permitindo, assim, entrada e saída do pé no espaço vazio da parte superior. O sistema de cadarço também permite que o usuário modifique certas dimensões da parte superior, particularmente o perímetro, para acomodar os pés com dimensões variadas. Além disso, a parte superior pode incluir uma lingueta, que se estende sob o sistema de cadarço, para melhorar o ajuste do calçado, e a parte superior pode incorporar um contraforte de calcanhar, para limitar o movimento do calcanhar.
[004] Vários materiais são convencionalmente utilizados na fabricação da parte superior. A parte superior do calçado esportivo, por exemplo, pode ser formada a partir de vários elementos de materiais. Os materiais podem ser selecionados com base em várias propriedades, incluindo resistência ao esticamento, resistência ao desgaste, flexibilidade, permeabilidade ao ar, compressibilidade e antiumidade, por exemplo. No que se refere a uma parte externa da parte superior, a área do dedo do pé e a área do calcanhar podem ser formadas de couro, couro sintético ou um material de borracha para conferir um grau relativamente elevado de resistência ao desgaste. Couro, couro sintético e materiais de borracha podem não apresentar o grau desejado de flexibilidade e permeabilidade ao ar para diversas outras áreas externas. Nesse sentido, outras áreas da parte externa podem ser formadas por um tecido sintético, por exemplo. A parte externa da parte superior pode ser formada, portanto, por inúmeros elementos materiais, onde cada qual confere propriedades diferentes para a parte superior. Uma camada intermediária ou central da parte superior pode ser formada por um material de espuma de polímero leve, que proporciona amortecimento e aumento de conforto. Da mesma forma, uma parte interna da parte superior pode ser formada por um tecido confortável e com antiumidade, que remove transpiração da área imediatamente em torno do pé. Os diversos elementos materiais e outros componentes podem ser unidos por um adesivo ou costura. Em conformidade, a parte superior convencional é formada por vários elementos materiais, onde cada qual confere propriedades diferentes para várias áreas do calçado.
[005] Um artigo de calçado tem uma parte superior e uma estrutura de sola fixada à parte superior. Em várias configurações, a parte superior inclui um componente de malha tendo uma pluralidade de áreas salientes que se estendem para fora e para longe de um espaço vazio dentro da parte superior para acolher um pé de um usuário. As áreas salientes incluem uma ou ambas de (a) uma primeira estrutura tubular e um cordão embutido, estendendo-se ao longo da primeira estrutura tubular e (b) uma segunda estrutura tubular e seções de fio estendendo-se ao longo da segunda estrutura tubular. Além disso, uma camada superficial pode ser fixada ao componente de malha.
[006] Um método para fabricar uma parte superior para um artigo de calçado pode incluir posicionar uma camada superficial adjacente a um componente de malha e em uma configuração de sobreposição, o componente de malha tendo regiões com diferentes espessuras. A camada superficial e o componente de malha podem estar localizados entre uma primeira superfície e uma segunda superfície de uma prensa. A primeira superfície inclui um primeiro material, e a segunda superfície inclui um segundo material, o primeiro material tendo compressibilidade maior do que o segundo material. Além disso, a camada superficial e o componente de malha podem ser comprimidos entre a primeira superfície e a segunda superfície para unir a camada superficial ao componente de malha.
[007] Um artigo de calçado tem uma parte superior e uma estrutura de sola fixada à parte superior. Em várias configurações, a parte superior inclui uma região de pé e uma região de tornozelo. A região de pé cobre, pelo menos, uma porção de um pé de um usuário e inclui uma parte de pé de um componente de malha. A região de tornozelo cobre, pelo menos, uma porção de um tornozelo do usuário e inclui uma parte de tornozelo do componente de malha. A parte de pé e a parte de tornozelo do componente de malha são formadas a partir da construção de malha unitária. A região de pé tem um primeiro grau de esticamento e a região de tornozelo tem um segundo grau de esticamento, com o primeiro grau de esticamento sendo menor que o segundo grau de esticamento.
[008] Um artigo de calçado tem uma parte superior e uma estrutura de sola fixada à parte superior. Em várias configurações, a parte superior inclui um componente de malha, estendendo-se através de uma área estreitada da parte superior. O componente de malha define um canal na área estreitada, com o canal incluindo duas camadas de malha sobrepostas, formadas de construção de malha unitária. A parte superior também inclui uma pluralidade de elementos acolhedores de cadarço, localizados em faces opostas da área estreitada, dois dos elementos acolhedores de cadarço estando localizados adjacentes às extremidades opostas do canal. Um cadarço se estende através do canal e envolve os elementos acolhedores do cadarço.
[009] As vantagens e características da inovação, caracterizando aspectos da invenção, são apontadas com particularidade na reivindicação acrescentada. Para obter uma melhor compreensão das vantagens e características da inovação, no entanto, referências podem ser feitas para o seguinte assunto descrito e figuras anexas, que descrevem e ilustram várias configurações e conceitos relacionados à invenção.
[010] A invenção pode ser mais bem compreendida, tendo como referência os seguintes desenhos e descrições. Os componentes nas figuras não estão necessariamente em escala, sendo dada, ao invés disso, ênfase para ilustrar os princípios da invenção. Além disso, nas figuras, numerais de referência similares designam partes correspondentes ao longo das diferentes vistas.
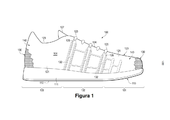
[011] A Figura 1 é uma vista da face lateral em elevação de uma primeira configuração de um artigo de calçado.
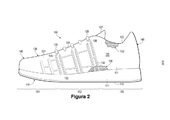
[012] A Figura 2 é uma vista lateral medial em elevação da primeira configuração do artigo de calçado.
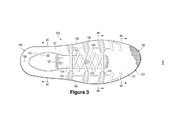
[013] A Figura 3 é uma vista plana de topo da primeira configuração do artigo de calçado.
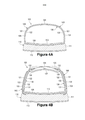
[014] As Figuras 4A a 4C são vistas em cortes transversais da primeira configuração do artigo de calçado, conforme respectivamente definido pelas linhas de corte 4A a 4C na Figura 3.
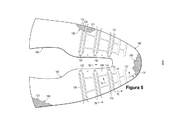
[015] A Figura 5 é uma vista plana de topo de um componente de malha e de uma camada superficial de uma parte superior da primeira configuração do artigo de calçado.
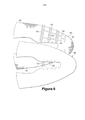
[016] A Figura 6 é uma vista plana de topo explodida do componente de malha e da camada superficial.
[017] As Figuras 7A a 7C são vistas em cortes transversais do componente de malha e da camada superficial, conforme respectivamente definido pelas linhas de corte 7A a 7C na Figura 5.
[018] As Figuras 8A e 8B são vistas em perspectiva de uma porção exemplar do componente de malha e da camada superficial.
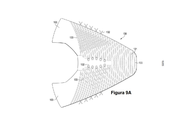
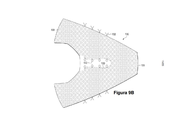
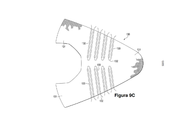
[019] As Figuras 9A a 9C são vistas planas de topo, ainda retratando configurações do componente de malha.
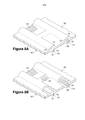
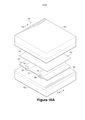
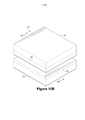
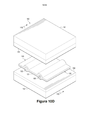
[020] As Figuras 10A a 10D são vistas em perspectiva de um processo para utilizar uma prensa para unir o componente de malha e a camada superficial.
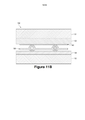
[021] As Figuras 11A a 11D são vistas em cortes transversais do processo para utilizar a prensa, conforme definido respectivamente pelas linhas de corte 11A a 11D nas Figuras 10A a 10D.
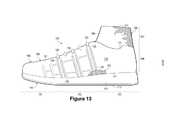
[022] A Figura 12 é uma vista em elevação da face lateral de uma segunda configuração do artigo de calçado.
[023] A Figura 13 é uma vista em elevação da face medial da segunda configuração do artigo de calçado.
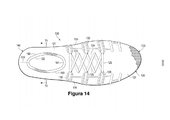
[024] A Figura 14 é uma vista plana de topo da segunda configuração do artigo de calçado.
[025] A Figura 15 é uma vista em corte transversal da segunda configuração do artigo de calçado, conforme definido pela linha de corte 15 na Figura 14.
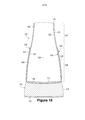
[026] A Figura 16 é uma vista plana de topo de uma terceira configuração do artigo de calçado.
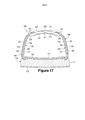
[027] A Figura 17 é uma vista em corte transversal da terceira configuração do artigo de calçado, conforme definido pela linha de corte 17 na Figura 16.
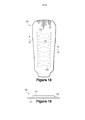
[028] A Figura 18 é uma vista plana de topo de uma lingueta da terceira configuração do artigo de calçado.
[029] A Figura 19 é uma vista em corte transversal da lingueta, conforme definida pela linha de corte 19 na Figura 18.
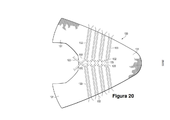
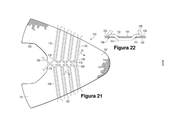
[030] As Figuras 20 e 21 são vistas planas de topo de outras configurações do componente de malha e de um cadarço.
[031] A Figura 22 é uma vista em corte transversal, conforme definida pela linha de corte 22 na Figura 21.
[032] A Figura 23 é uma vista plana de fundo de uma configuração do componente de malha, que inclui uma camada interior.
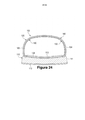
[033] A Figura 24 é uma vista em corte transversal do artigo de calçado, correspondente à Figura 4A e retratando a camada interior.
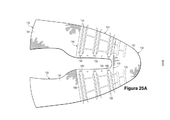
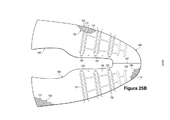
[034] As Figuras 25A e 25B são vistas planas de topo correspondentes a Figura 5 e retratando outras configurações para a camada superficial de uma parte superior da primeira configuração do artigo de calçado.
[035] A seguinte discussão e figuras anexas divulgam um artigo de calçado, tendo uma parte superior que inclui um componente de malha e uma camada superficial. O artigo de calçado é divulgado como tendo uma configuração geral apropriada para caminhada ou corrida. Conceitos associados ao calçado, incluindo a parte superior, também podem ser aplicados a uma variedade de outros tipos de calçado esportivo, incluindo tênis para beisebol, tênis para basquete, tênis para treinamento cruzado, tênis para ciclismo, tênis para futebol americano, chuteiras, tênis para corridas, tênis tipo sapato, tênis para caminhada, por exemplo. Os conceitos também podem ser aplicados aos tipos de calçado, que geralmente são considerados como não esportivos, incluindo sapatos, mocassim, sandálias e botas. Os conceitos divulgados neste documento se aplicam, portanto, a uma grande variedade de tipos de calçado.
[036] Um artigo de calçado 100 é descrito nas Figuras 1-4C, conforme incluindo uma estrutura de sola 110 e uma parte superior 120. Enquanto que a estrutura de sola 110 se localiza abaixo e sustenta um pé de um usuário, a parte superior 120 fornece uma cobertura segura e confortável para o pé. Como tal, o pé deve estar localizado dentro de um espaço vazio na parte superior 120 para proteger, de modo eficaz, o pé dentro do calçado 100 ou, de outra forma, unir o pé e o calçado 100. Além disso, a estrutura da sola 110 é fixada a uma área inferior da parte superior 120 e se estende entre o pé e o solo, para atenuar as forças de reação do solo (ou seja, palmilha), proporcionar tração, aumentar a estabilidade e influenciar os movimentos do pé, por exemplo.
[037] Para fins de referência, o calçado 100 pode ser dividido em três regiões gerais: uma região de antepé 101, uma região de médio pé 102 e uma região de calcanhar 103. A região de antepé 101 geralmente engloba porções de calçado 100 correspondentes a porções dianteiras do pé, incluindo os dedos e articulações conectando os metatarsos com as falanges. Região de médio pé 102 geralmente engloba porções de calçado 100 correspondentes a porções centrais do pé, incluindo uma área de arco. A região de calcanhar 103 geralmente engloba porções de calçado 100 correspondentes a partes traseiras do pé, incluindo o calcanhar e o osso calcâneo. O calçado 100 também inclui uma face lateral 104 e uma face medial 105, que se estendem através de cada uma das regiões 101-103 e correspondem às faces opostas do calçado 100. Mais particularmente, a face lateral 104 corresponde a uma área externa do pé (ou seja, a superfície voltada para longe do outro pé), e a face medial 105 corresponde à área interna do pé (ou seja, a superfície voltada para a direção do outro pé). As regiões 101-103 e faces 104-105 não são destinadas a demarcar áreas precisas do calçado 100. Pelo contrário, as regiões 101-103 e faces 104-105 se destinam a representar áreas gerais do calçado 100, para auxiliar na discussão a seguir. Além do calçado 100, regiões 101-103 e faces 104-105 também podem ser aplicadas à estrutura de sola 110, parte superior 120 e seus elementos individuais.
[038] Os elementos primários da estrutura de sola 110 são uma entressola 111, uma sola externa 112 e uma palmilha 113. A entressola 111 é fixada a uma superfície inferior da parte superior 120 e pode ser formada por um elemento de espuma de polímero compressível (por exemplo, uma espuma de poliuretano ou etilvinilacetato), que atenua as forças de reação do solo (ou seja, proporciona amortecimento), quando comprimida entre o pé e o chão durante caminhadas, corridas ou outras atividades itinerantes. Em outras configurações, a entressola 111 pode incorporar placas, moderadores, câmaras cheias de líquido, elementos duráveis ou membros de controle de movimento, que atenuam outras forças, aumentam a estabilidade ou influenciam nos movimentos do pé, ou a entressola 111 pode ser formada principalmente por uma câmara cheia de líquido. A sola externa 112 é fixada a uma superfície inferior da entressola 111 e pode ser formada por um material de borracha resistente ao desgaste, que é texturizado para conferir tração. A palmilha 113 está localizada dentro do espaço vazio na parte superior 120 e é posicionada para se estender sob uma superfície inferior do pé, para aumentar o conforto do calçado 100. Embora essa configuração para estrutura de sola 110 forneça um exemplo de uma estrutura de sola, que pode ser usada em conexão com a parte superior 120, uma variedade de outras configurações não convencionais ou convencionais para estrutura de sola 110 também pode ser utilizada. Nesse sentido, as características da estrutura de sola 110, ou qualquer estrutura de sola utilizada com a parte superior 120, pode variar consideravelmente.
[039] A parte superior 120 inclui uma superfície externa 121 e uma superfície interna oposta 122. Considerando que a superfície externa 121 está voltada para fora e para longe do calçado 100, a superfície interior 122 está voltada para dentro e define uma maior parte, ou uma porção relativamente grande, do espaço vazio dentro do calçado 100 para acolher o pé. O espaço vazio é moldado para acomodar o pé. Portanto, quando o pé está localizado dentro do espaço vazio, a parte superior 120 se estende ao longo de uma face lateral do pé, ao longo de uma face medial do pé, sobre o pé, ao redor do calcanhar e sob o pé. Além disso, a superfície interna 122 pode assentar o pé ou uma meia cobrindo os pés. A parte superior 120 também inclui um colar 123, que está localizado principalmente na região do calcanhar 103 e forma uma abertura que fornece ao pé um acesso ao espaço vazio. Mais particularmente, o pé pode ser inserido na parte superior 120, através da abertura formada pelo colar 123, e o pé pode ser retirado da parte superior 120 através da abertura formada pelo colar 123.
[040] Uma área estreitada 124 da parte superior 120 está localizada à frente do colar 123 e, principalmente, na região do médio pé 102. Embora a extensão da área estreitada 124 possa variar, a área estreitada 124 corresponde a uma região do peito do pé, ou a uma superfície superior do pé, e inclui um cadarço 125, uma pluralidade de elementos acolhedores de cadarço 126 e uma lingueta 127. O cadarço 125 envolve os vários elementos acolhedores de cadarço 126 e segue um trajeto em zigue-zague entre elementos acolhedores de cadarço 126. Além disso, o cadarço 125 passa repetidamente em cruz pela área estreitada 124 e entre faces opostas da área estreitada 124. Ao usar o calçado 100, o cadarço 125 permite ao usuário modificar as dimensões da parte superior 120 para acomodar as proporções do pé. Mais particularmente, o cadarço 125 pode ser manipulado de forma convencional para permitir ao usuário (a) apertar a parte superior 120 em torno do pé e (b) afrouxar a parte superior 120 para facilitar a inserção e retirada do pé do espaço vazio na parte superior 120 (ou seja, através da abertura formada pelo colar 123). Embora elementos acolhedores de cadarço 126 sejam retratados como aberturas na parte superior 120, e com o cadarço 125 passando através das aberturas, elementos acolhedores de cadarço 126 podem ser laços, ilhós, ganchos ou anéis-D.
[041] Uma maioria da parte superior 120 é formada por um componente de malha 130 e uma camada superficial 140, que são retratados separados do restante do calçado 100 nas Figuras 5 e 6. O componente de malha 130 pode, por exemplo, ser fabricado através de um processo para confecção de malha plana e se estende através de cada uma das regiões 101-103, ao longo da face lateral 104 e da face medial 105, sobre a região do antepé 101 e em torno de região do calcanhar 103. Embora porções do componente de malha 130 formem a superfície externa 121, o componente de malha 130 forma uma maioria, ou uma porção relativamente grande, da superfície interna 122, definindo, assim, uma porção do espaço vazio dentro da parte superior 120. Em algumas configurações, o componente de malha 130 pode também se estender sob o pé. Para fins de exemplo em várias figuras, no entanto, uma palmilha Strobel 128 é fixada ao componente de malha 130 e forma uma maioria da porção da parte superior 120, que se estende sob o pé. Nesta configuração, a palmilha 113 se estende sobre a palmilha Strobel 128 e forma uma superfície, sobre a qual o pé repousa. Além disso, uma costura 129 se estende verticalmente pela região do calcanhar 103, conforme ilustrado nas Figuras 3 e 4C, para juntar as bordas do componente de malha 130.
[042] A camada superficial 140 se assenta adjacente ao componente de malha 130 e é fixada a uma parte externa do componente de malha 130, formando, assim, uma maioria, ou uma parte relativamente grande, da superfície externa 121. Vários materiais podem ser utilizados para formar a camada superficial 140, incluindo uma folha de polímero, elementos de couro ou couro sintético, um tecido, tecido ou não tecido, ou uma folha de metal. Tal como acontece com o componente de malha 130, a camada superficial 140 se estende através de cada uma das regiões 101-103, ao longo da face lateral 104 e da face medial 105, sobre a região do antepé 101 e em torno da região do calcanhar 103. A camada superficial 140 é descrita como não possuindo porções da área estreitada 124 (por exemplo, lingueta 127) e superfície interna 122. Em outras configurações de calçado 100, a camada superficial 140 pode não possuir outras áreas da parte superior 120 ou pode se estender sobre porções da área estreitada 124 e para dentro da superfície interna 122.
[043] A combinação do componente de malha 130 e camada superficial 140 fornece várias vantagens para o calçado 100. Como exemplo, o componente de malha 130 e a camada superficial 140 concedem um ajuste relativamente justo e semelhante a luva à parte superior 120, que segura o pé dentro de calçado 100 durante caminhadas, corridas e outras atividades itinerantes. Quando formado como uma chuteira, por exemplo, o ajuste relativamente justo e semelhante a luva pode fornecer ao usuário uma melhor sensibilidade e controle de uma bola. A camada superficial 140 também pode ser utilizada para reforçar áreas da parte superior 120. Por exemplo, a camada superficial 140 pode inibir o esticamento no componente de malha 130 e pode melhorar a resistência ao desgaste ou resistência à abrasão da parte superior 120. A camada superficial 140 também pode conferir resistência à água ao calçado 100. Além disso, formar o calçado 100, nesta configuração, pode fornecer um peso ou massa relativamente leve, apoio para o pé, ajuste uniforme e conformidade com o formato do pé, e um interior relativamente sem costura com aprimorado conforto para o usuário.
[044] A descrição acima apresenta várias características e elementos da parte superior 120. Em outras configurações de calçado 100, no entanto, a parte superior 120 também pode incluir um ou mais de (a) um contraforte na região do calcanhar 103, para melhorar a estabilidade, (b) um guarda dedo na região do antepé 101, que é formado por um material resistente ao desgaste e (c) logotipos, marcas registradas e etiquetas com instruções de cuidados e informações relevantes. Nesse sentido, a parte superior 120 pode incorporar uma variedade de outras características e elementos, além das características e elementos descritos neste documento e mostrados nas figuras.
[045] O componente de malha 130 se estende ao longo da parte superior 120 e forma uma maior parte da superfície interna 122, definindo, assim, uma porção do espaço vazio dentro da parte superior 120. Embora as costuras possam estar presentes no componente de malha 130, uma maior parte dos componentes de malha 130 tem uma configuração substancialmente sem costura. Além disso, o componente de malha 130 pode ser formado por construção de malha unitária. Como utilizado neste documento, um componente de malha (por exemplo, o componente de malha 130) é definido como sendo formado por "construção de malha unitária", quando formado como um elemento de peça única através de um processo para confecção de malhas. Isto é, o processo para confecção de malhas forma substancialmente as várias características e estruturas do componente de malha 130, sem a necessidade de processos ou etapas de fabricação adicionais significativas. Embora porções do componente de malha 130 possam ser unidas entre si (por exemplo, bordas do componente de malha 130, sendo unidas entre si, como na costura 129), seguindo o processo para confecção de malhas, o componente de malha 130 permanece formado por construção de malha unitária, porque é formado como um elemento de malha de peça única. Além disso, o componente de malha 130 permanece formado por construção de malha unitária, quando outros elementos (por exemplo, o cadarço 125, logotipos da palmilha strobel 128, marcas comerciais, etiquetas) são adicionados seguindo o processo para confecção de malhas. Exemplos de várias configurações de componentes de malha, que podem ser utilizados para o componente de malha 130, são divulgados na Patente dos E.U.A. Número 6.931.762 de Dua; Patente dos E.U.A. Número 7.347.011 de Dua e outros; Publicação do Pedido de Patente dos E.U.A. 2008/0110048 de Dua e outros; Publicação do Pedido de Patente dos E.U.A. 2010/0154256 de Dua; e Publicação do Pedido de Patente dos E.U.A. 20120233882 de Huffa e outros, cada um dos quais sendo totalmente incorporados neste documento por referência.
[046] Os elementos primários do componente de malha 130 são um elemento de malha 131 e um cordão embutido 132. O elemento de malha 131 é formado por, pelo menos, um fio que é manipulado (por exemplo, com uma máquina de confecção de malha) para formar uma pluralidade de laços entrelaçados, que definem uma variedade de colunas e fileiras. Ou seja, o elemento de malha 131 tem a estrutura de um tecido de malha. O cordão embutido 132 se estende através do elemento de malha 131 e passa entre os vários laços dentro do elemento de malha 131. Embora o cordão embutido 132 se estenda geralmente ao longo de colunas dentro do elemento de malha 131, o cordão embutido 132 também pode se estender ao longo de fileiras dentro do elemento de malha 131. As vantagens de cordões embutidos 132 incluem fornecimento de suporte, estabilidade e estrutura. Por exemplo, o cordão embutido 132 auxilia a fixar a parte superior 120 em torno do pé, limita a deformação em áreas da parte superior 120 (por exemplo, confere resistência ao esticamento) e opera em conexão com o cadarço 125, para melhorar o ajuste do calçado 100. A Publicação do Pedido de Patente dos E.U.A. 20120233882 de Huffa e outros, que foi referenciada acima e incorporados neste documento, fornece descrição da maneira, na qual o componente de malha 130 pode ser formado, incluindo o processo de embutir ou, de outro modo, posicionar o cordão embutido 132 dentro do elemento de malha 131.
[047] O elemento de malha 131 pode incorporar diversos tipos e combinações de pontos e fios. No que diz respeito a pontos, o fio, formando o elemento malha 131, pode ter um tipo de ponto em uma área do elemento de malha 131 e outro tipo de ponto em outra área do elemento de malha 131. Dependendo dos tipos e combinações de pontos utilizados, áreas do elemento de malha 131 podem ter uma estrutura de malha lisa, uma estrutura de malha em tela ou uma estrutura de malha canelada, por exemplo. Os diferentes tipos de pontos podem afetar as propriedades físicas do elemento de malha 131, incluindo estética, esticamento, espessura, permeabilidade ao ar e resistência à abrasão do elemento de malha 131. Ou seja, os diferentes tipos de pontos podem conferir propriedades diferentes para diferentes áreas do componente de malha 130. No que se refere a fios, o elemento de malha 131 pode ter um tipo de fio em uma área do elemento de malha 131 e outro tipo de fio em outra área do elemento de malha 131. Dependendo de vários critérios de projeto, o elemento de malha 131 pode incorporar fios com diferentes deniers, materiais (por exemplo, algodão, elastano, poliéster, raion, lã e náilon) e graus de torção, por exemplo. Os diferentes tipos de fios podem afetar propriedades físicas do elemento de malha 131, incluindo estética, esticamento, espessura, permeabilidade ao ar e resistência à abrasão do elemento de malha 131. Ou seja, os diferentes tipos de fios podem conferir propriedades diferentes para diferentes áreas do componente de malha 130. Através da combinação de vários tipos e combinações de pontos e fios, cada área do elemento de malha 131 pode ter propriedades específicas que melhoram o conforto, durabilidade e desempenho do calçado 100. Em algumas configurações, vários fios com diferentes cores podem ser utilizados para formar o componente de malha 130. Quando fios com diferentes cores são torcidos juntos e depois confeccionados, o componente de malha 130 pode ter uma aparência texturizada com múltiplas cores, aleatoriamente distribuídas, pela parte superior 120.
[048] Um ou mais dos fios dentro do elemento de malha 131 podem ser parcialmente formados por um material de polímero termoplástico, que amolece ou derrete quando aquecido e retorna a um estado sólido, quando resfriado. Mais particularmente, o material de polímero termoplástico transita de um estado sólido para um estado amolecido ou líquido, quando submetido a calor suficiente e, em seguida, o material de polímero termoplástico transita de um estado amolecido ou líquido para o estado sólido, quando suficientemente arrefecido. Como tal, materiais de polímero termoplástico são frequentemente usados para unir dois objetos ou elementos entre si. Neste caso, um fio, incorporando material de polímero termoplástico, pode ser utilizado para unir (a) o fio a outras partes do fio, (b) o fio a outros fios, (c) o fio ao cordão embutido 132, ou (d) o componente de malha 130 à camada superficial 140, por exemplo.
[049] O cordão embutido 132, tal como acima referido, se estende através do elemento de malha 131 e passa entre os vários laços dentro do elemento de malha 131. Mais particularmente, o cordão embutido 132 está localizado dentro da estrutura de malha do elemento de malha 131. Referindo-se às Figuras 7A e 7B, por exemplo, o elemento de malha 131 forma duas camadas de tecido separadas e espaçadas, que definem efetivamente um canal ou estrutura tubular, e o cordão embutido 132 estando localizado entre as camadas espaçadas de tecido. Em algumas configurações, no entanto, o elemento de malha 131 pode ter a configuração de uma camada única de tecido na área do cordão embutido 132. Em qualquer configuração, o cordão embutido 132 está localizado dentro do elemento de malha 131 e entre superfícies opostas do elemento de malha 131. Embora o cordão embutido 132 esteja principalmente dentro do elemento de malha 131, porções do cordão embutido 132 podem ser visíveis, ou expostas, em uma ou ambas as superfícies do elemento de malha 131.
[050] Quando o componente de malha 130 é incorporado ao calçado 100, o cordão embutido 132 se estende em uma direção, geralmente vertical, da área estreitada 124 para uma área onde a estrutura de sola 110 esteja fixada à parte superior 120. Mais particularmente, o cordão embutido passa repetidamente através do elemento de malha 131, da área estreitada 124 para uma área adjacente à estrutura de sola 110. Na área estreitada 124, o cordão embutido também pode se estender em torno dos elementos acolhedores de cadarço 126, formando, assim, laços através dos quais o cadarço 125 passa. Em comparação com o elemento de malha 131, o cordão embutido 132 pode apresentar maior resistência ao esticamento. Ou seja, o cordão embutido 132 pode esticar menos do que o elemento de malha 131. Dado que várias seções de cordão embutido 132 se estendem em direção à estrutura de sola 110 da área estreitada 124, o cordão embutido 132 confere resistência ao esticamento a esta área da parte superior 120. Além disso, aplicar tensão sobre o cadarço 125 pode transmitir tensão ao cordão embutido 132, induzindo, assim, a porção da parte superior 120, entre a área estreitada 124 e a estrutura de sola 110, a assentar o pé. Como tal, o cordão embutido 132 opera em conexão com o cadarço 125 para ajudar na fixação da parte superior 120 em torno do pé e melhorar o ajuste do calçado 100.
[051] A configuração do cordão embutido 132 pode variar significativamente. Além de fio, o cordão embutido 132 pode ter as configurações de um filamento (por exemplo, um monofilamento), segmento de fio, corda, teia, cabo ou corrente, por exemplo. Em comparação com os fios, que formam o elemento de malha 131, a espessura do cordão embutido 132 pode ser maior. Em algumas configurações, o cordão embutido 132 pode ter uma espessura significativamente maior do que os fios do elemento de malha 131. Além disso, os materiais, que formam o cordão embutido 132, podem incluir qualquer um dos materiais para o fio dentro do elemento de malha 131, tais como algodão, elastano, poliéster, raion, lã e náilon, mas podem também incluir metais e uma variedade de filamentos projetados, que são utilizados para aplicações de alta resistência à tração, incluindo vidro, aramidas (por exemplo, para-aramida e meta-aramida), polietileno com ultra-alto peso molecular e polímero de cristal líquido. Como outro exemplo, um segmento de fio de poliéster trançado também pode ser utilizado como cordão embutido 132.
[052] A combinação de componente de malha 130 e camada superficial 140 fornece várias vantagens ao calçado 100. No entanto, em algumas configurações, a camada superficial 140 pode não estar presente no calçado 100. Ou seja, o componente de malha 130 pode ser utilizado individualmente para formar porções da parte superior 120, e o componente de malha 130 pode formar uma maioria de porções relativamente grandes de cada uma das superfícies 121 e 122. Além disso, a presença de áreas salientes 133, quando a camada superficial 140 não está presente, pode conferir espessura ou espaço adicional à parte superior 120, ao mesmo tempo variando, também, as propriedades de esticamento da parte superior 120. Embora descrito em combinação com a camada superficial 140, o componente de malha 130 pode, portanto, ser utilizado individualmente.
[053] A camada superficial 140 se assenta adjacente ao componente de malha 130 e é fixada ao componente de malha 130 para formar uma porção da superfície externa 121. Conforme observado acima, a camada superficial 140 pode ser formada por uma folha de polímero, elementos de couro ou couro sintético, um tecido tecido ou não tecido, ou por uma folha de metal. Quando formada como uma folha de polímero ou camada de polímero, a camada superficial 140 pode inicialmente ser um filme de polímero, tela de polímero, pó de polímero ou resina de polímero, por exemplo. Com qualquer uma dessas estruturas, uma variedade de materiais de polímero pode ser utilizada para a camada superficial 140, incluindo poliuretano, poliéster, poliuretano poliéster, náilon e poliuretano poliéter. Um exemplo de um tecido não tecido com filamentos de polímero termoplástico, que pode ser ligado ao componente de malha 130, é divulgado na Publicação do Pedido de Patente dos E.U.A. 2010/0199406 de Dua e outros, que é incorporada neste documento por referência. Além disso, considerações adicionais, relativas à camada superficial 140, podem ser encontradas na Publicação do Pedido de Patente dos E.U.A. 2012/0246973 de Dua, que é incorporada neste documento por referência.
[054] Embora a camada superficial 140 possa ser formada por um material de polímero termofixo, muitas configurações de camada superficial 140 são formadas por materiais de polímero termoplástico (por exemplo, poliuretano termoplástico). Em geral, um material de polímero termoplástico amolece ou derrete, quando aquecido, e retorna a um estado sólido, quando resfriado. Mais particularmente, o material de polímero termoplástico transita de um estado sólido para um estado amolecido ou líquido, quando submetido a calor suficiente e, em seguida, o material de polímero termoplástico transita do estado amolecido ou líquido para o estado sólido, quando suficientemente arrefecido. Como tal, o material de polímero termoplástico pode ser derretido, moldado, resfriado, derretido novamente, moldado novamente e resfriado novamente, através de vários ciclos. Materiais de polímero termoplástico também podem ser soldados, ou termicamente ligados, a elementos têxteis, como o componente de malha 130.
[055] Em muitas configurações de calçado 100, um elemento único de camada superficial 140 é fixado ao longo do componente de malha 130 e cobre substancialmente todo o componente de malha 130. Em outras configurações, no entanto, diferentes elementos da camada superficial 140 podem ser formados, a partir de diferentes materiais, e posicionados em áreas separadas do componente de malha 130. Ou seja, uma porção da camada superficial 140, formada a partir de um material, pode ser ligada a uma área do componente de malha 130, e outra porção da camada superficial 140, formada a partir de outro material, pode ser ligada a uma área diferente do componente de malha 130. Por variação dos materiais, que formam a camada superficial 140, diferentes propriedades podem ser aplicadas a diferentes áreas da parte superior 120. Em outras configurações, a camada superficial 140 pode cobrir apenas áreas específicas do componente de malha 130, deixando expostas, desse modo, outras áreas do componente de malha 130. A camada superficial 140 pode, portanto, estar ausente de algumas áreas do componente de malha 130.
[056] A camada superficial 140 é descrita acima como sendo posicionada em uma parte externa do componente de malha 130. Em algumas configurações, no entanto, a camada superficial 140 pode ser ligada a uma superfície oposta do componente de malha 130, formando, assim, uma porção da superfície interna 122. Em outras configurações, duas camadas superficiais 140 podem ser ligadas a superfícies opostas do componente de malha 130, ou a camada superficial 140 pode impregnar ou, de outro modo, se estender para dentro do componente de malha 130.
[057] O componente de malha 130 inclui uma pluralidade de áreas salientes 133, que se estendem para fora e para longe do espaço vazio dentro da parte superior 120. Áreas salientes 133 formam protuberâncias, saliências, ressaltos ou outras porções, que se estendem para o exterior, no componente de malha 130. Tal como acontece com o cordão embutido 132, muitas dentre as áreas salientes 133 se estendem em uma direção geralmente vertical e a partir da área estreitada 124 até a área onde a estrutura de sola 110 está fixada à parte superior 120. Algumas das áreas salientes 133 correspondem ao, e incorporam o, cordão embutido 132. Além disso, algumas das áreas salientes 133 se estendem em uma direção geralmente horizontal e entre duas outras áreas salientes 133. Ou seja, as áreas salientes horizontais 133 se estendem entre, e efetivamente se juntam com, duas das áreas verticais salientes 133. Além de proporcionar uma estética exclusiva para o calçado 100, as áreas salientes 133 podem aumentar a resistência da parte superior 120 ou conferir uma variedade de diferentes propriedades à parte superior 120.
[058] A camada superficial 140 se estende sobre as áreas salientes 133 e pode ser fixada às áreas salientes 133, bem como outras áreas do componente de malha 130. Como tal, a camada superior 140 forma protuberâncias, saliências, ressaltos ou outras porções correspondentes, que se estendem para o exterior, nos locais das áreas salientes 133 e na superfície externa 121, como ilustrado nas Figuras 7A e 7C, por exemplo. Uma vantagem dessa configuração é que as propriedades de atrito do calçado 100 podem ser controladas através do padrão específico que as áreas salientes 133 formam na parte superior 120. Como exemplo, a combinação de áreas salientes 133 e camada superficial 140 pode fornecer controle aprimorado de uma bola durante a prática do futebol. Ou seja, um jogador de futebol pode obter um controle aprimorado de uma bola de futebol, através das porções levantadas, ou que se estendem para o exterior da parte superior 120, que são formadas por áreas salientes 133.
[059] Áreas salientes 133 podem ser formadas para ter várias configurações. Isto é, múltiplas estruturas de malha e técnicas de confecção de malha podem ser utilizadas para formar áreas salientes 133. Como exemplos, cada uma das Figuras 8A e 8B retrata um exemplar da porção da parte superior 120 com duas configurações diferentes para áreas salientes 133. Mais particularmente, uma primeira área saliente 133 inclui uma primeira estrutura tubular 134 e uma porção de cordão embutido 132, e uma segunda área saliente 133 inclui uma segunda estrutura tubular 135 e uma pluralidade de seções de fio 136. Cada uma dessas configurações será descrita em mais detalhes abaixo.
[060] A primeira estrutura tubular 134 é uma área do elemento de malha 131 com duas camadas têxteis separadas e espaçadas 137. Considerando que as áreas de borda da primeira estrutura tubular 134 são ligadas e formadas por construção de malha unitária, uma área central não é ligada e forma um canal, no qual o cordão embutido 132 está localizado. Embora a primeira estrutura tubular 134 sozinha seja suficiente para formar uma das áreas salientes 133, a presença do cordão embutido 131 fornece espessura adicional. O cordão embutido 132 se estende longitudinalmente e através da primeira estrutura tubular 134, estendendo-se, assim, ao longo de um comprimento da primeira estrutura tubular 134.
[061] A segunda estrutura tubular 135 é uma área do elemento de malha 131 com duas camadas têxteis separadas e espaçadas 138, tendo, assim, uma configuração, que é semelhante à primeira estrutura tubular 134. Considerando que áreas de borda da segunda estrutura tubular 135 são ligadas e formadas por construção de malha unitária, uma área central não é ligada e forma um canal, no qual a pluralidade de seções de fio 136 está localizada. Embora a segunda estrutura tubular 135 sozinha seja suficiente para formar uma das áreas salientes 133, a presença de seções de fio 136 fornece espessura adicional.
[062] Seções de fio 136 se estendem lateral e transversalmente à segunda estrutura tubular 135, estendendo-se, assim, através de uma largura da segunda estrutura tubular 135, ao invés de ao longo de um comprimento longitudinal da segunda estrutura tubular 135. Embora a maneira, em que seções de fio 136 estão fixadas, possa variar, seções de fio 136 são retratadas de modo entrelaçado nas Figuras 7A, 7C, 8A e 8B e podem formar pontos ‘tuck’ em faces opostas da segunda estrutura tubular 135. Ou seja, pontos ‘tuck’ podem juntar seções de fio 136 com faces opostas da segunda estrutura tubular 135. Como descrito em uma área separada da Figura 8B, uma das áreas salientes 133 (ou seja, uma área saliente horizontal 133) inclui seções de fio adicionais 136 e se estende entre, e efetivamente se junta às, estruturas tubulares, 134 e 135, estendendo-se, assim, da primeira estrutura tubular 134 até a segunda estrutura tubular 135. Embora seções de fio 136 possam se entrelaçar, estendendo-se através da largura da segunda estrutura tubular 135, seções de fio 136 podem ter várias outras configurações. Como exemplos, seções de fio 136 podem se assentar em um plano e não se entrelaçar, ou seções de fio 136 podem se estender longitudinalmente e ao longo de um comprimento da segunda estrutura tubular 135.
[063] Como descrito acima, áreas salientes 133 formam protuberâncias, saliências, ressaltos ou outras partes que se estendem para o exterior no componente de malha 130. Como tal, áreas salientes 133 são porções de componente de malha 130, que têm uma espessura maior do que outras áreas do componente de malha 130. Nessa configuração, uma maioria, ou uma porção relativamente grande, do componente de malha 130 tem uma primeira espessura, e as diversas áreas salientes 133 têm uma segunda espessura, com a primeira espessura sendo menor que a segunda espessura. Dependendo das estruturas de malha e técnicas de confecção de malhas, que são utilizadas para formar o componente de malha 130, bem como os fios utilizados no componente de malha 130, a diferença entre a primeira espessura e a segunda espessura pode variar de um a dez milímetros ou mais. Em muitas configurações, a primeira espessura é menor do que quatro milímetros, e a segunda espessura é, pelo menos, dois milímetros maior do que a primeira espessura.
[064] O padrão específico, que áreas salientes 133 formam na parte superior 120, pode variar significativamente. Referindo-se às Figuras 1 e 2, por exemplo, áreas salientes 133 se estendem através de uma maior parte da face lateral 104 e da face medial 105, mas estão ausentes de uma porção dianteira da região de antepé 101 e de uma porção traseira da região de calcanhar 103. Os locais e configurações das áreas salientes 133 podem, no entanto, variar significativamente. Como um exemplo, a Figura 9A retrata uma configuração, em que o espaçamento entre diversas áreas salientes 133 varia ao longo de componente de malha 130. Além disso, áreas salientes 133, que se estendem entre, e se conectam a, outras áreas salientes 133 estão presentes em algumas áreas, mas ausentes em outras áreas. Embora áreas salientes 133 estejam presentes em uma área do componente de malha 130, que corresponde à região de antepé 101, áreas salientes 133 estão ausentes em áreas que correspondem à região de calcanhar 103. Nessa configuração, o elemento de malha 131 se estende através de uma região correspondente à área estreitada 124, substituindo, assim, a lingueta 127. A Figura 9B retrata outra configuração, em que áreas salientes 133 estão presentes em todo o componente de malha 130. Outra configuração é representada na Figura 9C, em que áreas salientes 133 estão localizadas para corresponder aos cordões embutidos 132, mas estão ausentes em outras áreas. Além disso, em cada uma das configurações retratadas nas Figuras 9A - 9C, porções de cordão embutido 132 são expostas para formar laços que recebem o cadarço 125. Nesse sentido, vários aspectos referentes ao componente de malha 130 e áreas salientes 133 podem variar consideravelmente.
[065] Uma variedade de processos pode ser utilizada para unir o componente de malha 130 e a camada superficial 140. Em algumas configurações, a camada superficial 140 pode ser formada por um material de polímero termoplástico, que pode ser soldado, ou termicamente ligado, ao componente de malha 130. Como descrito acima, um material de polímero termoplástico derrete, quando aquecido, e retorna a um estado sólido, quando resfriado suficientemente. Com base nesta propriedade dos materiais de polímero termoplástico, processos de ligação térmica podem ser utilizados para formar uma ligação térmica, que une porções da camada superficial 140 a porções do componente de malha 130. Como utilizado neste documento, o termo "ligação térmica"ou suas variantes é definido como uma técnica de fixação entre dois elementos que envolve um amolecimento ou derretimento de um material de polímero termoplástico dentro de, pelo menos, um dos elementos, de forma que os materiais dos elementos sejam fixados entre si quando resfriados. Da mesma forma, o termo “termicamente ligado”, ou suas variantes, é definido como a ligação, junção ou estrutura que une dois elementos através de um processo que envolve um amolecimento ou derretimento de um material de polímero termoplástico dentro de, pelo menos, um dos elementos, de forma que os materiais dos elementos sejam fixados entre si, quando resfriados. Como exemplos, ligação térmica pode envolver (a) o derretimento ou amolecimento da camada superficial 140, de forma que o material de polímero termoplástico se misture com materiais do componente de malha 130 e ambos sejam fixados entre si, quando resfriados, e (b) o derretimento ou amolecimento da camada superficial 140, de forma que o material de polímero termoplástico se estenda para dentro ou se infiltre na estrutura do componente de malha 130 (por exemplo, se estenda ao redor ou se ligue a filamentos ou fibras no componente de malha 130) para fixar os elementos entre si, quando resfriados. Além disso, ligação térmica geralmente não envolve o uso de costura ou adesivos, mas envolve a ligação, de forma direta, de elementos entre si por aquecimento. Em algumas situações, no entanto, costura ou adesivos podem ser utilizados para completar a ligação térmica ou a união de elementos através de ligação térmica.
[066] O processo de ligação utiliza uma prensa 150, que inclui uma primeira porção de prensa 151 e uma segunda porção de prensa 152, conforme representado nas Figuras 10A e 11A. Cada uma das porções de prensa 151 e 152 tem superfícies opostas que comprimem o componente de malha 130 e a camada superficial 140 entre si. As superfícies das porções de prensa 151 e 152 são substancialmente planas e incluem materiais com diferentes compressibilidades. Mais particularmente, a primeira porção de prensa 151 inclui um primeiro material 153 e a segunda porção de prensa 152 inclui um segundo material 154. De modo comparativo, o primeiro material 153 tem compressibilidade maior do que o segundo material 154. Como exemplos de materiais adequados (a) o primeiro material 153 pode ser silicone e o segundo material 154 pode ser aço, (b) os dois materiais 153 e 154 podem ser silicone, com o primeiro material 153 tendo espessura maior do que o segundo material 154, ou (c) os dois materiais 153 e 154 podem ser silicone, com o primeiro material 153 tendo menor densidade ou dureza que o segundo material 154. Uma variedade de outros materiais também pode ser utilizada, incluindo diversos polímeros e espumas, como etilvinilacetato e borracha. Uma vantagem do silicone, no entanto, se refere ao conjunto de compressão. Mais particularmente, silicone pode passar por inúmeras operações de compressão sem formar mossas ou outras irregularidades de superfície.
[067] Um processo para ligar ou, de outro modo, unir o componente de malha 130 e a camada superficial 140 será agora descrito. A fim de ilustrar detalhes associados ao processo de ligação, as porções exemplares do componente de malha 130 e camada superficial 140, que são retratadas nas Figuras 8A e 8B, são utilizadas nas Figuras 10A-10D e 11A-11D. Uma pessoa qualificada nessa técnica reconhecerá, no entanto, que os conceitos descritos neste documento, e representados nas figuras, podem ser aplicados à totalidade do componente de malha 130 e da camada superficial 140. Referindo-se novamente às Figuras 10A e 11A, a camada superficial 140 está posicionada adjacente ao componente de malha 130 e em uma configuração de sobreposição. Considerando que a camada superficial 140 está posicionada adjacente à primeira porção da prensa 151, o componente de malha 130 está posicionado adjacente à segunda porção da prensa 152. Mais particularmente, a camada superficial 140 está posicionada para contatar o primeiro material 153 (ou seja, o material mais compressível) e o componente de malha 130 está posicionado para contatar o segundo material 154 (ou seja, o material menos compressível). Para posicionar corretamente o componente de malha 130 e a camada superficial 140, um ou ambos de (a) um gabarito que prende os componentes entre si e (b) um quadro de lançadeira, ou outro dispositivo, que move os componentes, podem ser utilizados. Além disso, um gabarito ou outro dispositivo pode ajudar a garantir que o componente de malha 130 mantenha um formato adequado e mantenha uma configuração, em geral plana, durante o processo de união.
[068] A prensa 150 é utilizada para comprimir o componente de malha 130 e a camada superficial 140 entre si. A fim de juntar o componente de malha 130 e a camada superficial 140, no entanto, um ou ambos dentre componente de malha 130 e camada superficial 140 são aquecidos a uma temperatura que facilita a ligação. Vários aquecedores radiantes, ou outros dispositivos, podem ser utilizados para aquecer o componente de malha 130 e a camada superficial 140, antes da sua colocação entre as porções de prensa 151 e 152. Em alguns processos de fabricação, no entanto, a prensa 150 pode ser aquecida, de forma que o contato entre a prensa 150, o componente de malha 130, e a camada superficial 140 aumente a temperatura dos componentes em um nível que facilite a ligação. Por conseguinte, o ponto, em que um ou ambos dentre o componente de malha 130 e a camada superficial 140 são aquecidos durante esse processo, pode variar.
[069] Uma vez que o componente de malha 130 e a camada superficial 140 estão posicionados, porções de prensa 151 e 152 são movidas, uma em direção à outra, e começam a se fechar sobre os componentes, de forma que (a) a superfície da primeira porção de prensa 151, tendo o primeiro material 153, começa a entrar em contato com a camada superficial 140 e (b) a superfície da segunda porção de prensa 152, tendo o segundo material 154, começa a entrar em contato com o componente de malha 130, como ilustrado nas Figuras 10B e 11B. As porções de prensa 151 e 152, em seguida, são movidas, uma em direção à outra, a fim de comprimir inteiramente os componentes, conforme ilustrado na Figura 10C e 11C. Nesta fase, a camada superficial 140 é efetivamente ligada ou, de outro modo, unida ao componente de malha 130. Mais particularmente, a força compressora da prensa 150, juntamente com a temperatura elevada dos componentes comprimidos, forma uma ligação térmica, que liga o componente de malha 130 e a camada superficial 140.
[070] Como mencionado acima, o primeiro material 153 é comprimido mais facilmente do que o segundo material 154. Referindo-se às Figuras 10C e 11C, as áreas da camada superficial 140, que são adjacentes às áreas salientes 133, são prensadas no primeiro material 153, enquanto que o segundo material 154 permanece mais plano, mas é comprimido em um menor grau. Devido às diferentes compressibilidades entre os materiais 153 e 154, o primeiro material 153 é comprimido nos locais de áreas salientes 133. Além disso, (a) porções da camada superficial 140, que estão em contato com áreas salientes 133 do componente de malha 130, se projetam para dentro da superfície formada pelo primeiro material 153, a uma primeira profundidade e (b) porções da camada superficial 140, que estão em contato com outras regiões do componente de malha 130 (ou seja, regiões com menor espessura) se projetam para dentro da superfície formada pelo primeiro material 153, a uma segunda profundidade, a primeira profundidade sendo maior que a segunda profundidade. Quando a ligação estiver concluída, a prensa 150 é aberta e os componentes ligados são removidos e liberados para resfriar, como ilustrado nas Figuras 10D e 11D. Como uma etapa final no processo, a combinação de componente de malha 130 e camada superficial 140 pode ser incorporada à parte superior 120 do calçado 100.
[071] Durezas, densidades e espessuras relativas entre os materiais 153 e 154 podem variar, de forma considerável, para fornecer diferentes compressibilidades entre as superfícies da prensa 150. Por variação das durezas, densidades e espessuras, as compressibilidades das superfícies podem ser adaptadas para operações ou configurações de prensagem específicas. Embora dureza, densidade e espessura possam ser, cada qual, consideradas, algumas configurações da prensa 150 podem ter os materiais 153 e 154 apenas com durezas diferentes, apenas densidades diferentes, ou apenas espessuras diferentes. Além disso, algumas configurações da prensa 150 podem ter os materiais 153 e 154 com (a) as mesmas durezas e densidades, mas espessuras diferentes, (b) as mesmas durezas e espessuras, mas densidades diferentes, ou (c) as mesmas densidades e espessuras, mas durezas diferentes. Por conseguinte, as várias propriedades de materiais 153 e 154 podem ser modificadas de várias maneiras, para alcançar diferentes compressibilidades relativas entre as superfícies da prensa 150.
[072] Cada um dos materiais 153 e 154 é descrito como tendo uma superfície substancialmente plana. No entanto, dependendo da configuração do componente de malha 130 e das diversas áreas salientes 133, as superfícies de materiais 153 e 154 podem também ser contornadas. Por exemplo, o primeiro material 153 pode incluir várias depressões ou mossas, que correspondem às posições das áreas salientes 133, aumentando, desse modo, o grau em que a camada superior 140 envolve áreas salientes 133.
[073] A prensa 150 fornece um exemplo de um dispositivo, que pode ser utilizado para ligar o componente de malha 130 e a camada superficial 140. Como outro exemplo, uma das porções das prensas 151 e 152 pode ser substituída por uma membrana flexível e uma bomba pode ser utilizada para evacuar o ar entre a membrana e a segunda porção da prensa 152. Quando o ar for evacuado, a membrana fará pressão sobre a camada superficial 140 e induzirá a ligação. Como outro exemplo, um sistema de membrana dupla pode ser utilizado para comprimir o componente de malha 130 e a camada superficial 140 entre si.
[074] Uma vantagem da seleção de materiais 153 e 154 ter diferentes compressibilidades se refere ao aspecto tridimensional da parte superior 120 fornecido pelas áreas salientes 133. Mais particularmente, as diferentes compressibilidades garantem que áreas salientes 133 continuem a formar protuberâncias, saliências, ressaltos ou outras porções estendendo-se para o exterior, quando o componente de malha 130 e a camada superficial 140 são comprimidos e ligados. Na ausência de materiais compressíveis, o grau, em que a parte superior 120 inclui porções estendendo-se para o exterior em áreas salientes 133, pode ser diminuído.
[075] Outra configuração do calçado 100 é retratada nas Figuras 12-15, como incluindo uma tira de tornozelo 160 para cobrir, pelo menos, uma porção de um tornozelo do usuário. Portanto, além de cobrir o pé, a parte superior 120 se estende para cima e cobre uma porção do tornozelo. Para fins de referência, a parte superior 120 pode ser dividida em duas regiões gerais: uma região de pé 106 e uma região de tornozelo 107, como mostrado nas Figuras 12, 13 e 15. A região de pé 106 se estende através de cada uma das regiões 101-103 e, geralmente, engloba porções da parte superior 120 correspondente ao pé. Em muitas configurações de calçado 100, a região de pé 106 corresponde a porções da parte superior 120, que se destinam a estar abaixo do maléolo lateral e do maléolo medial (ou seja, as proeminências ósseas em cada lado do tornozelo) do usuário. A região de tornozelo 107 está localizada principalmente na região de calcanhar 103 e geralmente engloba porções da parte superior 120 correspondente ao tornozelo. Em muitas configurações de calçado 100, a região de tornozelo 107 corresponde a porções da parte superior 120, que se destinam a cobrir e se estender acima do maléolo lateral e do maléolo medial.
[076] A tira de tornozelo 160 é posicionada na região de tornozelo 107 e forma uma parte de tornozelo do componente de malha 130. Uma parte restante do componente de malha 130, que está localizada na região de pé 106, forma uma parte de pé do componente de malha 130. Enquanto que a parte de pé do componente de malha 130 cobre o pé do usuário, a parte de tornozelo do componente de malha 130, que inclui a tira de tornozelo 160, cobre o tornozelo do usuário, quando o calçado 100 é usado. Além disso, a tira de tornozelo 160 e a parte de tornozelo do componente de malha 130 podem ser formadas por construção de malha unitária com a parte de pé do componente de malha 130.
[077] Embora a costura 129 possa estar presente na tira de tornozelo 160, a parte de tornozelo do componente de malha 130 tem uma estrutura contínua, para se estender inteiramente ao redor do tornozelo do usuário. Referindo-se à vista plana de topo da Figura 14, a tira de tornozelo 160 forma uma abertura circular, oval ou, de outro modo, contínua e arredondada 161, que fornece acesso ao espaço vazio dentro da parte superior 120. A abertura 161 pode ter dimensões relativamente grandes, que permitem que o pé passe através, e para dentro, do espaço vazio. Em muitas configurações de calçado 100, no entanto, a abertura 161 se estica para acomodar o pé. Além disso, a tira de tornozelo 160 pode ter dimensões, que são menores do que um tornozelo médio, e a tira de tornozelo pode permanecer um pouco esticada e se assentar firmemente ao redor do tornozelo, uma vez que o pé está posicionado dentro do espaço vazio. Nesse sentido, a tira de tornozelo 160 e outras porções do componente de malha 130 na região de tornozelo 107 podem ser formadas com propriedades de esticamento.
[078] Quando o componente de malha 130 é incorporado ao calçado 100, o cordão embutido 132 se estende em uma direção geralmente vertical e a partir da área estreitada 124 até uma área onde a estrutura de sola 110 está fixada à parte superior 120. Mais particularmente, o cordão embutido passa, repetidamente, através do elemento de malha 131, a partir da área estreitada 124 até uma área adjacente à estrutura de sola 110. Na área estreitada 124, o cordão embutido também pode se estender ao redor dos elementos acolhedores de cadarço 126, formando, assim, laços, através dos quais o cadarço 125 passa. Em comparação com o elemento de malha 131, o cordão embutido 132 pode apresentar maior resistência ao esticamento. Ou seja, o cordão embutido 132 pode esticar menos que o elemento de malha 131. Dado que numerosas seções de cordão embutido 132 se esticam em direção à estrutura de sola 110 da área estreitada 124, o cordão embutido 132 confere resistência ao esticamento a esta área da parte superior 120. Além disso, aplicar tensão sobre o cadarço 125 pode transmitir tensão ao cordão embutido 132, induzindo, assim, a porção da parte superior 120, entre a área estreitada 124 e a estrutura de sola 110, para assentar o pé. Como tal, o cordão embutido 132 opera em conexão com o cadarço 125, para ajudar com a fixação da parte superior 120 em torno do pé e melhorar o ajuste do calçado 100.
[079] A fim de melhorar as propriedades de esticamento da tira de tornozelo 160, a camada superficial 140 pode estar ausente na região de tornozelo 107. Ou seja, a camada superficial 140 pode estar ausente na parte de tornozelo do componente de malha 130. Nessa configuração, a parte de tornozelo do componente de malha 130, incluindo a tira de tornozelo 160, forma uma porção da superfície externa 121 e da superfície interna 122, na região de tornozelo 107. Como tal, a camada superficial 140 e as porções do componente de malha 130, que formam a tira de tornozelo 160, formam uma maior parte da superfície externa 121, e o componente de malha 130 em si pode formar uma porção relativamente grande da superfície interna 122.
[080] Na área da tira de tornozelo 160, a camada superficial 140 forma uma borda côncava 141, que se estende para baixo em cada uma das faces 104 e 105. Mais particularmente, a camada superficial 140 pode estar ausente nas áreas do componente de malha 130, que cobrem o maléolo lateral e o maléolo medial. Uma vantagem dessa configuração é que a tira de tornozelo 160 pode se esticar sobre o maléolo lateral e o maléolo medial, aumentando, assim, o conforto do calçado 100. Em outras configurações, a camada superficial 140 pode se estender para cima, para cobrir o maléolo lateral e o maléolo medial, ou a borda 141 pode ser relativamente reta ou convexa na área da tira de tornozelo 160.
[081] Com base na descrição acima, a tira de tornozelo 160 pode apresentar maior esticamento do que outras porções da parte superior 120. Além de permitir que o pé entre no calçado 100, essa estrutura fornece suporte para o pé e limita o movimento do pé, em relação à estrutura de sola 120. Além disso, a tira de tornozelo 160 pode permanecer em um estado esticado e assentar o tornozelo, quando o calçado 100 for usado, o que confere duas vantagens: em primeiro lugar, a tira de tornozelo 160 impede, ou limita, que sujeira, poeira e outros detritos entrem no calçado 100; em segundo lugar, o usuário pode sentir o contato da tira de tornozelo 160 ao redor do tornozelo, o que aumenta a consciência proprioceptiva do pé do usuário.
[082] Outra configuração do calçado 100 é retratada nas Figuras 16 e 17, incluindo vários canais de cadarço 170 na lingueta 127. O cadarço 125 passa através dos canais de cadarço 170, posicionando, desse modo, porções de cadarço 125 dentro da lingueta 127. Referindo-se às Figuras 18 e 19, que retratam a lingueta 127 separada do restante do calçado 100, cada um dos canais de cadarço 170 são orientados na diagonal, em relação a um eixo longitudinal do calçado 100. As localizações dos canais de cadarço 170 geralmente correspondem às localizações dos elementos acolhedores de cadarço 126, e seguem o trajeto natural do cadarço 125, que passa entre os elementos acolhedores de cadarço 126. Ou seja, as posições e orientações dos canais de cadarço 170 são selecionadas, de forma que dois dos elementos acolhedores de cadarço 126 sejam posicionados adjacentes às extremidades opostas de cada canal de cadarço 170. Com efeito, portanto, canais de cadarço 170 são posicionados ao longo de uma linha, que se estende entre dois elementos acolhedores de cadarço 126. Além disso, o cadarço 125 se estende através dos vários canais de cadarço 170, e envolve elementos acolhedores de cadarço 126, que estão posicionados em faces opostas dos canais de cadarço 170. Como tal, o cadarço 125 segue um trajeto em zigue-zague entre os elementos acolhedores de cadarço 126.
[083] Os canais de cadarço 170 têm uma estrutura, que é semelhante às estruturas tubulares 134 e 135. Como tal, os canais de cadarço 170 incluem duas camadas têxteis separadas e espaçadas 171, que se sobrepõem entre si. Enquanto que áreas de borda dos canais de cadarço 170 são unidas e formadas por construção de malha unitária, uma área central não é unida e forma uma estrutura tubular, na qual o cadarço 125 está localizado. Ou seja, o cadarço 125 se estende longitudinalmente e através de cada canal de cadarço 170, estendendo-se, desse modo, ao longo de um comprimento de cada canal de cadarço 170.
[084] Embora vários métodos possam ser utilizados para formar a lingueta 127, um processo para confecção de malhas (por exemplo, o processo para confecção de malha lisa) pode ser utilizado. Em configurações, onde um processo para confecção de malha similar é utilizado para a lingueta 127 e o componente de malha 130, cada lingueta 127 e componente de malha 130 podem ter propriedades, materiais e estética semelhantes. Além disso, uma vantagem do processo para confecção de malhas é que os canais de cadarço 170 podem ser formados por construção de malha unitária com uma parte restante da lingueta 127, o que fornece fabricação eficiente e confere uma configuração macia e sem costura à lingueta 127.
[085] Uma configuração do componente de malha 130 em combinação com o cadarço 125 é retratada na Figura 20. Tal como acontece com as configurações nas Figuras 9A - 9C, o elemento de malha 131 se estende por uma região correspondente à área estreitada 124, substituindo, desse modo, a lingueta 127. Além disso, o elemento de malha 131 forma os vários canais de cadarço 170. Tal como acontece com os vários canais de cadarço 170 na lingueta 127, os canais de cadarço 170, nesta configuração, são duas camadas têxteis separadas e espaçadas, que se sobrepõem entre si, formadas por construção de malha unitária, e acolhem os cadarços 125.
[086] O cadarço 125 é retratado como se estendendo através dos canais de cadarço 170, na Figura 20. No lugar de aberturas, que formam elementos acolhedores de cadarço 126, o cordão embutido 132 é exposto e forma laços para acolher o cadarço 125. Isto é, os laços, formados por cordão embutido 132, são elementos acolhedores de cadarço 126, que estão posicionados em faces opostas da área estreitada 124. O cadarço 125 se estende através (a) dos laços formados pelo cordão embutido 132 e (b) dos vários canais de cadarço 170. Tal como acontece com a lingueta 127, cada um dos canais de cadarço 170 é orientado na diagonal, em relação a um eixo longitudinal, e segue o trajeto natural do cadarço 125. Ou seja, as posições e orientações dos canais de cadarço 170 são selecionadas, para que dois laços sejam posicionados adjacentes às extremidades opostas de cada canal de cadarço 170. Como tal, o cadarço 125 segue um trajeto em zigue-zague entre os laços formados pelo cordão embutido 132.
[087] Os canais de cadarço 170 podem ter vários comprimentos. Na Figura 16, extremidades dos canais de cadarço 170 estão posicionadas adjacentes a uma borda do componente de malha 130 na área estreitada 124. Embora o componente de malha 130 se sobreponha às porções da lingueta 127, extremidades dos canais de cadarço 170 são expostas e acolhem o cadarço 125. Na Figura 20, extremidades dos canais de cadarço 170 estão posicionadas adjacentes aos laços, que formam elementos acolhedores de cadarço 126. Em qualquer configuração, um ou mais dos canais de cadarço 170 podem ter um comprimento maior do que três centímetros. Em outras configurações, no entanto, os canais de cadarço 170 podem variar de um a mais de dez centímetros.
[088] Outra configuração do componente de malha 130 é retratada nas Figuras 21 e 22, como definindo várias aberturas 172 entre laços formados pelo cordão embutido 132 e na região correspondente à área estreitada 124. As aberturas 172 formam orifícios, que se estendem através do elemento de malha 131. Nessa configuração, o cadarço 125 se estende através das várias aberturas 172, e porções do cadarço 125 são posicionadas adjacentes a uma face oposta do elemento de malha 131. Mais particularmente, o cadarço 125 passa pelos laços formados pelo cordão embutido 132 e entra nas aberturas 172, posicionando, desse modo, porções do cadarço 125, que estão entre os laços adjacentes à face oposta do elemento de malha 131. Os locais das aberturas 172 geralmente correspondem às posições dos laços formados pelo cordão embutido 132 e seguem o trajeto natural do cadarço 125. Ou seja, as aberturas 172 são posicionadas ao longo de uma linha, que se estende entre dois dos laços formados pelo cordão embutido 132.
[089] Várias configurações de calçado 100, parte superior 120, componente de malha 130 e camada superficial 140 são descritas acima. No entanto, essas configurações se destinam a fornecer exemplos de estruturas e outras características, que podem ser incorporados ao calçado 100. Embora muitas variações acerca do calçado 100, parte superior 120, componente de malha 130 e camada superficial 140 sejam possíveis, algumas configurações adicionais são descritas abaixo.
[090] Em muitas configurações de calçado 100, o componente de malha 130 forma uma maioria da superfície interna 122. Referindo-se às Figuras 23 e 24, uma camada interna 180 é descrita como estando fixada ao componente de malha 130 e formando uma porção da superfície interna 122. A camada interna 180 pode inibir o esticamento na parte superior 120 e pode melhorar a resistência ao desgaste ou resistência à abrasão da parte superior 120. A camada interna 180 também pode conferir resistência à água ao calçado 100. Além disso, formar o calçado 100 para incluir a camada interna 180 pode fornecer ajuste uniforme e conformidade com o pé, um interior relativamente sem costura, com maior conforto para o usuário, um peso relativamente leve e um apoio para o pé. Embora a camada interna 180 possa ser utilizada em configurações, que incluem também a camada superficial 140, a camada interna 180 pode ser utilizada na ausência da camada superficial 140 ou como uma substituta para a camada superficial 140.
[091] A camada interna 180 pode se estender, substancialmente, sobre todo o componente de malha 130, ou pode estar ausente em áreas específicas do componente de malha 130. Em áreas correspondentes à região de antepé 101, por exemplo, a camada interna 180 define uma pluralidade de aberturas 181, que podem melhorar as propriedades de esticamento, flexibilidade e capacidade de transpiração da parte superior 120. Por variação do tamanho, posição e número de aberturas 181, as propriedades da parte superior 120 também podem ser variadas. Em áreas adjacentes ao cordão embutido 132, a camada interna 180 é formada para definir aberturas maiores e tem uma estrutura articulada, que pode promover flexibilidade em áreas correspondentes à região de médio pé 102, ao passo que também proporciona estabilidade e resistência ao esticamento. Essa porção da camada interna 180 também pode experimentar tensão e resistir ao esticamento, quando o cadarço 125 for apertado. Como tal, a combinação da camada interna 180 e cordão embutido 132 pode conferir maior resistência ao esticamento na parte superior 120. Em áreas correspondentes à região de calcanhar 103, a camada interna 180 é posicionada para fornecer uma resistência adicional ao esticamento e durabilidade ao colar 123. Também deve ser notado que a camada interna 180 se estende até as bordas do componente de malha 130, que são unidas com a palmilha Strobel 128, que efetivamente ata ou une a camada interna 180 à estrutura de sola 110.
[092] Vários materiais podem ser utilizados para a camada interna 180. Como um exemplo, a camada interna 180 pode ser uma camada de polímero com muitas das propriedades da camada superficial 140. A camada interna 180 também pode ser um tecido, tal como um tecido de microfibra, que é aderido ou ligado ao componente de malha 130. Em algumas configurações, a camada interna 180 pode ter uma configuração em camadas, que inclui um material de polímero termoplástico para ligação térmica com o componente de malha 130.
[093] Embora a camada superficial 140 possa cobrir substancialmente todo o componente de malha 130, a camada superficial 140 pode estar ausente em algumas áreas do componente de malha 130. Tendo como referência exemplos acima descritos, a camada superficial 140 pode estar ausente na área estreitada 124 ou região de tornozelo 107. Como outro exemplo, a Figura 25A retrata a camada superficial 140, como estando presente em áreas correspondentes à região de médio pé 103 e em áreas que incluem o cordão embutido 132, mas ausente em áreas correspondentes ao antepé 101 e região de calcanhar 103. Além disso, a camada superficial 140 cobre algumas das áreas salientes 133, mas deixa expostas outras áreas salientes 133. Nesse sentido, a camada superficial 140 pode cobrir, apenas, áreas específicas do componente de malha 130, deixando expostas, desse modo, outras áreas do componente de malha 130.
[094] Um único elemento da camada superficial 140 é fixado ao componente de malha 130 em muitas configurações acima descritas. Referindo-se à Figura 25B, uma linha de separação 142 se estende longitudinalmente, através de uma área correspondente à região de antepé 101, separando, desse modo, diferentes seções da camada superficial 140. Nessa configuração, cada seção da camada superficial 140 pode ter diferentes propriedades. Mais particularmente, o material formador da camada superficial 140, a espessura do material, ou outras propriedades, podem variar entre as seções da camada superficial 140, conferindo, desse modo, diferentes propriedades para diferentes áreas da parte superior 120. Em outras configurações, a linha de separação 142 pode estar localizada em outras áreas, ou as seções da camada superficial 140 podem estar espaçadas umas das outras para expor uma porção do componente de malha 130.
[095] A invenção é acima divulgada e nas figuras anexas com referência a uma variedade de configurações. A finalidade servida pela divulgação, no entanto, é fornecer um exemplo das várias características e conceitos relacionados à invenção, e não para limitar o escopo da invenção. Uma pessoa qualificada na técnica pertinente reconhecerá que inúmeras variações e modificações podem ser feitas nas configurações acima descritas, sem se afastar do escopo da presente invenção, conforme definido pelas reivindicações anexas.
Claims (20)
1. Método para fabricar uma parte superior para um artigo de calçado, o método CARACTERIZADO pelo fato de que compreende: posicionar uma camada superficial adjacente a um componente de malha e em uma configuração de sobreposição, o componente de malha sendo formado de construção de malha unitária, o componente de malha incluindo uma primeira saliência tubular, uma segunda saliência tubular e uma terceira saliência que se projetam a partir de uma área adjacente do componente de malha, a terceira saliência se estendendo entre e intersectando a primeira saliência tubular e a segunda saliência tubular, uma junção sendo definida onde a terceira saliência se une a uma das primeira e segunda saliências tubulares, as primeira e segunda saliências tubulares, a terceira saliência, e a junção cada uma se projetando para uma mesma altura a partir da área adjacente; localizar a camada superficial e o componente de malha entre uma primeira superfície e uma segunda superfície de uma prensa, a primeira superfície incluindo um primeiro material e a segunda superfície incluindo um segundo material, o primeiro material tendo compressibilidade maior do que o segundo material; e comprimir a camada superficial e o componente de malha entre a primeira superfície e a segunda superfície, para juntar a camada superficial ao componente de malha; em que a compressão da camada superficial e do componente de malha inclui uma saliência cada uma dentre as primeira saliência tubular, segunda saliência tubular, terceira saliência, junção e camada superficial juntas para dentro da primeira superfície; e em que a compressão da camada superficial e do componente de malha inclui saliência do componente de malha para dentro da segunda superfície.
2. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a etapa de localização incluir selecionar (a) o primeiro material tendo uma primeira dureza e (b) o segundo material tendo uma segunda dureza, a primeira dureza sendo inferior à segunda dureza.
3. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar (a) o primeiro material tendo uma primeira espessura e (b) o segundo material tendo uma segunda espessura, a primeira espessura sendo maior que a segunda espessura.
4. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar o primeiro material, como sendo silicone.
5. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar cada um dentre o primeiro material e o segundo material, como sendo silicone.
6. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que ainda inclui uma etapa de aquecer a camada superficial e o componente de malha.
7. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que ainda inclui uma etapa de incorporar a camada superficial e o componente de malha na parte superior do artigo de calçado, através da etapa de compressão.
8. Método, de acordo com a reivindicação 7, CARACTERIZADO pelo fato de que a etapa de incorporação inclui posicionar a camada superficial para formar uma porção de uma superfície externa do artigo de calçado.
9. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que ainda inclui uma etapa de selecionar a camada superficial, para incluir um material de polímero termoplástico.
10. Método para fabricar um elemento para um artigo de calçado, o método CARACTERIZADO pelo fato de que compreende: confeccionar um componente de malha para incluir uma primeira saliência tubular, uma segunda saliência tubular, uma terceira saliência e uma quarta região; posicionar uma camada superficial adjacente ao componente de malha e em uma configuração de sobreposição; localizar a camada superficial e o componente de malha entre uma primeira superfície e uma segunda superfície de uma prensa, a camada superficial sendo localizada adjacente à primeira superfície, e o componente de malha sendo localizado adjacente à segunda superfície, a primeira superfície incluindo um primeiro material e a segunda superfície incluindo um segundo material, o primeiro material tendo compressibilidade maior do que o segundo material, e cada qual dentre a primeira superfície e a segunda superfície tendo uma configuração substancialmente plana; aquecer a camada superficial e o componente de malha; e comprimir a camada superficial e o componente de malha entre a primeira superfície e a segunda superfície, de forma que (a) a camada superficial, a primeira saliência tubular e a segunda saliência tubular, se projetem para dentro da primeira superfície a uma primeira profundidade, (b) a camada superficial e a quarta região se projetem para dentro da primeira superfície a uma segunda profundidade, a primeira profundidade sendo maior que a segunda profundidade, e (c) a primeira saliência tubular e a segunda saliência tubular se projetam para dentro da segunda superfície; em que confeccionar o componente de malha inclui confeccionar a primeira saliência tubular, a segunda saliência tubular e a terceira saliência para ter uma espessura maior do que a quarta região; em que confeccionar o componente de malha inclui a disposição da quarta região entre a primeira saliência tubular, a segunda saliência tubular e a terceira saliência; em que confeccionar o componente de malha inclui estender a terceira saliência a partir da primeira saliência tubular para a segunda saliência tubular; em que o componente de malha inclui um cordão embutido que se estende ao longo da primeira saliência tubular, o componente de malha inclui uma primeira pluralidade de seções de fio que estão dentro da segunda saliência tubular e que se estendem através da segunda saliência tubular, e o componente de malha inclui uma segunda pluralidade de seções de fio que estão dentro da terceira saliência e que se estendem através da terceira saliência.
11. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar (a) o primeiro material tendo uma primeira dureza e (b) o segundo material tendo uma segunda dureza, a primeira dureza sendo inferior à segunda dureza.
12. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar (a) o primeiro material tendo uma primeira espessura e (b) o segundo material tendo uma segunda espessura, a primeira espessura sendo maior que a segunda espessura.
13. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar o primeiro material, como sendo silicone.
14. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que a etapa de localização inclui selecionar cada um dentre o primeiro material e o segundo material, como sendo silicone.
15. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que ainda inclui uma etapa de incorporar a camada superficial e o componente de malha em um artigo de calçado, através da etapa de compressão.
16. Método, de acordo com a reivindicação 15, CARACTERIZADO pelo fato de que a etapa de incorporação inclui posicionar a camada superficial, para formar uma porção de uma superfície externa do artigo de calçado.
17. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que ainda inclui uma etapa de seleção da camada superficial, para incluir um material de polímero termoplástico.
18. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que a confecção do componente de malha inclui unir a terceira saliência com a primeira saliência tubular em uma junção; e em que a compressão da camada superficial e do componente de malha inclui uma saliência cada uma dentre as primeira saliência tubular, terceira saliência, junção e camada superficial juntas para dentro da primeira superfície à primeira profundidade.
19. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que formar o componente de malha inclui formar uma área estreitada do componente de malha e uma área de fixação do componente de malha, a área de fixação configurada para ser fixada a uma estrutura de sola, a primeira saliência tubular e a segunda saliência tubular se estendendo a partir da área estreitada para a área de fixação.
20. Método, de acordo com a reivindicação 10, CARACTERIZADO pelo fato de que a compressão da camada superficial e o componente de malha inclui a compressão da camada superficial e o componente de malha entre a primeira superfície e a segunda superfície, de modo que a camada superficial e a terceira saliência se projetem juntas para dentro da primeira superfície.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261727010P | 2012-11-15 | 2012-11-15 | |
| US61/727,010 | 2012-11-15 | ||
| US13/944,675 | 2013-07-17 | ||
| US13/944,675 US9398784B2 (en) | 2012-11-15 | 2013-07-17 | Article of footwear incorporating a knitted component |
| PCT/US2013/068843 WO2014078160A2 (en) | 2012-11-15 | 2013-11-07 | Article of footwear incorporating a knitted component |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112014026945A2 BR112014026945A2 (pt) | 2017-06-27 |
| BR112014026945B1 true BR112014026945B1 (pt) | 2021-06-29 |
Family
ID=50680259
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112014027028-7A BR112014027028B1 (pt) | 2012-11-15 | 2013-11-07 | Artigo de calçado que incorpora componente tricotado |
| BR112014028914-0A BR112014028914B1 (pt) | 2012-11-15 | 2013-11-07 | artigo de calçado incorporando um componente feito em malha |
| BR112014032696-7A BR112014032696B1 (pt) | 2012-11-15 | 2013-11-07 | artigo de calçado incorporando um componente de malha com recursos de camada interna |
| BR112015000760-0A BR112015000760B1 (pt) | 2012-11-15 | 2013-11-07 | artigos de calçado |
| BR112014026945-9A BR112014026945B1 (pt) | 2012-11-15 | 2013-11-07 | Método para fabricar uma parte superior para um artigo de calçado e método para fabricar um elemento para um artigo de calçado |
Family Applications Before (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112014027028-7A BR112014027028B1 (pt) | 2012-11-15 | 2013-11-07 | Artigo de calçado que incorpora componente tricotado |
| BR112014028914-0A BR112014028914B1 (pt) | 2012-11-15 | 2013-11-07 | artigo de calçado incorporando um componente feito em malha |
| BR112014032696-7A BR112014032696B1 (pt) | 2012-11-15 | 2013-11-07 | artigo de calçado incorporando um componente de malha com recursos de camada interna |
| BR112015000760-0A BR112015000760B1 (pt) | 2012-11-15 | 2013-11-07 | artigos de calçado |
Country Status (10)
| Country | Link |
|---|---|
| US (12) | US9398784B2 (pt) |
| EP (6) | EP2919609B1 (pt) |
| JP (5) | JP6411356B2 (pt) |
| KR (7) | KR101682785B1 (pt) |
| CN (5) | CN104470390B (pt) |
| AR (5) | AR093486A1 (pt) |
| BR (5) | BR112014027028B1 (pt) |
| HK (5) | HK1205438A1 (pt) |
| TW (5) | TWI646910B (pt) |
| WO (5) | WO2014078159A2 (pt) |
Families Citing this family (122)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7107235B2 (en) | 2000-03-10 | 2006-09-12 | Lyden Robert M | Method of conducting business including making and selling a custom article of footwear |
| US11206891B2 (en) | 2008-05-02 | 2021-12-28 | Nike, Inc. | Article of footwear and a method of assembly of the article of footwear |
| US11723436B2 (en) | 2008-05-02 | 2023-08-15 | Nike, Inc. | Article of footwear and charging system |
| US9907359B2 (en) | 2008-05-02 | 2018-03-06 | Nike, Inc. | Lacing system with guide elements |
| US8046937B2 (en) | 2008-05-02 | 2011-11-01 | Nike, Inc. | Automatic lacing system |
| US9150986B2 (en) | 2011-05-04 | 2015-10-06 | Nike, Inc. | Knit component bonding |
| RU2014136001A (ru) * | 2012-02-04 | 2016-04-10 | Пума Се | Ботинок, в частности спортивный ботинок |
| US9076419B2 (en) | 2012-03-14 | 2015-07-07 | Bebop Sensors, Inc. | Multi-touch pad controller |
| US20130255103A1 (en) | 2012-04-03 | 2013-10-03 | Nike, Inc. | Apparel And Other Products Incorporating A Thermoplastic Polymer Material |
| DE102012206062B4 (de) | 2012-04-13 | 2019-09-12 | Adidas Ag | Schuhoberteil |
| US9398784B2 (en) | 2012-11-15 | 2016-07-26 | Nike, Inc. | Article of footwear incorporating a knitted component |
| US9241537B2 (en) | 2013-01-15 | 2016-01-26 | Nike, Inc. | Spacer textile material with tensile strands that intersect |
| US9474328B2 (en) | 2013-01-15 | 2016-10-25 | Nike, Inc. | Spacer textile material with tensile strands in non-linear arrangements |
| US9226548B2 (en) | 2013-01-15 | 2016-01-05 | Nike, Inc. | Spacer textile material with channels having multiple tensile strands |
| US9132601B2 (en) * | 2013-01-15 | 2015-09-15 | Nike, Inc. | Spacer textile material with tensile strands having multiple entry and exit points |
| DE102013207155B4 (de) | 2013-04-19 | 2020-04-23 | Adidas Ag | Schuhoberteil |
| US11666113B2 (en) | 2013-04-19 | 2023-06-06 | Adidas Ag | Shoe with knitted outer sole |
| DE102013207156A1 (de) | 2013-04-19 | 2014-10-23 | Adidas Ag | Schuh, insbesondere ein Sportschuh |
| DE102013207163B4 (de) | 2013-04-19 | 2022-09-22 | Adidas Ag | Schuhoberteil |
| US10645990B2 (en) | 2013-08-19 | 2020-05-12 | Nike, Inc. | Article of footwear with adjustable sole |
| US9491983B2 (en) * | 2013-08-19 | 2016-11-15 | Nike, Inc. | Article of footwear with adjustable sole |
| US10092058B2 (en) | 2013-09-05 | 2018-10-09 | Nike, Inc. | Method of forming an article of footwear incorporating a knitted upper with tensile strand |
| US8701232B1 (en) | 2013-09-05 | 2014-04-22 | Nike, Inc. | Method of forming an article of footwear incorporating a trimmed knitted upper |
| US9145629B2 (en) | 2014-02-03 | 2015-09-29 | Nike, Inc. | Article of footwear including a monofilament knit element with a fusible strand |
| US8997529B1 (en) * | 2014-02-03 | 2015-04-07 | Nike, Inc. | Article of footwear including a monofilament knit element with peripheral knit portions |
| DE102014202432B4 (de) | 2014-02-11 | 2017-07-27 | Adidas Ag | Verbesserter Fußballschuh |
| US10362989B2 (en) * | 2014-06-09 | 2019-07-30 | Bebop Sensors, Inc. | Sensor system integrated with a glove |
| US9510637B2 (en) * | 2014-06-16 | 2016-12-06 | Nike, Inc. | Article incorporating a knitted component with zonal stretch limiter |
| FR3024022B1 (fr) | 2014-07-22 | 2017-04-28 | Salomon Sas | Article chaussant a structure amelioree |
| US9078488B1 (en) | 2014-09-30 | 2015-07-14 | Nike, Inc. | Article of footwear incorporating a lenticular knit structure |
| US10822728B2 (en) | 2014-09-30 | 2020-11-03 | Nike, Inc. | Knitted components exhibiting color shifting effects |
| US9375046B2 (en) | 2014-09-30 | 2016-06-28 | Nike, Inc. | Article of footwear incorporating a knitted component with inlaid tensile elements and method of assembly |
| US9192204B1 (en) | 2014-09-30 | 2015-11-24 | Nike, Inc. | Article of footwear upper incorporating a textile component with tensile elements |
| DE102014220087B4 (de) | 2014-10-02 | 2016-05-12 | Adidas Ag | Flachgestricktes Schuhoberteil für Sportschuhe |
| US10182656B2 (en) | 2015-04-13 | 2019-01-22 | Steelcase Inc. | Seating components with laminated bonding material |
| US20160302517A1 (en) * | 2015-04-17 | 2016-10-20 | Wolverine World Wide, Inc. | Sole assembly for an article of footwear |
| WO2016182870A1 (en) | 2015-05-08 | 2016-11-17 | Under Armour, Inc. | Footwear including a textile upper |
| US9888743B2 (en) * | 2015-06-17 | 2018-02-13 | Nike, Inc. | Reinforcement component for an article of footwear |
| US9730490B2 (en) | 2015-08-04 | 2017-08-15 | Nike, Inc. | Upper for an article of footwear with auxetic configuration |
| JP2018532461A (ja) * | 2015-09-08 | 2018-11-08 | エイヴェリー デニソン リテール インフォメーション サービシズ リミテッド ライアビリティ カンパニー | 収縮靴または靴下デバイス |
| US9888742B2 (en) | 2015-09-11 | 2018-02-13 | Nike, Inc. | Article of footwear with knitted component having plurality of graduated projections |
| US10721997B2 (en) | 2015-09-11 | 2020-07-28 | Nike, Inc. | Method of manufacturing article of footwear with graduated projections |
| TWI569741B (zh) * | 2015-09-25 | 2017-02-11 | Yu-Ding Zhou | Decompression soles structure |
| DE102015116398A1 (de) | 2015-09-28 | 2017-03-30 | Visiotex GmbH | Schuh mit einem textilen Schaft |
| EP3884800A1 (en) | 2015-11-30 | 2021-09-29 | Nike Innovate C.V. | Article of footwear and charging system |
| CN112890373B (zh) | 2015-12-07 | 2023-05-09 | 耐克创新有限合伙公司 | 利用束缚元件进行三维印刷 |
| US9980536B2 (en) | 2016-01-20 | 2018-05-29 | Nike, Inc. | Article of footwear with a tensioning system |
| KR101708018B1 (ko) * | 2016-02-16 | 2017-02-17 | 안태훈 | 공 컨트롤이 용이한 기능성 신발보조물 및 그 제조방법 |
| USD802905S1 (en) * | 2016-03-01 | 2017-11-21 | Nike, Inc. | Shoe upper |
| US10201212B2 (en) * | 2016-03-15 | 2019-02-12 | Nike, Inc. | Article of footwear with a tensioning system including a guide assembly |
| US10034519B2 (en) | 2016-06-16 | 2018-07-31 | Adidas Ag | UV curable lattice microstructure for footwear |
| KR102173524B1 (ko) * | 2016-07-20 | 2020-11-04 | 나이키 이노베이트 씨.브이. | 신발 플레이트 |
| US11026472B2 (en) | 2016-07-22 | 2021-06-08 | Nike, Inc. | Dynamic lacing system |
| CN106073026B (zh) * | 2016-08-01 | 2018-12-25 | 东莞疆皓塑胶制品有限公司 | 具有鞋眼结构的鞋子 |
| KR101686896B1 (ko) * | 2016-08-31 | 2016-12-15 | 허민수 | 양모섬유를 이용한 신발 및 신발의 제조에 이용되는 갑피의 제조방법 |
| US10844526B2 (en) * | 2016-10-23 | 2020-11-24 | Nike, Inc. | Upper including a knitted component having structures with apertures extending from a surface |
| KR102220090B1 (ko) * | 2016-10-26 | 2021-02-26 | 나이키 이노베이트 씨.브이. | 자동화된 신발류 플랫폼을 위한 레이싱 아키텍처 |
| GB2587562B (en) | 2016-11-09 | 2021-09-01 | Nike Innovate Cv | Textiles and articles, and processes for making the same |
| WO2018102038A1 (en) * | 2016-12-02 | 2018-06-07 | Nike Innovate C.V. | Footwear with aligned tensile restraints |
| US10316441B2 (en) | 2016-12-16 | 2019-06-11 | The North Face Apparel Corp. | Footwear article including circular knit structures |
| US11408104B2 (en) | 2016-12-16 | 2022-08-09 | The North Face Apparel Corp. | Footwear article including circular knit structures |
| USD824644S1 (en) | 2016-12-16 | 2018-08-07 | The North Face Apparel Corp. | Footwear article |
| US11224261B2 (en) | 2017-02-10 | 2022-01-18 | Nike, Inc. | Knitted article with at least one scallop element and methods of manufacture |
| US11617416B2 (en) * | 2017-03-20 | 2023-04-04 | Asics Corporation | Shoe upper |
| CN108835765B (zh) * | 2017-04-07 | 2020-09-18 | 黎明职业大学 | 一种具有减震缓冲功能的篮球鞋 |
| CN114617332A (zh) * | 2017-05-30 | 2022-06-14 | 耐克创新有限合伙公司 | 用于编结的鞋类的机械锁鞋底结构 |
| JP6921995B2 (ja) * | 2017-06-27 | 2021-08-18 | プーマ エス イーPuma Se | 靴、特に運動靴 |
| DE102017210821A1 (de) | 2017-06-27 | 2018-12-27 | Adidas Ag | Speziell-gestalteter geflochtener Schlauch |
| US10485302B2 (en) * | 2017-07-07 | 2019-11-26 | Reebok International Limited | Method of making an upper |
| US10711380B2 (en) | 2017-07-13 | 2020-07-14 | Under Armour, Inc. | Article with embroidered tape segments |
| US11357288B2 (en) | 2017-07-31 | 2022-06-14 | Nike, Inc. | Upper for an article of footwear |
| WO2019028350A1 (en) * | 2017-08-04 | 2019-02-07 | Nike Innovate C.V. | FOOTWEAR WITH A KNITTED ELEMENT HAVING A FOREWORD PART AND A HEEL PART |
| US11346025B2 (en) * | 2017-08-04 | 2022-05-31 | Nike, Inc. | Article with at least one layered pod |
| US11439201B2 (en) | 2017-08-10 | 2022-09-13 | Nike, Inc. | Pair of asymmetrical footwear articles |
| EP4298945A1 (en) | 2017-10-19 | 2024-01-03 | NIKE Innovate C.V. | Article with at least two layers |
| DE102017223746B4 (de) * | 2017-12-22 | 2024-03-14 | Adidas Ag | Rundstrick-Schuhoberteil |
| TWI653948B (zh) * | 2018-01-23 | 2019-03-21 | 張中豪 | 透濕防水鞋之製法 |
| US11253029B2 (en) * | 2018-02-09 | 2022-02-22 | Nike, Inc. | Slotted eyelet |
| WO2019204019A1 (en) | 2018-04-16 | 2019-10-24 | Nike Innovate C.V. | A shoe upper comprising knitted cushion regions and an article of footwear incorporating same |
| WO2019206423A1 (en) * | 2018-04-26 | 2019-10-31 | Puma SE | Shoe, especially sports shoe |
| US11129437B2 (en) | 2018-05-31 | 2021-09-28 | Nike, Inc. | Article of footwear with thermoformed siped sole structure |
| EP3745897B1 (en) | 2018-05-31 | 2022-02-02 | NIKE Innovate C.V. | Intermediate sole structure with siping |
| EP3745899B1 (en) | 2018-05-31 | 2022-10-19 | NIKE Innovate C.V. | Method of manufacturing an article of footwear with a thermoformed siped sole structure |
| USD891842S1 (en) | 2018-06-04 | 2020-08-04 | Steelcase Inc. | Chair arm |
| USD888479S1 (en) | 2018-06-04 | 2020-06-30 | Steelcase Inc. | Chair arm |
| FR3082103B1 (fr) * | 2018-06-08 | 2020-08-28 | Decathlon Sa | Procede de fabrication d'une chaussure, et chaussure susceptible d'etre obtenue par ledit procede |
| US10758007B2 (en) | 2018-07-03 | 2020-09-01 | Under Armour, Inc. | Article with thermally bonded ribbon structure and method of making |
| US10736380B2 (en) | 2018-07-03 | 2020-08-11 | Under Armour, Inc. | Article with ribbon structure and embroidered edges |
| US10786043B2 (en) | 2018-07-03 | 2020-09-29 | Under Armour, Inc. | Article with thermally bonded ribbon structure and method of making |
| US10716362B2 (en) | 2018-07-03 | 2020-07-21 | Under Armour, Inc. | Article with ribbon structure having nodes and links |
| US10619280B2 (en) | 2018-07-03 | 2020-04-14 | Under Armour, Inc. | Method of making article with ribbon structure and embroidered edges |
| US10736381B2 (en) | 2018-07-03 | 2020-08-11 | Under Armour, Inc. | Article with directional tensioning |
| CN112512364B (zh) * | 2018-07-20 | 2022-06-14 | 耐克创新有限合伙公司 | 包含针织部件和接纳带部件的鞋类物品 |
| EP3981276B1 (en) * | 2018-07-20 | 2024-10-30 | Nike Innovate C.V. | Upper for an article of footwear having an inner component and a shroud |
| DE102018212760A1 (de) * | 2018-07-31 | 2020-02-06 | Adidas Ag | Injection-molding method |
| US11375774B2 (en) | 2018-08-09 | 2022-07-05 | Nike, Inc. | Knitted component having a knitted anchor portion |
| DE202019005973U1 (de) | 2018-09-06 | 2023-09-26 | Nike Innovate C.V. | Dynamisches Schnürsystem mit Rückmeldungsmechanismus |
| IT201800010320A1 (it) * | 2018-11-14 | 2020-05-14 | Geox Spa | Articolo di calzatura con fodera rimovibile |
| US10993497B2 (en) | 2018-11-15 | 2021-05-04 | Under Armour, Inc. | Article with ribbon loops for string lasting |
| US11395524B2 (en) * | 2018-11-30 | 2022-07-26 | Nike, Inc. | Strobel for an article of footwear and method of manufacturing |
| CN113226104B (zh) * | 2018-12-19 | 2022-07-26 | 彪马欧洲股份公司 | 特别用于运动鞋的鞋帮 |
| US10617174B1 (en) | 2018-12-21 | 2020-04-14 | Nike, Inc. | Footwear article with doffing ledge |
| US10455898B1 (en) | 2018-12-21 | 2019-10-29 | Nike, Inc. | Footwear article with tongue reinforcer |
| WO2020139467A1 (en) * | 2018-12-27 | 2020-07-02 | Nike Innovate C.V. | Article of footwear and method of manufacturing an article of footwear |
| US11344077B2 (en) * | 2018-12-28 | 2022-05-31 | Nike, Inc. | Footwear article with collar elevator |
| US10721994B2 (en) | 2018-12-28 | 2020-07-28 | Nike, Inc. | Heel structure with locating pegs and method of manufacturing an article of footwear |
| US11480481B2 (en) | 2019-03-13 | 2022-10-25 | Bebop Sensors, Inc. | Alignment mechanisms sensor systems employing piezoresistive materials |
| WO2020220052A2 (en) * | 2019-04-24 | 2020-10-29 | Lemons Nicholas | Channeled shoe sole system |
| WO2020243325A1 (en) * | 2019-05-31 | 2020-12-03 | Nike Innovate C.V. | Upper for an article of footwear having an elastic cable |
| WO2020257078A1 (en) * | 2019-06-19 | 2020-12-24 | Nike Innovate C.V. | Knitted component with inserted elements |
| USD932762S1 (en) | 2019-07-23 | 2021-10-12 | Puma SE | Shoe |
| USD935760S1 (en) | 2019-07-23 | 2021-11-16 | Puma SE | Shoe |
| WO2021026033A1 (en) | 2019-08-02 | 2021-02-11 | Nike, Inc. | An upper for an article of footwear |
| JP7128160B2 (ja) | 2019-08-22 | 2022-08-30 | 株式会社アシックス | シューズ及びシューズの製造方法 |
| US11439206B2 (en) * | 2019-12-17 | 2022-09-13 | Under Armour, Inc. | Method of making an article of footwear with braided upper |
| US20210274887A1 (en) * | 2020-03-09 | 2021-09-09 | Nike, Inc. | Upper for an article of footwear having angled tubular knit structures |
| CA3135406A1 (en) * | 2020-10-23 | 2022-04-23 | Tbl Licensing Llc | Stretchable waterproof liner |
| US20220225734A1 (en) * | 2021-01-15 | 2022-07-21 | Puma SE | Article of footwear having a knitted upper |
| CN117042649A (zh) * | 2021-04-16 | 2023-11-10 | 株式会社爱世克私 | 鞋 |
| US11877624B2 (en) * | 2021-11-18 | 2024-01-23 | Shimano Inc. | Shoelace arrangement and shoelace guide for shoe |
| WO2024054583A1 (en) | 2022-09-09 | 2024-03-14 | MillerKnoll, Inc. | Seating structure having a knitted suspension material |
| US20240081465A1 (en) * | 2022-09-14 | 2024-03-14 | Lululemon Athletica Canada Inc. | Upper for Article of Footwear Incorporating a Knitted Butterfly Workpiece |
Family Cites Families (208)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US601192A (en) | 1898-03-22 | Tongue for boots or shoes | ||
| US193240A (en) | 1877-07-17 | Improvement in heel-stiffeners for boots and shoes | ||
| US1215198A (en) | 1916-09-21 | 1917-02-06 | Joseph Rothstein | Cushion instep-raiser. |
| US1597934A (en) | 1922-10-10 | 1926-08-31 | Edwin B Stimpson | Stocking |
| US1902780A (en) | 1930-04-11 | 1933-03-21 | Holden Knitting Co | Knitted lining for rubber footwear and method of making same |
| US1910251A (en) | 1931-12-09 | 1933-05-23 | Reliable Knitting Works | Knitted foot covering and method of making the same |
| US1888172A (en) | 1932-06-06 | 1932-11-15 | Reliable Knitting Works | Knitted footwear and method of making the same |
| US2033096A (en) | 1934-01-19 | 1936-03-03 | Carter William Co | Plain knitted fabric containing rubber-like strands |
| US2001293A (en) | 1934-02-10 | 1935-05-14 | Wilson Wallace | Knitted stocking foot protector |
| US2047724A (en) | 1934-07-12 | 1936-07-14 | Louis G Zuckerman | Knitted article and method of making same |
| US2009361A (en) | 1934-11-15 | 1935-07-23 | Lawson Knitting Company | Knitted fabric |
| US2049175A (en) | 1935-07-06 | 1936-07-28 | Richard J Regan | Method of making applique shoes |
| US2111472A (en) | 1936-08-13 | 1938-03-15 | William H Horn & Bro Inc | Elastic knit fabric |
| US2147197A (en) * | 1936-11-25 | 1939-02-14 | Hood Rubber Co Inc | Article of footwear |
| US2245235A (en) | 1937-04-06 | 1941-06-10 | John W Herlihy | Method of making shoe parts |
| US2292455A (en) | 1939-03-23 | 1942-08-11 | Goodrich Co B F | Method of making stretchable footwear |
| US2330199A (en) | 1939-05-22 | 1943-09-28 | Basch Olive Holmes | Knitted article |
| GB538865A (en) | 1939-11-18 | 1941-08-20 | Harold Edmund Brew | Improvements relating to knitted fabrics and manufactured knitted articles |
| US2334659A (en) | 1941-04-19 | 1943-11-16 | Malcolm G Vanarsdale | Footwear |
| US2314098A (en) | 1941-04-26 | 1943-03-16 | Mary C Mcdonald | Method of making shoes |
| US2343390A (en) | 1941-11-26 | 1944-03-07 | United Shoe Machinery Corp | Method of stiffening shoes |
| US2400692A (en) | 1943-03-24 | 1946-05-21 | Theotiste N Herbert | Foot covering |
| US2440393A (en) | 1944-08-18 | 1948-04-27 | Frank W Clark | Process of making last-fitting fabric uppers |
| US2569764A (en) | 1946-07-25 | 1951-10-02 | Boyd Welsh Inc | Initially soft stiffenable material |
| US2538673A (en) | 1949-07-19 | 1951-01-16 | Donahue Paul Ansley | Footwear |
| US2608078A (en) | 1950-01-04 | 1952-08-26 | Munsingwear Inc | Foundation garment and element therefor |
| US2586045A (en) | 1950-06-23 | 1952-02-19 | Hoza John | Sock-type footwear |
| US2581728A (en) | 1950-11-17 | 1952-01-08 | Connecticut Footwear Inc | Retainer-welt slipper sock |
| US2641004A (en) | 1950-12-26 | 1953-06-09 | David V Whiting | Method for producing knitted shoe uppers of shrinkable yarn |
| US2675631A (en) | 1951-02-13 | 1954-04-20 | Doughty John Carr | Footwear article of the slipper-sock type |
| DE870963C (de) | 1951-03-13 | 1953-03-19 | Georg Hofer | Lasche fuer Stiefel, insbesondere fuer Skistiefel |
| GB782562A (en) | 1953-09-17 | 1957-09-11 | Theodore Oscar Wegner | Improvements in and relating to boots |
| DE1084173B (de) | 1954-09-18 | 1960-06-23 | Walter Geissler | Schuhoberteil |
| US2994322A (en) | 1959-01-12 | 1961-08-01 | Charles C Cullen | Protective supporter |
| US2994136A (en) | 1959-11-25 | 1961-08-01 | Trimfoot Company | Shoe rear quarter and adjacent parts |
| US3425075A (en) * | 1965-06-24 | 1969-02-04 | Alan E Murray | Method of making leather footwear |
| GB1223285A (en) | 1967-08-29 | 1971-02-24 | Onitsuka Co | Improvements in shoes |
| DE6944404U (de) | 1969-11-14 | 1970-02-19 | Justus Rieker Co Dr | Innenschuh fuer stiefel, insbesondere skistiefel aus kunststoff |
| US3704474A (en) | 1971-10-21 | 1972-12-05 | Compo Ind Inc | Method of string-lasting |
| US3766566A (en) | 1971-11-01 | 1973-10-23 | S Tadokoro | Hem forming construction of garments, particularly trousers and skirts |
| US3778856A (en) | 1971-11-05 | 1973-12-18 | Salient Eng Ltd | String lasting |
| DE2305693A1 (de) | 1972-02-07 | 1973-08-16 | Ici Ltd | Nicht-gewebte struktur |
| NL7304678A (en) | 1973-04-04 | 1974-10-08 | Non woven stitched fabric - including thermoplastic fibres fused to increase mech resistance | |
| US4211806A (en) | 1973-09-19 | 1980-07-08 | Milliken Research Corporation | Treated fabric structure |
| US4031586A (en) | 1974-05-09 | 1977-06-28 | Von Den Benken Elisabeth | Insole for footwear |
| US3952427A (en) | 1974-05-09 | 1976-04-27 | Von Den Benken Elisabeth | Insole for footwear |
| IT1015280B (it) | 1974-06-21 | 1977-05-10 | Toja E | Macchina per il montaggio di to tomaie direttamente sulle forme da montaggio |
| US4027402A (en) | 1976-04-02 | 1977-06-07 | Liu Hsing Ching | Novel educational toy |
| US4053995A (en) * | 1976-07-23 | 1977-10-18 | Melvin Shein | Orthopedic shoe |
| US4089069A (en) | 1977-02-11 | 1978-05-16 | Becton, Dickinson And Company | Wearing apparel and method of manufacture |
| US4232458A (en) | 1978-03-13 | 1980-11-11 | Wheelabrator Corp. Of Canada | Shoe |
| GB1603487A (en) | 1978-03-30 | 1981-11-25 | Inmont Corp | Leather like materials |
| CH620953A5 (pt) | 1978-04-12 | 1980-12-31 | Dubied & Cie Sa E | |
| US4258480A (en) | 1978-08-04 | 1981-03-31 | Famolare, Inc. | Running shoe |
| US4296559A (en) * | 1978-08-30 | 1981-10-27 | Envoys U.S.A., Inc. | Athletic shoe pocket |
| US4255949A (en) | 1979-08-16 | 1981-03-17 | Thorneburg James L | Athletic socks with integrally knit arch cushion |
| US4222183A (en) * | 1979-10-29 | 1980-09-16 | Haddox Billy J | Athletic shoe |
| US4317292A (en) | 1979-12-04 | 1982-03-02 | Florence Melton | Slipper sock and method of manufacture |
| US4373361A (en) | 1981-04-13 | 1983-02-15 | Thorneburg James L | Ski sock with integrally knit thickened fabric areas |
| IT8121560V0 (it) | 1981-04-23 | 1981-04-23 | Nuova Zarine Costruzione Macch | Calzatura con tomaia zonalmente ricoperta da materiale sintetico iniettato stabilmente unito alla tela. |
| US4465448A (en) | 1982-03-19 | 1984-08-14 | Norwich Shoe Co., Inc. | Apparatus for making shoes |
| US5095720A (en) | 1982-07-14 | 1992-03-17 | Annedeen Hosiery Mill, Inc. | Circular weft knitting machine |
| JPS59162041A (ja) | 1983-03-04 | 1984-09-12 | アキレス株式会社 | シ−ト状物の製造方法 |
| US4541196A (en) | 1983-07-11 | 1985-09-17 | Jershin James T | Fishing rod holder signalling device |
| JPS60260499A (ja) | 1984-06-07 | 1985-12-23 | Idemitsu Kosan Co Ltd | 炭化ケイ素ウイスカ−の製造方法 |
| US4662088A (en) | 1985-04-29 | 1987-05-05 | Autry Industries, Inc. | Achilles tendon protection and support pad |
| US4706316A (en) * | 1985-11-27 | 1987-11-17 | Giancarlo Tanzi | Method for producing footwear |
| JPS6325004U (pt) | 1986-07-31 | 1988-02-18 | ||
| US4756098A (en) | 1987-01-21 | 1988-07-12 | Gencorp Inc. | Athletic shoe |
| US4737396A (en) | 1987-02-04 | 1988-04-12 | Crown Textile Company | Composite fusible interlining fabric |
| US4811500A (en) | 1987-02-06 | 1989-03-14 | L. A. Gear, Inc. | Article of footware having an adjustable instep supporting insert |
| US4813158A (en) | 1987-02-06 | 1989-03-21 | Reebok International Ltd. | Athletic shoe with mesh reinforcement |
| US4750339A (en) | 1987-02-17 | 1988-06-14 | Golden Needles Knitting & Glove Co., Inc. | Edge binding for fabric articles |
| DE3705908A1 (de) | 1987-02-24 | 1988-09-01 | Arova Mammut Ag | Gepolsterter gurt |
| JPH053044Y2 (pt) * | 1987-03-24 | 1993-01-26 | ||
| US5152025A (en) | 1988-07-29 | 1992-10-06 | Sergio Hirmas | Method for manufacturing open-heeled shoes |
| AU4425889A (en) | 1988-10-03 | 1990-05-01 | Jen Jen Holdings, Inc. | Heat embossed shoes |
| JPH0390665A (ja) | 1989-01-06 | 1991-04-16 | Ikenaga:Kk | 横編機の柄出制御装置 |
| ATE93693T1 (de) | 1989-06-03 | 1993-09-15 | Dassler Puma Sportschuh | Mit einer schliessvorrichtung versehener schuh mit nachgiebigem schaftmaterial. |
| KR940008979B1 (ko) | 1989-10-18 | 1994-09-28 | 도레이 가부시키가이샤 | 특수 구조를 갖는 직물의 제조방법 |
| US5192601A (en) | 1991-03-25 | 1993-03-09 | Dicey Fabrics, Incorporated | Dimensionally stabilized, fusibly bonded multilayered fabric and process for producing same |
| AU1977192A (en) * | 1991-06-17 | 1993-01-12 | Puma Aktiengesellschaft Rudolf Dassler Sport | Method of producing a shaped shoe part from a strip of fabric, and a shaped shoe part produced by this method |
| EP0548474B1 (en) | 1991-12-11 | 1997-03-26 | Nitto Boseki Co., Ltd. | Fusible adhesive yarn and process for its manufacture |
| US5319869A (en) | 1991-12-13 | 1994-06-14 | Nike, Inc. | Athletic shoe including a heel strap |
| JPH06113905A (ja) | 1992-02-21 | 1994-04-26 | Daiyu Shoji:Kk | シューズ用胛被材 |
| US5365677A (en) | 1992-06-30 | 1994-11-22 | Dalhgren Raymond E | Footwear for facilitating the removal and dissipation of perspiration from the foot of a wearer |
| US5623840A (en) | 1992-07-08 | 1997-04-29 | Tecnit-Technische Textilien Und Systeme Gmbh | Process for production of weave-knit material |
| JP2568344Y2 (ja) * | 1993-04-26 | 1998-04-08 | アキレス株式会社 | フィット性に優れたスラッシュ成形靴 |
| US5319807A (en) | 1993-05-25 | 1994-06-14 | Brier Daniel L | Moisture-management sock and shoe for creating a moisture managing environment for the feet |
| CH689665A5 (fr) | 1993-09-07 | 1999-08-13 | Lange Int Sa | Partie de chaussure autre que la semelle, en particulier languette de chausson intérieur de chaussure de ski. |
| US6079128A (en) | 1993-11-30 | 2000-06-27 | Bauer Nike Hockey Inc. | Skate boot construction with integral plastic insert |
| US5371957A (en) | 1993-12-14 | 1994-12-13 | Adidas America, Inc. | Athletic shoe |
| US5461884A (en) * | 1994-01-19 | 1995-10-31 | Guilford Mills, Inc. | Warp-knitted textile fabric shoe liner and method of producing same |
| CN1143310A (zh) | 1994-02-28 | 1997-02-19 | 亚当·H·奥利克 | 具有鞋带管的鞋 |
| US5535531A (en) * | 1994-04-28 | 1996-07-16 | Karabed; Razmik | Shoelace rapid tightening apparatus |
| JPH08109553A (ja) | 1994-10-04 | 1996-04-30 | Toho Seni Kk | 三層シート用基布及びその製造方法並びに、この三層基布を用いた自動車座席、靴、鞄、袋物など用の三層シート |
| DE19506037A1 (de) | 1995-02-22 | 1996-08-29 | Hoechst Trevira Gmbh & Co Kg | Verformbare, hitzestabilisierbare textile Polware |
| US20050147787A1 (en) | 2000-08-08 | 2005-07-07 | Bailey Larry M. | Carpet construction and carpet backings for same |
| DK0840615T3 (da) | 1995-04-19 | 2003-08-18 | Robarts John P Res Inst | Kemokin-bindende protein og fremgangsmåder til anvendelse deraf |
| BR9602748A (pt) | 1995-06-13 | 1998-04-22 | Faytex Corp | Estrutura para calçado |
| JPH0947302A (ja) * | 1995-08-04 | 1997-02-18 | Mizuno Corp | 指股隔壁を有する靴 |
| DE59509754D1 (de) | 1995-08-11 | 2001-11-29 | Alfred Buck | Halbzeug für Verbundwerkstoff |
| US5678325A (en) | 1996-01-11 | 1997-10-21 | Columbia Footwear Corporation | Clog type shoe with a drawstring |
| US5765295A (en) | 1996-01-29 | 1998-06-16 | Polyplex Plastics Of North America Inc. | Two piece shoe bottom construction |
| US5735145A (en) | 1996-05-20 | 1998-04-07 | Monarch Knitting Machinery Corporation | Weft knit wicking fabric and method of making same |
| GB9617547D0 (en) | 1996-08-21 | 1996-10-02 | Rover Group | A disc brake assembly for a motor vehicle |
| DE29616943U1 (de) | 1996-09-28 | 1996-11-21 | Recytex-Textilaufbereitung GmbH & Co. KG, 41751 Viersen | Textiles Flächengebilde |
| US5729918A (en) | 1996-10-08 | 1998-03-24 | Nike, Inc. | Method of lasting an article of footwear and footwear made thereby |
| US5765296A (en) | 1997-01-31 | 1998-06-16 | Nine West Group, Inc. | Exercise shoe having fit adaptive upper |
| CA2198787A1 (en) | 1997-02-28 | 1998-08-28 | Peter Donnelly | Heat mouldable boot liner |
| DE19728848A1 (de) | 1997-07-05 | 1999-01-07 | Kunert Werke Gmbh | Bekleidungsstück mit eingeprägtem Zeichen |
| JP3044370B2 (ja) | 1997-08-21 | 2000-05-22 | 株式会社島精機製作所 | 横編機における糸供給装置 |
| US6032387A (en) | 1998-03-26 | 2000-03-07 | Johnson; Gregory G. | Automated tightening and loosening shoe |
| US5996189A (en) | 1998-03-30 | 1999-12-07 | Velcro Industries B.V. | Woven fastener product |
| JPH11302943A (ja) | 1998-04-20 | 1999-11-02 | Masahiko Ueda | アパレル用生地及びブレード、それを用いた形態安定化繊維製品の製造方法 |
| DE19855542A1 (de) | 1998-12-01 | 2000-06-08 | Keiper Recaro Gmbh Co | Stabilisierung eines Gestricks durch Thermomaterial |
| US6170175B1 (en) | 1998-12-08 | 2001-01-09 | Douglas Funk | Footwear with internal reinforcement structure |
| US6029376A (en) * | 1998-12-23 | 2000-02-29 | Nike, Inc. | Article of footwear |
| US6088936A (en) * | 1999-01-28 | 2000-07-18 | Bahl; Loveleen | Shoe with closure system |
| JP2000238142A (ja) | 1999-02-22 | 2000-09-05 | Ykk Corp | 強化繊維入り成形用材料およびそれを用いた成形体の製造方法並びに安全靴先芯 |
| US6558784B1 (en) | 1999-03-02 | 2003-05-06 | Adc Composites, Llc | Composite footwear upper and method of manufacturing a composite footwear upper |
| US6151802A (en) | 1999-06-15 | 2000-11-28 | Reynolds; Robert R. | Chain saw protective boot and bootie |
| US6308438B1 (en) | 1999-11-15 | 2001-10-30 | James L. Throneburg | Slipper sock moccasin and method of making same |
| DE10013780C1 (de) | 2000-03-20 | 2001-05-23 | Hartig E Videor Tech | Video-Überwachungsgerät mit einer Dome-Kamera und einem Schutzgehäuse |
| US6401364B1 (en) | 2000-06-15 | 2002-06-11 | Salomon S.A. | Ventilated shoe |
| US6754983B2 (en) | 2000-07-26 | 2004-06-29 | Nike, Inc. | Article of footwear including a tented upper |
| US20020083820A1 (en) | 2000-10-10 | 2002-07-04 | Greenhalgh E. Skott | Stiffened fabric |
| CA2429428C (en) | 2000-11-21 | 2009-07-21 | Eads Deutschland Gmbh | Technical production method, tension module and sewing material holder for creating textile preforms for the production of fibre-reinforced plastic components |
| FR2818506B1 (fr) | 2000-12-22 | 2004-06-18 | Salomon Sa | Chaussure |
| US6449879B1 (en) * | 2001-02-02 | 2002-09-17 | Nike, Inc. | Sports shoe with integral tongue and lacing system |
| US6837771B2 (en) | 2001-02-06 | 2005-01-04 | Playtex Apparel, Inc. | Undergarments made from multi-layered fabric laminate material |
| GB0104143D0 (en) | 2001-02-20 | 2001-04-11 | Courtaulds Textiles Holdings | Knitted fabric |
| JP2002306204A (ja) | 2001-04-11 | 2002-10-22 | Mizuno Corp | 陸上競技用シューズ |
| US20030126762A1 (en) | 2002-01-10 | 2003-07-10 | Tony Tseng | Three-dimensional spatial shoe vamp |
| CN2518354Y (zh) * | 2002-01-22 | 2002-10-30 | 陈慧玲 | 一种鞋靴的改良结构 |
| US20030191427A1 (en) | 2002-04-05 | 2003-10-09 | Jay Lisa A. | Breast band for hands-free breast pumping |
| DE10222897B4 (de) | 2002-05-23 | 2017-10-26 | Adidas International Marketing B.V. | Schuh |
| US6910288B2 (en) | 2002-12-18 | 2005-06-28 | Nike, Inc. | Footwear incorporating a textile with fusible filaments and fibers |
| US6931762B1 (en) * | 2002-12-18 | 2005-08-23 | Nike, Inc. | Footwear with knit upper and method of manufacturing the footwear |
| GB0229495D0 (en) | 2002-12-18 | 2003-01-22 | Johnston Craig P | Article of footwear |
| JP4505212B2 (ja) | 2003-01-10 | 2010-07-21 | 美津濃株式会社 | シューズ及びこれに用いるダブルラッセル経編地 |
| WO2004076732A1 (ja) | 2003-02-26 | 2004-09-10 | Shima Seiki Manufacturing Limited | 横編機のヤーンキャリア |
| US20040181972A1 (en) * | 2003-03-19 | 2004-09-23 | Julius Csorba | Mechanism of tying of shoes circumferentially embracing the foot within the shoe |
| EP1475006A1 (en) | 2003-05-06 | 2004-11-10 | Cheng-Ming Chen | Sock combined with insole |
| US7047668B2 (en) | 2003-07-24 | 2006-05-23 | Nike, Inc. | Article of footwear having an upper with a polymer layer |
| US6922917B2 (en) | 2003-07-30 | 2005-08-02 | Dashamerica, Inc. | Shoe tightening system |
| US7331127B2 (en) | 2003-09-10 | 2008-02-19 | Dashamerica, Inc. | Reduced skin abrasion shoe |
| US8440055B2 (en) | 2004-01-30 | 2013-05-14 | Voith Patent Gmbh | Press section and permeable belt in a paper machine |
| ES2267336B1 (es) | 2004-02-13 | 2008-02-16 | Calzados Robusta, S.L. | Proteccion metatarsiana para calzado de seguridad. |
| US7347011B2 (en) * | 2004-03-03 | 2008-03-25 | Nike, Inc. | Article of footwear having a textile upper |
| US20070294920A1 (en) | 2005-10-28 | 2007-12-27 | Soft shell boots and waterproof /breathable moisture transfer composites and liner for in-line skates, ice-skates, hockey skates, snowboard boots, alpine boots, hiking boots and the like | |
| US20050273988A1 (en) | 2004-06-11 | 2005-12-15 | Christy Philip T | Lace tightening article |
| US7568298B2 (en) | 2004-06-24 | 2009-08-04 | Dashamerica, Inc. | Engineered fabric with tightening channels |
| US7168188B2 (en) * | 2004-07-15 | 2007-01-30 | Nike, Inc. | Article footwear with removable heel pad |
| USD517297S1 (en) | 2004-08-20 | 2006-03-21 | Adidas International Marketing B.V. | Shoe upper |
| US7793434B2 (en) * | 2004-09-03 | 2010-09-14 | Nike, Inc. | Article of footwear having an upper with a structured intermediate layer |
| US7441348B1 (en) | 2004-09-08 | 2008-10-28 | Andrew Curran Dawson | Leisure shoe |
| US7293371B2 (en) * | 2004-09-22 | 2007-11-13 | Nike, Inc. | Woven shoe with integral lace loops |
| DE602005006090T9 (de) | 2005-01-26 | 2009-09-10 | Lange International S.A. | Zweischichtiger Teil eines Sportschuhes mit Verformungszone |
| US8359769B2 (en) * | 2005-06-02 | 2013-01-29 | The Timberland Company | Chimney structures for footwear |
| US8065818B2 (en) * | 2005-06-20 | 2011-11-29 | Nike, Inc. | Article of footwear having an upper with a matrix layer |
| US7637032B2 (en) * | 2005-07-29 | 2009-12-29 | Nike, Inc. | Footwear structure with textile upper member |
| FR2891117B1 (fr) * | 2005-09-28 | 2007-12-28 | Salomon Sa | Chaussure qui ameliore le maintien d'un talon |
| US7478488B1 (en) | 2005-10-31 | 2009-01-20 | Reebok International Ltd. | Inflatable and ventilating upper for an article of footwear |
| CN101310056B (zh) | 2005-11-17 | 2010-12-08 | 株式会社岛精机制作所 | 可插入经纱的横机和该横机中的编织方法 |
| US7849609B2 (en) * | 2006-03-31 | 2010-12-14 | Nike, Inc. | Interior and upper members for articles of footwear and other foot-receiving devices |
| US7685739B2 (en) * | 2006-03-31 | 2010-03-30 | Nike, Inc. | Convertible dance shoe |
| US7552547B2 (en) * | 2006-05-03 | 2009-06-30 | Converse, Inc. | Slip on athleisure shoe |
| US8312646B2 (en) * | 2006-05-25 | 2012-11-20 | Nike, Inc. | Article of footwear incorporating a tensile element |
| US8904671B2 (en) | 2006-05-25 | 2014-12-09 | Nike, Inc. | Footwear incorporating a tensile element with a deposition layer |
| US8312645B2 (en) | 2006-05-25 | 2012-11-20 | Nike, Inc. | Material elements incorporating tensile strands |
| US8418380B2 (en) | 2006-05-25 | 2013-04-16 | Nike, Inc. | Article of footwear having an upper incorporating a tensile strand with a cover layer |
| US7543397B2 (en) | 2006-09-28 | 2009-06-09 | Nike, Inc. | Article of footwear for fencing |
| US7774956B2 (en) | 2006-11-10 | 2010-08-17 | Nike, Inc. | Article of footwear having a flat knit upper construction or other upper construction |
| US8225530B2 (en) * | 2006-11-10 | 2012-07-24 | Nike, Inc. | Article of footwear having a flat knit upper construction or other upper construction |
| GB0701927D0 (en) | 2007-02-01 | 2007-03-14 | Stretchline Holdings Ltd | Fabric |
| US20080189830A1 (en) | 2007-02-14 | 2008-08-14 | Colin Egglesfield | Clothing with detachable symbols |
| US20080313939A1 (en) | 2007-06-25 | 2008-12-25 | Ardill William D | Identification of personnel attending surgery or medical related procedure |
| EP2188423A1 (en) | 2007-09-12 | 2010-05-26 | Maidenform, Inc. | Fabric having a thermoplastic fusible yarn, process of making a fabric containing a thermoplastic fusible yarn, and fabric article formed with a fabric containing a thermoplastic fusible yarn |
| US8037621B2 (en) * | 2007-09-13 | 2011-10-18 | Nike, Inc. | Article of footwear including a woven strap system |
| US8122616B2 (en) | 2008-07-25 | 2012-02-28 | Nike, Inc. | Composite element with a polymer connecting layer |
| US8347438B2 (en) | 2008-09-29 | 2013-01-08 | Nike, Inc. | Footwear uppers and other textile components including reinforced and abutting edge joint seams |
| US8490299B2 (en) | 2008-12-18 | 2013-07-23 | Nike, Inc. | Article of footwear having an upper incorporating a knitted component |
| US20100199406A1 (en) | 2009-02-06 | 2010-08-12 | Nike, Inc. | Thermoplastic Non-Woven Textile Elements |
| CN101507541A (zh) | 2009-04-02 | 2009-08-19 | 冯金玲 | 一种用于定位运动鞋鞋舌的穿带叉状结构 |
| US8132340B2 (en) | 2009-04-07 | 2012-03-13 | Nike, Inc. | Footwear incorporating crossed tensile strand elements |
| US8388791B2 (en) | 2009-04-07 | 2013-03-05 | Nike, Inc. | Method for molding tensile strand elements |
| WO2011004422A1 (ja) * | 2009-07-06 | 2011-01-13 | 株式会社アシックス | 紐締めフィッティング構造を備えた靴 |
| US8474157B2 (en) | 2009-08-07 | 2013-07-02 | Pierre-Andre Senizergues | Footwear lacing system |
| DE102009028627B4 (de) * | 2009-08-18 | 2019-12-19 | Adidas Ag | Sportschuh |
| US8266827B2 (en) * | 2009-08-24 | 2012-09-18 | Nike, Inc. | Article of footwear incorporating tensile strands and securing strands |
| JP4886922B2 (ja) | 2009-09-28 | 2012-02-29 | 美津濃株式会社 | フットボールシューズ用アッパー構造 |
| US9295298B2 (en) | 2009-10-07 | 2016-03-29 | Nike, Inc. | Footwear uppers with knitted tongue elements |
| US9149086B2 (en) | 2009-10-07 | 2015-10-06 | Nike, Inc. | Article of footwear having an upper with knitted elements |
| US8429835B2 (en) | 2009-10-21 | 2013-04-30 | Nike, Inc. | Composite shoe upper and method of making same |
| US10716357B2 (en) | 2010-01-04 | 2020-07-21 | Applied Ft Composite Solutions Inc. | Unibody construction footwear and method for making the same |
| US8973288B2 (en) * | 2010-07-30 | 2015-03-10 | Nike, Inc. | Footwear incorporating angled tensile strand elements |
| US20120204448A1 (en) * | 2011-02-10 | 2012-08-16 | Christina Bracken | Minimal Footwear |
| US8522577B2 (en) * | 2011-03-15 | 2013-09-03 | Nike, Inc. | Combination feeder for a knitting machine |
| US8839532B2 (en) | 2011-03-15 | 2014-09-23 | Nike, Inc. | Article of footwear incorporating a knitted component |
| US8869430B2 (en) | 2011-03-16 | 2014-10-28 | Nike, Inc. | Method of manufacturing a contoured fluid-filled chamber with tensile structures |
| US8800172B2 (en) | 2011-04-04 | 2014-08-12 | Nike, Inc. | Article of footwear having a knit upper with a polymer layer |
| US20120255201A1 (en) | 2011-04-08 | 2012-10-11 | Dashamerica, Inc. D/B/A Pearl Izumi Usa, Inc. | Seamless upper for footwear and method for making the same |
| US8844167B2 (en) * | 2011-07-18 | 2014-09-30 | Nike, Inc. | Article of footwear having an upper with cord elements |
| US8448474B1 (en) | 2012-02-20 | 2013-05-28 | Nike, Inc. | Article of footwear incorporating a knitted component with a tongue |
| DE102012206062B4 (de) | 2012-04-13 | 2019-09-12 | Adidas Ag | Schuhoberteil |
| US9398784B2 (en) | 2012-11-15 | 2016-07-26 | Nike, Inc. | Article of footwear incorporating a knitted component |
| US20150059209A1 (en) * | 2013-08-29 | 2015-03-05 | Nike, Inc. | Article Of Footwear Incorporating A Knitted Component With An Integral Knit Ankle Cuff |
-
2013
- 2013-07-17 US US13/944,675 patent/US9398784B2/en active Active
- 2013-07-17 US US13/944,638 patent/US20140130373A1/en not_active Abandoned
- 2013-07-17 US US13/944,689 patent/US20140130374A1/en not_active Abandoned
- 2013-07-17 US US13/944,717 patent/US20140130375A1/en not_active Abandoned
- 2013-08-29 US US14/013,402 patent/US20140130376A1/en not_active Abandoned
- 2013-11-07 BR BR112014027028-7A patent/BR112014027028B1/pt not_active IP Right Cessation
- 2013-11-07 JP JP2015542695A patent/JP6411356B2/ja active Active
- 2013-11-07 BR BR112014028914-0A patent/BR112014028914B1/pt not_active IP Right Cessation
- 2013-11-07 CN CN201380035700.8A patent/CN104470390B/zh active Active
- 2013-11-07 KR KR1020147031827A patent/KR101682785B1/ko active IP Right Grant
- 2013-11-07 EP EP13854208.9A patent/EP2919609B1/en active Active
- 2013-11-07 WO PCT/US2013/068841 patent/WO2014078159A2/en active Application Filing
- 2013-11-07 KR KR1020177018005A patent/KR101856918B1/ko active IP Right Grant
- 2013-11-07 JP JP2015542701A patent/JP6739168B2/ja active Active
- 2013-11-07 EP EP13808282.1A patent/EP2919606B1/en active Active
- 2013-11-07 BR BR112014032696-7A patent/BR112014032696B1/pt not_active IP Right Cessation
- 2013-11-07 EP EP13812216.3A patent/EP2919611B1/en active Active
- 2013-11-07 CN CN201380036317.4A patent/CN104684433B/zh active Active
- 2013-11-07 KR KR1020147031620A patent/KR101742366B1/ko active IP Right Grant
- 2013-11-07 JP JP2015542698A patent/JP6529008B2/ja active Active
- 2013-11-07 CN CN201380036401.6A patent/CN105188441B/zh active Active
- 2013-11-07 BR BR112015000760-0A patent/BR112015000760B1/pt not_active IP Right Cessation
- 2013-11-07 WO PCT/US2013/068845 patent/WO2014078161A2/en active Application Filing
- 2013-11-07 EP EP18195991.7A patent/EP3437504B1/en active Active
- 2013-11-07 JP JP2015542699A patent/JP6403218B2/ja active Active
- 2013-11-07 KR KR1020177017553A patent/KR101898405B1/ko active IP Right Grant
- 2013-11-07 KR KR1020147032681A patent/KR101754366B1/ko active IP Right Grant
- 2013-11-07 EP EP13815869.6A patent/EP2919608B1/en active Active
- 2013-11-07 WO PCT/US2013/068843 patent/WO2014078160A2/en active Application Filing
- 2013-11-07 CN CN201380036353.0A patent/CN104427897B/zh active Active
- 2013-11-07 EP EP13811639.7A patent/EP2919607B1/en active Active
- 2013-11-07 BR BR112014026945-9A patent/BR112014026945B1/pt not_active IP Right Cessation
- 2013-11-07 KR KR1020147031944A patent/KR20150005617A/ko active Application Filing
- 2013-11-07 CN CN201380036355.XA patent/CN104411196B/zh active Active
- 2013-11-07 WO PCT/US2013/068839 patent/WO2014078158A2/en active Application Filing
- 2013-11-07 KR KR1020147036094A patent/KR101700023B1/ko active IP Right Grant
- 2013-11-07 WO PCT/US2013/068830 patent/WO2014078152A2/en active Application Filing
- 2013-11-07 JP JP2015542700A patent/JP6157634B2/ja active Active
- 2013-11-14 AR ARP130104191A patent/AR093486A1/es active IP Right Grant
- 2013-11-14 AR ARP130104190A patent/AR093485A1/es active IP Right Grant
- 2013-11-14 AR ARP130104193A patent/AR093488A1/es active IP Right Grant
- 2013-11-14 AR ARP130104192A patent/AR093487A1/es active IP Right Grant
- 2013-11-14 AR ARP130104189A patent/AR093484A1/es active IP Right Grant
- 2013-11-15 TW TW102141568A patent/TWI646910B/zh active
- 2013-11-15 TW TW102141569A patent/TWI646911B/zh active
- 2013-11-15 TW TW102141570A patent/TWI652998B/zh active
- 2013-11-15 TW TW102141571A patent/TWI663928B/zh active
- 2013-11-15 TW TW102141567A patent/TWI646913B/zh active
-
2014
- 2014-05-09 US US14/273,605 patent/US9095187B2/en active Active
- 2014-05-09 US US14/273,574 patent/US8898932B2/en active Active
- 2014-05-09 US US14/273,709 patent/US8881430B2/en active Active
- 2014-05-09 US US14/273,582 patent/US9642413B2/en active Active
- 2014-05-09 US US14/273,591 patent/US20140245637A1/en not_active Abandoned
- 2014-09-29 US US14/499,758 patent/US9538804B2/en active Active
- 2014-10-23 US US14/522,265 patent/US9622536B2/en active Active
-
2015
- 2015-06-25 HK HK15106073.0A patent/HK1205438A1/xx unknown
- 2015-06-25 HK HK15106075.8A patent/HK1205439A1/xx unknown
- 2015-06-25 HK HK15106076.7A patent/HK1205440A1/xx unknown
- 2015-11-02 HK HK15110801.1A patent/HK1209986A1/xx unknown
-
2016
- 2016-02-24 HK HK16102105.0A patent/HK1214099A1/zh unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112014026945B1 (pt) | Método para fabricar uma parte superior para um artigo de calçado e método para fabricar um elemento para um artigo de calçado | |
| TWI613975B (zh) | 具有含偏壓式腳趾間元件之編織組件之鞋類物件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 07/11/2013, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 9A ANUIDADE. |
|
| B24J | Lapse because of non-payment of annual fees (definitively: art 78 iv lpi, resolution 113/2013 art. 12) |
Free format text: EM VIRTUDE DA EXTINCAO PUBLICADA NA RPI 2695 DE 30-08-2022 E CONSIDERANDO AUSENCIA DE MANIFESTACAO DENTRO DOS PRAZOS LEGAIS, INFORMO QUE CABE SER MANTIDA A EXTINCAO DA PATENTE E SEUS CERTIFICADOS, CONFORME O DISPOSTO NO ARTIGO 12, DA RESOLUCAO 113/2013. |