WO2023032572A1 - 缶の製造方法及び缶の製造システム - Google Patents
缶の製造方法及び缶の製造システム Download PDFInfo
- Publication number
- WO2023032572A1 WO2023032572A1 PCT/JP2022/029756 JP2022029756W WO2023032572A1 WO 2023032572 A1 WO2023032572 A1 WO 2023032572A1 JP 2022029756 W JP2022029756 W JP 2022029756W WO 2023032572 A1 WO2023032572 A1 WO 2023032572A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- color
- data
- ink
- conversion rule
- manufacturing
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 167
- 238000006243 chemical reaction Methods 0.000 claims abstract description 196
- 238000007639 printing Methods 0.000 claims abstract description 176
- 238000000926 separation method Methods 0.000 claims abstract description 132
- 239000003086 colorant Substances 0.000 claims description 99
- 238000000034 method Methods 0.000 claims description 65
- 239000007769 metal material Substances 0.000 claims description 54
- 230000001915 proofreading effect Effects 0.000 claims description 46
- 230000008569 process Effects 0.000 claims description 43
- 239000000463 material Substances 0.000 claims description 38
- 238000012937 correction Methods 0.000 claims description 25
- 230000004048 modification Effects 0.000 claims description 25
- 238000012986 modification Methods 0.000 claims description 25
- 230000009466 transformation Effects 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- 238000013507 mapping Methods 0.000 claims 2
- 239000000976 ink Substances 0.000 description 167
- 230000000875 corresponding effect Effects 0.000 description 29
- 238000012545 processing Methods 0.000 description 26
- 238000003860 storage Methods 0.000 description 11
- 238000004891 communication Methods 0.000 description 8
- -1 polyethylene Polymers 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 229920002799 BoPET Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 230000010365 information processing Effects 0.000 description 3
- 229920006267 polyester film Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 239000005033 polyvinylidene chloride Substances 0.000 description 3
- 238000003491 array Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F17/00—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for
- B41F17/08—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces
- B41F17/14—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces on articles of finite length
- B41F17/20—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces on articles of finite length on articles of uniform cross-section, e.g. pencils, rulers, resistors
- B41F17/22—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces on articles of finite length on articles of uniform cross-section, e.g. pencils, rulers, resistors by rolling contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/525—Arrangement for multi-colour printing, not covered by group B41J2/21, e.g. applicable to two or more kinds of printing or marking process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Definitions
- the present invention relates to a can manufacturing method and a can manufacturing system.
- Patent Documents 1 and 2 A method for manufacturing a can is known in which a predetermined image is printed on the surface of the cylindrical wall of the can (see Patent Documents 1 and 2, for example).
- Patent Documents 1 and 2 A method for manufacturing a can is known in which a predetermined image is printed on the surface of the cylindrical wall of the can.
- the can manufacturing method consists of a plate making data creation stage in which the plate making edit data is separated for each ink color of the printing machine that prints on the surface of the can, and the plate making edit data or the plate separation data is created. and a proofreading can manufacturing step of manufacturing a proofreading can in which an image corresponding to the platemaking editing data is output by an inkjet printer and arranged on the surface of the can based on a predetermined conversion rule.
- the conversion rules may include rules for reproducing the ink colors of the printing machine printed based on the color separation data with the inks of the inkjet printer.
- the proofing can manufacturing step may be a step of manufacturing a proofing can in which an image corresponding to the platemaking editing data is output by an inkjet printer and arranged on the can surface based on the plate separation data and the conversion rule.
- the conversion rule may be a rule for converting the color of the separation color data, which is the color data of the ink color of the printing machine, into the color of the IJ color data, which is the color data of the ink color of the inkjet printer.
- the color separation data may have a first correspondence between the ink colors of the printing machine and the color coordinates on the color space of the colors of the printed material printed with the ink colors of the printing machine.
- the IJ color data may have a second correspondence between the ink colors of the inkjet printer and the color coordinates in the color space of the colors of the printed matter printed with the ink colors of the inkjet printer.
- the can manufacturing method may further comprise a conversion rule generation step of generating a conversion rule based on the color separation data and the IJ color data.
- the can manufacturing method may further include a transformation rule modification step of modifying the transformation rule.
- the conversion rule correction step may measure the color values of a color sample consisting of color patches printed on the metal material by the printing machine using the ink colors of the printing machine according to the colors of the color separation data.
- the color of the color separation data is converted into the color of the IJ color data according to the conversion rule, and the inkjet printer prints the ink color of the inkjet printer corresponding to the color of the IJ color data on a transparent film.
- the color values of the IJP color chart in which the subsequent transparent film is superimposed on the metal material may be measured.
- the conversion rule modification step when the difference between the color value of the color sample and the color value of the IJP color chart is greater than a predetermined value, the conversion rule is modified so that the difference between the color values is less than or equal to a predetermined value.
- the proofreading can manufacturing stage may be a step of manufacturing a proofreading can in which an image corresponding to the platemaking editing data is output by an inkjet printer and arranged on the can surface based on the platemaking editing data and the conversion rule.
- the conversion rule may be a rule for converting the color of the prepress edit color data, which is the color data of the ink color of the prepress edit data, into the color of the IJ color data, which is the color data of the ink color of the inkjet printer.
- the prepress editing color data has a third correspondence between the ink colors of the prepress editing data and the color coordinates on the color space of the colors of the printed matter printed with the ink colors of the printing machine based on the color separation data. good.
- the IJ color data may have a fourth correspondence between the ink colors of the inkjet printer and the color coordinates on the color space of the colors of the printed material printed with the ink colors of the inkjet printer.
- the can manufacturing method may further comprise a conversion rule generation step of generating a conversion rule based on the prepress editing color data and the IJ color data.
- the can manufacturing method may further include a transformation rule modification step of modifying the transformation rule.
- the conversion rule modification step may measure the color values of a color sample consisting of color patches printed on a metal material by the printing machine with the ink colors of the printing machine.
- the conversion rule correction step the color of the prepress edit color data is converted into the color of the IJ color data according to the conversion rule, and the ink color of the ink jet printer corresponding to the color of the IJ color data is printed on a transparent film by the ink jet printer, Color values of an IJP color chart obtained by superimposing a printed transparent film on a metal material may be measured.
- the conversion rule modification step when the difference between the color value of the color sample and the color value of the IJP color chart is greater than a predetermined value, the conversion rule is modified so that the difference between the color values is less than or equal to a predetermined value. you can
- Separation data may include data for special color printing in the special color printing method.
- the color separation data may include process color plate data for a process color printing system.
- the proof can has an image corresponding to the prepress edit data printed directly on the can surface with an inkjet printer.
- the proof can has a film disposed on the can surface, and the film may be formed with an image corresponding to the prepress edit data printed by the inkjet printer.
- the can manufacturing method may further include a prepress edit data creation step of creating prepress edit data from the image data.
- the image data may have colors selected from a color sample that represents the ink colors of the printing machine.
- the color sample may be printed on a metal plate used for cans.
- the can manufacturing method may further include a proofreading step of proofreading the prepress editing data using a proofreading can.
- the can manufacturing method further comprises a proofreading step of proofreading the prepress editing data using the proofreading can, wherein the proofreading step includes a step of comparing the color sample of the color selected by the image data with the color of the proofreading can.
- the can manufacturing system includes a printing machine that prints on the surface of the can, a plate-separation data creating unit that creates plate-separated data by separating each ink color of the printing machine from the plate-making edit data, and a plate-making editing unit.
- an inkjet printer that outputs an image corresponding to the prepress editing data based on the data or plate separation data and a predetermined conversion rule, and manufactures a proof can with the image arranged on the can surface.
- the conversion rules may include rules for reproducing the ink colors of the printing machine printed based on the color separation data with the inks of the inkjet printer.
- the inkjet printer may output an image corresponding to the prepress editing data based on the plate separation data and the conversion rule.
- the conversion rule may be a rule for converting the color of the separation color data, which is the color data of the ink color of the printing machine, into the color of the IJ color data, which is the color data of the ink color of the inkjet printer.
- the color separation data may have a first correspondence between the ink colors of the printing machine and the color coordinates on the color space of the colors of the printed material printed with the ink colors of the printing machine.
- the IJ color data may have a second correspondence between the ink colors of the inkjet printer and the color coordinates in the color space of the colors of the printed matter printed with the ink colors of the inkjet printer.
- the can manufacturing system may further include a conversion rule generator that generates a conversion rule based on the color separation data and the IJ color data.
- the can manufacturing system may be equipped with a color sample consisting of color patches in which the ink colors of the printing machine based on the colors of the color separation data are printed on the metal material by the printing machine.
- the can manufacturing system converts the color of the color separation data into the color of the IJ color data according to the conversion rule, and prints the ink color of the ink jet printer corresponding to the color of the IJ color data on a transparent film by the inkjet printer.
- An IJP color chart may be provided with a later transparent film superimposed on the metal material.
- the can manufacturing system measures the color values of the color sample and the IJP color chart, and if the difference between the color value of the color sample and the color value of the IJP color chart is greater than a predetermined value, the color value difference
- a conversion rule correction unit that corrects the conversion rule so that is equal to or less than a predetermined value may be further provided.
- the inkjet printer may output an image corresponding to the prepress editing data based on the prepress editing data and the conversion rule.
- the conversion rule may be a rule for converting the color of the prepress edit color data, which is the color data of the ink color of the prepress edit data, into the color of the IJ color data, which is the color data of the ink color of the inkjet printer.
- the prepress editing color data has a third correspondence between the ink colors of the prepress editing data and the color coordinates on the color space of the colors of the printed matter printed with the ink colors of the printing machine based on the color separation data. good.
- the IJ color data may have a fourth correspondence between the ink colors of the inkjet printer and the color coordinates on the color space of the colors of the printed material printed with the ink colors of the inkjet printer.
- the can manufacturing system may further include a conversion rule generation unit that generates a conversion rule based on the prepress editing color data and the IJ color data.
- the can manufacturing system may be equipped with a color sample consisting of a color patch printed on a metal material by the printing machine with the ink color of the printing machine.
- the can manufacturing system converts the color of the prepress editing color data into the color of the IJ color data according to the conversion rule, and prints the ink color of the inkjet printer corresponding to the color of the IJ color data on the transparent film by the inkjet printer.
- An IJP color chart may be provided in which the later transparent film is superimposed on the metal material.
- the can manufacturing system measures the color values of the color sample and the IJP color chart, and if the difference between the color value of the color sample and the color value of the IJP color chart is greater than a predetermined value, determines the color value.
- a conversion rule correction unit that corrects the conversion rule so that the difference is equal to or less than a predetermined value may be further provided.
- Separation data may include data for special color printing in the special color printing method.
- the color separation data may include process color plate data for a process color printing system.
- the inkjet printer may print the image corresponding to the prepress edit data directly on the surface of the can.
- the inkjet printer may print an image corresponding to the prepress edit data on the film.
- the can manufacturing system may further include a prepress editing data creation unit that creates prepress editing data from image data.
- the can manufacturing system may further include a color sample that represents the ink color of the printing machine.
- the color sample may be printed on a metal plate used for cans.
- the image data may have colors selected from a color swatch.
- FIG. 1 shows an example of a can manufacturing system 100 in this embodiment.
- An example of data processing by the can manufacturing system 100 in this embodiment is shown.
- 3 shows a specific example of data processing by the conversion rule generation unit 40 and the conversion rule correction unit 50 in the embodiment shown in FIG.
- An example of data processing by the can manufacturing system 100 in this embodiment is shown.
- 5 shows a specific example of data processing by the conversion rule generation unit 40 and the conversion rule correction unit 50 in the embodiment shown in FIG. 1 shows an example of a production flow of a method for producing a can according to the present embodiment.
- a specific example of a can proofing stage in the can manufacturing method of the present embodiment is shown.
- a specific example of a can proofing stage in the can manufacturing method of the present embodiment is shown.
- 1 shows an example of a conversion rule generation flow in the can manufacturing method of the present embodiment.
- a specific example of the first association in the can manufacturing method of the present embodiment is shown.
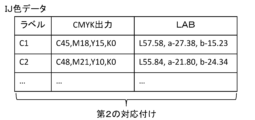
- a specific example of the second association in the can manufacturing method of the present embodiment is shown.
- 1 shows an example of a conversion rule correction flow in the can manufacturing method of the present embodiment.
- 4 shows a modification of the manufacturing flow of the can manufacturing method according to the present embodiment.
- 1 shows an example of a conversion rule generation flow in the can manufacturing method of the present embodiment.
- a specific example of the third association in the can manufacturing method of the present embodiment is shown.
- a specific example of the fourth association in the can manufacturing method of the present embodiment is shown.
- 1 shows an example of a conversion rule correction flow in the can manufacturing method of the present embodiment.
- FIG. 1 shows an example of a can manufacturing system 100 in this embodiment.
- the can manufacturing system 100 manufactures cans having images printed on their surfaces.
- the can manufacturing system 100 may include a printing machine 200 , an inkjet printer 300 and a computer 400 .
- the printing machine 200 prints an image on the surface of the can.
- the main printing machine 200 may be a plate-type printing machine that performs printing using a printing plate, and may be a gravure printing machine, a flexo printing machine, an offset printing machine, or the like.
- the printing machine 200 performs printing using process color inks such as cyan (C), magenta (M), yellow (Y), and black (K), and/or special color inks other than process colors. It's okay.
- the can manufacturing system 100 may further include a plate making device 210 .
- the plate making device 210 makes a printing plate to be used in the main printing machine 200 .
- the plate-making device 210 may be a device that performs plate-making by methods such as DTP (Desktop Publishing) and CTP (Computer To Plate).
- the body of the can manufactured by the can manufacturing system 100 in this embodiment may be made of aluminum or steel.
- the can may be a two-piece can, a three-piece can, or a bottle can.
- the shape of the can may be cylindrical or rectangular.
- Contents to be filled in cans may be beverages, foods, cosmetics, detergents, pharmaceuticals, and the like.
- the inkjet printer 300 prints an image formed on the surface of the calibration can by an inkjet method.
- the inkjet printer 300 ejects inks such as cyan, magenta, yellow, and black to output images.
- the inkjet printer 300 may use ink colors other than these, and may further use ink colors such as white, light cyan, vivid magenta, vivid light magenta, orange, and green, for example.
- the inkjet printer 300 may print an image directly on the surface of the can. At this time, a can having an image printed on its surface by the inkjet printer 300 can be used as a calibration can used for proofreading printing by the main printing machine 200 . Also, the inkjet printer 300 may print an image on a film. At this time, a film on which an image printed by the inkjet printer 300 is formed can be placed on the can surface to manufacture a calibration can.
- the body of the calibration can may be made of aluminum or steel. Also, it may be a 2-piece can, a 3-piece can, or a bottle can.
- the shape of the can may be cylindrical or rectangular.
- the material and shape of the calibration cans may be the same as those of the cans manufactured by the can manufacturing system of the present embodiment.
- the film may be polyester film such as PET film, vinyl chloride film, polystyrene film, polyvinylidene chloride film, polyethylene film, or polypropylene film.
- the thickness of the film may be from 10 ⁇ m to 500 ⁇ m.
- the computer 400 generates data for plate making by the plate making device 210 and data for printing by the inkjet printer 300 , and provides these data to the plate making device 210 and the inkjet printer 300 .
- the computer 400 may have a prepress editing data creation unit 10 , a plate separation data creation unit 20 , a conversion unit 30 , a conversion rule generation unit 40 and a conversion rule correction unit 50 .
- the prepress editing data creation unit 10 creates prepress editing data 14 from the image data 12 .
- the image data 12 is document data of an image to be printed on a can by the main printing machine 200 .
- the prepress editing data creating unit 10 may edit the image data 12 such as layout and color tone correction to create prepress editing data 14 .
- the plate-separation data creation unit 20 creates plate-separation data 22 from the platemaking editing data 14 by separating the ink colors of the main printing machine 200 .
- the plate-separation data creating unit 20 decomposes the plate-making edit data 14 for each printing plate (that is, ink color) used in the main printing machine 200, and creates plate-separation data 22 indicating the ink pattern for each printing plate. good.
- the color separation data 22 may be created by performing a halftone dot conversion process in which the density of each ink color is represented by a set of halftone dots for the ink pattern of each printing plate.
- the plate separation data 22 may include data of a spot color plate of the spot color printing method.
- the color separation data 22 may include process color plate data for a process color printing method. Further, the color separation data 22 may include spot color data and process color data.
- the conversion unit 30 performs a process of converting the platemaking editing data 14 and/or the plate separation data 22 created for printing the image in the main printing machine 200 into data that can be output by the inkjet printer 300 .
- the conversion unit 30 may perform conversion processing of the platemaking editing data 14 and/or the plate separation data 22 based on the conversion rule 32 .
- the conversion rule 32 may have a rule for reproducing the ink color of the main printing machine 200 printed based on the color separation data 22 with the ink of the inkjet printer 300 .
- the can manufacturing system 100 of the present embodiment can reproduce the ink color of the image printed on the surface of the can using the main printing machine 200 in the image placed on the surface of the proofreading can. .
- the conversion rule generation unit 40 performs processing for generating the conversion rule 32. Also, the conversion rule correction unit 50 performs processing for correcting the generated conversion rule 32 .
- the platemaking editing data creation unit 10, the separation data creation unit 20, the conversion unit 30, the conversion rule creation unit 40, and the conversion rule correction unit 50 may be provided in one computer 400, and each function may be distributed to a plurality of units. It may be provided in the computer 400 of the base.
- the ink jet printer 300 can be used to manufacture a calibrated can that reproduces the ink color of the image printed on the surface of the can by the printing machine 200 .
- proofreading using the inkjet printer 300 can significantly reduce the time required for proofreading a printed can compared to the conventional can manufacturing method in which a proofreading can is manufactured by a printing machine using a printing plate. As a result, it is possible to greatly shorten the period from receipt of an order for printed cans to delivery of the printed cans.
- the can manufacturing system 100 may further include a color sample 60 representing the ink color of the main printing machine 200 .
- the color sample 60 may be printed on a metal plate used for cans.
- Image data 12 may have colors selected from color swatches 60 .
- FIG. 2 shows an example of data processing by the can manufacturing system 100 in this embodiment.
- a prepress editing data creating unit 10 creates prepress editing data 14 from the image data 12 .
- the platemaking editing data creating unit 10 inputs the platemaking editing data 14 to the plate separation data creating unit 20 .
- a plate-separation data creation section 20 creates plate-separation data 22 from the plate-making editing data 14 .
- the color-separation data creation unit 20 inputs the color-separation data 22 to the conversion unit 30 .
- the conversion unit 30 acquires the color separation data 24 corresponding to the color separation data 22 and corresponding to the color data of the ink colors used in the main printing machine 200 (for example, reading the color separation data 24 from a memory in which the color separation data 24 is stored in advance).
- the conversion unit 30 converts the color separation data 22 into data that can be output by the inkjet printer 300 (also referred to as “IJ print data”).
- the color of the color separation data 24 is converted into the color of the IJ color data 34 which is the color data of the ink colors of the inkjet printer 300 .
- the conversion unit 30 outputs the colors of the IJ print data and the IJ color data 34 to the inkjet printer 300 .
- the inkjet printer 300 outputs an image corresponding to the prepress edit data 14 based on the plate separation data 22 and the conversion rule 32 .
- the output image is arranged in a proofreading can, and the prepress edit data 14 is proofread using the proofreading can.
- the color separation data creation unit 20 inputs the colors of the color separation data 22 and the color separation data 24 to the plate making device 210 .
- the plate making device 210 makes a printing plate based on the plate separation data 22 .
- the manufactured printing plate is mounted on the main printing machine 200, and an image corresponding to the platemaking editing data 14 is printed.
- the can manufacturing system 100 shown in FIG. 2 By data processing by the can manufacturing system 100 shown in FIG. 2, it is possible to manufacture a calibrated can that reproduces the ink color of the image printed on the surface of the can by the main printing machine 200 .
- the image to be arranged on the can surface of the proofing can is output by converting the color separation data 22, the proofing can that reproduces the shape and arrangement of the halftone dots expressed on the printing plate of the main printing machine 200 can be produced. can be manufactured.
- FIG. 3 shows a specific example of data processing by the conversion rule generation unit 40 and the conversion rule correction unit 50 in the embodiment shown in FIG.
- the main printing machine 200 prints the printed material 220 with the ink color of the main printing machine 200 .
- the color coordinate of the color of the printed matter 220 on the color space is obtained with a colorimeter.
- the inkjet printer 300 prints the printed matter 320 with the ink color of the inkjet printer 300 .
- the color coordinate of the color of the printed matter 320 on the color space is obtained with a colorimeter.
- values of the CIE1976Lab color system defined by JISZ8781-4:2013 may be used, and values of the CIE1976Luv color system defined by JISZ8781-5:2013 may be used.
- the printed matter 220 may be a printed matter 220 printed on a metal material with the ink color of the main printing machine 200 .
- the printed matter 220 is produced by the printing machine 200 by printing the ink colors of the printing machine 200 on a metal material and printing a color sample 240 (from the color patches of the ink colors of the printing machine 200 printed on a metal material by the printing machine).
- the printed matter may be referred to as a “color sample”.).
- the metal material may be aluminum or steel, or may be the same metal material as the cans manufactured by the can manufacturing system of the present embodiment.
- the printed matter 320 is an IJP color chart 340 (IJP color chart 340) in which the ink colors of the inkjet printer 300 are printed on a transparent film and the transparent film after printing is superimposed on a metal material (the ink colors of the inkjet printer are printed on the transparent film by an inkjet printer).
- IJP color chart 340 IJP color chart 340
- the printed material obtained by superimposing the printed transparent film on the metal material may be referred to as an "IJP color chart”.
- the transparent film may be a polyester film such as a PET film, a vinyl chloride film, a polystyrene film, a polyvinylidene chloride film, a polyethylene film, or a polypropylene film, and may be made of the same material as the film used to manufacture the calibration can.
- the printed material 320 may be a printed material 320 in which the ink color of the inkjet printer 300 is printed on a metallic material, and the above description may be applied to the metallic material as it is.
- the color coordinates of the color of the printed matter 220 on the color space and the color coordinates of the color of the printed matter 320 on the color space may be obtained by measuring the printed matter with a colorimeter.
- the can When measuring the color sample 240, the can may be cut open and flattened for color measurement.
- the colors of the IJP color chart 340 the colors may be measured by overlapping a printed transparent film on a flat metal material obtained by cutting open a can.
- the conversion rule generation unit 40 associates the ink colors of the printing machine 200 with the color coordinates of the colors of the printed matter 220 in the color space, and Color separation data 24 having a first correspondence 42 with spatial color coordinates is obtained.
- the conversion rule generator 40 also associates the ink colors of the inkjet printer 300 with the color coordinates of the colors of the printed matter 320 on the color space, and Obtain IJ color data 34 having a second association 44 with color coordinates.
- a conversion rule generation unit 40 generates a conversion rule 32 based on the color separation data 24 and the IJ color data 34 .
- the conversion rule 32 may be generated so that the difference between the color values of the printed matter 220 and the color values of the printed matter 320 is within a predetermined range.
- ⁇ E 00 is an index of color difference defined by JISZ8781-6:2017 and ISO/CIE 11664-6:2014(E).
- the conversion rule generation unit 40 inputs the generated conversion rule 32 to the conversion unit 30 .
- the main printing machine 200 prints the ink colors of the main printing machine 200 according to the color separation data 24 on a metal material to produce a color sample 240 consisting of color patches.
- the metal material may be aluminum or steel, and may be the same metal material as the cans manufactured by the can manufacturing system 100 of the present embodiment. Also, the metal material may be the can itself.
- the conversion unit 30 acquires the color separation data 24 and converts the color of the color separation data 24 into the color of the IJ color data 34 according to the conversion rule 32 .
- the conversion unit 30 outputs the colors of the converted IJ color data 34 to the inkjet printer 300 .
- the inkjet printer 300 prints the ink color of the inkjet printer 300 corresponding to the color of the IJ color data 34 on a transparent film, and manufactures an IJP color chart 340 by superimposing the printed transparent film on a metal material.
- the transparent film may be a polyester film such as a PET film, a vinyl chloride film, a polystyrene film, a polyvinylidene chloride film, a polyethylene film, or a polypropylene film, and may be made of the same material as the film used to manufacture the calibration can.
- the thickness of the transparent film may be from 10 ⁇ m to 500 ⁇ m.
- the metal material may be aluminum or steel, or may be the same metal material as the metal material used to manufacture the calibration can. Also, the metal material may be the can itself.
- the IJP color chart 340 may be an IJP color chart 340 in which the ink colors of the inkjet printer 300 corresponding to the colors of the IJ color data 34 are printed on a metal material by the inkjet printer 300 .
- the metal material the above description may be applied as it is.
- the conversion rule correction unit 50 acquires the difference 52 between the color value of the color sample 240 measured by the colorimeter and the color value of the IJP color chart 340 .
- the conversion rule modification unit 50 modifies the conversion rule 32 so that the color value difference 52 is equal to or less than the predetermined value.
- the ink color and output characteristics are different for each of the main printing machine 200 and the inkjet printer 300, and the metal materials and film materials of the printing cans and calibration cans can be expressed. Even if the ink colors used are different, conversion rules 32 with high reproducibility can be acquired based on actual measurement values. As a result, it is possible to manufacture proofreading cans in which the ink color of the image printed on the surface of the can by the printing machine 200 is expressed with high reproducibility.
- FIG. 4 shows an example of data processing by the can manufacturing system 100 in this embodiment.
- the examples shown in FIGS. 4 and 5 are examples of embodiments different from the examples shown in FIGS.
- a prepress editing data creating unit 10 creates prepress editing data 14 from the image data 12 .
- the prepress editing data creation unit 10 inputs the prepress editing data 14 to the conversion unit 30 .
- the converting unit 30 acquires the plate-making edited color data 16 , which is the color data of the ink color of the plate-making edited data 14 , from the plate-made edited data 14 .
- the conversion unit 30 performs a process of converting the prepress edit data 14 into IJ print data. Further, the conversion unit 30 converts the color of the prepress edit color data 16 into the color of the IJ color data 34 which is the color data of the ink color of the inkjet printer 300 according to a predetermined conversion rule 32 .
- the conversion unit 30 outputs the colors of the IJ print data and the IJ color data 34 to the inkjet printer 300 .
- the inkjet printer 300 outputs an image corresponding to the prepress/edit data 14 based on the prepress/edit data 14 and the conversion rule 32 .
- the output image is arranged in a proofreading can, and the prepress edit data 14 is proofread using the proofreading can.
- the platemaking editing data creating unit 10 inputs the platemaking editing data 14 to the plate separation data creating unit 20 .
- a plate-separation data creation section 20 creates plate-separation data 22 from the plate-making editing data 14 .
- the plate-separation data creation unit 20 inputs the plate-separation data 22 to the plate making device 210 .
- the plate making device 210 makes a printing plate based on the plate separation data 22 .
- the manufactured printing plate is mounted on the main printing machine 200, and an image corresponding to the platemaking editing data 14 is printed.
- the can manufacturing system 100 shown in FIG. 4 it is possible to manufacture a calibrated can that reproduces the ink color of the image printed on the surface of the can by the printing machine 200 . Further, since the platemaking editing data 14 is converted and an image to be arranged on the can surface of the proofreading can is output, a proofreading can having high reproducibility of the ink color of the platemaking editing data 14 can be manufactured.
- FIG. 5 shows a specific example of data processing by the conversion rule generation unit 40 and the conversion rule correction unit 50 in the embodiment shown in FIG.
- the main printing machine 200 prints the printed matter 260 with the ink color of the main printing machine 200 based on the color separation data 22 .
- a colorimeter obtains the color coordinates of the color of the printed matter 260 in the color space.
- the printed material 360 is printed with the ink color of the inkjet printer 300 .
- a colorimeter obtains the color coordinates of the color of the printed matter 360 in the color space.
- the printed material 260 may be a color sample 280 made up of color patches printed by the main printing machine 200 on a metal material in the ink color of the main printing machine 200 .
- the printed material 360 may be an IJP color chart 380 in which the ink colors of the inkjet printer 300 are printed on a transparent film and the printed transparent film is superimposed on the metal material.
- IJP color chart 380 in which the ink colors of the inkjet printer 300 are printed on a transparent film and the printed transparent film is superimposed on the metal material.
- the conversion rule generator 40 associates the ink color of the prepress editing data 14 with the color coordinates of the color of the printed matter 260 in the color space, and Prepress edit color data 16 having a third correspondence 46 with spatial color coordinates is obtained.
- the conversion rule generation unit 40 associates the ink color of the inkjet printer 300 with the color coordinate of the color of the printed matter 360 on the color space.
- IJ color data 34 having a fourth association 48 with color coordinates.
- the conversion rule generation unit 40 generates the conversion rule 32 based on the prepress editing color data 16 and the IJ color data 34 .
- the conversion rule generation unit 40 inputs the generated conversion rule 32 to the conversion unit 30 .
- the plate-separation data creation unit 20 creates plate-separation data 22 from the plate-making editing data 14 .
- the main printing machine 200 acquires the color separation data 22 and produces a color sample 280 consisting of color patches in which ink colors of the main printing machine 200 are printed on a metal material.
- the conversion unit 30 acquires the color of the prepress editing color data 16 and converts it into the color of the IJ color data 34 according to the conversion rule 32 .
- the conversion unit 30 outputs the colors of the converted IJ color data 34 to the inkjet printer 300 .
- the inkjet printer 300 prints the ink color of the inkjet printer 300 corresponding to the color of the IJ color data 34 on a transparent film, and manufactures the IJP color chart 380 by superimposing the printed transparent film on the metal material.
- the IJP color chart 380 may be an IJP color chart 380 in which ink colors of the inkjet printer 300 corresponding to the IJ color data 34 are printed on a metallic material by the inkjet printer 300 .
- the conversion rule correction unit 50 acquires the difference 54 between the color value of the color sample 280 and the color value of the IJP color chart 380 .
- the conversion rule modification unit 50 modifies the conversion rule 32 so that the color value difference 54 is equal to or less than the predetermined value.
- the ink colors and output characteristics are different for each of the main printing machine 200 and the inkjet printer 300, and the metal materials and film materials of the printing cans and calibration cans can be represented. Even if the ink colors used are different, conversion rules 32 with high reproducibility can be acquired based on actual measurement values. As a result, it is possible to manufacture proofreading cans in which the ink color of the image printed on the surface of the can by the printing machine 200 is expressed with high reproducibility.
- the can manufacturing method may include at least a color separation data creation stage and a calibration can manufacturing stage.
- FIG. 6 shows an example of the manufacturing flow of the can manufacturing method according to this embodiment.
- cans can be manufactured by performing the processes of S10 to S60 in FIG.
- the processes of S10 to S60 will be described in order, but at least some of these processes may be executed in parallel, and each step may be exchanged and executed. Also, some steps may be omitted.
- S30 corresponds to the separation data creation stage
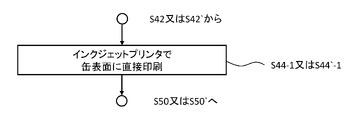
- S44 corresponds to the calibration can manufacturing stage.
- the image data 12 is submitted.
- the image data 12 may have the image data 12 created by the computer 400, or may have the image data 12 read by a device such as a camera or a scanner.
- the image data 12 may be submitted via a storage medium such as an electronic storage medium, a magnetic storage medium, an optical storage medium, an electromagnetic storage medium, a semiconductor storage medium, or the like, which is readable by the computer 400.
- Manuscripts may be submitted via a line.
- the image data 12 may be PDF data, BMP data, JPG data, or the like.
- the image data 12 may have colors selected from a color sample 60 representing ink colors of the printing machine 200 .
- the color sample 60 may be printed on a metal plate used for cans. Alternatively, the can itself may be printed and cut open.
- the prepress edit data 14 is created from the image data 12.
- the prepress editing data 14 may be created by editing the image data 12 such as layout and color tone correction.
- the prepress editing data 14 may include data necessary for editing objects such as arrangement of objects such as graphics and characters, character fonts, and color designations.
- the prepress editing data 14 may be created by manipulating existing editing software.
- Existing editing software is preferably software for the packaging industry, such as PackEdge (Esko).
- the prepress editing data 14 may be automatically created from the image data 12 by a computer.
- the color separation data 22 is created for each ink color of the main printing machine 200 that prints on the surface of the can.
- the prepress editing data 14 may be decomposed for each printing plate used in the main printing machine 200, and the separation data 22 representing the ink pattern for each printing plate may be created.
- the color separation data 22 may be created by performing a halftone dot conversion process in which the density of each ink color is represented by a set of halftone dots for the ink pattern of each printing plate.
- the color separation data 22 may be 1-bit TIFF (Tagged Image File Format) data created for each ink color of the main printing machine 200 .
- the separation data 22 may be created by manipulating existing editing software.
- existing editing software include software RIP (Raster Image Processor) such as Imaging engine (Esko).
- the plate separation data 22 may be automatically created from the platemaking editing data 14 by a computer.
- a process is performed to convert the plate separation data 22 into data (also referred to as "IJ print data") that can be output by the inkjet printer 300.
- IJ print data data that can be output by the inkjet printer 300.
- the plate separation data 22 for each printing plate are synthesized. Then, IJ print data may be created.
- the color of each color separation color data 24 may be converted to the color of the IJ color data 34 according to the conversion rule 32 .
- some pixels have color overlap and some have no color overlap.
- a specific pixel may be colored by spot color 1 ink and spot color 2 ink, and another specific pixel may be colored by spot color 1 ink only.
- each of the two or more colors expressed by overlapping is converted to the color of the IJ color data 34 according to the conversion rule 32, and converted.
- a process of mixing the colors of the two or more IJ color data 34 is performed to generate an overlapping color.
- a mixed ink color may be generated by mixing two or more colors of the IJ color data 34 based on a predetermined mixing rule.
- the mixing rule may be a lookup table previously provided by the user, or may be a mathematical formula.
- the colors of the converted IJ color data 34 may be used as they are for pixels with no color expressed by overlapping two or more plates.
- the color separation data 22 may be corrected, such as by adjusting halftone dots and character thickness, to create IJ print data.
- the can manufacturing method of the present embodiment it is possible to reproduce the ink color of the image printed on the surface of the can using the main printing machine 200 in the image arranged on the surface of the proofreading can.
- IJ print data may be created by manipulating existing editing software.
- Existing editing software includes, for example, Rosette Star Proof (Ueno Co., Ltd.).
- IJ print data may be automatically created from the color separation data 22 by a computer.
- an image is output by the inkjet printer 300, and the output image is arranged on the surface of the can to manufacture a calibration can.
- the ink jet printer 300 prints an image corresponding to the prepress edit data 14, and a proof can on which the image is arranged is obtained.
- the prepress edit data 14 is calibrated using the manufactured calibration can. Calibration may be performed by comparing color swatches 60 of the colors selected in image data 12 to the colors of the calibration cans. If it is determined in S50 that the prepress editing data 14 needs to be corrected, the prepress editing data 14 is corrected, and the steps after S30 are executed. If it is determined in S50 that the prepress editing data 14 need not be corrected, the process proceeds to S60.
- the plate making device 210 produces a printing plate based on the plate separation data 22, and the main printing machine 200 prints on the surface of the can.
- the plate making device 210 produces a printing plate based on the plate separation data 22, and the main printing machine 200 prints on the surface of the can.
- the proofing can can be produced by reproducing the shape and arrangement of the halftone dots expressed on the printing plate of the main printing machine 200. can do.
- proofreading using the inkjet printer 300 can significantly reduce the time required for proofreading printed cans compared to the conventional can manufacturing method in which proofreading cans are manufactured by a printing machine using a printing plate. As a result, it is possible to greatly shorten the period from receipt of an order for printed cans to delivery of the printed cans.
- FIG. 7 shows a specific example of the can calibration step S44 in the can manufacturing method of the present embodiment.
- the inkjet printer 300 may print directly on the surface of the can. This produces a proof can having an image printed by the inkjet printer 300 directly on the can surface.
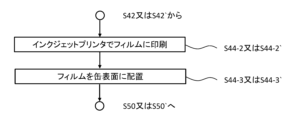
- FIG. 8 shows another specific example of the can calibration step S44 in the can manufacturing method of the present embodiment.
- the inkjet printer 300 prints an image on the film.
- the above explanation may be applied as it is.
- a film on which an image printed by the shown inkjet printer 300 is formed is placed on the surface of the can to manufacture a calibration can.
- a calibration can having a film placed on the surface of the can and an image corresponding to the platemaking edit data 14 printed by the inkjet printer 300 formed on the film is manufactured.
- the film may be placed on the can with an adhesive.
- the film may be wrapped around the can and secured with tape at both ends. The film may be heat shrunk to secure it to the can.
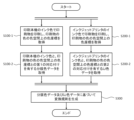
- FIG. 9 shows an example of the generation flow of the conversion rule 32 in the can manufacturing method of this embodiment.
- the conversion rule 32 may be generated by performing the generation flow of FIG.
- the processes of S100-1 to S300 will be described in order, but at least a part of these processes may be executed in parallel, or within the scope of the present invention. Each step may be replaced and executed. Also, some steps may be omitted.
- the printed material 220 is printed with the ink color of the printing machine 200, and the color coordinates of the color of the printed material 220 on the color space are obtained.
- the above description may be applied as it is to the description of the materials and color coordinates of the printed matter.
- the ink color of the printing machine 200 and the color coordinate of the color of the printed matter 220 are associated with each other, and the ink color of the printing machine 200 and the color space of the printed matter 220 are matched. obtain color separation data 24 having a first association 42 with color coordinates of .
- the printed material 320 is printed with the ink color of the inkjet printer 300, and the color coordinates of the color of the printed material 320 on the color space are obtained.
- the above description may be applied as it is to the description of the materials and color coordinates of the printed matter.
- a conversion rule 32 is generated based on the color separation data 24 and the IJ color data 34.
- FIG. The conversion rule 32 may be generated so that the difference between the color values of the printed matter 220 and the color values of the printed matter 320 is within a predetermined range.
- ⁇ E 00 is an index of color difference defined by JISZ8781-6:2017 and ISO/CIE 11664-6:2014(E).
- the ink that can be represented when the ink color and output characteristics are different for each printing machine 200 and the inkjet printer 300, or depending on the metal material and film material of the printing can and calibration can Even if the colors are different, it is possible to obtain conversion rules 32 with high reproducibility based on actual measurement values. As a result, it is possible to manufacture proofreading cans in which the ink color of the image printed on the surface of the can by the printing machine 200 is expressed with high reproducibility.
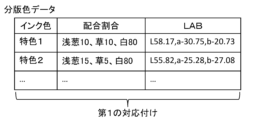
- FIG. 10A shows a specific example of the first association 42 in the can manufacturing method of this embodiment.
- FIG. 10B shows a specific example of the second association 44 in the can manufacturing method of the present embodiment.
- the color separation data 24 is color data of the ink colors used in the main printing machine 200, and includes data specifying the ink colors (that is, the colors of the color separation data 24) such as ink color names and ink mixing ratios.
- the first association 42 may associate, for each ink color used in the main printing machine 200 , the data specifying the ink color with the color coordinates of the color of the printed matter 220 in the color space.
- the IJ color data 34 may have data specifying the ink color (ie, the color of the IJ color data 34), such as the name of the ink color and the mixing ratio of the ink, as the color data of the ink color of the inkjet printer 300.
- the second association 44 may associate the data specifying the ink color and the color space coordinates of the colors of the printed matter 320 for each ink color used in the inkjet printer 300 .
- a first correspondence between spot color 1 and color coordinates (L58.17, a-30.75, b-20.73) is performed, and in S200-2, As shown in FIG. 10B, a second correspondence between C1 and color coordinates (L57.58, a-27.38, b-15.23) may be made.
- a conversion rule for converting spot color 1 to C1 may be generated.
- FIG. 11 shows an example of the modification flow of the conversion rule 32 in the can manufacturing method of this embodiment.
- the conversion rule 32 in the can manufacturing method of the embodiment shown in FIG. 6 may be modified by performing the modification flow of FIG.
- the processes of S400 to S900 will be described in order, but at least a part of these processes may be executed in parallel, and each step may be exchanged and executed. Also, some steps may be omitted.
- the color of the separation color data 24 is converted into the color of the IJ color data 34 according to the conversion rule 32.
- spot color 1 is converted to C1.
- the ink color of the inkjet printer 300 corresponding to the color of the IJ color data 34 (eg, C1) (eg, the ink color of L57.58, a-27.38, b-15.23) is printed on transparent film.
- an IJP color chart 340 is created by superimposing the printed transparent film on the metal material, and the color values are measured.
- the printer 200 creates a color sample 240 consisting of color patches printed on a metal material by the printer 200 using ink colors (for example, special color 1) of the color of the color separation data 24. Measure color.
- the color values of the color sample 240 and the color values of the IJP color chart 340 are compared. If the color value difference is greater than the predetermined value, the conversion rule 32 is modified so that the color value difference is less than or equal to the predetermined value, and steps from S400 onward are performed using the modified conversion rule 32. to run.
- the modification flow of FIG. 11 may be performed on the conversion rule 32 before it is used in the can manufacturing method of FIG. 6 after being generated by the generation flow of the conversion rule 32 shown in FIG.
- the reproducibility of the conversion rule 32 can be improved according to the metal material of the printed cans and proofreading cans manufactured in the can manufacturing method, the material of the film, and the like.
- the modification flow of FIG. 11 may be performed on the conversion rule 32 after it has started to be used in the can manufacturing method shown in FIG.
- a modification flow may be performed on the transformation rule 32 if it becomes large. 11 may be applied to the conversion rule 32 periodically.
- the correction flow of FIG. 11 may be performed. Thereby, the reproducibility of the conversion rule 32 can be maintained.
- the ink color of the image printed on the surface of the can by the main printing machine 200 can be expressed with high reproducibility.
- FIG. 12 shows a modification of the manufacturing flow of the can manufacturing method in this embodiment.
- cans can be manufactured by performing the processes of S10′ to S60′ of FIG.
- the processes of S10' to S60' will be described in order, but at least a part of these processes may be executed in parallel, or within the scope of the present invention.
- Each step may be replaced and executed.
- some steps may be omitted.
- S30' corresponds to the separation data creation stage
- S44' corresponds to the calibration can manufacturing stage.
- the image data 12 is submitted.
- the above description may be applied as it is.
- prepress edit data 14 is created from the image data 12.
- prepress editing data 14 the above explanation may be applied as it is.
- the color of the prepress editing color data 16 may be converted into the color of the IJ color data 34 according to the conversion rule 32.
- the intermediate colors of the other colors of the prepress editing color data 16 are obtained by subjecting the prepress editing data 14 to processing such as error diffusion processing, so that the colors of the IJ color data 34 are obtained. can be converted to
- the can manufacturing method of the present embodiment it is possible to reproduce the ink color of the image printed on the surface of the can using the main printing machine 200 in the image arranged on the surface of the proofreading can.
- IJ print data may be created by manipulating existing editing software.
- existing editing software include software RIP (Raster Image Processor).
- IJ print data may be automatically created from the edited prepress data 14 by a computer.
- an image is output by the inkjet printer 300, and the output image is arranged on the surface of the can to manufacture a calibration can.
- the description of the can calibration step S44' the description of FIGS. 7 and 8 may be applied as is.
- an image corresponding to the platemaking/editing data 14 is printed by the inkjet printer 300 based on the platemaking/editing data 14 and the predetermined conversion rule 32, and a calibration can having such an image is obtained.
- the prepress editing data 14 is calibrated using the manufactured calibration can.
- the above description may be applied as it is.
- the prepress editing data 14 is corrected, and the steps after S42' are executed. If it is determined in S50' that correction of the prepress edit data 14 is not necessary, the process proceeds to S30'.
- the plate separation data 22 is created from the plate editing data 14.
- the prepress editing data 14 may be decomposed for each printing plate used in the main printing machine 200, and the separation data 22 representing the ink pattern for each printing plate may be created.
- the color separation data 22 may be created by performing a halftone dot conversion process in which the density of each ink color is represented by a set of halftone dots for the ink pattern of each printing plate. For the explanation of the color separation data 22, the above explanation may be applied as it is.
- the plate making device 210 produces a printing plate based on the plate separation data 22, and the main printing machine 200 prints on the surface of the can.
- the plate making device 210 produces a printing plate based on the plate separation data 22, and the main printing machine 200 prints on the surface of the can.
- the ink color and output characteristics may differ between the main printing machine 200 and the inkjet printer 300, and the ink expressed by the metal material and film material of the printing can and proofreading can. Even if the colors are different, it is possible to obtain conversion rules 32 with high reproducibility based on actual measurement values. As a result, it is possible to manufacture proofreading cans in which the ink color of the image printed on the surface of the can by the printing machine 200 is expressed with high reproducibility.
- proofreading using the inkjet printer 300 can significantly reduce the time required for proofreading printed cans compared to the conventional can manufacturing method in which proofreading cans are manufactured by a printing machine using a printing plate. As a result, it is possible to greatly shorten the period from receipt of an order for printed cans to delivery of the printed cans.
- FIG. 13 shows an example of the generation flow of the conversion rule 32 in the can manufacturing method of this embodiment.
- the conversion rule 32 may be generated by performing the generation flow of FIG.
- the processes of S100′-1 to S300′ will be described in order, but at least some of these processes may be executed in parallel without departing from the scope of the present invention. Each step may be exchanged within a range and executed. Also, some steps may be omitted.
- the printed matter 260 is printed with the ink colors of the main printing machine 200 based on the color separation data 22, and the color coordinates of the colors of the printed matter 260 on the color space are obtained.
- the above description may be applied as it is to the description of the materials and color coordinates of the printed matter.
- the printed matter 360 is printed with the ink color of the inkjet printer 300, and the color coordinates of the color of the printed matter 360 on the color space are obtained.
- the above description may be applied as it is to the description of the materials and color coordinates of the printed matter.
- a conversion rule 32 is generated based on the prepress editing color data 16 and the IJ color data 34.
- the conversion rule 32 may be generated so that the difference between the color values of the printed matter 260 and the color value of the printed matter 360 is within a predetermined range.
- the ink color conversion rule according to the ink color and output characteristics of the printing machine 200 and the inkjet printer 300, and the metal material and film material of the printing can and calibration can It is possible to manufacture a proofreading can in which the ink color of the image printed on the surface of the can by the main printing machine 200 is expressed with high reproducibility.
- FIG. 14A shows a specific example of the third association 46 in the can manufacturing method of this embodiment.
- FIG. 14B shows a specific example of the fourth association 48 in the can manufacturing method of this embodiment.
- the prepress editing color data 16 may have data specifying the ink color such as the name of the ink color (that is, the color of the prepress editing color data 16) as the color data of the ink color of the prepress editing data 14.
- the third association 46 may associate the data specifying the ink color with the color coordinates of the colors of the printed material 260 in the color space for each ink color of the prepress edit data 14 .
- the IJ color data 34 may have data specifying the ink color (that is, the color of the IJ color data 34), such as the name of the ink color and the mixing ratio of the ink, as the ink color of the inkjet printer 300.
- the fourth association 48 may associate the data specifying the ink color with the color coordinates of the colors of the printed material 360 in the color space for each ink color used in the inkjet printer 300 .
- a fourth association may be made between C2 and color coordinates (L55.84, a-21.80, b-24.34), as shown in FIG. 14B.
- a conversion rule for converting spot color 2 to C2 may be generated.
- FIG. 15 shows an example of the modification flow of the conversion rule 32 in the can manufacturing method of this embodiment.
- the conversion rules 32 used in the can manufacturing method of the embodiment shown in FIG. 12 may be modified by performing the modification flow of FIG.
- the processes of S400' to S900' will be described in order, but at least a part of these processes may be executed in parallel, or within the scope of the present invention. Each step may be replaced and executed. Also, some steps may be omitted.
- the color of the prepress editing color data 16 is converted into the color of the IJ color data 34 according to the conversion rule 32.
- spot color 1 is converted to C1.
- the ink color of the inkjet printer 300 corresponding to the color of the IJ color data 34 (for example, C2) (for example, the ink color of L55.84, a-21.80, b-24.34) ) is printed on transparent film.
- an IJP color chart 380 is created by superimposing the printed transparent film on the metal material, and the color values are measured.
- a color sample 280 consisting of color patches printed on a metal material by the printing machine 200 is created by printing the ink colors (for example, special color 2) of the printing machine 200 according to the colors of the color separation data 24, and the color values thereof are generated. colorimetrically.
- the color values of the color sample 280 and the color values of the IJP color chart 380 are compared. If the color value difference is greater than the predetermined value, the conversion rule 32 is modified so that the color value difference is equal to or less than the predetermined value, and the modified conversion rule 32 is used to perform the processing from S400′ onward. Execute the step.
- the modification flow of FIG. 15 may be performed on the conversion rule 32 before it is used in the can manufacturing method of FIG. 12 after being generated by the generation flow of the conversion rule 32 shown in FIG.
- the reproducibility of the conversion rule 32 can be improved according to the metal material of the printed cans and proofreading cans manufactured in the can manufacturing method, the material of the film, and the like.
- the modification flow of FIG. 15 may be performed on the conversion rule 32 after it has started to be used in the can manufacturing method shown in FIG.
- a modification flow may be performed on the transformation rules 32 when the color difference becomes large. 15 may be applied to the conversion rule 32 periodically.
- the correction flow of FIG. 15 may be performed. Thereby, the reproducibility of the conversion rule 32 can be maintained.
- the ink color of the image printed on the surface of the can by the main printing machine 200 can be expressed with high reproducibility.
- Various embodiments of the invention may be described with reference to flowchart illustrations and block diagrams, where blocks refer to (1) steps in a process in which operations are performed or (2) devices responsible for performing the operations. may represent a section of Certain steps and sections may be implemented by dedicated circuitry, programmable circuitry provided with computer readable instructions stored on a computer readable medium, and/or processor provided with computer readable instructions stored on a computer readable medium. you can Dedicated circuitry may include digital and/or analog hardware circuitry, and may include integrated circuits (ICs) and/or discrete circuitry.
- ICs integrated circuits
- Programmable circuits include logic AND, logic OR, logic XOR, logic NAND, logic NOR, and other logic operations, memory elements such as flip-flops, registers, field programmable gate arrays (FPGAs), programmable logic arrays (PLAs), etc. and the like.
- Computer-readable media may include any tangible device capable of storing instructions to be executed by a suitable device, such that computer-readable media having instructions stored thereon may be designated in flowcharts or block diagrams. It will comprise an article of manufacture containing instructions that can be executed to create means for performing the operations described above. Examples of computer-readable media may include electronic storage media, magnetic storage media, optical storage media, electromagnetic storage media, semiconductor storage media, and the like.
- Computer readable media include floppy disks, diskettes, hard disks, random access memory (RAM), read only memory (ROM), erasable programmable read only memory (EPROM or flash memory), Electrically Erasable Programmable Read Only Memory (EEPROM), Static Random Access Memory (SRAM), Compact Disc Read Only Memory (CD-ROM), Digital Versatile Disc (DVD), Blu-ray (RTM) Disc, Memory Stick, Integration Circuit cards and the like may be included.
- RAM random access memory
- ROM read only memory
- EPROM or flash memory erasable programmable read only memory
- EEPROM Electrically Erasable Programmable Read Only Memory
- SRAM Static Random Access Memory
- CD-ROM Compact Disc Read Only Memory
- DVD Digital Versatile Disc
- RTM Blu-ray
- the computer readable instructions may be assembler instructions, Instruction Set Architecture (ISA) instructions, machine instructions, machine dependent instructions, microcode, firmware instructions, state setting data, or instructions such as Smalltalk, JAVA, C++, etc. any source or object code written in any combination of one or more programming languages, including object-oriented programming languages, and conventional procedural programming languages such as the "C" programming language or similar programming languages; may include
- Computer readable instructions may be transferred to a processor or programmable circuitry of a general purpose computer, special purpose computer, or other programmable data processing apparatus, either locally or over a wide area network (WAN), such as a local area network (LAN), the Internet, or the like. ) and may be executed to create means for performing the operations specified in the flowcharts or block diagrams.
- processors include computer processors, processing units, microprocessors, digital signal processors, controllers, microcontrollers, and the like.
- FIG. 16 illustrates an example computer 2200 in which aspects of the invention may be embodied in whole or in part.
- Programs installed on the computer 2200 may cause the computer 2200 to function as one or more sections of an operation or apparatus associated with an apparatus according to embodiments of the invention, or may Sections may be executed and/or computer 2200 may be caused to execute processes or steps of such processes according to embodiments of the present invention.
- Such programs may be executed by CPU 2212 to cause computer 2200 to perform certain operations associated with some or all of the blocks in the flowcharts and block diagrams described herein.
- a computer 2200 includes a CPU 2212 , a RAM 2214 , a graphics controller 2216 and a display device 2218 , which are interconnected by a host controller 2210 .
- Computer 2200 also includes input/output units such as communication interface 2222, hard disk drive 2224, DVD-ROM drive 2226, and IC card drive, which are connected to host controller 2210 via input/output controller 2220.
- the computer also includes legacy input/output units such as ROM 2230 and keyboard 2242 , which are connected to input/output controller 2220 through input/output chip 2240 .
- the CPU 2212 operates according to programs stored in the ROM 2230 and RAM 2214, thereby controlling each unit.
- Graphics controller 2216 retrieves image data generated by CPU 2212 into itself, such as a frame buffer provided in RAM 2214 , and causes the image data to be displayed on display device 2218 .
- a communication interface 2222 communicates with other electronic devices via a network.
- Hard disk drive 2224 stores programs and data used by CPU 2212 within computer 2200 .
- DVD-ROM drive 2226 reads programs or data from DVD-ROM 2201 and provides programs or data to hard disk drive 2224 via RAM 2214 .
- the IC card drive reads programs and data from IC cards and/or writes programs and data to IC cards.
- ROM 2230 stores therein programs such as boot programs that are executed by computer 2200 upon activation and/or programs that depend on the hardware of computer 2200 .
- Input/output chip 2240 may also connect various input/output units to input/output controller 2220 via parallel ports, serial ports, keyboard ports, mouse ports, and the like.
- a program is provided by a computer-readable medium such as a DVD-ROM 2201 or an IC card.
- the program is read from a computer-readable medium, installed in hard disk drive 2224 , RAM 2214 , or ROM 2230 , which are also examples of computer-readable medium, and executed by CPU 2212 .
- the information processing described within these programs is read by computer 2200 to provide coordination between the programs and the various types of hardware resources described above.
- An apparatus or method may be configured by implementing the manipulation or processing of information in accordance with the use of computer 2200 .
- the CPU 2212 executes a communication program loaded into the RAM 2214 and sends communication processing to the communication interface 2222 based on the processing described in the communication program. you can command.
- the communication interface 2222 reads transmission data stored in a transmission buffer processing area provided in a recording medium such as the RAM 2214, the hard disk drive 2224, the DVD-ROM 2201, or an IC card under the control of the CPU 2212, and transmits the read transmission data. Data is transmitted to the network, or received data received from the network is written to a receive buffer processing area or the like provided on the recording medium.
- the CPU 2212 causes the RAM 2214 to read all or necessary portions of files or databases stored in external recording media such as a hard disk drive 2224, a DVD-ROM drive 2226 (DVD-ROM 2201), an IC card, etc. Various types of processing may be performed on the data in RAM 2214 . CPU 2212 then writes back the processed data to the external recording medium.
- external recording media such as a hard disk drive 2224, a DVD-ROM drive 2226 (DVD-ROM 2201), an IC card, etc.
- Various types of processing may be performed on the data in RAM 2214 .
- CPU 2212 then writes back the processed data to the external recording medium.
- CPU 2212 performs various types of operations on data read from RAM 2214, information processing, conditional decision making, conditional branching, unconditional branching, and information retrieval, as specified throughout this disclosure and by instruction sequences of programs. Various types of processing may be performed, including /replace, etc., and the results written back to RAM 2214 . In addition, the CPU 2212 may search for information in a file in a recording medium, a database, or the like.
- the CPU 2212 determines that the attribute value of the first attribute is specified. search the plurality of entries for an entry that matches the condition, read the attribute value of the second attribute stored in the entry, and thereby associate it with the first attribute that satisfies the predetermined condition. an attribute value of the second attribute obtained.
- the programs or software modules described above may be stored on computer readable media on or near computer 2200 .
- a recording medium such as a hard disk or RAM provided in a server system connected to a dedicated communication network or the Internet can be used as a computer-readable medium, thereby providing the program to the computer 2200 via the network. do.
- Prepress editing data creating unit 12 Image data 14
- Prepress editing data 16 Prepress editing color data 20
- Separation data 24 Separation color data 30
- Conversion unit 32 Conversion rule 34 IJ color data 40
- Conversion rule generation unit 42 1 correspondence 44 second correspondence 46 third correspondence 48 fourth correspondence 50 conversion rule corrector 52 color value difference 54 color value difference 60 color sample 100 can manufacturing system 200 printer 210 Plate making device 220 Printed material 240 Color sample 260 Printed material 280 Color sample 300 Ink jet printer 320 Printed material 340 IJP color chart 360 Printed material 380 IJP color chart 400
- Computer 2200 Computer 2201 DVD-ROM 2210 host controller 2212 CPU 2214 RAM 2216 graphics controller 2218 display device 2220 input/output controller 2222 communication interface 2224 hard disk drive 2226 DVD-ROM drive 2230 ROM 2240 input/output chip 2242 keyboard
Abstract
製版編集データから、缶の表面に印刷を施す印刷本機のインク色ごとに分版した分版データを作成する分版データ作成段階と、製版編集データ又は分版データと予め定められた変換規則とに基づいて、製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する校正缶製造段階と、を備え、変換規則は、分版データに基づいて印刷される印刷本機のインク色を、インクジェットプリンタのインクで再現するための規則を有する、缶の製造方法を提供する。
Description
本発明は、缶の製造方法及び缶の製造システムに関する。
缶の筒壁の表面に所定の画像を印刷する缶の製造方法が知られている(例えば、特許文献1~2参照)。
[先行技術文献]
[特許文献]
[特許文献1] 特開2019-81555号公報
[特許文献2] 特開2012-106758号公報
[先行技術文献]
[特許文献]
[特許文献1] 特開2019-81555号公報
[特許文献2] 特開2012-106758号公報
缶の製造方法は、製版編集データから、缶の表面に印刷を施す印刷本機のインク色ごとに分版した分版データを作成する分版データ作成段階と、製版編集データ又は分版データと予め定められた変換規則とに基づいて、製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する校正缶製造段階と、を備えてよい。変換規則は、分版データに基づいて印刷される印刷本機のインク色を、インクジェットプリンタのインクで再現するための規則を有してよい。
校正缶製造段階は、分版データと変換規則とに基づいて、製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する段階であってよい。
変換規則は、印刷本機のインク色の色データである分版色データの色を、インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則であってよい。
分版色データは、印刷本機のインク色と、印刷本機のインク色で印刷した印刷物の色の色空間上の色座標との第1の対応付けを有してよい。IJ色データは、インクジェットプリンタのインク色と、インクジェットプリンタのインク色で印刷した印刷物の色の色空間上の色座標との第2の対応付けを有してよい。缶の製造方法は、分版色データ及びIJ色データに基づいて変換規則を生成する変換規則生成段階を更に備えてよい。
缶の製造方法は、変換規則を修正する変換規則修正段階を更に備えてよい。変換規則修正段階は、分版色データの色による印刷本機のインク色を印刷本機により金属素材に印刷したカラーパッチからなる色見本の色値を測色してよい。変換規則修正段階は、分版色データの色を変換規則によりIJ色データの色に変換し、インクジェットプリンタにより、IJ色データの色に対応するインクジェットプリンタのインク色を透明フィルムに印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャートの色値を測色してよい。変換規則修正段階は、色見本の色値とIJPカラーチャートの色値との差が予め定められた値より大きい場合は、色値の差が予め定められた値以下となるよう変換規則を修正してよい。
校正缶製造段階は、製版編集データと変換規則とに基づいて、製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する段階であってよい。
変換規則は、製版編集データのインク色の色データである製版編集色データの色を、インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則であってよい。
製版編集色データは、製版編集データのインク色と、分版データに基づいて印刷本機のインク色で印刷した印刷物の色の色空間上の色座標との第3の対応付けを有してよい。IJ色データは、インクジェットプリンタのインク色と、インクジェットプリンタのインク色で印刷した印刷物の色の色空間上の色座標との第4の対応付けを有してよい。缶の製造方法は、製版編集色データ及びIJ色データに基づいて変換規則を生成する変換規則生成段階を更に備えてよい。
缶の製造方法は、変換規則を修正する変換規則修正段階を更に備えてよい。変換規則修正段階は、印刷本機のインク色を印刷本機により金属素材に印刷したカラーパッチからなる色見本の色値を測色してよい。変換規則修正段階は、製版編集色データの色を変換規則によりIJ色データの色に変換し、インクジェットプリンタにより、IJ色データの色に対応するインクジェットプリンタの前記インク色を透明フィルムに印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャートの色値を測色してよい。変換規則修正段階は、色見本の色値とIJPカラーチャートの色値の差が予め定められた値より大きい場合は、色値の差が予め定められた値以下となるよう変換規則を修正してよい。
分版データは、特色印刷方式の特色版のデータを有してよい。分版データは、プロセス色印刷方式のプロセス色版のデータを有してよい。
校正缶は、缶表面に直接インクジェットプリンタで印刷された製版編集データに対応する画像を有してよい。校正缶は、缶表面に配置されたフィルムを有し、フィルムにはインクジェットプリンタで印刷された製版編集データに対応する画像が形成されてよい。
缶の製造方法は、画像データから、製版編集データを作成する製版編集データ作成段階を更に備えてよい。
画像データは、印刷本機のインク色を表す色見本の中から選択された色を有してよい。色見本は、缶に用いられる金属板に印刷がなされたものであってよい。
缶の製造方法は、校正缶を用いて、製版編集データの校正を行う校正段階を更に備えてよい。缶の製造方法は、校正缶を用いて、製版編集データの校正を行う校正段階を更に備え、校正段階は、画像データで選択された色の色見本と校正缶の色とを比較する工程を有してよい。
缶の製造システムは、缶の表面に印刷を施す印刷本機と、製版編集データから、前記印刷本機のインク色ごとに分版した分版データを作成する分版データ作成部と、製版編集データ又は分版データと予め定められた変換規則とに基づいて、製版編集データに対応する画像を出力し、画像を缶表面上に配置した校正缶を製造するインクジェットプリンタと、を備えてよい。変換規則は、分版データに基づいて印刷される印刷本機のインク色を、インクジェットプリンタのインクで再現するための規則を有してよい。
インクジェットプリンタは、分版データと変換規則とに基づいて、製版編集データに対応する画像を出力してよい。
変換規則は、印刷本機のインク色の色データである分版色データの色を、インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則であってよい。
分版色データは、印刷本機のインク色と、印刷本機のインク色で印刷した印刷物の色の色空間上の色座標との第1の対応付けを有してよい。IJ色データは、インクジェットプリンタのインク色と、インクジェットプリンタのインク色で印刷した印刷物の色の色空間上の色座標との第2の対応付けを有してよい。缶の製造システムは、分版色データ及びIJ色データに基づいて変換規則を生成する変換規則生成部を更に備えてよい。
缶の製造システムは、分版色データの色による印刷本機のインク色を、印刷本機により金属素材に印刷したカラーパッチからなる色見本を備えてよい。缶の製造システムは、分版色データの色を変換規則によりIJ色データの色に変換し、インクジェットプリンタにより、IJ色データの色に対応するインクジェットプリンタのインク色を透明フィルムに印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャートを備えてよい。缶の製造システムは、色見本とIJPカラーチャートの色値を測色し、色見本の色値とIJPカラーチャートの色値との差が予め定められた値より大きい場合は、色値の差が予め定めされた値以下となるよう、変換規則を修正する変換規則修正部を更に備えてよい。
インクジェットプリンタは、製版編集データと変換規則とに基づいて、製版編集データに対応する画像を出力してよい。
変換規則は、製版編集データのインク色の色データである製版編集色データの色を、インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則であってよい。
製版編集色データは、製版編集データのインク色と、分版データに基づいて印刷本機のインク色で印刷した印刷物の色の色空間上の色座標との第3の対応付けを有してよい。IJ色データは、インクジェットプリンタのインク色と、インクジェットプリンタのインク色で印刷した印刷物の色の色空間上の色座標との第4の対応付けを有してよい。缶の製造システムは、製版編集色データ及びIJ色データに基づいて変換規則を生成する変換規則生成部を更に備えてよい。
缶の製造システムは、印刷本機のインク色を、印刷本機により金属素材に印刷したカラーパッチからなる色見本を備えてよい。缶の製造システムは、製版編集色データの色を変換規則によりIJ色データの色に変換し、インクジェットプリンタにより、IJ色データの色に対応するインクジェットプリンタのインク色を透明フィルムに印刷し、印刷後の前記透明フィルムを金属素材に重ね合わせたIJPカラーチャートを備えてよい。缶の製造システムは、色見本とIJPカラーチャートの色値を測色し、色見本の色値とIJPカラーチャートの色値との差が予め定められた値より大きい場合には、色値の差が予め定められた値以下となるよう変換規則を修正する変換規則修正部を更に備えてよい。
分版データは、特色印刷方式の特色版のデータを有してよい。分版データは、プロセス色印刷方式のプロセス色版のデータを有してよい。
インクジェットプリンタは、缶表面に直接、製版編集データに対応する画像を印刷してよい。インクジェットプリンタは、フィルムに製版編集データに対応する画像を印刷してよい。
缶の製造システムは、画像データから、製版編集データを作成する製版編集データ作成部を更に備えてよい。
缶の製造システムは、印刷本機のインク色を表す色見本を更に備えてよい。色見本は缶に用いられる金属板に印刷がなされたものであってよい。画像データは、色見本の中から選択された色を有してよい。
なお、上記の発明の概要は、本発明の特徴の全てを列挙したものではない。また、これらの特徴群のサブコンビネーションもまた、発明となりうる。
以下、発明の実施の形態を通じて本発明を説明するが、以下の実施形態は請求の範囲にかかる発明を限定するものではない。また、実施形態の中で説明されている特徴の組み合わせの全てが発明の解決手段に必須であるとは限らない。
図1は、本実施形態における、缶の製造システム100の一例を示す。缶の製造システム100は、表面に画像の印刷が施された缶を製造する。缶の製造システム100は、印刷本機200と、インクジェットプリンタ300と、コンピュータ400とを備えてよい。
印刷本機200は、缶の表面に画像の印刷を施す。印刷本機200は、印刷版を用いて印刷を行う版式の印刷機であってよく、グラビア印刷機、フレキソ印刷機、オフセット印刷機などであってよい。印刷本機200は、シアン(C)、マゼンタ(M)、イエロー(Y)、ブラック(K)等のプロセス色のインク、及び/又は、プロセス色以外の特色インクを用いて印刷を行うものであってよい。
缶の製造システム100は、製版装置210を更に備えてよい。製版装置210は、印刷本機200で用いる印刷版を作製する。製版装置210は、DTP(Desktop Publishing)及びCTP(Computer To Plate)などの方式により、製版を行う装置であってよい。
本実施形態における、缶の製造システム100で製造される缶の缶体は、アルミニウム製であってよく、スチール製であってもよい。また、缶は2ピース缶、3ピース缶、ボトル缶であってよい。缶の形状は、円筒型であってよく、角型であってもよい。缶に充填される内容物は、飲料、食品、化粧料、洗剤、医薬品などであってよい。
インクジェットプリンタ300は、インクジェット方式により校正缶の表面に形成される画像を印刷する。インクジェットプリンタ300は、例えばシアン、マゼンタ、イエロー、ブラック等のインクを吐出し、画像を出力する。インクジェットプリンタ300は、これら以外のインク色を用いてよく、例えば、ホワイト、ライトシアン、ビビットマゼンタ、ビビットライトマゼンタ、オレンジ、グリーン等のインク色を更に用いてもよい。
インクジェットプリンタ300は、缶表面に直接、画像を印刷してよい。このとき、表面にインクジェットプリンタ300で印刷された画像を有する缶を、印刷本機200の印刷の校正に用いる校正缶とすることができる。また、インクジェットプリンタ300は、フィルムに画像を印刷してよい。このとき、インクジェットプリンタ300で印刷された画像が形成されたフィルムを缶表面に配置して、校正缶を製造することができる。
校正缶の缶体は、アルミニウム製であってよく、スチール製であってもよい。また、2ピース缶、3ピース缶、ボトル缶であってよい。缶の形状は、円筒型であってよく、角型であってもよい。校正缶の材質及び形状は、本実施形態の缶の製造システムで製造する缶と同じであってよい。
フィルムは、PETフィルム等のポリエステルフィルム、塩化ビニルフィルム、ポリスチレンフィルム、ポリ塩化ビニリデンフィルム、ポリエチレンフィルム、ポリプロピレンフィルムであってよい。フィルムの厚さは、10μmから500μmであってよい。
コンピュータ400は、製版装置210で製版を行うためのデータ及びインクジェットプリンタ300が印刷を行うためのデータを生成し、製版装置210及びインクジェットプリンタ300にこれらのデータを提供する。コンピュータ400は、製版編集データ作成部10、分版データ作成部20、変換部30、変換規則生成部40及び変換規則修正部50を有してよい。
製版編集データ作成部10は、画像データ12から、製版編集データ14を作成する。画像データ12は、印刷本機200により缶に印刷する画像の原稿データである。製版編集データ作成部10は、画像データ12に対し、レイアウト及び色調の補正等の編集を行い、製版編集データ14を作成してよい。
分版データ作成部20は、製版編集データ14から、印刷本機200のインク色ごとに分版した分版データ22を作成する。分版データ作成部20は、製版編集データ14を、印刷本機200で用いられる刷版(すなわちインク色)ごとに分解し、刷版ごとのインクのパターンを示す分版データ22を作成してよい。また、このとき、刷版ごとのインクのパターンに対して、各インク色の濃淡を網点の集合で表す網点化処理を行って、分版データ22を作成してよい。
分版データ22は、特色印刷方式の特色版のデータを有してよい。分版データ22は、プロセス色印刷方式のプロセス色版のデータを有してよい。また、分版データ22は、特色版のデータとプロセス色版のデータを有してもよい。
変換部30は、印刷本機200における画像の印刷のため作成される製版編集データ14及び/又は分版データ22を、インクジェットプリンタ300で出力可能なデータに変換する処理を行う。変換部30は、変換規則32に基づき、製版編集データ14及び/又は分版データ22の変換処理を行ってよい。
変換規則32は、分版データ22に基づいて印刷される印刷本機200のインク色を、インクジェットプリンタ300のインクで再現するための規則を有してよい。これにより、本実施形態の缶の製造システム100は、校正缶の表面上に配置した画像において、印刷本機200を用いて缶の表面に印刷を施した画像のインク色を再現することができる。
変換規則生成部40は、変換規則32を生成する処理を行う。また、変換規則修正部50は、生成された変換規則32を修正する処理を行う。
製版編集データ作成部10、分版データ作成部20、変換部30、変換規則生成部40及び変換規則修正部50は、1台のコンピュータ400に備えられてもよく、各機能が分散して複数台のコンピュータ400に備えられてもよい。
本実施形態の缶の製造システム100により、インクジェットプリンタ300を用いて、缶の表面に印刷本機200で印刷を施した画像のインク色を再現した校正缶を製造することができる。また、インクジェットプリンタ300を用いた校正により、印刷版を用いた印刷機により校正缶を製造する従来の缶の製造方法に対し、印刷缶の校正に要する時間を大幅に短縮することができる。これにより、印刷缶の受注から納品までの期間を大幅に短縮することができ、小ロット、多品種の印刷缶の製造に対応できる。
缶の製造システム100は、印刷本機200のインク色を表す色見本60を更に備えてよい。色見本60は缶に用いられる金属板に印刷がなされたものであってよい。画像データ12は、色見本60の中から選択された色を有してよい。
図2は、本実施形態における、缶の製造システム100によるデータ処理の一例を示す。
図2に示す缶の製造システム100において、まず、画像データ12は、製版編集データ作成部10に入力される。製版編集データ作成部10は、画像データ12から、製版編集データ14を作成する。
次に、製版編集データ作成部10は、製版編集データ14を、分版データ作成部20に入力する。分版データ作成部20は、製版編集データ14から、分版データ22を作成する。
分版データ作成部20は、分版データ22を、変換部30に入力する。変換部30は、分版データ22に対応し、印刷本機200で用いられるインク色の色データである分版色データ24を取得する(例えば予め分版色データ24を記憶したメモリから読み出す)。変換部30は、分版データ22を、インクジェットプリンタ300で出力可能なデータ(「IJ印刷データ)とも言う。)に変換する処理を行う。また、変換部30は、予め定められた変換規則32により、分版色データ24の色を、インクジェットプリンタ300のインク色の色データであるIJ色データ34の色へ変換を行う。
変換部30は、IJ印刷データ及びIJ色データ34の色を、インクジェットプリンタ300に出力する。インクジェットプリンタ300は、分版データ22と変換規則32とに基づいて、製版編集データ14に対応する画像を出力する。出力された画像を校正缶に配置し、校正缶を用いて製版編集データ14の校正を行う。
分版データ作成部20は、分版データ22及び分版色データ24の色を、製版装置210に入力する。製版装置210は、分版データ22に基づいて刷版を製造する。製造された刷版を印刷本機200に装着し、製版編集データ14に対応した画像を印刷する。
図2に示す缶の製造システム100によるデータ処理により、缶の表面に印刷本機200で印刷を施した画像のインク色を再現した校正缶を製造することができる。また、分版データ22を変換処理して、校正缶の缶表面上に配置する画像を出力するので、印刷本機200の刷版で表現される網点の形状や配置を再現した校正缶を製造することができる。
図3は、図2に示す実施形態における、変換規則生成部40及び変換規則修正部50によるデータ処理の具体例を示す。
まず、印刷本機200は、印刷本機200のインク色で印刷物220を印刷する。次いで、測色計で、印刷物220の色の色空間上の色座標を取得する。また、インクジェットプリンタ300は、インクジェットプリンタ300のインク色で印刷物320を印刷する。次いで、測色計で、印刷物320の色の色空間上の色座標を取得する。色座標は、JISZ8781-4:2013で規定するCIE1976Lab表色系の値を用いてよく、JISZ8781-5:2013で規定するCIE1976Luv表色系の値を用いてもよい。
ここで、印刷物220は、金属素材に、印刷本機200のインク色で印刷した印刷物220であってよい。印刷物220は、印刷本機200により、印刷本機200のインク色を金属素材に印刷したカラーパッチからなる色見本240(印刷本機のインク色を印刷本機により金属素材に印刷したカラーパッチからなる印刷物を、「色見本」という場合がある。)であってもよい。金属素材は、アルミニウム、スチールであってよく、本実施形態の缶の製造システムで製造する缶と同じ材質の金属素材であってよい。
また、印刷物320は、透明フィルムにインクジェットプリンタ300のインク色を印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャート340(インクジェットプリンタにより、インクジェットプリンタのインク色を透明フィルムに印刷し、印刷後の透明フィルムを金属素材に重ね合わせた印刷物を、「IJPカラーチャート」という場合がある。)であってよい。透明フィルムは、PETフィルム等のポリエステルフィルム、塩化ビニルフィルム、ポリスチレンフィルム、ポリ塩化ビニリデンフィルム、ポリエチレンフィルム、ポリプロピレンフィルムであってよく、校正缶の製造に用いるフィルムと同じ材質のフィルムであってよい。また、印刷物320は、金属素材にインクジェットプリンタ300のインク色を印刷した印刷物320であってよく、金属素材は、上記の説明がそのまま適用されてよい。
印刷物220の色の色空間上の色座標、及び、印刷物320の色の色空間上の色座標は、印刷物を測色計で測色して取得してよい。色見本240の測色時は缶を切り開いて平面状にして測色してもよい。IJPカラーチャート340の測色時は缶を切り開いて平面状にした金属素材に印刷後の透明フィルムを重ね合わせたものを測色してもよい。
次に、変換規則生成部40は、印刷本機200のインク色と、印刷物220の色の色空間上の色座標とを対応付け、印刷本機200のインク色と、印刷物220の色の色空間上の色座標との第1の対応付け42を有する分版色データ24を取得する。また、変換規則生成部40は、インクジェットプリンタ300のインク色と、印刷物320の色の色空間上の色座標とを対応付け、インクジェットプリンタ300のインク色と、印刷物320の色の色空間上の色座標との第2の対応付け44を有するIJ色データ34を取得する。
変換規則生成部40は、分版色データ24及びIJ色データ34に基づいて変換規則32を生成する。変換規則32は、印刷物220の色値と印刷物320の色値との差が、予め定めた範囲となるように生成してよい。例えば、印刷物220と印刷物320の色差が、ΔE00=4以下となるよう、変換規則32を生成してよい。また、ΔE00=3以下となるよう、変換規則32を生成してよい。ここで、ΔE00は、JISZ8781-6:2017及びISO/CIE 11664-6:2014(E)で規定される色差の指標である。
変換規則生成部40は、生成した変換規則32を、変換部30に入力する。
印刷本機200は、分版色データ24による印刷本機200のインク色を、金属素材に印刷し、カラーパッチからなる色見本240を製造する。金属素材は、アルミニウムやスチールであってよく、本実施形態の缶の製造システム100で製造する缶と同じ材質の金属素材であってよい。また、金属素材は缶そのものであってよい。
また、変換部30は、分版色データ24を取得し、分版色データ24の色を、変換規則32によりIJ色データ34の色に変換する。変換部30は、変換されたIJ色データ34の色を、インクジェットプリンタ300に出力する。
インクジェットプリンタ300は、IJ色データ34の色に対応するインクジェットプリンタ300のインク色を透明フィルムに印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャート340を製造する。透明フィルムは、PETフィルム等のポリエステルフィルム、塩化ビニルフィルム、ポリスチレンフィルム、ポリ塩化ビニリデンフィルム、ポリエチレンフィルム、ポリプロピレンフィルムであってよく、校正缶の製造に用いるフィルムと同じ材質のフィルムであってよい。透明フィルムの厚さは、10μmから500μmであってよい。また、金属素材は、アルミニウムやスチールであってもよく、校正缶の製造に用いる金属素材と同じ材質の金属素材であってよい。また、金属素材は缶そのものであってよい。
なお、IJPカラーチャート340は、インクジェットプリンタ300により、IJ色データ34の色に対応するインクジェットプリンタ300のインク色を、金属素材に印刷したIJPカラーチャート340であってもよい。金属素材は、上記した説明がそのまま適用されてよい。
変換規則修正部50は、測色計で測定した色見本240の色値とIJPカラーチャート340の色値との差52を取得する。
変換規則修正部50は、色値の差52が予め定められた値より大きい場合には、色値の差52が予め定められた値以下となるよう変換規則32を修正する。
図3に示す缶の製造システム100によるデータ処理により、印刷本機200及びインクジェットプリンタ300ごとにインク色や出力特性が異なる場合や、印刷缶、校正缶の金属素材やフィルムの材質によって、表現されるインク色が異なる場合であっても実測値に基づいて、再現性の高い変換規則32を取得することができる。これによって、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現した校正缶を製造することができる。
図4は、本実施形態における、缶の製造システム100によるデータ処理の一例を示す。図4~5に示す例は、図2~3に示す例とは別の実施形態の例であるが、それぞれの実施形態の一部の構成を取り出して組み合わせてもよい。
図4に示す缶の製造システム100において、まず、画像データ12は、製版編集データ作成部10に入力される。製版編集データ作成部10は、画像データ12から、製版編集データ14を作成する。
次に、製版編集データ作成部10は、製版編集データ14を、変換部30に入力する。変換部30は、製版編集データ14から、製版編集データ14のインク色の色データである製版編集色データ16を取得する。変換部30は、製版編集データ14を、IJ印刷データに変換する処理を行う。また、変換部30は、予め定められた変換規則32により、製版編集色データ16の色を、インクジェットプリンタ300のインク色の色データであるIJ色データ34の色へ変換を行う。
変換部30は、IJ印刷データ及びIJ色データ34の色を、インクジェットプリンタ300に出力する。インクジェットプリンタ300は、製版編集データ14と変換規則32とに基づいて、製版編集データ14に対応する画像を出力する。出力された画像を校正缶に配置し、校正缶を用いて製版編集データ14の校正を行う。
製版編集データ作成部10は、製版編集データ14を、分版データ作成部20に入力する。分版データ作成部20は、製版編集データ14から、分版データ22を作成する。
分版データ作成部20は、分版データ22を、製版装置210に入力する。製版装置210は、分版データ22に基づいて刷版を製造する。製造された刷版を印刷本機200に装着し、製版編集データ14に対応した画像を印刷する。
図4に示す缶の製造システム100により、缶の表面に印刷本機200で印刷を施した画像のインク色を再現した校正缶を製造することができる。また、製版編集データ14を変換処理して、校正缶の缶表面上に配置する画像を出力するので、製版編集データ14のインク色の再現性が高い校正缶を製造することができる。
図5は、図4に示す実施形態における、変換規則生成部40及び変換規則修正部50によるデータ処理の具体例を示す。
まず、印刷本機200は、分版データ22に基づいて印刷本機200のインク色で印刷物260を印刷する。次いで、測色計で、印刷物260の色の色空間上の色座標を取得する。また、インクジェットプリンタ300のインク色で印刷物360を印刷する。次いで、測色計で、印刷物360の色の色空間上の色座標を取得する。ここで、印刷物260は、印刷本機200により、印刷本機200のインク色を金属素材に印刷したカラーパッチからなる色見本280であってもよい。印刷物360は、透明フィルムにインクジェットプリンタ300のインク色を印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャート380であってもよい。印刷物の素材や色座標は、上記した説明がそのまま適用されてよい。
次に、変換規則生成部40は、製版編集データ14のインク色と、印刷物260の色の色空間上の色座標とを対応付け、製版編集データ14のインク色と、印刷物260の色の色空間上の色座標との第3の対応付け46を有する製版編集色データ16を取得する。また、変換規則生成部40は、インクジェットプリンタ300のインク色と、印刷物360の色の色空間上の色座標とを対応付け、インクジェットプリンタ300のインク色と、印刷物360の色の色空間上の色座標との第4の対応付け48を有するIJ色データ34を取得する。
変換規則生成部40は、製版編集色データ16及びIJ色データ34に基づいて変換規則32を生成する。
変換規則生成部40は、生成した変換規則32を、変換部30に入力する。
分版データ作成部20は、製版編集データ14から、分版データ22を作成する。印刷本機200は、分版データ22を取得し、印刷本機200のインク色を金属素材に印刷したカラーパッチからなる色見本280を製造する。
また、変換部30は、製版編集色データ16の色を取得し、変換規則32によりIJ色データ34の色に変換する。変換部30は、変換されたIJ色データ34の色を、インクジェットプリンタ300に出力する。
インクジェットプリンタ300は、IJ色データ34の色に対応するインクジェットプリンタ300のインク色を透明フィルムに印刷し、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャート380を製造する。
なお、IJPカラーチャート380は、インクジェットプリンタ300により、IJ色データ34に対応するインクジェットプリンタ300のインク色を、金属素材に印刷したIJPカラーチャート380であってもよい。
なお、金属素材やフィルムの説明は、上記した説明がそのまま適用されてよい。
次に、測色計で、色見本280と、IJPカラーチャート380の色値を測色する。変換規則修正部50は、色見本280の色値とIJPカラーチャート380の色値との差54を取得する。
変換規則修正部50は、色値の差54が予め定められた値より大きい場合には、色値の差54が予め定められた値以下となるよう変換規則32を修正する。
図5に示す缶の製造システム100によるデータ処理により、印刷本機200及びインクジェットプリンタ300ごとにインク色や出力特性が異なる場合や、印刷缶、校正缶の金属素材やフィルムの材質によって、表現されるインク色が異なる場合であっても実測値に基づいて、再現性の高い変換規則32を取得することができる。これによって、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現した校正缶を製造することができる。
次に、缶の製造方法について説明する。缶の製造方法は、少なくとも、分版データ作成段階と、校正缶製造段階と、を備えてよい。
図6は、本実施形態における、缶の製造方法の製造フローの一例を示す。本実施形態の缶の製造方法は、図6のS10~S60の処理を行って缶を製造することができる。なお、説明の便宜上、S10~S60の処理を順番に説明するが、これらの処理は少なくとも一部が並列に実行されるものであってもよいし、本発明の趣旨を逸脱しない範囲で各ステップを入れ替えて実行されるものであってもよい。また、一部のステップが省略されてもよい。例えば、S30が分版データ作成段階に該当し、S44が校正缶製造段階に該当する。
まず、S10において、画像データ12を入稿する。画像データ12は、コンピュータ400で作成された画像データ12を有してよく、カメラやスキャナなどの装置で読み取った画像データ12を有してよい。また、画像データ12は、コンピュータ400で読み取り可能な、電子記憶媒体、磁気記憶媒体、光記憶媒体、電磁記憶媒体、半導体記憶媒体等の記憶媒体を介して入稿されてよく、インターネット等の通信回線を介して入稿されてよい。例えば、画像データ12は、PDFデータ、BMPデータ、又は、JPGデータ等であってよい。
画像データ12は、印刷本機200のインク色を表す色見本60の中から選択された色を有してよい。色見本60は、缶に用いられる金属板に印刷がなされたものであってよい。また、缶そのものに印刷をし、切り開いて作成したものであってもよい。
次に、S20において、画像データ12から、製版編集データ14を作成する。製版編集データ14は、画像データ12に対し、レイアウト及び色調の補正等の編集を行うことによって作成してよい。製版編集データ14は、図形及び文字等のオブジェクトの配置、文字のフォント、色の指定等の対象の編集に必要なデータを含むものであってよい。
製版編集データ14は、既存の編集ソフトウェアを人が操作して作成してよい。既存の編集ソフトウェアとして、包装産業用のソフトウェアが好ましく、例えば、PackEdge(Esko社)が挙げられる。または画像データ12からコンピュータにより自動的に製版編集データ14を作成してもよい。
次に、S30において、製版編集データ14から、缶の表面に印刷を施す印刷本機200のインク色ごとに分版した分版データ22を作成する。S30では、製版編集データ14を、印刷本機200で用いられる刷版ごとに分解し、刷版ごとのインクのパターンを示す分版データ22を作成してよい。また、このとき、刷版ごとのインクのパターンに対して、各インク色の濃淡を網点の集合で表す網点化処理を行って、分版データ22を作成してよい。
分版データ22は、印刷本機200のインク色ごとに作成された1bitTIFF(Tagged Image File Format)のデータであってよい。
分版データ22は、既存の編集ソフトウェアを人が操作して作成してよい。既存の編集ソフトウェアとして、例えば、Imaging engine(Esko社)等のソフトウェアRIP(Raster Image Processor)が挙げられる。または製版編集データ14からコンピュータにより自動的に分版データ22を作成してもよい。
次に、S42において、分版データ22を、インクジェットプリンタ300で出力可能なデータ(「IJ印刷データ)とも言う。)に変換する処理を行う。S42では、刷版ごとの分版データ22を合成しIJ印刷データを作成してよい。
具体的には、まず、各々の分版色データ24の色を、変換規則32により、IJ色データ34の色へ変換してよい。色が変換された分版データ22を複数重ねると、色の重なりが生じる画素と色の重なりがない画素が生じる。例えば、特定の画素については、特色1のインクと特色2のインクによる色の重なりが生じ、別の特定の画素については、特色1のインクのみで色が付されている場合がある。
印刷本機200において、2以上の版の重なりにより表現される色がある画素については、重なりにより表現される2以上の色のそれぞれについて変換規則32によりIJ色データ34の色へ変換し、変換した2以上のIJ色データ34の色を混合する処理を行い、重なりの色を生成する。
例えば、2以上の版の重なりにより表現される色について、当該2以上の版の分版色データ24の色を変換規則32で変換したIJ色データ34の色を平均化することにより、重なりの色を生成してよい。一例として、C77, M10, Y6, K8の配合のインク色と、C81, M44, Y0, K0の配合のインク色の重なりの色として、インクの割合の平均のC79, M27, Y3, K4としてよい。または、予め定められた混合規則に基づいて2以上のIJ色データ34の色を混合した混合インク色を生成してよい。混合規則は、予めユーザが与えたルックアップテーブルであってよく、又は、数式であってよい。
印刷本機200において、2以上の版の重なりにより表現される色がない画素については、変換されたIJ色データ34の色をそのまま用いてよい。混合した色を生成した後に、分版データ22について、網点や文字の太り量の調整等の補正をして、IJ印刷データを作成してよい。
これにより、本実施形態の缶の製造方法では、校正缶の表面上に配置した画像において、印刷本機200を用いて缶の表面に印刷を施した画像のインク色を再現することができる。
IJ印刷データは、既存の編集ソフトウェアを人が操作して作成してよい。既存の編集ソフトウェアとして、例えば、Rosette Star Proof(ウエノ株式会社)が挙げられる。または分版データ22からコンピュータにより自動的にIJ印刷データを作成してもよい。
次に、S44において、IJ印刷データに基づいて、インクジェットプリンタ300で画像を出力し、出力した画像を缶表面上に配置して校正缶を製造する。これにより、分版データ22と予め定められた変換規則32とに基づいて、製版編集データ14に対応する画像がインクジェットプリンタ300で印刷され、係る画像が配置された校正缶が得られる。
次に、S50において、製造された校正缶を用いて、製版編集データ14の校正を行う。校正は、画像データ12で選択された色の色見本60と校正缶の色とを比較することによって行われてよい。S50において、製版編集データ14の修正が必要と判断された場合、製版編集データ14を修正し、S30以降のステップを実行する。S50において、製版編集データ14の修正が必要ないと判断された場合は、S60に進む。
次に、S60において、製版装置210により、分版データ22に基づいて印刷版を製造し、印刷本機200により、缶の表面に印刷を施す。図6の製造フローを行うことで、表面に印刷を施した缶を製造することができる。
図6に示す缶の製造方法のフローにより、缶の表面に印刷本機200で印刷を施した画像のインク色を再現した校正缶を製造することができる。また、分版データ22を変換処理して、校正缶の表面上に配置する画像を出力するので、印刷本機200の刷版で表現される網点の形状や配置を再現した校正缶を製造することができる。
また、インクジェットプリンタ300を用いた校正により、印刷版を用いた印刷機により校正缶を製造する従来の缶の製造方法に対し、印刷缶の校正に要する時間を大幅に短縮することができる。これにより、印刷缶の受注から納品までの期間を大幅に短縮することができ、小ロット、多品種の印刷缶の製造に対応できる。
図7は、本実施形態の缶の製造方法における、缶の校正段階S44の具体例を示す。図6に示す本実施形態の缶の製造方法において、S44のステップとして、S44-1において、インクジェットプリンタ300で缶表面に直接印刷してよい。これにより、缶表面に直接インクジェットプリンタ300で印刷された画像を有する校正缶が製造される。
図8は、本実施形態の缶の製造方法における、缶の校正段階S44の別の具体例を示す。図6に示す本実施形態の缶の製造方法において、S44のステップとして、まず、S44-2において、インクジェットプリンタ300で、フィルムに画像を印刷する。フィルムの説明は、上記した説明がそのまま適用されてよい。
次に、S44-3において、示すインクジェットプリンタ300で印刷された画像が形成されたフィルムを缶表面に配置して、校正缶を製造する。これにより、缶表面に配置されたフィルムを有し、フィルムにはインクジェットプリンタ300で印刷された製版編集データ14に対応する画像が形成された校正缶が製造される。フィルムは、缶に接着剤で貼り付けて配置してよい。また、フィルムを缶に巻き付けて両端をテープで固定してよい。フィルムを熱収縮させて缶に固定してもよい。
図9は、本実施形態の缶の製造方法における、変換規則32の生成フローの一例を示す。図6に示す実施形態の缶の製造方法において、変換規則32は、図9の生成フローを行うことによって生成してよい。なお、説明の便宜上、S100-1~S300の処理を順番に説明するが、これらの処理は少なくとも一部が並列に実行されるものであってもよいし、本発明の趣旨を逸脱しない範囲で各ステップを入れ替えて実行されるものであってもよい。また、一部のステップが省略されてもよい。
まず、S100-1において、印刷本機200のインク色で印刷物220を印刷し、印刷物220の色の色空間上の色座標を取得する。印刷物の素材や色座標の説明は、上記した説明がそのまま適用されてよい。
次に、S100-2において、印刷本機200のインク色と、印刷物220の色の色空間上の色座標とを対応付け、印刷本機200のインク色と、印刷物220の色の色空間上の色座標との第1の対応付け42を有する分版色データ24を取得する。
また、S200-1において、インクジェットプリンタ300のインク色で印刷物320を印刷し、印刷物320の色の色空間上の色座標を取得する。印刷物の素材や色座標の説明は、上記した説明がそのまま適用されてよい。
次に、S200-2において、インクジェットプリンタ300のインク色と、印刷物320の色の色空間上の色座標とを対応付け、インクジェットプリンタ300のインク色と、印刷物320の色の色空間上の色座標との第2の対応付け44を有するIJ色データ34を取得する。
次に、S300において、分版色データ24及びIJ色データ34に基づいて変換規則32を生成する。変換規則32は、印刷物220の色値と印刷物320の色値との差が、予め定めた範囲となるように生成してよい。例えば、印刷物220と印刷物320の色差が、ΔE00=4以下となるよう、変換規則32を生成してよい。また、ΔE00=3以下となるよう、変換規則32を生成してよい。ここで、ΔE00は、JISZ8781-6:2017及びISO/CIE 11664-6:2014(E)で規定される色差の指標である。
図9に示す変換規則32の生成フローにより、印刷本機200及びインクジェットプリンタ300ごとにインク色や出力特性が異なる場合や、印刷缶、校正缶の金属素材やフィルムの材質によって、表現されるインク色が異なる場合であっても実測値に基づいて、再現性の高い変換規則32を取得することができる。これによって、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現した校正缶を製造することができる。
図10Aに、本実施形態の缶の製造方法における、第1の対応付け42の具体例を示す。また、図10Bに、本実施形態の缶の製造方法における、第2の対応付け44の具体例を示す。
分版色データ24は、印刷本機200で用いられるインク色の色データとして、インク色の名称、インクの配合割合など、インク色を特定するデータ(すなわち、分版色データ24の色)を有してよい。第1の対応付け42は、印刷本機200で用いられるインク色ごとに、インク色を特定するデータと、印刷物220の色の色空間上の色座標を、対応付けるものであってよい。
IJ色データ34は、インクジェットプリンタ300のインク色の色データとして、インク色の名称、インクの配合割合など、インク色を特定するデータ(すなわち、IJ色データ34の色)を有してよい。第2の対応付け44は、インクジェットプリンタ300で用いられるインク色ごとに、インク色を特定するデータと、印刷物320の色の色空間上の色座標を、対応付けるものであってよい。
なお、印刷物220及び印刷物320の色座標は、上記の色座標の説明がそのまま適用されてよい。
例えば、図9のS100-2において、図10Aに示すように、特色1と色座標(L58.17, a-30.75, b-20.73)との第1の対応付けを行い、S200-2において、図10Bに示すように、C1と色座標(L57.58, a-27.38, b-15.23)との第2の対応付けを行ってよい。この場合、S300において特色1とC1との色差ΔE00が2.92であったことに応じて、特色1からC1に変換する変換規則を生成してよい。
図11は、本実施形態の缶の製造方法における、変換規則32の修正フローの一例を示す。図6に示す実施形態の缶の製造方法における変換規則32は、図11の修正フローを行うことによって修正してよい。なお、説明の便宜上、S400~S900の処理を順番に説明するが、これらの処理は少なくとも一部が並列に実行されるものであってもよいし、本発明の趣旨を逸脱しない範囲で各ステップを入れ替えて実行されるものであってもよい。また、一部のステップが省略されてもよい。
まず、S400において、分版色データ24の色を変換規則32によりIJ色データ34の色に変換する。例えば、特色1をC1に変換する。
次に、S500において、インクジェットプリンタ300により、IJ色データ34の色(例えばC1)に対応するインクジェットプリンタ300のインク色(例えば、L57.58, a-27.38, b-15.23の配合のインク色)を透明フィルムに印刷する。
次に、S600において、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャート340を作成し、その色値を測色する。
S700において、分版色データ24の色による印刷本機200のインク色(例えば特色1)を、印刷本機200により金属素材に印刷したカラーパッチからなる色見本240を作成し、その色値を測色する。
次に、S800において、色見本240の色値とIJPカラーチャート340の色値とを比較する。色値の差が予め定められた値より大きい場合は、色値の差が予め定められた値以下となるよう、変換規則32を修正し、修正した変換規則32を用いて、S400以降のステップを実行する。例えば、予め定められた色値の差を、ΔE00=4としてよく、ΔE00=3としてよい。色値の差が予め定められた値以下の場合は、変換規則32の修正を終了してよい。
図11の修正フローは、図9に示す変換規則32の生成フローで生成された後、図6の缶の製造方法で用いられる前の変換規則32に対し行われてよい。これにより、缶の製造方法において製造される印刷缶、校正缶の金属素材やフィルムの材質等に応じ、変換規則32の再現性を向上することができる。
図11の修正フローは、図6に示す缶の製造方法で使用され始めた後の変換規則32に対し行われてよい。例えば、図6の缶の製造方法において、S44で製造された校正缶の色と、色見本60の色又はS60で印刷本機200により表面に印刷を施した缶の色との間の色差が大きくなった場合に、変換規則32に対し修正フローを行ってよい。また、変換規則32に対し、定期的に図11の修正フローを行ってよく、印刷本機200又はインクジェットプリンタ300の修理、メンテナンス、インクのロットの変更があった場合などに、変換規則32に対し図11の修正フローを行ってもよい。これにより、変換規則32の再現性を維持することができる。
図11に示す変換規則32の修正フローにより、校正缶において、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現することができる。
図12に、本実施形態における、缶の製造方法の製造フローの変形例を示す。本実施形態の缶の製造方法は、図12のS10´~S60´の処理を行って缶を製造することができる。なお、説明の便宜上、S10´~S60´の処理を順番に説明するが、これらの処理は少なくとも一部が並列に実行されるものであってもよいし、本発明の趣旨を逸脱しない範囲で各ステップを入れ替えて実行されるものであってもよい。また、一部のステップが省略されてもよい。例えば、S30´が分版データ作成段階に該当し、S44´が校正缶製造段階に該当する。
まず、S10´において、画像データ12を入稿する。画像データ12についての説明は、上記した説明がそのまま適用されてよい。
次に、S20´において、画像データ12から、製版編集データ14を作成する。製版編集データ14についての説明は、上記した説明がそのまま適用されてよい。
次に、S42´において、製版編集データ14を、IJ印刷データに変換する処理を行う。
具体的には、S42´において、製版編集色データ16の色を、変換規則32により、IJ色データ34の色へ変換してよい。また、製版編集色データ16の色のうち、製版編集色データ16の他の色の中間色となる色は、製版編集データ14に対し誤差拡散処理等の処理を行って、IJ色データ34の色へ変換してもよい。
これにより、本実施形態の缶の製造方法では、校正缶の表面上に配置した画像において、印刷本機200を用いて缶の表面に印刷を施した画像のインク色を再現することができる。
IJ印刷データは、既存の編集ソフトウェアを人が操作して作成してよい。既存の編集ソフトウェアとして、例えば、ソフトウェアRIP(Raster Image Processor)が挙げられる。または編集製版データ14からコンピュータにより自動的にIJ印刷データを作成してもよい。
次に、S44´において、IJ印刷データに基づいて、インクジェットプリンタ300で画像を出力し、出力した画像を缶表面上に配置して校正缶を製造する。缶の校正段階S44´の説明については、図7及び図8についての説明がそのまま適用されてよい。これにより、製版編集データ14と予め定められた変換規則32とに基づいて、製版編集データ14に対応する画像がインクジェットプリンタ300で印刷され、係る画像が配置された校正缶が得られる。
次に、S50´において、製造された校正缶を用いて、製版編集データ14の校正を行う。校正段階の説明は、上記した説明がそのまま適用されてよい。S50´において、製版編集データ14の修正が必要と判断された場合、製版編集データ14を修正し、S42´以降のステップを実行する。S50´において、製版編集データ14の修正が必要ないと判断された場合は、S30´に進む。
次に、S30´において、製版編集データ14から、分版データ22を作成する。S30´では、製版編集データ14を、印刷本機200で用いられる刷版ごとに分解し、刷版ごとのインクのパターンを示す分版データ22を作成してよい。また、このとき、刷版ごとのインクのパターンに対して、各インク色の濃淡を網点の集合で表す網点化処理を行って、分版データ22を作成してよい。分版データ22についての説明は、上記した説明がそのまま適用されてよい。
次に、S60´において、製版装置210により、分版データ22に基づいて印刷版を製造し、印刷本機200により、缶の表面に印刷を施す。図12の製造フローを行うことで、表面に印刷を施した缶を製造することができる。
図12に示す缶の製造方法のフローにより、印刷本機200及びインクジェットプリンタ300ごとにインク色や出力特性が異なる場合や、印刷缶、校正缶の金属素材やフィルムの材質によって、表現されるインク色が異なる場合であっても実測値に基づいて、再現性の高い変換規則32を取得することができる。これによって、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現した校正缶を製造することができる。
また、インクジェットプリンタ300を用いた校正により、印刷版を用いた印刷機により校正缶を製造する従来の缶の製造方法に対し、印刷缶の校正に要する時間を大幅に短縮することができる。これにより、印刷缶の受注から納品までの期間を大幅に短縮することができ、小ロット、多品種の印刷缶の製造に対応できる。
図13は、本実施形態の缶の製造方法における、変換規則32の生成フローの一例を示す。図12に示す実施形態の缶の製造方法において、変換規則32は、図13の生成フローを行うことによって生成してよい。なお、説明の便宜上、S100´-1~S300´の処理を順番に説明するが、これらの処理は少なくとも一部が並列に実行されるものであってもよいし、本発明の趣旨を逸脱しない範囲で各ステップを入れ替えて実行されるものであってもよい。また、一部のステップが省略されてもよい。
まず、S100´-1において、分版データ22に基づいて印刷本機200のインク色で印刷物260を印刷し、印刷物260の色の色空間上の色座標を取得する。印刷物の素材や色座標の説明は、上記した説明がそのまま適用されてよい。
次に、S100´-2において、製版編集データ14のインク色と、印刷物260の色の色空間上の色座標とを対応付け、製版編集データ14のインク色と、印刷物260の色の色空間上の色座標との第3の対応付け46を有する製版編集色データ16を取得する。
また、S200´-1において、インクジェットプリンタ300のインク色で印刷物360を印刷し、印刷物360の色の色空間上の色座標を取得する。印刷物の素材や色座標の説明は、上記した説明がそのまま適用されてよい。
次に、S200´-2において、インクジェットプリンタ300のインク色と、印刷物360の色の色空間上の色座標とを対応付け、インクジェットプリンタ300のインク色と、印刷物360の色の色空間上の色座標との第4の対応付け48を有するIJ色データ34を取得する。
次に、S300´において、製版編集色データ16及びIJ色データ34に基づいて変換規則32を生成する。変換規則32は、印刷物260の色値と印刷物360の色値との差が、予め定めた範囲となるように生成してよい。例えば、印刷物260と印刷物360の色差が、ΔE00=4以下となるよう、変換規則32を生成してよい。また、ΔE00=3以下となるよう、変換規則32を生成してよい。
図13に示す変換規則32の生成フローにより、印刷本機200及びインクジェットプリンタ300のインク色や出力特性、並びに、印刷缶、校正缶の金属素材やフィルムの材質に応じたインク色の変換規則を取得することができ、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現した校正缶を製造することができる。
図14Aに、本実施形態の缶の製造方法における、第3の対応付け46の具体例を示す。また、図14Bに、本実施形態の缶の製造方法における、第4の対応付け48の具体例を示す。
製版編集色データ16は、製版編集データ14のインク色の色データとして、インク色の名称など、インク色を特定するデータ(すなわち、製版編集色データ16の色)を有してよい。第3の対応付け46は、製版編集データ14のインク色ごとに、インク色を特定するデータと、印刷物260の色の色空間上の色座標を、対応付けるものであってよい。
IJ色データ34は、インクジェットプリンタ300のインク色として、インク色の名称、インクの配合割合など、インク色を特定するデータ(すなわち、IJ色データ34の色)を有してよい。第4の対応付け48は、インクジェットプリンタ300で用いられるインク色ごとに、インク色を特定するデータと、印刷物360の色の色空間上の色座標を、対応付けるものであってよい。
印刷物260及び印刷物360の色座標については、上記した説明がそのまま適用されてよい。
例えば、図13のS100´-2において、図14Aに示すように、特色2と色座標(L55.82, a-25.28, b-27.08)との第3の対応付けを行い、S200´-2において、図14Bに示すように、C2と色座標(L55.84, a-21.80, b-24.34)との第4の対応付けを行ってよい。この場合、S300´において特色2とC2との色差ΔE00が1.77であったことに応じて、特色2からC2に変換する変換規則を生成してよい。
図15は、本実施形態の缶の製造方法における、変換規則32の修正フローの一例を示す。図12に示す実施形態の缶の製造方法で用いられる変換規則32は、図15の修正フローを行うことによって修正してよい。なお、説明の便宜上、S400´~S900´の処理を順番に説明するが、これらの処理は少なくとも一部が並列に実行されるものであってもよいし、本発明の趣旨を逸脱しない範囲で各ステップを入れ替えて実行されるものであってもよい。また、一部のステップが省略されてもよい。
まず、S400´において、製版編集色データ16の色を変換規則32によりIJ色データ34の色に変換する。例えば、特色1をC1に変換する。
次に、S500´において、インクジェットプリンタ300により、IJ色データ34の色(例えばC2)に対応するインクジェットプリンタ300のインク色(例えば、L55.84, a-21.80, b-24.34の配合のインク色)を透明フィルムに印刷する。
次に、S600´において、印刷後の透明フィルムを金属素材に重ね合わせたIJPカラーチャート380を作成し、その色値を測色する。
S700´において、分版色データ24の色による印刷本機200のインク色(例えば特色2)を、印刷本機200により金属素材に印刷したカラーパッチからなる色見本280を作成し、その色値を測色する。
次に、S800´において、色見本280の色値とIJPカラーチャート380の色値とを比較する。色値の差が予め定められた値より大きい場合は、色値の差が予め定められた値以下となるよう、変換規則32を修正し、修正した変換規則32を用いて、S400´以降のステップを実行する。例えば、予め定められた色値の差を、ΔE00=4としてよく、ΔE00=3としてよい。色値の差が予め定められた値以下の場合は、変換規則32の修正を終了してよい。
図15の修正フローは、図13に示す変換規則32の生成フローで生成された後、図12の缶の製造方法で用いられる前の変換規則32に対し行われてよい。これにより、缶の製造方法において製造される印刷缶、校正缶の金属素材やフィルムの材質等に応じ、変換規則32の再現性を向上することができる。
図15の修正フローは、図12に示す缶の製造方法で使用され始めた後の変換規則32に対し行われてよい。例えば、図12の缶の製造方法において、S44´で製造された校正缶の色と、色見本60の色又はS60´で印刷本機200により表面に印刷を施した缶の色との間の色差が大きくなった場合に、変換規則32に対し修正フローを行ってよい。また、変換規則32に対し、定期的に図15の修正フローを行ってよく、印刷本機200又はインクジェットプリンタ300の修理、メンテナンス、インクのロットの変更があった場合などに、変換規則32に対し図15の修正フローを行ってもよい。これにより、変換規則32の再現性を維持することができる。
図15に示す変換規則32の修正フローにより、校正缶において、缶の表面に印刷本機200で印刷を施した画像のインク色を高い再現性で表現することができる。
本発明の様々な実施形態は、フローチャートおよびブロック図を参照して記載されてよく、ここにおいてブロックは、(1)操作が実行されるプロセスの段階または(2)操作を実行する役割を持つ装置のセクションを表わしてよい。特定の段階およびセクションが、専用回路、コンピュータ可読媒体上に格納されるコンピュータ可読命令と共に供給されるプログラマブル回路、および/またはコンピュータ可読媒体上に格納されるコンピュータ可読命令と共に供給されるプロセッサによって実装されてよい。専用回路は、デジタルおよび/またはアナログハードウェア回路を含んでよく、集積回路(IC)および/またはディスクリート回路を含んでよい。プログラマブル回路は、論理AND、論理OR、論理XOR、論理NAND、論理NOR、および他の論理操作、フリップフロップ、レジスタ、フィールドプログラマブルゲートアレイ(FPGA)、プログラマブルロジックアレイ(PLA)等のようなメモリ要素等を含む、再構成可能なハードウェア回路を含んでよい。
コンピュータ可読媒体は、適切なデバイスによって実行される命令を格納可能な任意の有形なデバイスを含んでよく、その結果、そこに格納される命令を有するコンピュータ可読媒体は、フローチャートまたはブロック図で指定された操作を実行するための手段を作成すべく実行され得る命令を含む、製品を備えることになる。コンピュータ可読媒体の例としては、電子記憶媒体、磁気記憶媒体、光記憶媒体、電磁記憶媒体、半導体記憶媒体等が含まれてよい。コンピュータ可読媒体のより具体的な例としては、フロッピー(登録商標)ディスク、ディスケット、ハードディスク、ランダムアクセスメモリ(RAM)、リードオンリメモリ(ROM)、消去可能プログラマブルリードオンリメモリ(EPROMまたはフラッシュメモリ)、電気的消去可能プログラマブルリードオンリメモリ(EEPROM)、静的ランダムアクセスメモリ(SRAM)、コンパクトディスクリードオンリメモリ(CD-ROM)、デジタル多用途ディスク(DVD)、ブルーレイ(RTM)ディスク、メモリスティック、集積回路カード等が含まれてよい。
コンピュータ可読命令は、アセンブラ命令、命令セットアーキテクチャ(ISA)命令、マシン命令、マシン依存命令、マイクロコード、ファームウェア命令、状態設定データ、またはSmalltalk(登録商標)、JAVA(登録商標)、C++等のようなオブジェクト指向プログラミング言語、および「C」プログラミング言語または同様のプログラミング言語のような従来の手続型プログラミング言語を含む、1または複数のプログラミング言語の任意の組み合わせで記述されたソースコードまたはオブジェクトコードのいずれかを含んでよい。
コンピュータ可読命令は、汎用コンピュータ、特殊目的のコンピュータ、若しくは他のプログラム可能なデータ処理装置のプロセッサまたはプログラマブル回路に対し、ローカルにまたはローカルエリアネットワーク(LAN)、インターネット等のようなワイドエリアネットワーク(WAN)を介して提供され、フローチャートまたはブロック図で指定された操作を実行するための手段を作成すべく、コンピュータ可読命令を実行してよい。プロセッサの例としては、コンピュータプロセッサ、処理ユニット、マイクロプロセッサ、デジタル信号プロセッサ、コントローラ、マイクロコントローラ等を含む。
図16は、本発明の複数の態様が全体的または部分的に具現化されてよいコンピュータ2200の例を示す。コンピュータ2200にインストールされたプログラムは、コンピュータ2200に、本発明の実施形態に係る装置に関連付けられる操作または当該装置の1または複数のセクションとして機能させることができ、または当該操作または当該1または複数のセクションを実行させることができ、および/またはコンピュータ2200に、本発明の実施形態に係るプロセスまたは当該プロセスの段階を実行させることができる。そのようなプログラムは、コンピュータ2200に、本明細書に記載のフローチャートおよびブロック図のブロックのうちのいくつかまたはすべてに関連付けられた特定の操作を実行させるべく、CPU2212によって実行されてよい。
本実施形態によるコンピュータ2200は、CPU2212、RAM2214、グラフィックコントローラ2216、およびディスプレイデバイス2218を含み、それらはホストコントローラ2210によって相互に接続されている。コンピュータ2200はまた、通信インターフェイス2222、ハードディスクドライブ2224、DVD-ROMドライブ2226、およびICカードドライブのような入/出力ユニットを含み、それらは入/出力コントローラ2220を介してホストコントローラ2210に接続されている。コンピュータはまた、ROM2230およびキーボード2242のようなレガシの入/出力ユニットを含み、それらは入/出力チップ2240を介して入/出力コントローラ2220に接続されている。
CPU2212は、ROM2230およびRAM2214内に格納されたプログラムに従い動作し、それにより各ユニットを制御する。グラフィックコントローラ2216は、RAM2214内に提供されるフレームバッファ等またはそれ自体の中にCPU2212によって生成されたイメージデータを取得し、イメージデータがディスプレイデバイス2218上に表示されるようにする。
通信インターフェイス2222は、ネットワークを介して他の電子デバイスと通信する。ハードディスクドライブ2224は、コンピュータ2200内のCPU2212によって使用されるプログラムおよびデータを格納する。DVD-ROMドライブ2226は、プログラムまたはデータをDVD-ROM2201から読み取り、ハードディスクドライブ2224にRAM2214を介してプログラムまたはデータを提供する。ICカードドライブは、プログラムおよびデータをICカードから読み取り、および/またはプログラムおよびデータをICカードに書き込む。
ROM2230はその中に、アクティブ化時にコンピュータ2200によって実行されるブートプログラム等、および/またはコンピュータ2200のハードウェアに依存するプログラムを格納する。入/出力チップ2240はまた、様々な入/出力ユニットをパラレルポート、シリアルポート、キーボードポート、マウスポート等を介して、入/出力コントローラ2220に接続してよい。
プログラムが、DVD-ROM2201またはICカードのようなコンピュータ可読媒体によって提供される。プログラムは、コンピュータ可読媒体から読み取られ、コンピュータ可読媒体の例でもあるハードディスクドライブ2224、RAM2214、またはROM2230にインストールされ、CPU2212によって実行される。これらのプログラム内に記述される情報処理は、コンピュータ2200に読み取られ、プログラムと、上記様々なタイプのハードウェアリソースとの間の連携をもたらす。装置または方法が、コンピュータ2200の使用に従い情報の操作または処理を実現することによって構成されてよい。
例えば、通信がコンピュータ2200および外部デバイス間で実行される場合、CPU2212は、RAM2214にロードされた通信プログラムを実行し、通信プログラムに記述された処理に基づいて、通信インターフェイス2222に対し、通信処理を命令してよい。通信インターフェイス2222は、CPU2212の制御下、RAM2214、ハードディスクドライブ2224、DVD-ROM2201、またはICカードのような記録媒体内に提供される送信バッファ処理領域に格納された送信データを読み取り、読み取られた送信データをネットワークに送信し、またはネットワークから受信された受信データを記録媒体上に提供される受信バッファ処理領域等に書き込む。
また、CPU2212は、ハードディスクドライブ2224、DVD-ROMドライブ2226(DVD-ROM2201)、ICカード等のような外部記録媒体に格納されたファイルまたはデータベースの全部または必要な部分がRAM2214に読み取られるようにし、RAM2214上のデータに対し様々なタイプの処理を実行してよい。CPU2212は次に、処理されたデータを外部記録媒体にライトバックする。
様々なタイプのプログラム、データ、テーブル、およびデータベースのような様々なタイプの情報が記録媒体に格納され、情報処理を受けてよい。CPU2212は、RAM2214から読み取られたデータに対し、本開示の随所に記載され、プログラムの命令シーケンスによって指定される様々なタイプの操作、情報処理、条件判断、条件分岐、無条件分岐、情報の検索/置換等を含む、様々なタイプの処理を実行してよく、結果をRAM2214に対しライトバックする。また、CPU2212は、記録媒体内のファイル、データベース等における情報を検索してよい。例えば、各々が第2の属性の属性値に関連付けられた第1の属性の属性値を有する複数のエントリが記録媒体内に格納される場合、CPU2212は、第1の属性の属性値が指定される、条件に一致するエントリを当該複数のエントリの中から検索し、当該エントリ内に格納された第2の属性の属性値を読み取り、それにより予め定められた条件を満たす第1の属性に関連付けられた第2の属性の属性値を取得してよい。
上で説明したプログラムまたはソフトウェアモジュールは、コンピュータ2200上またはコンピュータ2200近傍のコンピュータ可読媒体に格納されてよい。また、専用通信ネットワークまたはインターネットに接続されたサーバーシステム内に提供されるハードディスクまたはRAMのような記録媒体が、コンピュータ可読媒体として使用可能であり、それによりプログラムを、ネットワークを介してコンピュータ2200に提供する。
以上、本発明を実施の形態を用いて説明したが、本発明の技術的範囲は上記実施の形態に記載の範囲には限定されない。上記実施の形態に、多様な変更又は改良を加えることが可能であることが当業者に明らかである。その様な変更又は改良を加えた形態も本発明の技術的範囲に含まれ得ることが、請求の範囲の記載から明らかである。
請求の範囲、明細書、及び図面中において示した装置、システム、プログラム、及び方法における動作、手順、ステップ、及び段階等の各処理の実行順序は、特段「より前に」、「先立って」等と明示しておらず、また、前の処理の出力を後の処理で用いるのでない限り、任意の順序で実現しうることに留意すべきである。請求の範囲、明細書、及び図面中の動作フローに関して、便宜上「まず、」、「次に、」等を用いて説明したとしても、この順で実施することが必須であることを意味するものではない。
10 製版編集データ作成部
12 画像データ
14 製版編集データ
16 製版編集色データ
20 分版データ作成部
22 分版データ
24 分版色データ
30 変換部
32 変換規則
34 IJ色データ
40 変換規則生成部
42 第1の対応付け
44 第2の対応付け
46 第3の対応付け
48 第4の対応付け
50 変換規則修正部
52 色値の差
54 色値の差
60 色見本
100 缶の製造システム
200 印刷本機
210 製版装置
220 印刷物
240 色見本
260 印刷物
280 色見本
300 インクジェットプリンタ
320 印刷物
340 IJPカラーチャート
360 印刷物
380 IJPカラーチャート
400 コンピュータ
2200 コンピュータ
2201 DVD-ROM
2210 ホストコントローラ
2212 CPU
2214 RAM
2216 グラフィックコントローラ
2218 ディスプレイデバイス
2220 入/出力コントローラ
2222 通信インターフェイス
2224 ハードディスクドライブ
2226 DVD-ROMドライブ
2230 ROM
2240 入/出力チップ
2242 キーボード
12 画像データ
14 製版編集データ
16 製版編集色データ
20 分版データ作成部
22 分版データ
24 分版色データ
30 変換部
32 変換規則
34 IJ色データ
40 変換規則生成部
42 第1の対応付け
44 第2の対応付け
46 第3の対応付け
48 第4の対応付け
50 変換規則修正部
52 色値の差
54 色値の差
60 色見本
100 缶の製造システム
200 印刷本機
210 製版装置
220 印刷物
240 色見本
260 印刷物
280 色見本
300 インクジェットプリンタ
320 印刷物
340 IJPカラーチャート
360 印刷物
380 IJPカラーチャート
400 コンピュータ
2200 コンピュータ
2201 DVD-ROM
2210 ホストコントローラ
2212 CPU
2214 RAM
2216 グラフィックコントローラ
2218 ディスプレイデバイス
2220 入/出力コントローラ
2222 通信インターフェイス
2224 ハードディスクドライブ
2226 DVD-ROMドライブ
2230 ROM
2240 入/出力チップ
2242 キーボード
Claims (32)
- 製版編集データから、缶の表面に印刷を施す印刷本機のインク色ごとに分版した分版データを作成する分版データ作成段階と、
前記製版編集データ又は前記分版データと予め定められた変換規則とに基づいて、前記製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する校正缶製造段階と、
を備え、
前記変換規則は、前記分版データに基づいて印刷される前記印刷本機の前記インク色を、前記インクジェットプリンタのインクで再現するための規則を有する、
缶の製造方法。 - 前記校正缶製造段階は、
前記分版データと前記変換規則とに基づいて、前記製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する段階である、
請求項1に記載の缶の製造方法。 - 前記変換規則は、前記印刷本機の前記インク色の色データである分版色データの色を、前記インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則である、
請求項2に記載の缶の製造方法。 - 前記分版色データは、前記印刷本機の前記インク色と、前記印刷本機の前記インク色で印刷した印刷物の色の色空間上の色座標との第1の対応付けを有し、
前記IJ色データは、前記インクジェットプリンタの前記インク色と、前記インクジェットプリンタの前記インク色で印刷した印刷物の色の色空間上の色座標との第2の対応付けを有し、
前記分版色データ及び前記IJ色データに基づいて前記変換規則を生成する変換規則生成段階を更に備える、
請求項3に記載の缶の製造方法。 - 前記分版色データの色による前記印刷本機の前記インク色を前記印刷本機により金属素材に印刷したカラーパッチからなる色見本の色値を測色し、
前記分版色データの色を前記変換規則によりIJ色データの色に変換し、前記インクジェットプリンタにより、前記IJ色データの色に対応する前記インクジェットプリンタの前記インク色を透明フィルムに印刷し、印刷後の前記透明フィルムを金属素材に重ね合わせたIJPカラーチャートの色値を測色し、
前記色見本の色値と前記IJPカラーチャートの色値との差が予め定められた値より大きい場合は、前記色値の差が前記予め定められた値以下となるよう前記変換規則を修正する変換規則修正段階を更に備える、
請求項4に記載の缶の製造方法。 - 前記校正缶製造段階は、
前記製版編集データと前記変換規則とに基づいて、前記製版編集データに対応する画像をインクジェットプリンタで出力した画像を、缶表面上に配置した校正缶を製造する段階である、
請求項1に記載の缶の製造方法。 - 前記変換規則は、前記製版編集データのインク色の色データである製版編集色データの色を、前記インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則である、
請求項6に記載の缶の製造方法。 - 前記製版編集色データは、前記製版編集データの前記インク色と、前記分版データに基づいて前記印刷本機の前記インク色で印刷した印刷物の色の色空間上の色座標との第3の対応付けを有し、
前記IJ色データは、前記インクジェットプリンタの前記インク色と、前記インクジェットプリンタの前記インク色で印刷した印刷物の色の色空間上の色座標との第4の対応付けを有し、
前記製版編集色データ及び前記IJ色データに基づいて前記変換規則を生成する変換規則生成段階を更に備える、
請求項7に記載の缶の製造方法。 - 前記印刷本機の前記インク色を前記印刷本機により金属素材に印刷したカラーパッチからなる色見本の色値を測色し、
前記製版編集色データの色を前記変換規則によりIJ色データの色に変換し、前記インクジェットプリンタにより、前記IJ色データの色に対応する前記インクジェットプリンタの前記インク色を透明フィルムに印刷し、印刷後の前記透明フィルムを金属素材に重ね合わせたIJPカラーチャートの色値を測色し、
前記色見本の色値と前記IJPカラーチャートの色値の差が予め定められた値より大きい場合は、前記色値の差が前記予め定められた値以下となるよう前記変換規則を修正する変換規則修正段階を更に備える、
請求項8に記載の缶の製造方法。 - 前記分版データは、特色印刷方式の特色版のデータを有する、請求項1から9のいずれか一項に記載の缶の製造方法。
- 前記分版データは、プロセス色印刷方式のプロセス色版のデータを有する、請求項1から10のいずれか一項に記載の缶の製造方法。
- 前記校正缶は、缶表面に直接前記インクジェットプリンタで印刷された前記製版編集データに対応する画像を有する、請求項1から11のいずれか一項に記載の缶の製造方法。
- 前記校正缶は、缶表面に配置されたフィルムを有し、前記フィルムには前記インクジェットプリンタで印刷された前記製版編集データに対応する画像が形成される、請求項1から12のいずれか一項に記載の缶の製造方法。
- 画像データから、前記製版編集データを作成する製版編集データ作成段階を更に備える、
請求項1から13のいずれか一項に記載の缶の製造方法。 - 前記画像データは、前記印刷本機の前記インク色を表す色見本の中から選択された色を有し、
前記色見本は、缶に用いられる金属板に印刷がなされたものである、
請求項14に記載の缶の製造方法。 - 前記校正缶を用いて、前記製版編集データの校正を行う校正段階を更に備える、
請求項1から15のいずれか一項に記載の缶の製造方法。 - 前記校正缶を用いて、前記製版編集データの校正を行う校正段階を更に備え、
前記校正段階は、前記画像データで選択された色の色見本と前記校正缶の色とを比較する工程を有する、
請求項15に記載の缶の製造方法。 - 缶の表面に印刷を施す印刷本機と、
製版編集データから、前記印刷本機のインク色ごとに分版した分版データを作成する分版データ作成部と、
前記製版編集データ又は前記分版データと予め定められた変換規則とに基づいて、前記製版編集データに対応する画像を出力し、前記画像を缶表面上に配置した校正缶を製造するインクジェットプリンタと、
を備え、
前記変換規則は、前記分版データに基づいて印刷される前記印刷本機の前記インク色を、前記インクジェットプリンタのインクで再現するための規則を有する、
缶の製造システム。 - 前記インクジェットプリンタは、
前記分版データと前記変換規則とに基づいて、前記製版編集データに対応する画像を出力する、
請求項18に記載の缶の製造システム。 - 前記変換規則は、前記印刷本機の前記インク色の色データである分版色データの色を、前記インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則である、
請求項19に記載の缶の製造システム。 - 前記分版色データは、前記印刷本機の前記インク色と、前記印刷本機の前記インク色で印刷した印刷物の色の色空間上の色座標との第1の対応付けを有し、
前記IJ色データは、前記インクジェットプリンタの前記インク色と、前記インクジェットプリンタの前記インク色で印刷した印刷物の色の色空間上の色座標との第2の対応付けを有し、
前記分版色データ及び前記IJ色データに基づいて前記変換規則を生成する変換規則生成部を更に備える、
請求項20に記載の缶の製造システム。 - 前記分版色データの色による前記印刷本機の前記インク色を、前記印刷本機により金属素材に印刷したカラーパッチからなる色見本と、
前記分版色データの色を前記変換規則によりIJ色データの色に変換し、前記インクジェットプリンタにより、前記IJ色データの色に対応する前記インクジェットプリンタの前記インク色を透明フィルムに印刷し、印刷後の前記透明フィルムを金属素材に重ね合わせたIJPカラーチャート、を備え、
前記色見本と前記IJPカラーチャートの色値を測色し、前記色見本の色値と前記IJPカラーチャートの色値との差が予め定められた値より大きい場合は、前記色値の差が前記予め定めされた値以下となるよう前記変換規則を修正する変換規則修正部を更に備える、
請求項21に記載の缶の製造システム。 - 前記インクジェットプリンタは、
前記製版編集データと前記変換規則とに基づいて、前記製版編集データに対応する画像を出力する、
請求項18に記載の缶の製造システム。 - 前記変換規則は、前記製版編集データのインク色の色データである製版編集色データの色を、前記インクジェットプリンタのインク色の色データであるIJ色データの色へ変換を行う規則である、
請求項23に記載の缶の製造システム。 - 前記製版編集色データは、前記製版編集データの前記インク色と、前記分版データに基づいて前記印刷本機の前記インク色で印刷した印刷物の色の色空間上の色座標との第3の対応付けを有し、
前記IJ色データは、前記インクジェットプリンタの前記インク色と、前記インクジェットプリンタの前記インク色で印刷した印刷物の色の色空間上の色座標との第4の対応付けを有し、
前記製版編集色データ及び前記IJ色データに基づいて前記変換規則を生成する変換規則生成部を更に備える、
請求項24に記載の缶の製造システム。 - 前記印刷本機の前記インク色を、前記印刷本機により金属素材に印刷したカラーパッチからなる色見本と、
前記製版編集色データの色を前記変換規則によりIJ色データの色に変換し、前記インクジェットプリンタにより、前記IJ色データの色に対応する前記インクジェットプリンタの前記インク色を透明フィルムに印刷し、印刷後の前記透明フィルムを金属素材に重ね合わせたIJPカラーチャート、を備え、
前記色見本と前記IJPカラーチャートの色値を測色し、前記色見本の色値と前記IJPカラーチャートの色値との差が予め定められた値より大きい場合には、前記色値の差が前記予め定められた値以下となるよう前記変換規則を修正する変換規則修正部を更に備える、
請求項25に記載の缶の製造システム。 - 前記分版データは、特色印刷方式の特色版のデータを有する、
請求項18から26のいずれか一項に記載の缶の製造システム。 - 前記分版データは、プロセス色印刷方式のプロセス色版のデータを有する、
請求項18から27のいずれか一項に記載の缶の製造システム。 - 前記インクジェットプリンタは、缶表面に直接、前記製版編集データに対応する画像を印刷する、
請求項18から28のいずれか一項に記載の缶の製造システム。 - 前記インクジェットプリンタは、フィルムに前記製版編集データに対応する画像を印刷する、
請求項18から29のいずれか一項に記載の缶の製造システム。 - 画像データから、前記製版編集データを作成する製版編集データ作成部を更に備える、
請求項18から30のいずれか一項に記載の缶の製造システム。 - 前記印刷本機の前記インク色を表す色見本を更に備え、
前記色見本は缶に用いられる金属板に印刷がなされたものであり、
前記画像データは、前記色見本の中から選択された色を有する、
請求項31に記載の缶の製造システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280050951.2A CN117677504A (zh) | 2021-08-31 | 2022-08-03 | 罐的制造方法及罐的制造系统 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-141748 | 2021-08-31 | ||
| JP2021141748 | 2021-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023032572A1 true WO2023032572A1 (ja) | 2023-03-09 |
Family
ID=85411201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/029756 WO2023032572A1 (ja) | 2021-08-31 | 2022-08-03 | 缶の製造方法及び缶の製造システム |
Country Status (3)
| Country | Link |
|---|---|
| CN (1) | CN117677504A (ja) |
| TW (1) | TW202311124A (ja) |
| WO (1) | WO2023032572A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001272276A (ja) * | 2000-03-23 | 2001-10-05 | Takemoto Yoki Kk | 色見本帖システム |
| JP2012106758A (ja) | 2010-11-16 | 2012-06-07 | Toyo Seikan Kaisha Ltd | 金属容器及びその製造方法 |
| JP2014236434A (ja) * | 2013-06-04 | 2014-12-15 | キヤノン株式会社 | 画像処理装置および画像処理方法 |
| JP2018160895A (ja) * | 2017-03-22 | 2018-10-11 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフトHeidelberger Druckmaschinen AG | インクジェット印刷機において印刷プロセスを実行するための方法 |
| JP2019081555A (ja) | 2017-10-27 | 2019-05-30 | 東洋製罐グループホールディングス株式会社 | 缶、缶の製造方法および缶詰 |
| JP2019155771A (ja) * | 2018-03-14 | 2019-09-19 | ユニバーサル製缶株式会社 | 印刷缶の校正方法 |
| JP2020001197A (ja) * | 2018-06-26 | 2020-01-09 | 東洋製罐株式会社 | 金属缶の製造方法 |
-
2022
- 2022-08-03 CN CN202280050951.2A patent/CN117677504A/zh active Pending
- 2022-08-03 WO PCT/JP2022/029756 patent/WO2023032572A1/ja active Application Filing
- 2022-08-29 TW TW111132479A patent/TW202311124A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001272276A (ja) * | 2000-03-23 | 2001-10-05 | Takemoto Yoki Kk | 色見本帖システム |
| JP2012106758A (ja) | 2010-11-16 | 2012-06-07 | Toyo Seikan Kaisha Ltd | 金属容器及びその製造方法 |
| JP2014236434A (ja) * | 2013-06-04 | 2014-12-15 | キヤノン株式会社 | 画像処理装置および画像処理方法 |
| JP2018160895A (ja) * | 2017-03-22 | 2018-10-11 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフトHeidelberger Druckmaschinen AG | インクジェット印刷機において印刷プロセスを実行するための方法 |
| JP2019081555A (ja) | 2017-10-27 | 2019-05-30 | 東洋製罐グループホールディングス株式会社 | 缶、缶の製造方法および缶詰 |
| JP2019155771A (ja) * | 2018-03-14 | 2019-09-19 | ユニバーサル製缶株式会社 | 印刷缶の校正方法 |
| JP2020001197A (ja) * | 2018-06-26 | 2020-01-09 | 東洋製罐株式会社 | 金属缶の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117677504A (zh) | 2024-03-08 |
| TW202311124A (zh) | 2023-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9036227B2 (en) | Method and apparatus for generating white underbase and generating suitably modified separations for printing on colored background other than white | |
| US20050047654A1 (en) | Gamut mapping between multiple boundary regions | |
| JP2009273147A (ja) | 印刷プロセス用の色制御方法 | |
| US7366346B2 (en) | Color descriptor data structure | |
| CN112823505B (zh) | 渐变色图案的颜色映射方法 | |
| US7656414B2 (en) | System and method for determination of gray for CIE color conversion using chromaticity | |
| WO2023032572A1 (ja) | 缶の製造方法及び缶の製造システム | |
| US20070000402A1 (en) | Digital workflow processes for generating product proofs | |
| JP3935549B2 (ja) | 色校正方法 | |
| JP2003324624A (ja) | 色変換定義補正方法、色変換定義補正装置、および色変換定義補正プログラム | |
| US20050213127A1 (en) | Color adjusting method, color image forming method, and color image forming device | |
| JP2003149796A (ja) | カラープルーフ作成システム、画像処理装置、出力装置、カラープルーフ作成方法、その方法を実行させるためのプログラム、及びプログラムを記録した情報記録媒体 | |
| US7251030B2 (en) | Digital workflow independent output matching | |
| JP2006086969A (ja) | 画像処理装置、方法及び記憶媒体 | |
| JP2004274546A (ja) | 出力色の調整方法、カラー画像形成装置 | |
| JP2004328716A (ja) | 画像情報処理方法、画像形成システム及びプログラム | |
| JP2004291604A (ja) | 画像形成方法及び画像出力システム | |
| WO2023188669A1 (ja) | 缶の印刷システム、缶の製造システム、カラーガイド及びカラーガイドの製造方法 | |
| JP2003145842A (ja) | カラープルーフ作成システム、画像処理装置、出力装置、カラープルーフ作成方法、その方法を実行させるためのプログラム、及びプログラムを記録した情報記録媒体 | |
| JP2007026261A (ja) | 画像形成システム、メンテナンス装置及びプログラム | |
| JP2004242072A (ja) | 色変換定義修正装置および色変換定義修正プログラム | |
| JP4337592B2 (ja) | プロファイル作成装置、プロファイル作成方法、記録媒体及びプログラム | |
| JP2024026054A (ja) | 色空間変換を実行する方法 | |
| JP2024026055A (ja) | 色データの変換を実行する方法 | |
| JP2004205844A (ja) | カラープルーフ作成システム、及び、カラープルーフ作成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22864158 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023545177 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 2022864158 Country of ref document: EP Effective date: 20240311 |