WO2022211116A1 - Monofilament de sulfure de polyphénylène, son procédé de fabrication et emballage de fibres - Google Patents
Monofilament de sulfure de polyphénylène, son procédé de fabrication et emballage de fibres Download PDFInfo
- Publication number
- WO2022211116A1 WO2022211116A1 PCT/JP2022/016959 JP2022016959W WO2022211116A1 WO 2022211116 A1 WO2022211116 A1 WO 2022211116A1 JP 2022016959 W JP2022016959 W JP 2022016959W WO 2022211116 A1 WO2022211116 A1 WO 2022211116A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyphenylene sulfide
- monofilament
- winding
- dtex
- yarn
- Prior art date
Links
- 239000004734 Polyphenylene sulfide Substances 0.000 title claims abstract description 148
- 229920000069 polyphenylene sulfide Polymers 0.000 title claims abstract description 148
- 239000000835 fiber Substances 0.000 title claims description 64
- 238000000034 method Methods 0.000 title claims description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- ODPYDILFQYARBK-UHFFFAOYSA-N 7-thiabicyclo[4.1.0]hepta-1,3,5-triene Chemical group C1=CC=C2SC2=C1 ODPYDILFQYARBK-UHFFFAOYSA-N 0.000 claims abstract description 12
- 238000004804 winding Methods 0.000 claims description 109
- 239000011347 resin Substances 0.000 claims description 26
- 229920005989 resin Polymers 0.000 claims description 26
- 238000009998 heat setting Methods 0.000 claims description 16
- 238000010036 direct spinning Methods 0.000 claims description 15
- 239000000470 constituent Substances 0.000 abstract 1
- 238000009941 weaving Methods 0.000 description 37
- 230000000052 comparative effect Effects 0.000 description 35
- 239000004744 fabric Substances 0.000 description 31
- 238000009987 spinning Methods 0.000 description 28
- 239000010410 layer Substances 0.000 description 22
- 238000011156 evaluation Methods 0.000 description 21
- 235000014676 Phragmites communis Nutrition 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- XWUCFAJNVTZRLE-UHFFFAOYSA-N 7-thiabicyclo[2.2.1]hepta-1,3,5-triene Chemical group C1=C(S2)C=CC2=C1 XWUCFAJNVTZRLE-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000000839 emulsion Substances 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 230000005856 abnormality Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- SOHCOYTZIXDCCO-UHFFFAOYSA-N 6-thiabicyclo[3.1.1]hepta-1(7),2,4-triene Chemical group C=1C2=CC=CC=1S2 SOHCOYTZIXDCCO-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 235000008429 bread Nutrition 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- -1 fatty acid ester Chemical class 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006081 fluorescent whitening agent Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000006224 matting agent Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/74—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polycondensates of cyclic compounds, e.g. polyimides, polybenzimidazoles
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/76—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D7/00—Collecting the newly-spun products
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/76—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products
- D01F6/765—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from other polycondensation products from polyarylene sulfides
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/14—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensates of cyclic compounds, e.g. polyimides, polybenzimidazoles
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
Definitions
- the present invention relates to a polyphenylene sulfide monofilament, its manufacturing method, and its fiber package.
- This application is Japanese Patent Application No. 2021-062433 filed on March 31, 2021, Japanese Patent Application No. 2021-062434 filed on March 31, 2021 and Japanese Patent Application filed on April 7, 2021 It claims priority based on No. 2021-065544, and incorporates all the descriptions described in the Japanese patent application.
- mesh fabrics made of polyphenylene sulfide, polyvinylidene fluoride, liquid crystalline polyester, etc. are currently widely used in terms of chemical resistance, dimensional stability, heat durability, and the like.
- mesh fabrics made of polyphenylene sulfide are widely used because they are excellent in chemical resistance, dimensional stability and cost performance, and are suitable for fields requiring high filter performance.
- productivity of thin monofilaments has been very low, so it is expected that costs will be reduced by shortening the process by using the direct spinning and drawing method.
- Patent Document 1 describes a polyphenylene sulfide monofilament characterized by having a fineness of 25 dtex or less, a strength of 3.0 cN/dtex or more, and an elongation of less than 30%. is stated. Further, Patent Documents 2 and 3 describe a drum-shaped package made of polyphenylene sulfide monofilament obtained by a direct spinning drawing method in which the obtained undrawn yarn is continuously drawn without being once wound up and wound up with a winder. It is
- an object of the present invention is to obtain a fine fineness polyphenylene sulfide monofilament that is resistant to yarn breakage, is resistant to bobbin winding collapse and sink marks during unwinding, is easy to handle during weaving, and has high quality.
- Another object of the present invention is to provide a high-quality polyphenylene sulfide monofilament fiber package capable of suppressing yarn breakage, scum, and streaks during weaving.
- Another object of the present invention is to obtain the above polyphenylene sulfide monofilament by a direct spinning and drawing method with good production efficiency.
- the present inventors obtained specific fineness, breaking strength, breaking elongation, 5% modulus, and 10% modulus by setting the heat setting temperature and winding tension in specific ranges and specifying the package of the bobbin. of monofilament was obtained.
- This monofilament has better spinning operability than conventional monofilaments, prevents bobbin winding collapse, improves the occurrence of sink marks during unwinding, is easy to handle during weaving, and has high quality.
- polyphenylene sulfide monofilaments can be obtained.
- the present invention firstly relates to a polyphenylene sulfide monofilament characterized by having phenylene sulfide units as main structural units and satisfying (1) to (5).
- Fineness is 6 to 35 dtex
- Breaking strength of 3.4 cN/dtex or more (3) Breaking elongation of 24 to 45% (4) 5% modulus is 1.0 to 1.6 cN/dtex (5) 10% modulus is 1.4 to 2.3 cN/dtex
- the present invention relates to a pin-like fiber package made of the polyphenylene sulfide monofilament.
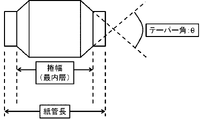
- the present invention has a winding width of 100 to 250 mm, a taper angle of 30 to 140°, and a weave angle of 0.6 to 2°, and the ratio of the heat shrinkage stress value between the innermost layer and the outermost layer of the package (maximum
- the polyphenylene sulfide monofilament fiber package has a heat shrinkage stress ratio between the inner and outer layers of 0.85 to 1.15.
- the main structural unit is a phenylene sulfide unit
- the polyphenylene sulfide resin is melt extruded, cooled and solidified, and then the obtained undrawn yarn is continuously drawn without being once wound up and drawn in a winder.
- the present invention relates to a method for producing polyphenylene sulfide monofilament by a direct spinning and drawing method of winding up, wherein the method for producing polyphenylene sulfide monofilament is characterized by satisfying (1) to (4).
- MFR of polyphenylene sulfide resin is 100 to 250 g/10 min
- MFR of polyphenylene sulfide resin is 100 to 250 g/10 min
- draw using an unheated pretension roll and two or more heated godet rolls (3)
- the temperature of the first godet roll is 95 to 120 ° C., and the second and subsequent godet rolls are heated.
- Heat setting temperature of godet roll is 120 ⁇ 250°C
- Winding tension to the winder is 0.1 to 0.5 cN/dtex
- the main structural unit is a phenylene sulfide unit
- the polyphenylene sulfide resin is melt extruded, cooled and solidified, and then the obtained undrawn yarn is continuously drawn without being once wound up and drawn in a winder.
- the present invention relates to a method for manufacturing a fiber package composed of polyphenylene sulfide monofilament by a direct spinning and drawing method wound on a bobbin, wherein the method for manufacturing the fiber package is characterized by satisfying (1) to (4).
- MFR of polyphenylene sulfide resin is 100 to 250 g/10 min
- MFR of polyphenylene sulfide resin is 100 to 250 g/10 min
- draw using an unheated pretension roll and two or more heated godet rolls (3)
- the temperature of the first godet roll is 95 to 120 ° C., and the second and subsequent godet rolls are heated.
- Heat setting temperature of godet roll is 120 ⁇ 250°C
- Winding tension to the winder is 0.1 to 0.5 cN/dtex
- the main structural unit is a phenylene sulfide unit
- the polyphenylene sulfide resin is melt extruded, cooled and solidified, and then the obtained undrawn yarn is continuously drawn without being once wound up and fed to a winder.
- the present invention relates to a method for producing a fiber package composed of polyphenylene sulfide monofilaments by a direct spinning drawing method in which the fiber package is wound on a pirn-shaped bobbin at a winding tension of 0.1 to 0.5 cN/dtex.
- the present invention relates to a method of manufacturing the above fibrous package of polyphenylene sulfide monofilaments.
- the main structural unit is a phenylene sulfide unit
- the polyphenylene sulfide resin is melt-extruded, cooled and solidified, and then the obtained undrawn yarn is continuously drawn without being once wound, and is winded by a winder.
- the present invention relates to a method of manufacturing a fibrous package comprising polyphenylene sulfide monofilaments.
- the present invention has a winding width of 100 to 250 mm, a taper angle of 30 to 140°, a weave angle of 0.6 to 2°, and a thermal shrinkage stress ratio of the innermost and outer layers of 0.85 to 1.15. It relates to a polyphenylene sulfide monofilament parn-like fiber package.
- the polyphenylene sulfide monofilament of the present invention it is possible to obtain a high-quality mesh fabric that is less likely to break during spinning, has good spinning operability, and is excellent in mesh strength durability. Also, a polyphenylene sulfide monofilament particularly suitable for pie-shaped packages can be obtained. Further, according to the fiber package of the present invention, it is possible to obtain a high-quality polyphenylene sulfide monofilament fiber package that is wound in a good state and can suppress the occurrence of yarn breakage, scum, and streaks during weaving. Further, according to the present invention, the polyphenylene sulfide monofilament can be obtained by a direct spinning and drawing method with good production efficiency.
- FIG. 1 is a schematic front view of a polyphenylene sulfide monofilament fiber package of the present invention
- the polyphenylene sulfide resin in the present invention is polyphenylene sulfide composed of a polymer having phenylene sulfide units as main repeating units (main structural units).
- Phenylene sulfide units include p-phenylene sulfide units and m-phenylene sulfide units.
- Polyphenylene sulfide may be a homopolymer composed of p-phenylene sulfide units, m-phenylene sulfide units, etc., or may be a copolymer having these units. Repeating units of p-phenylene sulfide are preferred.
- the p-phenylene sulfide repeating unit preferably contains 50 mol% or more, more preferably 70 mol% or more, particularly preferably 90 mol% or more, and 98 mol% or more. is more preferable.
- Polyphenylene sulfide polymer types include a crosslinked type, a semi-crosslinked type, and a linear type (linear type), but the linear type is preferable in terms of spinnability and drawability.
- inorganic substances such as various metal oxides, kaolin, and silica, coloring agents, matting agents, flame retardants, antioxidants, ultraviolet absorbers, infrared absorbers, and crystal nucleating agents are used within a range that does not impair the effects of the present invention.
- a fluorescent whitening agent, a terminal group blocking agent, a compatibilizer, and other additives may be incorporated in the polyphenylene sulfide in small amounts.
- the melt flow rate (MFR) of the polyphenylene sulfide resin in the present invention is preferably 100-250g/10min. More preferably, it is 130 to 200 g/10 min. If it is less than 100 g/10 min, the viscosity is too high to interfere with spinning. Furthermore, when it exceeds 250 g/10 min, the viscosity is very low and the strength of the fiber is lowered, so that the strength durability is greatly lowered when used for mesh fabrics such as filters, making it unsuitable for commercialization. be.
- the moisture content of the pellets of the polyphenylene sulfide resin before spinning in the present invention is preferably 100 ppm or less, more preferably 10 to 50 ppm. If it exceeds 100 ppm, it may cause yarn breakage during spinning, or may cause inclusion of bubbles (bubbles), resulting in low spinning operability.
- the pellets of the polyphenylene sulfide resin in the present invention are preferably vacuum-dried as preliminary drying to remove low-molecular-weight components as much as possible.
- the drying temperature is preferably 130 to 190° C. and the drying time is preferably 6 to 12 hours.
- the cross-sectional shape of the polyphenylene sulfide monofilament of the present invention is not particularly limited.
- the outer shape of the polyphenylene sulfide monofilament of the present invention is preferably circular.
- the fineness of the polyphenylene sulfide monofilament of the present invention is preferably 6-35 dtex. If it exceeds 35 dtex, it becomes difficult to solidify with cold air, making it difficult to obtain a high-quality monofilament, which causes problems when used as a product such as a filter.
- the breaking strength of the polyphenylene sulfide monofilament of the present invention is 3.4 cN/dtex or more, more preferably 3.8 cN/dtex or more, from the viewpoint of durability of meshes such as filters.
- a suitable upper limit includes 5 cN/dtex or less.
- the breaking elongation of the polyphenylene sulfide monofilament of the present invention is 24-45%, preferably 24-40%. More preferably 30 to 40%, still more preferably 30 to 35%. If the elongation at break is less than 24%, yarn breakage frequently occurs during spinning, reed shaving occurs during weaving, and weaving performance deteriorates. If the elongation at break exceeds 45%, the amorphous portion of the filament increases, resulting in poor dimensional stability and durability of the mesh.
- the 5% modulus of the polyphenylene sulfide monofilament of the present invention is 1.0-1.6 cN/dtex, preferably 1.2-1.6 cN/dtex.
- a higher modulus of 5% is preferable from the viewpoint of durability of the mesh, but if it exceeds 1.6 cN/dtex, sink marks occur during unwinding of the inner layer of the bobbin, and a mesh of good quality cannot be obtained. If it is less than 1.0 cN/dtex, the dimensional stability and strength durability of the mesh are deteriorated, and misalignment tends to occur.
- the 10% modulus of the polyphenylene sulfide monofilament of the present invention is 1.4-2.3 cN/dtex, preferably 1.7-2.1 cN/dtex.
- the 10% modulus is preferably as high as possible from the viewpoint of durability of the mesh, but if it exceeds 2.3 cN/dtex, sink marks occur during unwinding of the inner layer of the bobbin, failing to obtain a mesh of good quality. If it is less than 1.4 cN/dtex, the dimensional stability and strength durability of the mesh are deteriorated, and misalignment tends to occur.
- the above polyphenylene sulfide monofilament eliminates sink marks during unwinding, making it easy to handle during weaving.
- the hot water shrinkage of the polyphenylene sulfide monofilament of the present invention is preferably 10% or less. More preferably, it is 2 to 8%. It is preferable to lower the hot water shrinkage from the viewpoint of the dimensional stability of the mesh. If it exceeds 10%, the dimensional stability of the mesh tends to deteriorate, and the filter may be of poor quality.
- the ratio of the heat shrinkage stress value of the filament in the innermost layer of the fiber package to the heat shrinkage stress of the filament in the outermost layer of the package is preferably 0.85 to 1.15. More preferably, it is 0.9 to 1.1. If the heat shrinkage stress ratio of the innermost and outer layers is out of the range, it may become a cause of collapse or tightening of the winding, or the mesh fabric may be distorted due to the stress difference, resulting in a poor quality mesh fabric.
- the oil adhesion rate is preferably 0.15 to 0.5% by mass. It is more preferably 0.15 to 0.45% by mass, or 0.2 to 0.5% by mass, and still more preferably 0.25 to 0.35% by mass. If it is less than 0.15% by mass, static electricity tends to be generated, and handleability such as weaving tends to be poor. If it exceeds 0.5% by mass, scum tends to occur during weaving, which may affect the quality of mesh fabrics and industrial filters, and may cause bobbin collapse in the spinning and winding process.
- a suitable oil agent for the polyphenylene sulfide monofilament in the present invention contains 30% by mass or more of a fatty acid ester-based smoothing agent from the viewpoint of smoothness and prevention of reed slippage. good.
- modified silicone in an amount of 1 to 3% by mass based on the undiluted oil solution to further improve smoothness. If the modified silicone is added excessively, the yarn may slip in the bobbin during winding, causing the winding to collapse, so the above range is preferable.
- As a suitable method for applying the oil agent there is a method of forming a 5 to 20% by mass emulsion with deionized water and applying the oil agent with an oiling nozzle directly above the pretension roll.
- the monofilament is obtained by drawing after spinning.
- a method of manufacturing a monofilament by splitting a master yarn composed of a multifilament manufactured by a direct spinning and drawing method may be used. Considering the production process, cost, and sink marks during unwinding, production by the direct spinning and drawing method is preferable.
- the polyphenylene sulfide monofilament of the present invention can be obtained through a spinning step of melt extruding a polyester phenylene sulfide resin, followed by a drawing step of drawing and winding with an unheated pretension roll and two or more heated godet rolls. .
- the spinning process the polyphenylene sulfide resin melted by the extruder is weighed, and oil is applied to the filament extruded from the nozzle.
- the drawing process is carried out following the spinning process.
- drawing is carried out using a plurality of godet rolls, sufficient crystallization is performed, the fiber structure is fixed, and a drawn yarn is obtained.
- a relaxation process may be introduced for the purpose of reducing the heat shrinkage of the drawn yarn.
- the relaxation rate in the relaxation step is preferably 0 to 2% from the viewpoint of easily preventing the occurrence of sink marks.
- a more preferable relaxation rate range is 0 to 1%.
- the relaxation rate is less than 0%, the tension between the rolls in the stretching process increases, so the orientation of the amorphous portion increases, and sink marks and bobbin tightness tend to occur frequently.
- the relaxation rate exceeds 2%, the orientation of the amorphous portion decreases, so the 5% modulus and 10% modulus satisfy the above ranges, and the breaking strength and breaking elongation are within the scope of the present invention. It may be difficult to obtain a monofilament of In addition, there is a possibility that the yarn becomes slack and cannot be wound up.
- pre-stretching is performed between the pretension roll and the godet roll 1 at a stretching ratio of 1.01 to 1.05, and then the main stretching is performed after the godet roll 1. is preferred.
- the main stretching it is preferable to set the temperature of the godet rolls 1 to 95 to 120°C. It is more preferably 100 to 115°C.
- the film is continuously guided to the godet rolls 2 and is heat-set and stretched by the godet rolls 2 .
- the heat setting temperature of the godet roll 2 is preferably 120-250°C, more preferably 130-200°C. After that, the film may be further guided to new godet rolls 3 and 4 and stretched.
- a relaxation process may be provided to perform relaxation processing.
- the temperature is preferably 120 to 250°C, more preferably 130 to 200°C.
- the godet rolls after the godet roll 3 may be non-heated rolls without heat setting.
- the yarn is wound up by a winder.
- the winding tension for winding on a winder is preferably 0.1 to 0.5 cN/dtex. More preferably, it is 0.2 to 0.3 cN/dtex.
- the temperature of the godet roll 1 is less than 95° C., knot-like bumps on the yarn and yarn breakage due to yarn shaking on the godet roll frequently occur. On the other hand, if the temperature exceeds 120° C., the yarn shakes frequently on the godet roll, and the yarn is broken, making it difficult to collect the monofilament normally. If the temperature of the godet rolls after the godet roll 2 is set to less than 120° C., it becomes difficult to obtain the monofilament of the present invention. On the other hand, if the temperature exceeds 250° C., the monofilament tends to melt due to heat, making it difficult to wind up the monofilament.
- the tension between the godet roll and the winder is too low, so that bobbin winding collapse and yarn breakage frequently occur, making it difficult to obtain a normal monofilament. If it exceeds 0.5 cN/dtex, the bobbin is tightened, making it difficult to remove the bobbin from the winder.
- the bobbin shape of the polyphenylene sulfide monofilament of the present invention is preferably a pirn type in which the polyphenylene sulfide monofilament is wound in a tapered shape around a paper tube normally used in the direct spinning and drawing method.
- the direct spinning and drawing method uses a drum type, but in the case of a drum type, when the monofilament is wound, the yarn tends to drop from the bobbin end face (twill drop), and in severe cases, the winding collapses. If the twill drop occurs, the yarn may be caught on the end surface during unwinding, causing yarn breakage or weaving defects, resulting in a decrease in process passability and a decrease in product quality.
- the winding width of the innermost layer of the fiber package is 100 to 250 mm. More preferably, it is 150-200 mm. If the winding width is less than 100 mm, the winding amount cannot be increased unless the taper angle is increased. Yarn breaks and streaks are caused, resulting in poor weaving properties. Considering that the number of ends of the winder and the length of the winder are limited, the upper limit of the winding width is preferably 250 mm from the viewpoint of productivity and cost of the fiber package.
- the taper angle of the fiber package of the present invention is 30-140°. More preferably, it is 45 to 100°. When the taper angle is less than 30°, winding collapse does not occur. There is a risk of inferiority. If the taper angle exceeds 140°, the yarn tends to fall off from the tapered portion, resulting in unwound winding. For reference, under the condition of 180° (corresponding to drum-type winding), winding collapse due to twill drop occurs frequently.
- the weave angle of the fiber package of the present invention is 0.6 to 2°, preferably 0.8 to 2°. More preferably, it is 0.9 to 1.2°. If the weave angle is less than 0.6°, the ribbon-like yarns will stick together on the surface of the package, resulting in poor unwinding of the bobbin and poor appearance. If the winding angle exceeds 2°, the yarn may be thrown out by force when the traverse moves the yarn to both ends, causing the yarn to drop from the tapered portion and cause the winding to collapse. This phenomenon tends to occur frequently especially when the fineness of the filament is 20 dtex or more.
- the breaking strength (cN / dtex) is the value obtained by dividing the maximum value of the load on the load-elongation curve by the fineness, and the elongation at that time is the breaking elongation (%), and the strength when the elongation is 5% is 5. % modulus (cN/dtex), and the strength when the elongation is 10% is 10% modulus (cN/dtex).
- Thermal shrinkage stress ratio of innermost and outer layers Thermal shrinkage stress is measured using a KE-II type shrinkage stress measuring device manufactured by Kanebo Engineering. An initial load of fineness ⁇ 2/30 (cN) is applied to a sample in which the yarn ends are tied in a loop of 5 cm in length, and the heat shrinkage force is measured when heated from room temperature at a temperature rising rate of 120 ° C./min. do. The highest point of the measured heat shrinkage force is taken as the heat shrinkage peak (cN), and the temperature at that time is taken as the heat shrinkage peak temperature (°C).
- the heat absorption stress ratio (Sr) of the innermost and outer layers is obtained by the following formula 1.
- Sr Si/So Formula 1 (Sr: heat shrinkage stress ratio of the innermost and outer layers, Si: heat shrinkage stress of the innermost layer of the package [measured at a point of 1 mm winding thickness from the outer diameter of the paper tube], So: heat shrinkage stress of the outermost layer of the package [package Measure the point after unwinding the surface layer for 1 minute])
- E. Spinning operability The spinning operability was evaluated as " ⁇ " when the processability was good, " ⁇ " when the processability was slightly poor, and "X" when the spinning was not possible.
- the weaving properties such as occurrence of reed scum, warp yarn and weft yarn breakage, and the appearance of the obtained fabric (occurrence of knots, sink marks, streaks, etc.) were evaluated.
- the evaluation was given as " ⁇ ” if both the weaving properties and the appearance were good, " ⁇ ” if either was bad, and "X” if both were bad.
- H. Evaluation of Performance of Mesh Using the obtained polyphenylene sulfide mesh fabric, heat setting is performed at 160° C. for 20 minutes, and the appearance of the processed mesh fabric (before and after heat setting) is evaluated after the elongation recovery cycle is performed.
- the elongation recovery cycle conforms to JIS L 1013, using an AGS-1KNG Autograph (registered trademark) tensile tester manufactured by Shimadzu Corporation, with a sample length of 20 cm, a width of 5 cm, and a constant tensile speed of 20 cm / min. Five extension recovery cycles are performed. The appearance of the mesh fabric at that time was visually observed. The case where there was no misalignment, distortion or damage was evaluated as "O”, the case where there was distortion or slight damage was evaluated as "x”, and the case where the presence or absence of distortion or damage could not be determined was evaluated as " ⁇ ".
- OPU 0.3% by mass
- the film was wound up on rolls, then tension was applied between godet rolls 1 (speed 1,058 m/min, 115°C), and then main stretching and heat setting were performed with godet rolls 2 (speed 3,520 m/min, 135°C).
- godet rolls 3 speed 3,500 m / min, non-heated
- wound on a winder speed 3,495 m / min
- a polyphenylene sulfide monofilament of 33 dtex was wound on a pirn-shaped bobbin having a winding angle of 60° and a tapered end surface of 1°.
- Example 2 A polyphenylene sulfide monofilament of 33 dtex was obtained in the same manner as in Example 1 except that the speed of the pretension roll was 920 m/min, the speed of the godet roll 1 was 960 m/min, the speed of the winder was changed, and the godet roll 3 was not used. .
- Comparative Examples 1 and 2 A polyphenylene sulfide monofilament of 33 dtex was obtained in Comparative Example 1 in the same manner as in Example 2, except that the temperature of the godet rolls 2 was changed. Comparative Example 2 was carried out under these conditions.
- Comparative Example 4 A polyphenylene sulfide monofilament of 33 dtex was obtained in Comparative Example 4 in the same manner as in Example 2, except that the speed of the winder and the winding tension were changed. Comparative Example 3 was carried out under these conditions.
- Example 5 A polyphenylene sulfide monofilament of 33 dtex was obtained in the same manner as in Example 1 except that a p-polyphenylene sulfide resin having an MFR of 300 g/10 min was used and the speeds of the pretension roll and godet roll 1 were changed.
- Example 6 A polyphenylene sulfide monofilament of 33 dtex was obtained in the same manner as in Example 2 except that a p-polyphenylene sulfide resin with an MFR of 65 g/10 min was used and the speeds of the pretension roll and godet roll 1 were changed.
- Example 5 A 33 dtex polyphenylene sulfide monofilament was obtained in the same manner as in Example 1, except that the heat setting temperature of the godet roll 3 was 190°C.
- Example 9 A polyphenylene sulfide monofilament of 33 dtex was obtained in the same manner as in Example 1 except that the speed of the pretension roll and godet roll 1 of Example 1 was lowered to make the elongation 22% and the temperature of the godet roll 2 was changed to 150 ° C. .
- Example 10 A polyphenylene sulfide monofilament of 33 dtex was obtained in the same manner as in Example 1 except that the speed of the pretension roll and godet roll 1 of Example 1 was increased to make the elongation 50% and the temperature of the godet roll 2 was changed to 150 ° C. .
- Example 11 A polyphenylene sulfide monofilament of 33 dtex was obtained in the same manner as in Example 2 except that the temperature of the godet roll 2 was changed to 190° C. and the winding tension was changed to 0.6 cN/dtex.
- Example 12 A 33 dtex polyphenylene sulfide monofilament was obtained in the same manner as in Example 2, except that the temperature of the godet roll 2 was changed to 110° C. and the bobbin package was changed to a drum type.
- Example 6 A fiber package was obtained in the same manner as in Example 1, except that the taper angle was 120°, the winding speed was adjusted, the winding tension was changed to 0.4 cN/dtex, and the oil adhesion rate was changed to 0.4% by mass. .
- Example 7 A fiber package was obtained in the same manner as in Example 1, except that the winding speed was adjusted, the winding tension was 0.5 cN/dtex, and the winding angle was 1.2°.
- Example 8 A fiber package was obtained in the same manner as in Example 1, except that the taper angle was changed to 180°, the bobbin shape was changed to a drum shape, and the winding angle was changed to 5°.
- Example 9 A fiber package was obtained in the same manner as in Example 1, except that the taper angle was changed to 180° and the bobbin shape was changed to a drum shape.
- Example 10 A fiber package was obtained in the same manner as in Example 1, except that the taper angles were changed to 160° and 20°.
- Example 12 A fiber package was obtained in the same manner as in Example 1, except that the winding angles were changed to 0.5° and 2.5°.
- Example 14 and 15 A fiber package was obtained in the same manner as in Example 1, except that the winding width was changed to 70 mm and 300 mm.
- Comparative Examples 13 and 14 A polyphenylene sulfide monofilament of 33 dtex was obtained in Comparative Example 13 in the same manner as in Example 2, except that the speed of the winder and the winding tension were changed. Comparative Example 14 was carried out in the same manner as in Example 2, except that the speed of the winder and the winding tension were changed.
- Table 1 shows the results of the production conditions, yarn properties, and evaluations (spinning runnability, weaving performance and appearance evaluation, mesh performance evaluation and comprehensive evaluation) of the polyphenylene sulfide monofilaments of Examples 1 to 5 and Comparative Examples 1 to 12. show.
- the strength and elongation of yarn physical properties in the table are breaking strength and breaking elongation.
- PTR is a pretension roll
- GR1 is a godet roll 3
- GR2 is a godet roll 2
- GR3 is a godet roll 3
- W/D is a winder.
- the polyphenylene sulfide monofilaments obtained from Examples 1 to 5 were high-strength, high-quality monofilaments with few knots.
- the mesh fabrics using the monofilaments obtained in Examples 1 to 5 did not generate scum, did not generate warp and weft yarn breakage, and even in appearance, streaks due to sink marks and other factors, thick yarn, gloss
- the product was of good quality with no abnormalities.
- the filter had sufficient strength, good dimensional stability, and high durability and good quality when used as a filter.
- the mesh fabrics obtained from the monofilaments of Examples 1 and 5 exhibited particularly excellent performance without occurrence of sink marks or streaks.
- the weavability of the mesh fabric obtained by thin winding since the 5% modulus and the 10% modulus were high, sink marks occurred in the inner layer of the bobbin, streaks occurred in the mesh fabric, and the quality was poor. .
- heat setting during weaving stretched the mesh fabric, causing misalignment and the like, resulting in poor quality.
- the polyphenylene sulfide monofilament obtained in Comparative Example 6 using a polyphenylene sulfide resin with a low MFR has a very high viscosity, and unmelted matter and gel are likely to occur. could not be taken. Since the monofilament also has knots, warp yarn breakage occurred frequently during weaving. The resulting mesh fabric had streaks and knots due to sink marks, and was of poor quality.
- the dimensional stability of the mesh fabric was very poor.
- the mesh woven fabric suffered from misalignment due to elongation, etc., and had very poor strength and durability.
- the polyphenylene sulfide monofilament obtained in Comparative Example 11 with a heat set temperature of 190° C. and a winding tension of 0.6 cN/dtex has a high winding tension, so that when the winding amount exceeds 1 kg, tight winding occurs. , It was not suitable for mass production because it could not be removed from the winder.
- thread breakage occurs due to poor bobbin unwinding during weaving, the dimensional stability of the mesh fabric is lowered, and the durability of strength is lowered, resulting in poor quality.
- the polyphenylene sulfide monofilaments obtained in Examples 1 to 5 have excellent spinning operability, and when weaving, there is almost no occurrence of streaks due to sink marks, reed shaving, scum, knot yarn, and yarn breakage, and they have strength. It was of high quality.
- the mesh fabric obtained before and after processing has almost no appearance abnormalities such as streaks due to misalignment and sink marks, and has excellent dimensional stability and strength, so it can be used for high-performance filters. It was of good quality.
- Table 2 shows the production conditions, thread properties, and evaluation results of the polyphenylene sulfide monofilaments of Examples 1, 3, 4, 6-16 and Comparative Examples 13-15.
- the monofilaments of the fiber packages of the polyphenylene sulfide monofilaments obtained from Examples 1, 3, 4, and 6 can be produced by a direct spinning and drawing method, and have high strength and less knot quality. It was a good monofilament. Furthermore, these fiber packages have a good winding shape, are free from shape defects such as tight winding and collapse of winding, and have good unwinding properties. It was of good quality.
- the mesh fabric obtained from polyphenylene sulfide monofilament wound in a pin-shaped package with a tapered portion does not generate scum, does not generate vertical or horizontal thread breakage, and has a poor appearance due to sink marks and other factors.
- the quality was good with no streaks, thick threads, or abnormal gloss.
- the filter had sufficient strength, good dimensional stability, and high durability as a filter.
- Examples 1 and 6 had good fiber physical properties, did not generate sink marks, streaks, etc., and obtained polyphenylene sulfide mesh fabrics with particularly excellent performance.
- the fiber package of the polyphenylene sulfide monofilament obtained from Example 8 has a drum type fiber package and a large winding angle. As a result, the yarn tends to be swept outside by its momentum, causing the yarn to drop easily, resulting in a package with poor yarn unwindability. Due to poor unwindability from the package during weaving, streaks and thread breakage occurred, resulting in poor quality.
- the unwinding property from the bobbin was slightly poor, so streaks and thread breakage occurred, resulting in poor quality.
- the fiber package of polyphenylene sulfide monofilament obtained in Example 14 which has a small winding width of the package, has a good winding shape, but the winding width is small, so a sufficient winding amount cannot be wound, resulting in high cost and low production efficiency. It got worse. Since the winding amount is small, knots of the yarn are mixed in when the bobbin is changed during weaving, resulting in a decrease in work efficiency. Mesh performance was good.
- the polyphenylene sulfide monofilament fiber package obtained in Example 15 which has a large package winding width, has a good winding shape, but sink marks are likely to occur when the innermost layer is unwound, and streaks are generated in the mesh fabric after weaving. and became inferior.
- the fiber packages of the polyphenylene sulfide monofilaments obtained in Examples 1, 3, 4, 6, and 7 did not cause tight winding, insufficient winding amount, twist yarn, or twill drop, and the innermost and outer layers did not have product variations.
- the mesh fabric obtained before and after processing has almost no appearance abnormalities such as streaks due to misalignment and sink marks, and has excellent dimensional stability and strength, so it can be used for high-performance filters. It was of high quality.
- the polyphenylene sulfide monofilaments obtained in Examples 8 to 16 were all " ⁇ " in spinning operability and " ⁇ " or " ⁇ ” in mesh performance, but in terms of weaving performance and appearance in package evaluation, It wasn't enough.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Artificial Filaments (AREA)
Abstract
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/995,057 US20240018694A1 (en) | 2021-03-31 | 2022-03-31 | Polyphenylene sulfide monofilament and method of producing the same, and fiber package |
| EP22773098.3A EP4112789A1 (fr) | 2021-03-31 | 2022-03-31 | Monofilament de sulfure de polyphénylène, son procédé de fabrication et emballage de fibres |
| JP2022557837A JPWO2022211116A1 (fr) | 2021-03-31 | 2022-03-31 | |
| KR1020227035647A KR20220158749A (ko) | 2021-03-31 | 2022-03-31 | 폴리페닐렌설파이드 모노필라멘트와 그 제조방법 및 섬유 패키지 |
| CN202280003204.3A CN115413302A (zh) | 2021-03-31 | 2022-03-31 | 聚苯硫醚单丝及其制造方法、以及纤维卷装体 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-062434 | 2021-03-31 | ||
| JP2021062433 | 2021-03-31 | ||
| JP2021062434 | 2021-03-31 | ||
| JP2021-062433 | 2021-03-31 | ||
| JP2021-065544 | 2021-04-07 | ||
| JP2021065544 | 2021-04-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022211116A1 true WO2022211116A1 (fr) | 2022-10-06 |
Family
ID=83459197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/016959 WO2022211116A1 (fr) | 2021-03-31 | 2022-03-31 | Monofilament de sulfure de polyphénylène, son procédé de fabrication et emballage de fibres |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240018694A1 (fr) |
| EP (1) | EP4112789A1 (fr) |
| JP (1) | JPWO2022211116A1 (fr) |
| KR (1) | KR20220158749A (fr) |
| CN (1) | CN115413302A (fr) |
| TW (1) | TW202307298A (fr) |
| WO (1) | WO2022211116A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7453832B2 (ja) | 2020-03-31 | 2024-03-21 | Kbセーレン株式会社 | ポリフェニレンスルフィドモノフィラメントからなる繊維パッケージ及びその製造方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03109427A (ja) * | 1989-09-14 | 1991-05-09 | Bayer Ag | 高分子量コポリアリーレンスルフイド及びそれらの応用 |
| JP2002046939A (ja) * | 2000-07-31 | 2002-02-12 | Toray Monofilament Co Ltd | 産業布帛用モノフィラメントおよびその巻き取り方法 |
| JP2008540850A (ja) * | 2005-03-18 | 2008-11-20 | ディオレン インドゥストリアル ファイバース ベスローテン フェノートシャップ | ポリフェニレンスルフィドフィラメントヤーンの製造方法 |
| JP2009068149A (ja) * | 2007-09-14 | 2009-04-02 | Toray Ind Inc | 細繊度ポリフェニレンスルフィドモノフィラメントおよびその製造方法 |
| CN104195669A (zh) * | 2014-09-15 | 2014-12-10 | 马海燕 | 大直径聚苯硫醚单丝及其生产方法 |
| WO2016104236A1 (fr) | 2014-12-22 | 2016-06-30 | 東レ株式会社 | Monofilament de sulfure de polyphénylène et son procédé de fabrication, et emballage |
| JP2017101365A (ja) | 2015-12-04 | 2017-06-08 | 東レ株式会社 | ポリフェニレンサルファイドモノフィラメントおよびそのパッケージ |
| JP2020012208A (ja) * | 2018-07-17 | 2020-01-23 | 東レ株式会社 | ポリフェニレンスルフィドモノフィラメント並びにそれからなるメッシュ織物およびフィルター |
| JP2021055212A (ja) * | 2019-09-30 | 2021-04-08 | Kbセーレン株式会社 | ポリフェニレンスルフィドモノフィラメントとその製造方法及びそのパッケージ |
| JP2021062434A (ja) | 2019-10-11 | 2021-04-22 | 株式会社ダイヤ精機製作所 | チャック装置 |
| JP2021062433A (ja) | 2019-10-11 | 2021-04-22 | 櫻護謨株式会社 | ノズルおよびブラスト装置 |
| JP2021065544A (ja) | 2019-10-25 | 2021-04-30 | 株式会社三共 | 遊技機 |
| JP2021161572A (ja) * | 2020-03-31 | 2021-10-11 | Kbセーレン株式会社 | ポリフェニレンスルフィドモノフィラメントからなる繊維パッケージ及びその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4844515B1 (fr) | 1969-02-28 | 1973-12-25 | ||
| JP2013249143A (ja) * | 2012-05-30 | 2013-12-12 | Toray Ind Inc | ポリエステルモノフィラメントパッケージ |
| WO2016052269A1 (fr) * | 2014-09-30 | 2016-04-07 | 東レ株式会社 | Paquet de filaments en polyester |
| JP2019203215A (ja) * | 2018-05-23 | 2019-11-28 | 東レ株式会社 | ポリエステルフィラメントパッケージおよびその製造方法 |
-
2022
- 2022-03-31 US US17/995,057 patent/US20240018694A1/en active Pending
- 2022-03-31 EP EP22773098.3A patent/EP4112789A1/fr active Pending
- 2022-03-31 CN CN202280003204.3A patent/CN115413302A/zh active Pending
- 2022-03-31 WO PCT/JP2022/016959 patent/WO2022211116A1/fr active Application Filing
- 2022-03-31 KR KR1020227035647A patent/KR20220158749A/ko not_active Application Discontinuation
- 2022-03-31 JP JP2022557837A patent/JPWO2022211116A1/ja active Pending
- 2022-03-31 TW TW111112541A patent/TW202307298A/zh unknown
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03109427A (ja) * | 1989-09-14 | 1991-05-09 | Bayer Ag | 高分子量コポリアリーレンスルフイド及びそれらの応用 |
| JP2002046939A (ja) * | 2000-07-31 | 2002-02-12 | Toray Monofilament Co Ltd | 産業布帛用モノフィラメントおよびその巻き取り方法 |
| JP2008540850A (ja) * | 2005-03-18 | 2008-11-20 | ディオレン インドゥストリアル ファイバース ベスローテン フェノートシャップ | ポリフェニレンスルフィドフィラメントヤーンの製造方法 |
| JP2009068149A (ja) * | 2007-09-14 | 2009-04-02 | Toray Ind Inc | 細繊度ポリフェニレンスルフィドモノフィラメントおよびその製造方法 |
| JP4844515B2 (ja) | 2007-09-14 | 2011-12-28 | 東レ株式会社 | 細繊度ポリフェニレンスルフィドモノフィラメントおよびその製造方法 |
| CN104195669A (zh) * | 2014-09-15 | 2014-12-10 | 马海燕 | 大直径聚苯硫醚单丝及其生产方法 |
| WO2016104236A1 (fr) | 2014-12-22 | 2016-06-30 | 東レ株式会社 | Monofilament de sulfure de polyphénylène et son procédé de fabrication, et emballage |
| JP2017101365A (ja) | 2015-12-04 | 2017-06-08 | 東レ株式会社 | ポリフェニレンサルファイドモノフィラメントおよびそのパッケージ |
| JP2020012208A (ja) * | 2018-07-17 | 2020-01-23 | 東レ株式会社 | ポリフェニレンスルフィドモノフィラメント並びにそれからなるメッシュ織物およびフィルター |
| JP2021055212A (ja) * | 2019-09-30 | 2021-04-08 | Kbセーレン株式会社 | ポリフェニレンスルフィドモノフィラメントとその製造方法及びそのパッケージ |
| JP2021062434A (ja) | 2019-10-11 | 2021-04-22 | 株式会社ダイヤ精機製作所 | チャック装置 |
| JP2021062433A (ja) | 2019-10-11 | 2021-04-22 | 櫻護謨株式会社 | ノズルおよびブラスト装置 |
| JP2021065544A (ja) | 2019-10-25 | 2021-04-30 | 株式会社三共 | 遊技機 |
| JP2021161572A (ja) * | 2020-03-31 | 2021-10-11 | Kbセーレン株式会社 | ポリフェニレンスルフィドモノフィラメントからなる繊維パッケージ及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7453832B2 (ja) | 2020-03-31 | 2024-03-21 | Kbセーレン株式会社 | ポリフェニレンスルフィドモノフィラメントからなる繊維パッケージ及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240018694A1 (en) | 2024-01-18 |
| TW202307298A (zh) | 2023-02-16 |
| KR20220158749A (ko) | 2022-12-01 |
| CN115413302A (zh) | 2022-11-29 |
| EP4112789A1 (fr) | 2023-01-04 |
| JPWO2022211116A1 (fr) | 2022-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3827672B2 (ja) | ポリエステル系複合繊維パーン | |
| WO2022211116A1 (fr) | Monofilament de sulfure de polyphénylène, son procédé de fabrication et emballage de fibres | |
| WO2003091485A1 (fr) | Procede pour produire un fil multifilament extra-fin en polyester et un fil texture par fausse torsion extra-fin en polyester, fil multifilament extra-fin en polyester et fil texture par fausse torsion extra-fin en polyester | |
| JP7453832B2 (ja) | ポリフェニレンスルフィドモノフィラメントからなる繊維パッケージ及びその製造方法 | |
| JP7402648B2 (ja) | ポリフェニレンスルフィドモノフィラメントとその製造方法及びそのパッケージ | |
| WO2002004332A1 (fr) | Enroulement de fil etire et son procede de production | |
| WO2008146690A1 (fr) | Monofilament pour tissu d'écran et processus de fabrication de tissu d'écran | |
| JP5336615B2 (ja) | スクリーン紗用モノフィラメント | |
| JPH01239109A (ja) | ポリフェニレンサルファイド繊維、その製造法及び該繊維の仮撚加工糸 | |
| JP2021161572A5 (fr) | ||
| JP4830480B2 (ja) | 融着網補強材用ポリエステル織編物 | |
| JP4024080B2 (ja) | 粘着テープ基布用仮撚加工糸及びその製造方法 | |
| JP4036617B2 (ja) | 高速仮撚用延伸糸及びその製造方法 | |
| JP7354588B2 (ja) | ポリエステルマルチフィラメント | |
| JP3242058B2 (ja) | ポリエチレンナフタレートモノフィラメント及びその製造方法 | |
| JP2006265758A (ja) | ポリアミドモノフィラメントおよびその製造方法 | |
| JP2009242952A (ja) | ポリエステルマルチフィラメントおよびその製造方法ならびに粘着テープ用基布 | |
| JP4104365B2 (ja) | 加撚糸及びその製造方法 | |
| JP2005105497A (ja) | 加撚糸及びその製造方法 | |
| JPH08267948A (ja) | スクリーン紗用ポリエステルモノフィラメント及びその製造方法 | |
| JP5141870B2 (ja) | 弗素系樹脂モノフィラメント、その製造方法および工業織物 | |
| JPH06166908A (ja) | 極細繊維及びその製造方法 | |
| JP4018939B2 (ja) | 極細ポリエステル仮撚加工糸の製造方法 | |
| JP2968381B2 (ja) | 織物用ポリエステル繊維 | |
| JPH04240240A (ja) | 粘着テープ用基布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022557837 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 17995057 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2022773098 Country of ref document: EP Effective date: 20220928 |
|
| ENP | Entry into the national phase |
Ref document number: 20227035647 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |