WO2021256552A1 - 包装容器 - Google Patents
包装容器 Download PDFInfo
- Publication number
- WO2021256552A1 WO2021256552A1 PCT/JP2021/023142 JP2021023142W WO2021256552A1 WO 2021256552 A1 WO2021256552 A1 WO 2021256552A1 JP 2021023142 W JP2021023142 W JP 2021023142W WO 2021256552 A1 WO2021256552 A1 WO 2021256552A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- packaging container
- recycled resin
- sheet
- layer body
- inner layer
- Prior art date
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D29/00—Sacks or like containers made of fabrics; Flexible containers of open-work, e.g. net-like construction
Definitions
- the present invention relates to a packaging container using recycled resin.
- Patent Document 1 discloses a technique for manufacturing a packaging container using a recycled resin. In this technology, by using recycled resin and biomass resin to form the film constituting the packaging container, high hygiene can be obtained in addition to the CO 2 reduction effect.
- the subject of the present invention relates to a technique for manufacturing various packaging containers using recycled resin.
- the packaging container is a housing formed between the first sheet portion, the second sheet portion facing the first sheet portion, and the first sheet portion and the second sheet portion. It is provided with a portion and a sealing portion in which the first sheet portion and the second sheet portion are sealed at least in a part around the housing portion.
- the first sheet portion and the second sheet portion each have an inner layer body defining the accommodating portion, an outer layer body arranged outside the inner layer body, and a first recycled resin layer provided on the outer layer body.
- a recycled resin portion including, a non-metal barrier layer located between the recycled resin portion and the accommodating portion, a joint portion where the inner layer body and the outer layer body are joined, and the inner layer body and the outer layer body. Includes non-joined parts, which are not joined.
- various packaging containers can be manufactured using recycled resin.
- FIG. 3 is an enlarged partial cross-sectional view showing region F3 of FIG. 5 of the packaging container according to the comparative example of the above embodiment.
- FIG. 3 is a partial cross-sectional view showing an enlarged region F4 of FIG. 11 of the laminated sheet according to the above embodiment.
- FIG. 3 is a partial cross-sectional view showing an enlarged region F5 of FIG.
- FIG. 11 of the laminated sheet according to the above embodiment. It is a top view for demonstrating the manufacturing method of the packaging container which concerns on the said embodiment. It is a top view for demonstrating the manufacturing method of another structural example of the packaging container which concerns on the said Embodiment. It is a partial cross-sectional view of the other configuration example of the packaging container which concerns on the said embodiment. It is a partial cross-sectional view of the other configuration example of the packaging container which concerns on the said embodiment. It is a top view of the other configuration example of the packaging container which concerns on the said embodiment.
- FIG. 3 is a cross-sectional view taken along the line CC'of FIG. 18 of another configuration example of the packaging container according to the above embodiment.
- FIG. 3 is a cross-sectional view taken along the line FF'of FIG. 24 of another configuration example of the packaging container according to the above embodiment. It is a figure for demonstrating the evaluation method of the bending workability of a laminated sheet. It is a figure for demonstrating the evaluation method of the processing stability of a laminated sheet. It is a graph which shows the evaluation result of the processing stability of a laminated sheet.
- the packaging container 10 shown in FIG. 1 is provided with a foldable gusset at the bottom, and is configured as a standing type pouch container capable of maintaining an upright posture.
- the packaging container 10 has a first sheet portion 11a and a second sheet portion 11b facing the first sheet portion 11a.
- a storage portion V is formed between the first sheet portion 11a and the second sheet portion 11b.
- an object to be packaged is accommodated in the accommodating portion V.
- the object that can be accommodated in the accommodating portion V of the packaging container 10 may be a solid, a liquid, or a gas.
- examples of the object that can be accommodated in the accommodating portion V of the packaging container 10 include liquid soap, shampoo, detergent, cosmetics, bathing agents, foodstuffs, beverages, and the like. Engine oil, chemicals, etc. can also be mentioned.
- the packaging container 10 has a sealing portion 12 in which the first sheet portion 11a and the second sheet portion 11b are sealed at least in a part around the housing portion V.
- the sealing portion 12 is formed along the contour thereof.
- the sealing portion 12 seals between the first sheet portion 11a and the second sheet portion 11b around the accommodating portion V so that the packaging container 10 has a bag shape.
- the packaging container 10 can be formed by a single laminated sheet 20 by folding the laminated sheet 20 (see FIGS. 10 to 15) into a bag shape.
- the shape as a standing type pouch container can be maintained by forming the sealing portion 12 in the region indicated by the dot pattern.
- the first sheet portion 11a and the second sheet portion 11b each have an inner layer body 22 that defines the accommodating portion V and an outer layer body 21 that is arranged outside the inner layer body 22.
- the sealing portion 12 seals between the inner layer body 22 of the first sheet portion 11a and the inner layer body 22 of the second sheet portion 11b. That is, the inner layer 22 of the first sheet portion 11a and the inner layer 22 of the second sheet portion 11b are joined to form the sealing portion 12.
- the sheet portions 11a and 11b are provided with a non-joining portion 23 in which the outer layer body 21 and the inner layer body 22 are not joined, and a joining portion 24 in which the outer layer body 21 and the inner layer body 22 are joined.
- a non-joining portion 23 is provided in a region facing the accommodating portion V
- a joining portion 24 is provided in a region facing the sealing portion 12. ..
- the outer layer body 21 and the inner layer body 22 are fixed by the joint portion 24. Further, in the sheet portions 11a and 11b, by providing the non-joining portion 23, there is a region where the outer layer body 21 and the inner layer body 22 do not exert a binding force on each other, so that the outer layer body 21 and the inner layer body 22 can be combined with each other. Can be transformed separately.
- the joint portion 24 for joining the outer layer body 21 and the inner layer body 22 can be formed by, for example, a heat seal. In this case, the joint portion 24 may be formed at the stage of the laminated sheet 20 or may be formed at the same time as the sealing portion 12. The joint portion 24 can also be formed by using a joint member such as an adhesive without using a heat seal.
- the sheet portions 11a and 11b each include a recycled resin portion 25 including a first recycled resin layer Lr1 provided on the outer layer body 21.
- the outer layer 21 of the sheet portions 11a and 11b is composed of a first recycled resin layer Lr1 and an outermost layer Lo in order from the accommodating portion V side. It is a laminated body having a two-layer structure.
- the inner layer 22 of the sheet portions 11a and 11b is a laminated body having a three-layer structure composed of the innermost layer Li, the barrier layer Lb, and the second recycled resin layer Lr2 in order from the accommodating portion V side. ..
- Each layer constituting the outer layer body 21 and the inner layer body 22 can be formed by using a resin film.
- a resin film high density polyethylene (HDPE), medium density polyethylene (MDPE), low density polyethylene (LDPE), linear low density polyethylene (LLDPE), ultra low density polyethylene (ULDPE), ethylene-vinyl alcohol co-weight.
- Polyethylene-based materials such as coalesced (EVOH), or polypropylene-based materials such as stretched polypropylene (OPP), unstretched polypropylene (CPP), isotactic PP, syndiotactic PP, atactic PP, random PP, block PP, or polyethylene.
- Polyester-based materials such as terephthalate (PET), acrystalline polyethylene terephthalate (acrystalline PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), polybutylene naphthalate (PBN), or stretched nylon (ONy).
- PET terephthalate
- PBT polybutylene terephthalate
- PEN polyethylene naphthalate
- PBN polybutylene naphthalate
- stretched nylon ONy
- Nylon 6, Nylon 66, Nylon 11, Nylon 12, MXD6 and other polyamide-based materials are more preferable, and the above-mentioned polyethylene-based material is particularly preferable.
- the layers constituting the outer layer body 21 and the inner layer body 22 may be joined to each other via, for example, a joining layer.
- the resin (adhesive) constituting the bonding layer is mainly composed of, for example, urethane-based, vinyl acetate, vinyl alcohol, vinyl acetate-based such as ethylene-vinyl acetate, modified olefin-based resin, butyl acrylate, diethylhexyl methacrylic acid and the like.
- Known adhesive compositions such as acrylic, polyamide, polyester, silicone, natural rubber and / and rubber based on synthetic rubber such as isoprene rubber, butadiene-styrene rubber, and acrylic rubber. And so on.
- the bonding layer may be composed of any one or more of these resins.
- the bonding layer the entire surface of each layer may be bonded, or each layer may be partially bonded.
- the outer layer 21 may be made of, for example, a single-layer resin film made of the above-mentioned material, or may be made of a laminated sheet made of a plurality of resin films. You may.
- the inner layer 22 may be, for example, a single-layer type sheet made of the resin film of the above-mentioned material, or may be made of a laminated type sheet made of a plurality of resin films.
- the recycled resin layers Lr1 and Lr2 can be composed of a layer containing any resin as a main component.
- a mixed resin obtained by kneading and compounding an olefin resin or a polyester resin obtained from a used material or a waste material. can be used.
- the recycled resin layers Lr1 and Lr2 may be composed of a single resin layer such as a recycled polyethylene layer, a recycled polypropylene layer, a recycled PET layer, and a recycled vinyl chloride layer.
- mechanical recycling makes it easier to realize a recycling process that has a lower environmental impact than chemical recycling at low cost.
- the mechanically recycled resin obtained by mechanical recycling is used as the raw material resin constituting the recycled resin layers Lr1 and Lr2.
- at least one of the outer layer 21 and the inner layer 22 is formed by a coextrusion method and is configured as a coextruded multilayer film containing the recycled resin layers Lr1 and Lr2.
- a coextruded multilayer film can have, for example, a three-layer structure of a polyethylene layer / a recycled resin layer / a polyethylene layer, or a structure of five or more layers including the three-layer structure.
- an additional layer can be provided on the above-mentioned co-extruded multilayer film.
- the first recycled resin layer Lr1 of the outer layer 21 and the second recycled resin layer Lr2 of the inner layer 22 constitute a recycled resin portion 25 made of recycled resin.
- the packaging container 10 By configuring the packaging container 10 to include the recycled resin portion 25 made of the recycled resin, it is possible to contribute to the reduction of the amount of the virgin resin used due to the circulation of resources. Further, by widely spreading the packaging container 10 including the recycled resin portion 25, the usage rate of the recycled resin in the whole society is improved, which greatly contributes to the realization of a sound material-cycle society.
- the first recycled resin layer Lr1 of the outer layer 21 and the second recycled resin layer Lr2 of the inner layer 22 are adjacent to each other.
- the recycled resin layers Lr1 and Lr2 are bonded to each other at the bonded portion 24, and the recycled resin layers Lr1 and Lr2 are not bonded to each other at the non-bonded portion 23.
- the state in which the recycled resin layers Lr1 and Lr2 in the non-bonded portion 23 are not bonded means a state in which the recycled resin layers Lr1 and Lr2 are substantially non-bonded, that is, the recycled resin layers Lr1 and Lr2 are not bonded to each other. It is assumed that a state in which a small part is joined is included to the extent that the two do not substantially exert a binding force on each other.
- the innermost layer Li of the inner layer body 22 constitutes the innermost layer of the sheet portions 11a and 11b.
- the innermost layer Li is formed of a resin film of a thermoplastic resin.
- the thermoplastic resin include olefin resins such as polyethylene and polypropylene. This makes it possible to form the sealing portion 12 with a heat seal.
- the sealing portion 12 can also be formed by using a joining member such as an adhesive without using a heat seal.
- the outermost layer Lo of the outer layer body 21 constitutes the outermost layer of the sheet portions 11a and 11b.
- the outermost layer Lo can be formed of, for example, a resin film such as PET or nylon, or a stretched film such as stretched PET or stretched polyethylene, and various types can be provided for the purpose of imparting decorativeness, rigidity, and puncture resistance. Resin can be selected.
- the outer layer 21 preferably includes a printing layer on the outer side of the first recycled resin layer Lr1.
- the print layer is a layer on which information on an object accommodated in the accommodating portion V, various designs, and the like are printed.
- the print layer is not limited to the structure in which the printed matter is directly printed on the resin film, and may be the structure in which the printed matter is attached.
- the outermost layer Lo is configured as a printing layer. That is, the print layer is arranged on the outermost side of the outer layer body 21. However, from the viewpoint of peel resistance, the printed layer may be provided inside the outermost layer Lo or outside the innermost layer Li.
- the inner layer 22 may have a barrier layer Lb.
- the barrier layer Lb of the inner layer 22 can be arranged between the innermost layer Li and the second recycled resin layer Lr2.
- the barrier layer Lb preferably has a gas barrier property that blocks water vapor, oxygen, and the like between the external environment and the accommodating portion V.
- the packaging container 10 can maintain the quality of the object in the accommodating portion V for a long period of time.
- the barrier layer Lb is located inside the recycled resin portion 25, that is, there is no configuration such as the recycled resin layers Lr1 and Lr2 contained in the recycled resin portion 25 inside the barrier layer Lb. preferable.
- the barrier layer Lb can be formed of, for example, a sheet material obtained by depositing an inorganic material such as aluminum or an alloy thereof or silica on a resin film such as PET. Further, the barrier layer Lb can be formed of, for example, a metal sheet made of a metal material such as aluminum or an alloy thereof, a stone film, or the like, without using a resin film. Further, the barrier layer Lb may be configured by using a resin film having a gas barrier property as a simple substance.
- such a resin film is an EVOH layer formed of an ethylene-vinyl alcohol copolymer (EVOH).
- EVOH ethylene-vinyl alcohol copolymer
- the barrier layer Lb is preferably a non-metal barrier layer containing no metal.
- the packaging container 10 it is particularly preferable to use an EVOH layer as the non-metal barrier layer.
- the packaging container 10 can be configured so that an object is accommodated in the inner bag in the accommodating portion V by providing an inner bag inside the inner layer 22. Thereby, in the packaging container 10, for example, the storage stability of the object housed in the inner bag can be improved by the gas barrier property of the inner bag.
- the total thickness of the outer layer body 21 and the inner layer body 22 is preferably 0.1 mm or more and 3 mm or less. This makes it easier to achieve both strength and flexibility in the sheet portions 11a and 11b.
- the total thickness of the recycled resin portion 25 composed of the recycled resin layers Lr1 and Lr2 is preferably 10% or more of the total thickness of the outer layer body 21 and the inner layer body 22.
- the total thickness of the recycled resin portion 25 composed of the recycled resin layers Lr1 and Lr2 is preferably 90% or less, more preferably 50% or less.
- the total thickness of the recycled resin portion 25 composed of the recycled resin layers Lr1 and Lr2 is preferably 0.05 mm or more, and preferably 0.7 mm or less. , More preferably 0.2 mm or less.
- the thickness of the first recycled resin layer Lr1 is larger than the thickness of the second recycled resin layer Lr2 for each of the sheet portions 11a and 11b.
- the bending rigidity of the first recycled resin layer Lr1 is smaller than the bending rigidity of the second recycled resin layer Lr2.
- "bending" is a general term for machining that deforms a flexible sheet in the thickness direction, and includes, for example, folding.
- the packaging container 110 shown in FIGS. 5 and 6 is a comparative example of the packaging container 10 according to the present embodiment.
- the packaging container 110 according to the comparative example has a general configuration in which the sheet portions 111a and 111b are formed of a single laminated body 121.
- the laminated body 121 according to the comparative example has a structure in which the sheet portions 111a and 111b according to the present embodiment are integrated. That is, in the laminated body 121 according to the comparative example, the recycled resin layer Lr having the total thickness of the recycled resin layers Lr1 and Lr2 of the sheet portions 111a and 111b according to the present embodiment is provided, and the innermost layer Li, the barrier layer Lb, and the barrier layer Lb are provided.
- the outermost layer Lo has a structure common to the sheet portions 111a and 111b according to the present embodiment. That is, the packaging container 110 according to the comparative example is composed of a single laminated body 121 having no non-joined portion in which the outer layer body 21 and the inner layer body 22 according to the present embodiment are not joined.
- the laminated body 121 of the packaging container 110 according to the comparative example since all the layers collectively exert a binding force on each other, for example, the bending workability is lowered. Therefore, as shown in FIG. 7, in the laminated body 121, even if a bending process having a small curvature is performed, the small curvature is not maintained and returns, so that it is difficult to form a bent shape having a small curvature. be. Therefore, the packaging container 110 using the laminated body 121 needs to be designed so as to avoid a bent shape having a small curvature.
- the packaging container 10 in the packaging container 10 according to the present embodiment, the outer layer 21 and the inner layer 22 are separated by the non-joining portion 23, so that the outer layer 21 and the inner layer 22 are mutually binding at the non-joining portion 23. Can be transformed separately without exerting each other.
- the packaging container 10 has significantly improved machinability such as bending workability as compared with the packaging container 110 according to the comparative example. Therefore, as shown in FIG. 8, in the packaging container 10, a bent shape having a small curvature can be easily formed by applying a steep bending process to the outer layer 21 and the inner layer 22. Therefore, the packaging container 10 according to the present embodiment is less susceptible to shape restrictions due to insufficient bending workability, and thus has a high degree of freedom in design.
- the packaging container 10 in addition to high bending workability, high processing stability can be obtained by the action of the non-joining portion 23 in which the outer layer body 21 and the inner layer body 22 can be deformed separately, that is, the outer layer bodies 21 and each outer layer body 22 and The deformation applied to the inner layer 22 by the bending process does not return to the original shape and is easily held stably.
- the packaging container 10 for example, it is possible to prevent the sheet portions 11a and 11b from being displaced in the manufacturing process. For example, when the temporary processing is performed once and then the main processing is performed in the downstream process, the shape of the temporary processing is maintained and the processing accuracy can be improved.
- the outer layer body 21 and the inner layer body 22 are likely to be maintained in a preferable shape. Further, in the manufacturing process of the packaging container 10, the misalignment of the sheet portions 11a and 11b can be more effectively prevented by temporarily sealing the sheet portions 11a and 11b before forming the sealing portion 12.
- the packaging container 10 in the packaging container 10 according to the present embodiment, high bending workability can be obtained by a structural means of providing a non-joining portion 23 between the two laminated bodies of the outer layer body 21 and the inner layer body 22. Therefore, in the packaging container 10, it is not necessary to make the total thickness of the outer layer 21 and the inner layer 22 smaller than that of the laminated body 121 according to the comparative example in order to obtain higher bending workability than the packaging container 110 according to the comparative example. .. Therefore, in the packaging container 10 according to the present embodiment, the same strength as that of the laminated body 121 according to the comparative example can be obtained.
- the packaging container 10 in the packaging container 10 according to the present embodiment, high bending workability can be easily obtained regardless of the physical properties of the materials constituting the outer layer body 21 and the inner layer body 22. Therefore, in the packaging container 10 according to the present embodiment, many recycled resins can be used for forming the recycled resin layers Lr1 and Lr2. That is, in the packaging container 10, not only the resin waste generated at the time of manufacturing the resin product in the factory but also the used resin waste discharged by the consumer can be widely used. This makes it possible to further contribute to the reduction of the amount of virgin resin used. In particular, processing of a packaging container using a film includes a folding process and a bag making process, and the present invention makes it possible to produce packaging containers having various container shapes while using a large amount of recycled resin.
- the recycled resin used for the recycled resin layers Lr1 and Lr2 may contain a virgin resin, which is a general resin raw material, in addition to the above-mentioned resin waste and resin waste.
- the recycled resin layers Lr1 and Lr2 can be obtained, for example, by the following method. First, the used resin is crushed, foreign substances are removed using a sieve or the like, melt-kneading is performed using a kneader, and then recycled pellets for recycled resin are obtained. After that, the recycled resin layers Lr1 and Lr2 can be obtained through a molding process such as extrusion molding.
- recycled resin layers Lr1 and Lr2 of the present invention are not limited to those obtained by these methods.
- the packaging container 110 when a local impact is applied from the outside by a sharp object, damage that penetrates the laminated body 121 and reaches the accommodating portion V is likely to occur. As a result, in the packaging container 110, leakage of the object in the housing portion V to the outside, deterioration of the object in the housing portion V having lost its airtightness to the external environment, and the like occur, and the protection function of the object is impaired.
- the inner layer body 22 can be displaced in the in-plane direction with respect to the outer layer body 21 at the non-joint portion 23.
- the packaging container 10 even if a sharp object penetrates the outer layer 21, the inner layer 22 may escape in the in-plane direction so as to reduce the impact from the sharp rigid body penetrating the outer layer 21. can.
- the packaging container 10 according to the present embodiment the impact applied to the inner layer body 22 is effectively suppressed, and damage that penetrates the outer layer body 21 and the inner layer body 22 and reaches the accommodating portion V is less likely to occur. Therefore, the packaging container 10 has higher puncture resistance than the packaging container 110 according to the comparative example, and the protection function of the object is not easily impaired for a long period of time. Further, in the packaging container 10, the impact resistance when dropped from a high place can be improved.
- the packaging container 10 since the packaging container 10 has the non-bonded portion 23, it is effective in suppressing the diffusion of fragrances and the like contained in the object in the accommodating portion V, elution of the solvent to the outside, and prevention of exudation. Therefore, it is possible to reduce the total thickness of the outer layer body and the inner layer body.
- the method for manufacturing the packaging container 10 includes a step ST01 for preparing the laminated sheet 20, a step ST02 for making the inner layers 22 face each other, and a step ST03 for forming the sealing portion 12.
- the method for manufacturing the packaging container 10 includes a step ST01 for preparing the laminated sheet 20, a step ST02 for making the inner layers 22 face each other, and a step ST03 for forming the sealing portion 12.
- each step of the manufacturing method of the packaging container 10 will be described.
- Step ST01 for preparing the laminated sheet 20 In the process ST01, the laminated sheet 20 used for manufacturing the packaging container 10 is prepared.
- the laminated sheet 20 shown in FIGS. 10 to 13 can be used for manufacturing the packaging container 10 according to the present embodiment.
- the laminated sheet 20 according to the present embodiment has a rectangular planar shape corresponding to the shape of the packaging container 10 shown in FIG.
- the laminated sheet 20 has an inner layer body 22 and an outer layer body 21 facing the inner layer body 22. That is, as shown in FIG. 11, the laminated sheet 20 is formed by the outer layer body 21 and the inner layer body 22 in the same manner as the sheet portions 11a and 11b of the packaging container 10.
- the laminated sheet 20 has a recycled resin portion 25 including a first recycled resin layer Lr1 provided on the outer layer body 21.
- the outer layer 21 and the inner layer 22 of the laminated sheet 20 are configured in the same manner as the outer layer 21 and the inner layer 22 of the sheet portions 11a and 11b of the packaging container 10. ing.
- the recycled resin portion 25 further includes a second recycled resin layer Lr2 provided on the inner layer body 22.
- the first recycled resin layer Lr1 and the second recycled resin layer Lr2 are adjacent to each other.
- the outer layer body 21 and the inner layer body 22 are formed to have the same shape.
- the present invention is not limited to this example, and the outer layer body 21 and the inner layer body 22 may have different shapes from each other. In the case of a deformed shape, it is preferable that the outer layer body 21 has a larger shape than the inner layer body 22.
- the laminated sheet 20 has a non-joined portion 23 in which the outer layer body 21 and the inner layer body 22 are not joined.
- the laminated sheet 20 is provided with a joint portion 24 for joining the outer layer body 21 and the inner layer body 22 along the peripheral edge portion. That is, the laminated sheet 20 is provided with a joint portion 24 for joining the outer layer body 21 and the inner layer body 22 in the region along the contour of the rectangle shown by the broken line in FIG. 10, and the non-joint portion 24 is provided inside the joint portion 24. 23 is provided.
- the joint portion 24 can be formed by a thermal seal when the first recycled resin layer Lr1 of the outer layer 21 and the second recycled resin layer Lr2 of the inner layer 22 facing each other have thermoplasticity.
- the joint portion 24 can also be formed by using a joint member such as an adhesive without using a heat seal.
- Step ST02 in which the inner layers 22 face each other the inner layers 22 of the laminated sheets 20 prepared in the above step ST01 face each other.
- FIG. 14 shows fold lines fm and fv when the packaging container 10 shown in FIG. 1 is manufactured using the laminated sheet 20.
- the inner layers 22 are opposed to each other by folding the laminated sheet 20. Specifically, in the laminated sheet 20 of the present embodiment, the laminated sheet 20 is folded so as to protrude toward the front of the paper surface at the fold line fm located at the center, and folded back so as to be recessed toward the back side of the paper surface at the fold lines fv located on both sides of the fold line fm.
- FIG. 1 shows that by providing the sealing portion 12 in the region showing the dot pattern shown in FIG. 14 between the inner layers 22 facing each other of the laminated sheets 20 folded by the folding lines fm and fv as described above.
- the indicated packaging container 10 is obtained.
- the region between the two folding lines fv constitutes the gusset at the bottom.
- the outer layer 21 and the inner layer 22 have high bending workability as described above, they can be bent sharply at the folding lines fm and fv.
- the non-joined portion 23 is formed along the region where the fold line fm and fv are formed, the bending workability is improved and the fold line fm, It can be bent sharply at fv.
- the packaging container 10 can be made into a compact shape by folding the gusset at the bottom small at the folding lines fm and fv when the container 10 is transported without being in an upright posture.
- the bending workability can be improved. In this way, it becomes possible to manufacture various packaging containers using recycled resin.
- the laminated sheet 20 since the processing stability of the outer layer body 21 and the inner layer body 22 is high as described above, the bent state at the folded lines fm and fv is easily maintained.
- the laminated sheet 20 in the bent state after step S02 it is possible to prevent the occurrence of misalignment between the inner layer bodies 22 that overlap each other before the sealing portion 12 is formed in the step S03. Therefore, by manufacturing using the laminated sheet 20, it is easy to obtain the packaging container 10 according to the product specifications.
- Step ST03 the sealing portion 12 is formed on the inner layer bodies 22 which are opposed to each other in the above step ST02.
- the sealing portion 12 of the packaging container 10 can be formed, for example, by heat-sealing the innermost layer Li of the inner layer body 22 of the laminated sheet 20 with a heat seal. As a result, the sealing portion 12 can be easily formed in a short time.
- the method of forming the sealing portion 12 is not limited to the thermal sealing.
- a sealing member such as an adhesive may be used to form the sealing portion 12 along the two left and right sides of the laminated sheet 20.
- the joint portion 24 for joining the outer layer body 21 and the inner layer body 22 can be formed at the same time as the sealing portion 12. That is, the sealing portion 12 and the joint portion 24 can be formed at the same time by performing heat fusion between the outer layer body 21 and the inner layer body 22 and heat fusion of the sheet portions 11a and 11b at the same time by the thermal seal. .. As a result, the step of providing the joint portion 24 independently on the laminated sheet 20 can be omitted, so that the manufacturing cost of the packaging container 10 can be reduced.
- the packaging container 10 that can be manufactured using the laminated sheet 20 is not limited to the standing type pouch container shown in FIG. 1, but may be another pouch container such as a pouch with a spout, or a flat pillow type container. , Back-in box, shock absorber, etc. may be used.
- a flat pillow type container for example, as shown in FIG. 15, the laminated sheet 20 is folded so that the inner layers 22 face each other at the central folding line fv, and the laminated sheet 20 is aligned with the contour of the laminated sheet 20.
- the sealing portion 12 can be provided in the region indicated by the dot pattern.
- the outer layer 21 and the inner layer 22 may be provided with layers other than the above.
- the inner layer 22 may include a nylon layer Ln arranged between the innermost layer Li and the barrier layer Lb. Since the nylon layer Ln has low oxygen permeability, it is possible to suppress the inflow and outflow of oxygen between the external environment of the packaging container 10 and the accommodating portion V. Moreover, since the ductility is high, the piercing strength can be improved.
- the outer layer 21 may be provided with the first recycled resin layer Lr1. That is, in the packaging container 10, the recycled resin portion 25 may include the first recycled resin layer Lr1 of the outer layer body 21 and may not include the second recycled resin layer Lr2 of the inner layer body 22. In other words, the inner layer 22 may not be provided with the recycled resin portion 25.
- the recycled resin portion 25 is composed of only the first recycled resin layer Lr1, as shown in FIG. 17, the thickness of the first recycled resin layer Lr1 is increased in order to secure the amount of the recycled resin used. be able to.
- the packaging container 10 having this configuration, due to the action of the non-joining portion 23, higher bending workability can be obtained than in the configuration in which the outer layer body 21 and the inner layer body 22 are integrated. Further, since the second recycled resin layer Lr2 is not provided on the inner layer 22 forming the accommodating portion V, even if the components of the contained material are transferred to the container side, the influence on the recycled resin can be reduced.
- the packaging container 10 according to the present embodiment may not be provided with at least one of the innermost layer Li of the inner layer body 22, the barrier layer Lb of the inner layer body 22, and the outermost layer Lo of the outer layer body 21. Further, in the packaging container 10 having a structure in which the inner layer 22 does not include the second recycled resin layer Lr2, the barrier layer Lb may be provided inside the first recycled resin layer Lr1 in the outer layer 21.
- the sheet portions 11a and 11b of the packaging container 10 may not be formed of a single laminated sheet 20. That is, the first sheet portion 11a and the second sheet portion 11b may be formed of separate laminated sheets 20 and may be manufactured by laminating the two laminated sheets 20.
- the accommodating portion V between the sheet portions 11a and 11b can be sealed by providing the sealing portion 12 over the entire circumference along the four sides of the sheet portions 11a and 11b.
- the configurations of the outer layer body 21 and the inner layer body 22 may be different between the sheet portions 11a and 11b.
- the non-joining portion 23 may be filled with a filler.
- a filler in the packaging container 10, for example, high rigidity as a container can be obtained by filling the non-joined portions 23 of the sheet portions 11a and 11b with a filler.
- the filler to be filled in the non-bonded portion 23 can be a fluid (gas or liquid), a solid (for example, powder or granular material, resin pellets, etc.), or a semi-solid (for example, a foam material), and a gas such as air. Is preferable.
- the internal pressure of the non-joining portion 23 is not particularly limited, but is preferably higher than the atmospheric pressure from the viewpoint of imparting high rigidity to the packaging container 10, and is more preferably 10 kPa or more in terms of gauge pressure, for example. Can be 20 kPa or more, 500 kPa or less, more preferably 100 kPa or less.
- a solid or liquid filler that changes phase to gas is previously put in the non-bonded portion 23 for filling the filler.
- a method (including a chemical reaction method) in which a gas is spontaneously generated inside the packaging container 10 can also be used.
- the outer layer 21 of the packaging container 10 may be located outside the inner layer 22, and may not be configured as a single laminated body.
- non-joined portions that are not joined to each other may be formed between the layers constituting the outer layer 21, or the non-joined portions may be filled with a filler such as air. good.
- the arrangement of the non-joint portion 23 and the joint portion 24 in the outer layer body 21 and the inner layer body 22 is not limited to the above.
- the non-joining portion 23 and the joining portion 24 are formed in a grid-like or planar pattern composed of dots or lines over the entire region between the outer layer 21 and the inner layer 22. You may be.
- the pattern of the non-joining portion 23 and the joining portion 24 may be a continuous pattern or a discontinuous pattern.
- the pattern of the non-joint portion 23 and the joint portion 24 may be a regular pattern or an irregular pattern.
- the outer layer body 21 and the inner layer body 22 are manufactured by using the laminated sheet 20 formed in the same shape as each other, but the inner layer body 22 has a shape one size smaller than the outer layer body 21. It may be manufactured by using the laminated sheet of. In that case, in the packaging container 10, it is possible to form a sealing portion 12 in which the outer layer body 21 of the first sheet portion 11a and the outer layer body 21 of the second sheet portion 11b are joined. Further, the sealing portion 12 may be formed so as to straddle both the outer layer body 21 and the inner layer body 22 of the first sheet portion 11a and the second sheet portion 11b.
- the packaging container 10 includes a laminated sheet 20 including an outer layer 21, an inner layer 22, and a non-bonded portion 23 in addition to the first sheet portion 11a and the second sheet portion 11b facing each other. May be provided.
- the packaging container 10 may be provided with a third sheet portion 11c that connects the first sheet portion 11a and the second sheet portion 11b at the bottom portion.
- the third sheet portion 11c is folded inward in a convex shape to form a gusset at the bottom of the packaging container 10. Further, as shown in FIGS.
- the packaging container 10 in the packaging container 10, the first sheet portion 11a, the second sheet portion 11b, and the third sheet portion 11c are composed of separate laminated sheets 20, and the first sheet portion 11a and the first sheet portion 11a are formed. Two places, one between the third sheet portion 11c and the other between the second sheet portion 11b and the third sheet portion 11c, may be sealed by the sealing portion 12, respectively. Further, as shown in FIGS. 22 and 23, the packaging container 10 may be provided with a pair of fourth sheet portions 11d for connecting the first sheet portion 11a and the second sheet portion 11b on both side portions. The pair of fourth sheet portions 11d is folded inward in a convex shape to form gussets on both sides of the packaging container 10.
- the first sheet portion 11a, the second sheet portion 11b, and the pair of fourth sheet portions 11d are composed of separate laminated sheets 20, and the first sheet portion 11a and the pair of fourth sheet portions 11d are formed. And four places between the second sheet part 11b and the pair of fourth sheet parts 11d may be sealed by the sealing part 12, respectively.
- the shape of the packaging container 10 of the present invention can be arbitrarily applied according to the shape and properties of the object to be accommodated in the accommodating portion V.
- the planar shape of the packaging container 10 can be any one of a rectangular shape, a polygonal shape, a circular shape, an elliptical shape, and a trapezoidal shape, or a combination of two or more.
- the packaging container 10 can be configured in a substantially circular planar shape as shown in FIGS. 24 and 25.
- the shape of the laminated sheet 20 used for manufacturing the packaging container 10 can also be arbitrarily determined according to the shape required for the packaging container 10.
- the planar shape of the laminated sheet 20 can be any one of a rectangular shape, a polygonal shape, a circular shape, an elliptical shape, and a trapezoidal shape, or a combination of two or more.
- the present invention further discloses the following methods for manufacturing a packaging container, a laminated sheet, and a packaging container.
- a sealing portion in which the first sheet portion and the second sheet portion are sealed is provided in the portion.
- At least one of the first sheet portion and the second sheet portion includes an inner layer body defining the accommodating portion, an outer layer body arranged outside the inner layer body, and a first recycled resin provided on the outer layer body.
- a recycled resin portion including a layer, a non-metal barrier layer located between the recycled resin portion and the accommodating portion, a joint portion where the inner layer body and the outer layer body are joined, and the inner layer body and the outer layer.
- the non-metal barrier layer is a packaging container containing an EVOH layer.
- the recycled resin portion is a packaging container further including a second recycled resin layer provided on the inner layer body.
- the packaging container according to ⁇ 4> above. A packaging container in which the first recycled resin layer and the second recycled resin layer are adjacent to each other.
- ⁇ 6> The packaging container according to ⁇ 4> or ⁇ 5> above.
- ⁇ 7> The packaging container according to any one of ⁇ 4> to ⁇ 6> above.
- a packaging container in which the bending rigidity of the first recycled resin layer is smaller than the bending rigidity of the second recycled resin layer.
- ⁇ 8> The packaging container according to any one of ⁇ 1> to ⁇ 3> above.
- the inner layer body is not provided with the recycled resin portion.
- Packaging container ⁇ 9> The packaging container according to any one of ⁇ 1> to ⁇ 8> above.
- the first sheet portion and the second sheet portion include the inner layer body, the outer layer body, the recycled resin portion, the non-metal barrier layer, the joint portion, and the non-joint portion, respectively.
- the first sheet portion and the second sheet portion are packaging containers made of a single laminated sheet that has been bent.
- a packaging container in which the non-joint portion is provided in a region facing the accommodating portion, and the joint portion is provided in a region facing the sealing portion.
- the inner layer further includes an innermost layer formed of a thermoplastic resin.
- the sealing portion is a packaging container formed of a heat seal.
- the printing layer is a packaging container arranged on the outermost side of the outer layer body.
- a packaging container in which the total thickness of the recycled resin portion is 10% or more and 90% or less of the total thickness of the inner layer body and the outer layer body.
- a packaging container in which the total thickness of the recycled resin portion is 10% or more and 50% or less of the total thickness of the inner layer body and the outer layer body.
- ⁇ 17> The packaging container according to any one of ⁇ 1> to ⁇ 16> above.
- a packaging container in which the total thickness of the recycled resin portion is 0.05 mm or more and 0.7 mm or less.
- the packaging container according to any one of ⁇ 1> to ⁇ 17> above.
- the first sheet portion and the second sheet portion include the inner layer body, the outer layer body, the recycled resin portion, the non-metal barrier layer, the joint portion, and the non-joint portion, respectively.
- the packaging container according to any one of ⁇ 1> to ⁇ 18> above.
- the first sheet portion and the second sheet portion include the inner layer body, the outer layer body, the recycled resin portion, the non-metal barrier layer, the joint portion, and the non-joint portion, respectively.
- the recycled resin part is a packaging container made of mechanical recycled resin.
- ⁇ 22> A laminated sheet for manufacturing packaging containers, Inner layer and The outer layer facing the inner layer and the outer layer A recycled resin portion including a first recycled resin layer provided on the outer layer body, The non-metal barrier layer located inside the recycled resin part, A non-joint portion where the inner layer body and the outer layer body are not joined, Laminated sheet comprising.
- ⁇ 23> The laminated sheet according to ⁇ 22> above.
- ⁇ 24> The laminated sheet according to ⁇ 22> or ⁇ 23> above.
- the non-metal barrier layer is a laminated sheet containing an EVOH layer.
- ⁇ 25> The laminated sheet according to any one of ⁇ 22> to ⁇ 24> above.
- the recycled resin portion is a laminated sheet further including a second recycled resin layer provided on the inner layer body.
- ⁇ 26> The laminated sheet according to ⁇ 25> above.
- ⁇ 27> The laminated sheet according to the above ⁇ 25> or ⁇ 26>.
- ⁇ 28> The laminated sheet according to any one of ⁇ 25> to ⁇ 27> above.
- a laminated sheet in which the bending rigidity of the first recycled resin layer is smaller than the bending rigidity of the second recycled resin layer.
- ⁇ 29> The laminated sheet according to any one of ⁇ 22> to ⁇ 24> above.
- the inner layer body is not provided with the recycled resin portion.
- Laminated sheet. ⁇ 30> The laminated sheet according to any one of ⁇ 22> to ⁇ 29> above.
- ⁇ 31> The laminated sheet according to any one of ⁇ 22> to ⁇ 30> above.
- the outer layer further includes a printing layer on the outer side of the first recycled resin layer.
- ⁇ 33> The laminated sheet according to ⁇ 32> above.
- the printed layer is a laminated sheet arranged on the outermost side of the outer layer body.
- ⁇ 34> The laminated sheet according to any one of ⁇ 22> to ⁇ 33> above.
- a laminated sheet in which the total thickness of the recycled resin portion is 10% or more and 90% or less of the total thickness of the inner layer body and the outer layer body.
- ⁇ 35> The laminated sheet according to ⁇ 34> above.
- a laminated sheet in which the total thickness of the recycled resin portion is 10% or more and 50% or less of the total thickness of the inner layer body and the outer layer body.
- ⁇ 36> The laminated sheet according to any one of ⁇ 22> to ⁇ 35> above.
- the recycled resin part is a laminated sheet made of mechanical recycled resin.
- At least one of the inner layer body and the outer layer body is a laminated sheet configured as a coextruded multilayer film containing the recycled resin portion.
- ⁇ 40> The laminated sheet according to any one of ⁇ 22> to ⁇ 39> above.
- Manufacturing method of packaging container including.
- ⁇ 42> The method for manufacturing a packaging container according to ⁇ 41> above.
- a method for manufacturing a packaging container in which the non-metal barrier layer is provided on the inner layer is ⁇ 43> The method for manufacturing a packaging container according to ⁇ 41> or ⁇ 42> above.
- the non-metal barrier layer is a method for manufacturing a packaging container including an EVOH layer.
- a method for manufacturing a packaging container in which the sealing portion is formed by joining the inner layers to each other.
- ⁇ 48> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 44>.
- ⁇ 49> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 48>.
- ⁇ 50> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 49>.
- the recycled resin portion is a method for manufacturing a packaging container further including a second recycled resin layer provided on the inner layer.
- ⁇ 51> The method for manufacturing a packaging container according to ⁇ 50> above.
- ⁇ 52> The method for manufacturing a packaging container according to ⁇ 50> or ⁇ 51> above.
- ⁇ 53> The method for manufacturing a packaging container according to any one of ⁇ 50> to ⁇ 52> above.
- ⁇ 54> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 49>.
- the inner layer body is not provided with the recycled resin portion.
- ⁇ 55> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 54>.
- ⁇ 56> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 55>.
- the inner layer further includes an innermost layer formed of a thermoplastic resin.
- the sealing portion is a method for manufacturing a packaging container formed by a heat seal.
- ⁇ 57> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 56>.
- the printing layer is a method for manufacturing a packaging container, which is arranged on the outermost side of the outer layer body.
- a method for manufacturing a packaging container, wherein the total thickness of the recycled resin portion is 10% or more and 90% or less of the total thickness of the inner layer body and the outer layer body.
- a method for manufacturing a packaging container in which the total thickness of the recycled resin portion is 10% or more and 50% or less of the total thickness of the inner layer body and the outer layer body.
- a method for manufacturing a packaging container in which the total thickness of the recycled resin portion is 0.05 mm or more and 0.7 mm or less.
- ⁇ 63> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 62>.
- a method for manufacturing a packaging container in which the outer layers are joined to each other to form the sealing portion is ⁇ 64> The method for manufacturing a packaging container according to any one of ⁇ 41> to ⁇ 63>.
- the recycled resin part is a method for manufacturing a packaging container made of mechanically recycled resin.
- samples 1 and 2 of the laminated sheet 20 were prepared.
- the outer layer 21 is composed of the outermost layer Lo and the first recycled resin layer Lr1
- the inner layer 22 is composed of the innermost layer Li and the second recycled resin layer Lr2
- the outer layer 21 and the inner layer are formed.
- a non-joint portion 23 was provided between 22.
- Both the outermost layer Lo and the innermost layer Li in Samples 1 and 2 were composed of a polypropylene layer having a thickness of 200 ⁇ m.
- the first recycled resin layer Lr1 of the outer layer 21 is composed of a polyester-based recycled resin layer having a thickness of 300 ⁇ m
- the second recycled resin layer Lr2 of the inner layer 22 is composed of a polyester-based recycled resin layer having a thickness of 300 ⁇ m and a thickness of 300 ⁇ m. It consisted of two layers, a vinyl-based recycled resin layer and a vinyl-based recycled resin layer.
- the first recycled resin layer Lr1 of the outer layer 21 is composed of two layers, a polyester-based recycled resin layer having a thickness of 300 ⁇ m and a vinyl-based recycled resin layer having a thickness of 600 ⁇ m
- the second recycled resin layer Lr2 of the inner layer 22 is composed of two layers, a polyester-based recycled resin layer having a thickness of 300 ⁇ m and a vinyl-based recycled resin layer having a thickness of 600 ⁇ m
- the second recycled resin layer Lr2 of the inner layer 22 is composed of two layers, a polyester-based recycled resin layer having a thickness of 300 ⁇ m and
- samples 3 and 4 of the laminated sheet were prepared. All of the samples 3 and 4 are different from the above-described embodiment in that they are configured without the non-joining portion 23, that is, the outer layer body 21 and the inner layer body 22 are completely adhered to each other.
- the configurations of the outer layer 21 and the inner layer 22 in the sample 3 are the same as those of the sample 1, and the configurations of the outer layer 21 and the inner layer 22 in the sample 4 are the same as those of the sample 2.
- each of the samples 1 to 4 was subjected to a bending process of folding in two along the fold line f.
- the laminated sheet 20 before the bending process is shown by a broken line
- the laminated sheet 20 after the bending process is shown by a solid line.
- Table 1 shows the Young's modulus and flexural rigidity of the recycled resin layers Lr1 and lr2, the total thickness of the outer layer 21 and the inner layer 22, and the maximum length and number of processed wrinkles for each of the samples 1 to 4.
- the values of Young's modulus and flexural rigidity of Samples 1 to 4 shown in Table 1 are shown as relative values standardized by setting the values of Young's modulus and flexural rigidity of Sample 3 according to the comparative example to 1.0. Comparing Samples 1 and 3, although the number of processed wrinkles was about the same, the maximum length of processed wrinkles was smaller in Sample 1 than in Sample 3.
- the samples 1 and 2 according to the examples have higher bending workability than the samples 1 and 2 according to the comparative example due to the action of the non-joining portion 23. Further, when the samples 1 and 2 according to the examples were compared, the maximum length of the processed wrinkles in the sample 2 was smaller than that in the sample 1. From this result, it can be seen that it is advantageous that the bending rigidity of the first recycled resin layer Lr1 is smaller than the bending rigidity of the second recycled resin layer Lr2 in order to obtain high bending workability.
- each sample 1 to 4 to which the fold line f is folded in two is placed on a smooth surface as shown in FIG. 27, that is, the fold line f is bounded.
- the outer surface on one side was held in contact with the smooth surface.
- the return deformation approaching the state before the bending process shown by the broken line in FIG. 27 gradually progresses with the lapse of time after the placement on the smooth surface.
- both ends of the laminated sheet 20 are opened by opening the other side with the fold line f as a boundary with respect to one side on the smooth surface while gently bending the fold line f. It will be separated.
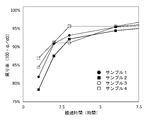
- FIG. 28 is a graph showing the time course of the return rate in each of the samples 1 to 4. In the samples 1 and 2 according to the examples, the return rate was generally smaller than that in the samples 3 and 4 according to the comparative example.
- the return rate is particularly small at the initial stage of the return deformation (about several hours after placement), and in the sample 2 according to the example, the state before bending is returned even after 24 hours have passed. I didn't. From the above results, it can be seen that high processing stability is obtained in the samples 1 and 2 according to the examples.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Packages (AREA)
- Bag Frames (AREA)
- Wrappers (AREA)
Abstract
【課題】リサイクル樹脂を利用して多様な包装容器を製造する。 【解決手段】包装容器は、第1シート部と、前記第1シート部と対向する第2シート部と、前記第1シート部と前記第2シート部との間に形成された収容部と、前記収容部の周囲の少なくとも一部において前記第1シート部と前記第2シート部とが封止された封止部と、を具備する。前記第1シート部及び前記第2シート部はそれぞれ、前記収容部を画定する内層体と、前記内層体の外側に配置される外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部と前記収容部との間に位置する非金属バリア層と、前記内層体と前記外層体とが接合された接合部と、前記内層体と前記外層体とが接合されていない非接合部と、を含む。
Description
本発明は、リサイクル樹脂を利用した包装容器に関する。
近年、廃棄物の量の低減を可能とするリサイクル技術が注目されている。特許文献1には、リサイクル樹脂を用いて包装容器を製造する技術が開示されている。この技術では、包装容器を構成するフィルムの形成にリサイクル樹脂及びバイオマス樹脂を用いることで、CO2削減効果に加え、高い衛生性が得られるとのことである。
リサイクル樹脂を利用したフィルムでは、リサイクル率の向上の観点から、リサイクル樹脂の使用比率を高めることが好ましい。しかしながら、リサイクル樹脂の物理的性質は原料となる回収された樹脂の成分に依存するため、リサイクル樹脂の使用比率が高いフィルムほど柔軟性のコントロールが難しくなる。このため、リサイクル樹脂の使用比率が高いフィルムでは、小さい曲率での急峻な曲げ加工を加えることが困難となる場合がある。
本発明の課題は、リサイクル樹脂を利用して多様な包装容器を製造するための技術に関する。
本発明の一形態に係る包装容器は、第1シート部と、前記第1シート部と対向する第2シート部と、前記第1シート部と前記第2シート部との間に形成された収容部と、前記収容部の周囲の少なくとも一部において前記第1シート部と前記第2シート部とが封止された封止部と、を具備する。
前記第1シート部及び前記第2シート部はそれぞれ、前記収容部を画定する内層体と、前記内層体の外側に配置される外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部と前記収容部との間に位置する非金属バリア層と、前記内層体と前記外層体とが接合された接合部と、前記内層体と前記外層体とが接合されていない非接合部と、を含む。
前記第1シート部及び前記第2シート部はそれぞれ、前記収容部を画定する内層体と、前記内層体の外側に配置される外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部と前記収容部との間に位置する非金属バリア層と、前記内層体と前記外層体とが接合された接合部と、前記内層体と前記外層体とが接合されていない非接合部と、を含む。
本発明によれば、リサイクル樹脂を利用して多様な包装容器を製造することができる。
以下、図面を参照しながら、本発明の一実施形態について説明する。なお、本明細書及び図面では、実質的に同一の構成について同一の符号を付することにより重複説明を省略する。また、本明細書で用いる上下左右の表現は、それぞれの図面における紙面に沿った方向を示すものとする。
[包装容器10の構成]
図1に示す包装容器10は、底部に折り畳み可能なマチが設けられ、正立姿勢を保つことが可能なスタンディング型のパウチ容器として構成されている。図2に示すように、包装容器10は、第1シート部11aと、該第1シート部11aと対向する第2シート部11bと、を有する。包装容器10には、第1シート部11aと第2シート部11bとの間に収容部Vが形成されている。包装容器10では、収容部V内に、包装の対象である物体が収容される。包装容器10の収容部Vに収容可能な物体は、固体、液体、及び気体のいずれであってもよい。具体的に、包装容器10の収容部Vに収容可能な物体としては、例えば、液体石鹸、シャンプー、洗剤、化粧料、入浴剤、食料品、飲料などが挙げられ、またこれらの他にも、エンジンオイル、化学薬品なども挙げられる。
図1に示す包装容器10は、底部に折り畳み可能なマチが設けられ、正立姿勢を保つことが可能なスタンディング型のパウチ容器として構成されている。図2に示すように、包装容器10は、第1シート部11aと、該第1シート部11aと対向する第2シート部11bと、を有する。包装容器10には、第1シート部11aと第2シート部11bとの間に収容部Vが形成されている。包装容器10では、収容部V内に、包装の対象である物体が収容される。包装容器10の収容部Vに収容可能な物体は、固体、液体、及び気体のいずれであってもよい。具体的に、包装容器10の収容部Vに収容可能な物体としては、例えば、液体石鹸、シャンプー、洗剤、化粧料、入浴剤、食料品、飲料などが挙げられ、またこれらの他にも、エンジンオイル、化学薬品なども挙げられる。
包装容器10は、収容部Vの周囲の少なくとも一部において第1シート部11aと第2シート部11bとが封止された封止部12を有する。本実施形態においては、包装容器10では、図1に示すように、その輪郭に沿って封止部12が形成されている。封止部12は、包装容器10が袋状になるように、収容部Vの周囲において第1シート部11aと第2シート部11bとの間を封止する。これにより、包装容器10では、物体を収容した状態の収容部Vを密閉することができる。詳細については後述するが、本実施形態では、積層シート20(図10~15参照)を袋状に折ることによって、単一の積層シート20によって包装容器10を形成可能となる。図1に示す包装容器10では、ドットパターンで示す領域に封止部12を形成することによって、スタンディング型のパウチ容器としての形状を保つことができる。
第1シート部11a及び第2シート部11bはそれぞれ、収容部Vを画定する内層体22と、内層体22の外側に配置される外層体21と、を有する。封止部12は、第1シート部11aの内層体22と第2シート部11bの内層体22との間を封止している。すなわち、第1シート部11aの内層体22と第2シート部11bの内層体22とが接合されて、封止部12が形成されている。シート部11a,11bには、外層体21と内層体22とが接合されていない非接合部23と、外層体21と内層体22とが接合された接合部24と、が設けられている。図1,2に示す包装容器10のシート部11a,11bでは、収容部Vと対向する領域に非接合部23が設けられ、封止部12と対向する領域に接合部24が設けられている。
シート部11a,11bでは、接合部24によって外層体21と内層体22とが固定されている。また、シート部11a,11bでは、非接合部23を設けることによって、外層体21と内層体22とが相互に拘束力を及ぼし合わない領域が存在することにより、外層体21と内層体22とが各別に変形することが可能となっている。詳細については後述するが、外層体21と内層体22とを接合する接合部24は、例えば、熱シールで形成することができる。この場合、接合部24は、積層シート20の段階で形成しても、封止部12と同時に形成してもよい。なお、接合部24は、熱シールによらずに接着剤などの接合部材を用いて形成することもできる。
シート部11a,11bはそれぞれ、外層体21に設けられた第1リサイクル樹脂層Lr1を含むリサイクル樹脂部25を備える。本実施形態について詳述すると、図3,4に示すように、シート部11a,11bの外層体21は、収容部V側から順に、第1リサイクル樹脂層Lr1と、最外層Loと、から構成される2層構造の積層体である。また、シート部11a,11bの内層体22は、収容部V側から順に、最内層Liと、バリア層Lbと、第2リサイクル樹脂層Lr2と、から構成される3層構造の積層体である。外層体21及び内層体22を構成する各層は、樹脂フィルムを用いて形成することができる。樹脂フィルムとしては、高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、超低密度ポリエチレン(ULDPE)、エチレン-ビニルアルコール共重合体(EVOH)などのポリエチレン系材料、または延伸ポリプロピレン(OPP)、未延伸ポリプロピレン(CPP)、アイソタクチックPP、シンジオタクチックPP、アタクチックPP、ランダムPP、ブロックPPなどのポリプロピレン系材料、またはポリエチレンテレフタレート(PET)、非晶性ポリエチレンテレフタレート(非晶性PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)などのポリエステル系材料、または延伸ナイロン(ONy)、未延伸ナイロン(CNy)、ナイロン6、ナイロン66、ナイロン11、ナイロン12、MXD6などのポリアミド系材料のいずれかであるのがより好ましく、これらのうち上記ポリエチレン系材料であるのが特に好ましい。
また、外層体21及び内層体22を構成する各層は、例えば、接合層を介して相互に接合されていてもよい。接合層を構成する樹脂(接合剤)としては、例えばウレタン系、酢酸ビニル、ビニルアルコール、エチレン酢酸ビニルなどのビニル系、変性オレフィン系、アクリル酸ブチル、メタアクリル酸2エチルヘキシル等を主成分とする(メタ)アクリル系、ポリアミド系、ポリエステル系、シリコーン系、天然ゴム又は/及び、イソプレンゴム、ブタジエンースチレンゴム、アクリルゴム等の合成ゴムを主成分とするゴム系等の公知の粘着剤組成物などが挙げられる。接合層はこれらの樹脂のいずれか1種以上で構成されていてもよい。接合層は、各層の全面を接合していてもよく、各層を部分的に接合していてもよい。
なお、外層体21は、第1リサイクル樹脂層Lr1に加えて、例えば上述した材料の単層の樹脂フィルムにより構成されていてもよいし、複数の樹脂フィルムからなる積層型のシートで構成されていてもよい。また、内層体22は、例えば上述した材料の樹脂フィルムからなる単層型のシートであってもよいし、複数の樹脂フィルムからなる積層型のシートで構成されていてもよい。
また、外層体21及び内層体22を構成する各層は、例えば、接合層を介して相互に接合されていてもよい。接合層を構成する樹脂(接合剤)としては、例えばウレタン系、酢酸ビニル、ビニルアルコール、エチレン酢酸ビニルなどのビニル系、変性オレフィン系、アクリル酸ブチル、メタアクリル酸2エチルヘキシル等を主成分とする(メタ)アクリル系、ポリアミド系、ポリエステル系、シリコーン系、天然ゴム又は/及び、イソプレンゴム、ブタジエンースチレンゴム、アクリルゴム等の合成ゴムを主成分とするゴム系等の公知の粘着剤組成物などが挙げられる。接合層はこれらの樹脂のいずれか1種以上で構成されていてもよい。接合層は、各層の全面を接合していてもよく、各層を部分的に接合していてもよい。
なお、外層体21は、第1リサイクル樹脂層Lr1に加えて、例えば上述した材料の単層の樹脂フィルムにより構成されていてもよいし、複数の樹脂フィルムからなる積層型のシートで構成されていてもよい。また、内層体22は、例えば上述した材料の樹脂フィルムからなる単層型のシートであってもよいし、複数の樹脂フィルムからなる積層型のシートで構成されていてもよい。
リサイクル樹脂層Lr1,Lr2としては、任意の樹脂を主成分とする層で構成可能であり、例えば、使用済材又は廃材から得たオレフィン系樹脂、ポリエステル系樹脂などを混練りしコンパウドした混合樹脂を使用することができる。また、リサイクル樹脂層Lr1,Lr2は、リサイクルポリエチレン層、リサイクルポリプロピレン層、リサイクルPET層、及びリサイクル塩化ビニル層などの単一樹脂層で構成してもよい。
また、メカニカルリサイクルでは、ケミカルリサイクルよりも環境負荷が低いリサイクルプロセスを低コストで実現しやすい。この観点から、リサイクル樹脂層Lr1,Lr2を構成する原料樹脂としては、メカニカルリサイクルで得られたメカニカルリサイクル樹脂を用いることが好ましい。
更に、外層体21及び内層体22の少なくとも一方は、共押出法で形成され、リサイクル樹脂層Lr1,Lr2を含む共押出多層フィルムとして構成することが好ましい。このような共押出多層フィルムは、例えば、ポリエチレン層/リサイクル樹脂層/ポリエチレン層の3層構造や、この3層構造を含む5層以上の構造とすることができる。更に、共押出の後にラミネート成形を施すことで、上記の共押出多層フィルムに追加の層を設けることもできる。
また、メカニカルリサイクルでは、ケミカルリサイクルよりも環境負荷が低いリサイクルプロセスを低コストで実現しやすい。この観点から、リサイクル樹脂層Lr1,Lr2を構成する原料樹脂としては、メカニカルリサイクルで得られたメカニカルリサイクル樹脂を用いることが好ましい。
更に、外層体21及び内層体22の少なくとも一方は、共押出法で形成され、リサイクル樹脂層Lr1,Lr2を含む共押出多層フィルムとして構成することが好ましい。このような共押出多層フィルムは、例えば、ポリエチレン層/リサイクル樹脂層/ポリエチレン層の3層構造や、この3層構造を含む5層以上の構造とすることができる。更に、共押出の後にラミネート成形を施すことで、上記の共押出多層フィルムに追加の層を設けることもできる。
本実施形態における包装容器10では、外層体21の第1リサイクル樹脂層Lr1及び内層体22の第2リサイクル樹脂層Lr2が、リサイクル樹脂で形成されたリサイクル樹脂部25を構成する。包装容器10では、リサイクル樹脂で形成されたリサイクル樹脂部25を含む構成とすることで、資源の循環によるバージン樹脂の使用量の低減に寄与することができる。更に、このようなリサイクル樹脂部25を含む包装容器10を広く普及させることで、社会全体におけるリサイクル樹脂の使用率が向上し、循環型社会の実現に大きく寄与する。
シート部11a,11bでは、外層体21の第1リサイクル樹脂層Lr1と内層体22の第2リサイクル樹脂層Lr2とが隣接している。つまり、シート部11a,11bでは、接合部24においてリサイクル樹脂層Lr1,Lr2同士が接合され、非接合部23においてリサイクル樹脂層Lr1,Lr2同士が接合されていない。ここで、非接合部23におけるリサイクル樹脂層Lr1,Lr2同士が接合されていない状態とは、リサイクル樹脂層Lr1,Lr2同士が実質的に非接合の状態を意味し、つまりリサイクル樹脂層Lr1,Lr2が実質的に拘束力を及ぼし合わない程度にごく一部が接合された状態が含まれるものとする。
シート部11a,11bでは、外層体21の第1リサイクル樹脂層Lr1と内層体22の第2リサイクル樹脂層Lr2とが隣接している。つまり、シート部11a,11bでは、接合部24においてリサイクル樹脂層Lr1,Lr2同士が接合され、非接合部23においてリサイクル樹脂層Lr1,Lr2同士が接合されていない。ここで、非接合部23におけるリサイクル樹脂層Lr1,Lr2同士が接合されていない状態とは、リサイクル樹脂層Lr1,Lr2同士が実質的に非接合の状態を意味し、つまりリサイクル樹脂層Lr1,Lr2が実質的に拘束力を及ぼし合わない程度にごく一部が接合された状態が含まれるものとする。
内層体22の最内層Liは、シート部11a,11bの最内層を構成する。シート部11a,11bでは、最内層Liを熱可塑性樹脂の樹脂フィルムで形成することが好ましい。熱可塑性樹脂としては、一例として、ポリエチレンやポリプロピレンなどのオレフィン系樹脂が挙げられる。これにより、封止部12を熱シールで形成することが可能となる。なお、封止部12は、熱シールによらずに接着剤などの接合部材を用いて形成することもできる。外層体21の最外層Loは、シート部11a,11bの最外層を構成する。最外層Loは、例えば、PET、ナイロンなどの樹脂フィルムや、延伸PET、延伸ポリエチレンなどの延伸フィルムなどで形成することができ、加飾性、剛性、耐突刺し性の付与を目的として種々の樹脂を選択することができる。
外層体21は、リサイクル樹脂の透過性の観点から、第1リサイクル樹脂層Lr1よりも外側に印刷層を含むことが好ましい。印刷層は、収容部Vに収容された物体の情報や各種デザインなどが印刷される層である。印刷層は、樹脂フィルムに直接印刷される構成に限らず、印刷物が貼り付けられる構成であってもよい。本実施形態に係る包装容器10では、最外層Loが印刷層として構成される。すなわち、印刷層が、外層体21の最も外側に配されている。尤も、印刷層は、耐剥離性の観点から、最外層Loの内側又は最内層Liの外側に設けることもできる。
外層体21は、リサイクル樹脂の透過性の観点から、第1リサイクル樹脂層Lr1よりも外側に印刷層を含むことが好ましい。印刷層は、収容部Vに収容された物体の情報や各種デザインなどが印刷される層である。印刷層は、樹脂フィルムに直接印刷される構成に限らず、印刷物が貼り付けられる構成であってもよい。本実施形態に係る包装容器10では、最外層Loが印刷層として構成される。すなわち、印刷層が、外層体21の最も外側に配されている。尤も、印刷層は、耐剥離性の観点から、最外層Loの内側又は最内層Liの外側に設けることもできる。
内層体22は、バリア層Lbを有してよい。本実施形態において、内層体22のバリア層Lbは、最内層Liと第2リサイクル樹脂層Lr2との間に配置することができる。バリア層Lbは、外部環境と収容部Vとの間で水蒸気及び酸素などを遮断するガスバリア性を有することが好ましい。これにより、包装容器10では、収容部V内の物体の品質を長期間にわたって保持することが可能となる。また、包装容器10では、バリア層Lbがリサイクル樹脂部25よりも内側に位置し、つまりバリア層Lbよりも内側にリサイクル樹脂部25に含まれるリサイクル樹脂層Lr1,Lr2といった構成が存在しないことが好ましい。これにより、包装容器10では、リサイクル樹脂部25を構成する成分が収容部V内に侵入することや、リサイクル樹脂部25に対して収容部Vに収容された物体の成分による影響が加わることを防止することができる。
バリア層Lbは、例えば、PETなどの樹脂フィルムに、アルミニウム又はその合金やシリカなどの無機材料を蒸着したシート材で形成することができる。また、バリア層Lbは、樹脂フィルムを用いずに、例えば、アルミニウム又はその合金などの金属材料で形成された金属シートや、ストーンフィルムなどで形成することもできる。更に、バリア層Lbは、単体としてガスバリア性を有する樹脂フィルムを用いた構成とすることもでき、例えば、このような樹脂フィルムとしてはエチレン-ビニルアルコール共重合体(EVOH)で形成されたEVOH層を使用することができる。なお、包装容器10では、資源の循環のために繰り返しリサイクルを行う場合に、バリア層Lbに金属が含まれているとリサイクル樹脂に含まれる金属の比率が徐々に多くなってしまう。このため、包装容器10を繰り返しリサイクル可能とする観点から、バリア層Lbは金属を含まない非金属バリア層であることが好ましい。包装容器10では、非金属バリア層としてEVOH層を用いることが特に好ましい。
また、包装容器10は、内層体22の内側に内袋を設けることで、収容部V内の内袋の中に物体が収容されるように構成することもできる。これにより、包装容器10では、例えば、内袋のガスバリア性によって、内袋の中に収容された物体の保存安定性を向上させることができる。
バリア層Lbは、例えば、PETなどの樹脂フィルムに、アルミニウム又はその合金やシリカなどの無機材料を蒸着したシート材で形成することができる。また、バリア層Lbは、樹脂フィルムを用いずに、例えば、アルミニウム又はその合金などの金属材料で形成された金属シートや、ストーンフィルムなどで形成することもできる。更に、バリア層Lbは、単体としてガスバリア性を有する樹脂フィルムを用いた構成とすることもでき、例えば、このような樹脂フィルムとしてはエチレン-ビニルアルコール共重合体(EVOH)で形成されたEVOH層を使用することができる。なお、包装容器10では、資源の循環のために繰り返しリサイクルを行う場合に、バリア層Lbに金属が含まれているとリサイクル樹脂に含まれる金属の比率が徐々に多くなってしまう。このため、包装容器10を繰り返しリサイクル可能とする観点から、バリア層Lbは金属を含まない非金属バリア層であることが好ましい。包装容器10では、非金属バリア層としてEVOH層を用いることが特に好ましい。
また、包装容器10は、内層体22の内側に内袋を設けることで、収容部V内の内袋の中に物体が収容されるように構成することもできる。これにより、包装容器10では、例えば、内袋のガスバリア性によって、内袋の中に収容された物体の保存安定性を向上させることができる。
各シート部11a,11bのそれぞれについて、外層体21及び内層体22の合計厚みは、好ましくは0.1mm以上3mm以下である。これにより、各シート部11a,11bにおいて強度と柔軟性とを両立しやすくなる。また、各シート部11a,11bのそれぞれについて、リサイクル樹脂層Lr1,Lr2で構成されるリサイクル樹脂部25の合計厚みは、好ましくは外層体21及び内層体22の合計厚みの10%以上である。更に、各シート部11a,11bのそれぞれについて、リサイクル樹脂層Lr1,Lr2で構成されるリサイクル樹脂部25の合計厚みは、好ましくは90%以下であり、より好ましくは50%以下である。更に、各シート部11a,11bのそれぞれについて、リサイクル樹脂層Lr1,Lr2で構成されるリサイクル樹脂部25の合計厚みは、好ましくは0.05mm以上であり、また、好ましくは0.7mm以下であり、より好ましくは0.2mm以下である。
また、内層体22が第2リサイクル樹脂層Lr2を有する場合、各シート部11a,11bのそれぞれについて、第1リサイクル樹脂層Lr1の厚みが、第2リサイクル樹脂層Lr2の厚みより大きいことが好ましい。更に、各シート部11a,11bの曲げ加工性の観点から、第1リサイクル樹脂層Lr1の曲げ剛性が、第2リサイクル樹脂層Lr2の曲げ剛性より小さいことが好ましい。なお、本実施形態において「曲げ加工」とは、可撓性を有するシートを厚み方向に変形させる機械加工を総称するものとし、例えば折り加工などを含むものとする。
また、内層体22が第2リサイクル樹脂層Lr2を有する場合、各シート部11a,11bのそれぞれについて、第1リサイクル樹脂層Lr1の厚みが、第2リサイクル樹脂層Lr2の厚みより大きいことが好ましい。更に、各シート部11a,11bの曲げ加工性の観点から、第1リサイクル樹脂層Lr1の曲げ剛性が、第2リサイクル樹脂層Lr2の曲げ剛性より小さいことが好ましい。なお、本実施形態において「曲げ加工」とは、可撓性を有するシートを厚み方向に変形させる機械加工を総称するものとし、例えば折り加工などを含むものとする。
図5,6に示す包装容器110は、本実施形態に係る包装容器10の比較例である。比較例に係る包装容器110は、シート部111a,111bが単一の積層体121で形成される一般的な構成を有する。比較例に係る積層体121は、本実施形態に係るシート部111a,111bを一体化した構成を有する。つまり、比較例に係る積層体121では、本実施形態に係るシート部111a,111bのリサイクル樹脂層Lr1,Lr2を合計した厚みのリサイクル樹脂層Lrが設けられ、最内層Li、バリア層Lb、及び最外層Loが本実施形態に係るシート部111a,111bと共通の構成を有する。すなわち、比較例に係る包装容器110は、本実施形態に係る外層体21と内層体22とが接合されていない非接合部を有さない単一の積層体121で構成されている。比較例に係る包装容器110の積層体121では、すべての層が一体として相互に拘束力を及ぼし合うため、例えば、曲げ加工性が低下する。このため、図7に示すように、積層体121では、小さい曲率の曲げ加工を施そうとしても、小さい曲率が維持されずに戻ってしまうため、曲率の小さい屈曲形状を形成することが困難である。したがって、積層体121を用いた包装容器110では、曲率の小さい屈曲形状を避けた設計とする必要がある。
この点、本実施形態に係る包装容器10では、外層体21と内層体22とを非接合部23によって分離することで、外層体21と内層体22とが非接合部23において相互に拘束力を及ぼし合うことなく各別に変形することができる。これにより、包装容器10では、比較例に係る包装容器110よりも曲げ加工性を始めとする機械加工性が格段に向上する。このため、図8に示すように、包装容器10では、外層体21及び内層体22に急峻な曲げ加工を加えることで、小さい曲率の屈曲形状を容易に形成することができる。したがって、本実施形態に係る包装容器10では、曲げ加工性の不足による形状の制約を受けにくいため、設計自由度が高くなる。
また、包装容器10では、外層体21と内層体22とが各別に変形可能な非接合部23の作用によって、高い曲げ加工性に加え、高い加工安定性が得られ、つまり各外層体21及び内層体22に曲げ加工によって加えられた変形が元の形状に戻ることなく安定して保持されやすい。これにより、包装容器10では、例えば、製造過程におけるシート部11a,11bの位置ずれを防止することができる。例えば、いったん仮加工した後に、下流工程で本加工する場合、仮加工の形状が維持された状態となり、加工精度の向上が図れる。また製造後においても外層体21及び内層体22が好ましい形状に維持されやすくなる。また、包装容器10の製造過程では、封止部12を形成する前のシート部11a,11bを仮シールすることで、シート部11a,11bの位置ずれを更に効果的に防止することができる。
また、包装容器10では、外層体21と内層体22とが各別に変形可能な非接合部23の作用によって、高い曲げ加工性に加え、高い加工安定性が得られ、つまり各外層体21及び内層体22に曲げ加工によって加えられた変形が元の形状に戻ることなく安定して保持されやすい。これにより、包装容器10では、例えば、製造過程におけるシート部11a,11bの位置ずれを防止することができる。例えば、いったん仮加工した後に、下流工程で本加工する場合、仮加工の形状が維持された状態となり、加工精度の向上が図れる。また製造後においても外層体21及び内層体22が好ましい形状に維持されやすくなる。また、包装容器10の製造過程では、封止部12を形成する前のシート部11a,11bを仮シールすることで、シート部11a,11bの位置ずれを更に効果的に防止することができる。
更に、本実施形態に係る包装容器10では、外層体21及び内層体22の2つの積層体の間に非接合部23を設けるという構造的な手段によって、高い曲げ加工性が得られる。したがって、包装容器10では、比較例に係る包装容器110よりも高い曲げ加工性を得るために、外層体21及び内層体22の合計厚みを比較例に係る積層体121よりも小さくする必要がない。このため、本実施形態に係る包装容器10では、比較例に係る積層体121と同等の強度が得られる。
また、本実施形態に係る包装容器10では、外層体21及び内層体22を構成する材料の物性に関わらずに、高い曲げ加工性が得られやすくなる。このため、本実施形態に係る包装容器10では、リサイクル樹脂層Lr1,Lr2の形成に多くのリサイクル樹脂を利用することができる。つまり、包装容器10では、工場において樹脂製品の製造時に発生する樹脂廃材のみならず、消費者によって排出される使用済みの樹脂廃棄物などを多く用いることができる。これにより、バージン樹脂の使用量の低減に更に大きく寄与することが可能となる。特に、フィルムを用いる包装容器の加工には、折り加工及び製袋工程などがあり、本発明により、多くのリサイクル樹脂を利用しながら、多様な容器形状の包装容器の作製が可能となる。なお、リサイクル樹脂層Lr1,Lr2に用いるリサイクル樹脂には、必要に応じて、上記のような樹脂廃材や樹脂廃棄物に加え、一般的な樹脂原料であるバージン樹脂を配合してもよい。
なお、リサイクル樹脂層Lr1,Lr2は、例えば以下の方法により得られる。まず、使用済樹脂を粉砕し、篩などを用いて異物を取り除き、混練機を用いた溶融混練りを行った後、リサイクル樹脂用の再生ペレットを得る。その後、押出し成形等の成形加工を経てリサイクル樹脂層Lr1,Lr2を得ることができる。混練りでは顔料、分散剤、酸化防止剤等の各種添加剤を加えることができ、押し出し成形では、二軸延伸を行うことによりシートに強度を付与させることができる。尤も、本発明のリサイクル樹脂層Lr1,Lr2はこれらの方法により得られたものに限定されるものではない。
なお、リサイクル樹脂層Lr1,Lr2は、例えば以下の方法により得られる。まず、使用済樹脂を粉砕し、篩などを用いて異物を取り除き、混練機を用いた溶融混練りを行った後、リサイクル樹脂用の再生ペレットを得る。その後、押出し成形等の成形加工を経てリサイクル樹脂層Lr1,Lr2を得ることができる。混練りでは顔料、分散剤、酸化防止剤等の各種添加剤を加えることができ、押し出し成形では、二軸延伸を行うことによりシートに強度を付与させることができる。尤も、本発明のリサイクル樹脂層Lr1,Lr2はこれらの方法により得られたものに限定されるものではない。
更に、比較例に係る包装容器110では、鋭利な物体によって外部から局所的な衝撃が加わると、積層体121を貫通して収容部Vまで到達する損傷が発生しやすい。これにより、包装容器110では、収容部V内の物体の外部への漏出や、外部環境に対する密閉性が無くなった収容部V内の物体の変質などが発生し、物体の保護機能が損なわれる。これに対し、本実施形態に係る包装容器10では、内層体22が非接合部23において外層体21に対して面内方向にずれることができる。このため、包装容器10では、鋭利な物体が外層体21を貫通しても、外層体21を貫通した鋭利な剛体からの衝撃が低減されるように内層体22が面内方向に逃げることができる。これにより、本実施形態に係る包装容器10では、内層体22に加わる衝撃が効果的に抑制され、外層体21及び内層体22を貫通して収容部Vまで到達する損傷が発生しにくくなる。このため、包装容器10では、比較例に係る包装容器110よりも高い耐突刺し性が得られ、物体の保護機能が長期間にわたって損なわれにくい。また、包装容器10では、高所から落下した際の耐衝撃性も向上することができる。これは、非接合部での外層体21及び内層体22間の摩擦によって衝撃が低減されるものと考えられる。
また、包装容器10は非接合部23を有するので、収容部V内の物体が持つ香料などの拡散抑制や溶媒の外部への溶出、染み出し防止に効果がある。したがって、外層体及び内層体の総厚みを薄くすることも可能となる。
また、包装容器10は非接合部23を有するので、収容部V内の物体が持つ香料などの拡散抑制や溶媒の外部への溶出、染み出し防止に効果がある。したがって、外層体及び内層体の総厚みを薄くすることも可能となる。
[包装容器10の製造方法]
本実施形態に係る包装容器10の製造方法について説明する。包装容器10の製造方法は、図9に示すように、積層シート20を用意する工程ST01と、内層体22同士を対向させる工程ST02と、封止部12を形成する工程ST03と、を含む。以下、包装容器10の製造方法の各工程について説明する。
本実施形態に係る包装容器10の製造方法について説明する。包装容器10の製造方法は、図9に示すように、積層シート20を用意する工程ST01と、内層体22同士を対向させる工程ST02と、封止部12を形成する工程ST03と、を含む。以下、包装容器10の製造方法の各工程について説明する。
(積層シート20を用意する工程ST01)
工程ST01では、包装容器10の製造に用いる積層シート20を用意する。本実施形態に係る包装容器10の製造には、図10~13に示す積層シート20を用いることができる。図10に示すように、本実施形態に係る積層シート20は、図1に示す包装容器10の形状に対応して矩形の平面形状を有する。積層シート20は、内層体22と、該内層体22と対向する外層体21とを有する。すなわち、図11に示すように、積層シート20は、包装容器10のシート部11a,11bと同様に、外層体21及び内層体22によって形成されている。積層シート20は、外層体21に設けられた第1リサイクル樹脂層Lr1を含むリサイクル樹脂部25を有する。本実施形態においては、図12,13に示すように、積層シート20の外層体21及び内層体22は、包装容器10のシート部11a,11bの外層体21及び内層体22と同様に構成されている。リサイクル樹脂部25は、内層体22に設けられた第2リサイクル樹脂層Lr2を更に含んでいる。第1リサイクル樹脂層Lr1と第2リサイクル樹脂層Lr2とは隣接している。
本実施形態の場合、外層体21と内層体22とは互いに同形状に形成されている。ただし、本発明は、この例に限らず、外層体21と内層体22とは互いに異形状であっても良い。異形状の場合は、外層体21は内層体22よりも大きい形状であることが好ましい。
工程ST01では、包装容器10の製造に用いる積層シート20を用意する。本実施形態に係る包装容器10の製造には、図10~13に示す積層シート20を用いることができる。図10に示すように、本実施形態に係る積層シート20は、図1に示す包装容器10の形状に対応して矩形の平面形状を有する。積層シート20は、内層体22と、該内層体22と対向する外層体21とを有する。すなわち、図11に示すように、積層シート20は、包装容器10のシート部11a,11bと同様に、外層体21及び内層体22によって形成されている。積層シート20は、外層体21に設けられた第1リサイクル樹脂層Lr1を含むリサイクル樹脂部25を有する。本実施形態においては、図12,13に示すように、積層シート20の外層体21及び内層体22は、包装容器10のシート部11a,11bの外層体21及び内層体22と同様に構成されている。リサイクル樹脂部25は、内層体22に設けられた第2リサイクル樹脂層Lr2を更に含んでいる。第1リサイクル樹脂層Lr1と第2リサイクル樹脂層Lr2とは隣接している。
本実施形態の場合、外層体21と内層体22とは互いに同形状に形成されている。ただし、本発明は、この例に限らず、外層体21と内層体22とは互いに異形状であっても良い。異形状の場合は、外層体21は内層体22よりも大きい形状であることが好ましい。
また、積層シート20は、外層体21と内層体22とが接合されていない非接合部23を有する。本実施形態において、積層シート20には、周縁部に沿って、外層体21と内層体22とを接合する接合部24が設けられている。すなわち、積層シート20には、図10に破線で示す矩形の輪郭に沿った領域に、外層体21と内層体22とを接合する接合部24が設けられ、接合部24の内側に非接合部23が設けられている。接合部24は、相互に対向する外層体21の第1リサイクル樹脂層Lr1及び内層体22の第2リサイクル樹脂層Lr2が熱可塑性を有する場合には、熱シールで形成することができる。なお、接合部24は、熱シールによらずに接着剤などの接合部材を用いて形成することもできる。
(内層体22同士を対向させる工程ST02)
工程ST02では、上記の工程ST01で用意された積層シート20の内層体22同士を対向させる。図14には、積層シート20を用いて図1に示す包装容器10を製造する際の折り線fm,fvが示されている。包装容器10の製造方法の工程ST02においては、積層シート20を折ることで内層体22同士を相互に対向させる。詳しくは、本実施形態の積層シート20では、中央に位置する折り線fmにおいて紙面手前に突出するように折り、折り線fmの両側に位置する折り線fvにおいて紙面奥側に窪むように折り返すことで、内層体22同士を相互に対向させる。そして、後述する工程S03において、積層シート20が袋状になるように対向する内層体22同士を封止する封止部12を形成する。詳しくは、上記のように折り線fm,fvで折られた積層シート20の相互に対向する内層体22間における図14に示すドットパターン示す領域に封止部12を設けることにより、図1に示す包装容器10が得られる。
工程ST02では、上記の工程ST01で用意された積層シート20の内層体22同士を対向させる。図14には、積層シート20を用いて図1に示す包装容器10を製造する際の折り線fm,fvが示されている。包装容器10の製造方法の工程ST02においては、積層シート20を折ることで内層体22同士を相互に対向させる。詳しくは、本実施形態の積層シート20では、中央に位置する折り線fmにおいて紙面手前に突出するように折り、折り線fmの両側に位置する折り線fvにおいて紙面奥側に窪むように折り返すことで、内層体22同士を相互に対向させる。そして、後述する工程S03において、積層シート20が袋状になるように対向する内層体22同士を封止する封止部12を形成する。詳しくは、上記のように折り線fm,fvで折られた積層シート20の相互に対向する内層体22間における図14に示すドットパターン示す領域に封止部12を設けることにより、図1に示す包装容器10が得られる。
上記のように得られた包装容器10では、2つの折り線fvの間の領域が、底部のマチを構成する。積層シート20では、上記のとおり外層体21及び内層体22の曲げ加工性が高いため、折り線fm,fvにおいて急峻に屈曲させることができる。特に、図10に示すように、積層シート20の状態において、折り線fm,fvとなる領域に沿って非接合部23が形成されていることによって、曲げ加工性が高くなり、折り線fm,fvにおいて急峻に屈曲させることができる。これにより、包装容器10では、正立姿勢としない搬送時などに、折り線fm,fvにおいて底部のマチを小さく折り畳むことで、コンパクトな形状とすることができる。特に、外層体21、内層体22自体の厚みが大きくなった場合や、リサイクル樹脂層の厚みが大きくなった場合においても、曲げ加工性を高くすることができる。このようにして、リサイクル樹脂を利用して多様な包装容器を製造することが可能となる。
更に、積層シート20では、上記のとおり外層体21及び内層体22の加工安定性が高いため、折り線fm,fvにおける屈曲状態が良好に維持されやすい。このため、ステップS02後の屈曲状態の積層シート20では、工程S03において封止部12が形成される前における相互に重なる内層体22同士の位置ずれの発生を防止することができる。したがって、積層シート20を用いて製造することで、製品仕様通りの包装容器10が得られやすい。
更に、積層シート20では、上記のとおり外層体21及び内層体22の加工安定性が高いため、折り線fm,fvにおける屈曲状態が良好に維持されやすい。このため、ステップS02後の屈曲状態の積層シート20では、工程S03において封止部12が形成される前における相互に重なる内層体22同士の位置ずれの発生を防止することができる。したがって、積層シート20を用いて製造することで、製品仕様通りの包装容器10が得られやすい。
(封止部を形成する工程ST03)
工程ST03では、上記の工程ST02で相互に対向させられた内層体22に封止部12を形成する。包装容器10の封止部12は、例えば、熱シールで積層シート20の内層体22の最内層Liを熱融着することで形成することができる。これにより、短時間で容易に封止部12を形成することができる。なお、封止部12の形成方法は、熱シールに限定されない。例えば、積層シート20の左右の二辺に沿った封止部12の形成には、接着剤などの封止部材を用いてもよい。
工程ST03では、上記の工程ST02で相互に対向させられた内層体22に封止部12を形成する。包装容器10の封止部12は、例えば、熱シールで積層シート20の内層体22の最内層Liを熱融着することで形成することができる。これにより、短時間で容易に封止部12を形成することができる。なお、封止部12の形成方法は、熱シールに限定されない。例えば、積層シート20の左右の二辺に沿った封止部12の形成には、接着剤などの封止部材を用いてもよい。
なお、包装容器10の製造には、外層体21と内層体22とを接合する接合部24が設けられていない積層シート20を用いることもできる。この場合、外層体21と内層体22とを接合する接合部24を、封止部12と同時に形成することができる。つまり、外層体21と内層体22との熱融着とシート部11a,11bの熱融着とを熱シールで一度に行うことで、封止部12と接合部24とを同時に形成可能である。これにより、積層シート20に接合部24を単独で設ける工程を省略できるため、包装容器10の製造コストを低減することができる。
また、積層シート20を用いて製造可能な包装容器10としては、図1に示すスタンディング型のパウチ容器に限定されず、スパウト付きパウチなどその他のパウチ容器であったり、平面状のピロー型の容器、バックインボックスや緩衝容器などであってもよい。平面状のピロー型の容器の場合、例えば、図15に示すように、積層シート20を中央の折り線fvで内層体22同士が相互に対向するように折り畳み、積層シート20の輪郭に沿ったドットパターンで示す領域に封止部12を設けることができる。
[包装容器10の他の構成例]
本実施形態に係る包装容器10では、外層体21及び内層体22に上記以外の層が設けられていてもよい。例えば、包装容器10では、図16に示すように、内層体22が、最内層Liとバリア層Lbとの間に配置されたナイロン層Lnを含んでいてもよい。ナイロン層Lnは、酸素の透過性が低いため、包装容器10の外部環境と収容部Vとの間における酸素の流入及び流出を抑制することができる。また、延性が高いため、突き刺し強度を向上させることができる。
本実施形態に係る包装容器10では、外層体21及び内層体22に上記以外の層が設けられていてもよい。例えば、包装容器10では、図16に示すように、内層体22が、最内層Liとバリア層Lbとの間に配置されたナイロン層Lnを含んでいてもよい。ナイロン層Lnは、酸素の透過性が低いため、包装容器10の外部環境と収容部Vとの間における酸素の流入及び流出を抑制することができる。また、延性が高いため、突き刺し強度を向上させることができる。
また、本実施形態に係る包装容器10では、少なくとも外層体21に第1リサイクル樹脂層Lr1が設けられていればよい。つまり、包装容器10では、リサイクル樹脂部25が、外層体21の第1リサイクル樹脂層Lr1を含んでいればよく、内層体22の第2リサイクル樹脂層Lr2を含んでいなくてもよい。言い換えると、内層体22にはリサイクル樹脂部25が設けれていなくてもよい。リサイクル樹脂部25が第1リサイクル樹脂層Lr1のみで構成される包装容器10では、図17に示すように、リサイクル樹脂の使用量を確保するために、第1リサイクル樹脂層Lr1の厚みを大きくすることができる。この構成の包装容器10でも、非接合部23の作用によって、外層体21と内層体22とが一体の構成よりも高い曲げ加工性が得られる。更に、収容部Vを形成する内層体22には第2リサイクル樹脂層Lr2が設けられていないので、収容物の成分が容器側に移行したとしても、リサイクル樹脂に対する影響を低減させることができる。なお、本実施形態に係る包装容器10では、内層体22の最内層Li、内層体22のバリア層Lb、及び外層体21の最外層Loの少なくとも1つが設けられていなくてもよい。また、内層体22に第2リサイクル樹脂層Lr2を含まない構成の包装容器10では、バリア層Lbが外層体21における第1リサイクル樹脂層Lr1よりも内側に設けられていてもよい。
[その他の実施形態]
以上、本発明の各実施形態について説明したが、本発明は上述の実施形態にのみ限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
以上、本発明の各実施形態について説明したが、本発明は上述の実施形態にのみ限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
例えば、本実施形態に係る包装容器10のシート部11a,11bは、単一の積層シート20で形成されていなくてもよい。つまり、第1シート部11aと第2シート部11bとをそれぞれ別々の積層シート20で構成し、2枚の積層シート20を貼り合わせることで作製してもよい。この構成の包装容器10では、シート部11a,11bの四辺に沿った全周にわたって封止部12を設けることにより、シート部11a,11b間の収容部Vを密閉することができる。この構成の包装容器10では、シート部11a,11bで外層体21及び内層体22の構成が異なっていてもよい。
また、本実施形態に係る包装容器10では、非接合部23に充填材が充填されていてもよい。包装容器10では、各シート部11a,11bの非接合部23に充填材を充填することで、例えば、容器としての高い剛性を得ることができる。非接合部23に充填する充填材としては、流体(気体又は液体)、固体(例えば粉粒体、樹脂ペレットなど)、又は半固体(例えば発泡材など)とすることができ、空気などの気体であることが好ましい。また、非接合部23の内圧は、特に限定されないが、包装容器10に高い剛性を付与する観点からは、大気圧よりも高圧であることが好ましく、例えば、ゲージ圧換算で10kPa以上、より好ましくは20kPa以上とすることができ、500kPa以下、より好ましくは100kPa以下とすることができる。なお、充填材の充填は、包装容器10の外部から非接合部23に充填材を供給する方法以外に、例えば、気体に相変化する固体又は液体の充填材を非接合部23に予め入れておき、包装容器10の内部において自発的に気体を発生させる方法(化学的反応方法を含む)も使用することもできる。
加えて、本実施形態に係る包装容器10の外層体21は、内層体22の外側に位置していればよく、単一の積層体として構成されていなくてもよい。例えば、包装容器10では、外層体21を構成する各層の間に、相互に接合されていない非接合部が形成されていてもよく、その非接合部に空気などの充填材を充填してもよい。
加えて、本実施形態に係る包装容器10の外層体21は、内層体22の外側に位置していればよく、単一の積層体として構成されていなくてもよい。例えば、包装容器10では、外層体21を構成する各層の間に、相互に接合されていない非接合部が形成されていてもよく、その非接合部に空気などの充填材を充填してもよい。
更に、本実施形態に係る包装容器10では、外層体21及び内層体22における非接合部23及び接合部24の配置が上記に限定されない。例えば、包装容器10では、非接合部23や接合部24が、外層体21と内層体22との間の全領域にわたって点や線などで構成された格子状や面状のパターンなどで形成されていてもよい。また、非接合部23や接合部24のパターンは、連続のパターンであっても、不連続のパターンであってもよい。更に、非接合部23や接合部24のパターンは、規則性のあるパターンであっても、不規則なパターンであってもよい。
また、本実施形態に係る包装容器10では、外層体21と内層体22とが互いに同形状に形成された積層シート20を用いて製造したが、内層体22が外層体21より一回り小さい形状の積層シートを用いて製造しても構わない。その場合、包装容器10では、第1シート部11aの外層体21と第2シート部11bの外層体21とが接合された封止部12を形成することができる。更に、封止部12は、第1シート部11a及び第2シート部11bの外層体21及び内層体22の両方に跨って形成されていてもよい。
更に、本実施形態に係る包装容器10には、相互に対向する第1シート部11a及び第2シート部11b以外にも、外層体21と内層体22と非接合部23とを含む積層シート20を用いた構成が設けられていてもよい。例えば、図18,19に示すように、包装容器10には、第1シート部11aと第2シート部11bとを底部において接続する第3シート部11cが設けられていてもよい。第3シート部11cは内側に向けて凸状に折られることで、包装容器10の底部のマチを構成する。また、図20,21に示すように、包装容器10では、第1シート部11a、第2シート部11b、及び第3シート部11cを別々の積層シート20で構成し、第1シート部11aと第3シート部11cとの間、及び第2シート部11bと第3シート部11cとの間の2ヶ所をそれぞれ封止部12によって封止してもよい。
また、図22,23に示すように、包装容器10には、第1シート部11aと第2シート部11bとを両側部において接続する一対の第4シート部11dが設けられていてもよい。一対の第4シート部11dは内側に向けて凸状に折られることで、包装容器10の両側部のマチを構成する。また、包装容器10では、第1シート部11a、第2シート部11b、及び一対の第4シート部11dを別々の積層シート20で構成し、第1シート部11aと一対の第4シート部11dとの間、及び第2シート部11bと一対の第4シート部11dとの間の4ヶ所をそれぞれ封止部12によって封止してもよい。
また、図22,23に示すように、包装容器10には、第1シート部11aと第2シート部11bとを両側部において接続する一対の第4シート部11dが設けられていてもよい。一対の第4シート部11dは内側に向けて凸状に折られることで、包装容器10の両側部のマチを構成する。また、包装容器10では、第1シート部11a、第2シート部11b、及び一対の第4シート部11dを別々の積層シート20で構成し、第1シート部11aと一対の第4シート部11dとの間、及び第2シート部11bと一対の第4シート部11dとの間の4ヶ所をそれぞれ封止部12によって封止してもよい。
加えて、本発明の包装容器10の形状は、収容部Vに収容する物体の形状や性質などに応じて、一般的に包装体として用いられる形状を任意に応用することが可能である。一例として、包装容器10の平面形状は、矩形状、多角形状、円形状、楕円形状、及び台形状のいずれか1つ、または2つ以上の組み合わせとすることができる。具体例として、包装容器10は、図24,25に示すように、略円形の平面形状で構成することができる。包装容器10を製造するために用いる積層シート20の形状も、包装容器10に求められる形状に応じて任意に決定可能である。一例として、積層シート20の平面形状は、矩形状、多角形状、円形状、楕円形状、及び台形状のいずれか1つ、または2つ以上の組み合わせとすることができる。
上述した実施形態に関し、本発明は更に以下の包装容器、積層シート、及び包装容器の製造方法を開示する。
<1>
第1シート部と、前記第1シート部と対向する第2シート部と、前記第1シート部と前記第2シート部との間に形成された収容部と、前記収容部の周囲の少なくとも一部において前記第1シート部と前記第2シート部とが封止された封止部と、を具備し、
前記第1シート部及び前記第2シート部の少なくとも一方は、前記収容部を画定する内層体と、前記内層体の外側に配置される外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部と前記収容部との間に位置する非金属バリア層と、前記内層体と前記外層体とが接合された接合部と、前記内層体と前記外層体とが接合されていない非接合部と、を含む
包装容器。
<2>
上記<1>に記載の包装容器であって、
前記非金属バリア層が前記内層体に設けられている
包装容器。
<3>
上記<1>又は<2>に記載の包装容器であって、
前記非金属バリア層は、EVOH層を含む
包装容器。
<4>
上記<1>から<3>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
包装容器。
<5>
上記<4>に記載の包装容器であって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
包装容器。
<6>
上記<4>又は<5>に記載の包装容器であって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
包装容器。
<7>
上記<4>から<6>のいずれか1つに記載の包装容器であって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
包装容器。
<8>
上記<1>から<3>のいずれか1つに記載の包装容器であって、
前記内層体には前記リサイクル樹脂部が設けられていない
包装容器。
<9>
上記<1>から<8>のいずれか1つに記載の包装容器であって、
前記第1シート部及び前記第2シート部がそれぞれ、前記内層体と前記外層体と前記リサイクル樹脂部と前記非金属バリア層と前記接合部と前記非接合部とを含み、
前記第1シート部及び前記第2シート部は、曲げ加工が加えられた単一の積層シートで構成されている
包装容器。
<10>
上記<1>から<9>のいずれか1つに記載の包装容器であって、
前記収容部と対向する領域に前記非接合部が設けられ、前記封止部と対向する領域に前記接合部が設けられている
包装容器。
<11>
上記<1>から<10>のいずれか1つに記載の包装容器であって、
前記非接合部に流体、固体、及び半固体の少なくとも1つから構成される充填材が充填されている
包装容器。
<12>
上記<1>から<11>のいずれか1つに記載の包装容器であって、
前記内層体が熱可塑性樹脂で形成された最内層を更に含み、
前記封止部は、熱シールで形成されている
包装容器。
<13>
上記<1>から<12>のいずれか1つに記載の包装容器であって、
前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
包装容器。
<14>
上記<13>に記載の包装容器であって、
前記印刷層は、前記外層体における最も外側に配されている
包装容器。
<15>
上記<1>から<14>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
包装容器。
<16>
上記<15>に記載の包装容器であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
包装容器。
<17>
上記<1>から<16>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
包装容器。
<18>
上記<1>から<17>のいずれか1つに記載の包装容器であって、
前記第1シート部及び前記第2シート部がそれぞれ、前記内層体と前記外層体と前記リサイクル樹脂部と前記非金属バリア層と前記接合部と前記非接合部とを含み、
前記第1シート部の前記内層体と前記第2シート部の前記内層体とが接合されて前記封止部が形成されている
包装容器。
<19>
上記<1>から<18>のいずれか1つに記載の包装容器であって、
前記第1シート部及び前記第2シート部がそれぞれ、前記内層体と前記外層体と前記リサイクル樹脂部と前記非金属バリア層と前記接合部と前記非接合部とを含み、
前記第1シート部の前記外層体と前記第2シート部の前記外層体とが接合されて前記封止部が形成されている
包装容器。
<20>
上記<1>から<19>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
包装容器。
<21>
上記<1>から<20>のいずれか1つに記載の包装容器であって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
包装容器。
<22>
包装容器を製造するための積層シートであって、
内層体と、
前記内層体と対向する外層体と、
前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、
前記リサイクル樹脂部よりも内側に位置する非金属バリア層と、
前記内層体と前記外層体とが接合されていない非接合部と、
を具備する積層シート。
<23>
上記<22>に記載の積層シートであって、
前記非金属バリア層が前記内層体に設けられている
積層シート。
<24>
上記<22>又は<23>に記載の積層シートであって、
前記非金属バリア層は、EVOH層を含む
積層シート。
<25>
上記<22>から<24>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
積層シート。
<26>
上記<25>に記載の積層シートであって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
積層シート。
<27>
上記<25>又は<26>に記載の積層シートであって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
積層シート。
<28>
上記<25>から<27>のいずれか1つに記載の積層シートであって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
積層シート。
<29>
上記<22>から<24>のいずれか1つに記載の積層シートであって、
前記内層体には前記リサイクル樹脂部が設けられていない
積層シート。
<30>
上記<22>から<29>のいずれか1つに記載の積層シートであって、
前記非接合部に充填材が充填されている
積層シート。
<31>
上記<22>から<30>のいずれか1つに記載の積層シートであって、
前記内層体が熱可塑性樹脂で形成された最内層を更に含む
積層シート。
<32>
上記<22>から<31>のいずれか1つに記載の積層シートであって、
前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
積層シート。
<33>
上記<32>に記載の積層シートであって、
前記印刷層は、前記外層体における最も外側に配されている
積層シート。
<34>
上記<22>から<33>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
積層シート。
<35>
上記<34>に記載の積層シートであって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
積層シート。
<36>
上記<22>から<35>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
積層シート。
<37>
上記<22>から<36>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
積層シート。
<38>
上記<22>から<37>のいずれか1つに記載の積層シートであって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
積層シート。
<39>
上記<22>から<38>のいずれか1つに記載の積層シートであって、
前記外層体と前記内層体とは互いに同形状に形成されている
積層シート。
<40>
上記<22>から<39>のいずれか1つに記載の積層シートであって、
周縁部に沿って、前記内層体と前記外層体とが接合された接合部を有する
積層シート。
<41>
内層体と、前記内層体と対向する外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部よりも内側に位置する非金属バリア層と、前記内層体と前記外層体とが接合されていない非接合部と、を有する積層シートを用意する工程と、
前記積層シートを折ることで前記内層体同士を相互に対向させる工程と、
前記内層体同士を相互に対向させた前記積層シートを袋状になるように封止する封止部を形成する工程と、
を含む包装容器の製造方法。
<42>
上記<41>に記載の包装容器の製造方法であって、
前記非金属バリア層が前記内層体に設けられている
包装容器の製造方法。
<43>
上記<41>又は<42>に記載の包装容器の製造方法であって、
前記非金属バリア層は、EVOH層を含む
包装容器の製造方法。
<44>
上記<41>から<43>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体と前記外層体とが接合された接合部を有する前記積層シートを用意する
包装容器の製造方法。
<45>
上記<41>から<43>のいずれか1つに記載の包装容器の製造方法であって、
前記封止部を形成する工程において、前記内層体と前記外層体とを接合する接合部を熱シールで形成する
包装容器の製造方法。
<46>
上記<45>に記載の包装容器の製造方法であって、
前記内層体と前記外層体とが接合されていない前記積層シートを用意し、
前記封止部を形成する工程において、前記封止部と前記接合部とを熱シールで同時に形成する
包装容器の製造方法。
<47>
上記<41>から<46>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体同士を接合することで前記封止部を形成する
包装容器の製造方法。
<48>
上記<41>から<44>のいずれか1つに記載の包装容器の製造方法であって、
前記外層体同士を接合することで前記封止部を形成する
包装容器の製造方法。
<49>
上記<41>から<48>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体同士を相互に対向させる工程において、前記非接合部が設けられた領域に沿って前記積層シートを折る
包装容器の製造方法。
<50>
上記<41>から<49>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
包装容器の製造方法。
<51>
上記<50>に記載の包装容器の製造方法であって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
包装容器の製造方法。
<52>
上記<50>又は<51>に記載の包装容器の製造方法であって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
包装容器の製造方法。
<53>
上記<50>から<52>のいずれか1つに記載の包装容器の製造方法であって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
包装容器の製造方法。
<54>
上記<41>から<49>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体には前記リサイクル樹脂部が設けられていない
包装容器の製造方法。
<55>
上記<41>から<54>のいずれか1つに記載の包装容器の製造方法であって、
前記非接合部に充填材が充填されている
包装容器の製造方法。
<56>
上記<41>から<55>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体が熱可塑性樹脂で形成された最内層を更に含み、
前記封止部は、熱シールで形成される
包装容器の製造方法。
<57>
上記<41>から<56>のいずれか1つに記載の包装容器の製造方法であって、
前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
包装容器の製造方法。
<58>
上記<57>に記載の包装容器の製造方法であって、
前記印刷層は、前記外層体における最も外側に配されている
包装容器の製造方法。
<59>
上記<41>から<58>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
包装容器の製造方法。
<60>
上記<59>に記載の包装容器の製造方法であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
包装容器の製造方法。
<61>
上記<41>から<60>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
包装容器の製造方法。
<62>
上記<41>から<61>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体同士が接合されて前記封止部が形成されている
包装容器の製造方法。
<63>
上記<41>から<62>のいずれか1つに記載の包装容器の製造方法であって、
前記外層体同士が接合されて前記封止部が形成されている
包装容器の製造方法。
<64>
上記<41>から<63>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
包装容器の製造方法。
<65>
上記<41>から<64>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
包装容器の製造方法。
<1>
第1シート部と、前記第1シート部と対向する第2シート部と、前記第1シート部と前記第2シート部との間に形成された収容部と、前記収容部の周囲の少なくとも一部において前記第1シート部と前記第2シート部とが封止された封止部と、を具備し、
前記第1シート部及び前記第2シート部の少なくとも一方は、前記収容部を画定する内層体と、前記内層体の外側に配置される外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部と前記収容部との間に位置する非金属バリア層と、前記内層体と前記外層体とが接合された接合部と、前記内層体と前記外層体とが接合されていない非接合部と、を含む
包装容器。
<2>
上記<1>に記載の包装容器であって、
前記非金属バリア層が前記内層体に設けられている
包装容器。
<3>
上記<1>又は<2>に記載の包装容器であって、
前記非金属バリア層は、EVOH層を含む
包装容器。
<4>
上記<1>から<3>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
包装容器。
<5>
上記<4>に記載の包装容器であって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
包装容器。
<6>
上記<4>又は<5>に記載の包装容器であって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
包装容器。
<7>
上記<4>から<6>のいずれか1つに記載の包装容器であって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
包装容器。
<8>
上記<1>から<3>のいずれか1つに記載の包装容器であって、
前記内層体には前記リサイクル樹脂部が設けられていない
包装容器。
<9>
上記<1>から<8>のいずれか1つに記載の包装容器であって、
前記第1シート部及び前記第2シート部がそれぞれ、前記内層体と前記外層体と前記リサイクル樹脂部と前記非金属バリア層と前記接合部と前記非接合部とを含み、
前記第1シート部及び前記第2シート部は、曲げ加工が加えられた単一の積層シートで構成されている
包装容器。
<10>
上記<1>から<9>のいずれか1つに記載の包装容器であって、
前記収容部と対向する領域に前記非接合部が設けられ、前記封止部と対向する領域に前記接合部が設けられている
包装容器。
<11>
上記<1>から<10>のいずれか1つに記載の包装容器であって、
前記非接合部に流体、固体、及び半固体の少なくとも1つから構成される充填材が充填されている
包装容器。
<12>
上記<1>から<11>のいずれか1つに記載の包装容器であって、
前記内層体が熱可塑性樹脂で形成された最内層を更に含み、
前記封止部は、熱シールで形成されている
包装容器。
<13>
上記<1>から<12>のいずれか1つに記載の包装容器であって、
前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
包装容器。
<14>
上記<13>に記載の包装容器であって、
前記印刷層は、前記外層体における最も外側に配されている
包装容器。
<15>
上記<1>から<14>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
包装容器。
<16>
上記<15>に記載の包装容器であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
包装容器。
<17>
上記<1>から<16>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
包装容器。
<18>
上記<1>から<17>のいずれか1つに記載の包装容器であって、
前記第1シート部及び前記第2シート部がそれぞれ、前記内層体と前記外層体と前記リサイクル樹脂部と前記非金属バリア層と前記接合部と前記非接合部とを含み、
前記第1シート部の前記内層体と前記第2シート部の前記内層体とが接合されて前記封止部が形成されている
包装容器。
<19>
上記<1>から<18>のいずれか1つに記載の包装容器であって、
前記第1シート部及び前記第2シート部がそれぞれ、前記内層体と前記外層体と前記リサイクル樹脂部と前記非金属バリア層と前記接合部と前記非接合部とを含み、
前記第1シート部の前記外層体と前記第2シート部の前記外層体とが接合されて前記封止部が形成されている
包装容器。
<20>
上記<1>から<19>のいずれか1つに記載の包装容器であって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
包装容器。
<21>
上記<1>から<20>のいずれか1つに記載の包装容器であって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
包装容器。
<22>
包装容器を製造するための積層シートであって、
内層体と、
前記内層体と対向する外層体と、
前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、
前記リサイクル樹脂部よりも内側に位置する非金属バリア層と、
前記内層体と前記外層体とが接合されていない非接合部と、
を具備する積層シート。
<23>
上記<22>に記載の積層シートであって、
前記非金属バリア層が前記内層体に設けられている
積層シート。
<24>
上記<22>又は<23>に記載の積層シートであって、
前記非金属バリア層は、EVOH層を含む
積層シート。
<25>
上記<22>から<24>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
積層シート。
<26>
上記<25>に記載の積層シートであって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
積層シート。
<27>
上記<25>又は<26>に記載の積層シートであって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
積層シート。
<28>
上記<25>から<27>のいずれか1つに記載の積層シートであって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
積層シート。
<29>
上記<22>から<24>のいずれか1つに記載の積層シートであって、
前記内層体には前記リサイクル樹脂部が設けられていない
積層シート。
<30>
上記<22>から<29>のいずれか1つに記載の積層シートであって、
前記非接合部に充填材が充填されている
積層シート。
<31>
上記<22>から<30>のいずれか1つに記載の積層シートであって、
前記内層体が熱可塑性樹脂で形成された最内層を更に含む
積層シート。
<32>
上記<22>から<31>のいずれか1つに記載の積層シートであって、
前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
積層シート。
<33>
上記<32>に記載の積層シートであって、
前記印刷層は、前記外層体における最も外側に配されている
積層シート。
<34>
上記<22>から<33>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
積層シート。
<35>
上記<34>に記載の積層シートであって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
積層シート。
<36>
上記<22>から<35>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
積層シート。
<37>
上記<22>から<36>のいずれか1つに記載の積層シートであって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
積層シート。
<38>
上記<22>から<37>のいずれか1つに記載の積層シートであって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
積層シート。
<39>
上記<22>から<38>のいずれか1つに記載の積層シートであって、
前記外層体と前記内層体とは互いに同形状に形成されている
積層シート。
<40>
上記<22>から<39>のいずれか1つに記載の積層シートであって、
周縁部に沿って、前記内層体と前記外層体とが接合された接合部を有する
積層シート。
<41>
内層体と、前記内層体と対向する外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部よりも内側に位置する非金属バリア層と、前記内層体と前記外層体とが接合されていない非接合部と、を有する積層シートを用意する工程と、
前記積層シートを折ることで前記内層体同士を相互に対向させる工程と、
前記内層体同士を相互に対向させた前記積層シートを袋状になるように封止する封止部を形成する工程と、
を含む包装容器の製造方法。
<42>
上記<41>に記載の包装容器の製造方法であって、
前記非金属バリア層が前記内層体に設けられている
包装容器の製造方法。
<43>
上記<41>又は<42>に記載の包装容器の製造方法であって、
前記非金属バリア層は、EVOH層を含む
包装容器の製造方法。
<44>
上記<41>から<43>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体と前記外層体とが接合された接合部を有する前記積層シートを用意する
包装容器の製造方法。
<45>
上記<41>から<43>のいずれか1つに記載の包装容器の製造方法であって、
前記封止部を形成する工程において、前記内層体と前記外層体とを接合する接合部を熱シールで形成する
包装容器の製造方法。
<46>
上記<45>に記載の包装容器の製造方法であって、
前記内層体と前記外層体とが接合されていない前記積層シートを用意し、
前記封止部を形成する工程において、前記封止部と前記接合部とを熱シールで同時に形成する
包装容器の製造方法。
<47>
上記<41>から<46>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体同士を接合することで前記封止部を形成する
包装容器の製造方法。
<48>
上記<41>から<44>のいずれか1つに記載の包装容器の製造方法であって、
前記外層体同士を接合することで前記封止部を形成する
包装容器の製造方法。
<49>
上記<41>から<48>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体同士を相互に対向させる工程において、前記非接合部が設けられた領域に沿って前記積層シートを折る
包装容器の製造方法。
<50>
上記<41>から<49>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
包装容器の製造方法。
<51>
上記<50>に記載の包装容器の製造方法であって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
包装容器の製造方法。
<52>
上記<50>又は<51>に記載の包装容器の製造方法であって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
包装容器の製造方法。
<53>
上記<50>から<52>のいずれか1つに記載の包装容器の製造方法であって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
包装容器の製造方法。
<54>
上記<41>から<49>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体には前記リサイクル樹脂部が設けられていない
包装容器の製造方法。
<55>
上記<41>から<54>のいずれか1つに記載の包装容器の製造方法であって、
前記非接合部に充填材が充填されている
包装容器の製造方法。
<56>
上記<41>から<55>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体が熱可塑性樹脂で形成された最内層を更に含み、
前記封止部は、熱シールで形成される
包装容器の製造方法。
<57>
上記<41>から<56>のいずれか1つに記載の包装容器の製造方法であって、
前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
包装容器の製造方法。
<58>
上記<57>に記載の包装容器の製造方法であって、
前記印刷層は、前記外層体における最も外側に配されている
包装容器の製造方法。
<59>
上記<41>から<58>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
包装容器の製造方法。
<60>
上記<59>に記載の包装容器の製造方法であって、
前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
包装容器の製造方法。
<61>
上記<41>から<60>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
包装容器の製造方法。
<62>
上記<41>から<61>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体同士が接合されて前記封止部が形成されている
包装容器の製造方法。
<63>
上記<41>から<62>のいずれか1つに記載の包装容器の製造方法であって、
前記外層体同士が接合されて前記封止部が形成されている
包装容器の製造方法。
<64>
上記<41>から<63>のいずれか1つに記載の包装容器の製造方法であって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
包装容器の製造方法。
<65>
上記<41>から<64>のいずれか1つに記載の包装容器の製造方法であって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
包装容器の製造方法。
[実施例及び比較例]
上記実施形態の実施例として、積層シート20のサンプル1,2を作製した。サンプル1,2のいずれでも、外層体21を最外層Lo及び第1リサイクル樹脂層Lr1で構成し、内層体22を最内層Li及び第2リサイクル樹脂層Lr2で構成し、外層体21と内層体22の間には非接合部23を設けた。サンプル1,2における最外層Lo及び最内層Liはいずれも、厚み200μmのポリプロピレン層で構成した。サンプル1では、外層体21の第1リサイクル樹脂層Lr1を厚み300μmのポリエステル系リサイクル樹脂層で構成し、内層体22の第2リサイクル樹脂層Lr2を厚み300μmのポリエステル系リサイクル樹脂層と厚み300μmのビニル系リサイクル樹脂層との2層で構成した。サンプル2では、外層体21の第1リサイクル樹脂層Lr1を厚み300μmのポリエステル系リサイクル樹脂層と厚み600μmのビニル系リサイクル樹脂層との2層で構成し、内層体22の第2リサイクル樹脂層Lr2を厚み300μmのポリエステル系リサイクル樹脂層で構成した。
また、上記実施形態の比較例として、積層シートのサンプル3,4を作製した。サンプル3,4はいずれも、非接合部23を設けずに構成され、つまり外層体21と内層体22とが全面接着されている点で上記実施形態とは異なる。サンプル3における外層体21及び内層体22それぞれの構成はサンプル1と同様であり、サンプル4における外層体21及び内層体22それぞれの構成はサンプル2と同様である。
上記実施形態の実施例として、積層シート20のサンプル1,2を作製した。サンプル1,2のいずれでも、外層体21を最外層Lo及び第1リサイクル樹脂層Lr1で構成し、内層体22を最内層Li及び第2リサイクル樹脂層Lr2で構成し、外層体21と内層体22の間には非接合部23を設けた。サンプル1,2における最外層Lo及び最内層Liはいずれも、厚み200μmのポリプロピレン層で構成した。サンプル1では、外層体21の第1リサイクル樹脂層Lr1を厚み300μmのポリエステル系リサイクル樹脂層で構成し、内層体22の第2リサイクル樹脂層Lr2を厚み300μmのポリエステル系リサイクル樹脂層と厚み300μmのビニル系リサイクル樹脂層との2層で構成した。サンプル2では、外層体21の第1リサイクル樹脂層Lr1を厚み300μmのポリエステル系リサイクル樹脂層と厚み600μmのビニル系リサイクル樹脂層との2層で構成し、内層体22の第2リサイクル樹脂層Lr2を厚み300μmのポリエステル系リサイクル樹脂層で構成した。
また、上記実施形態の比較例として、積層シートのサンプル3,4を作製した。サンプル3,4はいずれも、非接合部23を設けずに構成され、つまり外層体21と内層体22とが全面接着されている点で上記実施形態とは異なる。サンプル3における外層体21及び内層体22それぞれの構成はサンプル1と同様であり、サンプル4における外層体21及び内層体22それぞれの構成はサンプル2と同様である。
まず、各サンプル1~4について、曲げ加工性の評価を行った。具体的に、図26に示すように、各サンプル1~4に対して、折り線fで2つに折り畳む曲げ加工を加えた。図26には、曲げ加工の前の積層シート20を破線で示し、曲げ加工後の積層シート20を実線で示している。この曲げ加工によって、各サンプル1~4には折り線fの付近において局所に応力が集中することで生じる永久歪みによって加工皺が細い線として現れる。各サンプル1~4では、加工皺の本数が少ないほど、また各加工皺の長さが小さいほど、曲げ加工の際の変形がスムーズであり、つまり曲げ加工性が高いことがわかる。各サンプル1~4について、加工皺の最大長及び本数を計測した。その結果を表1に示す。

表1には、各サンプル1~4について、リサイクル樹脂層Lr1,lr2のヤング率及び曲げ剛性、外層体21及び内層体22の合計厚み、並びに加工皺の最大長及び本数が示されている。なお、表1に示すサンプル1~4のヤング率及び曲げ剛性の値は、比較例に係るサンプル3のヤング率及び曲げ剛性の値を1.0として規格化した相対値で示している。
サンプル1,3を比較すると、加工皺の本数が同程度であるものの、加工皺の最大長がサンプル1の方がサンプル3よりも小さかった。また、サンプル2,4を比較すると、加工皺の本数が同程度であるものの、加工皺の最大長がサンプル2の方がサンプル4よりも小さかった。この結果より、実施例に係るサンプル1,2では、非接合部23の作用によって比較例に係るサンプル1,2よりも高い曲げ加工性が得られていることがわかる。
また、実施例に係るサンプル1,2を比較すると、サンプル2においてサンプル1よりも加工皺の最大長が小さかった。この結果より、高い曲げ加工性を得るために、第1リサイクル樹脂層Lr1の曲げ剛性が第2リサイクル樹脂層Lr2の曲げ剛性よりも小さいことが有利であることがわかる。
サンプル1,3を比較すると、加工皺の本数が同程度であるものの、加工皺の最大長がサンプル1の方がサンプル3よりも小さかった。また、サンプル2,4を比較すると、加工皺の本数が同程度であるものの、加工皺の最大長がサンプル2の方がサンプル4よりも小さかった。この結果より、実施例に係るサンプル1,2では、非接合部23の作用によって比較例に係るサンプル1,2よりも高い曲げ加工性が得られていることがわかる。
また、実施例に係るサンプル1,2を比較すると、サンプル2においてサンプル1よりも加工皺の最大長が小さかった。この結果より、高い曲げ加工性を得るために、第1リサイクル樹脂層Lr1の曲げ剛性が第2リサイクル樹脂層Lr2の曲げ剛性よりも小さいことが有利であることがわかる。
次に、各サンプル1~4について加工安定性の評価を行った。具体的に、図26に示すように折り線fで2つに折り畳む曲げ加工を加えた各サンプル1~4を、図27に示すように平滑面上に載置し、つまり折り線fを境界とする一方の側の外側の面を平滑面に接触させた状態で保持した。
各サンプル1~4では、平滑面への載置後の時間の経過に伴って、図27に破線で示す曲げ加工前の状態に近づく戻り変形が徐々に進行する。積層シート20の戻り変形の過程では、折り線fにおける屈曲を緩やかにしながら折り線fを境界とする他方の側が平滑面上の一方の側に対して開くことで、積層シート20の両端部が離間していく。各サンプル1~4について、各経過時間における両端部間の距離dを測定した。また、各サンプル1~4について、曲げ加工前の両端部間の寸法をd0とし、戻り率(100・d/d0)を算出した。つまり、戻り率が100%の積層シート20は、曲げ加工前の状態に戻っていることになる。
図28は、各サンプル1~4における戻り率の経時変化を示すグラフである。実施例に係るサンプル1,2では、全体的に比較例に係るサンプル3,4よりも戻り率が小さかった。また、実施例に係るサンプル1,2では戻り変形の初期(載置から数時間程度)において戻り率が特に小さく、更に実施例に係るサンプル2では24時間経過後にも曲げ加工前の状態に戻らなかった。以上の結果から、実施例に係るサンプル1,2では、高い加工安定性が得られていることがわかる。
各サンプル1~4では、平滑面への載置後の時間の経過に伴って、図27に破線で示す曲げ加工前の状態に近づく戻り変形が徐々に進行する。積層シート20の戻り変形の過程では、折り線fにおける屈曲を緩やかにしながら折り線fを境界とする他方の側が平滑面上の一方の側に対して開くことで、積層シート20の両端部が離間していく。各サンプル1~4について、各経過時間における両端部間の距離dを測定した。また、各サンプル1~4について、曲げ加工前の両端部間の寸法をd0とし、戻り率(100・d/d0)を算出した。つまり、戻り率が100%の積層シート20は、曲げ加工前の状態に戻っていることになる。
図28は、各サンプル1~4における戻り率の経時変化を示すグラフである。実施例に係るサンプル1,2では、全体的に比較例に係るサンプル3,4よりも戻り率が小さかった。また、実施例に係るサンプル1,2では戻り変形の初期(載置から数時間程度)において戻り率が特に小さく、更に実施例に係るサンプル2では24時間経過後にも曲げ加工前の状態に戻らなかった。以上の結果から、実施例に係るサンプル1,2では、高い加工安定性が得られていることがわかる。
10…包装容器
11a,11b…シート部
12…封止部
20…積層シート
21…外層体
22…内層体
23…非接合部
24…接合部
25…リサイクル樹脂部
Lr1,Lr2…リサイクル樹脂層
Li…最内層
Lb…バリア層
Lo…最外層
V…収容部
11a,11b…シート部
12…封止部
20…積層シート
21…外層体
22…内層体
23…非接合部
24…接合部
25…リサイクル樹脂部
Lr1,Lr2…リサイクル樹脂層
Li…最内層
Lb…バリア層
Lo…最外層
V…収容部
Claims (33)
- 第1シート部と、前記第1シート部と対向する第2シート部と、前記第1シート部と前記第2シート部との間に形成された収容部と、前記収容部の周囲の少なくとも一部において前記第1シート部と前記第2シート部とが封止された封止部と、を具備し、
前記第1シート部及び前記第2シート部はそれぞれ、前記収容部を画定する内層体と、前記内層体の外側に配置される外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部と前記収容部との間に位置する非金属バリア層と、前記内層体と前記外層体とが接合された接合部と、前記内層体と前記外層体とが接合されていない非接合部と、を含む
包装容器。 - 請求項1に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記非金属バリア層が前記内層体に設けられている
包装容器。 - 請求項1又は2に記載の包装容器であって、
前記非金属バリア層は、EVOH層を含む
包装容器。 - 請求項1から3のいずれか1項に記載の包装容器であって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
包装容器。 - 請求項4に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
包装容器。 - 請求項4又は5に記載の包装容器であって、
前記第1リサイクル樹脂層の厚みが、前記第2リサイクル樹脂層の厚みより大きい
包装容器。 - 請求項4から6のいずれか1項に記載の包装容器であって、
前記第1リサイクル樹脂層の曲げ剛性が、前記第2リサイクル樹脂層の曲げ剛性より小さい
包装容器。 - 請求項1から3のいずれか1項に記載の包装容器であって、
前記内層体には前記リサイクル樹脂部が設けられていない
包装容器。 - 請求項1から8のいずれか1項に記載の包装容器であって、
前記第1シート部及び前記第2シート部は、曲げ加工が加えられた単一の積層シートで構成されている
包装容器。 - 請求項1から9のいずれか1項に記載の包装容器であって、
前記収容部と対向する領域に前記非接合部が設けられ、前記封止部と対向する領域に前記接合部が設けられている
包装容器。 - 請求項1から10のいずれか1項に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記非接合部に流体、固体、及び半固体の少なくとも1つから構成される充填材が充填されている
包装容器。 - 請求項1から11のいずれか1項に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記内層体が熱可塑性樹脂で形成された最内層を更に含み、
前記封止部は、熱シールで形成されている
包装容器。 - 請求項1から12のいずれか1項に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記外層体が前記第1リサイクル樹脂層よりも外側に印刷層を更に含む
包装容器。 - 請求項13に記載の包装容器であって、
前記印刷層は、前記外層体における最も外側に配されている
包装容器。 - 請求項1から14のいずれか1項に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上90%以下である
包装容器。 - 請求項15に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記リサイクル樹脂部の合計厚みが前記内層体及び前記外層体との合計厚みの10%以上50%以下である
包装容器。 - 請求項1から16のいずれか1項に記載の包装容器であって、
前記第1シート部及び前記第2シート部のそれぞれについて、前記リサイクル樹脂部の合計厚みが0.05mm以上0.7mm以下である
包装容器。 - 請求項1から17のいずれか1項に記載の包装容器であって、
前記第1シート部の前記内層体と前記第2シート部の前記内層体とが接合されて前記封止部が形成されている
包装容器。 - 請求項1から18のいずれか1項に記載の包装容器であって、
前記第1シート部の前記外層体と前記第2シート部の前記外層体とが接合されて前記封止部が形成されている
包装容器。 - 請求項1から19のいずれか1項に記載の包装容器であって、
前記リサイクル樹脂部は、メカニカルリサイクル樹脂で形成されている
包装容器。 - 請求項1から20のいずれか1項に記載の包装容器であって、
前記内層体及び前記外層体の少なくとも一方は、前記リサイクル樹脂部を含む共押出多層フィルムとして構成される
包装容器。 - 包装容器を製造するための積層シートであって、
内層体と、
前記内層体と対向する外層体と、
前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、
前記リサイクル樹脂部よりも内側に位置する非金属バリア層と、
前記内層体と前記外層体とが接合されていない非接合部と、
を具備する積層シート。 - 請求項22に記載の積層シートであって、
前記リサイクル樹脂部は、前記内層体に設けられた第2リサイクル樹脂層を更に含む
積層シート。 - 請求項23に記載の積層シートであって、
前記第1リサイクル樹脂層と前記第2リサイクル樹脂層とが隣接している
積層シート。 - 請求項22から24のいずれか1項に記載の積層シートであって、
前記外層体と前記内層体とは互いに同形状に形成されている
積層シート。 - 請求項22から25のいずれか1項に記載の積層シートであって、
周縁部に沿って、前記内層体と前記外層体とが接合された接合部を有する
積層シート。 - 内層体と、前記内層体と対向する外層体と、前記外層体に設けられた第1リサイクル樹脂層を含むリサイクル樹脂部と、前記リサイクル樹脂部よりも内側に位置する非金属バリア層と、前記内層体と前記外層体とが接合されていない非接合部と、を有する積層シートを用意する工程と、
前記積層シートを折ることで前記内層体同士を相互に対向させる工程と、
前記内層体同士を相互に対向させた前記積層シートを袋状になるように封止する封止部を形成する工程と、
を含む包装容器の製造方法。 - 請求項27に記載の包装容器の製造方法であって、
前記内層体と前記外層体とが接合された接合部を有する前記積層シートを用意する
包装容器の製造方法。 - 請求項27に記載の包装容器の製造方法であって、
前記封止部を形成する工程において、前記内層体と前記外層体とを接合する接合部を熱シールで形成する
包装容器の製造方法。 - 請求項29に記載の包装容器の製造方法であって、
前記内層体と前記外層体とが接合されていない前記積層シートを用意し、
前記封止部を形成する工程において、前記封止部と前記接合部とを熱シールで同時に形成する
包装容器の製造方法。 - 請求項27から30のいずれか1項に記載の包装容器の製造方法であって、
前記内層体同士を接合することで前記封止部を形成する
包装容器の製造方法。 - 請求項27又は28に記載の包装容器の製造方法であって、
前記外層体同士を接合することで前記封止部を形成する
包装容器の製造方法。 - 請求項27から32のいずれか1項に記載の包装容器の製造方法であって、
前記内層体同士を相互に対向させる工程において、前記非接合部が設けられた領域に沿って前記積層シートを折る
包装容器の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/024124 WO2021255915A1 (ja) | 2020-06-19 | 2020-06-19 | 包装容器 |
| JPPCT/JP2020/024124 | 2020-06-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021256552A1 true WO2021256552A1 (ja) | 2021-12-23 |
Family
ID=79267698
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/024124 WO2021255915A1 (ja) | 2020-06-19 | 2020-06-19 | 包装容器 |
| PCT/JP2021/023142 WO2021256552A1 (ja) | 2020-06-19 | 2021-06-18 | 包装容器 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/024124 WO2021255915A1 (ja) | 2020-06-19 | 2020-06-19 | 包装容器 |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202216550A (ja) |
| WO (2) | WO2021255915A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3040634U (ja) * | 1997-02-17 | 1997-08-26 | いなば食品株式会社 | 袋詰め愛玩動物用食品 |
| JP2002326221A (ja) * | 2001-04-27 | 2002-11-12 | Toppan Printing Co Ltd | 二層プリフォームの製造方法 |
| JP3162278U (ja) * | 2010-06-15 | 2010-08-26 | 協和商事株式会社 | 包装袋 |
| JP2015101057A (ja) * | 2013-11-27 | 2015-06-04 | 大日本印刷株式会社 | ポリエステルフィルム |
| JP2019151394A (ja) * | 2018-03-06 | 2019-09-12 | 凸版印刷株式会社 | 多重包装袋 |
| JP2020049837A (ja) * | 2018-09-27 | 2020-04-02 | 大日本印刷株式会社 | 植物由来ポリエチレンを含むシーラント層を有する手切り開封包装体用の積層体 |
| JP2020055567A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 包装材料およびパウチ |
-
2020
- 2020-06-19 WO PCT/JP2020/024124 patent/WO2021255915A1/ja active Application Filing
-
2021
- 2021-06-18 TW TW110122471A patent/TW202216550A/zh unknown
- 2021-06-18 WO PCT/JP2021/023142 patent/WO2021256552A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3040634U (ja) * | 1997-02-17 | 1997-08-26 | いなば食品株式会社 | 袋詰め愛玩動物用食品 |
| JP2002326221A (ja) * | 2001-04-27 | 2002-11-12 | Toppan Printing Co Ltd | 二層プリフォームの製造方法 |
| JP3162278U (ja) * | 2010-06-15 | 2010-08-26 | 協和商事株式会社 | 包装袋 |
| JP2015101057A (ja) * | 2013-11-27 | 2015-06-04 | 大日本印刷株式会社 | ポリエステルフィルム |
| JP2019151394A (ja) * | 2018-03-06 | 2019-09-12 | 凸版印刷株式会社 | 多重包装袋 |
| JP2020049837A (ja) * | 2018-09-27 | 2020-04-02 | 大日本印刷株式会社 | 植物由来ポリエチレンを含むシーラント層を有する手切り開封包装体用の積層体 |
| JP2020055567A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 包装材料およびパウチ |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202216550A (zh) | 2022-05-01 |
| WO2021255915A1 (ja) | 2021-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6876468B2 (ja) | 軟包材容器用中間材の製造方法、軟包材容器の製造方法及び軟包材容器包装体の製造方法 | |
| TWI507292B (zh) | 具撓性的重疊密封層壓管、層壓片及從層壓片製成管子之方法 | |
| WO2021181689A1 (ja) | シート材容器 | |
| JP2024003243A (ja) | 包装袋 | |
| JP2019182463A (ja) | スパウト付き袋 | |
| WO2021256552A1 (ja) | 包装容器 | |
| JP2020070041A (ja) | 包装容器 | |
| JP7360535B2 (ja) | シート材容器 | |
| JP3921883B2 (ja) | ラミネートチューブ用積層フィルム | |
| JP7012147B2 (ja) | 容器用シート | |
| JP2021155050A (ja) | 紙製チューブ容器 | |
| WO2022254546A1 (ja) | シート材容器 | |
| WO2023037474A1 (ja) | シート材容器 | |
| JP6151474B2 (ja) | パウチ容器及びその製造方法 | |
| JP7539287B2 (ja) | 容器用シート | |
| JP7288140B2 (ja) | 容器 | |
| JPH09314735A (ja) | 高バリア性包装材料および袋体 | |
| JP4993884B2 (ja) | 自立袋 | |
| US20080029584A1 (en) | Soap Bar Wrapper | |
| JP6886635B2 (ja) | パウチ、パウチの製造方法および内容物入パウチ | |
| JP2020059535A (ja) | ガセット袋 | |
| JP6470928B2 (ja) | パウチ容器用包材およびパウチ容器 | |
| JP7365222B2 (ja) | 容器 | |
| JP5845700B2 (ja) | 詰替え容器 | |
| JP2013010527A (ja) | 紙製容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21824954 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21824954 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |