WO2022254546A1 - シート材容器 - Google Patents
シート材容器 Download PDFInfo
- Publication number
- WO2022254546A1 WO2022254546A1 PCT/JP2021/020732 JP2021020732W WO2022254546A1 WO 2022254546 A1 WO2022254546 A1 WO 2022254546A1 JP 2021020732 W JP2021020732 W JP 2021020732W WO 2022254546 A1 WO2022254546 A1 WO 2022254546A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet material
- protective cover
- material container
- filling
- container
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 389
- 238000007789 sealing Methods 0.000 claims abstract description 42
- 239000000945 filler Substances 0.000 claims abstract description 22
- 230000004308 accommodation Effects 0.000 claims abstract description 10
- 230000001681 protective effect Effects 0.000 claims description 151
- 230000002093 peripheral effect Effects 0.000 claims description 51
- 238000005304 joining Methods 0.000 claims description 21
- 229920005989 resin Polymers 0.000 claims description 20
- 239000011347 resin Substances 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 15
- 238000004064 recycling Methods 0.000 claims description 12
- 239000000853 adhesive Substances 0.000 claims description 8
- 230000001070 adhesive effect Effects 0.000 claims description 8
- 238000005406 washing Methods 0.000 claims description 8
- 230000037303 wrinkles Effects 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 238000004891 communication Methods 0.000 claims description 3
- 238000004140 cleaning Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 182
- 230000004048 modification Effects 0.000 description 24
- 238000012986 modification Methods 0.000 description 24
- -1 polyethylene Polymers 0.000 description 17
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 13
- 230000004888 barrier function Effects 0.000 description 12
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 9
- 229920000139 polyethylene terephthalate Polymers 0.000 description 9
- 239000005020 polyethylene terephthalate Substances 0.000 description 9
- 238000007639 printing Methods 0.000 description 9
- 239000004700 high-density polyethylene Substances 0.000 description 8
- 239000004698 Polyethylene Substances 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- 239000004677 Nylon Substances 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 6
- 229920001903 high density polyethylene Polymers 0.000 description 6
- 239000000976 ink Substances 0.000 description 6
- 238000003780 insertion Methods 0.000 description 6
- 230000037431 insertion Effects 0.000 description 6
- 229920001778 nylon Polymers 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 239000000470 constituent Substances 0.000 description 5
- 229920000092 linear low density polyethylene Polymers 0.000 description 5
- 239000004707 linear low-density polyethylene Substances 0.000 description 5
- 239000004372 Polyvinyl alcohol Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000009990 desizing Methods 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 229920002451 polyvinyl alcohol Polymers 0.000 description 4
- 239000011247 coating layer Substances 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 239000005026 oriented polypropylene Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229920004889 linear high-density polyethylene Polymers 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 239000004798 oriented polystyrene Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- 101000576320 Homo sapiens Max-binding protein MNT Proteins 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 239000007844 bleaching agent Substances 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007794 irritation Effects 0.000 description 1
- 238000007644 letterpress printing Methods 0.000 description 1
- 239000010705 motor oil Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002114 nanocomposite Substances 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 210000002741 palatine tonsil Anatomy 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000002453 shampoo Substances 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/38—Articles or materials enclosed in two or more wrappers disposed one inside the other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B11/00—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use
- B05B11/01—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use characterised by the means producing the flow
- B05B11/02—Membranes or pistons acting on the contents inside the container, e.g. follower pistons
- B05B11/026—Membranes separating the content remaining in the container from the atmospheric air to compensate underpressure inside the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/05—Interconnection of layers the layers not being connected over the whole surface, e.g. discontinuous connection or patterned connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/20—Details of walls made of plastics material
- B65D11/22—Reinforcing for strengthening parts of members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/02—Local reinforcements or stiffening inserts, e.g. wires, strings, strips or frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/525—External rigid or semi-rigid supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5861—Spouts
- B65D75/5872—Non-integral spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5861—Spouts
- B65D75/5872—Non-integral spouts
- B65D75/5877—Non-integral spouts connected to a planar surface of the package wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5861—Spouts
- B65D75/5872—Non-integral spouts
- B65D75/5883—Non-integral spouts connected to the package at the sealed junction of two package walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B11/00—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use
- B05B11/01—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use characterised by the means producing the flow
- B05B11/10—Pump arrangements for transferring the contents from the container to a pump chamber by a sucking effect and forcing the contents out through the dispensing nozzle
- B05B11/1042—Components or details
- B05B11/1043—Sealing or attachment arrangements between pump and container
- B05B11/1046—Sealing or attachment arrangements between pump and container the pump chamber being arranged substantially coaxially to the neck of the container
- B05B11/1047—Sealing or attachment arrangements between pump and container the pump chamber being arranged substantially coaxially to the neck of the container the pump being preassembled as an independent unit before being mounted on the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B11/00—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use
- B05B11/01—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use characterised by the means producing the flow
- B05B11/10—Pump arrangements for transferring the contents from the container to a pump chamber by a sucking effect and forcing the contents out through the dispensing nozzle
- B05B11/1042—Components or details
- B05B11/1059—Means for locking a pump or its actuation means in a fixed position
- B05B11/106—Means for locking a pump or its actuation means in a fixed position in a retracted position, e.g. in an end-of-dispensing-stroke position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2565/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D2565/38—Packaging materials of special type or form
- B65D2565/381—Details of packaging materials of special type or form
- B65D2565/385—Details of packaging materials of special type or form especially suited for or with means facilitating recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Abstract
Description
袋体構成シート材は、複数のフィルム層どうしが接合している接合部と、複数のフィルム層どうしが部分的に非接合とされた非接合部と、を備え、非接合部における複数のフィルム層どうしの層間に充填材が封入されて充填部が形成されている。
先行技術文献
特許文献1 特許第6193535号公報
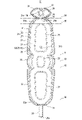
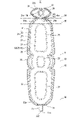
先ず、図1から図9を用いて第1実施形態を説明する。
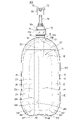
図1及び図2に示すように、本実施形態に係るシート材容器200は、相互に積層された外側フィルム層22と内側フィルム層23とを有する本体構成シート材21(図5参照)を含む1又は複数のシート材を備えて構成されている。シート材容器200は、内容物18を収容する収容領域17と、本体構成シート材21により構成されており、収容領域17を包囲している容器本体20と、を備えている。
本体構成シート材21は、外側フィルム層22と内側フィルム層23とが接合された本体シール部26、28と、外側フィルム層22と内側フィルム層23とが部分的に非接合とされた非接合部24と、を有するとともに、非接合部24における外側フィルム層22と内側フィルム層23との層間に充填材が封入された充填部60を有する。
シート材容器200は、更に、フィルムにより構成されていて容器本体20の外面を覆う保護カバー300を備えている。
また、シート材容器200は、充填部60により補強された構造であるため、充填部60を有さない一般的な軟包装容器と比べて、保護カバー300を安定的に装着することができ、保護カバー300のよれなどを抑制することができる。
なお、シート材容器200は、保護カバー300と、シート材容器200において保護カバー300を除いた部分と、を備えているが、以下の説明では、シート材容器200において保護カバー300を除いた部分を、シート材容器100と称する。
また、内容物18は、液体(ペースト状のものを含む)であっても良いし、固体(例えば、粒状のもの(顆粒状のものを含む)、或いは粉状のものなど)であっても良い。
本実施形態の場合、内容物18は、例えば、液体である。
内容物18が液体の場合には、内容物18の粘度は、例えば30℃において好ましくは1mPa・s以上12万mPa・s以下(B型粘度計で測定。例えば東機産業社製ビスコメーターTV-10又はビスコメーターTVB-10等で測定)であり、より好ましくは1mPa・s以上6万mPa・s以下である。
容器本体20は、収容領域17を包囲している。本実施形態の場合、容器本体20は、内袋40を包囲している。すなわち、本実施形態の場合、シート材容器200は、容器本体20の内側に配置されている内袋40を備え、内袋40が収容領域17を有する。内袋40は、1又は複数のシート材のうち最内層のシート材である内袋構成シート材41により構成されている。
容器本体20はシート材容器100の外殻を構成している。以下では、容器本体20の胴部11、天マチ14及び底マチ13のことを、シート材容器200の胴部11、天マチ14及び底マチ13と称する場合がある。
シート材容器200は、底マチ13が水平な載置面に載置された状態で自立可能となっている。
また、シート材容器200の各構成要素の位置関係について、各図に示される位置関係を説明する場合もある。
シート材容器200の正面側(図2における紙面の手前側)を前方、シート材容器200の背面側(図2における紙面の奥側)を後方といい、シート材容器200の正面に向かって左側(図2における左側)を左方、シート材容器200の正面に向かって右側(図2における右側)を右方という。また、シート材容器200の左右方向を横幅方向という場合がある。
図4に示すように、胴部11は、収容領域17を間に挟んで互いに対向している第1主面部20a(前側のパネル)及び第2主面部20b(後側のパネル)を有する。第1主面部20aは正面側に位置しており、第2主面部20bは背面側に位置している。
第1主面部20aは、例えば、左右対称に形成されており、第2主面部20bも、例えば、左右対称に形成されている。また、第1主面部20aと第2主面部20bとは、例えば、充填部60の後述する接続部65を除き、前後対称に形成されている。
第1主面部20aは、前方に向けて凸に膨出しており、第2主面部20bは、後方に向けて凸に膨出している。尤も、第1主面部20a、第2主面部20bは、膨出せずに略平面であっても構わない。
天マチ14は、第1主面部20aの上縁と第2主面部20bの上縁とを相互に繋いでいる。天マチ14には、収容領域17から内容物18を吐出する吐出口が設けられている。
底マチ13は、第1主面部20aの下縁と第2主面部20bの下縁とを相互に繋いでいる。
第1主面部20aの左側の縁辺部と第2主面部20bの左側の縁辺部とは相互に接続されており、第1主面部20aの右側の縁辺部と第2主面部20bの右側の縁辺部とは相互に接続されている。
マチ部周縁シール片45は、例えば、後述する接続部65が存在する部位を除き、天マチ14を周回状に取り囲んでいる。
マチ部周縁シール片45及び側部シール片46は、外側フィルム層22と内側フィルム層23とを接合する本体シール部26を有する。
ただし、本発明において、収容領域17を画定する内容器が容器本体20の内側に配置されている場合に、その内容器は、シート材により構成された内袋40に限らず、例えば、ブロー成形により構成されたものであってもよい。
図4に示すように、内袋40は、収容領域17を間に挟んで正面側に位置する第1主面部40aと背面側に位置する第2主面部40bとを有する。
より詳細には、スパウト15は、例えば、図2に示すように、スパウト15は、注出口15cを有する筒部15aと、筒部15aの基端から外周囲に張り出しているフランジ部15bと、を有する。筒部15aは、円筒状に形成されている。筒部15aの外周面にはねじ山が形成されており、筒部15aは雄ねじ形状となっている。筒部15aは、天マチ14を上下に貫通しており、天マチ14から上方に突出している。フランジ部15bは、筒部15aの軸方向における一端(下端)において当該軸方向に対して直交する配置で設けられている。
フランジ部15bは、例えば、内袋構成シート材41において、胴部11の天マチ14に沿って配置されている部分の内面又は外面に設けられている。フランジ部15bの下面は、例えば、天マチ14において内袋構成シート材41の内面に対して接合されている。ただし、本発明は、この例に限らず、フランジ部15bは、本体構成シート材21の内側フィルム層23に対して直接接合されていてもよい。
筒部15aの先端の開口が、収容領域17から内容物18を吐出する注出口15cである。
ヘッド部73は、例えば、ポンプ部72から上方に突出している支持筒部74と、当該ヘッド部73の上端部から水平に突出しているノズル部75と、を有し、ノズル部75の先端には内容物18を吐出する吐出口76が形成されている。
キャップ部70内における内容物18の流路(不図示)が、スパウト15を上下に貫通する状態に配置されている。
ヘッド部73がポンプ部72に対して押し込まれる(押下される)と、ポンプ部72の働きによって内容物18が吐出口76から吐出されるようになっている。
第1主面部側充填部61の下縁は底部充填部63の前縁と繋がっており、第2主面部側充填部62の下縁は底部充填部63の後縁と繋がっている。すなわち、充填部60は、胴部11と底マチ13とに跨がって配置されている(第1主面部側充填部61から底部充填部63にかけて連続的に形成されているとともに、第2主面部側充填部62から底部充填部63にかけて連続的に形成されている)。また、第1主面部側充填部61の上端部の横幅方向における中央部はマチ部充填部64の前端部の横幅方向における中央部と繋がっている。すなわち、充填部60は、胴部11と天マチ14とに跨がって配置されている(第1主面部側充填部61からマチ部充填部64にかけて連続的に形成されている)。
シート材容器200は、このような構造の充填部60を備えていることによって、容器本体20のほぼ全体に亘って、構造的強度が十分に確保されている。
本実施形態の場合、充填部60の全体が一繋がりに形成されている。第1主面部側充填部61とマチ部充填部64とは、接続部65を介して相互に連通している。
なお、本発明において、シート材容器200は、互いに独立した複数の充填部60を備えていても良い。
図4に示すように、上下延在部61a、61bは、胴部11の横断面における角部において上下に延在している。
上部水平延在部61cは、第1主面部20aの上端部に配置されており、水平方向の成分を持つ方向に延在している。より詳細には、例えば、上部水平延在部61cは、例えば、上方に向けて凸の円弧状に延在している。
下部水平延在部61dは、第1主面部20aの下端部に配置されており、例えば、左右に略水平に延在している。
このように、充填部60は、胴部11の上部において水平に延在している上部水平延在部61cと、胴部11の下部において水平に延在している下部水平延在部61dと、を含む。
第2主面部側充填部62は、例えば、第1主面部側充填部61と前後対称に形成されており、胴部11の左の縁辺部に沿って上下に延在している上下延在部62aと、胴部11の右の縁辺部に沿って上下に延在している上下延在部62bと、上下延在部62aの上端と上下延在部62bの上端とを相互に繋いでいる上部水平延在部62c(図28参照)と、上下延在部62aの下端と上下延在部62bの下端とを相互に繋いでいる下部水平延在部62d(図28参照)と、を含んで構成されている。
本実施形態の場合、外側フィルム層22と内側フィルム層23とは互いに同形状に形成されている。ただし、本発明は、この例に限らず、外側フィルム層22と内側フィルム層23とは互いに異形状であっても良い。異形状の場合は、外側フィルム層22は内側フィルム層23よりも大きい形状であることが好ましい。
外側フィルム層22及び内側フィルム層23には、スパウト15の筒部15aが挿通される挿通孔が形成されている。
充填材は、流体(気体または液体)、固体(例えば粉粒体、樹脂ペレット等)または半固体(例えば発泡材等)とすることができ、空気などの気体であることが好ましい。
充填部60は、必ずしも非接合部24の全部に形成されていることに限定されず、複数ある非接合部24の一部に形成されていてもよい。
図5では、外側フィルム層22及び内側フィルム層23の各々において、相互に接合されて本体シール部26(図6)となる領域には、便宜的に右上がりのハッチングを付している。
図6及び図7では、本体構成シート材21において、非接合部24を画定するために外側フィルム層22と内側フィルム層23とが相互に接合されている領域、すなわち本体シール部26の形成領域には、便宜的に右上がりのハッチングを付している。
更に、図6では、本体構成シート材21の周縁部のシール領域と、それ以外の領域と、の境界線であるシール境界線21cを二点鎖線で示している。本実施形態の場合、本体構成シート材21のシール境界線21cよりも外側の領域においては、製袋の際に、外側フィルム層22と内側フィルム層23とが相互に接合されるとともに、内側フィルム層23と内袋構成シート材41とが相互に接合される。
外側フィルム層22と内側フィルム層23との接合の手法としては、一例として、ヒートシール、超音波シール、接着剤による接合等を用いることができる。
本体構成シート材21の外側フィルム層22及び内側フィルム層23を構成する樹脂層の材料は、特に限定されないが、例えば、高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、超低密度ポリエチレン(ULDPE)、エチレン-ビニルアルコール共重合体(EVOH)などのポリエチレン系材料、または延伸ポリプロピレン(OPP)、未延伸ポリプロピレン(CPP)、アイソタクチックPP、シンジオタクチックPP、アタクチックPP、ランダムPP、ブロックPPなどのポリプロピレン系材料、またはポリエチレンテレフタレート(PET)、非晶性ポリエチレンテレフタレート(非晶性PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)などのポリエステル系材料、または延伸ナイロン(ONy)、未延伸ナイロン(CNy)、ナイロン6、ナイロン66、ナイロン11、ナイロン12、MXD6などのポリアミド系材料のいずれかであるのがより好ましく、これらのうち上記ポリエチレン系材料であるのが特に好ましい。
このうち第1層は、容器本体20の外面を構成する。第1層は、例えば、ポリエチレンテレフタレート(PET)または延伸ナイロン(ONy)により構成されている。第1層の主な機能としては、容器本体20に光沢感及び印刷適性をもたらすとともに容器本体20の剛性を確保することが挙げられる。
第2層は、例えば、当該第2層における第1層側の面にシリカ及び/又はアルミナが蒸着されたポリエチレンテレフタレートにより構成された透明蒸着PETの層である。第2層の主な機能としては、容器本体20にガスバリア性をもたらすことが挙げられる。
第3層は、例えば、延伸ナイロンにより構成されている。第3層の主な機能としては、容器本体20の耐ピンホール性を確保することが挙げられる。
第4層は、例えば、直鎖状低密度ポリエチレン(LLDPE)により構成されている。第4層の主な機能としては、内側フィルム層23とのヒートシール性を確保することが挙げられる。
内側フィルム層23の第4層の主な機能としては、内袋構成シート材41とのヒートシール性を確保することが挙げられる。
このうち第1層は、例えば、直鎖状低密度ポリエチレンにより構成されている。第1層の主な機能としては、本体構成シート材21とのヒートシール性(内側フィルム層23とのヒートシール性)を確保することが挙げられる。
第2層は、例えば、当該第2層における第1層側の面にシリカ及び/又はアルミナが蒸着された延伸ナイロンにより構成された透明蒸着延伸ナイロンの層である。第2層の主な機能としては、ガスバリア性及び耐ピンホール性を確保することが挙げられる。
第3層は、例えば、直鎖状低密度ポリエチレンにより構成されている。第3層の主な機能としては、内袋構成シート材41どうしのヒートシール性を確保することが挙げられる。
この場合の内側フィルム層23及び内袋構成シート材41は、それぞれ外側フィルム層22と同じ層構成であることが挙げられる。
この場合の内側フィルム層23及び内袋構成シート材41は、それぞれ直鎖状低密度ポリエチレン(LLDPE)、エチレン-ビニルアルコール共重合体(EVOH)、及び、直鎖状低密度ポリエチレン(LLDPE)の3層を備えていることが挙げられる。
この場合の内側フィルム層23は、容器の外面側から順に、直鎖状低密度ポリエチレン(LLDPE)及び高密度ポリエチレン(HDPE)の2層を備えているとともに、最内層に上記の塗工型ガスバリア層を有するものであることが挙げられる。
この場合の内袋構成シート材41は、容器の外面側から順に、高密度ポリエチレン(HDPE)及び直鎖状低密度ポリエチレン(LLDPE)の2層を備えているとともに、最外層に上記の塗工型ガスバリア層を有するものであることが挙げられる。
この場合の内側フィルム層23は、容器の外面側から順に、直鎖状低密度ポリエチレン(LLDPE)及び高密度ポリエチレン(HDPE)の2層を備えているとともに、中間層に上記の塗工型ガスバリア層を有するものであることが挙げられる。
この場合の内袋構成シート材41は、外側フィルム層22と同じ層構成であることが挙げられる。
また、内袋構成シート材41の層構造は、上記の例に限らない。
ここで、容器構成シート材51の周縁部のシール部を周縁シール部52と称する。周縁シール部52は、内側フィルム層23の周縁部と内袋構成シート材41の周縁部とのシール部(以下、内外シール部43)と、外側フィルム層22の周縁部と内側フィルム層23の周縁部とのシール部(以下、本体シール部28)と、を含む。本体シール部28の形成領域のうち、一部分に、マチ部周縁シール片45が形成されており、他の一部分に、側部シール片46が形成されている。
このように、シート材容器200は、1又は複数のシート材の周縁部どうしが相互に接合されている周縁シール部52を有し、周縁シール部52は、胴部11の一対の側縁の各々に沿って延在している側部シール片46を含む。
図7において、周縁シール部52の形成領域には、左上がりのハッチングを付している。また、図7において、周縁シール部52の形成領域と本体シール部26の形成領域とが重複している領域では、左上がりのハッチングと右上がりのハッチングとが重なっている。
周縁シール部52を形成する手法としては、一例として、ヒートシール、超音波シール、接着剤による接合等を用いることができる。
天マチ構成シート部39には、スパウト15の筒部15aが挿通される挿通穴21aが形成されている。
本実施形態の場合、非接合部24は、シート材容器200の充填部60の形状と対応する形状に形成されている。
非接合部24において、マチ部充填部64となる部分は、挿通穴21aを囲む周回状に形成されている。
なお、図6では、内袋構成シート材41のシール境界線41aを便宜的に二点鎖線で示している。シール境界線41aは、内袋構成シート材41が本体構成シート材21と接合(シール)される領域と内袋構成シート材41における他の領域との境界線であるとともに、容器構成シート材51を用いてシート材容器200が形成される際に内袋構成シート材41どうしが接合される領域と内袋構成シート材41における他の領域との境界線である。
本実施形態の場合、シール境界線41aの位置とシール境界線21cの位置とは互いに対応している(互いに重なっている)。
スパウト15のフランジ部15bは、例えば、内袋構成シート材41において天マチ構成シート部39と重なっている部分の内面に対して接合されている。筒部15aは、内袋構成シート材41の挿通穴41b及び天マチ構成シート部39の挿通穴21aを通してこれらシートの外面側に突出している。
すなわち、内袋構成シート材41の縁部どうしが接合されて内袋シール部42(図1参照)が形成されることにより、内袋構成シート材41によって内袋40が形成されるとともに、内袋40を覆う袋状の容器本体20が形成される。
内袋構成シート材41どうしの接合の手法としては、一例として、ヒートシール、超音波シール、接着剤による接合等を用いることができる。
本実施形態の場合、本体シール部28、内袋シール部42及び内外シール部43は、互いに対応する位置(互いに重なる位置)に配置されている。本体シール部28、内袋シール部42及び内外シール部43の総称を周縁シール部19とする(周縁シール部19は、本体シール部28、内袋シール部42及び内外シール部43を含む)。
このため、本実施形態の場合、マチ部周縁シール片45並びに側部シール片46の各々は、本体シール部28、内袋シール部42及び内外シール部43を含んで構成されている。
ただし、本発明は、この例に限らず、マチ部周縁シール片45並びに側部シール片46は、本体シール部28のみにより構成されていてもよい。
第2主面部構成シート部32において、折り曲げ線86よりも底マチ構成シート部38から遠い側に位置する部分は、第2重複部32aである。第2重複部32aは、非接合部24に充填材が充填される前の状態では、天マチ構成シート部39における他方の半部と重なって配置されている。
なお、充填部60の内部における圧力は、特に限定されないが、大気圧よりも高圧であることが好ましく、例えば、10kPa以上500kPa以下(ゲージ圧)とすることができる。
充填材が封入された充填部60の形成後、例えば、延出部25は切除される。
こうして、充填部60に充填材が封入されたシート材容器100が得られる。ただし、充填材が封入されたシート材容器100の状態でも延出部25が残留していてもよい。
保護カバー300がシュリンクラベルである場合、予め筒状に形成されたシュリンクラベルをシート材容器100の胴部11に被せ、その後、シュリンクラベルを収縮させることにより、シュリンクラベルを胴部11に密着させて装着する。
保護カバー300が巻ラベルである場合、巻ラベルをシート材容器100の胴部11の周囲に巻き付けて、巻ラベルの一端部と他端部とを接着剤により貼り付けて、巻ラベルを胴部11に密着させて装着する。
保護カバー300がストレッチラベルである場合、予め筒状に形成されたストレッチラベルをシート材容器100の胴部に被せると、ストレッチラベルの伸縮性(ゴム弾性)によって、ストレッチラベルが胴部11に密着した状態で装着される。
保護カバー300が巻ラベルである場合、保護カバー300は、ポリプロピレンの樹脂層により構成されていることが好ましい。
保護カバー300がストレッチラベルである場合、保護カバー300は、LLDPE(直鎖状低密度ポリエチレン)の樹脂層により構成されていることが好ましい。
また、それぞれの樹脂層がリサイクル樹脂で構成されていてもよい。
ここで、シート材容器200をリサイクルする方法の例について説明する。
この方法は、複数のシート材(複数のシート材により構成されているシート材容器100)から保護カバー300を分離する工程と、複数のシート材を洗浄する工程と、洗浄後の複数のシート材を用いて再生樹脂を作製する工程と、保護カバー300を洗浄する工程と、洗浄後の保護カバー300を用いて再生樹脂を作製する工程と、を備える。
更に、洗浄後の複数のシート材を用いて作製した再生樹脂を用いて、再度、複数のシート材を作製し、シート材容器100を作製する。
また、洗浄後の保護カバー300を用いて作成した再生樹脂を用いて、再度、保護カバー300を作製する。
より詳細には、例えば、保護カバー300の上端の開口306は、上部水平延在部61cよりも僅かに下の位置に配置されており、保護カバー300の下端の開口307は、下部水平延在部61dよりも僅かに上の位置に配置されている。
或いは、保護カバー300は、接着剤により側部シール片46に対して接着されていてもよく、この場合も、保護カバー300の位置ずれをより確実に抑制することができる。
これにより、例えば、内容物18が冷たいものである場合においても、保護カバー300の外表面における結露の発生を抑制することができる。しかも、保護カバー300における凹凸が抑制されるため、保護カバー300に標示部302(図2参照)が形成されている場合において、標示部302の視認性が向上する。
このため、例えば、浴室などにおいてシート材容器200を使用する場合に、シャワーの水などが外気導入部380を介して容器本体20の内面と内袋40の外面との間に入り込んでしまうことを抑制することができる。
このようにすることによって、外気導入部380を介した空気の取り込み(容器本体20の内面と内袋40の外面との間への空気の取り込み)がスムーズとなるので、短時間で多くの内容物18を吐出した場合でも、容器本体20の変形(潰れ)を抑制することができる。
これにより、シート材容器200の良好なリサイクル性を実現することができる。
次に、図10から図11(d)、図12(a)、図13(a)及び図13(b)を用いて第2実施形態を説明する。
本実施形態に係るシート材容器200は、以下に説明する点で、上記の第1実施形態に係るシート材容器200と相違しており、その他の点では、上記の第1実施形態に係るシート材容器200と同様に構成されている。
更に、シート材容器200は、本体構成シート材21の一部分により構成されており、容器本体20から延出している第2延出部250を有する。第2延出部250と延出部251とは、容器本体20の同一箇所からそれぞれ延出している。
本実施形態によれば、延出部251及び第2延出部250が容器本体20を覆っているので、シート材容器200の突き刺し強度を向上させることができる。
延出部251及び第2延出部250の形状は、特に限定されないが、例えば、それぞれ略矩形状に形成されている。
第2延出部250には、注入口25aが形成されている。注入口25aから充填部60に充填材が充填された後、例えば、第2延出部250の基端部において封止シール部330が形成されることによって、充填部60が封止される。図10においては、便宜的に、封止シール部330を図示している。
延出部251及び第2延出部250には、それぞれ十字型のスリット(十字スリット340)が形成されている。
十字スリット340は、スパウト15の筒部15aを挿通可能な寸法に設定されている。
すなわち、延出部251は、天部(天マチ14)を覆っており、延出部251に形成されている開口部(十字スリット340)を介して筒部15aが突出している。
なお、本実施形態の場合、保護カバー300は、天マチ14の一部分及び底マチ13の一部分を覆っている。
本実施形態によれば、延出部251及び第2延出部250が天マチ14を覆っているので、シート材容器200の天マチ14の突き刺し強度を向上させることができる。
次に、図13(b)に示すように、延出部251及び第2延出部250を、十字スリット340のスリットのうち、横幅方向に延びるスリットにおいて折り曲げる。
次に、延出部251及び第2延出部250を、十字スリット340のスリットのうち、封止シール部330に向けて延びているスリットを起点として、延出部251及び第2延出部250を破断し、封止シール部330も破断する。これにより、充填部60の内部空間が外部と連通するので、充填材を容易に排出することができ、リサイクルが容易となる。
なお、延出部251と第2延出部250とのうち第2延出部250のみを破断して、封止シール部330を破断してもよい。
次に、図12(b)を用いて第2実施形態の変形例1を説明する。
本変形例に係るシート材容器は、以下に説明する点で、上記の第2実施形態に係るシート材容器200と相違しており、その他の点では、上記の第2実施形態に係るシート材容器200と同様に構成されている。
上記の第2実施形態では、延出部251と第2延出部250との双方が天マチ14を覆っている例を説明したが、本変形例の場合、図12(b)に示すように、延出部251については第2実施形態と同様に天マチ14を覆うが、第2延出部250は胴部11を覆う。
すなわち、本変形例に係るシート材容器は、本体構成シート材の一部分により構成されており、容器本体20から延出している第2延出部250を有し、第2延出部250と延出部251とは、容器本体20の同一箇所からそれぞれ延出しており、第2延出部250は、胴部を覆っている。
これにより、天マチ14及び胴部11の双方において、シート材容器200の突き刺し強度を向上させることができる。
次に、図12(c)を用いて第2実施形態の変形例2を説明する。
本変形例に係るシート材容器は、以下に説明する点で、上記の第2実施形態に係るシート材容器200と相違しており、その他の点では、上記の第2実施形態に係るシート材容器200と同様に構成されている。
本変形例の場合、図12(c)に示すように、延出部251及び第2延出部250に、スパウト15の筒部15aよりも大径の円形などの形状の開口345を形成し、この開口345に筒部15aを挿通させる。
次に、図14から図15(b)を用いて第2実施形態の変形例3を説明する。
本変形例に係るシート材容器は、以下に説明する点で、上記の第2実施形態に係るシート材容器200と相違しており、その他の点では、上記の第2実施形態に係るシート材容器200と同様に構成されている。
図14に示すように、本変形例の場合、延出部251及び第2延出部250が、第2実施形態より長い。
そして、図15(a)及び図15(b)に示すように、延出部251及び第2延出部250は、第1主面部20a、底部(底マチ13)、第2主面部20b及び天部(天マチ14)の外表面に沿って巻き付けられている。
これにより、第1主面部20a、底部(底マチ13)、第2主面部20b及び天部(天マチ14)において、シート材容器200の突き刺し強度を向上させることができる。
次に、図16を用いて第2実施形態の変形例4を説明する。
本変形例に係るシート材容器は、以下に説明する点で、上記の第2実施形態に係るシート材容器200と相違しており、その他の点では、上記の第2実施形態に係るシート材容器200と同様に構成されている。
本変形例の場合、図16に示すように、シート材容器は、延出部251及び第2延出部250を有していない代わりに、延出部25を有する。
そして、シート材容器は、延出部25と充填部60との境界において外側フィルム層と内側フィルム層とが接合された封止シール部330を有し、延出部25は、封止シール部330を跨いで充填部60に向かうノッチ350を有する。
これにより、リサイクルの際には、ノッチ350を起点として延出部25を破断し、封止シール部330も破断することによって、充填部60から充填材を排出することができる。
なお、本変形例の場合、シート材容器に保護カバー300が装着されている状態では、延出部25は、胴部11又は天部(天マチ14)に沿って配置され、保護カバー300によって外側から押さえ付けられている。
次に、図17を用いて第2実施形態の変形例5を説明する。
本変形例に係るシート材容器は、以下に説明する点で、上記の変形例4(図16)に係るシート材容器と相違しており、その他の点では、上記の変形例4に係るシート材容器と同様に構成されている。
本変形例の場合、図17に示すように、延出部25は、充填部60と連通している連通領域360を内部に有するとともに、連通領域に向かうノッチ350を有する。すなわち、本変形例の場合、図17に示すように、充填材の充填後の封止によるシール部の位置が、ノッチ350よりも延出部25の先端側に位置しており、これにより、延出部25は連通領域360を内部に有する。
これにより、リサイクルの際には、ノッチ350を起点として延出部25を破断することによって、連通領域360を介して、充填部60から充填材を排出することができる。
次に、図18から図20を用いて第3実施形態を説明する。
本実施形態に係るシート材容器200は、以下に説明する点で、上記の第1実施形態に係るシート材容器200と相違しており、その他の点では、上記の第1実施形態に係るシート材容器200と同様に構成されている。
図19に示す折り目371は、折り曲げ線85、86と対応する折り目であり、折り目372は、折り曲げ線81、82と対応する折り目である。
すなわち、容器本体20は、胴部11の横幅方向に延在する折り目371、372を有する。
保護カバー300が折り目371、372を覆っていることにより、折り目371、372におけるシート材容器200の変形が抑制されるので、シート材容器200が落下した場合の衝撃吸収性が向上し、また、シート材容器200の圧縮強度も向上する。
そして、保護カバー300は、胴部11の上部の折り目371から胴部11の下部の折り目372に亘って、胴部11を(連続的に)覆っている。
そして、本実施形態の場合、保護カバー300は、胴部11から天マチ14にかけての部位を覆っている。
すなわち、充填部60は、胴部11と天部(天マチ14)とに跨がって配置されている第1充填部67(図18、図19)を含み、保護カバー300は、第1充填部67において胴部11に配置されている部分から天部(天マチ14)に配置されている部分に亘って第1充填部67を覆っている。
このような構造により、第1充填部67の変形が抑制され、シート材容器200の圧縮強度が更に向上する。
なお、第1充填部67は、充填部60において、第1主面部側充填部61からマチ部充填部64にかけての部分である。
そして、本実施形態の場合、保護カバー300は、胴部11から底マチ13にかけての部位を覆っている。
すなわち、充填部60は、胴部11と底部(底マチ13)とに跨がって配置されている第2充填部68(図19、図20)を含み、保護カバー300は、第2充填部68において胴部11に配置されている部分から底部(底マチ13)に配置されている部分に亘って第2充填部68を覆っている。
このような構造により、第2充填部68の変形が抑制され、シート材容器200の圧縮強度が更に向上する。
なお、本実施形態の場合、シート材容器200は、前面側と背面側とにそれぞれ第2充填部68を有する。前面側の第2充填部68は、充填部60において、第1主面部側充填部61から底部充填部63にかけての部分である。背面側の第2充填部68は、充填部60において、第2主面部側充填部62から底部充填部63にかけての部分である。
このように、容器本体20は、胴部11と底部(底マチ13)とを有し、充填部60は、底部に配置されている底部充填部63を含み、保護カバー300は、底部充填部63の全体を覆っている。
保護カバー300が底部充填部63の全体を覆っていることにより、シート材容器200の輸送時などにおいて、振動や梱包材(段ボール等)との摩擦に起因する充填部60の破損を抑制することができる。
以下、この突起状の部分をツノ部(角部)392(図19参照)と称する。
本実施形態の場合、保護カバー300は、ツノ部392も覆っている。これにより、保護カバー300によってツノ部392を保護することができるので、ツノ部392が擦れてしまうことを抑制することができるため、充填部60が意図せず外気と連通してしまうことを抑制することができる。
このため、天マチ14の実質的に全体を、スパウト15又は保護カバー300によって保護することができる。
このようにすることによって、天マチ14の実質的に全体の遮光性を、スパウト15又は保護カバー300によって良好に確保することができる。
ここで、保護カバー300がシュリンクラベルである場合、保護カバー300の上下の開口306、307の周囲縁部には、印刷ができない余白308(図18)が存在する。このため、開口306の周囲の余白308は、フランジ部15bと重なる位置に配置されており、保護カバー300において天マチ14を覆っている部分のうち、フランジ部15bと重ならない部位は、全面に印刷が施されていることが好ましい。
さらに、胴部を覆う保護カバー300においても遮光性の観点から、全面に印刷(全面にベタ印刷)が施されていることが好ましく、底部を覆う保護カバーにおいても遮光性の観点から、全面に印刷(全面にベタ印刷)が施されていることが好ましい。
ここで、充填部60の太さが変化する部分や、充填部60の延在方向が変化する部分や、充填部60が複数の方向に分岐している部分(合流している部分)においては、充填部60に皺391が形成されやすい。
この皺391の形成箇所が保護カバー300によって覆われた状態では、保護カバー300の内面と充填部60の外表面との間に空気の流路が形成される。
このため、この流路を介して、外気導入部380に外気を供給することが可能となっている。
すなわち、保護カバー300の内面が充填部60の外表面に対して接触しており、保護カバー300の内面と、容器本体20における外気導入部380の形成領域と、の間には空隙が存在しており、充填部60には、皺391が形成されており、当該皺391の形成箇所において、保護カバー300の内面と充填部60の外表面との間に空気の流路が形成されており、流路を介して、保護カバー300の内面と容器本体20における外気導入部380の形成領域との間の空隙と、当該シート材容器200の外部空間と、が相互に連通している。
これにより、ミシン目390のスリットを介して、外気導入部380に外気を供給することが可能となっている。
次に、図21を用いて第4実施形態を説明する。
本実施形態に係るシート材容器は、以下に説明する点で、上記の第1実施形態に係るシート材容器200と相違しており、その他の点では、上記の第1実施形態に係るシート材容器200と同様に構成されている。
これにより、シート材容器200の良好なリサイクル性を実現することができる。
標示部320の形成方法は、特に限定されないが、例えば、圧空成形、又は、ヒートシールの際にエンボス又は、平滑なシールバーを押し付けることによって、刻印を形成したり、熱で白濁、又は周囲よりも透明にさせて印字する方法とすることができる。
好ましくは、上述のように折り曲げ線81~86において容器構成シート材51を折り曲げるとともに、容器構成シート材51の周縁部どうしをヒートシールにより接合する工程で、刻印を形成することによって、標示部320を印字する。
または、レーザーの照射により本体構成シート材21に印字する方法であってもよい。
製造ロット情報に限らず、ブランドロゴやブランド名称などの文字や図柄についても、上記のようなインクを用いない方法で形成されていてもよい。
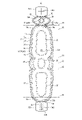
次に、図22から図25を用いて第5実施形態を説明する。
本実施形態に係るシート材容器200は、以下に説明する点で、上記の第3実施形態に係るシート材容器200と相違しており、その他の点では、上記の第3実施形態に係るシート材容器200と同様に構成されている。
本実施形態の場合、図25に示す容器構成シート材51を用いて、シート材容器100が作製される。
シート材容器100を作製するには、先ず、図25に示す容器構成シート材51を折り曲げ線109において折り曲げて2つ折りし、容器構成シート材51の周縁部どうしを接合する。
次に、注入口25aから非接合部24に充填材を注入する。この過程で、非接合部24に充填材が充填されるとともに、容器構成シート材51が略立方体形状に膨らむ。そして、延出部25の基端部において非接合部24を封止する。これにより、非接合部24(充填部60)に充填材が封入される。
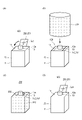
なお、単に充填材を充填して容器構成シート材51を膨らませて略立方体形状のシート材容器100を形成しただけでは、シート材容器100における略立方体形状の部分から突出した二対の耳状部が存在する。このため、例えば、図24に示すように、一対の耳状部16a、16bを略立方体形状の部分の1つの外面に沿うように折り曲げて、これら耳状部16a、16bの先端部どうしを固定する。同様に、もう一対の耳状部を略立方体形状の部分の他の1つの外面(上記1つの外面とは反対側を向く面)に沿うように折り曲げて、これら耳状部の先端部どうしを固定する。
図22に示すように、本実施形態の場合も、保護カバー300は、シート材容器100の底マチ13から天マチ14にかけての部位を覆っている。
次に、図26を用いて第6実施形態を説明する。
本実施形態に係るシート材容器は、以下に説明する点で、上記の第1実施形態に係るシート材容器200と相違しており、その他の点では、上記の第1実施形態に係るシート材容器200と同様に構成されている。
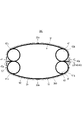
本実施形態の場合、図26に示すように、シート材容器200の平断面における4隅において、シート材容器100における充填部60以外の部分よりも、充填部60が、外方に張り出している。
このため、シート材容器200の正面視において、充填部60の上下延在部61a、61bが容器本体20における充填部60以外の部分よりも水平方向に迫り出しており、シート材容器200の側面視において、充填部60の上下延在部(上下延在部61a及び上下延在部62a、又は、上下延在部61b及び上下延在部62b)が容器本体20における充填部60以外の部分よりも水平方向に迫り出している。また、シート材容器200の背面視において、充填部60の上下延在部62a、62bが容器本体20における充填部60以外の部分よりも水平方向に迫り出している。
これにより、保護カバー300の内面が容器本体20における充填部60以外の部分の外表面に対して非接触となっている構造を実現することができ、結露の発生をより確実に抑制することができる。
次に、図27を用いて第7実施形態を説明する。
本実施形態に係るシート材容器は、以下に説明する点で、上記の第1実施形態に係るシート材容器200と相違しており、その他の点では、上記の第1実施形態に係るシート材容器200と同様に構成されている。
本実施形態の場合も、充填部60は、胴部11の横断面における角部において上下に延在している上下延在部61a、61b、62a、62bを含んでおり、上下延在部61a、61b、62a、62bの外表面に保護カバー300の内面が接触している。
本実施形態の場合、図27に示すように、上下延在部61a、61b、62a、62bは側部シール片46に隣接している。
より詳細には、左側の上下延在部61a及び上下延在部62aは、左側の側部シール片46に隣接している。上下延在部61aは、左側の側部シール片46の前側に隣接しており、上下延在部62aは、左側の側部シール片46の後側に隣接している。更に、上下延在部61aと上下延在部62aとが相互に前後に隣接している。
同様に、右側の上下延在部61b及び上下延在部62bは、右側の側部シール片46に隣接している。上下延在部61bは、右側の側部シール片46の前側に隣接しており、上下延在部62bは、右側の側部シール片46の後側に隣接している。更に、上下延在部61bと上下延在部62bとが相互に前後に隣接している。
本実施形態によれば、保護カバー300の収縮により側部シール片46が前後の充填部どうしの間に埋め込まれるようになる。すなわち、図27に示すように、左側の側部シール片46は、上下延在部61aと上下延在部62aとの間に埋め込まれるようになり、右側の側部シール片46は、上下延在部61bと上下延在部62bとの間に埋め込まれるようになる。よって、側部シール片46が前後の充填部により保護されるので、衝撃による側部シール片46の破損を抑制することができる。
側部シール片46の幅寸法(図27の左右方向における寸法)を、側部シール片46が前後の充填部よりも側方に突出しない程度の小さい幅寸法に設定することによって、側部シール片46による刺激を抑制できるため、シート材容器200を把持したときの手触りがよりソフトになるようにできる。
例えば、図27に示すように、側部シール片46、上下延在部61a及び保護カバー300に囲まれた空隙301、側部シール片46、上下延在部62a及び保護カバー300に囲まれた空隙301、側部シール片46、上下延在部61b及び保護カバー300に囲まれた空隙301、側部シール片46、上下延在部62b及び保護カバー300に囲まれた空隙301が存在しており、これら空隙301は、胴部11の上下方向に延在している。
なお、保護カバー300には、このうちいずれかの空隙301と重なる位置に、保護カバー300を破断するためのミシン目(図18参照)が形成されており、このミシン目が空隙301に沿って上下に延在していてもよい。この場合、保護カバー300の裏側に空隙が存在するので、容易に保護カバー300をミシン目により破断してシート材容器100から除去することが可能である。
次に、図28から図30を用いて第8実施形態を説明する。
本実施形態に係るシート材容器は、以下に説明する点で、上記の第1実施形態に係るシート材容器200と相違しており、その他の点では、上記の第1実施形態に係るシート材容器200と同様に構成されている。
上述のように、容器本体20は、胴部11と、マチ部(本実施形態の場合、底マチ13及び天マチ14)とを有し、胴部11は、収容領域17を間に挟んで互いに対向している第1主面部20a及び第2主面部20bを有する。そして、本体構成シート材21は、第1主面部20aを構成する第1主面部構成シート部31と、第2主面部20bを構成する第2主面部構成シート部32と、マチ部を構成するマチ部構成シート部(底マチ13を構成する底マチ構成シート部38、及び、天マチ14を構成する天マチ構成シート部39)と、を含む(図7参照)。
第1主面部構成シート部31と第2主面部構成シート部32との互いに対向する内面側の側縁部どうしが接合されて側部シール片46が形成されている。シート材容器200が内袋40を有する場合、例えば、第1主面部構成シート部31と第2主面部構成シート部32との互いに対向する内面側の側縁部どうしが、内袋構成シート材41を介して相互に接合されて、側部シール片46が形成されている。
図28に示すように、側部シール片46の上部側には、第1主面部構成シート部31と天マチ構成シート部39との互いに対向する内面側の側縁部どうしが接合されて形成された第1主面部側シール片463と、第2主面部構成シート部32と天マチ構成シート部39との互いに対向する内面側の側縁部どうしが接合されて形成された第2主面部側シール片464と、が配置されている。なお、図28には、天マチ14の右半部における第1主面部側シール片463及び第2主面部側シール片464が示されているが、天マチ14の左半部にも、同様に(左右対称に)第1主面部側シール片463及び第2主面部側シール片464が形成されている。
また、側部シール片46の下部側には、第1主面部構成シート部31と底マチ構成シート部38との互いに対向する内面側の側縁部どうしが接合されて形成された第1主面部側シール片461と、第2主面部構成シート部32と底マチ構成シート部38との互いに対向する内面側の側縁部どうしが接合されて形成された第2主面部側シール片462と、が配置されている。なお、図28には、底マチ13の右半部における第1主面部側シール片461及び第2主面部側シール片462が示されているが、底マチ13の左半部にも、同様に(左右対称に)第1主面部側シール片461及び第2主面部側シール片462が形成されている。
ここで、本実施形態の場合、容器本体20は、天マチ14と底マチ13との双方を有するが、本発明は、この例に限らず、容器本体20は、天マチ14と底マチ13とのいずれか一方のみを有していてもよい。
すなわち、側部シール片46の上部側または下部側には、第1主面部構成シート部31とマチ部構成シート部(天マチ構成シート部39又は底マチ構成シート部38)との互いに対向する内面側の側縁部どうしが接合されて形成された第1主面部側シール片と、第2主面部構成シート部32とマチ部構成シート部(天マチ構成シート部39又は底マチ構成シート部38)との互いに対向する内面側の側縁部どうしが接合されて形成された第2主面部側シール片と、が配置されている。
そして、容器本体20は、側部シール片46、第1主面部側シール片および第2主面部側シール片の端部どうしが交わる交点を有する。
本実施形態の場合、容器本体20は、側部シール片46、第1主面部側シール片461および第2主面部側シール片462が交わる交点92を容器本体20の左半部と右半部との双方に有するとともに、側部シール片46、第1主面部側シール片463および第2主面部側シール片464が交わる交点93を容器本体20の左半部と右半部との双方に有する。
そして、これら交点92、93が保護カバー300に覆われている。
ここで、本実施形態における容器本体20は、交点92を側方から覆うスカート部を有していないタイプであるが、容器本体20は、スカート部を有しているタイプであってもよい。
このようにすることにより、保護カバー300を剥がす際には、保護カバーの上端又は下端が位置する充填部を押圧し凹ませることによって、容易に保護カバー300と充填部との間に隙間を形成し、その隙間から指を入れて保護カバー300を剥がすことができる(図30参照)。
更に、保護カバー300を破断するためのミシン目の起点が充填部上に配置されている場合、そこから保護カバー300を容易に破断して保護カバー300を剥離することができる。
この場合、例えば、フランジ部15bの外面151は、接合部91により本体構成シート材21の内側フィルム層23に対して直接接合されている。
13 底マチ(底部)
14 天マチ(天部)
15 スパウト
15a 筒部
15b フランジ部
15c 注出口
17 収容領域
18 内容物
19 周縁シール部
20 容器本体
20a 第1主面部
20b 第2主面部
21 本体構成シート材
22 外側フィルム層
23 内側フィルム層
24 非接合部
26、28 本体シール部
28 本体周縁シール部
31 第1主面部構成シート部
32 第2主面部構成シート部
41 内袋構成シート材
46 側部シール片
46a 自由端
51 容器構成シート材
60 充填部
61 第1主面部側充填部
61a、61b 上下延在部
61c 上部水平延在部
61d 下部水平延在部
62 第2主面部側充填部
62a、62b 上下延在部
63 底部充填部
67 第1充填部
68 第2充填部
92、93 交点
100、200 シート材容器
250 第2延出部
251 延出部
340 十字スリット
300 保護カバー
302 標示部
306、307 開口
308 余白
301 空隙
310 接合部
320 標示部
330 封止シール部
345 開口
350 ノッチ
360 連通領域
371 折り目
372 折り目
380 外気導入部
390 ミシン目
391 皺
392 ツノ部(角部)
461、463 第1主面部側シール片
462、464 第2主面部側シール片
Claims (33)
- 相互に積層された外側フィルム層と内側フィルム層とを有する本体構成シート材を含む1又は複数のシート材を備えて構成されているシート材容器であって、
内容物を収容する収容領域と、
前記本体構成シート材により構成されており、前記収容領域を包囲している容器本体と、
を備え、
前記本体構成シート材は、前記外側フィルム層と前記内側フィルム層とが接合された本体シール部と、前記外側フィルム層と前記内側フィルム層とが部分的に非接合とされた非接合部と、を有するとともに、前記非接合部における前記外側フィルム層と前記内側フィルム層との層間に充填材が封入された充填部を有し、
当該シート材容器は、更に、フィルムにより構成されていて前記容器本体の外面を覆う保護カバーを備えているシート材容器。 - 前記容器本体は、胴部を有し、
前記保護カバーは、前記胴部の全周に巻き付けられている請求項1に記載のシート材容器。 - 前記充填部は、前記胴部の上部において水平に延在している上部水平延在部と、前記胴部の下部において水平に延在している下部水平延在部と、を含み、
前記上部水平延在部と前記下部水平延在部との間に前記保護カバーが配置されている請求項2に記載のシート材容器。 - 前記充填部は、前記胴部の横断面における角部において上下に延在している上下延在部を含み、
前記上下延在部の外表面に前記保護カバーの内面が接触している請求項2又は3に記載のシート材容器。 - 当該シート材容器は、前記1又は複数のシート材の周縁部どうしが相互に接合されている周縁シール部を有し、
前記周縁シール部は、前記胴部の一対の側縁部の各々に沿って延在している側部シール片を含み、
前記上下延在部は前記側部シール片に隣接している請求項4に記載のシート材容器。 - 正面視において、前記上下延在部が前記容器本体における前記充填部以外の部分よりも水平方向に迫り出しており、
側面視において、前記上下延在部が前記容器本体における前記充填部以外の部分よりも水平方向に迫り出している請求項4に記載のシート材容器。 - 前記保護カバーは、接着剤により前記充填部の外表面に対して接着されている請求項1から6のいずれか一項に記載のシート材容器。
- 前記容器本体は、胴部を有し、
当該シート材容器は、前記1又は複数のシート材の周縁部どうしが相互に接合されている周縁シール部を有し、
前記周縁シール部は、前記胴部の一対の側縁部の各々に沿って延在している側部シール片を含み、
前記保護カバーは、接着剤により前記側部シール片に対して接着されている請求項1から7のいずれか一項に記載のシート材容器。 - 前記保護カバーの内面が前記充填部の外表面に対して接触している一方で、
前記保護カバーの内面の少なくとも一部分と、前記容器本体における前記充填部以外の部分の外表面と、の間には空隙が存在している請求項1から8のいずれか一項に記載のシート材容器。 - 前記保護カバーの内面は前記容器本体における前記充填部以外の部分の外表面に対して非接触となっている請求項9に記載のシート材容器。
- 前記容器本体は、胴部と、マチ部と、を有し、
前記胴部は、前記収容領域を間に挟んで互いに対向している第1主面部及び第2主面部を有し、
前記本体構成シート材は、前記第1主面部を構成する第1主面部構成シート部と、前記第2主面部を構成する第2主面部構成シート部と、前記マチ部を構成するマチ部構成シート部と、を含み、
前記第1主面部構成シート部と前記第2主面部構成シート部との互いに対向する内面側の側縁部どうしが接合されて側部シール片が形成され、
前記側部シール片の上部側または下部側には、前記第1主面部構成シート部と前記マチ部構成シート部との互いに対向する内面側の側縁部どうしが接合されて形成された第1主面部側シール片と、前記第2主面部構成シート部と前記マチ部構成シート部との互いに対向する内面側の側縁部どうしが接合されて形成された第2主面部側シール片と、が配置されているとともに、
前記側部シール片、前記第1主面部側シール片および前記第2主面部側シール片の端部どうしが交わる交点を有し、
当該交点が前記保護カバーに覆われている請求項1から10のいずれか一項に記載のシート材容器。 - 前記容器本体は、胴部と、前記胴部の横幅方向に延在する折り目と、を有し、
前記折り目が前記保護カバーによって覆われている請求項1から11のいずれか一項に記載のシート材容器。 - 前記折り目は、前記胴部の上部と下部にそれぞれ配置されており、
前記保護カバーは、前記胴部の上部の前記折り目から前記胴部の下部の前記折り目に亘って、前記胴部を覆っている請求項12に記載のシート材容器。 - 前記容器本体は、胴部と、天部と、を有し、
前記充填部は、前記胴部と前記天部とに跨がって配置されている第1充填部を含み、
前記保護カバーは、前記第1充填部において前記胴部に配置されている部分から前記天部に配置されている部分に亘って前記第1充填部を覆っている請求項1から13のいずれか一項に記載のシート材容器。 - 前記容器本体は、胴部と、底部と、を有し、
前記充填部は、前記胴部と前記底部とに跨がって配置されている第2充填部を含み、
前記保護カバーは、前記第2充填部において前記胴部に配置されている部分から前記底部に配置されている部分に亘って前記第2充填部を覆っている請求項1から14のいずれか一項に記載のシート材容器。 - 前記容器本体は、胴部と、天部と、を有し、
当該シート材容器は、前記天部に設けられているスパウトを備え、
前記スパウトは、注出口を有する筒部と、前記筒部の基端から外周囲に張り出しているフランジ部と、を有し、
前記保護カバーは、前記フランジ部の少なくとも周縁部を含めて前記天部を覆っている請求項1から15のいずれか一項に記載のシート材容器。 - 前記保護カバーにおいて、前記天部を覆っている部分のうち、前記フランジ部以外の部分を覆っている部分については、全面に印刷が施されている請求項16に記載のシート材容器。
- 前記容器本体は、胴部と、底部と、を有し、
前記充填部は、前記底部に配置されている底部充填部を含み、
前記保護カバーは、前記底部充填部の全体を覆っている請求項1から17のいずれか一項に記載のシート材容器。 - 前記本体構成シート材の一部分により構成されており、前記容器本体から延出している延出部を有し、
前記延出部は、前記容器本体の外表面に沿って配置されるように、前記保護カバーによって外側から押さえ付けられている請求項1から18のいずれか一項に記載のシート材容器。 - 前記延出部と前記充填部との境界において前記外側フィルム層と前記内側フィルム層とが接合された封止シール部を有し、
前記延出部は、前記封止シール部を跨いで前記充填部に向かうノッチを有する請求項19に記載のシート材容器。 - 前記延出部は、
前記充填部と連通している連通領域を内部に有するとともに、
前記連通領域に向かうノッチを有する請求項19に記載のシート材容器。 - 前記容器本体は、胴部と、天部と、を有し、
当該シート材容器は、前記天部に設けられているスパウトを備え、
前記スパウトは、注出口を有する筒部と、前記筒部の基端から外周囲に張り出しているフランジ部と、を有し、
前記延出部は、前記天部を覆っており、
前記延出部に形成されている開口部を介して前記筒部が突出している請求項19から21のいずれか一項に記載のシート材容器。 - 前記胴部は、前記収容領域を間に挟んで互いに対向している第1主面部及び第2主面部と、を有し、
前記容器本体は、底部を有し、
前記延出部は、前記胴部と前記天部との境界部から延出しているとともに、前記第1主面部、前記底部、前記第2主面部及び前記天部の外表面に沿って巻き付けられている請求項22に記載のシート材容器。 - 前記本体構成シート材の一部分により構成されており、前記容器本体から延出している第2延出部を有し、
前記第2延出部と前記延出部とは、前記容器本体の同一箇所からそれぞれ延出しており、
前記第2延出部は、前記胴部を覆っている請求項22に記載のシート材容器。 - 前記容器本体の内側に配置されている内袋を更に備え、
前記内袋は、前記1又は複数のシート材のうち最内層のシート材である内袋構成シート材により構成されており、
前記容器本体は、当該容器本体の内面と前記内袋の外面との間に外気を導入させる外気導入部を有し、
前記外気導入部が前記保護カバーによって覆われている請求項1から24のいずれか一項に記載のシート材容器。 - 前記外気導入部は、前記外側フィルム層と前記内側フィルム層とを貫通している貫通孔である請求項25に記載のシート材容器。
- 前記保護カバーの内面が前記充填部の外表面に対して接触しており、
前記保護カバーの内面と、前記容器本体における前記外気導入部の形成領域と、の間には空隙が存在しており、
前記充填部には、皺が形成されており、当該皺の形成箇所において、前記保護カバーの内面と前記充填部の外表面との間に空気の流路が形成されており、
前記流路を介して、前記保護カバーの内面と前記容器本体における前記外気導入部の形成領域との間の前記空隙と、当該シート材容器の外部空間と、が相互に連通している請求項25又は26に記載のシート材容器。 - 前記保護カバーには、当該保護カバーを破断するためのミシン目が形成されており、
前記ミシン目のスリットが、前記外気導入部と対応する位置に配置されている請求項25から27のいずれか一項に記載のシート材容器。 - 前記保護カバーには印刷が施されており、
前記複数のシート材には印刷が施されていない請求項1から28のいずれか一項に記載のシート材容器。 - 前記本体構成シート材には、製造ロット情報のみが、インクを用いずに印字されている請求項29に記載のシート材容器。
- 前記保護カバーに印刷が施されており、
前記複数のシート材には製造ロット情報のみが印刷されている請求項1から28のいずれか一項に記載のシート材容器。 - 前記保護カバーは、シュリンクラベル、巻ラベル、又は、ストレッチラベルである請求項1から31のいずれか一項に記載のシート材容器。
- 請求項1から32のいずれか一項に記載のシート材容器をリサイクルする方法であって、
前記複数のシート材から前記保護カバーを分離する工程と、
前記複数のシート材を洗浄する工程と、
洗浄後の前記複数のシート材を用いて再生樹脂を作製する工程と、
前記保護カバーを洗浄する工程と、
洗浄後の前記保護カバーを用いて再生樹脂を作製する工程と、
を備えるリサイクル方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023525188A JPWO2022254546A1 (ja) | 2021-05-31 | 2021-05-31 | |
| US18/249,440 US20230382622A1 (en) | 2021-05-31 | 2021-05-31 | Sheet member container |
| EP21944054.2A EP4223658A4 (en) | 2021-05-31 | 2021-05-31 | CONTAINER FOR SHEET MATERIAL |
| CN202180098824.5A CN117425599A (zh) | 2021-05-31 | 2021-05-31 | 片材容器 |
| PCT/JP2021/020732 WO2022254546A1 (ja) | 2021-05-31 | 2021-05-31 | シート材容器 |
| TW111119265A TW202306856A (zh) | 2021-05-31 | 2022-05-24 | 片材容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/020732 WO2022254546A1 (ja) | 2021-05-31 | 2021-05-31 | シート材容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022254546A1 true WO2022254546A1 (ja) | 2022-12-08 |
Family
ID=84323982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/020732 WO2022254546A1 (ja) | 2021-05-31 | 2021-05-31 | シート材容器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230382622A1 (ja) |
| EP (1) | EP4223658A4 (ja) |
| JP (1) | JPWO2022254546A1 (ja) |
| CN (1) | CN117425599A (ja) |
| TW (1) | TW202306856A (ja) |
| WO (1) | WO2022254546A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004099110A (ja) * | 2002-09-10 | 2004-04-02 | Dainippon Printing Co Ltd | 内袋収蔵容器 |
| JP2016528120A (ja) * | 2013-08-01 | 2016-09-15 | ザ プロクター アンド ギャンブル カンパニー | 改善された継目を有する可撓性容器及びその作製方法 |
| JP6193535B1 (ja) | 2017-03-07 | 2017-09-06 | 花王株式会社 | 容器 |
| WO2021049385A1 (ja) * | 2019-09-09 | 2021-03-18 | 株式会社フジシールインターナショナル | シート材容器 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9327867B2 (en) * | 2013-08-01 | 2016-05-03 | The Procter & Gamble Company | Enhancements to tactile interaction with film walled packaging having air filled structural support volumes |
| PL3168169T3 (pl) * | 2015-11-13 | 2020-06-29 | Mondi Ag | Worek foliowy |
| JP7075827B2 (ja) * | 2018-06-15 | 2022-05-26 | 花王株式会社 | シート材容器 |
| US20210354333A1 (en) * | 2019-08-30 | 2021-11-18 | Kao Corporation | Method for recycling containers |
-
2021
- 2021-05-31 EP EP21944054.2A patent/EP4223658A4/en active Pending
- 2021-05-31 JP JP2023525188A patent/JPWO2022254546A1/ja active Pending
- 2021-05-31 WO PCT/JP2021/020732 patent/WO2022254546A1/ja active Application Filing
- 2021-05-31 CN CN202180098824.5A patent/CN117425599A/zh active Pending
- 2021-05-31 US US18/249,440 patent/US20230382622A1/en active Pending
-
2022
- 2022-05-24 TW TW111119265A patent/TW202306856A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004099110A (ja) * | 2002-09-10 | 2004-04-02 | Dainippon Printing Co Ltd | 内袋収蔵容器 |
| JP2016528120A (ja) * | 2013-08-01 | 2016-09-15 | ザ プロクター アンド ギャンブル カンパニー | 改善された継目を有する可撓性容器及びその作製方法 |
| JP6193535B1 (ja) | 2017-03-07 | 2017-09-06 | 花王株式会社 | 容器 |
| WO2021049385A1 (ja) * | 2019-09-09 | 2021-03-18 | 株式会社フジシールインターナショナル | シート材容器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4223658A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230382622A1 (en) | 2023-11-30 |
| EP4223658A1 (en) | 2023-08-09 |
| TW202306856A (zh) | 2023-02-16 |
| JPWO2022254546A1 (ja) | 2022-12-08 |
| CN117425599A (zh) | 2024-01-19 |
| EP4223658A4 (en) | 2024-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11878841B2 (en) | Sheet material container | |
| KR100909766B1 (ko) | 강화부를 갖는 공기밀봉체 및 그 제작방법 | |
| JP6186547B1 (ja) | シート材容器 | |
| JP2018144885A (ja) | シート材容器 | |
| WO2021181689A1 (ja) | シート材容器 | |
| WO2022254546A1 (ja) | シート材容器 | |
| JP7466443B2 (ja) | 包装袋 | |
| WO2023037474A1 (ja) | シート材容器 | |
| JP2023039709A (ja) | シート材容器 | |
| JP2022059380A (ja) | 容器用シート | |
| CN102897417A (zh) | 具头部平整且可重复装填的气袋 | |
| JP7365222B2 (ja) | 容器 | |
| JP7360535B2 (ja) | シート材容器 | |
| JP2023005523A (ja) | シート材容器 | |
| WO2021181692A1 (ja) | 容器 | |
| JP2023005524A (ja) | シート材容器 | |
| JP5186844B2 (ja) | 自立型袋 | |
| JPH11165763A (ja) | ブランクシート、およびそれを用いた紙容器または複合容器 | |
| JP2023096332A (ja) | 容器 | |
| JP2012171631A (ja) | 紙容器 | |
| JP2022180794A (ja) | シート材容器 | |
| JP2019123518A (ja) | 複合容器 | |
| JP2019031298A (ja) | 自立性包装袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21944054 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023525188 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18249440 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2021944054 Country of ref document: EP Effective date: 20230506 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |