WO2019172128A1 - ハニカムパネル及びその製造方法、並びに筐体 - Google Patents
ハニカムパネル及びその製造方法、並びに筐体 Download PDFInfo
- Publication number
- WO2019172128A1 WO2019172128A1 PCT/JP2019/008143 JP2019008143W WO2019172128A1 WO 2019172128 A1 WO2019172128 A1 WO 2019172128A1 JP 2019008143 W JP2019008143 W JP 2019008143W WO 2019172128 A1 WO2019172128 A1 WO 2019172128A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- honeycomb
- plate member
- core
- flange portion
- honeycomb core
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 230000002093 peripheral effect Effects 0.000 claims abstract description 30
- 238000003466 welding Methods 0.000 claims description 55
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 14
- 238000005304 joining Methods 0.000 claims description 4
- 230000035515 penetration Effects 0.000 abstract 3
- 239000011162 core material Substances 0.000 description 135
- 239000000463 material Substances 0.000 description 51
- 230000001678 irradiating effect Effects 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
- B23K11/115—Spot welding by means of two electrodes placed opposite one another on both sides of the welded parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/007—Spot arc welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/146—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers whereby one or more of the layers is a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/02—Honeycomb structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/024—Honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/04—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the partial melting of at least one layer
Definitions
- the present invention relates to a honeycomb panel that can be used as a wall portion of a structure, a manufacturing method thereof, and a housing including the honeycomb panel.
- a honeycomb panel including a core material (hereinafter referred to as a honeycomb core) formed so as to spread a plurality of hexagonal cells and a pair of plate materials covering the front and back surfaces of the honeycomb core is conventionally known.
- JP25444849B discloses a honeycomb panel made of a metal such as stainless steel.
- the honeycomb core and the plate material are integrated by welding.
- the honeycomb core includes a plurality of core strips formed by alternately forming trapezoidal portions protruding in opposite directions, and the plurality of core strips are arranged so that the parallel directions of the trapezoidal portions of each core strip are parallel to each other. Then, the tops of the trapezoidal portions protruding in opposite directions between the adjacent core strips are butted together and joined. Thereby, a honeycomb pattern is formed on the honeycomb core.
- a flange portion that bends inside the cell is provided at the top edge of the trapezoidal portion that faces the plate material, and the flange portion and the plate material are joined by welding.
- the pair of plate members are sequentially bonded to the honeycomb core, and after one plate member is bonded to the flange portion on the side facing the plate member, the other plate member is bonded to the flange portion on the side facing the plate member.
- one of the trapezoidal portions of one core strip and the trapezoidal portion of the other core strip that cooperate to form cells in adjacent core strips.
- the flange portion extends from the top edge only to the inside of the cell, and one flange portion is welded to the plate material inside one cell, and the flange portion from each top edge of both trapezoidal portions is connected to the cell. It extends to the inside, and two flange portions are welded to the plate material inside one cell.
- the first plate material one plate material described above
- the honeycomb core when the first plate material (one plate material described above) and the honeycomb core are welded, a flange portion does not exist or a flange portion exists at the end of the cell opposite to the plate material side. Even if it is a case, the overhang
- the first plate material is bonded to the honeycomb core by welding with a laser beam, and then the second plate material is bonded to the honeycomb core.
- the flange portion and the plate material are welded by irradiating the flange portion with a laser beam from above through the plate material.
- a method of irradiating a laser beam obliquely from above to a honeycomb core and lifting a part of the plate material to the flange portion and the inner surface of the plate material contacting the flange portion through a space between the flange portion and the plate material Is also disclosed.
- the present invention has been made based on the above background, and provides a honeycomb panel capable of easily and firmly bonding a honeycomb core and a plate material, a method for manufacturing the honeycomb panel, and a casing including the honeycomb panel. Objective.
- a honeycomb panel according to the present invention includes a honeycomb core having a front surface and a back surface, and a first plate member provided on the front surface of the honeycomb core, and the honeycomb core alternately includes trapezoidal portions protruding in opposite directions. And each of the core strips is arranged so that parallel directions of the trapezoidal portions are parallel to each other, and protrudes in opposite directions between the adjacent core strips.
- a honeycomb pattern composed of a plurality of hexagonal cells opened on the front surface and the back surface is formed by abutting and joining the top portions of the trapezoidal portions, and a part of one or more core strips or
- a first flange portion projecting inside the cell is provided at an end edge of all trapezoidal portions on the first plate member side, and the first plate member includes one or more front plates.
- the honeycomb core and the first plate member are made of metal, and an outer surface of the first flange portion and an inner peripheral surface of the through hole are arc-welded, and an outer surface of the first flange portion and an inner peripheral surface of the through hole A weld metal part may be provided between the two.
- the honeycomb panel according to the present invention further includes a second plate material provided on the back surface of the honeycomb core, and the edge of the trapezoidal part of one or more core strips on the second plate material side edge.
- the second plate member and the honeycomb core may be joined by having a surface contact region and welding or welding the outer surface of the second flange portion and the surface contact region.
- the honeycomb core and the second plate material may be made of metal, and the outer surface of the second flange portion and the surface contact area may be spot-welded.
- Two second flange portions are positioned inside at least some of the plurality of cells, and the second plate member includes two second flange portions inside some of the cells. May be combined.
- the honeycomb core may be configured not to position the first flange portion inside the cell.
- a method for manufacturing a honeycomb panel according to the present invention is a honeycomb panel including a honeycomb core having a front surface and a back surface, and a first plate member provided on the surface of the honeycomb core, wherein the honeycomb cores are mutually connected.
- It has a plurality of core strips formed by alternately forming trapezoidal portions protruding in opposite directions, and each of the core strips is arranged such that parallel directions of the trapezoidal portions are parallel to each other, and the adjacent cores Manufacture of a honeycomb panel that forms a honeycomb pattern composed of a plurality of hexagonal cells opened on the front surface and the back surface by abutting and joining top portions of trapezoidal portions protruding in opposite directions between strips
- a method is provided in which one or more trapezoidal portions of one or more core strips have an inner edge of the cell at an edge on the first plate side.
- a step of preparing the honeycomb core provided with the first flange portion projecting on the surface a step of preparing the first plate member having one or more through holes, and the through hole overlapping the first flange portion.
- the first plate member is positioned with respect to the honeycomb core, and the outer surface of the first flange portion facing the outside through the through hole and the inner peripheral surface of the through hole are welded, welded, or bonded,
- a method for manufacturing a honeycomb panel comprising: a step of bonding a first plate material and the honeycomb core.
- the honeycomb core and the first plate material may be made of metal, and the outer surface of the first flange portion and the inner peripheral surface of the through hole may be arc-welded.
- the casing according to the present invention is a casing characterized in that the honeycomb panel is provided as at least a part of the wall portion.
- the honeycomb core and the plate material can be easily and firmly bonded.
- FIG. 1 is a perspective view of a honeycomb panel according to a first embodiment of the present invention.
- Fig. 2 is a cross-sectional view of the honeycomb panel taken along line II-II in Fig. 1.
- Fig. 2 is a perspective view of a honeycomb core of the honeycomb panel shown in Fig. 1. It is the figure which looked at the honeycomb core in the direction of arrow IV of FIG.
- FIG. 2 is a diagram for explaining a bonding state between a honeycomb core and a first plate member in the honeycomb panel shown in FIG. 1.
- FIG. 4C is a cross-sectional view of the honeycomb core and the first plate member taken along the line CC of FIG. 4B. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG.
- FIG. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG. It is a figure explaining an example of the manufacturing method of the honeycomb panel shown in FIG. It is a perspective view of the honeycomb core of the honeycomb panel concerning the 2nd Embodiment of this invention. It is a figure which shows the housing
- FIG. 1 is a perspective view of the honeycomb panel 1 according to the first embodiment
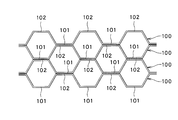
- FIG. 2 is a cross-sectional view of the honeycomb panel 1 taken along the line II-II in FIG. 3 is a perspective view of the honeycomb core 10 of the honeycomb panel 1 shown in FIG. 1
- FIG. 4A is a view of the honeycomb core 10 viewed in the direction of arrow IV in FIG.
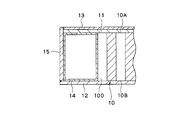
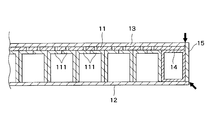
- a honeycomb panel 1 according to the present embodiment shown in FIGS. 1 and 2 includes a honeycomb core 10 having a front surface 10A and a back surface 10B, a first plate member 11 provided on the front surface 10A of the honeycomb core 10, and A second plate member 12 provided on the back surface 10B, a third plate member 13 provided on the surface of the first plate member 11, and a frame member 14 surrounding a side surface located between the front surface 10A and the back surface 10B of the honeycomb core 10; And a side plate 15 surrounding the frame member 14.
- Each component constituting the honeycomb core 10 is formed of a metal such as stainless steel or aluminum.
- each of these constituent members may be formed from a resin, a part thereof may be formed from a metal, and the other part may be formed from a resin.
- the honeycomb core 10 is a plate-like member that forms a honeycomb pattern by arranging a plurality of hexagonal cells 10S that are open on both sides of the front surface 10A and the back surface 10B. In this embodiment, the outer shape is rectangular. It has become.
- the honeycomb core 10 includes a plurality of core strips 100.
- the core strip 100 is a band-shaped member formed by alternately forming first trapezoidal portions 101 and second trapezoidal portions 102 that protrude in opposite directions.
- a reference line SL indicating a boundary between the first trapezoidal portion 101 and the second trapezoidal portion 102 is indicated by a two-dot chain line.
- the trapezoidal portion that protrudes from the reference line SL to the lower side in FIG. 4A is defined as the first trapezoidal portion 101, and is extended from the reference line SL to the upper side in FIG.
- the trapezoidal part to be taken out is defined as the second trapezoidal part 102.
- the plurality of core strips 100 are arranged such that the parallel directions of the trapezoidal portions 101 and 102 (the direction in which the trapezoidal portions 101 and 102 are arranged) are parallel to each other, and the opposite core strips 100 are opposite to each other.
- the top portions of the first trapezoidal portion 101 and the second trapezoidal portion 102 that protrude in the direction are abutted and joined.
- the honeycomb core 10 forms a honeycomb pattern composed of a plurality of hexagonal cells 10S opened on the front surface 10A and the back surface 10B.
- the tops of the first trapezoidal portion 101 and the second trapezoidal portion 102 are coupled to each other by spot welding, but these may be coupled by adhesion.
- the first trapezoidal portion 101 and the second trapezoidal portion 102 are more easily maintained in a higher temperature environment than in the case of an adhesive, the connection between the first trapezoidal portion 101 and the second trapezoidal portion 102 is easily maintained.
- spot welding it is preferable to employ spot welding.
- FIG. 3 shows a state where the surface 10A of the honeycomb core 10 covered with the first plate material 11 is viewed from above.
- FIG. 3 and FIG. 4A at the edge of the first trapezoidal portion 101 and the second trapezoidal portion 102 of at least some of the core strips 100 on the first plate member 11 side. Is provided with a first flange portion 111 projecting inside the cell 10S, and a second trapezoidal portion 101 and a second trapezoidal portion 102 of at least a part of the plurality of core strips 100.
- a second flange portion 112 is provided at the edge of the plate member 12 side so as to project inside the cell 10S.
- each first flange portion 111 is provided on the edge of the top portion 101A of the first trapezoidal portion 101 or the top portion 102A of the second trapezoidal portion 102 on the first plate member 11 side, and each second flange portion 111 is provided.
- the flange portion 112 is provided on the edge of the top portion 101A of the first trapezoidal portion 101 or the top portion 102A of the second trapezoidal portion 102 on the second plate member 12 side.
- the plurality of first flange portions 111 provided on the first plate member 11 side are formed so as to be located two inside one cell 10S with respect to some cells 10S, and are located inside one cell 10S.
- One of the two first flange portions 111 is provided at the edge of the first trapezoidal portion 101 of one core strip 100 forming the cell 10S in the adjacent core strip 100 on the first plate member 11 side
- the other of the two first flange portions 111 is provided at the edge on the first plate member 11 side of the second trapezoidal portion 102 of the other core strip 100 that forms the cell 10S in the adjacent core strip 100. Yes.
- the two first flange portions 111 positioned inside one cell 10S are in contact with each other in the direction orthogonal to the parallel direction of the trapezoidal portions 101 and 102. Further, as shown in FIG. 4, when two first flange portions 111 are positioned inside one cell 10S, the honeycomb core 10 is configured so that the second flange portion 112 is not positioned in the cell 10S. ing.
- the plurality of second flange portions 112 provided on the second plate member 12 side are also formed so as to be located two inside one cell 10S with respect to a part of the cells 10S, and inside one cell 10S.
- One of the two second flange portions 112 located on the second strip portion 112 is provided at the edge of the first trapezoidal portion 101 of one core strip 100 forming the cell 10S in the adjacent core strip 100 on the second plate 12 side.
- the other of the two second flange portions 112 is provided at the edge of the second trapezoidal portion 102 of the other core strip 100 forming the cell 10S in the adjacent core strip 100 on the second plate 12 side. It has been.
- the two second flange portions 112 positioned inside the one cell 10 ⁇ / b> S have their respective tips in a direction perpendicular to the parallel direction of the trapezoidal portions 101 and 102. It is in contact. Further, when two second flange portions 112 are positioned inside one cell 10S on the second plate material 12 side, the honeycomb core 10 does not position the first flange portion 111 on the first plate material 11 side of the cell 10S. It is configured as follows.
- two first flange portions 111 positioned inside one cell 10S are continuously provided in a direction orthogonal to the parallel direction of the trapezoidal portions 101 and 102.
- two second flange portions 112 located inside one cell 10S are continuously (repetitively) arranged in a direction orthogonal to the parallel direction of the trapezoidal portions 101 and 102. It has become so.
- the first flange portions 111 so that the two flange portions 112 are alternately arranged in the parallel direction when viewed in a plan view are arranged in a direction orthogonal to the parallel direction of the trapezoidal portions 101 and 102. And a second flange portion 112 are formed.
- the plan view means that the core strip 100 is viewed along the normal direction of the front and back surfaces 10A and 10B of the plate-like core strip 100.
- the rows continuously arranged in the direction orthogonal to the parallel direction of the trapezoidal portions 101 and 102 are as follows: The first flange portion 111 provided at the edge of the first trapezoidal portion 101 of the core strip 100 on the first plate member 11 side, and the second flange provided at the edge of the second trapezoidal portion 102 on the second plate member 12 side.
- Portions 112 are alternately formed in the parallel direction of the trapezoidal portions 101, 102 on the edge of the first trapezoidal portion 101 of the core strip 100 on the second plate member 12 side.
- the second flange portion 112 and the first flange portion 111 provided at the edge of the second trapezoidal portion 102 on the first plate member 11 side are alternately formed in the parallel direction of the trapezoidal portions 101 and 102.
- Two types of core strips 100 are required.
- Such two kinds of core strips 100 are in the other mode if one is inverted.
- Such a core strip 100 can be easily manufactured by forming by punching and bending the flange portions 111 and 112 after punching. Further, the thicknesses of the two types of core strips 100 may be different from each other. When one thickness is set to 1/5 to 1/2 of the other thickness, it may occur during welding. It becomes easy to suppress distortion of the core strip 100.
- the formation aspect of the 1st flange part 111 and the 2nd flange part 112 is not restricted to said aspect,
- one or more 1st flange parts 111 are located inside the same cell 10S, and one is provided.
- the 1st flange part 111 and the 2nd flange part 112 may be formed so that the above 2nd flange part 112 may be located.
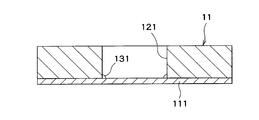
- FIG. 4B is a diagram for explaining a bonding state between the honeycomb core 10 and the first plate member 11 in the honeycomb panel 1, and is a view of the first plate member 11 viewed along the normal direction with respect to the plate surface of the first plate member 11.
- FIG. 4C is a cross-sectional view of the honeycomb core 10 and the first plate member 11 taken along the line CC of FIG. 4B.
- the first plate member 11 has one or more (in this example, a plurality) through holes 121 that overlap one or more (in this example, a plurality of) first flange portions 111.
- the first plate member 11 is bonded to the honeycomb core 10 by welding the outer surface of the first flange portion 111 facing the outside through the through hole 121 and the inner peripheral surface of the through hole 121.
- One through-hole 121 is provided for one first flange portion 111, and the first plate member 11 and the honeycomb core 10 are joined at two locations in one cell 10S.
- the shape of the through hole 121 is circular, but may be other shapes such as a rectangular shape.
- the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121 are arc welded, and the weld metal portion 131 is between the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121.
- the arc welding is performed by accessing the boundary between the through hole 121 and the first flange portion 111 from the outside of the through hole 121, the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121 are easily welded. It becomes possible to do.
- the type of arc welding is not particularly limited, and various methods such as TIG welding and argon welding can be used.
- the welding of the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121 is not limited to arc welding, and may be performed by electric resistance welding or brazing.
- the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121 are coupled by welding, but these may be coupled by bonding with an adhesive. Moreover, when the 1st flange part 111 and the 1st board
- the second plate member 12 has a plurality of surface contact regions 122 (see FIGS. 3 and 4A) that are in surface contact with the outer surface of the plurality of second flange portions 112 facing the second plate member 12, and the second flange portion 112.
- the outer surface and the surface contact area 122 are welded to bond to the honeycomb core 10.
- the two second flange portions 112 are positioned in one cell 10S, so that the second plate member 12 and the honeycomb core 10 are joined at two locations in one cell 10S.
- plate material 12 is comprised as a non-opening board
- the second plate 12 is bonded to the honeycomb core 10 by spot welding of the outer surface of the second flange portion 112 and the surface contact region 122 of the second plate 12, and the reference numerals in FIG. 4A Reference numeral 132 denotes a spot welding mark.
- the second plate 12 is bonded to the honeycomb core 10 before the first plate 11.
- the open portion on the front surface 10A side is the first flange portion 111. Not covered by.
- the outer surface of the second flange portion 112 and the surface contact region 122 of the second plate member 12 are coupled by welding, but these may be coupled by bonding with an adhesive. Moreover, when the 2nd flange part 112 and the 2nd board
- the frame member 14 surrounds the side surface of the honeycomb core 10 and is positioned between the first plate member 11 and the second plate member 12.
- the frame member 14 is joined to the honeycomb core 10, the first plate member 11, and the second plate member 12 by welding.
- the side plate 15 surrounds the side surface of the frame member 14.
- the second plate member 12 projects laterally outward from the frame member 14, and the side plate 15 is placed on this projecting portion.
- the first plate 11 does not protrude from the frame member 14.
- the side plate 15 placed on the second plate 12 projects from the frame member 14 and the first plate 11.
- the side plate 15 is coupled to the second plate member 12, the frame member 14, and the first plate member 11 by welding.
- the third plate member 13 is disposed so as to be fitted inside the side plate 15 protruding from the first plate member 11 and is welded to the side plate 15 to close the first plate member 11.
- FIG. 5 is a view of the core strip 100 viewed along the normal direction with respect to the front and back surfaces 10A and 10B of the honeycomb core 10.
- FIGS. 6 to 9 are normal directions with respect to the front and back surfaces 10A and 10B of the honeycomb core 10.
- FIG. 3 is a schematic cross-sectional view when a proper place of the honeycomb core 10 is cut along a plane parallel to the surface.
- a plurality of core strips 100 are prepared.
- Each core strip 100 is arranged so that the parallel directions of the trapezoidal portions 101 and 102 are parallel to each other.
- the first trapezoidal portion 101 and the first trapezoidal portions 101 project in opposite directions between the adjacent core strips 100.
- the tops of the two trapezoidal portions 102 are butted together and then joined.
- the tops are joined by spot welding.
- the honeycomb core 10 which forms the honeycomb pattern which consists of a plurality of hexagonal cells opened on the front surface 10A and the back surface 10B is formed.
- the second plate 12 and the back surface 10 ⁇ / b> B of the honeycomb core 10 are overlapped and bonded together.
- the second plate member 12 and the honeycomb core 10 are joined by spot welding the outer surface of the second flange portion 112 and the surface contact region 122 of the second plate member 12.
- the open portion on the surface 10A side is not covered by the first flange portion 111, so the electrode E1 is inserted inside the cell 10S, The electrode E1 can be easily brought into contact with the second flange portion 112.
- the second flange portion 112 and the second plate member 12 are sandwiched between the electrode E1 and the electrode E2 disposed to face the electrode E1, and a current flows.
- plate material 12 and the honeycomb core 10 are couple
- the frame member 14 is joined to the honeycomb core 10 and the second plate member 12 by welding.
- the arrow in FIG. 7 has shown the welding location of the frame member 14 and its peripheral member.
- the frame member 14 and its peripheral members are welded by arc welding, but electric resistance welding may be employed instead of arc welding.
- the first plate member 11 and the surface 10 ⁇ / b> A of the honeycomb core 10 are overlapped and bonded together.
- the first plate member 11 has a plurality of through holes 121 that overlap with the plurality of first flange portions 111, and the plurality of through holes 121 overlap the plurality of first flange portions 111 of the honeycomb core 10 with respect to the honeycomb core 10.
- plate material 11 and the honeycomb core 10 are couple
- the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121 are arc welded. Since the arc welding is performed by accessing the boundary between the through hole 121 and the first flange portion 111 from the outside of the through hole 121, the arc welding can be easily performed.
- the side plate 15 is bonded around the honeycomb core 10, and the third plate material 13 is disposed on the first plate material 11 and bonded.
- the arrow in FIG. 9 has shown the welding location of the side plate 15 or the 3rd board
- the side plate 15 and the third plate member 13 and the peripheral members are welded by arc welding, but electric resistance welding may be employed instead of arc welding.
- the first plate member 11 has a plurality of through holes 121 that overlap with the plurality of first flange portions 111 provided in the honeycomb core 10, and the external through the through holes 121.
- the first plate member 11 and the honeycomb core 10 are bonded to each other by welding the outer surface of the first flange portion 111 facing the side and the inner peripheral surface of the through hole 121.
- the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121 of the first plate member 11 are arc-welded, and a weld metal portion is provided between the outer surface of the first flange portion 111 and the inner peripheral surface of the through hole 121. 131 is provided.
- the honeycomb panel 1 with high reliability.
- the second plate member 12 has a plurality of surface contact regions 122 that are in surface contact with the outer surface of the plurality of second flange portions 112 provided on the honeycomb core 10 and facing the second plate member 12 side.
- the outer surface and the surface contact region 122 are welded to be coupled to the honeycomb core 10.
- plate material 12 is a structure couple
- the outer surface of the second flange portion 112 and the surface contact region 122 are spot-welded, generation of metal oxide can be suppressed as compared with the case of arc welding, resulting from such metal oxide. Generation of gas can be suppressed.
- the honeycomb panel 1 is used as a part of the wall portion of the casing that is hermetically sealed, the generation of gas due to the metal oxide inside the casing may not be desirable. Spot welding is particularly useful.
- two second flange portions 112 are located inside each of at least some of the cells 10S of the plurality of cells 10S in the honeycomb panel 1, and the second plate member 12 is The second flange portion 112 is coupled to the inside of the cell 10S.
- the coupling strength can be improved.
- the honeycomb core 10 does not place the first flange portion 111 inside the cell 10S. Therefore, since a member for welding such as the electrode E1 can be inserted into the cell 10S and can be easily brought into contact with the second flange portion 112, the manufacturing efficiency of the honeycomb panel 1 can be improved.
- first flange portions 111 when two first flange portions 111 are positioned inside one cell 10S, the two first flange portions 111 are in contact with each other at their tips. Even when two second flange portions 112 are positioned inside one cell 10S, the two second flange portions 112 are in contact with each other at their tips.
- FIGS. 11A to 11C are views showing a housing in which a honeycomb panel according to each embodiment of the present invention can be installed.
- a honeycomb panel according to each embodiment includes a casing 201 having a rectangular wall section as shown in FIG. 11A, a casing 202 having a circular wall section as shown in FIG. 11B, Alternatively, the cross section of the wall portion as shown in FIG. 11C may be applied to the case 203 having a racetrack shape having a pair of curved portions and a pair of straight portions, and may constitute at least a part of the wall portion.
- the casings 201 to 203 as described above are casings in which the inside of a vacuum deposition chamber or the like is at a high temperature and in a vacuum state, for example, the second plate member 12 is directed to the inner side, and the first plate member 11 is placed.
- the wall portion of the housing is constituted by the honeycomb panel toward the outside.
- the second plate 12 is sucked in vacuum by being coupled with the two second flange portions 112 per cell 10S, for example, while maintaining suitable airtightness with the honeycomb core 10.
- the first plate member 11 has the through-hole 121, since it is easily and firmly coupled to the first plate member 11, the manufacturing efficiency of the honeycomb panel is sufficiently satisfied while satisfying the specifications required on the side not exposed to vacuum. Can be improved and the cost can be reduced.
- the honeycomb panel according to the present embodiment when the honeycomb panel according to the present embodiment is applied to a casing, not only the weight reduction is realized, but also the specifications desired for the casing are sufficiently satisfied, and the manufacturing efficiency of the casing is improved.
- the cost can be reduced, various advantages can be obtained in the housing.
- the housing is not particularly limited.
- the honeycomb panel according to the present embodiment can be usefully used as a wall portion of a train, an automobile, an aircraft, a rocket, a shelter, or the like.
- the first flange portion 111 and the second flange portion 112 are provided at the top of the trapezoidal portion of the core strip 100. Instead, both of the pair of side portions of the trapezoidal portion are provided. Or the 1st flange part 111 or the 2nd flange part 112 may be provided in either.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Laminated Bodies (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
表面10A及び裏面10Bを有するハニカムコア10と、ハニカムコア10の表面10Aに設けられる第1板材11とを備えるハニカムパネル1において、ハニカムコア10を形成する複数のコアストリップ100の台形状部分101,102の第1板材11側の端縁に、セル10Sの内側に張り出す第1フランジ部111を設ける。第1板材11は、第1フランジ部111と重なり合う貫通孔121を有し、貫通孔121を通して外部側を向く第1フランジ部111の外面と貫通孔121の内周面とが溶接されることで、ハニカムコア10と結合する。
Description
本発明は、構造体の壁部等として利用され得るハニカムパネル及びその製造方法、並びにハニカムパネルを備えた筐体に関する。
六角形状の複数のセルを敷き詰めるようにして形成された芯材(以下、ハニカムコアと呼ぶ。)と、ハニカムコアの表裏面を覆う一対の板材とを備えるハニカムパネルが従来から知られている。
例えばJP2544849Bにはステンレス等の金属からなるハニカムパネルが開示され、このハニカムパネルでは、ハニカムコアと板材とが溶接によって一体化されている。ハニカムコアは、互いに逆方向に突出する台形状部分を交互に形成してなる複数のコアストリップを備え、各コアストリップの台形状部分の並列方向が互いに平行となるように複数のコアストリップを配置し、隣り合うコアストリップの間で互いに逆方向に突出する台形状部分の頂部同士を突き合わせて且つ結合する。これにより、ハニカムコア上にハニカムパターンが形成されることになる。
JP2544849Bのハニカムパネルでは、板材に面することになる台形状部分の頂部端縁にセルの内側に折れ曲がるフランジ部が設けられ、フランジ部と板材とが溶接によって結合される。一対の板材は順にハニカムコアに結合されており、一方の板材が当該板材に面する側のフランジ部に結合された後、他方の板材が当該板材に面する側のフランジ部に結合されることで、ハニカムコアと一対の板材との結合作業が完了する。
フランジ部と板材との溶接形態としては、隣り合うコアストリップにおいて協働してセルを形成する一方のコアストリップの台形状部分及び他方のコアストリップの台形状部分のうちの一方の台形状部分の頂部端縁のみからフランジ部がセルの内側に延び出し、1つのセルの内側において1つのフランジ部が板材に溶接される形態と、両方の台形状部分の各頂部端縁からフランジ部がセルの内側に延び出し、1つのセルの内側において2つのフランジ部が板材に溶接される形態と、が挙げられている。
ここで、初めの板材(上記の一方の板材)とハニカムコアとを溶接する際、当該板材側とは反対側のセルの端部では、フランジ部が存在し無いか、或いはフランジ部が存在する場合であっても溶接のためのレーザービームの通過を阻害しないように、フランジ部の張り出し量が抑制されている。これにより、この技術では、ハニカムコアと板材との溶接作業を容易に行うことが可能となっている。
上述したJP2544849Bのハニカムパネルでは、一枚目の板材をレーザービームによる溶接によりハニカムコアに結合した後、二枚目の板材をハニカムコアに結合する。この際、ハニカムコア上に二枚目の板材を載せた後、上方から板材を介してフランジ部にレーザービームを照射することで、フランジ部と板材とが溶接される。また、ハニカムコアに対して板材の一部を持ち上げ、フランジ部と板材との間の空間を介してフランジ部と当該フランジ部に接触する板材の内面とに、斜め上方からレーザービームを照射する手法も開示されている。
しかしながら、板材を介してフランジ部にレーザービームを照射する手法では、フランジ部の位置を目視できない状態でレーザービームをフランジ部に照射する必要があるため、その位置合わせに手間がかかる。また、板材の一部を持ち上げて斜め上方からレーザービームを照射する手法では、レーザービームの構成が煩雑化し、また照射位置の調整に手間がかかる。さらには、板材が湾曲可能な材質である必要があるため、材料の選択自由度が制約される。
このようなJP2544849Bの技術では、ハニカムコアに対する一対の板材の溶接状態を均一にすることを考慮してハニカムコアと各板材との溶接手法を同一にしているものと考えられる。しかしながら、実際上のハニカムパネルの適用に際しては、両側の板材の溶接状態が一致していなくても所望される仕様を満たす場合が存在する。本件発明者はこのような事情に鑑みて、ハニカムコアと各板材との溶接状態を均一にするという概念にとらわれなければ、より効率的にハニカムパネルを製造することができるものと考え、試行錯誤を行った。
本発明は以上の背景に基づいてなされたものであり、ハニカムコアと板材とを簡易に且つ強固に結合させることができるハニカムパネル及びその製造方法、並びにハニカムパネルを備える筐体を提供することを目的とする。
本発明にかかるハニカムパネルは、表面及び裏面を有するハニカムコアと、前記ハニカムコアの前記表面に設けられる第1板材と、を備え、前記ハニカムコアは、互いに逆方向に突出する台形状部分を交互に形成してなる複数のコアストリップを有し、各前記コアストリップは、前記台形状部分の並列方向が互いに平行となるように配置され、隣り合う前記コアストリップの間で互いに逆方向に突出する台形状部分の頂部同士を突き合わせて且つ結合することで、前記表面及び前記裏面に開放する六角形状の複数のセルからなるハニカムパターンを形成しており、1つ以上の前記コアストリップの一部又は全部の台形状部分の前記第1板材側の端縁に、前記セルの内側に張り出す第1フランジ部が設けられ、前記第1板材は、1つ以上の前記第1フランジ部と重なり合う1つ以上の貫通孔を有し、前記貫通孔を通して外部側を向く前記第1フランジ部の外面と前記貫通孔の内周面とが溶接、溶着又は接着されることで、前記第1板材と前記ハニカムコアとが結合していることを特徴とする、ハニカムパネルである。
前記ハニカムコア及び前記第1板材は金属製であり、前記第1フランジ部の外面と前記貫通孔の内周面とがアーク溶接され、前記第1フランジ部の外面と前記貫通孔の内周面との間に溶接金属部が設けられてもよい。
本発明にかかるハニカムパネルは、前記ハニカムコアの前記裏面に設けられる第2板材をさらに備え、1つ以上の前記コアストリップの一部又は全部の台形状部分の前記第2板材側の端縁に、前記セルの内側に張り出す第2フランジ部が設けられており、前記第2板材は、1つ以上の前記第2フランジ部の前記第2板材側を向く外面と面接触する1つ以上の面接触領域を有し、前記第2フランジ部の外面と前記面接触領域とが溶接又は溶着されることで、前記第2板材と前記ハニカムコアとが結合してもよい。
前記ハニカムコア及び前記第2板材は金属製であり、前記第2フランジ部の外面と前記面接触領域とがスポット溶接されてもよい。
複数の前記セルのうちの少なくとも一部のセルの内側に、2つの前記第2フランジ部が位置しており、前記第2板材は、一部の前記セルの内側で2つの前記第2フランジ部と結合してもよい。
2つの前記第2フランジ部が1つの前記セルの内側に位置する場合において、前記ハニカムコアは、このセルの内側に前記第1フランジ部を位置させないように構成されてもよい。
また、本発明にかかるハニカムパネルの製造方法は、表面及び裏面を有するハニカムコアと、前記ハニカムコアの前記表面に設けられる第1板材と、を備えるハニカムパネルであって、前記ハニカムコアは、互いに逆方向に突出する台形状部分を交互に形成してなる複数のコアストリップを有し、各前記コアストリップは、前記台形状部分の並列方向が互いに平行となるように配置され、隣り合う前記コアストリップの間で互いに逆方向に突出する台形状部分の頂部同士を突き合わせて且つ結合することで、前記表面及び前記裏面に開放する六角形状の複数のセルからなるハニカムパターンを形成するハニカムパネルの製造方法であって、1つ以上の前記コアストリップの一部又は全部の台形状部分の前記第1板材側の端縁に前記セルの内側に張り出す第1フランジ部が設けられた前記ハニカムコアを準備する工程と、1つ以上の貫通孔を有する前記第1板材を準備する工程と、前記貫通孔が前記第1フランジ部と重なり合うように前記第1板材を前記ハニカムコアに対して位置決めし、前記貫通孔を通して外部側を向く前記第1フランジ部の外面と前記貫通孔の内周面とを溶接、溶着又は接着することで、前記第1板材と前記ハニカムコアとを結合する工程と、を備えることを特徴とする、ハニカムパネルの製造方法である。
前記ハニカムコア及び前記第1板材は金属製であり、前記第1フランジ部の外面と前記貫通孔の内周面とをアーク溶接してもよい。
また、本発明にかかる筐体は、前記ハニカムパネルを壁部の少なくとも一部として備えることを特徴とする、筐体である。
本発明によれば、ハニカムコアと板材とを簡易に且つ強固に結合させることができる。
以下に、添付の図面を参照して本発明の各実施の形態を詳細に説明する。
<第1の実施の形態>
図1は、第1の実施の形態にかかるハニカムパネル1の斜視図であり、図2は、図1のII-II線に沿うハニカムパネル1の断面図である。また、図3は、図1に示すハニカムパネル1のハニカムコア10の斜視図であり、図4Aは、図3の矢印IVの方向にハニカムコア10を見た図である。
図1は、第1の実施の形態にかかるハニカムパネル1の斜視図であり、図2は、図1のII-II線に沿うハニカムパネル1の断面図である。また、図3は、図1に示すハニカムパネル1のハニカムコア10の斜視図であり、図4Aは、図3の矢印IVの方向にハニカムコア10を見た図である。
図1及び図2に示される本実施の形態にかかるハニカムパネル1は、表面10A及び裏面10Bを有するハニカムコア10と、ハニカムコア10の表面10Aに設けられる第1板材11と、ハニカムコア10の裏面10Bに設けられる第2板材12と、第1板材11の表面上に重ねて設けられる第3板材13と、ハニカムコア10の表面10A及び裏面10Bの間に位置する側面を囲う枠部材14と、枠部材14を囲う側板15と、を備えている。
ハニカムコア10を構成する上記各構成部材は、ステンレスやアルミニウム等の金属から形成される。ただし、これら各構成部材は樹脂から形成されてもよいし、一部が金属から形成され、他の一部が樹脂から形成されてもよい。
ハニカムコア10は表面10A及び裏面10Bの両側に開放する六角形状の複数のセル10Sを敷き詰めるように配置することでハニカムパターンを形成する板状部材であり、本実施の形態では外形が矩形状になっている。ハニカムコア10は複数のコアストリップ100を有し、コアストリップ100は互いに逆方向に突出する第1台形状部分101と第2台形状部分102とを交互に形成してなる帯状の部材である。
図3及び図4Aには、第1台形状部分101と第2台形状部分102との境界を示す基準線SLが二点鎖線で示されている。本実施の形態では、基準線SLに対して図4Aの紙面下側に張り出す台形状部分のことを第1台形状部分101と定義し、基準線SLに対して図4Aの紙面上側に張り出す台形状部分を第2台形状部分102と定義する。
複数のコアストリップ100は、それぞれの台形状部分101,102の並列方向(台形状部分101,102が並ぶ方向)が互いに平行となるように配置され、隣り合うコアストリップ100の間で互いに逆方向に突出する第1台形状部分101及び第2台形状部分102の頂部同士が突き合わされて且つ結合されている。これにより、ハニカムコア10は表面10A及び裏面10Bに開放する六角形状の複数のセル10Sからなるハニカムパターンを形成している。
本実施の形態では、第1台形状部分101及び第2台形状部分102の頂部同士がスポット溶接によって結合されるが、これらは接着によって結合されてもよい。ただし、スポット溶接で結合した場合には、接着剤の場合よりも高温環境下において第1台形状部分101と第2台形状部分102との結合状態を強固に維持し易くなるため、高温環境下に晒される使用が想定される場合には、スポット溶接を採用することが好ましい。
図3においては、第1板材11によって覆われるハニカムコア10の表面10Aを上方から俯瞰した状態が示されている。図3及び図4Aに示されるように、複数のコアストリップ100のうちの少なくとも一部のコアストリップ100の第1台形状部分101及び第2台形状部分102の第1板材11側の端縁には、セル10Sの内側に張り出す第1フランジ部111が設けられ、複数のコアストリップ100のうちの少なくとも一部のコアストリップ100の第1台形状部分101及び第2台形状部分102の第2板材12側の端縁には、セル10Sの内側に張り出す第2フランジ部112が設けられている。
本実施の形態において、各第1フランジ部111は第1台形状部分101の頂部101A又は第2台形状部分102の頂部102Aの第1板材11側の端縁に設けられており、各第2フランジ部112は第1台形状部分101の頂部101A又は第2台形状部分102の頂部102Aの第2板材12側の端縁に設けられている。
第1板材11側に設けられる複数の第1フランジ部111は、一部のセル10Sに関して、1つのセル10Sの内側に2つ位置するように形成されており、1つのセル10Sの内側に位置する2つの第1フランジ部111のうちの一方は、隣り合うコアストリップ100においてセル10Sを形成する一方のコアストリップ100の第1台形状部分101の第1板材11側の端縁に設けられ、上記2つの第1フランジ部111のうちの他方は、隣り合うコアストリップ100においてセル10Sを形成する他方のコアストリップ100の第2台形状部分102の第1板材11側の端縁に設けられている。
1つのセル10Sの内側に位置する2つの第1フランジ部111は、それぞれの先端を台形状部分101,102の並列方向に対して直交する方向に互いに接触させている。また、図4に示されるように、1つのセル10Sの内側に2つの第1フランジ部111が位置する場合、ハニカムコア10は、このセル10Sに第2フランジ部112を位置させないように構成されている。
一方、第2板材12側に設けられる複数の第2フランジ部112も、一部のセル10Sに関して、1つのセル10Sの内側に2つ位置するように形成されており、1つのセル10Sの内側に位置する2つの第2フランジ部112のうちの一方は、隣り合うコアストリップ100においてセル10Sを形成する一方のコアストリップ100の第1台形状部分101の第2板材12側の端縁に設けられ、上記2つの第2フランジ部112のうちの他方は、隣り合うコアストリップ100においてセル10Sを形成する他方のコアストリップ100の第2台形状部分102の第2板材12側の端縁に設けられている。
第1フランジ部111の場合と同様に、1つのセル10Sの内側に位置する2つの第2フランジ部112は、それぞれの先端を台形状部分101,102の並列方向に対して直交する方向に互いに接触させている。また、第2板材12側において1つのセル10Sの内側に2つの第2フランジ部112が位置する場合、ハニカムコア10は、このセル10Sの第1板材11側に第1フランジ部111を位置させないように構成されている。
また本実施の形態では、ハニカムコア10上において、1つのセル10Sの内側に位置する2つの第1フランジ部111が、台形状部分101,102の並列方向に対して直交する方向に連続的に(繰り返し)配列されるとともに、1つのセル10Sの内側に位置する2つの第2フランジ部112が、台形状部分101,102の並列方向に対して直交する方向に連続的に(繰り返し)配列されるようになっている。そして、1つのセル10S内の2つの第1フランジ部111が台形状部分101,102の並列方向に対して直交する方向に連続的に配列される列と、1つのセル10S内の2つの第2フランジ部112が台形状部分101,102の並列方向に直交する方向に連続的に配列される列とが、平面視で見た際、上記並列方向において交互に並ぶように第1フランジ部111と第2フランジ部112とが形成されている。ここで、平面視とは板状のコアストリップ100の表裏面10A,10Bの法線方向に沿ってコアストリップ100を見ることを意味する。
上述のように、1つのセル10S内の2つの第1フランジ部111が台形状部分101,102の並列方向に対して直交する方向に連続的に配列される列と、1つのセル10S内の2つの第2フランジ部112が台形状部分101,102の並列方向に対して直交する方向に連続的に配列される列とが平面視で見た際に交互に並ぶ状態を得るためには、コアストリップ100の第1台形状部分101の第1板材11側の端縁に設けられる第1フランジ部111と、第2台形状部分102の第2板材12側の端縁に設けられる第2フランジ部112とが、台形状部分101,102の並列方向において交互に形成される第1のタイプのコアストリップ100と、コアストリップ100の第1台形状部分101の第2板材12側の端縁に設けられる第2フランジ部112と、第2台形状部分102の第1板材11側の端縁に設けられる第1フランジ部111とが、台形状部分101,102の並列方向において交互に形成される第2のタイプのコアストリップ100と、が必要となる。
このような2種のコアストリップ100は、一方を反転させれば他方の態様となる。このようなコアストリップ100は、打ち抜き加工により形成し、フランジ部111,112を打ち抜き加工後に湾曲させて形成すれば、容易に作製することができる。また、2種のコアストリップ100の厚さは互いに異なっていてもよく、一方の厚さが、他方の厚さの1/5~1/2となるようにした場合には、溶接時に生じ得るコアストリップ100の歪みを抑制し易くなる。
なお、第1フランジ部111及び第2フランジ部112の形成態様は上記の態様に限られるものではなく、例えば同一のセル10Sの内側に1つ以上の第1フランジ部111が位置するとともに1つ以上の第2フランジ部112が位置するように、第1フランジ部111及び第2フランジ部112が形成されてもよい。
続いて、第1板材11及び第2板材12とハニカムコア10との結合状態について説明すると、第1板材11は第1フランジ部111を介してハニカムコア10に結合し、第2板材12は第2フランジ部112を介してハニカムコア10に結合している。図4Bは、ハニカムパネル1におけるハニカムコア10と第1板材11との結合状態を説明する図であり、第1板材11の板面に対する法線方向に沿って第1板材11を見た図であり、図4Cは、図4BのC-C線に沿うハニカムコア10及び第1板材11の断面図である。
図4B及び図4Cに示されるように、第1板材11は、1つ以上(本例では複数)の第1フランジ部111と重なり合う1つ以上(本例では複数)の貫通孔121を有し、貫通孔121を通して外部側を向く第1フランジ部111の外面と貫通孔121の内周面とが溶接されることで、第1板材11がハニカムコア10と結合している。貫通孔121は、1つの第1フランジ部111に対して1つ設けられており、1つのセル10S内においては、第1板材11とハニカムコア10とが2箇所で結合されることになる。貫通孔121の形状は円形であるが、矩形状等の他の形状であってもよい。
本実施の形態では、第1フランジ部111の外面と貫通孔121の内周面とがアーク溶接され、第1フランジ部111の外面と貫通孔121の内周面との間に溶接金属部131が設けられる。アーク溶接は、貫通孔121の外部から貫通孔121と第1フランジ部111との境界にアクセスして行われるため、第1フランジ部111の外面と貫通孔121の内周面とを容易に溶接することが可能となる。アーク溶接の種別は特に限られるものではなく、TIG溶接、アルゴン溶接等の種々の手法が用いられ得る。なお、第1フランジ部111の外面と貫通孔121の内周面との溶接はアーク溶接に限られず、電気抵抗溶接や、ろう付けで行われもよい。
本実施の形態では第1フランジ部111の外面と貫通孔121の内周面とが溶接によって結合されるが、これらは接着剤による接着によって結合されもよい。また、第1フランジ部111と第1板材11とが樹脂である場合には、これらが加熱によって溶着されてもよい。
一方、第2板材12は複数の第2フランジ部112の第2板材12側を向く外面と面接触する複数の面接触領域122(図3及び図4A参照)を有し、第2フランジ部112の外面と面接触領域122とが溶接されることで、ハニカムコア10と結合する。本実施の形態では、1つのセル10S内に2つの第2フランジ部112が位置することで1つのセル10S内において第2板材12とハニカムコア10とが2箇所で結合される。ここで、第2板材12は無開口の板材として構成されており、ハニカムコア10に対する気密性を好適に確保できる。
本実施の形態では、第2フランジ部112の外面と第2板材12の面接触領域122とがスポット溶接されることで、第2板材12がハニカムコア10と結合しており、図4Aにおける符号132はスポット溶接痕を示している。詳細は後述するが、本実施の形態では第1板材11よりも先に第2板材12がハニカムコア10に結合される。ここで、第2板材12とハニカムコア10の裏面10Bとを重ねた際に、2つの第2フランジ部112が内側に位置するセル10Sにおいては、表面10A側の開放部分が第1フランジ部111によって覆われない。これにより、セル10Sの内部に電極を挿入し、当該電極を第2フランジ部112に容易に接触させることができるため、スポット溶接を容易に実施することが可能となっている。
本実施の形態では第2フランジ部112の外面と第2板材12の面接触領域122とが溶接によって結合されるが、これらは接着剤による接着によって結合されもよい。また、第2フランジ部112と第2板材12とが樹脂である場合には、これらが加熱によって溶着されてもよい。
図1及び図2を再度参照し、枠部材14はハニカムコア10の側面を囲うとともに、第1板材11と第2板材12との間に位置している。枠部材14は、ハニカムコア10、第1板材11及び第2板材12に溶接により結合されている。また、側板15は枠部材14の側面を囲っている。本実施の形態では、第2板材12が枠部材14から側方外側に張り出し、この張り出し部分に側板15が載せられている。一方、第1板材11は枠部材14から張り出していない。そして、第2板材12に載せられた側板15が、枠部材14及び第1板材11から突出している。側板15は、第2板材12、枠部材14及び第1板材11に溶接により結合される。ここで、第3板材13は、第1板材11から突出した側板15の内側に嵌め込まれるように配置されて側板15に溶接されることにより第1板材11を閉鎖する。
次に、本実施の形態にかかるハニカムパネル1の製造方法の一例を図5乃至図9を参照しつつ説明する。図5は、ハニカムコア10の表裏面10A,10Bに対する法線方向に沿ってコアストリップ100を見た図であり、図6乃至図9は、ハニカムコア10の表裏面10A,10Bに対する法線方向に平行な面でハニカムコア10の適所を切断した場合の概略断面図である。
図5に示されるように、まず複数のコアストリップ100が準備される。各コアストリップ100は、台形状部分101,102の並列方向が互いに平行となるように配置され、この際、隣り合うコアストリップ100の間で互いに逆方向に突出する第1台形状部分101及び第2台形状部分102の頂部同士が突き合わされて、その後、結合される。頂部同士の結合は、本実施の形態ではスポット溶接によって行われる。これにより、表面10A及び裏面10Bに開放する六角形状の複数のセルからなるハニカムパターンを形成するハニカムコア10が形成される。
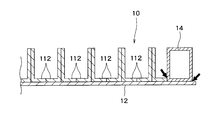
次いで、図6に示されるように、第2板材12とハニカムコア10の裏面10Bとを重ねて、これらを結合する。本実施の形態では、第2フランジ部112の外面と第2板材12の面接触領域122とがスポット溶接されることで、第2板材12とハニカムコア10とが結合される。
ここで、2つの第2フランジ部112が内側に位置するセル10Sにおいては、表面10A側の開放部分が第1フランジ部111によって覆われないため、セル10Sの内部に電極E1を挿入し、当該電極E1を第2フランジ部112に容易に接触させることができる。そして、電極E1とこれに対向して配置される電極E2とにより、第2フランジ部112と第2板材12とを挟み込んで電流を流す。これにより、第2板材12とハニカムコア10とが結合される。図6における対向する一対の矢印で挟んだ箇所は、スポット溶接される箇所を示している。
次いで、図7に示されるように、枠部材14がハニカムコア10及び第2板材12に溶接により結合される。図7における矢印は、枠部材14とその周辺の部材との溶接箇所を示している。ここでは、アーク溶接により枠部材14とその周辺の部材とを溶接するが、アーク溶接に代えて電気抵抗溶接を採用してもよい。
次いで、図8に示されるように、第1板材11とハニカムコア10の表面10Aとを重ねて、これらを結合する。第1板材11は複数の第1フランジ部111と重なり合う複数の貫通孔121を有し、複数の貫通孔121がハニカムコア10の複数の第1フランジ部111と重なり合うようにハニカムコア10に対して位置決めされる。そして、貫通孔121を通して外部側を向く第1フランジ部111の外面と貫通孔121の内周面とを溶接することで、第1板材11とハニカムコア10とが結合される。本実施の形態では、第1フランジ部111の外面と貫通孔121の内周面とがアーク溶接されている。アーク溶接は、貫通孔121の外部から貫通孔121と第1フランジ部111との境界にアクセスして行われるため、容易に実施することができる。
その後、図9に示されるように、側板15がハニカムコア10の周囲に結合され、第3板材13が第1板材11上に配置されて結合される。図9における矢印は、側板15又は第3板材13とその周辺の部材との溶接箇所を示している。ここでは、アーク溶接により側板15及び第3板材13と周辺の部材とを溶接するが、アーク溶接に代えて電気抵抗溶接を採用してもよい。
以上に説明した本実施の形態にかかるハニカムパネル1では、第1板材11がハニカムコア10に設けられた複数の第1フランジ部111と重なり合う複数の貫通孔121を有し、貫通孔121を通して外部側を向く第1フランジ部111の外面と貫通孔121の内周面とが溶接されることで、第1板材11とハニカムコア10とが結合している。この場合、第1フランジ部111の外面と貫通孔121の内周面とを目視により確認しながら溶接することが可能であり、また第1フランジ部111の外面と貫通孔121の内周面との接触面積を大きく確保することが可能となる。したがって、ハニカムコア10と第1板材11とを簡易に且つ強固に結合させることができる。
また、第1フランジ部111の外面と第1板材11の貫通孔121の内周面とがアーク溶接され、第1フランジ部111の外面と貫通孔121の内周面との間に溶接金属部131が設けられる。これにより、貫通孔121の外部から貫通孔121と第1フランジ部111との境界にアクセスしてアーク溶接を行うことが可能なため、第1フランジ部111の外面と貫通孔121の内周面とを容易に且つ確実に溶接することができる。また、例えば溶接金属部131の状態を視認することで第1フランジ部111の外面と第1板材11の貫通孔121の内周面との結合状態を確認できるため、必要に応じて補修を行うことで信頼性の高いハニカムパネル1を提供することが可能となる。
また、第2板材12はハニカムコア10に設けられた複数の第2フランジ部112の第2板材12側を向く外面と面接触する複数の面接触領域122を有し、第2フランジ部112の外面と面接触領域122とが溶接されることで、ハニカムコア10と結合している。この場合、第2板材12は第1板材11に設けられるような貫通孔121を必要とすることなくハニカムコア10に結合される構成であるため、ハニカムコア10に対する気密性を好適に確保できる。
また、第2フランジ部112の外面と面接触領域122とがスポット溶接されていることで、アーク溶接の場合に比較して金属酸化物の発生を抑制でき、このような金属酸化物に起因したガスの発生を抑制できる。内部が密閉される筐体の壁部の一部としてハニカムパネル1を利用する場合には、金属酸化物に起因するガスの筐体内部での発生が望ましくない場合があり、このような場合にスポット溶接による結合は特に有用となる。
また本実施の形態では、ハニカムパネル1における複数のセル10Sのうちの少なくとも一部のセル10Sの内側のそれぞれに、2つの第2フランジ部112が位置しており、第2板材12が、一部のセル10Sの内側で2つの第2フランジ部112と結合している。この場合、第2板材12と第2フランジ部112との接触面積が増加するため、結合強度を向上させることができる。
また、2つの第2フランジ部112が1つのセル10Sの内側に位置する場合において、ハニカムコア10は、このセル10Sの内側に第1フランジ部111を位置させない。これにより、セル10Sの内部に電極E1等の溶接用部材を挿入し、第2フランジ部112に容易に接触させることができるため、ハニカムパネル1の作製効率を向上させることができる。
<第2の実施の形態>
次に、第2の実施の形態について図10を参照して説明する。第2の実施の形態の構成部分のうちの第1の実施の形態の構成部分と同様のものには、同一の符号を付し、説明を省略する。
次に、第2の実施の形態について図10を参照して説明する。第2の実施の形態の構成部分のうちの第1の実施の形態の構成部分と同様のものには、同一の符号を付し、説明を省略する。
第1の実施の形態では、1つのセル10Sの内側に2つの第1フランジ部111が位置する場合、これら2つの第1フランジ部111は、それぞれの先端を互いに接触させている。また、1つのセル10Sの内側に2つの第2フランジ部112が位置する場合にも、これら2つの第2フランジ部112は、それぞれの先端を互いに接触させている。
これに代えて第2の実施の形態では、図10に示されるように、1つのセル10Sの内側に2つの第1フランジ部111が位置する場合に、これら2つの第1フランジ部111は、それぞれの先端を互いに離間させる。また、1つのセル10Sの内側に2つの第2フランジ部112が位置する場合にも、これら2つの第2フランジ部112は、それぞれの先端を互いに離間させる。このような構成は、ハニカムパネルが熱変形し易くなる環境において使用される際に好適である。すなわち、熱変形によってフランジ部同士が押し合って、不所望な応力が発生し得るような状況においては、第2の実施の形態を採用することが好ましい。一方で、第1の実施の形態のようにフランジ部の先端が互いに接触している構成は、結合された板材が離れようとする際にフランジ部の接触領域において摩擦が生じるため、ハニカムパネルの板材に対する保持力の確保が望まれる場合に有用である。
<ハニカムパネルを設置可能な筐体>
図11A~Cは、本発明の各実施の形態にかかるハニカムパネルが設置され得る筐体を示す図である。各実施の形態にかかるハニカムパネルは、図11Aに示されるような壁部の断面が矩形状となる筐体201、図11Bに示されるような壁部の断面が円形状となる筐体202、又は図11Cに示されるような壁部の断面が一対の湾曲部と一対の直線部とを有するレーストラック形状となる筐体203において適用され、壁部の少なくとも一部を構成してもよい。
図11A~Cは、本発明の各実施の形態にかかるハニカムパネルが設置され得る筐体を示す図である。各実施の形態にかかるハニカムパネルは、図11Aに示されるような壁部の断面が矩形状となる筐体201、図11Bに示されるような壁部の断面が円形状となる筐体202、又は図11Cに示されるような壁部の断面が一対の湾曲部と一対の直線部とを有するレーストラック形状となる筐体203において適用され、壁部の少なくとも一部を構成してもよい。
上述のような筐体201~203が、例えば真空蒸着用のチャンバー等の内部が高温且つ真空状態となる筐体である場合には、第2板材12を内部側に向け、第1板材11を外部側に向けて、ハニカムパネルによって筐体の壁部を構成するのが良い。この場合、第2板材12はハニカムコア10との間に好適な気密性を維持しつつ、例えば1つのセル10S当たりで2つの第2フランジ部112と結合することで、真空で吸引された状況に対する抵抗力を十分に確保できる。一方、第1板材11は貫通孔121を有するものの、簡易に且つ強固に第1板材11と結合されるため、真空に晒されない側において求められる仕様を十分に満足させながら、ハニカムパネルの作製効率を向上させるとともにコストを低減させ得る。以上のように本実施の形態にかかるハニカムパネルを筐体に適用した場合には、軽量化の実現はもとより、筐体に所望される仕様を十分に満足させつつ、筐体の作製効率を向上させ、且つコストの低減を実現し得るため、筐体において様々な利点を得ることができるようになる。筐体は特に限定されるものではない。また本実施の形態に係るハニカムパネルは、電車、自動車、航空機、ロケット、シェルター等の壁部としても有用に用いられ得る。
以上、本発明の各実施の形態を説明したが、本発明は上述の各実施の形態に限定されるものではなく、各実施の形態においては、各種の変更が行われてもよい。
例えば上述の各実施の形態では、第1フランジ部111及び第2フランジ部112がコアストリップ100の台形状部分の頂部に設けられるが、これに代えて、台形状部分の一対の側部の両方又はいずれかに第1フランジ部111又は第2フランジ部112が設けられてもよい。
1…ハニカムパネル、10…ハニカムコア、10A…表面、10B…裏面、10S…セル、11…第1板材、12…第2板材、13…第3板材、14…枠部材、15…側板、100…コアストリップ、101…第1台形状部分、101A…頂部、102…第2台形状部分、102A…頂部、111…第1フランジ部、112…第2フランジ部、121…貫通孔、122…面接触領域、131…溶接金属部、201~203…筐体
Claims (9)
- 表面及び裏面を有するハニカムコアと、
前記ハニカムコアの前記表面に設けられる第1板材と、を備え、
前記ハニカムコアは、互いに逆方向に突出する台形状部分を交互に形成してなる複数のコアストリップを有し、
各前記コアストリップは、前記台形状部分の並列方向が互いに平行となるように配置され、隣り合う前記コアストリップの間で互いに逆方向に突出する台形状部分の頂部同士を突き合わせて且つ結合することで、前記表面及び前記裏面に開放する六角形状の複数のセルからなるハニカムパターンを形成しており、
1つ以上の前記コアストリップの一部又は全部の台形状部分の前記第1板材側の端縁に、前記セルの内側に張り出す第1フランジ部が設けられ、
前記第1板材は、1つ以上の前記第1フランジ部と重なり合う1つ以上の貫通孔を有し、
前記貫通孔を通して外部側を向く前記第1フランジ部の外面と前記貫通孔の内周面とが溶接、溶着又は接着されることで、前記第1板材と前記ハニカムコアとが結合していることを特徴とする、ハニカムパネル。 - 前記ハニカムコア及び前記第1板材は金属製であり、前記第1フランジ部の外面と前記貫通孔の内周面とがアーク溶接され、前記第1フランジ部の外面と前記貫通孔の内周面との間に溶接金属部が設けられていることを特徴とする、請求項1に記載のハニカムパネル。
- 前記ハニカムコアの前記裏面に設けられる第2板材をさらに備え、
1つ以上の前記コアストリップの一部又は全部の台形状部分の前記第2板材側の端縁に、前記セルの内側に張り出す第2フランジ部が設けられており、
前記第2板材は、1つ以上の前記第2フランジ部の前記第2板材側を向く外面と面接触する1つ以上の面接触領域を有し、
前記第2フランジ部の外面と前記面接触領域とが溶接又は溶着されることで、前記第2板材と前記ハニカムコアとが結合していることを特徴とする、請求項1に記載のハニカムパネル。 - 前記ハニカムコア及び前記第2板材は金属製であり、前記第2フランジ部の外面と前記面接触領域とがスポット溶接されていることを特徴とする、請求項3に記載のハニカムパネル。
- 複数の前記セルのうちの少なくとも一部のセルの内側に、2つの前記第2フランジ部が位置しており、
前記第2板材は、一部の前記セルの内側で2つの前記第2フランジ部と結合していることを特徴とする、請求項3又は4に記載のハニカムパネル。 - 2つの前記第2フランジ部が1つの前記セルの内側に位置する場合において、前記ハニカムコアは、このセルの内側に前記第1フランジ部を位置させないように構成されていることを特徴とする、請求項5に記載のハニカムパネル。
- 表面及び裏面を有するハニカムコアと、前記ハニカムコアの前記表面に設けられる第1板材と、を備えるハニカムパネルであって、前記ハニカムコアは、互いに逆方向に突出する台形状部分を交互に形成してなる複数のコアストリップを有し、各前記コアストリップは、前記台形状部分の並列方向が互いに平行となるように配置され、隣り合う前記コアストリップの間で互いに逆方向に突出する台形状部分の頂部同士を突き合わせて且つ結合することで、前記表面及び前記裏面に開放する六角形状の複数のセルからなるハニカムパターンを形成するハニカムパネルの製造方法であって、
1つ以上の前記コアストリップの一部又は全部の台形状部分の前記第1板材側の端縁に前記セルの内側に張り出す第1フランジ部が設けられた前記ハニカムコアを準備する工程と、
1つ以上の貫通孔を有する前記第1板材を準備する工程と、
前記貫通孔が前記第1フランジ部と重なり合うように前記第1板材を前記ハニカムコアに対して位置決めし、前記貫通孔を通して外部側を向く前記第1フランジ部の外面と前記貫通孔の内周面とを溶接、溶着又は接着することで、前記第1板材と前記ハニカムコアとを結合する工程と、を備えることを特徴とする、ハニカムパネルの製造方法。 - 前記ハニカムコア及び前記第1板材は金属製であり、前記第1フランジ部の外面と前記貫通孔の内周面とをアーク溶接することを特徴とする、請求項7に記載のハニカムパネルの製造方法。
- 請求項1に記載のハニカムパネルを壁部の少なくとも一部として備えることを特徴とする、筐体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/968,688 US20200398519A1 (en) | 2018-03-05 | 2019-03-01 | Honeycomb panel, manufacturing method thereof, and housing |
| CN201980017120.3A CN111819073B (zh) | 2018-03-05 | 2019-03-01 | 蜂窝板及其制造方法、以及外壳 |
| KR1020207022894A KR102721399B1 (ko) | 2018-03-05 | 2019-03-01 | 허니콤 패널 및 그 제조 방법, 그리고 하우징 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-038873 | 2018-03-05 | ||
| JP2018038873A JP6976572B2 (ja) | 2018-03-05 | 2018-03-05 | ハニカムパネル及びその製造方法、並びに筐体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019172128A1 true WO2019172128A1 (ja) | 2019-09-12 |
Family
ID=67846068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/008143 WO2019172128A1 (ja) | 2018-03-05 | 2019-03-01 | ハニカムパネル及びその製造方法、並びに筐体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200398519A1 (ja) |
| JP (1) | JP6976572B2 (ja) |
| KR (1) | KR102721399B1 (ja) |
| CN (1) | CN111819073B (ja) |
| TW (1) | TWI787474B (ja) |
| WO (1) | WO2019172128A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3036307B1 (fr) * | 2015-05-22 | 2017-06-02 | Halcyon | Procede ameliore de fabrication d'une piece metallique du type sandwich presentant une forme non-developpable |
| CN111649221B (zh) * | 2020-05-25 | 2023-08-01 | 湖南省冶金材料研究院有限公司 | 一种内嵌式纬向增强型金属蜂窝结构及其制作方法 |
| CN113895098B (zh) * | 2020-06-22 | 2023-08-29 | 中国航发商用航空发动机有限责任公司 | 声衬件、制造方法、动力推进系统以及蜂窝芯 |
| CN113182630A (zh) * | 2021-03-30 | 2021-07-30 | 厦门美乐镁装饰材料有限公司 | 一种铝复合蜂窝板的焊接工艺 |
| CN113478083B (zh) * | 2021-07-23 | 2023-03-14 | 马鞍山安达泰克科技有限公司 | 蜂窝芯材 |
| CN117900347B (zh) * | 2024-03-15 | 2024-05-24 | 常州弘建新材料有限公司 | 一种蜂窝铝板边角压型设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6094343A (ja) * | 1983-10-28 | 1985-05-27 | テ−ア−ルイ−・コ−ポレ−シヨン | ハニカムコアパネル用のコアストリツプ及びその製造方法 |
| JPS60227971A (ja) * | 1984-01-31 | 1985-11-13 | Honda Motor Co Ltd | 自動ア−ク溶接方式 |
| JPH01130939A (ja) * | 1987-10-27 | 1989-05-23 | Avco Corp | ハニカム構造組立体 |
| JPH03294032A (ja) * | 1990-04-13 | 1991-12-25 | Nippon Steel Corp | ハニカムコアパネル用のコアストリップおよびハニカムパネルの製造方法 |
| JPH0531589A (ja) * | 1991-07-30 | 1993-02-09 | Nippon Steel Corp | ハニカムパネル及びハニカムパネルの製造方法 |
| JPH06206270A (ja) * | 1993-01-12 | 1994-07-26 | Showa Aircraft Ind Co Ltd | ハニカムパネルおよびその製造方法 |
| JPH06316009A (ja) * | 1991-07-30 | 1994-11-15 | Nippon Steel Corp | ハニカムパネル及びハニカムパネルの製造方法 |
| JPH0768677A (ja) * | 1993-09-07 | 1995-03-14 | Sumitomo Light Metal Ind Ltd | ろう付けハニカムパネルおよびその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4161231A (en) * | 1973-10-31 | 1979-07-17 | Rolls-Royce Limited | Metal cavitated sandwich structures |
| KR100756629B1 (ko) * | 2007-02-27 | 2007-09-07 | 문광선 | 하니콤 코아 및 이를 이용한 샌드위치패널 |
| CN101032876A (zh) * | 2007-04-10 | 2007-09-12 | 南京工业大学 | 点阵增强型复合材料夹层结构 |
| CN201835400U (zh) * | 2010-09-30 | 2011-05-18 | 广东杭萧钢构有限公司 | 一种混凝土钢板剪力墙 |
| CN103437545A (zh) * | 2013-09-09 | 2013-12-11 | 姜立平 | 一种新型复合建筑模板及其制造方法 |
| CN103786372A (zh) * | 2014-03-03 | 2014-05-14 | 江苏德兴数码科技有限公司 | 铝蜂窝吸气平台及生产方法 |
| EP3116753B1 (en) * | 2014-03-12 | 2019-05-08 | Tres S.r.l. | Polymeric shock absorbing element for a vehicle and longitudinal side member |
| GB2550966A (en) * | 2016-06-03 | 2017-12-06 | The Welding Inst | Joining method using in-situ formed fasteners |
| JP6782580B2 (ja) * | 2016-08-04 | 2020-11-11 | 株式会社神戸製鋼所 | アークスポット溶接方法 |
| JP2018034166A (ja) * | 2016-08-29 | 2018-03-08 | 株式会社神戸製鋼所 | 異材接合用アークスポット溶接法、接合補助部材、及び、異材溶接継手 |
-
2018
- 2018-03-05 JP JP2018038873A patent/JP6976572B2/ja active Active
-
2019
- 2019-03-01 KR KR1020207022894A patent/KR102721399B1/ko active IP Right Grant
- 2019-03-01 US US16/968,688 patent/US20200398519A1/en not_active Abandoned
- 2019-03-01 CN CN201980017120.3A patent/CN111819073B/zh active Active
- 2019-03-01 WO PCT/JP2019/008143 patent/WO2019172128A1/ja active Application Filing
- 2019-03-05 TW TW108107172A patent/TWI787474B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6094343A (ja) * | 1983-10-28 | 1985-05-27 | テ−ア−ルイ−・コ−ポレ−シヨン | ハニカムコアパネル用のコアストリツプ及びその製造方法 |
| JPS60227971A (ja) * | 1984-01-31 | 1985-11-13 | Honda Motor Co Ltd | 自動ア−ク溶接方式 |
| JPH01130939A (ja) * | 1987-10-27 | 1989-05-23 | Avco Corp | ハニカム構造組立体 |
| JPH03294032A (ja) * | 1990-04-13 | 1991-12-25 | Nippon Steel Corp | ハニカムコアパネル用のコアストリップおよびハニカムパネルの製造方法 |
| JPH0531589A (ja) * | 1991-07-30 | 1993-02-09 | Nippon Steel Corp | ハニカムパネル及びハニカムパネルの製造方法 |
| JPH06316009A (ja) * | 1991-07-30 | 1994-11-15 | Nippon Steel Corp | ハニカムパネル及びハニカムパネルの製造方法 |
| JPH06206270A (ja) * | 1993-01-12 | 1994-07-26 | Showa Aircraft Ind Co Ltd | ハニカムパネルおよびその製造方法 |
| JPH0768677A (ja) * | 1993-09-07 | 1995-03-14 | Sumitomo Light Metal Ind Ltd | ろう付けハニカムパネルおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI787474B (zh) | 2022-12-21 |
| CN111819073A (zh) | 2020-10-23 |
| KR20200127991A (ko) | 2020-11-11 |
| TW201938358A (zh) | 2019-10-01 |
| JP2019151047A (ja) | 2019-09-12 |
| KR102721399B1 (ko) | 2024-10-25 |
| US20200398519A1 (en) | 2020-12-24 |
| CN111819073B (zh) | 2022-12-20 |
| JP6976572B2 (ja) | 2021-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019172128A1 (ja) | ハニカムパネル及びその製造方法、並びに筐体 | |
| JP5282112B2 (ja) | 冷却板アセンブリ、および冷却板アセンブリの製造方法 | |
| JP5237355B2 (ja) | パネル構造体の製造方法 | |
| WO2015193986A1 (ja) | 組電池のタブ溶接方法 | |
| JP5264477B2 (ja) | 保護層で被覆されたシートをレーザ透過溶着により接合する方法 | |
| US10598440B2 (en) | Method of manufacturing heat exchanger | |
| JP2007092999A (ja) | 2枚の金属シートの間に挿入された樹脂層から成る2枚のラミネートされたパネルの間の組立装置 | |
| WO2012090668A1 (ja) | 電池端子用接続板および電池端子用接続板の製造方法 | |
| TW201836092A (zh) | 蒸氣室 | |
| JP2842985B2 (ja) | ハニカムパネルの製造方法 | |
| JP2009064734A (ja) | 燃料電池用金属セパレータ、燃料電池スタック、および燃料電池用金属セパレータの製造方法 | |
| JP7548961B2 (ja) | 接合体の製造方法 | |
| JP3586411B2 (ja) | 放射線源格納装置 | |
| JPH08126290A (ja) | ヨークの接合方法 | |
| US20210262422A1 (en) | Heat exchanger housing and method of manufacturing a heat exchanger | |
| JP5941837B2 (ja) | 鉄道車両構体、鉄道車両構体の製造方法 | |
| JP2024104418A (ja) | 冷却構造体、及びバッテリーケース | |
| JP3750432B2 (ja) | セラミック板と金属製ケースの気密接合方法 | |
| JPH06316009A (ja) | ハニカムパネル及びハニカムパネルの製造方法 | |
| JPH0360584B2 (ja) | ||
| JP5751081B2 (ja) | 車体部材の接合方法及び接合構造 | |
| JP2007115445A (ja) | 燃料電池 | |
| JP2004034798A (ja) | ヘミング構造 | |
| JPH0634926B2 (ja) | 排気ガス浄化用触媒の金属担持母体およびその製造法 | |
| JP2007155300A (ja) | 溶接チューブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19764285 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19764285 Country of ref document: EP Kind code of ref document: A1 |