WO2019004008A1 - 石英バイアル瓶の製造方法 - Google Patents
石英バイアル瓶の製造方法 Download PDFInfo
- Publication number
- WO2019004008A1 WO2019004008A1 PCT/JP2018/023283 JP2018023283W WO2019004008A1 WO 2019004008 A1 WO2019004008 A1 WO 2019004008A1 JP 2018023283 W JP2018023283 W JP 2018023283W WO 2019004008 A1 WO2019004008 A1 WO 2019004008A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- neck
- quartz
- vial
- manufacturing
- quartz vial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/04—Re-forming tubes or rods
- C03B23/09—Reshaping the ends, e.g. as grooves, threads or mouths
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1412—Containers with closing means, e.g. caps
- A61J1/1425—Snap-fit type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D13/00—Containers having bodies formed by interconnecting two or more rigid, or substantially rigid, components made wholly or mainly of the same material, other than metal, plastics, wood or substitutes therefor
- B65D13/02—Containers having bodies formed by interconnecting two or more rigid, or substantially rigid, components made wholly or mainly of the same material, other than metal, plastics, wood or substitutes therefor of glass, pottery, or other ceramic material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/20—Uniting glass pieces by fusing without substantial reshaping
- C03B23/207—Uniting glass rods, glass tubes, or hollow glassware
Definitions
- the present invention relates to a method of manufacturing a vial used to store medicines and the like.
- Drug vials containing and storing drugs such as vaccines may be stored with such drugs stored for as long as several months to several years.
- a medicine vial one made of hard glass such as borosilicate glass has been used.
- the components of the vial such as boron and sodium, may elute into the drug, leaving a problem for long-term storage.
- the glass examples include quartz glass made of silicon dioxide of high purity, in addition to added glass in which various elements are added to silicon dioxide depending on the purpose, such as hard glass and the like.
- quartz glass made of silicon dioxide of high purity
- added glass in which various elements are added to silicon dioxide depending on the purpose, such as hard glass and the like.
- the problem can be solved by using a vial made of quartz glass, it is extremely difficult to manufacture a large amount and inexpensively a vial made of quartz material and having the same shape as a conventional hard glass vial by the same method as the conventional method. Met.
- the mouth 81 of the vial 80 is plugged by an injection-punctureable resin plug 90 of elastomeric material such as butyl rubber (FIG. 8 (a)). Then, a lid 95 (vial cap) made of a relatively soft metal such as aluminum is covered thereon (FIG. 8 (b)), and as shown in FIG. 8 (c), the lid 95 is crimped (rolled It is sealed by fastening (for example, refer patent document 1).
- the predetermined shape is not on the resin plug 90 side, but rather on the vial 80 side. It is important to have.
- the outer diameter becomes smaller downward between the mouth 81 of the vial 80 and the neck 83 located below it. It is required that the following taper portion 82 be formed (see FIG. 8).
- the opening 81 and the taper 82 having the above-mentioned shape are formed by heat processing.
- quartz glass has a very high softening temperature, it has been difficult to carry out thermal processing, and it has been difficult to manufacture many vials whose mouths and tapers are formed into accurate shapes.
- the problem to be solved by the present invention is to provide a method by which a large number of quartz vials having a predetermined shape can be manufactured.
- a method of manufacturing a quartz vial according to the present invention which is configured to solve the above problems, is provided at a barrel in which articles are stored, a bottom closing the lower end of the barrel, and an upper end of the barrel.
- Quartz having a cylindrical neck, a cylindrical mouth provided above the neck and having an outer diameter larger than the neck, and a taper for connecting the mouth and the neck
- a method of manufacturing a vial, comprising The outer peripheral surface of the tapered portion is formed by cutting.
- a quartz vial having a predetermined shape accurately in the tapered portion. This makes it possible to produce a large number of tightly sealed quartz vials that can withstand long-term storage of chemicals and the like.
- processing methods such as grinding, cutting, or grinding, can be utilized for shaving.
- the outer peripheral surface of the neck portion be formed by shaving.
- the inner peripheral surface of the opening is formed by shaving.
- a method of producing the body portion from a quartz glass material different from the quartz glass material on which the taper portion etc. are formed;
- the method for producing a quartz vial according to the present invention A body for containing articles, a bottom for closing the lower end of the body, a cylindrical neck provided at the upper end of the body, and an outer side of the neck provided above the neck
- the lower end of the trunk may or may not be closed by the bottom.
- the lower end of the body is heated and sealed to form the bottom, or the separately formed bottom is joined to the body.
- the tapered portion adjacent to the neck be provided with a mouth at an end opposite to the neck.
- the mouth may be integrally formed with the tapered portion and the neck, or may be formed separately from the tapered portion and the neck and then joined with the tapered portion.
- the mouth, a taper part, and the inner skin of a cervix are formed beforehand. Also in this case, it is desirable that the inner circumferential surface be formed by shaving.
- the separately prepared neck may be joined to the tapered portion in which the outer peripheral surface is formed by shaving.
- another manufacturing method of the quartz vial according to the present invention according to the first method is provided at a body in which an article is accommodated, a bottom closing the lower end of the body, and an upper end of the body.
- Quartz having a cylindrical neck, a cylindrical mouth provided above the neck and having an outer diameter larger than the neck, and a taper for connecting the mouth and the neck
- the neck in the step of joining the neck to the tapered part, may be provided with a trunk (or a trunk and a bottom) at the end opposite to the side joined to the tapered part.
- the body (or the body and the bottom) may be integrally formed with the neck, or may be formed separately from the neck and then joined with the neck.
- the tapered part be provided with a mouth at an end opposite to the side joined to the neck.
- the mouth may be integrally formed with the tapered portion, or may be formed separately from the tapered portion and then joined with the tapered portion.
- the inner peripheral surface of a mouth part and a taper part is formed beforehand. Also in this case, it is desirable that the inner circumferential surface be formed by shaving.
- bonding by bringing heated glasses into contact with each other that is, heat fusion can be used, but other bonding methods such as surface activation bonding etc.
- the normal temperature bonding method, the hydrofluoric acid bonding, the optical contact, or the like may be used.
- the method for producing a quartz vial according to the present invention comprises: a body in which articles are accommodated; a bottom for closing the lower end of the body; A cylindrical neck provided at the upper end of the part, a cylindrical mouth provided above the neck and having an outer diameter larger than that of the neck, and a taper for connecting the mouth and the neck
- a method of manufacturing a quartz vial having The outer peripheral surface of the tapered portion and the outer peripheral surface of the neck portion are formed by subjecting a quartz glass material to a cutting process.
- the body portion is formed by thermally processing a portion of the quartz glass material adjacent to the neck portion.
- thermal processing means a processing method involving softening or melting of quartz glass by heating.
- the temporal order of the formation of the tapered portion and the neck portion and the formation of the body portion may not be as described above.
- the bottom may be formed in addition to the body, or only the body is formed, and then the body made of another quartz glass material is formed on the body. You may make it join.
- the present invention also provides a quartz vial produced by the first method.
- the quartz vial according to the present invention comprises: a body for containing articles; a bottom for closing the lower end of the body; a cylindrical neck provided at the upper end of the body; A quartz vial having a cylindrical mouth provided above and having an outer diameter larger than that of the neck, and a taper for connecting the mouth and the neck, It is characterized by having a joined part by joining quartz glass in any position from the lower end of the above-mentioned taper part to the lower end of the above-mentioned drum section.
- the method of manufacturing a quartz vial according to the present invention is a vial sealed by a screw cap (that is, a screw-cap type vial) It can apply also to manufacture of.
- the method for producing a quartz vial according to the present invention is A quartz vial is manufactured which has a body for containing articles, a bottom for closing the lower end of the body, and a cylindrical mouth provided at the upper end of the body and having a thread on the outer peripheral surface. How to The screw thread is characterized by being formed by cutting.
- a predetermined shape is formed in the tapered portion (or the tapered portion and the neck). It is possible to manufacture quartz vials that have exactly. For this reason, it is possible to manufacture many sealed quartz vials that can endure long-term storage of chemicals and the like.
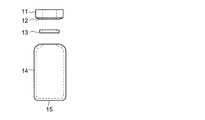
- FIG. 1 is a side view showing the shape and dimensions of a quartz vial according to a first embodiment of the present invention and a rubber plug attached to the mouth thereof.
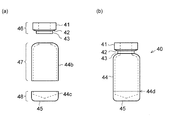
- the figure explaining the manufacturing method of the quartz vial by this embodiment The figure explaining the other example of the manufacturing method of the quartz vial by this embodiment.
- the figure explaining another example of the manufacturing method of the quartz vial by this embodiment The figure explaining another example of the manufacturing method of the quartz vial by this embodiment.
- FIG. 8 is a view for explaining the method of manufacturing a quartz vial according to the second embodiment of the present invention.
- FIG. 1 shows the configuration of a quartz vial 10 according to a first embodiment of the present invention and a rubber plug 20 (resin plug) attached thereto.
- the quartz vial 10 is entirely made of quartz glass and provided at a cylindrical body portion 14 for containing articles such as chemicals, a bottom portion 15 for closing the lower end of the body portion 14 and an upper end of the body portion 14
- the cylindrical neck 13 having a smaller outer diameter than the body 14, and the cylindrical mouth 11 provided above the neck 13 and having a larger outer diameter than the neck 13, and the mouth 11 And a tapered portion 12 connecting the neck portion 13.
- Each of the mouth 11, taper 12 and neck 13 has a through hole extending in the axial direction (vertical direction) of the same diameter at the center, and thereby the neck from the upper end of the mouth 11 A passage to the lower end of the portion 13 is formed.
- the passage is in communication with the internal space of the body portion 14.
- the rubber plug 20 is made of, for example, butyl rubber, and when the plug 21 inserted into the hole of the opening 11 of the quartz vial 10 and the plug 21 are inserted into the opening 11 of the quartz vial 10, And a disk portion 22 in contact with the upper surface of the mouth portion 11.
- the outer diameter of the opening 11 of the quartz vial 10 is equal to the diameter of the disk 22 of the rubber plug 20, and the inner diameter of the opening 11 (i.e., the diameter of the through hole) is the outer diameter of the plug 21 of the rubber plug 20. It is equal to The outer diameter of the tapered portion 12 of the quartz vial 10 is equal to the outer diameter of the mouth 11 at the upper end and equal to the outer diameter of the neck 13 at the lower end. An example of the dimension of each part is shown in FIG.
- a method of manufacturing the quartz vial 10 according to the present embodiment will be described with reference to FIG.
- a quartz glass material having a predetermined shape and size is prepared, and the quartz glass material is subjected to thermal processing or grinding processing using a grinding stone, whereby the mouth 11, the neck 13 and the neck 13 of the quartz vial 10 are obtained.
- the taper part 12 is produced (FIG. 2 (a) upper stage).
- at least the outer peripheral surface of the tapered portion 12 (preferably, the tapered portion 12 and the neck portion 13) is formed by grinding.
- the inner peripheral surface of the mouth portion 11, the tapered portion 12 and the neck portion 13 may be ground.
- the upper opening 14a having the same outer diameter and inner diameter as the neck 13 is used.
- the bottomless torso portion 14 provided is manufactured (FIG. 2 (a) lower stage).
- the body portion 14 can be produced, for example, by using a quartz glass tube as a second quartz glass material, and heating the end with a burner and narrowing the diameter with a squeeze roller.
- the lower end of the neck 13 made of the first quartz glass material and the peripheral portion of the upper opening 14a of the body 14 made of the second quartz glass material are heated by a burner and then brought into contact with each other. And heat fusing the parts made of the first quartz glass material and the parts made of the second quartz glass material (FIG. 2 (b)). Since the outer peripheral surface of the tapered portion 12 (or the tapered portion 12 and the neck portion 13) becomes a ground surface by the above-described grinding process, when the heat fusion is performed, the ground surface is heated by a burner It is desirable to melt and smooth the fine irregularities.
- the bottom end 15 of the quartz vial 10 is formed by sealing while heating the lower end of the body portion 14 with a burner (FIG. 2 (c)). Thereby, the quartz vial 10 to be a product is completed.
- FIG. 2 it is manufactured from the part manufactured from the first quartz glass material and the second quartz glass material in a state where the lower end (that is, the end on the opposite side to the upper opening 14a) of the body 14 is opened.
- the lower part of the body part 14 is sealed (ie, the bottom part 15 of the quartz vial 10 is formed), and then the part manufactured from the first quartz glass material and the second quartz glass material are manufactured. It is also possible to perform bonding with other parts.
- the quartz vial 10 is a part in which the opening 11 and the taper 12 are integrally formed, and a part in which the neck 13, the body 14, and the bottom 15 are integrally formed. May be manufactured separately and joined by joining these two parts or, as shown in FIG. 4, it consists only of the part formed integrally with the mouth 11 and the taper 12 and the neck 13
- the parts and the parts consisting of the body 14 and the bottom 15 may be manufactured separately and manufactured by joining these three parts.
- at least the outer peripheral surface of the tapered portion 12 preferably, the tapered portion 12 and the neck portion 13
- the formation of the bottom portion 15 (that is, the sealing of the lower end of the body portion 14) may be performed before or after the parts are joined.
- a mouth 41 and a taper are provided. 42 and a first part 46 integrally formed with the neck 43, a second part 47 corresponding to the upper area 44b of the body 44, and a lower part of the body 44 having a conically recessed inner bottom surface
- the third part 48 corresponding to the side area 44c is separately made, and the quartz vial 40 is manufactured by joining the three parts 46, 47, 48.
- the neck 43 is integrally molded with the mouth 41 and the taper 42, but instead, the neck 43 is integrally molded with the upper region of the trunk 44. You may
- the method for producing a quartz vial according to the present invention can be applied to the production of a screw type quartz vial.
- the screw type quartz vial 50 is provided with a port 51 provided with a screw thread 51a at the upper end of the body 54 in which a drug or the like is stored.
- a method of manufacturing such a screw-cap type vial 50 will be described with reference to FIG.
- the quartz glass material (first quartz glass material) of an appropriate size and shape is equal in length to the opening 51 of the quartz vial 50 to be manufactured, for example, by melt molding, and the opening 51 (screw A cylindrical part having an outer diameter larger than the outer diameter of the portion excluding the ridge 51a and an inner diameter equal to the inner diameter of the opening 51 is produced.
- a screw thread 51a is formed by grinding on the outer peripheral surface of the part (upper part in FIG. 6A).
- the bottom-free body 54 provided with the upper opening 54a is manufactured from the second quartz glass material of an appropriate size and shape (FIG. 6A).
- heat-seal the parts made of the first quartz glass material (i.e., the mouth 51) and the parts made of the second quartz glass material (i.e., the body 54) (FIG. 6 (b)).
- a screw-type quartz vial 50 as a product is completed (FIG. 6 (c)).
- the outer peripheral surface of the opening 51 is a ground surface by the grinding process, so when the heat fusion is performed, the ground surface is heated by a burner to melt the fine irregularities on the surface. Smoothing is desirable.
- the quartz vial according to the present embodiment manufactured by any of the above methods has a range from the lower end of the tapered portion to the lower end of the barrel (in the case of a screw port, from the lower end of the mouth to the lower end of the barrel). It will have a junction part by junction of quartz glass in any position.
- the quartz vial 10 manufactured by the method of FIG. 2 has a junction at the boundary between the neck portion 13 and the body portion 14, and the quartz vial 10 manufactured by the method of FIG. It will have a junction at the border of the neck 13.
- the quartz vial 10 manufactured by the method of FIG. 4 has joints at the boundary between the tapered portion 12 and the neck 13 and at the boundary between the neck 13 and the body 14 and is manufactured by the method of FIG.
- the quartz vial 40 has a joint at the boundary between the neck 43 and the body 44, and has a joint (reference numeral 44d in the figure) at any position between the upper end and the lower end of the body 44. Become. Furthermore, the quartz vial 50 manufactured by the method of FIG. 6 has a joint at the boundary between the opening 51 and the body 54.
- the method of manufacturing the quartz vial 10 according to the present embodiment is to integrally mold the whole of the quartz vial from one quartz glass material.
- the shape of the quartz vial 10 as a product and the dimensions of each part are the same as those shown in FIG.
- a cylindrical part is produced from a quartz glass material having an appropriate size and shape, for example, by melt molding, and the quartz vial is subjected to heat processing using a burner, grinding using an abrasive wheel, etc.
- the mouth 11, neck 13 and taper 12 of the bottle 10 are formed (FIG. 7 (a)).
- the outer peripheral surface of the tapered portion 12 (preferably, the tapered portion 12 and the neck portion 13) is formed by cutting.
- the surface formed by the said cutting-out turns into a ground surface, it is desirable to heat this ground surface with a burner etc. and to fuse
- the bottom end 15 of the quartz vial 10 is formed by heating and sealing the lower end of the cylindrical part with a burner (FIG. 7 (b)).
- the screw hole type vial 50 as shown in FIG. 6C can also be manufactured by the same integral molding as described above.
- a cylindrical part is produced from a quartz glass material having an appropriate size and shape, for example, by melt molding, and the part is ground to form the opening 51 having the screw thread 51a. . Thereafter, the lower end of the part is sealed to form the bottom 55, and the body 54 is formed by blow molding in a manner similar to the method described in FIG. The bottle 50 is completed.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Animal Behavior & Ethology (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- General Health & Medical Sciences (AREA)
- Pharmacology & Pharmacy (AREA)
- Hematology (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Closures For Containers (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112018000042.7T DE112018000042T5 (de) | 2017-06-27 | 2018-06-19 | Herstellungsverfahren für eine quarzviole |
| US16/309,690 US11279515B2 (en) | 2017-06-27 | 2018-06-19 | Fabricating method for quartz vial |
| CN201880002386.6A CN109429486A (zh) | 2017-06-27 | 2018-06-19 | 石英管形瓶的制造方法 |
| KR1020197027221A KR102330129B1 (ko) | 2017-06-27 | 2018-06-19 | 석영 바이알병 및 석영 바이알병의 제조 방법 |
| US17/668,496 US11745914B2 (en) | 2017-06-27 | 2022-02-10 | Fabricating method for quartz vial |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-125123 | 2017-06-27 | ||
| JP2017125123A JP2019005330A (ja) | 2017-06-27 | 2017-06-27 | 石英バイアル瓶の製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/309,690 A-371-Of-International US11279515B2 (en) | 2017-06-27 | 2018-06-19 | Fabricating method for quartz vial |
| US17/668,496 Division US11745914B2 (en) | 2017-06-27 | 2022-02-10 | Fabricating method for quartz vial |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019004008A1 true WO2019004008A1 (ja) | 2019-01-03 |
Family
ID=64742092
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/023283 Ceased WO2019004008A1 (ja) | 2017-06-27 | 2018-06-19 | 石英バイアル瓶の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11279515B2 (https=) |
| JP (1) | JP2019005330A (https=) |
| KR (1) | KR102330129B1 (https=) |
| CN (1) | CN109429486A (https=) |
| DE (1) | DE112018000042T5 (https=) |
| WO (1) | WO2019004008A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12290490B2 (en) | 2019-07-04 | 2025-05-06 | Schott Pharma Ag & Co. Kgaa | Vial with optimized neck for improved side compression performance |
| US12428196B2 (en) | 2018-12-19 | 2025-09-30 | Nexus Company Inc. | Fabricating method for quartz vial |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110261213B (zh) * | 2019-06-11 | 2022-04-19 | 深圳市药品检验研究院(深圳市医疗器械检测中心) | 一种医疗器械极限浸提的方法 |
| EP3760596B1 (en) * | 2019-07-04 | 2024-04-17 | SCHOTT Pharma AG & Co. KGaA | Vial with optimized neck for improved side compression performance |
| KR102167587B1 (ko) | 2020-06-23 | 2020-10-19 | 대한민국 | 휘발성 유기화합물 분석용 바이알 키트 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841732A (ja) * | 1981-09-01 | 1983-03-11 | Toshiba Ceramics Co Ltd | フランジ付石英ガラス容器の製造方法 |
| JPH09241030A (ja) * | 1996-03-07 | 1997-09-16 | Shinetsu Quartz Prod Co Ltd | 遠紫外線用高純度シリカガラス及びその製造方法 |
| JP2001097734A (ja) * | 1999-09-30 | 2001-04-10 | Toshiba Ceramics Co Ltd | 石英ガラス製容器およびその製造方法 |
| US6227392B1 (en) * | 1997-09-26 | 2001-05-08 | L'oreal | Glass or ceramic bottle comprising an attached element |
| JP2002255577A (ja) * | 2000-12-26 | 2002-09-11 | Shin Etsu Chem Co Ltd | 合成石英ガラス部材及びその製造方法 |
| US20050059162A1 (en) * | 2003-09-16 | 2005-03-17 | Wohleb Robert H. | Direct vial surface sorbent micro extraction device and method |
| US20080171147A1 (en) * | 2007-01-17 | 2008-07-17 | Brij Pal Singh | Forming thin films using a resealable vial carrier of amphiphilic molecules |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US130207A (en) * | 1872-08-06 | Improvement in tools for forming mouths of bottles | ||
| US2935819A (en) * | 1955-06-07 | 1960-05-10 | Dichter Jakob | Machine for the manufacture of small glass bottles or the like from glass tubes |
| US3346357A (en) * | 1962-12-17 | 1967-10-10 | Owens Illinois Inc | Process for bonding devitrified surfaces |
| BE646104A (https=) * | 1963-04-05 | |||
| US3809599A (en) * | 1971-06-03 | 1974-05-07 | Owens Illinois Inc | Method for forming glass-ceramic articles |
| GB2098199A (en) * | 1981-04-10 | 1982-11-17 | George Henry Herbert Gee | Fused silica tubing |
| US5221311A (en) * | 1992-01-10 | 1993-06-22 | Rising Peter E | Evacuated sampling vial |
| JP4346202B2 (ja) * | 2000-03-28 | 2009-10-21 | 株式会社山形信越石英 | 丸封石英管の製造方法 |
| JP3800930B2 (ja) * | 2000-06-26 | 2006-07-26 | 住友金属工業株式会社 | 石英ガラスシリンダおよび石英ガラス管とその製造方法 |
| EP1219571B1 (en) | 2000-12-26 | 2012-04-18 | Shin-Etsu Chemical Co., Ltd. | process for producing a synthetic quartz glass article |
| DE60236545D1 (de) | 2001-12-28 | 2010-07-08 | Universal Can Corp | Flasche, verfahren zuderen herstellung und gewindeherstellungsvorrichtung |
| CN1311956C (zh) * | 2003-05-01 | 2007-04-25 | 张民 | 陶瓷瓶精确瓶口制作工艺 |
| JP2005192888A (ja) | 2004-01-09 | 2005-07-21 | Torii Yakuhin Kk | 薬剤容器 |
| DE102004039645B3 (de) * | 2004-08-14 | 2006-01-05 | Heraeus Tenevo Ag | Verfahren zur Herstellung eines optischen Bauteils aus Quarzglas sowie zur Durchführung des Verfahrens geeignetes Vorprodukt |
| US20060267250A1 (en) * | 2005-05-24 | 2006-11-30 | Gerretz Herbert A | Device and method for forming a non-ground vial |
| KR100976239B1 (ko) | 2008-01-10 | 2010-08-17 | 주식회사 원익 쿼츠 | 다층 석영 유리의 제조방법 및 제조장치 |
| CN102167500B (zh) * | 2011-01-10 | 2013-01-09 | 圣戈班石英(锦州)有限公司 | 一种不透明石英实验室器皿的制备方法 |
| DE102011051143B3 (de) * | 2011-06-17 | 2012-09-20 | Vitajuwel Gmbh | Fertigungsverfahren für einen Glasbehälter |
| CN102615699B (zh) * | 2012-02-28 | 2015-11-25 | 宜兴市金鱼陶瓷有限公司 | 冲压结合切削成型制备瓶头的方法 |
| DE102012101948A1 (de) * | 2012-03-08 | 2013-09-12 | Schott Ag | Formwerkzeug, Verfahren und Vorrichtung zur lasergestützten Glasformung |
| PE20151989A1 (es) * | 2013-05-30 | 2016-01-20 | Dalwick Continental Corp | Metodo para la fabricacion de envases de vidrio para uso farmaceutico |
| US20160137346A1 (en) * | 2014-11-18 | 2016-05-19 | Brandeis University | Drip free glass bottles and methods of making such bottles |
| US10427967B2 (en) * | 2015-02-03 | 2019-10-01 | Bormioli Luigi S.P.A. | Process for the manufacture of a glass container, glass container and related uses |
| CN204802233U (zh) * | 2015-05-11 | 2015-11-25 | 江苏新奥得玻璃制品股份有限公司 | 新型磨砂高温烤花玻璃酒瓶生产装置 |
-
2017
- 2017-06-27 JP JP2017125123A patent/JP2019005330A/ja active Pending
-
2018
- 2018-06-19 US US16/309,690 patent/US11279515B2/en active Active
- 2018-06-19 WO PCT/JP2018/023283 patent/WO2019004008A1/ja not_active Ceased
- 2018-06-19 CN CN201880002386.6A patent/CN109429486A/zh active Pending
- 2018-06-19 DE DE112018000042.7T patent/DE112018000042T5/de active Pending
- 2018-06-19 KR KR1020197027221A patent/KR102330129B1/ko active Active
-
2022
- 2022-02-10 US US17/668,496 patent/US11745914B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841732A (ja) * | 1981-09-01 | 1983-03-11 | Toshiba Ceramics Co Ltd | フランジ付石英ガラス容器の製造方法 |
| JPH09241030A (ja) * | 1996-03-07 | 1997-09-16 | Shinetsu Quartz Prod Co Ltd | 遠紫外線用高純度シリカガラス及びその製造方法 |
| US6227392B1 (en) * | 1997-09-26 | 2001-05-08 | L'oreal | Glass or ceramic bottle comprising an attached element |
| JP2001097734A (ja) * | 1999-09-30 | 2001-04-10 | Toshiba Ceramics Co Ltd | 石英ガラス製容器およびその製造方法 |
| JP2002255577A (ja) * | 2000-12-26 | 2002-09-11 | Shin Etsu Chem Co Ltd | 合成石英ガラス部材及びその製造方法 |
| US20050059162A1 (en) * | 2003-09-16 | 2005-03-17 | Wohleb Robert H. | Direct vial surface sorbent micro extraction device and method |
| US20080171147A1 (en) * | 2007-01-17 | 2008-07-17 | Brij Pal Singh | Forming thin films using a resealable vial carrier of amphiphilic molecules |
Non-Patent Citations (1)
| Title |
|---|
| QUARTZ GLASS PRODUCTS LINEUP, SCREW-CUTTING PROCESSED PRODUCT, 5 July 2015 (2015-07-05), Retrieved from the Internet <URL:https://web.archive.org/web/20130705003738/http://www.theglassplant.com:80/products12.html> [retrieved on 20180712] * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12428196B2 (en) | 2018-12-19 | 2025-09-30 | Nexus Company Inc. | Fabricating method for quartz vial |
| US12290490B2 (en) | 2019-07-04 | 2025-05-06 | Schott Pharma Ag & Co. Kgaa | Vial with optimized neck for improved side compression performance |
Also Published As
| Publication number | Publication date |
|---|---|
| US11745914B2 (en) | 2023-09-05 |
| US11279515B2 (en) | 2022-03-22 |
| US20220161963A1 (en) | 2022-05-26 |
| JP2019005330A (ja) | 2019-01-17 |
| KR102330129B1 (ko) | 2021-11-24 |
| DE112018000042T5 (de) | 2019-04-04 |
| US20190329932A1 (en) | 2019-10-31 |
| CN109429486A (zh) | 2019-03-05 |
| KR20190113982A (ko) | 2019-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019004008A1 (ja) | 石英バイアル瓶の製造方法 | |
| US2626647A (en) | Flexible container | |
| US9150331B2 (en) | Bottle with insulative body | |
| JP2019005330A5 (https=) | ||
| US10894340B2 (en) | Preforms for flair applications | |
| US2546208A (en) | Method of sealing hollow bodies | |
| CN102905872A (zh) | 预成形坯的口部结晶化方法 | |
| TW201505926A (zh) | 用於箔密封容器的密封環 | |
| KR20240144042A (ko) | 캡-튜브 일체형 튜브용기의 제작 방법 및 이에 의해 제조된 캡-튜브 일체형 튜브용기 | |
| MX2010007992A (es) | Tapon compuesto de interaseguramiento y metodo de fabricacion. | |
| JP6781418B2 (ja) | 石英バイアル瓶の製造方法 | |
| US12428196B2 (en) | Fabricating method for quartz vial | |
| US3144495A (en) | Containers and method of making | |
| KR101477510B1 (ko) | 유리 스크류 캡 제조방법 | |
| CN105923228A (zh) | 一种玻璃瓶结构及其制作方法 | |
| JP2014231165A (ja) | ブロー成形用インサート部品 | |
| WO2026027655A1 (en) | Process for manufacturing a glass bottle and packaging device comprising such a bottle | |
| CN104163558A (zh) | 玻璃模具口模结构 | |
| JPS5949904B2 (ja) | キャップの製造方法 | |
| US3216607A (en) | Closure cap | |
| JP2001315809A (ja) | アルミ・ラミネートチューブ容器 | |
| CN113911498A (zh) | 一种基于优化瓶口构造的玻璃瓶 | |
| JPH05213349A (ja) | 容器の蓋体及びその製造方法 | |
| KR20010025318A (ko) | 입구가 유리로 된 도자기 용기와 그 제조방법 | |
| JPH0148137B2 (https=) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18825229 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20197027221 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18825229 Country of ref document: EP Kind code of ref document: A1 |