-
Die Erfindung betrifft allgemein die Herstellung von Glasprodukten. Im Speziellen betrifft die Erfindung die Herstellung von vorzugsweise hohlkörperförmigen Glasprodukten durch lasergestützte Heißumformung, bei der ein Formwerkzeug, umfassend einen Formdorn, verwendet wird. Der Formdorn umfasst vorzugsweise einen temperaturstabilen keramischen Werkstoff.
-
Das Ausformen eines Konus ist ein wesentlicher Verfahrensschritt bei der Herstellung beispielsweise von Glasspritzen. üblicherweise kommen hier Prozesse zum Einsatz, die zur Erwärmung des Glases mit fossilen Brennstoffen betriebene Brenner benutzen. Der übliche Ablauf der Formgebung umfasst dabei mehrere sukzessive Aufwärm- und Formgebungsschritte, mit welchen ausgehend von Rohrglas-Körpern die gewünschte End-Geometrie angenährt wird. Übliche Durchmesser des verwendeten Rohrglases liegen im Bereich von 6 bis 11 Millimetern.
-
Des Weiteren ist prinzipiell das Ausformen von Fläschchen mit den üblichen Durchmessern von 15 mm–40 mm möglich.
-
Vorrichtungen, bei welchen das Umformen mit Brennern in mehreren Schritten erfolgt, sind beispielsweise aus der
DE 10 2005 038 764 B3 und der
DE 10 2006 034 878 B3 bekannt. Diese Vorrichtungen sind als Rundläufer ausgebildet, Der wiederholte Wechsel von Erwärmungs- und Glasformungsschritten ist notwendig, weil der zu formende Glasrohling durch die Formwerkzeuge abkühlt, so dass eine Formung in einem einzigen Formschritt bislang nicht möglich war. Solche Verfahren werden vielfach auf indexierenden Rundläufermaschinen realisiert, da derartige Vorrichtungen kostengünstig arbeiten und raumsparend aufgebaut sind. Beispielsweise sind Rundläufer mit 16 oder 32 Stationen bekannt. Aus der stationsweisen Aufteilung der Formgebungsprozesse ergibt sich eine Vielzahl von Stellgrößen oder Freiheitsgraden, die beispielsweise mittels manueller Stellvorgänge zur Justage des Gesamtprozesses einzustellen sind. Gerade bei der Wärmeeinkopplung mittels fossiler Brenner ergeben sich aber viele Freiheitsgrade. Dabei ist im Allgemeinen eine visuelle Bewertung der Flamme und des Glaszustandes, beziehungsweise der Temperatur und deren Verteilung erforderlich.
-
Die Vielzahl von Freiheitsgraden oder einstellbaren Parametern an den einzelnen Stationen ermöglicht weiterhin die Durchführung unterschiedlicher Verfahrensabläufe durch unterschiedliche Kombinationen und/oder Reihenfolgen von Zwischenschritten bei der Glasformung, die aber letztlich zu identischen Resultaten führen sollten. Aufgrund der Vielzahl der einstellbaren Parameter sowie fehlender Skalierung und/oder Skalierbarkeit der Prozessführung ist der Einfluss des Anlagenbedieners von großer Bedeutung für die Qualität des Endprodukts, sowie auch der Leistungsfähigkeit des Herstellungsprozesses.
-
Selbst wenn neben der vom Grundprinzip bereits vergleichsweise kostengünstigen Realisierung der Formgebung auf Rundläufermaschinen zusätzliche Investitionen in aufwändige Automatisierungsfunktionen vermieden werden können, steht die Produktion also dennoch in einem starken Abhängigkeitsverhältnis zur Verfügbarkeit von erfahrenem und gut ausgebildetem Bedienpersonal. Damit ergibt sich im Hinblick auf die Herstellungskosten ein signifikanter Personalaufwand.
-
Bereits in der Anlaufphase der Produktion ist eine aufwändige Feinjustage aller relevanten Aktoriken der Anlage erforderlich. So sind auf bisherigen Rundläufermaschinen eine Vielzahl von Spannfuttern, beispielsweise 16 oder sogar 32 Spanfutter, für die Konusformung vorhanden. Insgesamt ist dazu typischerweise inklusive des Einfahrvorgangs zum Erreichen eines stabilen Prozessablaufs ein Zeitrahmen von mehreren Stunden bis hin zu mehreren Tagen erforderlich. Zudem sind im Allgemeinen auch während der Produktion Nachjustierungen an der Vielzahl von Stationen erforderlich.
-
Störend auf den Verarbeitungsprozess können sich zudem auch sogenannte Einlaufphänomene auswirken. Diese Einlaufphänomene entstehen unter anderem durch Wärmedehnungen aufgrund der Aufheizung von Anlagenteilen durch die Brenner.
-
Ein weiteres Problem ergibt sich aufgrund der Komplexität der Prozessführung dahingehend, dass die Temperatur während der Formgebung nicht sehr genau zu steuern ist und es somit zu Schwankungen kommen kann. Aus diesem Grund müssen häufig für die Formwerkzeuge bestimmte Werkstoffe verwendet werden, welche in Verbindung mit bestimmten Gläsern oder in Bezug auf eine bestimmte Verwendung derselben zu Problemen führen können.
-
Dies trifft insbesondere auf die Formdorne zu, welche typischerweise während der Formgebung eine innerhalb des Hohlkörpers liegende Kontaktzone mit dem besagten hohlkörperförmigen Glasprodukt ausbilden. Üblicherweise umfassen Formdorne in der Glasformgebung daher Materialien wie Wolfram oder Rhodium. Diese können allerdings zu Materialrückständen innerhalb des Hohlkörpers führen, welche bei einer späteren Verwendung, beispielsweise im pharmazeutischen Bereich, zu unerwünschten Wechselwirkungen mit dem abgefüllten Wirkstoff führen können.
-
Der Erfindung liegt mithin die Aufgabe zugrunde, eine Vorrichtung, ein Umformungsverfahren und einen Formdorn anzugeben, mit welchem bei mindestens gleichbleibender Qualität der hergestellten Glasprodukte der Justageaufwand deutlich verringert und der Produktionsprozess stabilisiert werden kann. Zudem kann die Gefahr der Bildung von unerwünschten Materialrückständen innerhalb des hohlkörperförmigen Glasproduktes weitgehend vermindert oder sogar vollständig ausgeschlossen werden.
-
Diese Aufgabe wird durch den Gegenstand der unabhängigen Ansprüche gelöst. Vorteilhafte Weiterbildungen der Erfindung sind in den jeweiligen abhängigen Ansprüchen angegeben.
-
Demgemäß betrifft die Erfindung ein Formwerkzeug zum Umformen von hohlkörperförmigen Glasprodukten, umfassend einen Formdorn, welcher ein temperaturstabiles, keramisches Material umfasst.
-
Des weiteren sieht die Erfindung eine Vorrichtung zum Umformen von Glasprodukten vor, umfassend
- – eine Einrichtung zur lokalen Erhitzung eines Bereichs eines Glas-Vorprodukts bis über dessen Erweichungspunkt, und
- – zumindest ein Formwerkzeug zum Umformen wenigstens eines Abschnittes eines mit der Einrichtung zur lokalen Erhitzung erhitzten Bereichs des Glas-Vorprodukts, wobei das Formwerkzeug einen keramischen Formdorn umfasst und wobei die Einrichtung zur lokalen Erhitzung
- – einen Laser umfasst,
- – wobei eine Rotationseinrichtung vorgesehen ist, um das Formwerkzeug und das Glas-Vorprodukt relativ zueinander zu rotieren, und wobei
- – das Formwerkzeug so ausgebildet ist, dass ein Oberflächenbereich des umzuformenden Abschnittes des Glas-Vorproduktes nicht durch das Formwerkzeug abgedeckt wird, wobei der Laser oder eine dem Laser nachgeschaltete Optik so angeordnet ist, dass das Laserlicht bei der Umformung auf den nicht vom Formwerkzeug abgedeckten Bereich eingestrahlt wird, und wobei eine Steuereinrichtung vorgesehen ist, welche den Laser ansteuert so dass zumindest zeitweise das Glas-Vorprodukt während der Umformung durch das Laserlicht erwärmt wird
-
Das Formwerkzeug umfasst weiterhin ein Walzenpaar, welches so angeordnet ist, dass die Walzen des Walzenpaares auf der Oberfläche eines mittels der Rotationseinrichtung in Rotation versetzten Glas-Vorproduktes abrollen, wobei von dem Laserlicht ein zwischen den Walzen liegender Bereich auf dem Umfang des Glas-Vorproduktes beleuchtet wird.
-
Damit eine Erwärmung des Glases eines in der Vorrichtung umzuformenden Glas-Vorprodukts erfolgt, wird ein Laser verwendet, welcher Licht einer Wellenlänge emittiert, für welche das Glas des Glas-Vorprodukts höchstens teiltransparent ist, so dass das Licht zumindest teilweise im Glas absorbiert wird.
-
Das mit dieser Vorrichtung durchführbare Verfahren zum Umformen von Glasprodukten basiert dann entsprechend darauf,
- – einen lokalen Bereich eines Glas-Vorprodukts bis über dessen Erweichungspunkt zu erhitzen, und
- – mit zumindest einem Formwerkzeug wenigstens einen Abschnitt eines mit einer Einrichtung zur lokalen Erhitzung erhitzten Bereichs des Glas-Vorprodukts umzuformen, wobei das Formwerkzeug einen keramischen Formdorn, oder allgemeiner, einen Formdorn mit keramischer Oberfläche zumindest in dem Kontaktbereich mit dem Glas-Vorprodukt umfasst, wobei die Einrichtung zur lokalen Erhitzung
- – einen Laser umfasst, welcher
- – Licht einer Wellenlänge emittiert, für welche das Glas höchstens teiltransparent ist, so dass das Licht zumindest teilweise im Glas absorbiert wird, und welches auf das Glas-Vorprodukt gerichtet wird,
- – wobei das Formwerkzeug und das Glas-Vorprodukt relativ zueinander mittels einer Rotationseinrichtung rotiert werden, und wobei
- – das Formwerkzeug so ausgebildet ist, dass ein Oberflächenbereich des umzuformenden Abschnittes des Glas-Vorproduktes nicht durch das Formwerkzeug abgedeckt wird, und wobei
- – der Laser oder eine dem Laser nachgeschaltete Optik so angeordnet ist, dass das Laserlicht bei der Umformung auf den nicht vom Formwerkzeug abgedeckten Bereich eingestrahlt wird, und wobei mittels einer Steuereinrichtung der Laser so angesteuert wird, dass zumindest zeitweise das Glas-Vorprodukt während der Umformung durch das Laserlicht erwärmt wird.
-
Als Laser sind im Allgemeinen Infrarotlaser besonders geeignet, da die Transmission von Gläsern typischerweise vom sichtbaren Spektralbereich zum Infrarotbereich hin sinkt. Vorzugsweise wird die Wellenlänge des Lasers so gewählt, dass das Glas des zu bearbeitenden Glasgegenstandes bei der Wellenlänge einen Absorptionskoeffizienten von mindestens 300 m–1, besonders bevorzugt mindestens 500 m–1 aufweist. Bei einem Absorptionskoeffizienten von 300 m–1 werden dann etwa 25% der Laserleistung beim Durchgang durch die Wandung eines Rohrglases mit 1 mm Wandstärke absorbiert. Bei einem Absorptionskoeffizienen von 500 m–1 wird bereits etwa 60% des Lichts absorbiert und kann zur Erwärmung des Glasgegenstands genutzt werden.
-
Im Allgemeinen sind für die Formung von Spritzenkörpern Laser mit einer Strahlungsleistung kleiner 1 kW ausreichend, um eine hinreichend schnelle Erwärmung des Glasprodukts zu gewährleisten. Um die Temperatur während der Umformung zu halten, ist im Allgemeinen noch weniger Leistung erforderlich. Vielfach reicht dazu eine Strahlungsleistung von weniger als 200 Watt aus. Ein bevorzugter Bereich der eingestrahlten Leistung liegt zwischen 30 und 100 Watt. Für die Formung von größeren Glasgegenständen, beispielsweise die Formung von Glasgegenständen aus Rohrglas mit einem Durchmesser von 20 Millimetern oder mehr sind gegebenenfalls aber auch größere Leistungen günstig, um eine schnelle Erwärmung zu gewährleisten. Als Beispiel sei in diesem Zusammenhang die Formung des Flaschenhalses für Pharmafläschchen genannt, die aus Rohrglas mit 20 bis 30 Millimetern Durchmesser hergestellt werden.
-
Demgemäß ist in Weiterbildung der Erfindung vorgesehen, in einer Aufheizphase vor dem Umformprozess den Laser mit einer ersten Leistung zu betreiben und diese Leistung auf eine zweite Leistung während des Umformprozesses zu reduzieren. Vorzugsweise ist die zweite Leistung mindestens einen Faktor vier niedriger als die erste Leistung.
-
Da erfindungsgemäß während der Zwangsformung des Glas-Vorprodukts fortwährend Wärmeenergie zugeführt wird, kann eine Abkühlung während des Umformprozesses vermieden oder zumindest vermindert werden. Vorzugsweise wird die Laserstrahlung vor der beginnenden Zwangsformung und bis zu einem Zeitpunkt nach Beginn des Zwangsformungsprozesses eingestrahlt.
-
Gemäß einer weiteren Ausführungsform der Erfindung ist es aber auch möglich, das Formwerkzeug nicht auf dem Glas-Vorprodukt abzurollen, sondern über das Glas gleiten zu lassen. Insbesondere können dazu geeignete Schmier- oder Trennmittel verwendet werden. Beide Ausführungsformen, also mit abrollenden Walzen und gleitendem Formwerkzeug können auch gleichzeitig oder nacheinander verwendet werden. Beispielsweise kann eine Innenformung der Düse, beziehungsweise des Spritzenkonus eines Spritzenkörpers, beziehungsweise des Kanals mittels eines gleitenden Formdorns vorgenommen werden, während die äußere Formung des Spritzenkonus mit abrollenden Walzen durchgeführt wird.
-
Weiterhin werden die Vorrichtung und das Verfahren gemäß der Erfindung vorzugsweise dazu eingesetzt, um hohlkörperförmige, insbesondere röhrenförmige Glas-Vorprodukte umzuformen. Insbesondere kann dabei das Formwerkzeug zur Kompression, vorzugsweise einer radialen Kompression eines Abschnitts des hohlkörperförmigen Glas-Vorprodukts ausgebildet sein. Eine solche Kompression wird beispielsweise bei der Formung des Konus eines Spritzenkörpers aus einem hohlkörperförmigen Glas-Vorprodukts in Gestalt eines Glasrohres durchgeführt.
-
Die Erfindung bietet nicht nur den Vorteil, dass eine Abkühlung des zuvor erwärmten Glas-Vorprodukts durch die Laserstrahlung während der Zwangsformung des Glases kompensiert werden kann. Vielmehr bietet die Laserstrahlung gegenüber den bisher verwendeten Brennern auch den Vorteil, sowohl zeitlich, als auch örtlich exakt und fein einstellbar zu sein. Damit ist es in Weiterbildung der Erfindung nun möglich, die Laserstrahlung örtlich oder zeitlich zu regeln oder einzustellen, so dass ein vordefiniertes Temperaturprofil entlang des erwärmten Abschnitts des Glas-Vorprodukts eingestellt wird. Um die Laserleistung entsprechend eines gewünschten Temperaturprofils einzustellen, kann in einfacher Weiterbildung der Erfindung eine Optik vorgesehen werden, welche dem Laser vorgeschaltet ist und die Laserleistung auf dem Glas-Vorprodukt innerhalb des zu erwärmenden Abschnitts des Glas-Vorprodukts verteilt. Eine solche Optik kann gemäß einer ersten Ausführungsform der Erfindung eine strahlaufweitende Optik umfassen, welche den Laserstrahl in zumindest einer Raumrichtung aufweitet. Auf diese Weise kann aus dem typischerweise punktförmigen Strahl ein fächerförmiger Strahl erzeugt werden, der einen länglichen Bereich des Glas-Vorprodukts bestrahlt.
-
Eine weitere, alternative oder zusätzliche Möglichkeit der Verteilung der Laserleistung besteht darin, den Laserstrahl über den zu erwärmenden, beziehungsweise umzuformenden Abschnitt des Glas-Vorprodukts zu bewegen. Eine solche Bewegung kann beispielsweise mit einem geeigneten Galvanometer erreicht werden. Denkbar ist auch ein Laser mit Schwenk- oder Translationsantrieb. Die Bewegung des Laserstrahls bietet gegenüber einer starren Optik die Möglichkeit, das Profil der eingestrahlten Laserleistung vor und/oder während der Umformung anzupassen. So kann beispielsweise während der Umformung eine räumliche Intensitätsverteilung des Laserlichts auf dem umzuformenden Abschnitt wünschenswert sein, die sich von der für das Aufwärmen verwendeten Intensitätsverteilung unterscheidet. Ein solcher Unterschied kann beispielsweise wünschenswert sein, um räumlich inhomogene Abkühlungen durch die Formwerkzeuge zu kompensieren. So hat es sich bei der Formung eines Spritzenkonus in einem Schritt als günstig erwiesen, eine unsymmetrische Verteilung der Strahlungsleistung entlang der axialen Richtung anzuwenden.
-
Dies hilft, eine Stauchung des Konus in das zylindrischen Rohr des Spritzenkörpers hinein zu vermeiden oder zumindest zu verringern. Beim Einsatz von fossilen Brennern wird demgegenüber typischerweise eine symmetrische, großflächige Erwärmung bewirkt, durch welche auch Bereiche des zylindrischen Rohrs erwärmt und damit erweicht werden, so dass eine Stauchung des Konus in axialer Richtung in den zylindrischen Teil des Spritzenkörpers ermöglicht wird.
-
Im Allgemeinen ist es zweckmäßig, die Laserleistung in Richtung entlang der Rotationsachse zu verteilen. Durch die Rotationsbewegung wird dann die Wärmeenergie auf dem Umfang des zu erwärmenden Abschnittes des Glas-Vorprodukts gleichmäßig verteilt, wohingegen entlang der axialen Richtung ein bestimmtes Temperaturprofil einstellbar ist.
-
Durch die erfindungsgemäß präzise und reproduzierbare Temperaturführung des Umformprozesses entfallen typische Restriktionen, die sich bei der Auswahl eine Formdorns oder insbesondere bei der Auswahl eines Werkstoffes des Formdorns ergeben. Während bisher aufgrund ungenauer Temperaturführung im Bereich des Umformprozesses, aber auch aufgrund einer häufig zu ungenauen Positionierung des Spannfutters an den Rundtaktmaschinen und einer daraus resultierenden ungünstigen Belastung der Formdorne während des Umformens Formdorne auf Basis keramische Werkstoffe ungeeignet waren, so können dank des erfindungsgemäßen Verfahrens nun derartige Werkstoffe für Formdorne verwendet werden.
-
Durch eine Vorrichtung und ein Umformverfahren im Sinne der Erfindung kann der Produktionsprozess so weit verbessert und stabilisiert werden, dass überraschenderweise derartige keramische Werkstoffe für den Formdorn verwendet werden können, obwohl sie als spröde Werkstoffe nur eine geringe Bruchzähigkeit aufweisen.
-
Hierdurch ergeben sich vielfältige Vorteile. So kann auf eine Verwendung von Materialien wie Wolfram oder Rhodium für Formdorne weitgehend oder vollständig verzichtet werden, insbesondere in den Kontaktbereichen zwischen Formdorn und Glasprodukt. Derartige Materialien können, insbesondere in den Kontaktbereichen zu dem Glasprodukt zu Rückständen führen.
-
So kann eine Verwendung von Formdornen aus Wolfram etwa zu Rückständen in dem Konuskanal des Glasproduktes führen, welche dann bei einer späteren bestimmungsgemäßen Verwendung des umgeformten Glasproduktes zu unerwünschten Reaktionen führen kann. Beispielsweise kann es bei einer Befüllung eines derart umgeformten Glasproduktes mit einem pharmazeutischen Wirkstoff zu einer Wechselwirkung wie einer Degradation zwischen Wirkstoff und Materialrückstand auf der Glasoberfläche kommen. Dies ist besonders ungünstig, wenn das Glasprodukt beispielsweise mit sensiblen pharmazeutischen oder biopharmazeutischen Erzeugnissen gefüllt werden soll.
-
Dabei ist der Formdorn zumindest in demjenigen Bereich, welcher während des Umformens in Kontakt zu dem umzuformenden Glasgegenstand steht, mit einem temperaturstabilen, keramischen Werkstoff ausgebildet. In anderen Worten umfasst der Formdorn bevorzugt zumindest im Bereich der Kontaktfläche zu dem Glasprodukt einen temperaturstabilen, keramischen Werkstoff bzw. eine technische Keramik.
-
Unter temperaturstabil ist im Sinne der vorliegenden Erfindung zu verstehen, dass der Formdorn eine höhere Erweichungstemperatur als das umzuformende Glasprodukt aufweist und somit während des Umformens des Glasproduktes noch über eine zum Umformen ausreichende Festigkeit und Härte verfügt.
-
Dabei kann der Formdorn auch vollständig aus einem temperaturstabilen keramischen Werkstoff bzw. einer technischen Keramik erzeugt sein. Derartige Werkstoffe können Oxid- und/oder Nichtoxid-Keramiken und/oder hierauf basierenden Verbundwerkstoffe und/oder metallkeramischer Verbundwerkstoffe umfassen. So sind beispielsweise auch metallische Grundkörper möglich, welche mit keramischen Werkstoffen beschichtet werden.
-
Besonders bevorzugt kann der Formdorn temperaturstabile, keramische Werkstoffe auf der Basis von Aluminiumoxid, Zirkonoxid, Aluminiumtitanat, Silikatkeramik, Siliziumkarbid, Siliziumnitrid, Aluminiumnitrid umfassen. Derartige Werkstoffe sind häufig ausreichend temperaturstabil, insbesondere im Bereich der Glasübergangstemperatur TG des umzuformenden Glases und auch darüber hinaus. Im Sinne der Erfindung kann der Werkstoff des Formdorns gemäß der Glasübergangstemperatur des umzuformenden Glases ausgewählt werden, so dass die Einsatztemperatur der technischen Keramik des Formdorns vorteilhaft oberhalb der Glasübergangstemperatur des Glasproduktes liegt.
-
Ganz besonders bevorzugt ist der Formdorn zumindest in denjenigen Bereichen, welche in Kontakt zu dem umzuformenden Glasgegenstand kommen, weitgehend oder vollständig frei von den Materialien Wolfram und Rhodium. So liegt der Anteil von Wolfram und/oder Rhodium in dem Kontaktbereich des Formdorns bevorzugt bei weniger als 0,5 Gew.-%, besonders bevorzugt bei weniger als 0,1 Gew.-%.
-
Hieraus ergeben sich verschiedene Vorteile. So kann einerseits die Gefahr von unerwünschten Rückständen auf Teilen der Oberfläche des umgeformten Glasproduktes, insbesondere in einem innenliegenden Konusbereich, weitgehend vermieden oder gänzlich ausgeschlossen werden. Dadurch kann weiterhin bei einer späteren Verwendung des Glasproduktes, beispielsweise als Behälter für sensible pharmazeutische oder biopharmazeutische Wirkstoffe, eine unerwünschte Wechselwirkung der Materialrückstände mit dem Wirkstoff weitgehend ausgeschlossen werden. So kann etwa eine Degradation des Wirkstoffes reduziert oder ganz unterbunden werden.
-
So können, insbesondere im Kontaktbereich zu dem Glasprodukt, in Bezug auf Wechselwirkungen mit späteren Inhaltsstoffen des Behälters weitgehend unbedenkliche keramische Werkstoffe verwendet werden.
-
Bei einer Verwendung derartiger Werkstoffe für den Formdorn können einerseits unerwünschte Materialrückstände insgesamt reduziert werden. Andererseits sind die eventuell doch entstehenden Rückstände unbedenklich in Bezug auf mögliche Wechselwirkungen mit den späteren Inhaltsstoffen des Behälters.
-
Weiterhin kann durch die erfindungsgemäß sehr exakte Temperaturführung im Umformbereich eine für die Umformung des Glasproduktes ausreichend hohe Temperatur erreicht werden, ohne dass andererseits eine zu hohe Temperatur in der Kontaktzone zwischen Glasprodukt und Formdorn zu Anhaftungen aufgrund Überschreitens der Klebetemperatur führt. Auf diese Weise kann auch ein spröder Werkstoff wie eine technische Keramik als Material für den Formdorn verwendet werden, ohne dass es zu verstärkter Schädigung des Formdorns oder zu Defekten am Glaskörper kommt. Die Erfindung ermöglicht weiterhin auch ein völlig anderes Design von Umform-Vorrichtungen, wie sie insbesondere für die Fertigung von Spritzenkörpern eingesetzt werden. Wie bereits oben erläutert, werden bisher dazu Rundläufer mit 16 oder 32 Stationen eingesetzt. Der Formgebungsprozess wird stationsweise durchlaufen, wobei die endgültige Form in mehreren Schritten durch sukzessiven Einsatz von Formwerkzeugen erreicht wird. Zwischen den Umformungsschritten wird erwärmt, um die Temperaturabsenkung bei der Umformung auszugleichen. Da erfindungsgemäß die Erwärmung während der Umformung stattfindet und so ein Temperaturabfall kompensierbar ist, kann erfindungsgemäß die gesamte Heißumformung eines umzuformenden Abschnittes in einer einzelnen Station durchgeführt werden. Mit anderen Worten werden alle zur Umformung des Abschnitts eingesetzten Formwerkzeuge in einer Umformstation eingesetzt, wobei der Laserstrahl während der Umformung dabei das Glas-Vorprodukt erwärmt, beziehungsweise auf der vorgesehenen Temperatur hält.
-
Demgemäß weist nach dieser Ausführungsform der Erfindung die Vorrichtung zumindest eine Umformungsstation auf, wobei an der Umformungsstation alle Formwerkzeuge vorhanden sind, um an einem Abschnitt des Glas-Vorprodukts alle Heiß-Umformungsschritte zur Herstellung des Endprodukts durchzuführen.
-
Ein derartiges Design der Umformungsstation ist ganz besonders geeignet für eine Verwendung von Formdornen auf der Basis von temperaturstabilen keramischen Werkstoffen, da die seitlichen Belastungen auf den Formdorn während des Umformens im Vergleich zu Rundläufermaschinen deutlich verringert werden können. So kann bei Rundläufermaschinen eine unterschiedliche Positionierung der verschiedenen Spannfutter in der Maschine zu hohen seitlichen Belastungen des Formdorns führen, welche die Bruchzähigkeit keramischer Werkstoffe überschreiten können. Dagegen können bei der besagten Umformungsstation sowohl die Temperaturführung im Umformungsbereich des Glasproduktes als auch die Positioniergenauigkeit des Formdorn derart verbessert werden, dass auch spröde keramische Werkstoffe für den Formdorn verwendet werden können.
-
Durch die Möglichkeit, in der Umformungsstation den Formdorn mittels des Spannfutters sowie ebenso die Aussenformwerkzeuge, insbesondere die Formrollen, sehr präzise und exakt zu positionieren, können die Formwerkzeuge mit sehr hoher Wiederholgenauigkeit zueinander ausgerichtet werden. Somit können Belastungen durch nicht symmetrisch wirkende seitliche Kräfte auf den Formdorn weitgehend vermieden werden. Auf diese Weise gelingt es, die seitliche Belastung auf den Formdorn während des Umformungsprozesses so stark zu minimieren, dass die Bruchspannung des keramischen Werkstoffes nicht erreicht wird.
-
Mittels der hochgenauen Lasererwärmung kann auch ein sehr kleines Temperatur-Prozessfenster zum Umformen mit hoher Wiederholgenauigkeit eingehalten werden. Dabei ergibt sich die Untergrenze des Prozessfensters typischerweise aus der Glasübergangstemperatur TG sowie die Obergrenze daraus, dass ein Kleben zwischen dem Material des Formdorns und dem Glas während des Umformens vermieden wird.
-
Es ist bekannt, dass ein zu heisses Werkzeug zu einem kurzen Anhaften des Glases am Werkzeug führen kann. Ein längeres Anhaften wird häufig auch als Kleben bezeichnet. Die Klebe- oder auch Hafttemperatur können von der Viskosität des Glases, der Wärmeleitfähigkeit des Glases und seiner Dichte sowie dem Formdornwerkstoff, insbesondere im Kontaktbereich, beeinflusst werden. Bezüglich des Werkstoffes des Formdorns ist die Wärmeeindringung von großer Bedeutung.
-
Ein Haften und/oder Kleben kann zu erhöhtem Werkzeugverschleiß und zu Ausschuss des Glasproduktes führen und ist daher nach Möglichkeit zu vermeiden.
-
Die Verwendung eines Formdorns mit einem keramischen Werkstoff im Kontaktbereich mit dem Glas kann zu einem kleinen Prozessfenster bezüglich der Umformungstemperatur führen, da die kritische Haft- bzw. Klebetemperatur schon relativ früh erreicht werden kann. Mit anderen Worten, die Temperatur, die erreicht werden muß, um das Glas entsprechend umformen zu können, und die Temperatur, bei der ein Anhaften oder Kleben stattfindet, können sehr dicht beieinander liegen.
-
Daher ist bei der Auswahl des keramischen Werkstoffes für den Formdorn vorzugsweise darauf zu achten, dass eine bestimmte Wärmeeindringzahl des keramischen Materials erreicht wird. Die Erfinder haben herausgefunden, dass für den Formdorn vorteilhaft Werkstoffe mit einer Wärmeeindringungszahl ab etwa b = 60 W· s1/2/m2·K besonders geeignet sind, um ein ausreichend großes Temperatur-Prozessfenster zu ermöglichen. Die besonders bevorzugten keramischen Werkstoffe für den Formdorn sind daher Aluminiumoxid, Siliziumnitrid und/oder Siliziumkarbid.
-
In einer besonders bevorzugten Weiterbildung der Erfindung umfasst der Formdorn zumindest in demjenigen Bereich, welcher während des Umformungsprozesses einen Kontaktbereich mit dem Glasprodukt bildet, eine keramische Schicht. Zur weiteren Erhöhung der mechanischen Stabilität kann der Formdorn daher einen metallischen Kern mit einer keramischen Schicht umfassen, wobei diese keramische Schicht besonders bevorzugt auf den Werkstoffen Aluminiumoxid, Siliziumnitrid und/oder Siliziumkarbid basiert. Dieser speziellen Ausführungsform liegt mithin die generelle Ausgestaltung der Erfindung zugrunde, durch den Einsatz eines Lasers die Teilschritte der konventionellen Formgebung in wenigen, ideal in einem Schritt zu integrieren. Dies wird möglich, da mit dem Laser sehr definiert variabel und aufgrund der guten Regelbarkeit der Leistung und deren örtlich/zeitlicher Verteilung reproduzierbar Energie in das Glas während des Umformens eingekoppelt werden kann.
-
In Weiterbildung dieser Ausführungsform der Erfindung können dann auch wieder, ähnlich wie bei aus dem Stand der Technik bekannten Vorrichtungen mehrere Stationen eingesetzt werden, wobei gemäß dieser Weiterbildung der Erfindung die Stationen gleichartige Umformschritte durchführen. Auf diese Weise kann durch parallele, gleichartige Umformung der Durchsatz einer solchen Vorrichtung gegenüber bekannten Vorrichtungen erheblich gesteigert werden.
-
Selbst bei einer einzelnen Station ergibt sich gegenüber einer Vorrichtung mit 16 oder 32 Stationen herkömmlicher Bauart im Allgemeinen ein erheblicher Geschwindigkeitsvorteil. Bei einer herkömmlichen Vorrichtung liegt die benötigte Zeit für einen Umformungsschritt typischerweise in der Größenordnung von 2 Sekunden. Geht man von 4 Umformungsschritten aus und rechnet noch die Zeiten für fünf bis sechs Zwischenerwärmungs-Schritten mit Brennern hinzu, so liegt die Gesamtdauer der Umformung bei etwa 20 Sekunden. Demgegenüber ist es mit der Erfindung möglich, die Umformungsdauer auf die Dauer eines oder weniger herkömmlicher Umformungsschritte zu begrenzen. Damit kann der Umformungsprozess leicht erheblich beschleunigt werden. So beträgt die Zeit für eine Umformung eines Abschnittes des Glas-Vorproduktes, gerechnet ohne die Aufheizdauer vorzugsweise weniger als 15, besonders bevorzugt weniger als 10, insbesondere bevorzugt weniger als 5 Sekunden.
-
Weiterhin ist es von Vorteil, die Laserleistung im Verlauf des Prozesses anzupassen. Insbesondere kann die eingestrahlte Laserleistung während des Umformprozesses gegenüber der Laserleistung bei einer dem Umformen vorangehenden Aufheizphase reduziert werden.
-
Gemäß noch einer Weiterbildung der Erfindung kann die Laserleistung mittels eines in der Steuereinrichtung implementierten Regelprozesses auch anhand einer mittels einer Temperatur-Messeinrichtung vor und/oder während der Umformung gemessenen Temperatur des Glas-Vorprodukts geregelt werden, um eine vorgegebene Temperatur oder ein vorgegebenes Temperatur/Zeit-Profil am Glas-Vorprodukt einzustellen. Als Temperatur-Messeinrichtung eignet sich dabei besonders eine berührungslose Messeinrichtung, wie etwa ein Pyrometer. Mit einer solchen Regelung kann die Temperatur des Glases innerhalb eines Prozessfensters von weniger als ±20°C, im Allgemeinen sogar höchstens ±10°C stabilisiert werden.
-
Die Erfindung wird nachfolgend anhand von Ausführungsbeispielen und unter Bezugnahme auf die beigeschlossenen Figuren näher erläutert. Dabei bezeichnen gleiche Bezugszeichen in den Figuren gleiche oder entsprechende Elemente. Es zeigen:
-
1 Teile einer Vorrichtung zur Umformung von Rohrglas,
-
2 ein Transmissionsspektrum eines Glases eines Glas-Vorprodukts,
-
3 eine Variante des in 1 gezeigten Ausführungsbeispiels,
-
4 eine weitere Variante,
-
5 ein schematisches Diagramm der eingestrahlten Laserleistung als Funktion der axialen Position entlang eines Glas-Vorprodukts,
-
6A bis 6F Schnittansichten durch ein Rohrglas im Verlauf des Umformprozesses.
-
7 eine Umformanlage mit mehreren Vorrichtungen zur Umformung von Rohrglas,
-
8 eine Variante der in 7 gezeigten Umformanlage, und
-
9 eine Schnittansicht durch ein Rohrglas im Verlauf des Umformprozesses unter Verwendung eines Formdorns, welcher im Bereich der Kontaktfläche zu dem Glas-Vorprodukt zumindest einen temperaturstabilen, keramischen Werkstoff umfasst.
-
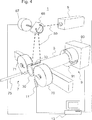
In 1 ist ein Ausführungsbeispiel einer Vorrichtung 1 zur Durchführung des erfindungsgemäßen Verfahrens dargestellt.
-
Die als Ganzes mit dem Bezugszeichen 1 bezeichnete Vorrichtung des in 1 gezeigten Ausführungsbeispiels ist zur Umformung von Glas-Vorprodukten in Gestalt von Rohrgläsern 3 ausgebildet. Im Speziellen wird die Vorrichtung zur Herstellung von Glas-Spritzenkörpern verwendet wobei mit den in 1 gezeigten Elementen der Vorrichtung 1 aus dem Rohrglas der Konus des Spritzenkörpers geformt wird.
-
Das Herstellen des Konus aus dem Rohrglas mittels der Vorrichtung 1 basiert darauf, dass lokal ein Bereich eines Rohrglases 3, hier dessen Ende 30 bis über dessen Erweichungspunkt erhitzt und mit zumindest einem Formwerkzeug wenigstens ein Abschnitt des erhitzten Endes umgeformt wird, wobei die Einrichtung zur lokalen Erhitzung einen Laser 5 umfasst, welcher Licht einer Wellenlänge emittiert, für welche das Glas des Rohrglases 3 höchstens teiltransparent ist, so dass das Licht zumindest teilweise im Glas absorbiert wird. Der Laserstrahl 50 wird dazu mittels einer Optik 6 auf das Rohrglas 3 gerichtet. Während des Umform-Prozesses werden das Formwerkzeug 7 und das Glas-Vorprodukt 3 relativ zueinander mittels einer Rotationseinrichtung 9 rotiert. Im Allgemeinen ist es dabei zweckmäßig, wie auch im gezeigten Beispiel das Rohrglas 3 mit Drehachse entlang der axialen Richtung des Rohrglases 3 zu rotieren. Dazu umfasst die Rotationseinrichtung 9 einen Antrieb 90 mit Futter 91, mit welchem das Rohrglas 3 gehaltert wird. Denkbar wäre auch eine umgekehrte Konfiguration, bei welchem das Rohrglas festgehalten wird und das Formwerkzeug 7 um das Rohrglas rotiert.
-
Das Formwerkzeug 7 umfasst bei dem in 1 gezeigten Ausführungsbeispiel zwei Walzen 70, 71, welche bei Rotation des Rohrglases 3 auf dessen Oberfläche abrollen. Dabei wird das Ende 30 des Rohrglases 30 komprimiert, indem die Walzen in radialer Richtung des Rohrglases 3 aufeinander zu geführt werden. Die radiale Bewegung ist in 1 anhand von Pfeilen an den Drehachsen der Walzen 70, 71 verdeutlicht. Weiterhin ist ein Formdorn 75 als Bestandteil des Formwerkzeugs 7 vorgesehen. Dieser Formdorn 75 wird in die Öffnung des Rohrglases 3 an dessen umzuformenden Ende 30 eingeführt. Mittels des Formdorns 75 wird der Konuskanal des Spritzenkörpers geformt. Der Formdorns 75 kann drehbar gelagert sein, um zusammen mit dem Rohrglas 3 zu rotieren. Ebenso möglich ist es, das rotierende Glas über den festgehaltenen Formdorn gleiten zu lassen.
-
Um ein Anhaften zu vermeiden, kann hierzu, wie generell bei über die Glasoberfläche gleitenden Formwerkzeugen ein Trenn- oder Schmiermittel verwendet werden, welches die Reibung bei der Gleitbewegung herabsetzt. Weiterhin ist es möglich, ein Schmiermittel zu verwenden, welches bei den bei der Umformung eingesetzten Temperaturen verdampft. Bei der Verwendung eines solchen Schmiermittels können so vorteilhaft Schmier-, beziehungsweise Trennmittelrückstände auf dem fertig gestellten Glasprodukt vermieden werden.
-
Zwischen den Walzen 70, 71 ist es möglich, den Laserstrahl 50 auf das Rohrglas zu richten, ohne, dass der Laserstrahl 50 durch das Formwerkzeug unterbrochen wird. Demgemäß ist das Formwerkzeug so ausgebildet, dass ein Oberflächenbereich des umzuformenden Abschnittes des Rohrglases nicht durch das Formwerkzeug abgedeckt wird, so dass mittels der dem Laser nachgeschalteten Optik 6 das Laserlicht bei der Umformung auf den nicht vom Formwerkzeug abgedeckten Bereich eingestrahlt wird. Im Speziellen wird vom Laserlicht ein zwischen den Walzen 70, 71 liegender Bereich 33 auf dem Umfang des Rohrglases 3 beleuchtet.
-
Eine Steuereinrichtung 13 steuert den Umformvorgang. Insbesondere wird mittels der Steuereinrichtung 13 der Laser 5 so angesteuert wird, dass zumindest zeitweise das Rohrglas 3 während der Umformung durch das Laserlicht erwärmt wird.
-
Die Optik 6 der in 1 gezeigten Vorrichtung 1 umfasst einen Umlenkspiegel 61, sowie eine Zylinderlinse 63.
-
Mittels der Zylinderlinse 63 wird der Laserstrahl 50 entlang der axialen Richtung des Rohrglases 3 zu einem Fächerstrahl 51 aufgeweitet, so dass der vom Laserlicht ausgeleuchtete Bereich 33 in axialer Richtung des Rohrglases 3 entsprechend gedehnt wird. Da das Rohrglas 3 rotiert, während das Laserlicht eingestrahlt wird, verteilt sich die eingestrahlte Leistung in Umfangsrichtung auf dem Rohrglas, so dass ein zylinderförmiger Abschnitt, beziehungsweise unabhängig von der Form des Glas-Vorprodukts allgemein ein Abschnitt in axialer Richtung entlang der Drehachse erwärmt wird. Dieser Abschnitt hat eine Länge, die vorzugsweise mindestens so groß ist, wie der umzuformende Abschnitt. Letzterer hat eine Länge, die im Wesentlichen durch die Breite der Walzen bestimmt wird. Um spezielle Verteilungen der Laserleistung in axialer Richtung des Rohrglases zu erzielen, kann alternativ oder zusätzlich zur Zylinderlinse 63 auch vorteilhaft ein diffraktives optisches Element verwendet werden.
-
Der Formungsprozess wird mittels der Steuereinrichtung 13 gesteuert. Unter anderem steuert die Steuereinrichtung 13 die Laserleistung. Weiterhin wird auch die Bewegung der Formwerkzeuge 70, 71, 75 kontrolliert. Ebenfalls gesteuert werden kann auch die Rotationseinrichtung 9, dabei insbesondere die Drehzahl des Antriebs 90, gegebenenfalls auch das Öffnen und Schließen des Futters 91.
-
Bei der Formung von Spritzenkörpern aus Glas sind für den Laser 5 im Allgemeinen Strahlungsleistungen von weniger als 1 Kilowatt ausreichend, um eine schnelle Erwärmung auf die Erweichungstemperatur zu gewährleisten. Nach Erreichen der für die Heißumformung vorgesehenen Temperatur kann dann von der Steuereinrichtung 1 die Laserleistung heruntergeregelt werden, so dass die eingestrahlte Laserleistung nur noch die Abkühlung kompensiert. Bei der Herstellung von Spritzenkörpern reichen dazu im Allgemeinen Leistungen zwischen 30 und 100 Watt.
-
Die Regelung der Laserleistung kann insbesondere auch anhand der Temperatur des Rohrglases 3 vorgenommen werden. Dazu kann in der Steuereinrichtung 13 ein Regelprozess implementiert sein, welcher die Laserleistung anhand der mittels einer Temperatur-Messeinrichtung gemessenen Temperatur regelt, um eine vorgegebene Temperatur oder ein vorgegebenes Temperatur/Zeit-Profil am Glas-Vorprodukt einzustellen. Als Temperatur-Messeinrichtung ist bei dem in 1 gezeigten Beispiel ein Pyrometer 11 vorgesehen, welches die Wärmestrahlung des Glasrohres an dessen durch den Laser 5 erwärmten Ende 31 misst. Die Messwerte werden der Steuereinrichtung 13 zugeführt und im Regelprozess zur Einstellung der gewünschten Temperatur verwendet.
-
Besonders vorteilhaft bei einer erfindungsgemäßen Anordnung, wie sie beispielhaft 1 zeigt, ist, dass das Laserlicht die Formwerkzeuge nicht direkt erwärmt. Dies führt dazu, dass die Formwerkzeuge trotz einer Erwärmung des Glas-Vorprodukts während der Umformung im Allgemeinen nicht stärker erwärmt werden als bei einem herkömmlichen Prozess mit vorangehender Erwärmung durch Brenner. Insgesamt wird mittels der erfindungsgemäßen Vorrichtung weniger Wärmeenergie erzeugt und diese Wärmeenergie auch noch gezielter in das Glas-Vorprodukt eingebracht. Damit wird insgesamt die Aufheizung der gesamten Vorrichtung und damit unter anderem durch Wärmedehnungen entstehende Einlaufphänomene reduziert.
-
Ein bevorzugtes Glas für die Fertigung von Spritzenkörpern ist Borosilikatglas. Besonders bevorzugt wird dabei alkaliarmes Borosilikatglas, insbesondere mit einem Alkaligehalt von weniger als 10 Gewichtsprozent. Borosilikatglas eignet sich generell gut aufgrund der typischerweise hohen Temperaturwechselbeständigkeit. Diese ist günstig, um bei den schnellen Prozesszeiten, wie sie mit der Erfindung erzielbar sind, schnelle Aufheizrampen realisieren zu können.
-
Ein geeignetes alkaliarmes Borosilikatglas weist folgende Bestandteile in Gewichtsprozent auf:
| SiO2 | 75 Gew.-% |
| B2O3 | 10,5 Gew.-% |
| Al2O3 | 5 Gew.-% |
| Na2O | 7 Gew.-% |
| CaO | 1,5 Gew.-% |
-
Ein Transmissionsspektrum des Glases zeigt 2. Die angegebenen Transmissionswerte beziehen sich auf eine Glasdicke von einem Millimeter.
-
Anhand von 2 ist ersichtlich, dass die Transmission des Glases bei Wellenlängen oberhalb von 2,5 Mikrometern absinkt. Oberhalb von 5 Mikrometern ist das Glas auch bei sehr dünnen Glasdicken praktisch opak.
-
Die in 2 gezeigte Abnahme der Transmission im Wellenlängenbereich oberhalb von 2,5 Mikrometern ist nicht wesentlich von der genauen Zusammensetzung des Glases abhängig. So können bei ähnlichen Transmissionseigenschaften die oben angegebenen Gehalte der Bestandteile bevorzugter Borosilikatgläser können auch um jeweils 25% vom angegebenen Wert variieren. Weiterhin können außer Borosilikatglas selbstverständlich auch andere Gläser eingesetzt werden, sofern diese bei der Wellenlänge des Lasers höchstens teiltransparent sind.
-
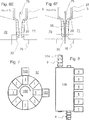
3 zeigt eine Variante der in 1 gezeigten Vorrichtung. Auch hier ist wie bei dem in 1 gezeigten Beispiel eine Optik 6 vorgesehen, welche dem Laser 5 vorgeschaltet ist und die Laserleistung auf dem Glas-Vorprodukt innerhalb des zu erwärmenden Abschnitts des Glas-Vorprodukts, hier wieder dem Ende 30 des Rohrglases 3 verteilt. Anstelle einer strahlaufweitenden Optik 6 gemäß dem in 1 gezeigten Beispiel wird hier allerdings zur räumlichen Verteilung der Strahlungsleistung der Laserstrahl 50 über den zu erwärmenden, beziehungsweise umzuformenden Abschnitt des Glas-Vorprodukts in axialer Richtung, also entlang der Drehachse bewegt. Dazu umfasst die Optik 6 einen Ringspiegel, beziehungsweise Drehspiegel 64 mit Spiegelfacetten 640. Der Drehspiegel 64 wird durch einen Motor 65 angetrieben und in Rotation versetzt. Die Drehachse des Drehspiegels 64 liegt quer, bei dem in 3 gezeigten Beispiel im Speziellen senkrecht zu den Normalen der Spiegelfacetten. Weiterhin liegt die Drehachse auch quer, vorzugsweise senkrecht zur axialen Richtung, beziehungsweise zur Drehachse des Rohrglases 3. Durch die Rotation der Normalen der Spiegelfacetten 640 wird der Laserstrahl 50 auf diese Weise, abhängig vom variierenden Winkel der jeweils beleuchteten Spiegelfacette 640 in axialer Richtung entlang des Rohrglases 3 bewegt, so dass im zeitlichen Mittel der Laserstrahl 50 einen Bereich 33 auf dem Rohrglas, beziehungsweise einen entsprechend langen axialen Abschnitt des Rohrglases 3 beleuchtet.
-
4 zeigt eine weitere Variante der in 1 gezeigten Vorrichtung. Ebenso wie bei der in 3 gezeigten Variante wird der Laserstrahl 50 zur Verteilung der Strahlungsleistung entlang des zu erwärmenden axialen Abschnitts des Rohrglases 3 über einen Bereich 33 gerastert. Dazu ist hier der Umlenkspiegel durch einen Schwenkspiegel 66 ersetzt, dessen Schwenkachse quer, vorzugsweise senkrecht zur Drehachse des Rohrglases 3 verläuft. Der Schwenkspiegel 66 wird mittels eines Galvanometerantriebs 65 geschwenkt, so dass sich die Auftreffposition des Laserstrahls 50 korrespondierend zur Schwenkung in axialer Richtung des Rohrglases 3 bewegt.
-
Ein Vorteil dieser Anordnung ist, dass sich der Galvanometerantrieb durch die Steuereinrichtung 13 steuern lässt, so dass durch entsprechend schnellere und langsamere Schwenkbewegungen abhängig von Schwenkwinkel oder abhängig von der axialen Position des Auftreffpunkts in einfacher Weise unterschiedlich lange Beleuchtungszeiten bestimmte ortsabhängige Leistungsverteilungen realisieren lassen. In Weiterbildung der Erfindung ist daher, ohne Beschränkung auf das spezielle in 4 gezeigte Beispiel eine Optik vorgesehen, welche eine von der Steuereinrichtung ansteuerbare Strahlablenkungseinrichtung aufweist, so dass durch eine entsprechende Ansteuerung der Strahlablenkungseinrichtung durch die Steuereinrichtung ein vorbestimmtes Orts-/Leistungsprofil einstellbar ist. Mit einem solchen Profil kann dann auch eine gewünschte ortsabhängige Temperaturverteilung hergestellt werden.
-
Sowohl mit der in 3, als auch mit der in 4 gezeigten Ausführungsform der Erfindung ist weiterhin noch eine weitere, alternative oder zusätzliche Steuerung möglich, um vorbestimmte örtliche Verteilungen der in das Glas eingebrachten Strahlungsleistung zu ermöglichen. Dazu ist wiederum eine Strahlablenkungseinrichtung vorgesehen. Um die eingestrahlte Leistung ortsabhängig zu variieren, kann dann die Leistung des Lasers entsprechend der Strahlablenkung durch die Steuereinrichtung geregelt werden. Soll beispielsweise ein erster axialer Unterabschnitt des erwärmten axialen Abschnittes stärker oder schwächer erwärmt werden, als ein angrenzender zweiter Unterabschnitt, so wird die Laserleistung von der Steuereinrichtung entsprechend herauf- oder heruntergeregelt, wenn der Laserstrahl den ersten Unterabschnitt überstreicht.
-
Ist bei dem in 3 gezeigten Beispiel der Steuereinrichtung der Drehwinkel des Drehspiegels, beziehungsweise von dessen jeweils beleuchteter Spiegelfacette 640 bekannt, so kann die Steuereinrichtung 13 die Leistung des Lasers 5 entsprechend einstellen.
-
5 zeigt zur Verdeutlichung eine denkbare Verteilung der Laserleistung auf dem Glas-Vorprodukt. Dargestellt ist ein Diagramm der Laserleistung als Funktion der axialen Position des Auftreffpunkts des Laserstrahls auf dem Glas-Vorprodukt. Die Position „0” kennzeichnet dabei das Ende des Glas-Vorprodukts. Wie anhand des Diagramms zu erkennen ist, unterteilt sich der gesamte erwärmte axiale Abschnitt 80 bei diesem Beispiel in Unterabschnitte 81, 82, 83, 84 und 85. Die Unterabschnitte 82 und 84 werden dabei mit höherer Leistung des Lasers bestrahlt, als die angrenzenden Unterabschnitte 81, 83 und 85. Die höhere eingebrachte Strahlungsleistung in den Unterabschnitten 82, 84 kann wie oben beschrieben durch eine Regelung der Laserleistung in Abhängigkeit von der Stellung der Strahlablenkeinrichtung, also bei den in 2 und 3 gezeigten Beispielen in Abhängigkeit vom Dreh- oder Schwenkwinkel des Spiegels erfolgen. Alternativ oder zusätzlich kann, wie ebenfalls oben beschrieben die Schwenk- oder Drehgeschwindigkeit des Spiegels variiert werden, so dass hier die axialen Unterabschnitte 82, 84 insgesamt länger beleuchtet werden.
-
Eine solche, wie in 5 beispielhaft dargestellte, in axialer Richtung inhomogene Deposition der Laserleistung kann in mehrerer Hinsicht von Vorteil sein. Wird beispielsweise eine homogene Temperaturverteilung während des Umformprozesses angestrebt, wobei aber eine inhomogene Wärmeabfuhr erfolgt, kann durch eine Einstellung eines entsprechenden Profiles der eingestrahlten Leistung die Inhomogenität der Wärmeverluste zumindest teilweise kompensiert werden. Beispielsweise können Unterabschnitte, des Glas-Vorprodukts, die zuerst oder länger mit dem Formwerkzeug in Berührung kommen, entsprechend stärker über die Laserstrahlung erwärmt werden, um die am Formwerkzeug zusätzlich auftretenden Wärmeverluste zu kompensieren.
-
Andererseits kann es auch vorteilhaft sein, ein in axialer Richtung inhomogenes Temperaturprofil gerade anzustreben. Ein solches Temperaturprofil kann günstig sein, um den bei der Umformung auftretenden Materialfluss zusätzlich zu steuern. Typischerweise fließt das Glas unter Berücksichtigung des vom Formwerkzeug ausgeübten Druckes oder Zugs tendenziell von wärmeren und damit weicheren Bereichen zu kälteren und damit zäheren Bereichen im Glas-Vorprodukt. Eine vorteilhafte Möglichkeit ist etwa, in Bereichen, in welchen vom Formwerkzeug eine starke Verformung, insbesondere bei einer Streckung oder Biegung des Glasmaterials eine dort auftretende Abnahme der Wandstärke eines Rohrglases zu reduzieren.
-
Ebenfalls sehr vorteilhaft kann ein verstärkter Materialfluss induziert werden, wenn es aufgrund einer radialen Kompression eines Rohrglases zu einer Verdickung der Wandstärke kommt.
-
Diese Effekte werden nachfolgend anhand der 6A bis 6F erläutert. Diese Figuren zeigen anhand von Schnittansichten eine Simulation eines erfindungsgemäßen Umformprozesses zur Ausformung eines Spritzenkonus aus einem Rohrglas 3 für die Herstellung eines Spritzenkörpers. Die Schnitte der Darstellungen verlaufen entlang der Mittenachse des Rohrglases 3, um welche das Rohrglas rotiert wird. Ebenfalls zu erkennen sind die Walzen 70, 71 und der Dorn 75. Die Einstrahlung des Laserstrahls erfolgt wieder zwischen den Walzen, so dass die Einstrahlrichtung senkrecht zur dargestellten Schnittebene verläuft.
-
Ebenfalls angegeben ist die jeweils seit Beginn des Umform-Prozesses verstrichene Zeit. Als Zeit-Nullpunkt für den Umform-Prozess wurde der Zeitpunkt der Reduktion der Laserleistung gewählt.
-
Die in den Schnittansichten des Rohrglases eingezeichneten, anfänglich senkrecht zur Mittenachse des Rohrglases verlaufenden Linien 20 kennzeichnen gedachte Grenzlinien von axialen Abschnitten des Rohrglases 3. Anhand dieser Linien wird der Materialfluss bei der Umformung kenntlich gemacht.
-
Der Formdorn 75 ragt aus einem Fuß 76 heraus, der zur Formung der vorderen Konusfläche der Spritze dient. Der Fuß 76 ist ein senkrecht zur Betrachtungsrichtung der 6A bis 6F flach ausgebildetes Bauteil. Anders als dargestellt ist in der tatsächlichen Vorrichtung der Fuß dabei um 90° um die Längsachse des Formdorns 75 gedreht, so dass der Fuß 76 zwischen die Walzen 70, 71 passt. Die Überlappung von Walzen 70, 71 und Fuß 76, wie sie ab 6C zu erkennen ist, tritt also tatsächlich nicht auf.
-
Eine Berührung der Walzen 70, 71 und die beginnende Verformung erfolgt ab der in 6C gezeigten Position. Es erfolgt nun eine Kompression des Rohrglases 3 durch die radial einwärts zur Mittenachse des Rohrglases bewegten Walzen 70, 71. Bei dem in 6E gezeigten Stadium berührt der Formdorn 75 innenseitig das Rohrglas und formt den Kanal des Spritzenkonus. Bei dem in 6F gezeigten Stadium schließlich ist die Ausformung des Spritzenkonus bereits beendet. Anschließend werden die Formwerkzeuge vom ausgeformten Spritzenkonus 35 weggefahren. Alle Formungsschritte zur Ausformung des Spritzenkonus 35 wurden mithin mit den gleichen Formwerkzeugen 70, 71, 75 und dem Fuß 76 durchgeführt. Eine derartige Umformungsstation führt daher alle Heiß-Umformungsschritte an einem Abschnitt des Glas-Vorprodukts aus. Es kann sich nun eine Ausformung des Spritzenflansches, beziehungsweise der Fingerauflage am anderen Ende des Rohrglases erfolgen.
-
Ab dem Verformungsstadium, wie es in 6E dargestellt ist, ist gut zu erkennen, dass die radiale Kompression am Spritzenkonus 35 zu einer Verdickung der Wandstärke führt. Hier besteht nun die Möglichkeit, durch die Einstellung einer entsprechenden Temperaturverteilung wie oben beschrieben, einen gewissen Materialfluß vom Ende 30 weg zu erzeugen. Ebenso kann es an den umlaufenden Kanten des ausgeformten Rohrglases im Übergangsbereich zwischen Spritzenzylinder 37 und Spritzenkonus 35 zu einer verminderten Wandstärke kommen. Auch diesem Effekt kann durch Einstellung eines axial inhomogenen Leistungseintrags über die Regelung der axialen Verteilung der Laserleistung begegnet werden.
-
Allgemein kann also mit der durch den Laser ermöglichten Temperaturführung die Glasflussrichtung beeinflusst werden. Insbesondere ist dies auch in Bezug auf den Volumenanteil und die Richtung des Glasflusses möglich.
-
Anhand der 6A bis 6F wird weiterhin deutlich, dass die gesamten Umformungsschritte an einem Abschnitt des Glas-Vorprodukts, hier speziell eines Spritzenkonus innerhalb weniger Sekunden vollendet werden können. Die gesamte Umformungszeit beträgt bei dem Beispiel der 6A bis 6F sogar weniger als zwei Sekunden.
-
Die Verwendung von Formdornen 75, umfassend temperaturstabile keramische Werkstoffe oder ebensolche mit temperaturstabilen keramischen Werkstoffen in dem Kontaktbereich zu dem Glas-Vorprodukt bringt noch weitere Vorteile mit sich, insbesondere im Hinblick auf die Herstellung von Pharmapackmitteln, wie Spritzen, Karpulen, Ampullen, Fläschchen, etc. Aufgrund der bisherigen häufigen Verwendung von wolfram-haltigen Materialien, insbesondere auch im Kontaktbereich zu dem Glas-Vorprodukt, können sich Wolfram-Ablagerungen bilden, die durch Abrieb von den Formwerkzeugen, insbesondere vom Formdorn entstehen. Die Erfindung ist daher besonders geeignet für wolframfreie oder wolframarme Pharmapackmittel, wie insbesondere Spritzen, da aufgrund der Verwendung unbedenklicher keramischer Werkstoffe im Kontaktbereich die Kontamination durch die Formwerkzeuge reduziert wird. Auch werden im Allgemeinen die Formwerkzeuge durch den erfindungsgemäßen Prozess weniger erwärmt, was ebenfalls die Kontamination reduziert.
-
Ein weiterer Vorteil der vergleichsweise sehr kurzen Bearbeitungszeit liegt bei der Verarbeitung alkalihaltiger Gläser im verminderten Alkali-Austrieb. Bei der Erwärmung der Gläser über den Erweichungspunkt kommt es im Allgemeinen zu einer Diffusion von Alkali-Ionen an die Oberfläche. Gerade bei Pharmapackmitteln kann dieser Effekt störend sein, da verschiedene Pharmazeutika empfindlich gegenüber Alkalimetallen sind. Da die Umformzeit mittels der erfindungsgemäßen Vorrichtung erheblich kürzer ist als bei einer herkömmlichen Umformung mit den einzelnen Umformstationen vorgeschalteten Brennern, ist auch die Alkali-Anreicherung an der Oberfläche deutlich reduziert. Schließlich kann der Einsatz von Brennern auch zum Eintrag von Verbrennungsrückständen und Feinstäuben führen.
-
Anhand der vorstehend beschriebenen Effekte wird deutlich, dass ein mit der Erfindung hergestelltes Glasprodukt auch anhand von chemischen Merkmalen an der Glasoberfläche von bisher unter Verwendung von Brennern umgeformten Glasprodukten unterschieden werden kann.
-
7 zeigt schematisch ein Ausführungsbeispiel einer Umformanlage 10 mit mehreren Umformstationen in Gestalt der oben beschriebenen Vorrichtung 1. Anders als bei den im oben genannten Stand der Technik bekannten Vorrichtungen, bei welchen die Glas-Vorprodukte nacheinander in einer Vielzahl von Umformungs-Stationen in mehreren Schritten umgeformt werden, basiert das Konzept der in 7 gezeigten Ausführungsform darauf, dass die Rohrglas-Abschnitte während des gesamten Umformungsprozesses für einen Abschnitt des Rohrglases, beispielsweise der Ausformung des Spritzenkonus in einer Umformungsstation, beziehungsweise Vorrichtung 1 verbleiben.
-
Bei diesem Ausführungsbeispiel weist die Umformanlage 10 ähnlich wie aus dem Stand der Technik bekannte Anlagen zur Herstellung von Glasspritzen ein Karussell 100 auf. Auf dem Karussell 100 sind mehrere, beispielsweise wie dargestellt acht Vorrichtungen 1 zum Umformen von Glasprodukten installiert. An einer Eingabestation 102 werden die Vorrichtungen 1 mit Glas-Vorprodukten, wie insbesondere Rohrglas-Abschnitten beladen. Während nun die beladenen Vorrichtungen 1 auf dem Karussell 100 zu einer Entnahmestation 103 rotieren, wird in den Vorrichtungen 1 an den Glas-Vorprodukten die Umformung, wie etwa die anhand der 1, 3, 4, 6A–6F beschriebene Formung von Spritzenkoni durchgeführt. Anders als bei bekannten Umformanlagen mit Karussell können die Umformwerkzeuge hier also auch auf dem Karussell selber angeordnet sein. Auch ist eine Konstruktion der Umformanlage denkbar, bei welcher die Umformstationen 1 stationär sind und parallel beladen und entladen werden. Eine solche Variante zeigt 8. Die Rohrgläser 3 werden über eine Zuführeinrichtung 104, beispielsweise einem Förderband einer Be- und Entladevorrichtung 106 zugeführt.
-
Diese verteilt die Rohrgläser 3 auf die Vorrichtungen 1, in welchen die lasergestützte Ausformung der Spritzenkoni erfolgt. Nach der Umformung werden die Zwischen- oder Endprodukte in Form von Rohrgläsern 4 mit ausgeformten Spritzenkonus von der Be- und Entladevorrichtung 106 einer Abführeinrichtung 107 zugeführt, welche die umgeformten Rohrgläser 4 abtransportiert.
-
9 schließlich zeigt eine Schnittansicht durch ein Rohrglas im Verlauf des Umformprozesses unter Verwendung eines erfindungsgemäßen Formdorns 95. Der Formdorn 95 ragt aus einem Fuß 96 heraus, der zur Formung der vorderen Konusfläche der Spritze dient. Der Fuß 96 ist ein senkrecht zur Betrachtungsrichtung der 9 flach ausgebildetes Bauteil. Anders als dargestellt ist in der tatsächlichen Vorrichtung der Fuß dabei um 90° um die Längsachse des Formdorns 95 gedreht, so dass der Fuß 96 zwischen die Walzen 70, 71 passt.
-
Der abgebildete Formdorn 95 umfasst einen metallischen Kern 93. Weiterhin umfasst der Formdorn 95 im Bereich der Kontaktfläche 92 zu dem Rohrglas 3 zumindest einen temperaturstabilen, keramischen Werkstoff 94. Der temperaturstabile, keramische Werkstoff kann beispielsweise in Form einer umschließenden Schicht auf den metallischen Kern des Formdorns 95 aufgebracht sein. Die Schicht kann beispielsweise mittels thermischer Spritzverfahren aufgebracht sein. Des weiteren kann auch der Fuß 96 im Bereich der Kontaktfläche mit dem Rohrglas 3 mit einem temperaturstabilen, keramischen Werkstoff (nicht dargestellt) ausgebildet sein. Ebenso kann der Formdorn 95 auch vollständig aus einem hochtemperaturstabilen keramischen Werkstoff ausgebildet sein.
-
Es ist dem Fachmann ersichtlich, dass die Erfindung nicht auf die vorstehend anhand der Figuren beschriebenen lediglich beispielhaften Ausführungsformen beschränkt ist, sondern in vielfältiger Weise im Rahmen des Gegenstandes der Patentansprüche variiert werden kann. Insbesondere können auch die Merkmale einzelner Ausführungsbeispiele miteinander kombiniert werden.
-
So wurde die Erfindung in den Figuren anhand der Ausformung des Spritzenkonus eines Glas-Spritzenkörpers beschrieben. Die Erfindung ist aber in entsprechender Weise nicht nur auf die Ausformung der Fingerauflage von Spritzenkörpern, sondern auch auf die Umformung anderer Glas-Vorprodukte anwendbar. Insbesondere ist die Erfindung allgemein für die Herstellung von Pharma-Packmitteln aus Glas geeignet. Hierzu zählen neben Spritzen auch Karpulen, Fläschchen und Ampullen. Weiterhin ist die Verwendung des Lasers als Heizeinrichtung nicht ausschließlich. Vielmehr können zusätzlich auch andere Heizeinrichtungen Anwendung finden. So ist es möglich und aufgrund der hohen Heizleistung gegebenenfalls auch vorteilhaft, eine Vorerwärmung mit einem Brenner durchzuführen, um die anfängliche Aufheizdauer vor dem Umformprozess zu reduzieren.
-
Bezugszeichenliste
-
- 1
- Vorrichtung zum Umformen von Glasprodukten
- 3
- Rohrglas
- 4
- Rohrglas mit ausgeformten Spritzenkonus
- 5
- Laser
- 6
- Optik
- 7
- Formwerkzeug
- 9
- Rotationseinrichtung
- 10
- Umformanlage
- 11
- Pyrometer
- 13
- Steuereinrichtung
- 20
- gedachte Grenzlinien von axialen Abschnitten eines Rohrglases 3
- 30
- umzuformendes Ende von 3
- 33
- beleuchteter Bereich von 3
- 35
- Konus
- 37
- Spritzenzylinder
- 50
- Laserstrahl
- 51
- Fächerstrahl
- 61
- Umlenkspiegel
- 63
- Zylinderlinse
- 64
- Ringspiegel
- 65
- Motor für 64
- 66
- Schwenkspiegel
- 67
- Galvanometerantrieb
- 70, 71
- Walzen
- 75
- Formdorn
- 76
- Fuß von 75
- 80
- erwärmter axialer Abschnitt von 3
- 81–85
- Unterabschnitte von 80
- 90
- Antrieb von 9
- 91
- Futter
- 92
- Kontaktfläche
- 93
- metallischer Kern
- 94
- keramischer Werkstoff
- 95
- Formdorn mit metallischen Kern
- 96
- Fuß von 95
- 100
- Karussell
- 102
- Eingabestation
- 103
- Entnahmestation
- 104
- Zuführeinrichtung
- 106
- Be- und Entladevorrichtung
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- DE 102005038764 B3 [0004]
- DE 2006034878 B3 [0004]