JP2019005330A - 石英バイアル瓶の製造方法 - Google Patents
石英バイアル瓶の製造方法 Download PDFInfo
- Publication number
- JP2019005330A JP2019005330A JP2017125123A JP2017125123A JP2019005330A JP 2019005330 A JP2019005330 A JP 2019005330A JP 2017125123 A JP2017125123 A JP 2017125123A JP 2017125123 A JP2017125123 A JP 2017125123A JP 2019005330 A JP2019005330 A JP 2019005330A
- Authority
- JP
- Japan
- Prior art keywords
- neck
- quartz
- vial
- mouth
- quartz vial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/04—Re-forming tubes or rods
- C03B23/09—Reshaping the ends, e.g. as grooves, threads or mouths
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1412—Containers with closing means, e.g. caps
- A61J1/1425—Snap-fit type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D13/00—Containers having bodies formed by interconnecting two or more rigid, or substantially rigid, components made wholly or mainly of the same material, other than metal, plastics, wood, or substitutes therefor
- B65D13/02—Containers having bodies formed by interconnecting two or more rigid, or substantially rigid, components made wholly or mainly of the same material, other than metal, plastics, wood, or substitutes therefor of glass, pottery, or other ceramic material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/20—Uniting glass pieces by fusing without substantial reshaping
- C03B23/207—Uniting glass rods, glass tubes, or hollow glassware
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Animal Behavior & Ethology (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- General Health & Medical Sciences (AREA)
- Pharmacology & Pharmacy (AREA)
- Hematology (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Closures For Containers (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
Abstract
【解決手段】
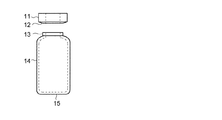
物品が収容される胴部14と、胴部14の下端を閉鎖する底部15と、胴部14の上端に設けられた円筒状の頸部13と、頸部13の上方に設けられ頸部13よりも外径の大きい円筒状の口部11と、口部11と頸部13の間を繋ぐテーパー部12と、を有する石英バイアル瓶10を製造する方法において、テーパー部12及び頸部13の外周面を削り出しによって形成し、その頸部13に、別途作成した胴部14を接合する。
【選択図】図2
Description
前記テーパー部の外周面を削り出しによって形成することを特徴としている。
物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶を製造する方法であって、
前記テーパー部及び前記頸部の外周面を削り出しによって形成すると共に、前記頸部に、別途作成した前記胴部を接合することを特徴とするものとなる。
前記テーパー部の外周面を削り出しによって形成すると共に、
前記テーパー部に、別途作成した前記頸部を接合することを特徴とするであってもよい。
また、テーパー部に頸部を接合する工程を行う前に、予め口部及びテーパー部の内周面を形成しておく。このときも、該内周面は削り出しによって形成することが望ましい。
石英ガラス材に削り出し加工を施すことにより、前記テーパー部の外周面及び前記頸部の外周面を形成すると共に、
前記石英ガラス材の前記頸部に隣接する部分を熱加工することにより前記胴部を形成することを特徴とするものとなる。
すなわち、本発明に係る石英バイアル瓶は、物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶であって、
前記テーパー部の下端から前記胴部の下端までのいずれかの位置に石英ガラス同士の接合による接合部を有することを特徴としている。
物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられ、外周面にネジ山を有する円筒状の口部と、を有する石英バイアル瓶を製造する方法であって、
前記ネジ山を削り出しによって形成することを特徴とするものとなる。
11、41、51…口部
51a…ネジ山
12、42…テーパー部
13、43…頸部
14、44、54…胴部
14a、54a…上部開口
44d…接合部
15、45、55…底部
20…ゴム栓
21…栓部
22…円盤部
Claims (8)
- 物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶を製造する方法であって、
前記テーパー部の外周面を削り出しによって形成することを特徴とする石英バイアル瓶の製造方法。 - 更に、前記頸部の外周面を削り出しによって形成することを特徴とする請求項1に記載の石英バイアル瓶の製造方法。
- 更に、前記口部の内周面を削り出しによって形成することを特徴とする請求項1又は2に記載の石英バイアル瓶の製造方法。
- 物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶を製造する方法であって、
前記テーパー部及び前記頸部の外周面を削り出しによって形成すると共に、前記頸部に、別途作成した前記胴部を接合することを特徴とする石英バイアル瓶の製造方法。 - 物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶を製造する方法であって、
前記テーパー部の外周面を削り出しによって形成すると共に、前記テーパー部に、別途作成した前記頸部を接合することを特徴とする石英バイアル瓶の製造方法。 - 物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶を製造する方法であって、
石英ガラス材に削り出し加工を施すことにより、前記テーパー部の外周面及び前記頸部の外周面を形成すると共に、
前記石英ガラス材の前記頸部に隣接する部分を熱加工することにより前記胴部を形成することを特徴とする石英バイアル瓶の製造方法。 - 物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられ、外周面にネジ山を有する円筒状の口部と、を有する石英バイアル瓶を製造する方法であって、
前記ネジ山を削り出しによって形成することを特徴とする石英バイアル瓶の製造方法。 - 物品が収容される胴部と、前記胴部の下端を閉鎖する底部と、前記胴部の上端に設けられた円筒状の頸部と、前記頸部の上方に設けられ該頸部よりも外径の大きい円筒状の口部と、前記口部と前記頸部の間を繋ぐテーパー部と、を有する石英バイアル瓶であって、
前記テーパー部の下端から前記胴部の下端までのいずれかの位置に石英ガラス同士の接合による接合部を有することを特徴とする石英バイアル瓶。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017125123A JP2019005330A (ja) | 2017-06-27 | 2017-06-27 | 石英バイアル瓶の製造方法 |
| DE112018000042.7T DE112018000042T5 (de) | 2017-06-27 | 2018-06-19 | Herstellungsverfahren für eine quarzviole |
| CN201880002386.6A CN109429486A (zh) | 2017-06-27 | 2018-06-19 | 石英管形瓶的制造方法 |
| US16/309,690 US11279515B2 (en) | 2017-06-27 | 2018-06-19 | Fabricating method for quartz vial |
| KR1020197027221A KR102330129B1 (ko) | 2017-06-27 | 2018-06-19 | 석영 바이알병 및 석영 바이알병의 제조 방법 |
| PCT/JP2018/023283 WO2019004008A1 (ja) | 2017-06-27 | 2018-06-19 | 石英バイアル瓶の製造方法 |
| US17/668,496 US11745914B2 (en) | 2017-06-27 | 2022-02-10 | Fabricating method for quartz vial |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017125123A JP2019005330A (ja) | 2017-06-27 | 2017-06-27 | 石英バイアル瓶の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019005330A true JP2019005330A (ja) | 2019-01-17 |
| JP2019005330A5 JP2019005330A5 (ja) | 2020-03-05 |
Family
ID=64742092
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017125123A Pending JP2019005330A (ja) | 2017-06-27 | 2017-06-27 | 石英バイアル瓶の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11279515B2 (ja) |
| JP (1) | JP2019005330A (ja) |
| KR (1) | KR102330129B1 (ja) |
| CN (1) | CN109429486A (ja) |
| DE (1) | DE112018000042T5 (ja) |
| WO (1) | WO2019004008A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020129415A1 (ja) * | 2018-12-19 | 2020-06-25 | ネクサス株式会社 | 石英バイアル瓶の製造方法 |
| JP2021010734A (ja) * | 2019-07-04 | 2021-02-04 | ショット アクチエンゲゼルシャフトSchott AG | 改善された横圧縮性能のために最適化された首部を有するバイアル |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110261213B (zh) * | 2019-06-11 | 2022-04-19 | 深圳市药品检验研究院(深圳市医疗器械检测中心) | 一种医疗器械极限浸提的方法 |
| KR102167587B1 (ko) | 2020-06-23 | 2020-10-19 | 대한민국 | 휘발성 유기화합물 분석용 바이알 키트 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841732A (ja) * | 1981-09-01 | 1983-03-11 | Toshiba Ceramics Co Ltd | フランジ付石英ガラス容器の製造方法 |
| JP2002012433A (ja) * | 2000-06-26 | 2002-01-15 | Sumitomo Metal Ind Ltd | 石英ガラスシリンダおよび石英ガラス管とその製造方法 |
| US20050059162A1 (en) * | 2003-09-16 | 2005-03-17 | Wohleb Robert H. | Direct vial surface sorbent micro extraction device and method |
| JP2008509874A (ja) * | 2004-08-14 | 2008-04-03 | ヘレーウス テネーヴォ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 石英ガラスの光学部品を製造するための延伸方法、及びこの方法を行うのに適した予備製品 |
| US20080171147A1 (en) * | 2007-01-17 | 2008-07-17 | Brij Pal Singh | Forming thin films using a resealable vial carrier of amphiphilic molecules |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US130207A (en) * | 1872-08-06 | Improvement in tools for forming mouths of bottles | ||
| US2935819A (en) * | 1955-06-07 | 1960-05-10 | Dichter Jakob | Machine for the manufacture of small glass bottles or the like from glass tubes |
| US3346357A (en) * | 1962-12-17 | 1967-10-10 | Owens Illinois Inc | Process for bonding devitrified surfaces |
| BE646104A (ja) * | 1963-04-05 | |||
| US3809599A (en) * | 1971-06-03 | 1974-05-07 | Owens Illinois Inc | Method for forming glass-ceramic articles |
| GB2098199A (en) * | 1981-04-10 | 1982-11-17 | George Henry Herbert Gee | Fused silica tubing |
| US5221311A (en) * | 1992-01-10 | 1993-06-22 | Rising Peter E | Evacuated sampling vial |
| JP3228676B2 (ja) * | 1996-03-07 | 2001-11-12 | 信越石英株式会社 | 遠紫外線用高純度シリカガラス及びその製造方法 |
| FR2769003B1 (fr) | 1997-09-26 | 1999-11-19 | Oreal | Flacon en verre ou ceramique comportant un element rapporte |
| JP2001097734A (ja) * | 1999-09-30 | 2001-04-10 | Toshiba Ceramics Co Ltd | 石英ガラス製容器およびその製造方法 |
| JP4346202B2 (ja) * | 2000-03-28 | 2009-10-21 | 株式会社山形信越石英 | 丸封石英管の製造方法 |
| EP1219571B1 (en) | 2000-12-26 | 2012-04-18 | Shin-Etsu Chemical Co., Ltd. | process for producing a synthetic quartz glass article |
| JP4110362B2 (ja) * | 2000-12-26 | 2008-07-02 | 信越化学工業株式会社 | 合成石英ガラス部材の製造方法 |
| WO2003057572A1 (fr) | 2001-12-28 | 2003-07-17 | Mitsubishi Materials Corporation | Bouteille et dispositif de fabrication de vis |
| CN1311956C (zh) * | 2003-05-01 | 2007-04-25 | 张民 | 陶瓷瓶精确瓶口制作工艺 |
| JP2005192888A (ja) | 2004-01-09 | 2005-07-21 | Torii Yakuhin Kk | 薬剤容器 |
| US20060267250A1 (en) * | 2005-05-24 | 2006-11-30 | Gerretz Herbert A | Device and method for forming a non-ground vial |
| KR100976239B1 (ko) | 2008-01-10 | 2010-08-17 | 주식회사 원익 쿼츠 | 다층 석영 유리의 제조방법 및 제조장치 |
| CN102167500B (zh) | 2011-01-10 | 2013-01-09 | 圣戈班石英(锦州)有限公司 | 一种不透明石英实验室器皿的制备方法 |
| DE102011051143B3 (de) * | 2011-06-17 | 2012-09-20 | Vitajuwel Gmbh | Fertigungsverfahren für einen Glasbehälter |
| CN102615699B (zh) | 2012-02-28 | 2015-11-25 | 宜兴市金鱼陶瓷有限公司 | 冲压结合切削成型制备瓶头的方法 |
| DE102012101948A1 (de) * | 2012-03-08 | 2013-09-12 | Schott Ag | Formwerkzeug, Verfahren und Vorrichtung zur lasergestützten Glasformung |
| PE20151989A1 (es) * | 2013-05-30 | 2016-01-20 | Dalwick Continental Corp | Metodo para la fabricacion de envases de vidrio para uso farmaceutico |
| US20160137346A1 (en) * | 2014-11-18 | 2016-05-19 | Brandeis University | Drip free glass bottles and methods of making such bottles |
| US10427967B2 (en) * | 2015-02-03 | 2019-10-01 | Bormioli Luigi S.P.A. | Process for the manufacture of a glass container, glass container and related uses |
| CN204802233U (zh) * | 2015-05-11 | 2015-11-25 | 江苏新奥得玻璃制品股份有限公司 | 新型磨砂高温烤花玻璃酒瓶生产装置 |
-
2017
- 2017-06-27 JP JP2017125123A patent/JP2019005330A/ja active Pending
-
2018
- 2018-06-19 CN CN201880002386.6A patent/CN109429486A/zh active Pending
- 2018-06-19 WO PCT/JP2018/023283 patent/WO2019004008A1/ja active Application Filing
- 2018-06-19 KR KR1020197027221A patent/KR102330129B1/ko active IP Right Grant
- 2018-06-19 DE DE112018000042.7T patent/DE112018000042T5/de active Pending
- 2018-06-19 US US16/309,690 patent/US11279515B2/en active Active
-
2022
- 2022-02-10 US US17/668,496 patent/US11745914B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841732A (ja) * | 1981-09-01 | 1983-03-11 | Toshiba Ceramics Co Ltd | フランジ付石英ガラス容器の製造方法 |
| JP2002012433A (ja) * | 2000-06-26 | 2002-01-15 | Sumitomo Metal Ind Ltd | 石英ガラスシリンダおよび石英ガラス管とその製造方法 |
| US20050059162A1 (en) * | 2003-09-16 | 2005-03-17 | Wohleb Robert H. | Direct vial surface sorbent micro extraction device and method |
| JP2008509874A (ja) * | 2004-08-14 | 2008-04-03 | ヘレーウス テネーヴォ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 石英ガラスの光学部品を製造するための延伸方法、及びこの方法を行うのに適した予備製品 |
| US20080171147A1 (en) * | 2007-01-17 | 2008-07-17 | Brij Pal Singh | Forming thin films using a resealable vial carrier of amphiphilic molecules |
Non-Patent Citations (1)
| Title |
|---|
| 株式会社旭製作所: "石英ガラス製品ラインナップ ネジ切り加工製品", [ONLINE], vol. [検索日 2018. 07. 12], JPN6021012142, 5 July 2015 (2015-07-05), JP, pages インターネット, ISSN: 0004479344 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020129415A1 (ja) * | 2018-12-19 | 2020-06-25 | ネクサス株式会社 | 石英バイアル瓶の製造方法 |
| JP2021010734A (ja) * | 2019-07-04 | 2021-02-04 | ショット アクチエンゲゼルシャフトSchott AG | 改善された横圧縮性能のために最適化された首部を有するバイアル |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190113982A (ko) | 2019-10-08 |
| US20190329932A1 (en) | 2019-10-31 |
| US11279515B2 (en) | 2022-03-22 |
| KR102330129B1 (ko) | 2021-11-24 |
| WO2019004008A1 (ja) | 2019-01-03 |
| US20220161963A1 (en) | 2022-05-26 |
| US11745914B2 (en) | 2023-09-05 |
| DE112018000042T5 (de) | 2019-04-04 |
| CN109429486A (zh) | 2019-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102330129B1 (ko) | 석영 바이알병 및 석영 바이알병의 제조 방법 | |
| JP2019005330A5 (ja) | ||
| US9150331B2 (en) | Bottle with insulative body | |
| US20160073809A1 (en) | Method of making insulated drinking vessels | |
| JP2017524604A (ja) | ボトルの密閉方法および関連する密閉されたボトル | |
| JP2017522235A (ja) | 容器 | |
| JP6781418B2 (ja) | 石英バイアル瓶の製造方法 | |
| JP6756479B2 (ja) | 二重ボトル容器の製造方法 | |
| JP6755028B2 (ja) | 石英バイアル瓶の製造方法 | |
| US3128504A (en) | Method for making a plastic drip chamber | |
| TW201505926A (zh) | 用於箔密封容器的密封環 | |
| CN216402078U (zh) | 一种基于优化瓶口构造的玻璃瓶 | |
| EP3957293B1 (en) | Container which accommodates drug and is sealed | |
| CN105923228A (zh) | 一种玻璃瓶结构及其制作方法 | |
| JP7016519B2 (ja) | 医療用キャップ及びその製造方法 | |
| JPH0427770Y2 (ja) | ||
| CN103786942A (zh) | 一种液体瓶 | |
| JP6229313B2 (ja) | ブロー成形用インサート部品 | |
| JP7011802B2 (ja) | 医療用キャップ及びその製造方法 | |
| JPH0891337A (ja) | プラスチツクボトルおよびその製造方法 | |
| JP6521449B2 (ja) | 栓体付き薬液容器の製造方法 | |
| CN113911498A (zh) | 一种基于优化瓶口构造的玻璃瓶 | |
| JPH0148137B2 (ja) | ||
| KR20120131388A (ko) | 결정질 및 비결정질 물질 제조용 유리관 및 유리관 마개와 밀봉방법 | |
| JPS5875561A (ja) | 特に小フラスコ又はバイアル等の密封プラスチツク容器を製造する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20170707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210406 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211130 |