WO2018066573A1 - オーステナイト系耐熱合金およびそれを用いた溶接継手 - Google Patents
オーステナイト系耐熱合金およびそれを用いた溶接継手 Download PDFInfo
- Publication number
- WO2018066573A1 WO2018066573A1 PCT/JP2017/036022 JP2017036022W WO2018066573A1 WO 2018066573 A1 WO2018066573 A1 WO 2018066573A1 JP 2017036022 W JP2017036022 W JP 2017036022W WO 2018066573 A1 WO2018066573 A1 WO 2018066573A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- content
- resistant alloy
- weld metal
- cracking
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
- B23K35/304—Ni as the principal constituent with Cr as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3066—Fe as the principal constituent with Ni as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
- B23K35/3086—Fe as the principal constituent with Cr as next major constituent containing Ni or Mn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3093—Fe as the principal constituent with other elements as next major constituents
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/058—Alloys based on nickel or cobalt based on nickel with chromium without Mo and W
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/02—Welded joints
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
Definitions
- the present invention relates to an austenitic heat resistant alloy and a welded joint using the same.
- Patent Document 1 discloses a high-strength austenitic stainless heat-resisting steel that is excellent in the resistance to embrittlement cracking of a welded part that is used in high-temperature equipment such as a power generation boiler. .
- Patent Document 1 has been studied in detail regarding cracks in HAZ, it has not been studied for cracks in weld metal parts, and there is room for improvement.
- An object of the present invention is to solve the above problems and to provide an austenitic heat-resistant alloy suitable for producing a welded joint having low cracking susceptibility of a weld metal part and excellent creep strength.
- the present invention has been made in order to solve the above-mentioned problems, and provides the following austenitic heat-resistant alloy and a welded joint using the same.
- the chemical composition is mass%, C: 0.04 to 0.18%, Si: 1.5% or less, Mn: 2.0% or less, P: 0.020% or less, S: 0.030% or less, Cu: 0.10% or less, Ni: 20.0-30.0%, Cr: 21.0 to 24.0%, Mo: 1.0-2.0%, Nb: 0.10 to 0.40%, Ti: 0.20% or less, Al: 0.05% or less, N: 0.10 to 0.35%, B: 0.0015 to 0.005%, Balance: Fe and impurities, Satisfies the following formula (i): Austenitic heat-resistant alloy. P + 6B ⁇ 0.040 (i) However, each element symbol in the formula represents the content (% by mass) of each element contained in the alloy.
- a heat-resistant alloy used to make a welded joint using a welding material The chemical composition of the welding material is mass%, C: 0.01 to 0.18%, Si: 1.5% or less, Mn: 2.0% or less, P: 0.020% or less, S: 0.030% or less, Cu: 0.15% or less, Cr: 20.0-25.0% Mo: 10.0% or less, Nb: 4.0% or less, Ti: 0.50% or less, Co: 15.0% or less, Al: 2.0% or less, B: 0.005% or less, Fe: 30.0% or less, Balance: Ni and impurities, The austenitic heat-resistant alloy according to (1) above.
- a base material portion made of the austenitic heat-resistant alloy according to (1) % By mass C: 0.01 to 0.18%, Si: 1.5% or less, Mn: 2.0% or less, P: 0.020% or less, S: 0.030% or less, Cu: 0.15% or less, Ni: 20.0-90.0%, Cr: 21.0 to 24.0%, Mo: 1.0-10.0%, Nb: 0.01 to 4.0%, Ti: 0.20% or less, Co: 15.0% or less, Al: 2.0% or less, N: 0.01 to 0.35%, B: 0.005% or less, Balance: Fe and impurities,
- an austenitic heat-resistant alloy suitable for producing a welded joint having low cracking susceptibility of the weld metal part and excellent creep strength.
- C 0.04 to 0.18% C is an element that has the effect of stabilizing the austenite phase and forms fine intragranular carbonitrides together with N and contributes to the improvement of high-temperature strength. However, if the content of C is excessive, coarse carbides are generated during use at high temperatures, leading to a decrease in creep strength and a decrease in corrosion resistance. Therefore, the C content is 0.04 to 0.18%.
- the C content is preferably 0.05% or more, and preferably 0.13% or less.
- Si 1.5% or less
- Si is an element having a deoxidizing action and effective in corrosion resistance and oxidation resistance at high temperatures. However, if the content is excessive, the stability of the austenite phase is lowered, and the creep strength and toughness are lowered. Therefore, the Si content is 1.5% or less.
- the Si content is preferably 1.0% or less, and more preferably 0.8% or less.
- the Si content is preferably 0.02% or more.
- Mn 2.0% or less Mn has a deoxidizing action like Si. Mn also contributes to stabilization of the austenite phase. However, if the content is excessive, embrittlement is caused, and creep ductility and toughness are reduced. Therefore, the Mn content is 2.0% or less. The Mn content is preferably 1.5% or less.
- the Mn content is preferably 0.02% or more.
- P and S are elements contained as impurities in the alloy. All of these elements lower the melting point of the final solidified part during solidification of the weld metal, significantly increase the susceptibility to solidification cracking, and cause intergranular embrittlement during high temperature use, leading to a decrease in stress relaxation cracking resistance. It is an element. Therefore, the contents are limited to P: 0.020% or less and S: 0.030% or less, respectively.
- Cu 0.10% or less
- Cu is an element that causes embrittlement when excessively contained. Therefore, it is desirable to reduce the Cu content as much as possible, and set it to 0.10% or less.
- the Cu content is preferably less than 0.05%, and more preferably less than 0.01%.
- Ni 20.0-30.0%
- Ni is an effective element for obtaining an austenite structure, and is an essential element for obtaining a desired creep strength while ensuring the structural stability during long-time use. In order to sufficiently obtain the above effects within the range of the Cr content defined in the present invention, it is necessary to contain 20.0% or more. On the other hand, since Ni is an expensive element, if its content exceeds 30.0%, the cost increases. Therefore, the Ni content is 20.0-30.0%. The Ni content is preferably 22.0% or more, and preferably 28.0% or less.
- Cr 21.0 to 24.0% Cr is an essential element for securing oxidation resistance and corrosion resistance at high temperatures. In order to acquire the effect, it is necessary to contain 21.0% or more. However, if its content becomes excessive, especially exceeding 24.0%, the stability of the austenite phase at high temperatures is lowered, and the creep strength is lowered. Therefore, the Cr content is 21.0 to 24.0%.
- the Cr content is preferably 21.5% or more, and preferably 23.5% or less.
- Mo 1.0-2.0%
- Mo is an element that contributes to the improvement of the high-temperature strength by being dissolved in the matrix, and in particular to the improvement of the creep strength at a high temperature.
- the Mo content is 1.0 to 2.0%.
- the Mo content is preferably 1.2% or more, and preferably 1.8% or less.
- Nb 0.10 to 0.40%
- Nb is an element that precipitates finely as a carbonitride and contributes to the improvement of creep strength at high temperatures.
- the Nb content is 0.10 to 0.40%.
- the Nb content is preferably 0.15% or more, and preferably 0.35% or less.
- Ti 0.20% or less
- Ti is an element that precipitates finely as a carbonitride and contributes to the improvement of creep strength at high temperature. However, if its content is excessive, during use at high temperature, Not only does the carbonitride coarsen rapidly, leading to an extreme decrease in creep strength and toughness, but also a significant increase in liquefaction cracking susceptibility during welding. Therefore, the Ti content is 0.20% or less.
- Al 0.05% or less
- Al has a deoxidizing action, but a large amount of addition significantly impairs cleanliness and deteriorates workability and ductility. Therefore, the Al content is 0.05% or less.
- the Al content is preferably 0.0005% or more.
- N 0.10 to 0.35%
- N is an austenite stabilizing element, and is an element that forms a fine intragranular carbonitride like C and contributes to ensuring creep strength at a high temperature. It is also an element effective for improving corrosion resistance.
- the N content is 0.10 to 0.35%.
- the N content is preferably 0.15% or more, and preferably 0.30% or less.
- B 0.0015 to 0.005%
- B is an element contributing to grain boundary strengthening by segregating at grain boundaries and finely dispersing grain boundary carbides.
- the B content is excessive, the melting point of the final solidified portion is lowered during solidification of the weld metal, the solidification cracking sensitivity is remarkably increased, and intergranular embrittlement occurs during high temperature use, resulting in stress relaxation cracking resistance. Incurs a decline. Therefore, the B content is 0.0015 to 0.005%.
- the B content is preferably 0.002% or more, and preferably 0.0045% or less.
- the balance is Fe and impurities.
- impurities are components mixed in due to various factors of raw materials such as ores and scraps and manufacturing processes when the alloy is industrially manufactured, and are allowed within a range that does not adversely affect the present invention. Means something.
- each element symbol in the formula represents the content (% by mass) of each element contained in the alloy. Even if the chemical composition of the alloy is within the above range, cracks may occur in the weld metal part. However, by satisfying the above formula (i) in the relationship between the contents of P and B, it is possible to suppress initial layer solidification cracking and reheat cracking in the weld metal part.
- C 0.01 to 0.18%
- C is an austenite-forming element and is an element effective for enhancing the stability of the austenite structure when used at high temperatures. Furthermore, C increases the hot crack resistance during welding. Specifically, C is mainly combined with Cr in the solidification process during welding to form a eutectic carbide. As a result, the disappearance of the liquid phase is accelerated, and the structure of the final solidified part is changed to a lamellar structure of (Cr, M) 23 C 6 and austenite. As a result, the remaining form of the liquid phase changes from a planar shape to a point shape, stress concentration on a specific surface is suppressed, and solidification cracking is suppressed. Furthermore, C increases the final solidification interface area that becomes a segregation site of impurities, and thus contributes to the prevention of ductile deterioration cracking during welding and the reduction of the sensitivity of stress relaxation cracking during high temperature use.
- the C content needs to be 0.01% or more.
- the C content is set to 0.01 to 0.18%.
- the C content is preferably 0.02% or more, and more preferably 0.06% or more.
- the C content is preferably 0.15% or less.
- Si 1.5% or less Si is contained as a deoxidizer, but segregates at columnar grain boundaries during solidification of the weld metal, lowers the melting point of the liquid phase, and increases the susceptibility to solidification cracking. Therefore, the Si content needs to be 1.5% or less. In addition, it is not necessary to provide a lower limit in particular for the Si content. However, if the Si content is extremely reduced, the deoxidation effect cannot be sufficiently obtained, and the cleanliness of the steel is deteriorated and the manufacturing cost is increased. Therefore, the Si content is preferably 0.02% or more.
- Mn 2.0% or less Mn is contained as a deoxidizer in the same manner as Si. Mn suppresses the scattering of N from the arc atmosphere by lowering the activity of N in the weld metal, and contributes to securing the strength. However, when Mn is excessively contained, embrittlement is caused, so the Mn content needs to be 2.0% or less. The Mn content is preferably 1.5% or less.
- the Mn content is preferably 0.02% or more.
- P and S are contained as impurities, lower the melting point of the final solidified portion when solidifying the weld metal, and remarkably increase the susceptibility to solidification cracking. Therefore, it is necessary that the P content is 0.020% or less and the S content is 0.030% or less.
- the P content is preferably 0.015% or less, and the S content is preferably 0.020% or less.
- Cu 0.15% or less
- Cu is an element that causes embrittlement when excessively contained. Therefore, it is desirable to reduce the Cu content as much as possible, and it is set to 0.15% or less.
- the Cu content is preferably 0.10% or less.
- Cr 20.0-25.0%
- Cr is an essential element for securing oxidation resistance and corrosion resistance at high temperatures. Cr combines with C in the solidification process to produce eutectic carbide, prevents solidification cracking and ductile degradation cracking during welding, and also has the effect of reducing stress relaxation cracking susceptibility during high temperature use. In order to obtain these effects, the Cr content needs to be 20.0% or more. However, if the Cr content is excessive and exceeds 25.0%, the stability of the structure at high temperatures deteriorates, leading to a decrease in creep strength. Therefore, the Cr content is 20.0-25.0%. The Cr content is preferably 20.5% or more, and preferably 24.5% or less.
- Mo 10.0% or less
- Mo is an element that contributes to improvement in high-temperature strength by dissolving in a matrix, and in particular, improvement in creep strength at high temperature.
- the Mo content is 10.0% or less.
- the Mo content is preferably 9.5% or less.
- the lower limit is not particularly specified and is 0%.
- the Mo content is preferably 0.5% or more, and more preferably Mo content or more in the base material.
- Nb 4.0% or less
- Nb is an element that precipitates finely as a carbonitride and contributes to an improvement in creep strength at high temperatures.
- the Nb content is 4.0%.
- the Nb content is preferably 3.5% or less.
- the lower limit is not particularly specified and is 0%.
- the Nb content is preferably 0.1% or more, and more preferably 0.5% or more.
- Ti 0.50% or less
- Ti is an element that precipitates finely as a carbonitride and contributes to the improvement of creep strength at high temperature.
- the Ti content is preferably reduced and is set to 0.50% or less.
- Co 15.0% or less
- Co is an austenite-forming element and contributes to the improvement of creep strength by increasing the stability of the austenite structure.
- the Co content is 15.0% or less.
- the Co content is preferably 14.0% or less.
- the lower limit is not particularly specified and is 0%.
- the Co content is preferably 0.5% or more.
- Al 2.0% or less
- Al is an element having a deoxidizing action. However, a large amount of addition significantly impairs cleanliness and deteriorates workability and ductility. Therefore, the Al content is 2.0% or less.
- the lower limit is not particularly specified and is 0%. However, when it is desired to obtain the above effect, the Al content is preferably 0.5% or more.
- B 0.005% or less
- B is an element effective for improving the creep strength by segregating at grain boundaries during use at high temperature, strengthening the grain boundaries, and finely dispersing grain boundary carbides. Therefore, B may be contained in order to obtain this effect. However, excessive inclusion of B increases the susceptibility to solidification cracking during gas shielded arc welding. Therefore, the B content is 0.005% or less.
- the B content is preferably 0.0045% or less.
- the lower limit is not particularly specified and is 0%. However, when it is desired to obtain the above effect, the B content is preferably 0.002% or more.
- Fe 30.0% or less Fe is effective for obtaining an austenite structure, and is an essential element for securing the structure stability during long-time use and obtaining a desired creep strength.
- the Fe content is set to 30.0% or less.
- the Fe content is preferably 20.0% or less.
- the balance is Ni and impurities.
- impurities are components mixed in due to various factors of raw materials such as ores and scraps and manufacturing processes when the alloy is industrially manufactured, and are allowed within a range that does not adversely affect the present invention. Means something.
- the weld metal part is in mass%, C: 0.01 to 0.18%, Si: 1.5% or less, Mn: 2.0% or less, P: 0.020.
- % S: 0.030% or less, Cu: 0.15% or less, Ni: 20.0-90.0%, Cr: 21.0-24.0%, Mo: 1.0-10.0 %, Nb: 0.01 to 4.0%, Ti: 0.20% or less, Co: 15.0% or less, Al: 2.0% or less, N: 0.01 to 0.35%, B: 0.005% or less, balance: Fe and impurities, preferably having a chemical composition satisfying the following formula (ii).
- the C content is preferably 0.02% or more, and preferably 0.15% or less.
- the Si content is preferably 0.02% or more, and preferably 1.0% or less.
- the Mn content is preferably 0.02% or more, and preferably 1.5% or less.
- the P content is preferably 0.015% or less, and the S content is preferably 0.020% or less.
- the Cu content is preferably less than 0.10%.
- the Ni content is preferably 30.0% or more, preferably 80.0% or less, more preferably 70.0% or less, and further preferably 60.0% or less. preferable.
- the Cr content is preferably 21.2% or more, and preferably 23.5% or less.
- the Mo content is preferably 2.0% or more, and preferably 9.5% or less.
- the Nb content is preferably 0.10% or more, and preferably 3.5% or less.
- the Co content is preferably 0.5% or more, and preferably 14.0% or less.
- the Al content is preferably 0.01% or more, and preferably 1.5% or less.
- the N content is preferably 0.02% or more, and preferably 0.15% or less.
- the B content is preferably 0.0002% or more, and preferably 0.0045% or less.
- each element symbol in a formula represents content (mass%) of each element contained in a weld metal part.
- P and B in the weld metal part satisfy the above formula (ii), it is possible to suppress the first layer solidification cracking and reheat cracking in the weld metal part.
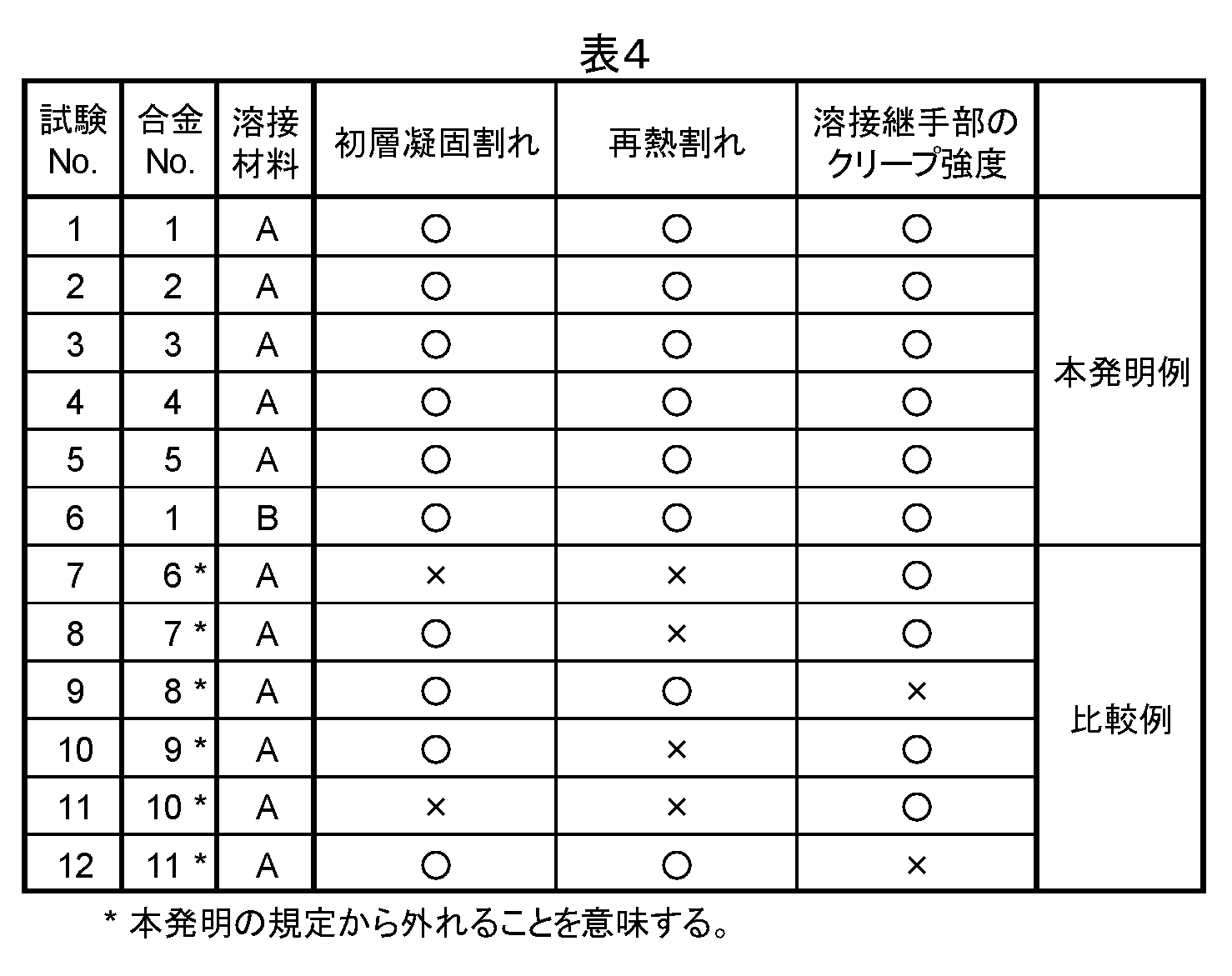
- JIS Z 3224 (2010) as defined in JIS Z 3224 (2010) is used as the covering arc welding rod, and each of the restraint weld crack test specimens obtained as described above is used. Four rounds were restrained and welded on a commercially available steel plate of SM400C specified in G 3106 (2008).
- first layer TIG welding was performed using a 1.2 mm diameter spool welding material having a chemical composition shown in Table 2 in the groove.
- the heat input was 9 to 12 kJ / cm and the welding material feed speed was 150 mm / min.
- the interpass temperature was controlled to 150 ° C. or lower.
- the composition of the weld metal was measured by EPMA analysis and quantifying the center part of the weld metal. The results are shown in Table 3.
- a stepped round bar creep test piece was cut out so that the weld metal part was located at the center of the parallel part having a diameter of 6 mm and a length of 10 mm, and a creep rupture test was performed. Then, assuming an actual use environment, the case where the rupture time was 1,000 hours or more at a stress load of 200 MPa at 650 ° C. was designated as “ ⁇ ”, and the case where it was less than 1,000 hours was designated as “X”.
- the austenitic heat-resistant alloy of the present invention can be suitably used as a material for a device such as a boiler used in a high temperature environment.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Arc Welding In General (AREA)
Abstract
Description
C:0.04~0.18%、
Si:1.5%以下、
Mn:2.0%以下、
P:0.020%以下、
S:0.030%以下、
Cu:0.10%以下、
Ni:20.0~30.0%、
Cr:21.0~24.0%、
Mo:1.0~2.0%、
Nb:0.10~0.40%、
Ti:0.20%以下、
Al:0.05%以下、
N:0.10~0.35%、
B:0.0015~0.005%、
残部:Feおよび不純物であり、
下記の(i)式を満足する、
オーステナイト系耐熱合金。
P+6B≦0.040 ・・・(i)
但し、式中の各元素記号は、合金中に含まれる各元素の含有量(質量%)を表す。
前記溶接材料の化学組成が、質量%で、
C:0.01~0.18%、
Si:1.5%以下、
Mn:2.0%以下、
P:0.020%以下、
S:0.030%以下、
Cu:0.15%以下、
Cr:20.0~25.0%、
Mo:10.0%以下、
Nb:4.0%以下、
Ti:0.50%以下、
Co:15.0%以下、
Al:2.0%以下、
B:0.005%以下、
Fe:30.0%以下、
残部:Niおよび不純物である、
上記(1)に記載のオーステナイト系耐熱合金。
質量%で、
C:0.01~0.18%、
Si:1.5%以下、
Mn:2.0%以下、
P:0.020%以下、
S:0.030%以下、
Cu:0.15%以下、
Ni:20.0~90.0%、
Cr:21.0~24.0%、
Mo:1.0~10.0%、
Nb:0.01~4.0%、
Ti:0.20%以下、
Co:15.0%以下、
Al:2.0%以下、
N:0.01~0.35%、
B:0.005%以下、
残部:Feおよび不純物であり、
下記の(ii)式を満足する化学組成を有する溶接金属部と、を含む、
オーステナイト系耐熱合金の溶接継手。
P+6B≦0.030 ・・・(ii)
但し、式中の各元素記号は、溶接金属部中に含まれる各元素の含有量(質量%)を表す。
各元素の限定理由は下記のとおりである。なお、以下の説明において含有量についての「%」は、「質量%」を意味する。
Cは、オーステナイト相を安定にする効果を有するとともに、Nとともに微細な粒内炭窒化物を形成し、高温強度の向上に寄与する元素である。しかしながら、Cの含有量が過剰になると高温での使用中に粗大な炭化物を生成し、クリープ強度の低下を招くとともに耐食性が低下する。したがって、C含有量は0.04~0.18%とする。C含有量は0.05%以上であるのが好ましく、0.13%以下であるのが好ましい。
Siは、脱酸作用を有し、また、高温での耐食性、耐酸化性に有効な元素である。しかしながら、その含有量が過剰であると、オーステナイト相の安定性を低下させて、クリープ強度および靱性の低下を招く。したがって、Si含有量は1.5%以下とする。Si含有量は1.0%以下であるが好ましく、0.8%以下であるのがより好ましい。
Mnは、Siと同様に脱酸作用を有する。Mnは、オーステナイト相の安定化にも寄与する。しかしながら、その含有量が過剰であると、脆化を招き、クリープ延性および靱性の低下をきたす。したがって、Mn含有量は2.0%以下とする。Mn含有量は1.5%以下であるのが好ましい。
S:0.030%以下
PおよびSは、合金中に不純物として含まれる元素である。これらの元素はいずれも、溶接金属の凝固時に最終凝固部の融点を低下させ、凝固割れ感受性を著しく増大させるとともに、高温使用中に粒界脆化を引き起こして耐応力緩和割れ性の低下を招く元素である。したがって、含有量をそれぞれ、P:0.020%以下およびS:0.030%以下に制限する。
Cuは、過剰に含有されると、脆化を招く元素である。そのため、Cu含有量は極力低減することが望ましく、0.10%以下とする。Cu含有量は0.05%未満であるのが好ましく、0.01%未満であるのがより好ましい。
Niは、オーステナイト組織を得るために有効な元素であり、長時間使用時の組織安定性を確保して、所望のクリープ強度を得るために必須の元素である。本発明で規定するCr含有量の範囲で前記の効果を十分に得るためには、20.0%以上含有させる必要がある。一方、Niは高価な元素であるため、その含有量が30.0%を超えると、コストの増大を招く。したがって、Ni含有量は20.0~30.0%とする。Ni含有量は22.0%以上であるのが好ましく、28.0%以下であるのが好ましい。
Crは、高温での耐酸化性および耐食性の確保のために必須の元素である。その効果を得るためには、21.0%以上含有させる必要がある。しかしながら、その含有量が過剰になり、特に、24.0%を超えると、高温でのオーステナイト相の安定性を低下させて、クリープ強度の低下を招く。したがって、Cr含有量は21.0~24.0%とする。Cr含有量は21.5%以上であるのが好ましく、23.5%以下であるのが好ましい。
Moは、マトリックスに固溶して高温強度の向上、なかでも高温でのクリープ強度の向上に寄与する元素である。しかしながら、Mo含有量が過剰になるとオーステナイト相の安定性が低下するため、却ってクリープ強度を低下させる。また、溶接金属部の割れ感受性を高めるおそれがある。したがって、Mo含有量は1.0~2.0%とする。Mo含有量は1.2%以上であるのが好ましく、1.8%以下であるのが好ましい。
Nbは、炭窒化物として微細に粒内析出し、高温でのクリープ強度の向上に寄与する元素である。しかしながら、Nb含有量が過剰になると、高温での使用中に炭窒化物が急速に粗大化して、クリープ強度および靱性の極端な低下を招く。また、溶接金属部の割れ感受性を高めるおそれがある。したがって、Nb含有量は0.10~0.40%とする。Nb含有量は0.15%以上であるのが好ましく、0.35%以下であるのが好ましい。
Tiは、炭窒化物として微細に粒内析出し、高温でのクリープ強度の向上に寄与する元素であるが、その含有量が過剰になると、高温での使用中に炭窒化物が急速に粗大化して、クリープ強度および靱性の極端な低下を招くだけでなく、溶接時の液化割れ感受性の著しい増大を招く。したがって、Ti含有量は0.20%以下とする。
Alは、脱酸作用を有するが、多量の添加は清浄度を著しく害し、加工性および延性を劣化させる。したがって、Al含有量は0.05%以下とする。Al含有量の下限は特に設けないが、0.0005%以上であるのが好ましい。
Nは、オーステナイト安定化元素であり、マトリックスに固溶するとともに、Cと同様に微細な粒内炭窒化物を形成し、高温でのクリープ強度の確保に寄与する元素である。また、耐食性の向上にも有効な元素である。しかしながら、N含有量が過剰になると、窒化物が多量に析出し、クリープ延性を低下させることに加え、熱間加工性を低下させて、母材の表面疵の原因となる。したがって、N含有量は0.10~0.35%とする。N含有量は0.15%以上であるのが好ましく、0.30%以下であるのが好ましい。
Bは、粒界に偏析するとともに粒界炭化物を微細分散させることにより、粒界強化に寄与する元素である。しかしながら、B含有量が過剰になると、溶接金属の凝固時に最終凝固部の融点を低下させ、凝固割れ感受性を著しく増大させるとともに、高温使用中に粒界脆化を引き起こして耐応力緩和割れ性の低下を招く。したがって、B含有量は0.0015~0.005%とする。B含有量は0.002%以上であるのが好ましく、0.0045%以下であるのが好ましい。
但し、式中の各元素記号は、合金中に含まれる各元素の含有量(質量%)を表す。
合金の化学組成が上述の範囲内であっても、溶接金属部において割れが生じる場合がある。しかしながら、PとBとの含有量の関係において、上記(i)式を満足することにより、溶接金属部における初層凝固割れおよび再熱割れを抑制することが可能になる。
上記母材を溶接する際に用いる溶接材料の組成について、特に制限は設けないが、下記に示す化学組成を有することが好ましい。
Cは、オーステナイト生成元素であり、高温使用時のオーステナイト組織の安定性を高めるのに有効な元素である。さらにCは、溶接時の耐高温割れ性を高める。具体的には、Cは、溶接時の凝固過程において主にCrと結合して共晶炭化物を形成する。これにより液相の消失を早め、最終凝固部の組織を(Cr,M)23C6とオーステナイトとのラメラ状組織にする。その結果、液相の残存形態が面状から点状に変化するとともに、特定面での応力集中が抑制され、凝固割れが抑制される。さらにCは、不純物の偏析サイトとなる最終凝固界面積を増大させることから、溶接中の延性低下割れの防止および高温使用中の応力緩和割れの感受性低減にも寄与する。
Siは、脱酸剤として含有されるが、溶接金属の凝固時に柱状晶粒界に偏析し、液相の融点を下げ、凝固割れ感受性を増大させる。そのため、Si含有量は1.5%以下とする必要がある。なお、Si含有量には特に下限を設ける必要はないが、極端に低下させると、脱酸効果が十分に得られず鋼の清浄度を劣化させるとともに、製造コストの上昇を招く。そのため、Si含有量は0.02%以上であるのが好ましい。
Mnは、Siと同様、脱酸剤として含有される。Mnは、溶接金属中のNの活量を下げることによりアーク雰囲気中からのNの飛散を抑制して、強度の確保にも寄与する。しかしながら、Mnを過剰に含有する場合には脆化を招くため、Mnの含有量は2.0%以下とする必要がある。Mnの含有量は1.5%以下とするのが好ましい。
S:0.030%以下
PおよびSは、不純物として含まれ、溶接金属の凝固時に最終凝固部の融点を低下させ、凝固割れ感受性を著しく増大させる。そのため、P含有量は0.020%以下、S含有量は0.030%以下とする必要がある。P含有量は0.015%以下、S含有量は0.020%以下であるのが好ましい。
Cuは、過剰に含有されると、脆化を招く元素である。そのため、Cu含有量は極力低減することが望ましく、0.15%以下とする。Cu含有量は0.10%以下であるのが好ましい。
Crは、高温での耐酸化性および耐食性の確保のために必須の元素である。Crは、凝固過程でCと結合して、共晶炭化物を生成させ、溶接中の凝固割れおよび延性低下割れを防止するとともに、高温使用中の応力緩和割れ感受性を低減する作用も有する。これらの効果を得るためには、Cr含有量を20.0%以上とする必要がある。しかし、Cr含有量が過剰になって25.0%を超えると、高温での組織の安定性が劣化して、クリープ強度の低下を招く。このため、Cr含有量は20.0~25.0%とする。Cr含有量は20.5%以上であるのが好ましく、24.5%以下であるのが好ましい。
Moは、マトリックスに固溶して高温強度の向上、なかでも高温でのクリープ強度の向上に寄与する元素である。しかしながら、Mo含有量が過剰になるとオーステナイト相の安定性が低下するとともに高温での局部腐食が大きくなる。したがって、Mo含有量は10.0%以下とする。Mo含有量は9.5%以下であるのが好ましい。下限は特に規定する必要はなく、0%である。しかし、上記の効果を得たい場合には、Mo含有量は0.5%以上であるのが好ましく、母材中のMo含有量以上であることがより好ましい。
Nbは、炭窒化物として微細に粒内析出し、高温でのクリープ強度の向上に寄与する元素である。しかしながら、Nb含有量が過剰になると、高温での使用中に炭窒化物が急速に粗大化して、クリープ強度および靱性の極端な低下を招く。また、溶接金属部の割れ感受性を高めるおそれがある。したがって、Nb含有量は4.0%とする。Nb含有量は3.5%以下であるのが好ましい。下限は特に規定する必要はなく、0%である。しかし、上記の効果を得たい場合には、Nb含有量は0.1%以上であるのが好ましく、0.5%以上であるのがより好ましい。
Tiは、炭窒化物として微細に粒内析出し、高温でのクリープ強度の向上に寄与する元素であるが、その含有量が過剰になると、高温での使用中に炭窒化物が急速に粗大化して、クリープ強度および靱性の極端な低下を招くだけでなく、溶接時の液化割れ感受性の著しい増大を招く。したがって、Ti含有量は低減することが好ましく、0.50%以下とする。
Coは、NiおよびCuと同様に、オーステナイト生成元素であり、オーステナイト組織の安定性を高めてクリープ強度の向上に寄与する。しかしながら、Coは極めて高価な元素であるため、過剰な含有は大幅なコスト増加を招く。したがって、Co含有量は15.0%以下とする。Co含有量は14.0%以下であるのが好ましい。下限は特に規定する必要はなく、0%である。しかし、上記の効果を得たい場合には、Co含有量は0.5%以上であるのが好ましい。
Alは、脱酸作用を有する元素である。しかしながら、多量の添加は清浄度を著しく害し、加工性および延性を劣化させる。したがって、Al含有量は2.0%以下とする。下限は特に規定する必要はなく、0%である。しかし、上記の効果を得たい場合には、Al含有量は0.5%以上であるのが好ましい。
Bは、高温での使用中に粒界に偏析し、粒界を強化するとともに粒界炭化物を微細分散させることによりクリープ強度を向上させるのに有効な元素である。そのため、この効果を得るためにBを含有させてもよい。しかしながら、Bの過剰の含有は、ガスシールドアーク溶接中の凝固割れ感受性を高める。したがって、B含有量は0.005%以下とする。B含有量は0.0045%以下であるのが好ましい。下限は特に規定する必要はなく、0%である。しかし、上記の効果を得たい場合には、B含有量は0.002%以上であるのが好ましい。
Feは、オーステナイト組織を得るために有効であり、長時間使用時の組織安定性を確保して、所望のクリープ強度を得るために必須の元素である。しかしながら、Ni含有量を確保するために、Fe含有量は30.0%以下とする。Fe含有量は20.0%以下であるのが好ましい。
上述した化学組成を有する母材と溶接材料とを用いてなる溶接金属の化学組成は、母材と溶接材料との流入割合で決定される。したがって、本発明の溶接継手において、溶接金属部は、質量%で、C:0.01~0.18%、Si:1.5%以下、Mn:2.0%以下、P:0.020%以下、S:0.030%以下、Cu:0.15%以下、Ni:20.0~90.0%、Cr:21.0~24.0%、Mo:1.0~10.0%、Nb:0.01~4.0%、Ti:0.20%以下、Co:15.0%以下、Al:2.0%以下、N:0.01~0.35%、B:0.005%以下、残部:Feおよび不純物であり、下記の(ii)式を満足する化学組成を有することが好ましい。
但し、式中の各元素記号は、溶接金属部中に含まれる各元素の含有量(質量%)を表す。
特に、溶接金属部におけるPとBとが、上記(ii)式を満足することにより、溶接金属部における初層凝固割れおよび再熱割れを抑制することが可能になる。



Claims (3)
- 化学組成が、質量%で、
C:0.04~0.18%、
Si:1.5%以下、
Mn:2.0%以下、
P:0.020%以下、
S:0.030%以下、
Cu:0.10%以下、
Ni:20.0~30.0%、
Cr:21.0~24.0%、
Mo:1.0~2.0%、
Nb:0.10~0.40%、
Ti:0.20%以下、
Al:0.05%以下、
N:0.10~0.35%、
B:0.0015~0.005%、
残部:Feおよび不純物であり、
下記の(i)式を満足する、
オーステナイト系耐熱合金。
P+6B≦0.040 ・・・(i)
但し、式中の各元素記号は、合金中に含まれる各元素の含有量(質量%)を表す。 - 溶接材料を使用して溶接継手を作製するのに用いられる耐熱合金であって、
前記溶接材料の化学組成が、質量%で、
C:0.01~0.18%、
Si:1.5%以下、
Mn:2.0%以下、
P:0.020%以下、
S:0.030%以下、
Cu:0.15%以下、
Cr:20.0~25.0%、
Mo:10.0%以下、
Nb:4.0%以下、
Ti:0.50%以下、
Co:15.0%以下、
Al:2.0%以下、
B:0.005%以下、
Fe:30.0%以下、
残部:Niおよび不純物である、
請求項1に記載のオーステナイト系耐熱合金。 - 請求項1に記載のオーステナイト系耐熱合金からなる母材部と、
質量%で、
C:0.01~0.18%、
Si:1.5%以下、
Mn:2.0%以下、
P:0.020%以下、
S:0.030%以下、
Cu:0.15%以下、
Ni:20.0~90.0%、
Cr:21.0~24.0%、
Mo:1.0~10.0%、
Nb:0.01~4.0%、
Ti:0.20%以下、
Co:15.0%以下、
Al:2.0%以下、
N:0.01~0.35%、
B:0.005%以下、
残部:Feおよび不純物であり、
下記の(ii)式を満足する化学組成を有する溶接金属部と、を含む、
オーステナイト系耐熱合金の溶接継手。
P+6B≦0.030 ・・・(ii)
但し、式中の各元素記号は、溶接金属部中に含まれる各元素の含有量(質量%)を表す。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780061636.9A CN109890992A (zh) | 2016-10-03 | 2017-10-03 | 奥氏体系耐热合金及使用其的焊接接头 |
| EP17858410.8A EP3521476A4 (en) | 2016-10-03 | 2017-10-03 | HEAT RESISTANT AUSTENITIC ALLOY AND WELDING JOINT USING THE SAME |
| US16/338,731 US20210292876A1 (en) | 2016-10-03 | 2017-10-03 | Austenitic Heat Resistant Alloy and Welded Joint Including the Same |
| JP2018543924A JP6795038B2 (ja) | 2016-10-03 | 2017-10-03 | オーステナイト系耐熱合金およびそれを用いた溶接継手 |
| KR1020197012349A KR20190062488A (ko) | 2016-10-03 | 2017-10-03 | 오스테나이트계 내열 합금 및 그것을 이용한 용접 이음매 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016195683 | 2016-10-03 | ||
| JP2016-195683 | 2016-10-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018066573A1 true WO2018066573A1 (ja) | 2018-04-12 |
Family
ID=61831861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/036022 WO2018066573A1 (ja) | 2016-10-03 | 2017-10-03 | オーステナイト系耐熱合金およびそれを用いた溶接継手 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210292876A1 (ja) |
| EP (1) | EP3521476A4 (ja) |
| JP (1) | JP6795038B2 (ja) |
| KR (1) | KR20190062488A (ja) |
| CN (1) | CN109890992A (ja) |
| WO (1) | WO2018066573A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020164919A (ja) * | 2019-03-29 | 2020-10-08 | 日本製鉄株式会社 | オーステナイト系耐熱鋼 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110405380A (zh) * | 2019-08-20 | 2019-11-05 | 华能国际电力股份有限公司 | 一种铁基高温合金焊丝 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0123544B2 (ja) * | 1983-03-19 | 1989-05-02 | Nippon Steel Corp | |
| JP2009195980A (ja) * | 2008-01-25 | 2009-09-03 | Sumitomo Metal Ind Ltd | 溶接材料および溶接継手構造体 |
| JP2012001749A (ja) * | 2010-06-15 | 2012-01-05 | Sanyo Special Steel Co Ltd | 高強度オーステナイト系耐熱鋼 |
| JP2015137419A (ja) * | 2014-01-24 | 2015-07-30 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼溶接継手 |
| JP2015202504A (ja) * | 2014-04-14 | 2015-11-16 | 新日鐵住金株式会社 | Ni基耐熱合金溶接継手の製造方法およびNi基耐熱合金溶接継手 |
| WO2017002523A1 (ja) * | 2015-07-01 | 2017-01-05 | 新日鐵住金株式会社 | オーステナイト系耐熱合金及び溶接構造物 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59222561A (ja) * | 1983-06-02 | 1984-12-14 | Nippon Steel Corp | V,nを含むオ−ステナイト系耐熱合金 |
| JP3346887B2 (ja) * | 1994-04-20 | 2002-11-18 | 新日本製鐵株式会社 | 高窒素オーステナイト・ステンレス鋼用被覆アーク溶接棒 |
| SE516137C2 (sv) * | 1999-02-16 | 2001-11-19 | Sandvik Ab | Värmebeständigt austenitiskt stål |
| JP3130020B2 (ja) * | 1999-06-18 | 2001-01-31 | 日本酸素株式会社 | ニッケル合金を溶接ワイヤとして使用するミグ溶接用シールドガスと該ガスを使用したミグ溶接方法 |
| US20060275168A1 (en) * | 2005-06-03 | 2006-12-07 | Ati Properties, Inc. | Austenitic stainless steel |
| JP4946242B2 (ja) * | 2006-07-27 | 2012-06-06 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼溶接継手及びオーステナイト系ステンレス鋼溶接材料 |
| WO2009044796A1 (ja) | 2007-10-03 | 2009-04-09 | Sumitomo Metal Industries, Ltd. | オーステナイト系ステンレス鋼 |
| JP5780598B2 (ja) * | 2012-02-15 | 2015-09-16 | 新日鐵住金ステンレス株式会社 | 溶接管構造高温機器用オーステナイト系ステンレス鋼 |
| DE102012014068B3 (de) * | 2012-07-13 | 2014-01-02 | Salzgitter Mannesmann Stainless Tubes GmbH | Austenitische Stahllegierung mit ausgezeichneter Zeitstandfestigkeit sowie Oxidations- und Korrosionsbeständigkeit bei erhöhten Einsatztemperaturen |
| CA2938190C (en) * | 2014-02-26 | 2018-08-21 | Nippon Steel & Sumitomo Metal Corporation | Welded joint |
| JP6323188B2 (ja) * | 2014-06-11 | 2018-05-16 | 新日鐵住金株式会社 | Ni基耐熱合金溶接継手の製造方法 |
-
2017
- 2017-10-03 US US16/338,731 patent/US20210292876A1/en not_active Abandoned
- 2017-10-03 EP EP17858410.8A patent/EP3521476A4/en not_active Withdrawn
- 2017-10-03 WO PCT/JP2017/036022 patent/WO2018066573A1/ja unknown
- 2017-10-03 KR KR1020197012349A patent/KR20190062488A/ko not_active Application Discontinuation
- 2017-10-03 CN CN201780061636.9A patent/CN109890992A/zh active Pending
- 2017-10-03 JP JP2018543924A patent/JP6795038B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0123544B2 (ja) * | 1983-03-19 | 1989-05-02 | Nippon Steel Corp | |
| JP2009195980A (ja) * | 2008-01-25 | 2009-09-03 | Sumitomo Metal Ind Ltd | 溶接材料および溶接継手構造体 |
| JP2012001749A (ja) * | 2010-06-15 | 2012-01-05 | Sanyo Special Steel Co Ltd | 高強度オーステナイト系耐熱鋼 |
| JP2015137419A (ja) * | 2014-01-24 | 2015-07-30 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼溶接継手 |
| JP2015202504A (ja) * | 2014-04-14 | 2015-11-16 | 新日鐵住金株式会社 | Ni基耐熱合金溶接継手の製造方法およびNi基耐熱合金溶接継手 |
| WO2017002523A1 (ja) * | 2015-07-01 | 2017-01-05 | 新日鐵住金株式会社 | オーステナイト系耐熱合金及び溶接構造物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3521476A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020164919A (ja) * | 2019-03-29 | 2020-10-08 | 日本製鉄株式会社 | オーステナイト系耐熱鋼 |
| JP7226019B2 (ja) | 2019-03-29 | 2023-02-21 | 日本製鉄株式会社 | オーステナイト系耐熱鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190062488A (ko) | 2019-06-05 |
| CN109890992A (zh) | 2019-06-14 |
| JPWO2018066573A1 (ja) | 2019-07-25 |
| US20210292876A1 (en) | 2021-09-23 |
| EP3521476A1 (en) | 2019-08-07 |
| JP6795038B2 (ja) | 2020-12-02 |
| EP3521476A4 (en) | 2020-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4835771B1 (ja) | Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手 | |
| JP4258679B1 (ja) | オーステナイト系ステンレス鋼 | |
| JP6384610B2 (ja) | オーステナイト系耐熱合金及び溶接構造物 | |
| JP6384611B2 (ja) | オーステナイト系耐熱合金及び溶接構造物 | |
| CN111344427B (zh) | 奥氏体系耐热钢焊接金属、焊接接头、奥氏体系耐热钢用焊接材料以及焊接接头的制造方法 | |
| JP4835770B1 (ja) | オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手 | |
| WO2019070000A1 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| JP6965938B2 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| JP2017202494A (ja) | オーステナイト系耐熱鋼溶接金属およびそれを有する溶接継手 | |
| JP6870748B2 (ja) | オーステナイト系ステンレス鋼 | |
| JP6795038B2 (ja) | オーステナイト系耐熱合金およびそれを用いた溶接継手 | |
| JP2013142197A (ja) | −196℃におけるシャルピー試験値が母材、溶接継手共に100J以上である靭性と生産性に優れたNi添加鋼板およびその製造方法 | |
| JP6638552B2 (ja) | オーステナイト系耐熱鋼用溶接材料 | |
| KR102692774B1 (ko) | 오스테나이트계 내열강 | |
| JP7368722B2 (ja) | オーステナイト系耐熱鋼溶接金属、溶接継手、およびオーステナイト系耐熱鋼用溶接材料 | |
| JP4998014B2 (ja) | オーステナイト系ステンレス鋼用溶接材料並びにそれを用いてなる溶接金属及び溶接継手 | |
| JP7295418B2 (ja) | 溶接材料 | |
| JP6638551B2 (ja) | オーステナイト系耐熱鋼溶接金属およびそれを有する溶接継手 | |
| JP2017202495A (ja) | オーステナイト系耐熱鋼用溶接材料 | |
| JP7360032B2 (ja) | オーステナイト系耐熱鋼溶接継手 | |
| JP2021011610A (ja) | オーステナイト系耐熱合金溶接継手 | |
| JP2021021130A (ja) | オーステナイト系耐熱合金溶接継手 | |
| JP7183808B2 (ja) | オーステナイト系耐熱鋼用溶接材料、溶接金属、溶接構造物、および溶接構造物の製造方法 | |
| JP2014140884A (ja) | オーステナイト系耐熱鋼用溶接材料ならびにそれを用いて製造される溶接金属及び溶接継手 | |
| JP2021025096A (ja) | オーステナイト系耐熱合金溶接継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17858410 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018543924 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20197012349 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017858410 Country of ref document: EP Effective date: 20190503 |