WO2019070000A1 - オーステナイト系ステンレス鋼溶接金属および溶接構造物 - Google Patents
オーステナイト系ステンレス鋼溶接金属および溶接構造物 Download PDFInfo
- Publication number
- WO2019070000A1 WO2019070000A1 PCT/JP2018/037097 JP2018037097W WO2019070000A1 WO 2019070000 A1 WO2019070000 A1 WO 2019070000A1 JP 2018037097 W JP2018037097 W JP 2018037097W WO 2019070000 A1 WO2019070000 A1 WO 2019070000A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- content
- less
- weld metal
- weld
- stainless steel
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
Definitions
- the present invention relates to an austenitic stainless steel weld metal and a weld structure having the same.
- TP316H specified by the American Society of Mechanical Engineers (ASME) SA213 and SA213M contains Mo and is excellent in corrosion resistance at high temperature, so it is widely used as a material for heat transfer tubes and heat exchangers in thermal power plants and petrochemical plants It is done.
- Patent Document 1 proposes an austenitic stainless steel containing Mo and further containing Ce to enhance high-temperature corrosion resistance as in TP316H.
- Patent Document 2 proposes an austenitic stainless steel or the like in which Nb, Ta, Ti are contained to further enhance the high temperature strength.
- these austenitic stainless steels are generally used as a welded structure having a weld metal.
- Weld metals obtained using commercially available welding materials for Ni-based heat-resistant alloys have stable and sufficient performance obtained from the viewpoint of creep strength and toughness, but Ni It is expensive because it contains a large amount of
- the weld metal obtained using a commercially available welding material for Mo-containing stainless steel is inexpensive but it is fragile and hard sigma phase during use at high temperature. There is a problem that the creep strength is greatly reduced.
- Patent Document 3 defines the contents of C and N and actively utilizes Nb and Cu to enhance creep strength and further reduce the contents of P and B, and at the time of welding.
- An inert gas shield welding wire for Mo-containing austenitic stainless steel with improved weld cracking resistance has been proposed.
- Patent Document 4 adjusts the balance of the Cr equivalent and the Ni equivalent, as well as welds for Mo-containing austenitic stainless steels that make use of Nb and Cu, and that achieves both creep strength and reheat cracking resistance during heat treatment. Materials have been proposed.
- creep strength may be poor when the welded structure is exposed to a high temperature environment (for example, an environment of 650 ° C.). Therefore, stability in high temperature environment in addition to resistance to weld cracking. It is required to realize a high creep strength.
- the present invention is a weld metal constituting a structure used for equipment used at high temperature, which is an austenitic stainless steel weld metal having excellent weld crack resistance and high creep strength, and a weld structure having the same The purpose is to provide
- the present invention has been made to solve the above problems, and the gist of the following austenitic stainless steel weld metal and weld structure.
- Chemical composition is in mass%, C: 0.01 to 0.10%, Si: 0.20 to 0.70%, Mn: 0.8 to 2.5%, P: 0.035% or less, S: 0.0030% or less, Cu: 0.01 to 0.60%, Co: 0.01 to 1.00%, Ni: 8.0 to 12.0%, Cr: 14.5 to 17.5%, Mo: 1.0 to 2.2%, N: 0.02 to 0.10%, Al: 0.030% or less, O: 0.020% or less, Sn: 0 to 0.01%, Sb: 0 to 0.01%, As: 0 to 0.01%, Bi: 0 to 0.01%, V: 0 to 0.10%, Nb: 0 to 0.10%, Ti: 0 to 0.10%, W: 0 to 0.50%, B: 0 to 0.005%, Ca: 0 to 0.010%, Mg: 0 to 0.010%, REM: 0 to 0.10%, Remainder: Fe and impurities, The following formulas (i) and (ii) are
- the chemical composition contains, in mass%, one or more selected from Sn, Sb, As and Bi in total in excess of 0% and 0.01% or less
- the austenitic stainless steel weld metal as described in the above (1).
- the chemical composition is in mass%, V: 0.01 to 0.10%, Nb: 0.01 to 0.10%, Ti: 0.01 to 0.10%, W: 0.01 to 0.50%, B: 0.0002 to 0.005%, Ca: 0.0005 to 0.010%, Mg: 0.0005 to 0.010%, and REM: 0.0005 to 0.10%, Containing one or more selected from The austenitic stainless steel weld metal as described in said (1) or (2).
- a welded structure comprising the austenitic stainless steel weld metal according to any one of (1) to (3) above.
- an austenitic stainless steel weld metal comprising a structure for use in equipment used at high temperature, which is excellent in weld cracking resistance and has high creep strength, and a weld having the same A structure can be obtained.
- the inventors conducted a detailed investigation in order to achieve both excellent weld cracking resistance and stable creep strength as a structure. As a result, the following findings were obtained.
- the former is so-called solidification cracking, and the stability of the austenite phase is increased, so that the solidification form of the weld metal changes, P and S, etc. are easily solidified and segregated, and the melting point of the remaining liquid phase is lowered.
- the liquid film was present in the association portion of the columnar crystals for a long time, and the portion was a crack that was generated by opening by the thermal stress.
- the latter is a so-called ductility-lowering crack, in which S segregated at grain boundaries in the thermal cycle of the subsequent pass during welding reduces the adhesion strength of the grain boundaries, and the thermal stress exceeds the adhesion strength, resulting in an open crack Was considered to be.
- S adversely affects weld cracking, but has the effect of increasing the penetration depth at the time of formation of the weld metal, and in particular enhancing the weldability at the time of first layer welding. From the viewpoint of weld cracking, it was found that when the S content is controlled to 0.0030% or less, the penetration depth may not be sufficiently obtained. In order to solve this, the welding heat input may simply be increased at the time of formation of the weld metal, but the increase of the heat input increases the susceptibility to weld cracking.
- C 0.01 to 0.10% C stabilizes the austenite phase and combines with Cr to form fine carbides to improve creep strength during high temperature use. However, when C is contained in excess, a large amount of carbides are precipitated to cause embrittlement. Therefore, the C content is made 0.01 to 0.10%.
- the C content is preferably 0.02% or more, more preferably 0.03% or more. Further, the C content is preferably 0.09% or less, more preferably 0.08% or less.
- Si 0.20 to 0.70%
- Si has a deoxidizing action and is an element necessary for securing corrosion resistance and oxidation resistance at high temperature. However, when Si is contained in excess, the stability of the austenite phase is reduced, which leads to a reduction in creep strength. Therefore, the Si content is set to 0.20 to 0.70%.
- the Si content is preferably 0.25% or more, more preferably 0.30% or more.
- the Si content is preferably 0.60% or less, more preferably 0.50% or less.
- Mn 0.8 to 2.5% Mn, like Si, is an element having a deoxidizing action. Further, the austenite phase is stabilized to contribute to the improvement of creep strength. However, when the Mn content is excessive, creep ductility is reduced. Therefore, the Mn content is 0.8 to 2.5%.
- the Mn content is preferably 0.9% or more, more preferably 1.0% or more.
- the Mn content is preferably 2.2% or less, more preferably 2.0% or less.
- P 0.035% or less
- P is contained as an impurity, and is an element that solidifies and segregates during welding to lower the melting point of the remaining liquid phase and increase the susceptibility to solidification cracking. Furthermore, creep ductility is also reduced. Therefore, the upper limit of the P content is set to 0.035% or less.
- the P content is preferably 0.032% or less, more preferably 0.030% or less.
- S 0.0030% or less S is contained as an impurity like P, and is solidified and segregated during welding to lower the melting point of the remaining liquid phase and to increase the susceptibility to solidification cracking. In addition, even after solidification, due to the thermal cycle of the subsequent pass, grain boundary segregation occurs and ductility lowered cracking sensitivity is also enhanced. Therefore, the upper limit of the S content is set to 0.0030% or less.
- the S content is preferably less than 0.0025%, and more preferably 0.0020% or less.
- Cu 0.01 to 0.60%
- Cu enhances the stability of the austenite phase and contributes to the improvement of creep strength. Further, compared to Ni and Mn, the influence on segregation energy such as P and S is small, and solidification segregation can be reduced, and an effect of reducing the susceptibility to weld cracking can be expected. However, when Cu is contained excessively, the ductility is reduced. Therefore, the Cu content is made 0.01 to 0.60%.
- the Cu content is preferably 0.02% or more, more preferably 0.03% or more.
- the Cu content is preferably 0.55% or less, more preferably 0.50% or less.
- Co 0.01 to 1.00%
- Co is an element that enhances the stability of the austenite phase and contributes to the improvement of creep strength. Further, compared to Ni and Mn, the influence on segregation energy such as P and S is small, and solidification segregation can be reduced, and an effect of reducing the susceptibility to weld cracking can be expected.
- the Co content is 0.01 to 1.00%.
- the Co content is preferably 0.02% or more, more preferably 0.03% or more. Further, the Co content is preferably 0.90% or less, and more preferably 0.80% or less.
- Ni 8.0 to 12.0%
- Ni is an essential element to ensure the stability of the austenite phase during long-term use.
- Ni is an expensive element, and the large content causes an increase in the manufacturing cost of the material. Therefore, the Ni content is set to 8.0 to 12.0%.
- the Ni content is preferably 8.2% or more, more preferably 8.5% or more. Further, the Ni content is preferably 11.8% or less, more preferably 11.5% or less.
- Cr 14.5 to 17.5% Cr is an essential element for securing oxidation resistance and corrosion resistance at high temperatures. It also contributes to securing creep strength by forming fine carbides. However, a large content reduces the stability of the austenite phase and conversely impairs the creep strength. Therefore, the Cr content is made 14.5 to 17.5%.
- the Cr content is preferably 15.0% or more, more preferably 15.5% or more. Further, the Cr content is preferably 17.2% or less, more preferably 17.0% or less.
- Mo 1.0 to 2.2%
- Mo is an element that forms a solid solution in the matrix and contributes to the improvement of creep strength and tensile strength at high temperature. In addition, it is also effective in improving the corrosion resistance. However, when it is contained in excess, the stability of the austenite phase is reduced and the creep strength is impaired. Furthermore, since Mo is an expensive element, excessive content causes an increase in the manufacturing cost of the material. Therefore, the Mo content is set to 1.0 to 2.2%.
- the Mo content is preferably 1.1% or more, more preferably 1.2% or more.
- the Mo content is preferably 2.1% or less, more preferably 2.0% or less.
- N 0.02 to 0.10% N stabilizes the austenite phase, and forms a solid solution or precipitates as a nitride to contribute to the improvement of high temperature strength. However, when it contains excessively, it causes the fall of ductility. Therefore, the N content is set to 0.02 to 0.10%.
- the N content is preferably 0.03% or more, and more preferably 0.04% or more.
- the N content is preferably 0.09% or less, more preferably 0.08% or less.
- the Al content is set to 0.030% or less.
- the Al content is preferably 0.025% or less, more preferably 0.020% or less.
- O 0.020% or less
- O (oxygen) is contained as an impurity. Excessive content causes deterioration of toughness and ductility. Therefore, the O content is made 0.020% or less.
- the O content is preferably 0.018% or less, more preferably 0.015% or less.
- Ni, C, N, Mn, Cu and Co affect the stability of the austenite phase. Therefore, not only the content of each element is in the above range, but it is necessary to satisfy the following equation (ii).
- the left side value of the formula is preferably 11.2, and more preferably 11.5.
- the right-hand side value of the formula (ii) is preferably 16.8, and more preferably 16.5. 11.0 ⁇ Ni + 30 ⁇ (C + N) + 0.5 ⁇ (Mn + Cu + Co) ⁇ 17.0 (ii)
- the elemental symbol in the above formula represents the content (% by mass) of each element contained in the steel.
- one or more selected from Sn, Sb, As and Bi may be further contained in the range shown below. The reason is explained.
- Sn 0 to 0.01%
- Sb 0 to 0.01%
- Bi 0 to 0.01%
- Sn, Sb, As and Bi affect the formation of the weld metal, that is, the convection of the molten pool during welding and promote the heat transfer in the vertical direction of the molten pool, or the evaporation path from the surface of the molten pool and the conduction path
- the content of any of the elements is made 0.01% or less.
- the content of each element is preferably 0.008% or less, more preferably 0.006% or less.
- the content of one or more selected from the above elements is preferably more than 0%, more preferably 0.0005% or more, and more preferably 0.0008% or more It is more preferable to set it as 0.001%, and it is still more preferable to set it as 0.001% or more.
- the total content is preferably 0.01% or less, more preferably 0.008% or less, It is more preferable to make it 0.006% or less.
- V 0 to 0.10%
- V combines with C and / or N to form fine carbides, nitrides or carbonitrides and contributes to creep strength, and therefore may be contained as necessary. However, when it is contained in excess, a large amount of carbonitride precipitates, resulting in a decrease in creep ductility. Therefore, the V content is 0.10% or less.
- the V content is preferably 0.09% or less, more preferably 0.08% or less.
- it is preferable that V content is 0.01% or more, and it is more preferable that it is 0.02% or more.
- Nb 0 to 0.10%
- Nb is an element that combines with C and / or N, precipitates as fine carbides, nitrides or carbonitrides in the grains and contributes to the improvement of creep strength and tensile strength at high temperatures. Therefore, you may contain as needed. However, when it is contained in excess, a large amount of carbonitride precipitates, resulting in a decrease in creep ductility. Therefore, the Nb content is 0.10% or less.
- the Nb content is preferably 0.08% or less, more preferably 0.06% or less.
- it is preferable that Nb content is 0.01% or more, and it is more preferable that it is 0.02% or more.
- Ti 0 to 0.10% Like V and Nb, Ti combines with C and / or N to form fine carbides, nitrides or carbonitrides, and may contribute to creep strength and may be contained as necessary. However, when it is contained in excess, a large amount of carbonitride precipitates, resulting in a decrease in creep ductility. Therefore, the Ti content is 0.10% or less. The Ti content is preferably 0.08% or less, more preferably 0.06% or less. In addition, in order to acquire said effect, it is preferable that Ti content is 0.01% or more, and it is more preferable that it is 0.02% or more.
- W 0 to 0.50%
- W is an element which is solid-solved in the matrix and contributes to the improvement of creep strength and tensile strength at high temperature, and may be contained as necessary. However, when it is contained in excess, the stability of the austenitic phase is reduced, which in turn causes a reduction in creep strength. Therefore, the W content is 0.50% or less.
- the W content is preferably 0.40% or less, more preferably 0.30% or less.
- W content is 0.01% or more, and it is more preferable that it is 0.02% or more.
- B 0 to 0.005%
- B improves the creep strength by finely dispersing intergranular carbides and has a certain effect on strengthening the grain boundaries by segregating at the grain boundaries to reduce the ductility deterioration cracking sensitivity, so it is necessary. You may contain accordingly. However, when contained in excess, conversely, the susceptibility to solidification cracking is enhanced. Therefore, the B content is made 0.005% or less.
- the B content is preferably 0.004% or less, more preferably 0.003% or less.
- B content is 0.0002% or more, and it is more preferable that it is 0.0005% or more.
- Ca 0 to 0.010%
- Ca has an effect of improving the hot deformability, and may be contained as necessary. However, when it is contained in excess, it combines with oxygen and the cleanliness is significantly reduced, rather degrading the ability to deform in hot. Therefore, the Ca content is 0.010% or less.
- the Ca content is preferably 0.008% or less, more preferably 0.005% or less.
- it is preferable that Ca content is 0.0005% or more, and it is more preferable that it is 0.001% or more.
- Mg 0 to 0.010% Mg, like Ca, has the effect of improving the hot deformability, and may be contained as necessary. However, when it is contained in excess, it combines with oxygen and the cleanliness is significantly reduced, rather degrading the ability to deform in hot. Therefore, the Mg content is made 0.010% or less.
- the Mg content is preferably 0.008% or less, more preferably 0.005% or less. In addition, in order to acquire said effect, it is preferable that it is 0.0005% or more, and, as for Mg content, it is more preferable that it is 0.001% or more.
- REM 0 to 0.10% Like Ca and Mg, REM has the effect of improving the hot deformability, and may be contained as necessary. However, when it is contained in excess, it combines with oxygen and the cleanliness is significantly reduced, rather degrading the ability to deform in hot. Therefore, the REM content is 0.10% or less.
- the REM content is preferably 0.08% or less, more preferably 0.06% or less.
- it is preferable that REM content is 0.0005% or more, and it is more preferable that it is 0.001% or more.
- REM refers to a total of 17 elements of Sc, Y and lanthanoid, and the content of the REM means the total content of these elements.
- the balance is Fe and impurities.
- impurity is a component mixed in due to various factors of the ore, scrap and other raw materials and manufacturing processes when industrially manufacturing steel, and is allowed within a range that does not adversely affect the present invention Means one.
- the austenitic stainless steel weld metal according to the present invention is produced by welding a base material of austenitic stainless steel.
- an austenitic stainless steel weld metal may be produced using a weld material (a filler material).
- the welding method for obtaining the austenitic stainless steel weld metal according to the present invention is not particularly limited, and examples thereof include Tig welding, MIG welding, coated arc welding, submerged arc welding, laser welding and the like.
- the obtained weld metal may be produced so as to satisfy the above-described chemical composition.
- a weld metal obtained by adjusting the balance between the composition of the austenitic stainless steel base material and the weld material (filler material) while using the material not satisfying the above-mentioned chemical composition as at least one of them. May be prepared to satisfy the chemical composition.
- the preferred composition of the austenitic stainless steel base material is not particularly limited.
- the chemical composition of the base material is, in mass%, C: 0.04 to 0.12%, Si: 0.25 to 0.55%, Mn: 0.7 to 2.0%, P: 0. 035% or less, S: 0.0015% or less, Cu: 0.02 to 0.80%, Co: 0.02 to 0.80%, Ni: 10.0 to 14.0%, Cr: 15.5 To 17.5%, Mo: 1.5 to 2.5%, N: 0.01 to 0.10%, Al: 0.030% or less, O: 0.020% or less, Sn: 0 to 0..
- the chemical composition of the base material may contain, in mass%, one or more selected from Sn, Sb, As and Bi in total of more than 0% and 0.01% or less. Furthermore, the chemical composition of the base material is, in mass%, V: 0.01 to 0.10%, Nb: 0.01 to 0.10%, Ti: 0.01 to 0.10%, W: 0 .01 to 0.50%, B: 0.0002 to 0.005%, Ca: 0.0005 to 0.010%, Mg: 0.0005 to 0.010%, and REM: 0.0005 to 0 It may contain one or more selected from 10%.
- the welded structure according to the present invention is a structure having the austenitic stainless steel weld metal described above.
- a welded structure consists of a weld metal and a base material.
- the base material is made of metal and is preferably a steel material, more preferably stainless steel, and still more preferably austenitic stainless steel.
- the specific shape of the welded structure and the specific aspect (welding posture) of welding for obtaining the welded structure are not particularly limited.
- a plate having a thickness of 4 mm, a width of 200 mm, and a length of 500 mm was produced. Furthermore, a cut filler of 2 mm square and 500 mm in length was produced by machining using the above-described 4 mm-thick plate material. The various performance evaluation tests shown below were done using these.
- the welded joint in which only the first layer was welded was subjected to restraint welding of the four circumferences on a commercially available steel plate.
- the said commercially available steel plate was a steel plate prescribed
- the above-described restraint welding was performed using a coated arc welding rod ENi 6625 defined in JIS Z 3224 (2010).
- lamination welding was performed by TIG welding in the groove.
- the above-mentioned lamination welding was performed using the cut filler obtained from the same board material as each base material as a filler material.
- the heat input was 9 to 15 kJ / cm, and two weld joints were produced for each base material.
- a test piece was extract
- the cross sections of the collected test pieces were mirror-polished and then corroded, and observed by an optical microscope to investigate the presence or absence of cracks in the weld metal.
- Tests No. 1 and 2 in which steels A to F satisfying the definition of the present invention were used for both the base metal and the filler metal.
- 1 to 6 in addition to having the workability and the resistance to weld cracking required at the time of producing the welded joint, the result was excellent in the creep strength.
- test No. 4 and the test No. As can be seen by comparison with 5 and 6, when S was reduced, improvement in weldability was observed by containing one or more selected from Sn, S, As and Bi.
- the S content is out of the specified range.
- the crack judged to be a ductility reduction crack occurred near the lamination boundary of multilayer welding of weld metal.
- the steel H was below the lower limit of the equation (ii) and the steel I was above the upper limit of the equation (i)
- the stability of the austenite phase was insufficient.
- test No. 1 using them In 8 and 9, the ⁇ phase was generated in the high temperature creep test, and the required creep strength was not obtained.
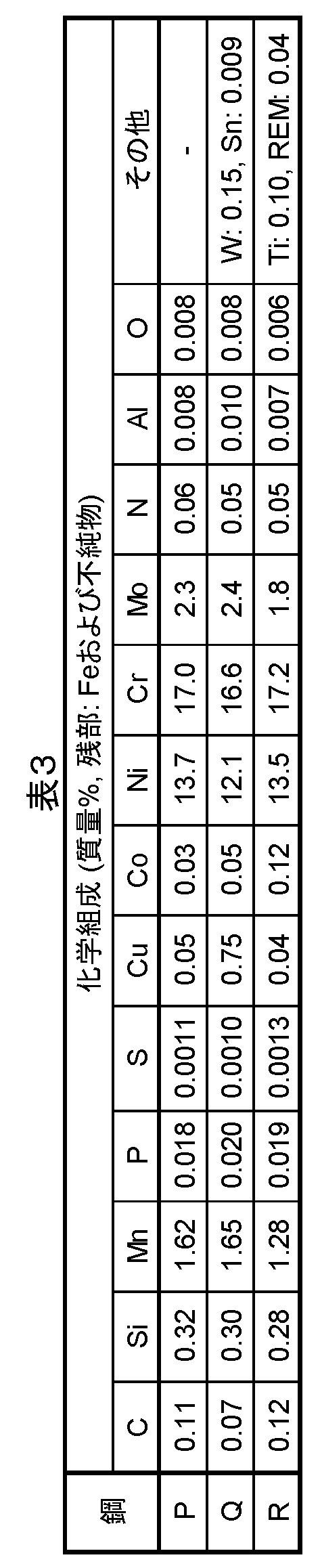
- a plate (base material) having a thickness of 15 mm, a width of 50 mm, and a length of 100 mm is produced from an ingot obtained by melting and casting a steel having the chemical composition shown in Table 3 by hot forging, hot rolling, heat treatment and machining. Made. The various performance evaluation tests shown below were done using this.
- ⁇ Welding cracking resistance> The beveling of the shape shown in FIG. 1 was applied to the longitudinal end of the base material. Thereafter, two base materials having a groove formed were butted, and four rounds were restrained welded on a commercially available steel plate subjected to grooving so as not to interfere with the back bead.
- the said commercially available steel plate was a steel plate prescribed
- the above-described restraint welding was performed using a coated arc welding rod ENi 6625 defined in JIS Z 3224 (2010).
- lamination welding was performed by TIG welding in the groove.
- the above-mentioned lamination welding was performed using the cut filler obtained from the board material of steel A as a filler material.
- the heat input was 9 to 15 kJ / cm, and two weld joints were produced for each base material.
- chips were collected from the weld metal, chemical analysis was performed, and test pieces were collected from five places.
- the cross sections of the collected test pieces were mirror-polished and then corroded, and observed by an optical microscope to investigate the presence or absence of cracks in the weld metal. And in all five test pieces, the weld joint without a crack was judged as "pass", and the weld joint in which a crack was observed was judged as "reject.”
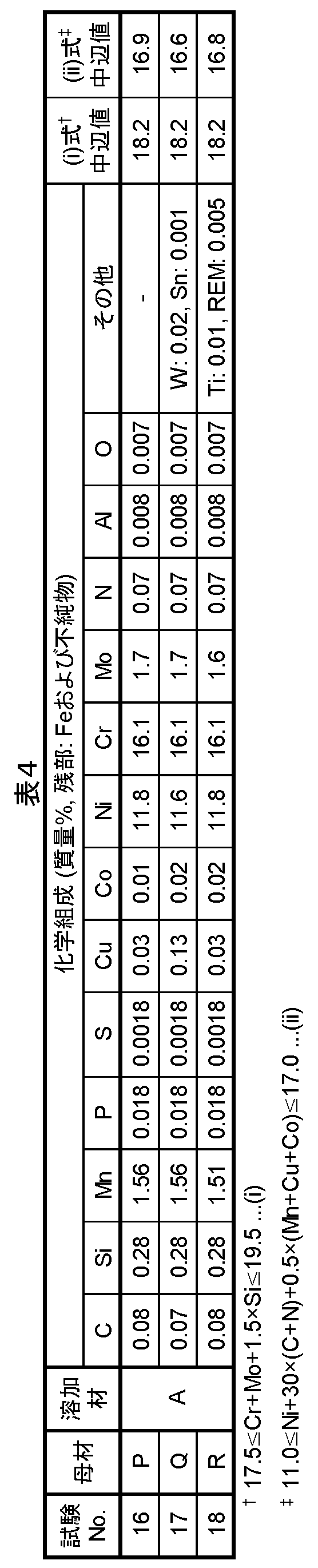
- Test No. 1 in which the chemical composition of the weld metal satisfies the definition of the present invention.
- 16 to 18 in addition to having the workability and the resistance to weld cracking necessary for producing a welded joint, the result was excellent in creep strength.
- an austenitic stainless steel weld metal comprising a structure for use in equipment used at high temperature, which is excellent in weld cracking resistance and has high creep strength, and a weld having the same A structure can be obtained.
Abstract
Description
C:0.01~0.10%、
Si:0.20~0.70%、
Mn:0.8~2.5%、
P:0.035%以下、
S:0.0030%以下、
Cu:0.01~0.60%、
Co:0.01~1.00%、
Ni:8.0~12.0%、
Cr:14.5~17.5%、
Mo:1.0~2.2%、
N:0.02~0.10%、
Al:0.030%以下、
O:0.020%以下、
Sn:0~0.01%、
Sb:0~0.01%、
As:0~0.01%、
Bi:0~0.01%、
V:0~0.10%、
Nb:0~0.10%、
Ti:0~0.10%、
W:0~0.50%、
B:0~0.005%、
Ca:0~0.010%、
Mg:0~0.010%、
REM:0~0.10%、
残部:Feおよび不純物であり、
下記(i)式および(ii)式を満足する、
オーステナイト系ステンレス鋼溶接金属。
17.5≦Cr+Mo+1.5×Si≦19.5 ・・・(i)
11.0≦Ni+30×(C+N)+0.5×(Mn+Cu+Co)≦17.0 ・・・(ii)
但し、上記式中の元素記号は、鋼中に含まれる各元素の含有量(質量%)を表す。
上記(1)に記載のオーステナイト系ステンレス鋼溶接金属。
V:0.01~0.10%、
Nb:0.01~0.10%、
Ti:0.01~0.10%、
W:0.01~0.50%、
B:0.0002~0.005%、
Ca:0.0005~0.010%、
Mg:0.0005~0.010%、および、
REM:0.0005~0.10%、
から選択される1種以上を含有する、
上記(1)または(2)に記載のオーステナイト系ステンレス鋼溶接金属。
各元素の限定理由は下記のとおりである。なお、以下の説明において含有量についての「%」は、「質量%」を意味する。
Cはオーステナイト相を安定にするとともにCrと結合して微細な炭化物を形成し、高温使用中のクリープ強度を向上させる。しかしながら、Cが過剰に含有された場合、炭化物を多量に析出し、脆化を招く。そのため、C含有量は0.01~0.10%とする。C含有量は0.02%以上であるのが好ましく、0.03%以上であるのがより好ましい。また、C含有量は0.09%以下であるのが好ましく、0.08%以下であるのがより好ましい。
Siは脱酸作用を有するとともに、高温での耐食性および耐酸化性の確保に必要な元素である。しかしながら、Siが過剰に含有された場合にはオーステナイト相の安定性が低下し、クリープ強度の低下を招く。そのため、Si含有量は0.20~0.70%とする。Si含有量は0.25%以上であるのが好ましく、0.30%以上であるのがより好ましい。また、Si含有量は0.60%以下であるのが好ましく、0.50%以下であるのがより好ましい。
MnはSiと同様、脱酸作用を有する元素である。また、オーステナイト相を安定にして、クリープ強度の向上に寄与する。しかしながら、Mn含有量が過剰になると、クリープ延性の低下を招く。そのため、Mn含有量は0.8~2.5%とする。Mn含有量は0.9%以上であるのが好ましく、1.0%以上であるのがより好ましい。また、Mn含有量は2.2%以下であるのが好ましく、2.0%以下であるのがより好ましい。
Pは不純物として含まれ、溶接中に凝固偏析して残存液相の融点を下げ、凝固割れ感受性を高める元素である。さらに、クリープ延性も低下させる。そのため、P含有量に上限を設けて0.035%以下とする。P含有量は0.032%以下であるのが好ましく、0.030%以下であるのがより好ましい。なお、P含有量は可能な限り低減することが好ましく、つまり含有量が0%であってもよいが、極度の低減は材料製造時のコストの増大を招く。そのため、P含有量は0.0005%以上であるのが好ましく、0.0008%以上であるのがより好ましい。
SはPと同様に不純物として含まれ、溶接中に凝固偏析して残存液相の融点を下げ、凝固割れ感受性を高める。また、凝固後も後続パスの熱サイクルにより、粒界偏析して延性低下割れ感受性も高める。そのため、S含有量に上限を設けて0.0030%以下とする。S含有量は0.0025%未満であるのが好ましく、0.0020%以下であるのがより好ましい。なお、S含有量は可能な限り低減することが好ましく、つまり含有量が0%であってもよいが、極度の低減は材料製造時のコストの増大を招く。そのため、S含有量は0.0001%以上であるのが好ましく、0.0002%以上であるのがより好ましい。
Cuはオーステナイト相の安定性を高めて、クリープ強度の向上に寄与する。また、NiおよびMnに比べて、PおよびSなどの偏析エネルギーに与える影響が小さく、凝固偏析を軽減し、溶接割れ感受性を低減する効果が期待できる。しかしながら、Cuが過剰に含有された場合、延性の低下を招く。そのため、Cu含有量は0.01~0.60%とする。Cu含有量は0.02%以上であるのが好ましく、0.03%以上であるのがより好ましい。また、Cu含有量は0.55%以下であるのが好ましく、0.50%以下であるのがより好ましい。
CoはCuと同様、オーステナイト相の安定性を高めて、クリープ強度の向上に寄与する元素である。また、NiおよびMnに比べて、PおよびSなどの偏析エネルギーに与える影響が小さく、凝固偏析を軽減し、溶接割れ感受性を低減する効果が期待できる。しかしながら、Coは高価な元素であるため、過剰の含有は材料の製造コスト増を招く。そのため、Co含有量は0.01~1.00%とする。Co含有量は0.02%以上であるのが好ましく、0.03%以上であるのがより好ましい。また、Co含有量は0.90%以下であるのが好ましく、0.80%以下であるのがより好ましい。
Niは長時間使用時のオーステナイト相の安定性を確保するために必須の元素である。しかしながら、Niは高価な元素であり、多量の含有は材料の製造コストの増大を招く。そのため、Ni含有量は8.0~12.0%とする。Ni含有量は8.2%以上であるのが好ましく、8.5%以上であるのがより好ましい。また、Ni含有量は11.8%以下であるのが好ましく、11.5%以下であるのがより好ましい。
Crは高温での耐酸化性および耐食性の確保のために必須の元素である。また、微細な炭化物を形成してクリープ強度の確保にも寄与する。しかしながら、多量の含有はオーステナイト相の安定性を低下させ、逆にクリープ強度を損ねる。そのため、Cr含有量は14.5~17.5%とする。Cr含有量は15.0%以上であるのが好ましく、15.5%以上であるのがより好ましい。また、Cr含有量は17.2%以下であるのが好ましく、17.0%以下であるのがより好ましい。
Moはマトリックスに固溶して高温でのクリープ強度および引張強さの向上に寄与する元素である。加えて、耐食性の向上にも有効である。しかしながら、過剰に含有させると、オーステナイト相の安定性を低下させ、クリープ強度を損ねる。さらに、Moは高価な元素であるため、過剰の含有は材料の製造コストの増大を招く。そのため、Mo含有量は1.0~2.2%とする。Mo含有量は1.1%以上であるのが好ましく、1.2%以上であるのがより好ましい。また、Mo含有量は2.1%以下であるのが好ましく、2.0%以下であるのがより好ましい。
Nはオーステナイト相を安定にするとともに、固溶して、または窒化物として析出して、高温強度の向上に寄与する。しかしながら、過剰に含有すると、延性の低下を招く。そのため、N含有量は0.02~0.10%とする。N含有量は0.03%以上であるのが好ましく、0.04%以上であるのがより好ましい。また、N含有量は0.09%以下であるのが好ましく、0.08%以下であるのがより好ましい。
Alは、多量に含有すると清浄性が劣化し、延性が低下する。そのため、Al含有量は0.030%以下とする。Al含有量は0.025%以下であるのが好ましく、0.020%以下であるのがより好ましい。なお、Al含有量について特に下限を設ける必要はなく、つまり含有量が0%であってもよいが、極度の低減は材料の製造コストの増大を招く。そのため、Al含有量は0.0005%以上であるのが好ましく、0.001%以上であるのがより好ましい。
O(酸素)は不純物として含まれる。その含有量が過剰になると靱性および延性の劣化を招く。このため、O含有量は0.020%以下とする。O含有量は0.018%以下であるのが好ましく、0.015%以下であるのがより好ましい。なお、O含有量について特に下限を設ける必要はなく、つまり含有量が0%であってもよいが、極度の低減は材料の製造コストの増大を招く。そのため、O含有量は0.0005%以上であるのが好ましく、0.0008%以上であるのがより好ましい。
17.5≦Cr+Mo+1.5×Si≦19.5 ・・・(i)
但し、上記式中の元素記号は、鋼中に含まれる各元素の含有量(質量%)を表す。
11.0≦Ni+30×(C+N)+0.5×(Mn+Cu+Co)≦17.0 ・・・(ii)
但し、上記式中の元素記号は、鋼中に含まれる各元素の含有量(質量%)を表す。
Sb:0~0.01%
As:0~0.01%
Bi:0~0.01%
Sn、Sb、AsおよびBiは、溶接金属の形成、すなわち溶接中の溶融池の対流に影響を与え、溶融池の鉛直方向の熱輸送を促進する、または、溶融池表面から蒸発して通電経路を形成してアークの集中度を高めることにより、溶け込み深さを大きくする効果を有する。そのため、これらの元素から選択される1種以上を必要に応じて含有させてもよい。しかし、過剰な含有は、溶接割れ感受性を高めるため、いずれの元素の含有量も0.01%以下とする。各元素の含有量は0.008%以下であるのが好ましく、0.006%以下であるのがより好ましい。
VはCおよび/またはNと結合して、微細な炭化物、窒化物または炭窒化物を形成し、クリープ強度に寄与するため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、炭窒化物が多量に析出し、クリープ延性の低下を招く。そのため、V含有量は0.10%以下とする。V含有量は0.09%以下であるのが好ましく、0.08%以下であるのがより好ましい。なお、上記の効果を得たい場合には、V含有量は0.01%以上であるのが好ましく、0.02%以上であるのがより好ましい。
NbはVと同様、Cおよび/またはNと結合して、微細な炭化物、窒化物または炭窒化物として粒内に析出し、高温でのクリープ強度および引張強さの向上に寄与する元素であるため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、炭窒化物が多量に析出し、クリープ延性の低下を招く。そのため、Nb含有量は0.10%以下とする。Nb含有量は0.08%以下であるのが好ましく、0.06%以下であるのがより好ましい。なお、上記の効果を得たい場合には、Nb含有量は0.01%以上であるのが好ましく、0.02%以上であるのがより好ましい。
TiはVおよびNbと同様、Cおよび/またはNと結合して、微細な炭化物、窒化物または炭窒化物を形成し、クリープ強度に寄与するため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、炭窒化物が多量に析出し、クリープ延性の低下を招く。そのため、Ti含有量は0.10%以下とする。Ti含有量は0.08%以下であるのが好ましく、0.06%以下であるのがより好ましい。なお、上記の効果を得たい場合には、Ti含有量は0.01%以上であるのが好ましく、0.02%以上であるのがより好ましい。
WはMoと同様にマトリックスに固溶して高温でのクリープ強度および引張強さの向上に寄与する元素であるため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、オーステナイト相の安定性を低下させ、かえってクリープ強度の低下を招く。そのため、W含有量は0.50%以下とする。W含有量は0.40%以下であるのが好ましく、0.30%以下であるのがより好ましい。なお、上記の効果を得たい場合には、W含有量は0.01%以上であるのが好ましく、0.02%以上であるのがより好ましい。
Bは粒界炭化物を微細分散させることにより、クリープ強度を向上させるとともに、粒界に偏析して粒界を強化して延性低下割れ感受性を低減することにも一定の効果を有するため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、逆に凝固割れ感受性を高める。そのため、B含有量は0.005%以下とする。B含有量は0.004%以下であるのが好ましく、0.003%以下であるのがより好ましい。なお、上記の効果を得たい場合には、B含有量は0.0002%以上であるのが好ましく、0.0005%以上であるのがより好ましい。
Caは熱間変形能を改善する効果を有するため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、酸素と結合し、清浄性を著しく低下させて、却って熱間での変形能を劣化させる。そのため、Ca含有量は0.010%以下とする。Ca含有量は0.008%以下であるのが好ましく、0.005%以下であるのがより好ましい。なお、上記の効果を得たい場合には、Ca含有量は0.0005%以上であるのが好ましく、0.001%以上であるのがより好ましい。
MgはCaと同様、熱間変形能を改善する効果を有するため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、酸素と結合し、清浄性を著しく低下させて、却って熱間での変形能を劣化させる。そのため、Mg含有量は0.010%以下とする。Mg含有量は0.008%以下であるのが好ましく、0.005%以下であるのがより好ましい。なお、上記の効果を得たい場合には、Mg含有量は0.0005%以上であるのが好ましく、0.001%以上であるのがより好ましい。
REMはCaおよびMgと同様、熱間変形能を改善する効果を有するため、必要に応じて含有してもよい。しかしながら、過剰に含有すると、酸素と結合し、清浄性を著しく低下させて、却って熱間での変形能を劣化させる。そのため、REM含有量は0.10%以下とする。REM含有量は0.08%以下であるのが好ましく、0.06%以下であるのがより好ましい。なお、上記の効果を得たい場合には、REM含有量は0.0005%以上であるのが好ましく、0.001%以上であるのがより好ましい。
本発明に係るオーステナイト系ステンレス鋼溶接金属は、オーステナイト系ステンレス鋼の母材を溶接して作製される。なお、母材を溶接する際に溶接材料(溶加材)を用いてオーステナイト系ステンレス鋼溶接金属を作製してもよい。
本発明に係る溶接構造物は、上述したオーステナイト系ステンレス鋼溶接金属を有する構造物である。例えば、溶接構造物は、溶接金属と母材とからなる。母材は、金属からなり、鋼材であることが好ましく、ステンレス鋼であることがより好ましく、オーステナイト系ステンレス鋼であることがさらに好ましい。なお、溶接構造物の具体的形状、溶接構造物を得るための溶接の具体的態様(溶接姿勢)は特に限定されない。

上記母材の長手方向の端部に、図1に示す形状の開先加工を施した。その後、開先を形成した母材を2つ突き合わせ、溶加材を用いずに、ティグ溶接により突き合わせ溶接を行った。入熱8kJ/cmとして、各母材につき2つずつ溶接継手を作製した。得られた溶接継手のうち、2つとも溶接線の全長にわたり、裏ビードが形成されたものを溶接施工性が良好であるとし、「合格」とした。中でも、全長にわたり、裏ビード幅が2mm以上であったものを「良」、一部でも2mmを下回る部分があったものを「可」と判定した。また、2つの溶接継手のうち一部でも裏ビードが形成されない部分があった場合は「不合格」と判定した。
その後、初層のみ溶接した上記溶接継手を、市販の鋼板上に四周を拘束溶接した。なお、上記市販の鋼板は、SM400BのJIS G 3160(2008)に規定の鋼板であり、厚さ30mm、幅150mm、長さ200mmであった。また、上記の拘束溶接は、JIS Z 3224(2010)に規定の被覆アーク溶接棒ENi6625を用いて行った。
さらに、耐溶接割れ性の評価で「合格」となった溶接継手の残り1体から、溶接金属が平行部の中央となるように丸棒クリープ破断試験片を採取し、母材の目標破断時間が約1000時間となる650℃、167MPaの条件でクリープ破断試験を行った。そして、破断時間が母材の目標破断時間の90%以上となるものを「合格」とした。

上記母材の長手方向の端部に、図1に示す形状の開先加工を施した。その後、開先を形成した母材を2つ突き合わせ、裏ビードと干渉しないよう溝加工を施した市販の鋼板上に四周を拘束溶接した。なお、上記市販の鋼板は、SM400BのJIS G 3160(2008)に規定の鋼板であり、厚さ30mm、幅150mm、長さ200mmであった。また、上記の拘束溶接は、JIS Z 3224(2010)に規定の被覆アーク溶接棒ENi6625を用いて行った。
さらに、溶接継手の残り1体から、溶接金属が平行部の中央となるように丸棒クリープ破断試験片を採取し、母材の目標破断時間が約1000時間となる650℃、167MPaの条件でクリープ破断試験を行った。そして、破断時間が母材の目標破断時間の90%以上となるものを「合格」とした。

Claims (4)
- 化学組成が、質量%で、
C:0.01~0.10%、
Si:0.20~0.70%、
Mn:0.8~2.5%、
P:0.035%以下、
S:0.0030%以下、
Cu:0.01~0.60%、
Co:0.01~1.00%、
Ni:8.0~12.0%、
Cr:14.5~17.5%、
Mo:1.0~2.2%、
N:0.02~0.10%、
Al:0.030%以下、
O:0.020%以下、
Sn:0~0.01%、
Sb:0~0.01%、
As:0~0.01%、
Bi:0~0.01%、
V:0~0.10%、
Nb:0~0.10%、
Ti:0~0.10%、
W:0~0.50%、
B:0~0.005%、
Ca:0~0.010%、
Mg:0~0.010%、
REM:0~0.10%、
残部:Feおよび不純物であり、
下記(i)式および(ii)式を満足する、
オーステナイト系ステンレス鋼溶接金属。
17.5≦Cr+Mo+1.5×Si≦19.5 ・・・(i)
11.0≦Ni+30×(C+N)+0.5×(Mn+Cu+Co)≦17.0 ・・・(ii)
但し、上記式中の元素記号は、鋼中に含まれる各元素の含有量(質量%)を表す。 - 前記化学組成が、質量%で、Sn、Sb、AsおよびBiから選択される1種以上を合計で0%超0.01%以下含有する、
請求項1に記載のオーステナイト系ステンレス鋼溶接金属。 - 前記化学組成が、質量%で、
V:0.01~0.10%、
Nb:0.01~0.10%、
Ti:0.01~0.10%、
W:0.01~0.50%、
B:0.0002~0.005%、
Ca:0.0005~0.010%、
Mg:0.0005~0.010%、および、
REM:0.0005~0.10%、
から選択される1種以上を含有する、
請求項1または請求項2に記載のオーステナイト系ステンレス鋼溶接金属。 - 請求項1から請求項3までのいずれかに記載のオーステナイト系ステンレス鋼溶接金属を有する、溶接構造物。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019546991A JP6870749B2 (ja) | 2017-10-03 | 2018-10-03 | オーステナイト系ステンレス鋼溶接金属および溶接構造物 |
| EP18864402.5A EP3693484A4 (en) | 2017-10-03 | 2018-10-03 | AUSTENITE BASED STAINLESS STEEL WELDED METAL AND WELDED STRUCTURE |
| US16/753,200 US11339462B2 (en) | 2017-10-03 | 2018-10-03 | Austenitic stainless steel weld metal and welded structure |
| KR1020207012216A KR102445683B1 (ko) | 2017-10-03 | 2018-10-03 | 오스테나이트계 스테인리스강 용접 금속 및 용접 구조물 |
| CN201880064566.7A CN111183239B (zh) | 2017-10-03 | 2018-10-03 | 奥氏体系不锈钢焊接金属以及焊接结构物 |
| CA3078322A CA3078322A1 (en) | 2017-10-03 | 2018-10-03 | Austenitic stainless steel weld metal and welded structure |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-193688 | 2017-10-03 | ||
| JP2017193688 | 2017-10-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019070000A1 true WO2019070000A1 (ja) | 2019-04-11 |
Family
ID=65994341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/037097 WO2019070000A1 (ja) | 2017-10-03 | 2018-10-03 | オーステナイト系ステンレス鋼溶接金属および溶接構造物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11339462B2 (ja) |
| EP (1) | EP3693484A4 (ja) |
| JP (1) | JP6870749B2 (ja) |
| KR (1) | KR102445683B1 (ja) |
| CN (1) | CN111183239B (ja) |
| CA (1) | CA3078322A1 (ja) |
| WO (1) | WO2019070000A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113146095B (zh) * | 2021-03-01 | 2023-04-11 | 哈尔滨威尔焊接有限责任公司 | 一种奥氏体高合金钢专用焊材及应用 |
| CN113478118A (zh) * | 2021-05-25 | 2021-10-08 | 江苏新恒基特种装备股份有限公司 | 一种增材制造用的镍-铬-铁耐热合金氩弧焊焊丝及制备方法 |
| CN113492280B (zh) * | 2021-05-25 | 2023-03-28 | 江苏新恒基特种装备股份有限公司 | 一种增材制造用的铬-钨-钴-镍-铁合金氩弧焊焊丝及其制备方法 |
| CN113492279B (zh) * | 2021-05-25 | 2023-04-11 | 江苏新恒基特种装备股份有限公司 | 一种增材制造用的镍-铬-钨-钴合金氩弧焊焊丝及其制备方法 |
| CN114535862B (zh) * | 2021-12-14 | 2023-04-28 | 钢铁研究总院 | 一种高强韧低温不锈钢焊丝及其焊后热处理方法 |
| CN114273817B (zh) * | 2022-01-24 | 2023-02-17 | 昆山京群焊材科技有限公司 | 一种氢能用奥氏体不锈钢焊条 |
| CN115029528B (zh) * | 2022-05-17 | 2023-10-03 | 山西太钢不锈钢股份有限公司 | 储氢用低铁素体热轧不锈钢中板及其制备方法和用途 |
| CN114774797B (zh) * | 2022-05-19 | 2023-08-29 | 山西太钢不锈钢股份有限公司 | 一种液氢容器用奥氏体不锈钢中厚板及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS572869A (en) | 1980-06-10 | 1982-01-08 | Tohoku Electric Power Co Inc | Austenite stainless steel for hot corrosive environment |
| JPS6123749A (ja) | 1984-07-10 | 1986-02-01 | Hitachi Ltd | 高温強度オ−ステナイト系ステンレス鋼 |
| JPH09300096A (ja) | 1996-05-16 | 1997-11-25 | Nkk Corp | オーステナイト系ステンレス鋼用不活性ガスアーク溶接材料 |
| JP2000102891A (ja) | 1998-09-30 | 2000-04-11 | Toyo Eng Corp | オーステナイト系ステンレス鋼溶接材料 |
| WO2009044796A1 (ja) * | 2007-10-03 | 2009-04-09 | Sumitomo Metal Industries, Ltd. | オーステナイト系ステンレス鋼 |
| JP2017095767A (ja) * | 2015-11-25 | 2017-06-01 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4946242B2 (ja) * | 2006-07-27 | 2012-06-06 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼溶接継手及びオーステナイト系ステンレス鋼溶接材料 |
| US8313691B2 (en) * | 2007-11-29 | 2012-11-20 | Ati Properties, Inc. | Lean austenitic stainless steel |
| FI124993B (fi) * | 2012-09-27 | 2015-04-15 | Outokumpu Oy | Austeniittinen ruostumaton teräs |
| JP6244939B2 (ja) * | 2014-01-24 | 2017-12-13 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼管 |
| EP3318650B1 (en) | 2015-07-01 | 2019-10-09 | Nippon Steel Corporation | Austenitic heat-resistant alloy and welded structure |
-
2018
- 2018-10-03 EP EP18864402.5A patent/EP3693484A4/en not_active Withdrawn
- 2018-10-03 KR KR1020207012216A patent/KR102445683B1/ko active IP Right Grant
- 2018-10-03 CA CA3078322A patent/CA3078322A1/en not_active Abandoned
- 2018-10-03 US US16/753,200 patent/US11339462B2/en active Active
- 2018-10-03 JP JP2019546991A patent/JP6870749B2/ja active Active
- 2018-10-03 WO PCT/JP2018/037097 patent/WO2019070000A1/ja unknown
- 2018-10-03 CN CN201880064566.7A patent/CN111183239B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS572869A (en) | 1980-06-10 | 1982-01-08 | Tohoku Electric Power Co Inc | Austenite stainless steel for hot corrosive environment |
| JPS6123749A (ja) | 1984-07-10 | 1986-02-01 | Hitachi Ltd | 高温強度オ−ステナイト系ステンレス鋼 |
| JPH09300096A (ja) | 1996-05-16 | 1997-11-25 | Nkk Corp | オーステナイト系ステンレス鋼用不活性ガスアーク溶接材料 |
| JP2000102891A (ja) | 1998-09-30 | 2000-04-11 | Toyo Eng Corp | オーステナイト系ステンレス鋼溶接材料 |
| WO2009044796A1 (ja) * | 2007-10-03 | 2009-04-09 | Sumitomo Metal Industries, Ltd. | オーステナイト系ステンレス鋼 |
| JP2017095767A (ja) * | 2015-11-25 | 2017-06-01 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3693484A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6870749B2 (ja) | 2021-05-12 |
| JPWO2019070000A1 (ja) | 2020-11-26 |
| CN111183239B (zh) | 2022-04-29 |
| US11339462B2 (en) | 2022-05-24 |
| CA3078322A1 (en) | 2019-04-11 |
| CN111183239A (zh) | 2020-05-19 |
| US20200283878A1 (en) | 2020-09-10 |
| KR20200058516A (ko) | 2020-05-27 |
| EP3693484A4 (en) | 2021-01-27 |
| EP3693484A1 (en) | 2020-08-12 |
| KR102445683B1 (ko) | 2022-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6870749B2 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| JP6384610B2 (ja) | オーステナイト系耐熱合金及び溶接構造物 | |
| JP6197885B2 (ja) | Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手 | |
| CN111344427B (zh) | 奥氏体系耐热钢焊接金属、焊接接头、奥氏体系耐热钢用焊接材料以及焊接接头的制造方法 | |
| WO2017002524A1 (ja) | オーステナイト系耐熱合金及び溶接構造物 | |
| JP6870748B2 (ja) | オーステナイト系ステンレス鋼 | |
| JP6965938B2 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| JP6870750B2 (ja) | オーステナイト系耐熱鋼用溶接材料、溶接金属および溶接構造物ならびに溶接金属および溶接構造物の製造方法 | |
| JP2013142197A (ja) | −196℃におけるシャルピー試験値が母材、溶接継手共に100J以上である靭性と生産性に優れたNi添加鋼板およびその製造方法 | |
| JP6638552B2 (ja) | オーステナイト系耐熱鋼用溶接材料 | |
| WO2018066573A1 (ja) | オーステナイト系耐熱合金およびそれを用いた溶接継手 | |
| JP7368722B2 (ja) | オーステナイト系耐熱鋼溶接金属、溶接継手、およびオーステナイト系耐熱鋼用溶接材料 | |
| JP6638551B2 (ja) | オーステナイト系耐熱鋼溶接金属およびそれを有する溶接継手 | |
| JP7457262B2 (ja) | オーステナイト系耐熱鋼 | |
| JP7183808B2 (ja) | オーステナイト系耐熱鋼用溶接材料、溶接金属、溶接構造物、および溶接構造物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18864402 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019546991 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 3078322 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20207012216 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018864402 Country of ref document: EP Effective date: 20200504 |