WO2017213185A1 - スパッタリングターゲット及び、その製造方法 - Google Patents
スパッタリングターゲット及び、その製造方法 Download PDFInfo
- Publication number
- WO2017213185A1 WO2017213185A1 PCT/JP2017/021180 JP2017021180W WO2017213185A1 WO 2017213185 A1 WO2017213185 A1 WO 2017213185A1 JP 2017021180 W JP2017021180 W JP 2017021180W WO 2017213185 A1 WO2017213185 A1 WO 2017213185A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sputtering target
- less
- target
- mass ppm
- sputtering
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
Definitions
- the present invention relates to a sputtering target made of an alloy of Al and Sc and suitable for forming a thin film of a piezoelectric material or the like, and a method of manufacturing the same.
- the piezoelectric characteristics of the piezoelectric material formed by sputtering Propose technologies that can contribute to the improvement of
- a filter of a piezoelectric material called a SAW device is used in wireless communication devices such as mobile phones.
- the SAW device utilizes surface acoustic waves (SAW) transmitted on the surface of the piezoelectric material to filter unnecessary ones through the necessary frequency, and has excellent characteristics with small loss and small size. It is widely used because it can be made thinner and thinner.
- SAW surface acoustic waves
- FBAR Film Bulk Acoustic Resonator
- FBAR Film Bulk Acoustic Resonator
- a scandium aluminum nitride piezoelectric thin film may be used. This piezoelectric thin film can be formed by sputtering of an aluminum alloy.
- an aluminum alloy containing scandium has a high piezoelectric constant and can exhibit excellent piezoelectric characteristics, particularly when the content of scandium is within a predetermined range. From the point of view (see Fig. 3 in particular), it is considered that a sputtering target of aluminum alloy containing scandium is effective for the formation of the above-mentioned piezoelectric thin film.
- Patent Document 2 describes a method of manufacturing scandium aluminum nitride by sputtering for sputtering a substrate using such a scandium aluminum alloy. Then, as the target used in this sputtering, a metal aluminum and metal scandium as a raw material, using a vacuum melting method, it is described that making Sc 0.42 Al 0.58 alloy target.
- the piezoelectric characteristics of the piezoelectric thin film can not be improved.
- the oxygen content of the sputtering target can be reduced by performing the manufacturing of the sputtering target not by the atomizing method as proposed in Patent Document 1 but by the melting method.
- the dissolution method since it is not possible to select starting materials (fine particles, atomization, etc.) as in the powder method, the sputtering target produced by the dissolution method and containing scandium in a relatively large amount has a hardness of the entire target. And there is a problem that it is broken at the time of sputtering.
- Patent Document 2 describes that a sputtering target of scandium aluminum alloy is manufactured by a vacuum melting method, the vacuum melting method is not a small-diameter target because it is difficult to uniformly control the composition of scandium. And the desired characteristics could not be obtained.
- An object of the present invention is to solve such a problem in a conventional sputtering target, and an object thereof is to obtain piezoelectric characteristics of a piezoelectric material formed by sputtering while securing a required target hardness. It is providing the sputtering target which can contribute to an improvement, and its manufacturing method.
- the inventor paid attention to the fact that the oxygen content of the sputtering target can be reduced by producing it by the dissolution method, and as a result of intensive investigations, it carried out a predetermined dissolution method in an inert gas atmosphere, and the dissolution method By forging the ingot as the target material obtained in the above, it is possible to obtain new findings that the variation in hardness of the manufactured sputtering target can be significantly reduced. Accordingly, it has been found that it is possible to manufacture a sputtering target having a sufficiently low possibility of cracking when used for sputtering while reducing the oxygen content by using a dissolution method.
- the sputtering target of the present invention is a sputtering target which is made of an alloy of Al and Sc and contains Sc at 25 atomic% to 50 atomic%, and has an oxygen content of 2000 mass ppm or less,
- the variation in Vickers hardness (Hv) is 20% or less.
- the oxygen content is preferably 1000 mass ppm or less.
- the variation in Vickers hardness (Hv) is preferably 5% or less.
- the sputtering target of the present invention preferably has a carbon content of 1000 mass ppm or less, more preferably 500 mass ppm or less.
- the sputtering target of the present invention can include at least one phase selected from the group consisting of an Al-Sc phase, an Al 2 -Sc phase, and an Al 3 -Sc phase.
- the sputtering target of the present invention may further contain at least one element selected from the group consisting of Li, Na, K, Fe, Co and Ni in a total amount of at most 0.1 mass%.
- the Al raw material is dissolved together with the Sc raw material having an oxygen content of 3000 mass ppm or less in an inert gas or vacuum atmosphere, and Sc is contained at 25 atomic% to 50 atomic%.
- a forging process for applying plastic pressure to the ingot by applying pressure to the ingot is aforging process for applying plastic pressure to the ingot by applying pressure to the ingot.
- the working ratio of plastic working in the forging step it is preferable to set the working ratio of plastic working in the forging step to 50% to 95%. Further, in the forging step, it is preferable to perform the plastic working in a state where the ingot is heated to 500 ° C. to 1200 ° C.
- the present invention it is possible to obtain a sputtering target having a small variation in hardness and a low oxygen content.
- the possibility of cracking during sputtering is low and the film can be effectively used, and when sputtering for forming a thin film of a piezoelectric material is performed, it can contribute to improvement of the piezoelectric characteristics of the piezoelectric material.
- FIGS. 1 (a) is an SEM image of the structure of the ingot of Example 1 by an electron microscope
- FIG. 1 (b) is an SEM image of the structure of the target of Example 1 by an electron microscope.
- FIGS. 2 (a) and 2 (b) are enlarged images of FIGS. 1 (a) and 1 (b), respectively.
- Fig.3 (a) is a SEM image by the electron microscope of the structure
- FIG.3 (b) is a SEM image by the electron microscope of the structure of the target of Example 2.
- FIGS. 4A and 4B are enlarged images of FIGS. 3A and 3B, respectively.
- FIG.5 (a) is a SEM image by the electron microscope of the structure
- FIG.5 (b) is a SEM image by the electron microscope of the structure of the target of Example 3.
- FIG. FIGS. 6A and 6B are enlarged images of FIGS. 5A and 5B, respectively.
- the sputtering target according to one embodiment of the present invention is an alloy of Al and Sc, which is an alloy containing 25 atomic% to 50 atomic% of Sc and has an oxygen content of 2000 mass ppm or less, and a Vickers The variation of hardness is 20% or less.
- the sputtering target is generally in the form of a flat plate such as a disk, but it can also be in various shapes such as a cylinder such as a cylinder.
- the above sputtering target is composed of an alloy of aluminum (Al) and scandium (Sc).
- Sc is contained at 25 atomic% or more and 50 atomic% or less.
- the AlSc alloy becomes at least one of the Al-Sc phase, the Al 2 -Sc phase, and the Al 3 -Sc phase, generally two of them.
- the content of Sc can be, for example, 25 atomic% or more and less than 33 atomic%, or 33 atomic% or more and 50 atomic% or less.
- the AlSc alloy when the content of Sc is 25 atomic% or more and less than 33 atomic%, the AlSc alloy often becomes an Al-Sc phase and an Al 2 -Sc phase, and the content of Sc is 33 atomic% When the content is 50 atomic% or less, the AlSc alloy often becomes an Al 2 -Sc phase and an Al 3 -Sc phase.
- an intermetallic compound of aluminum and scandium an Al-Sc phase and / or an Al 2 -Sc phase is preferably present. The presence or absence of such a phase can be confirmed by X-ray diffraction (XRD) or the like.
- the sputtering target contains, besides Al and Sc, at least one element selected from the group consisting of Li, Na, K, Fe, Co and Ni as impurities except gas components such as oxygen, nitrogen and carbon. There is.
- the total content of these elements is preferably 0.1% by mass or less. If the content of such an element is too large, the piezoelectric properties are adversely affected. Therefore, the total content of the elements is preferably 0.1% by mass or less.
- the oxygen content of the sputtering target is 2000 mass ppm or less. This low oxygen content can be realized by manufacturing by a dissolution method as described later.
- a piezoelectric material is formed by sputtering using such a low oxygen sputtering target, the piezoelectric characteristics of the piezoelectric material can be effectively improved by the reduction of oxygen defects.
- the oxygen content is preferably 1500 mass ppm, more preferably 1000 mass ppm or less, and further preferably 600 mass ppm or less, and particularly preferably 300 mass ppm or less. preferable.
- the carbon content of the sputtering target is also small. This is because of the generation of defects due to carbides. Therefore, the carbon content is, for example, 1000 ppm by mass or less, preferably 500 ppm by mass or less, more preferably 100 ppm by mass or less, still more preferably 100 ppm by mass or less, particularly preferably 50 ppm by mass or less is there.
- Vickers hardness for example, in the case of a disk-shaped sputtering target, Vickers hardness is measured at five measurement points, one at the target center position on the target surface and four points at the target outer peripheral position. The average value and the standard deviation of the measurement values at a plurality of measurement points are determined, and then the standard deviation is divided by the average value to calculate it as a percentage.
- the measurement point of the target outer peripheral position is a distance of about 15 mm from the outer peripheral end (outer peripheral edge) of the sputtering target.
- the variation in Vickers hardness is 20% or less, preferably 10% or less, more preferably 5% or less, and further 4% or less, particularly 3% or less. Even more preferred.
- the sputtering target described above can be manufactured, for example, as follows. First, an Al raw material and a Sc raw material are mixed, dissolved in a melting furnace based on a vacuum or a dissolution method in an inert gas, and then cooled to obtain an alloy of Al and Sc as a target material. Get an ingot.
- the Sc raw material is added so that the Sc content is 25 atomic% to 50 atomic% (25 atomic% or more and less than 33 atomic%, or 33 atomic% or more and 50 atomic% or less).
- the cooling here can be made into the natural cooling left to stand until it becomes normal temperature in an inert gas, for example, it is not limited to this.
- the oxygen concentration of the produced sputtering target can be sufficiently reduced, and the composition of scandium can be adjusted uniformly. become.
- the air atmosphere it is difficult to obtain a desired ingot because the oxygen concentration increases.
- the volatilization of Al can be prevented and the oxygen concentration can be effectively reduced while adjusting the composition.
- the inert gas used here may be various gases as long as it is an inert gas which does not react with Al or Sc, but may be, for example, nitrogen gas or argon gas.
- the Sc raw material added here has a low oxygen content.
- the oxygen content of the sputtering target can be further reduced.
- the oxygen content of the Sc raw material is 3000 mass ppm or less.
- the oxygen content of the Sc raw material can be, for example, 100 mass ppm to 3,000 mass ppm, preferably 100 mass ppm to 2,000 mass ppm, and more preferably 100 mass ppm to 1,000 mass ppm. is there.
- the carbon content of the Sc raw material is preferably 10 mass ppm to 500 mass ppm, and particularly preferably 10 mass ppm to 100 mass ppm.
- a forging process of applying pressure to the above-described ingot to perform plastic processing is performed to manufacture a sputtering target having a predetermined shape. If only the melting method is used, the hardness of the sputtering target will vary and it will be easily broken at the time of sputtering. By this forging process, structure control becomes possible, variation in hardness is small, and stable sputtering is possible. Sputtering targets can be made. The reason why the variation in hardness is reduced by this forging was examined.
- the Sc rich phase (the part that appears white in the SEM photograph) is divided by forging, and is island-like, It is considered that the variation is reduced because the pinning by the grain boundary occurs uniformly wherever measured. However, it is not limited to such a theory.
- plastic working can be performed by fixing the lower surface of the disk-like ingot obtained by the above-described melting and applying pressure from the upper surface.
- the working ratio of plastic working in the forging step is preferably 50% to 95%, and more preferably 75% to 90%. . If the processing rate is too low, it is not possible to obtain a sputtering target with a Vickers hardness within a predetermined range, and on the other hand, if the processing rate is too high, processing defects may enter the target and become a starting point of cracking. It is.
- the processing rate is a value obtained by (pre-processing height ⁇ post-processing height) / pre-processing height expressed as a percentage.
- the number of times of plastic working is not limited to one. That is, the plastic working can be performed once or a plurality of times. For example, in the case of producing a relatively large sputtering target, etc., plastic working may be performed several times.
- press forging can be performed in a heated state at 500 ° C. to 1200 ° C.
- processing can be performed as required, and a backing plate supporting the sputtering target can be bonded to one surface of the sputtering target, and finishing such as grinding can be performed.
- a backing plate supporting the sputtering target can be bonded to one surface of the sputtering target, and finishing such as grinding can be performed.
- brazing or diffusion bonding with a predetermined element can be employed. Note that these bonding and processing can be performed in the same manner as known methods.
- the sputtering target manufactured in this manner has a low oxygen content, improvement of the piezoelectric characteristics can be expected when the piezoelectric material is formed by sputtering using this. In addition, since variation in Vickers hardness is small throughout, cracking can be effectively suppressed at the time of sputtering.
- Example 1 The Al raw material and the Sc raw material are mixed so that the Sc content is 38 atomic%, melting is performed at a melting point of 1150 ° C. by high frequency heating under Ar atmosphere, the power is turned off, and left for 2 hours in the inert gas. The mixture was allowed to cool naturally, and an ingot of an alloy of Al and Sc was produced.
- the carbon content of the Sc raw material was 40 mass ppm, and the oxygen content was 1400 mass ppm.
- a forging process is performed, and in a state where the ingot is heated to 1000 ° C. in an Ar atmosphere, the ingot is subjected to pressing once with a processing ratio of 85%, and then required processing is performed to obtain a sputtering target Manufactured.
- the Sc content of this sputtering target is as shown in Table 1, and the variation of the Sc content at each position was within the range of ⁇ 2 atomic%. Further, the impurities contained in the sputtering target are shown in Table 2 together with their contents.
- TOP means the upper surface of the target
- BTM means the lower surface of the target on the back side of the upper surface of the target.
- the carbon content and the oxygen content of the sputtering target were measured, and the measured values were as shown in Table 3.
- the analysis was performed by an inert gas melting method and oxygen was detected by an infrared detector.
- the apparatus used here is TC600 and TCH600 manufactured by LECO.
- the content was measured twice, and Table 3 shows the average value of those measured values. From the results shown in Table 3, it is understood that the oxygen content of the manufactured sputtering target was effectively reduced.
- the carbon content and the oxygen content of the sputtering target are substantially equivalent to the carbon content and the oxygen content of the ingot shown in Table 3.
- the Vickers hardness is set to one point at the central position of the ingot or target and four points at the outer peripheral position of the ingot or target ((0 °, 90). The measurement was made at five points of (degrees, 180 degrees, 270 degrees)), and the average value and the standard deviation were calculated. Here, a position 10 mm away from the outer peripheral end of the disk-like ingot or target is taken as the measurement point of the outer peripheral position of the ingot or target.
- Table 4 From Table 4, in Example 1, the variation of the Vickers hardness of the target was 3.2%, and it was confirmed to be 20% or less.
- FIGS. 2 (a) and 2 (b) are enlarged images of FIGS. 1 (a) and 1 (b), respectively.
- the white band portion is a portion of Sc rich (AlSc)
- the black portion is a portion of Al rich (Al 2 Sc).
- Example 2 In the same manner as in Example 1 for the sputtering target manufactured substantially in the same manner as in Example 1 except that the Al raw material and the Sc raw material were mixed such that the Sc content was 30 atomic%, the Sc content was Impurity content, carbon content and oxygen content, and Vickers hardness were measured. The results are shown in Tables 5-8, respectively.
- Example 2 From the results shown in Table 8, in Example 2, the variation of the Vickers hardness of the target was 18.9%, and it was confirmed to be 20% or less. Also in this example 2, it is understood that the variation in Vickers hardness is effectively suppressed by forging after melt casting.
- Example 2 an SEM image of the structure of the ingot by an electron microscope is shown in FIG. 3 (a), and an SEM image of the structure of the target by an electron microscope is shown in FIG. 3 (b).
- FIGS. 4A and 4B are enlarged images of FIGS. 3A and 3B, respectively.
- the white band portion is a portion of Sc rich (Al 2 Sc)
- the black portion is a portion of Al rich (Al 3 Sc).
- Example 3 With respect to a sputtering target manufactured substantially in the same manner as in Example 1 except that the Sc raw material having a high oxygen concentration was used, the Sc content, the impurity content, the carbon content and the oxygen were the same as in Example 1. The content and Vickers hardness were measured. The results are shown in Tables 9-12, respectively.
- Example 3 From the results shown in Table 12, in Example 3, the variation in Vickers hardness of the target was 6.8%, and it was confirmed to be 20% or less. Also in Example 3, it is clear that the variation in Vickers hardness is effectively suppressed by forging after melt casting, as compared with the value of variation in Vickers hardness of the ingot.
- FIG. 5 (a) similarly shows an SEM image of the structure of the ingot by an electron microscope
- FIG. 5 (b) shows an SEM image of the structure of the target by an electron microscope in Example 3 as well.
- FIGS. 6A and 6B are enlarged images of FIGS. 5A and 5B, respectively.
- the white band portion is a portion of Sc rich (Al 2 Sc)
- the black portion is a portion of Al rich (Al 3 Sc).
- a sputtering target with low oxygen and a small variation in hardness which can contribute to the improvement of the piezoelectric characteristics of the piezoelectric material formed by sputtering, and at the time of sputtering. It was found that the crack could be prevented.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physical Vapour Deposition (AREA)
Abstract
この発明のスパッタリングターゲットは、AlとScとの合金からなり、Scを25原子%~50原子%で含有するスパッタリングターゲットであって、酸素含有量が2000質量ppm以下であり、ビッカース硬さ(Hv)のばらつきが20%以下である。
Description
この発明は、AlとScとの合金からなり、圧電性材料等の薄膜形成に用いて好適なスパッタリングターゲット及び、その製造方法に関するものであり、特には、スパッタリングにより形成する圧電性材料の圧電特性の向上に寄与することのできる技術を提案するものである。
携帯電話などの無線通信機器には、SAWデバイスと称される圧電性材料のフィルターが用いられている。SAWデバイスは、圧電性材料の表面を伝わる弾性表面波(SAW:Surface Acoustic Wave)を利用し、必要な周波数を通して不必要なものをフィルタリングするものであり、低損失で優れた特性を有するとともに小型化・薄型化が可能であることから広く普及している。
一方、SAWデバイスは、周波数が高くなると配線幅が狭くなって加工プロセスが困難になることから、近年の電波の高周波数帯化に対応するため、SAWデバイスに代えて、FBARデバイスと称される圧電薄膜共振子(FBAR:Film Bulk Acoustic Resonator)が用いられている。この共振子では、窒化アルミニウムの他、スカンジウムアルミニウム窒化物の圧電性薄膜を用いることがある。この圧電性薄膜は、アルミニウム合金のスパッタリングにより形成することができる。
このような圧電性薄膜を形成するスパッタリングに用いられるスパッタリングターゲットとしては、アルミニウムに、銅、チタニウム、ハフニウムおよびパラジウム等の少なくとも一種を添加したアルミニウム合金や、特許文献1等に記載されているような、スカンジウム、イットリウムおよびランタノイドの少なくとも一種を添加したアルミニウム合金からなるものがある。
なかでも、スカンジウムを含有するアルミニウム合金は、非特許文献1によれば、特にスカンジウムの含有量が所定の範囲内にある場合に、高い圧電定数を有し、優れた圧電特性を発揮し得ることから(特にFig.3参照)、上述した圧電性薄膜の形成には、スカンジウムを含有するアルミニウム合金のスパッタリングターゲットが有効であると考えられる。
ここで、特許文献2には、そのようなスカンジウムアルミニウム合金を用いて、基板にスパッタリングを行うスパッタリングにより、スカンジウムアルミニウム窒化物を製造する方法について記載されている。そして、このスパッタリングで使用するターゲットとして、金属アルミニウムと金属スカンジウムとを原料とし、真空溶解法を用いて、Sc0.42Al0.58合金ターゲットを作製することが記載されている。
加藤、外7名、"Enhancement of Piezoelectric Response in Scandium Aluminum Nitride Alloy Thin Films prepared by Dual Reactive Co-Sputtering"、デンソーテクニカルレビュー、株式会社デンソー、2012年、Vol.17、p.202-207
ところで、上述したような圧電性薄膜で良好な圧電特性を得るには、それを形成するためのスパッタリングターゲットに含まれる酸素や炭素を減らすことが必要である。
しかるに、スカンジウム等の希土類金属は、酸素と非常に活性であるので、アルミニウムとスカンジウムからなる合金のスパッタリングターゲットは、特にアトマイズ法により製造すると、酸素含有量が1.0質量%程度と極めて多くなる。それ故に、従来のスパッタリングターゲットでは、圧電性薄膜の圧電特性を向上させることができなかった。
しかるに、スカンジウム等の希土類金属は、酸素と非常に活性であるので、アルミニウムとスカンジウムからなる合金のスパッタリングターゲットは、特にアトマイズ法により製造すると、酸素含有量が1.0質量%程度と極めて多くなる。それ故に、従来のスパッタリングターゲットでは、圧電性薄膜の圧電特性を向上させることができなかった。
このことに対しては、スパッタリングターゲットの製造を、特許文献1で提案されているようなアトマイズ法ではなく、溶解法により行うことにより、スパッタリングターゲットの酸素含有量を低減できると考えられる。
しかしながら、溶解法では、粉末法のような出発原料(微粒子、アトマイズ等)の選定ができないことから、溶解法により製造されてスカンジウムを比較的多い量で含有するスパッタリングターゲットは、ターゲット全体で硬さにばらつきが生じ、スパッタリングの際などに割れるという問題がある。
しかしながら、溶解法では、粉末法のような出発原料(微粒子、アトマイズ等)の選定ができないことから、溶解法により製造されてスカンジウムを比較的多い量で含有するスパッタリングターゲットは、ターゲット全体で硬さにばらつきが生じ、スパッタリングの際などに割れるという問題がある。
特許文献2では、真空溶解法によりスカンジウムアルミニウム合金のスパッタリングターゲットを作製することが記載されているが、真空溶解法では、スカンジウムの組成を均一に制御することが困難であることから、小径ターゲットでないと所望の特性を得ることができなかった。
この発明は、従来のスパッタリングターゲットにおけるこのような問題を解決することを課題とするものであり、その目的は、所要のターゲット硬さを確保しつつ、スパッタリングにより形成する圧電性材料の圧電特性の向上に寄与することができるスパッタリングターゲット及び、その製造方法を提供することにある。
発明者は、溶解法にて製造することでスパッタリングターゲットの酸素含有量を減らすことができる点に着目し、鋭意検討した結果、不活性ガス雰囲気での所定の溶解法を実施し、当該溶解法で得られるターゲット素材としてのインゴットに鍛造を施すことで、製造されるスパッタリングターゲットの硬さのばらつきを有意に低減できるとの新たな知見を得た。それにより、溶解法を用いることで酸素含有量を低減しながらも、スパッタリングに使用する際などに割れる可能性が十分に低いスパッタリングターゲットを製造できることを見出した。
この知見の下、この発明のスパッタリングターゲットは、AlとScとの合金からなり、Scを25原子%~50原子%で含有するスパッタリングターゲットであって、酸素含有量が2000質量ppm以下であり、ビッカース硬さ(Hv)のばらつきが20%以下であるものである。
この発明のスパッタリングターゲットでは、酸素含有量は、1000質量ppm以下であることが好ましい。
また、この発明のスパッタリングターゲットでは、ビッカース硬さ(Hv)のばらつきは、5%以下であることが好ましい。
また、この発明のスパッタリングターゲットでは、ビッカース硬さ(Hv)のばらつきは、5%以下であることが好ましい。
この発明のスパッタリングターゲットは、炭素含有量が1000質量ppm以下、さらに500質量ppm以下であることが好ましい。
この発明のスパッタリングターゲットでは、Al-Sc相、Al2-Sc相およびAl3-Sc相からなる群から選択される少なくとも1つの相を含むものとすることができる。
この発明のスパッタリングターゲットは、Li、Na、K、Fe、Co及びNiからなる群から選択される少なくとも一種の元素を合計0.1質量%以下でさらに含有することができる。
この発明のスパッタリングターゲットは、Li、Na、K、Fe、Co及びNiからなる群から選択される少なくとも一種の元素を合計0.1質量%以下でさらに含有することができる。
また、この発明のスパッタリングターゲットの製造方法は、不活性ガス又は真空雰囲気下、Al原料を、酸素含有量が3000質量ppm以下のSc原料とともに溶解させ、Scを25原子%~50原子%で含有するAlとScとの合金のインゴットを得る溶解工程と、前記インゴットに圧力を加えて塑性加工を施す鍛造工程とを含むものである。
この製造方法では、溶解工程で、酸素含有量が100質量ppm~3000質量ppmのSc原料を用いることが好ましい。
また、この製造方法では、鍛造工程での塑性加工の加工率を、50%~95%とすることが好ましい。
そしてまた、鍛造工程では、前記インゴットを500℃~1200℃に加熱した状態で塑性加工を行うことが好適である。
そしてまた、鍛造工程では、前記インゴットを500℃~1200℃に加熱した状態で塑性加工を行うことが好適である。
この発明によれば、硬さのばらつきが小さく、かつ酸素含有量が低いスパッタリングターゲットを得ることができる。それにより、スパッタリング時に割れる可能性が低く、有効に使用できるとともに、圧電性材料の薄膜を形成するスパッタリングを行った場合、当該圧電性材料の圧電特性の向上に寄与することができる。
以下に、この発明の実施の形態について詳細に説明する。
この発明の一の実施形態のスパッタリングターゲットは、AlとScとの合金であって、Scを25原子%~50原子%で含有する合金からなり、酸素含有量が2000質量ppm以下であり、ビッカース硬さのばらつきが20%以下である。スパッタリングターゲットは、一般には円板状等の平板状をなすが、その他にも円筒状等の筒状といった様々な形状とすることができる。
この発明の一の実施形態のスパッタリングターゲットは、AlとScとの合金であって、Scを25原子%~50原子%で含有する合金からなり、酸素含有量が2000質量ppm以下であり、ビッカース硬さのばらつきが20%以下である。スパッタリングターゲットは、一般には円板状等の平板状をなすが、その他にも円筒状等の筒状といった様々な形状とすることができる。
(合金元素)
上記のスパッタリングターゲットは、アルミニウム(Al)とスカンジウム(Sc)との合金で構成されるものである。
この発明では、Scは、25原子%以上かつ50原子%以下で含まれる。状態図より、この範囲でAlSc合金は、Al-Sc相、Al2-Sc相及びAl3-Sc相のうちの少なくとも1つの相、一般にはそのうちの2つの相となる。Scの含有量が少ない場合、Al相が現れ、この一方で、Scの含有量が多い場合、Al-Sc2相および/またはSc相が現れる。具体的にはScの含有量は、たとえば、25原子%以上かつ33原子%未満または、33原子%以上かつ50原子%以下とすることができる。状態図より、Scの含有量が25原子%以上かつ33原子%未満である場合、AlSc合金はAl-Sc相及びAl2-Sc相となることが多く、またScの含有量が33原子%以上かつ50原子%以下である場合、AlSc合金はAl2-Sc相及びAl3-Sc相となることが多い。
アルミニウムとスカンジウムの金属間化合物としては、Al-Sc相および/またはAl2-Sc相が存在することが好ましい。このような相の有無は、X線回折(XRD)等により確認することができる。
上記のスパッタリングターゲットは、アルミニウム(Al)とスカンジウム(Sc)との合金で構成されるものである。
この発明では、Scは、25原子%以上かつ50原子%以下で含まれる。状態図より、この範囲でAlSc合金は、Al-Sc相、Al2-Sc相及びAl3-Sc相のうちの少なくとも1つの相、一般にはそのうちの2つの相となる。Scの含有量が少ない場合、Al相が現れ、この一方で、Scの含有量が多い場合、Al-Sc2相および/またはSc相が現れる。具体的にはScの含有量は、たとえば、25原子%以上かつ33原子%未満または、33原子%以上かつ50原子%以下とすることができる。状態図より、Scの含有量が25原子%以上かつ33原子%未満である場合、AlSc合金はAl-Sc相及びAl2-Sc相となることが多く、またScの含有量が33原子%以上かつ50原子%以下である場合、AlSc合金はAl2-Sc相及びAl3-Sc相となることが多い。
アルミニウムとスカンジウムの金属間化合物としては、Al-Sc相および/またはAl2-Sc相が存在することが好ましい。このような相の有無は、X線回折(XRD)等により確認することができる。
スパッタリングターゲットは、AlとScの他、酸素、窒素、炭素といったガス成分を除き、不純物として、Li、Na、K、Fe、Co及びNiからなる群から選択される少なくとも一種の元素を含有することがある。これらの元素の含有量は合計で、0.1質量%以下とすることが好適である。このような元素の含有量が多すぎると、圧電特性に悪影響が出るからである。したがって、当該元素の合計含有量は、0.1質量%以下とすることが好ましい。
(酸素含有量)
スパッタリングターゲットの酸素含有量は、2000質量ppm以下とする。この少ない酸素含有量は、後述するような溶解法により製造することで実現することができる。
このような低酸素のスパッタリングターゲットを用いて、スパッタリングにより圧電し材料を形成した場合、酸素欠陥の減少により、その圧電性材料の圧電特性を有効に向上させることができる。
スパッタリングターゲットの酸素含有量は、2000質量ppm以下とする。この少ない酸素含有量は、後述するような溶解法により製造することで実現することができる。
このような低酸素のスパッタリングターゲットを用いて、スパッタリングにより圧電し材料を形成した場合、酸素欠陥の減少により、その圧電性材料の圧電特性を有効に向上させることができる。
圧電特性をさらに向上させるため、酸素含有量は、1500質量ppmとすることが好ましく、1000質量ppm以下とすることがより好ましく、さらに600質量ppm以下、なかでも300質量ppm以下とすることが特に好ましい。
(炭素含有量)
スパッタリングターゲットの炭素含有量もまた少ないほうが、圧電特性の向上の観点から好ましい。これは、炭化物による欠陥生成の理由による。したがって、炭素含有量は、たとえば1000質量ppm以下、好ましくは500質量ppm以下、より好ましくは100質量ppm以下、さらに好ましくは100質量ppm以下とし、特に50質量ppm以下とすることがより一層好適である。
スパッタリングターゲットの炭素含有量もまた少ないほうが、圧電特性の向上の観点から好ましい。これは、炭化物による欠陥生成の理由による。したがって、炭素含有量は、たとえば1000質量ppm以下、好ましくは500質量ppm以下、より好ましくは100質量ppm以下、さらに好ましくは100質量ppm以下とし、特に50質量ppm以下とすることがより一層好適である。
(ビッカース硬さのばらつき)
上述したように酸素含有量を低減するため、スパッタリングターゲットを溶解法により製造した場合は、ターゲット全体におけるビッカース硬さのばらつきが大きくなり、それにより、スパッタリング時にスパッタリングターゲットが割れるという問題がある。
この問題に対し、製造時の溶解工程後に後述の鍛造工程を行うことで、スパッタリングターゲットのビッカース硬さ(Hv)のばらつきを、20%以下とする。これにより、スパッタリング時の割れを有効に防止することができる。
上述したように酸素含有量を低減するため、スパッタリングターゲットを溶解法により製造した場合は、ターゲット全体におけるビッカース硬さのばらつきが大きくなり、それにより、スパッタリング時にスパッタリングターゲットが割れるという問題がある。
この問題に対し、製造時の溶解工程後に後述の鍛造工程を行うことで、スパッタリングターゲットのビッカース硬さ(Hv)のばらつきを、20%以下とする。これにより、スパッタリング時の割れを有効に防止することができる。
ビッカース硬さのばらつきは、たとえば円板状のスパッタリングターゲットではターゲット表面におけるターゲット中心位置の1点とターゲット外周位置の4点の計5点の各測定点等でビッカース硬さを測定し、それらの複数の測定点における測定値の平均値及び標準偏差を求めた上で、標準偏差を平均値で除してこれを百分率で表すことにより算出する。なお、ターゲット外周位置の測定点は、スパッタリングターゲットの外周端部(外周縁)から約15mmの距離とする。矩形の板状をなす平型のスパッタリングターゲットの場合は、ターゲット中心位置の1点と、各辺の1/2(中央)の端部から約15mmの距離の位置の4点の計5点でビッカース硬さを測定し、それらの標準偏差及び平均値から、ばらつきを算出する。
なお、ビッカース硬さは、JIS Z2244(2009)に規定されるビッカース硬さ試験に基いて測定する。
なお、ビッカース硬さは、JIS Z2244(2009)に規定されるビッカース硬さ試験に基いて測定する。
スパッタリング時に割れる可能性を低くするため、ビッカース硬さのばらつきは、20%以下とし、好ましくは10%以下、より好ましくは5%以下であり、さらに4%以下、特に3%以下とすることがより一層好ましい。
(製造方法)
以上の述べたスパッタリングターゲットは、たとえば次のようにして製造することができる。
はじめに、Al原料とSc原料を混ぜ合わせて、真空または不活性ガス中での溶解法に基いて溶解炉内で溶解させた後、これを冷却し、ターゲット素材としてのAlとScとの合金のインゴットを得る。ここで、Sc原料は、Sc含有量が25原子%~50原子%(25原子%以上かつ33原子%未満または、33原子%以上かつ50原子%以下)となるように添加する。なおここでの冷却は、たとえば、不活性ガス中で常温になるまで放置する自然冷却とすることができるが、これに限定されるものではない。
このような溶解法によれば、真空または不活性ガス雰囲気で溶解法を行うことにより、製造されるスパッタリングターゲットの酸素濃度を十分に低減でき、スカンジウムの組成を均一なものに調整することが可能になる。なお、大気雰囲気では酸素濃度が上昇するため所望のインゴットを得ることが難しい。真空雰囲気の場合、ハイパワーで即座に溶解・合金化することにより、Alの揮発を防止し組成調整を行いつつ酸素濃度を有効に低減できることが解かった。
ここで用いる不活性ガスは、AlやScと反応しない不活性ガスであれば様々なガスとすることができるが、たとえば、窒素ガスやアルゴンガスとすることができる。
以上の述べたスパッタリングターゲットは、たとえば次のようにして製造することができる。
はじめに、Al原料とSc原料を混ぜ合わせて、真空または不活性ガス中での溶解法に基いて溶解炉内で溶解させた後、これを冷却し、ターゲット素材としてのAlとScとの合金のインゴットを得る。ここで、Sc原料は、Sc含有量が25原子%~50原子%(25原子%以上かつ33原子%未満または、33原子%以上かつ50原子%以下)となるように添加する。なおここでの冷却は、たとえば、不活性ガス中で常温になるまで放置する自然冷却とすることができるが、これに限定されるものではない。
このような溶解法によれば、真空または不活性ガス雰囲気で溶解法を行うことにより、製造されるスパッタリングターゲットの酸素濃度を十分に低減でき、スカンジウムの組成を均一なものに調整することが可能になる。なお、大気雰囲気では酸素濃度が上昇するため所望のインゴットを得ることが難しい。真空雰囲気の場合、ハイパワーで即座に溶解・合金化することにより、Alの揮発を防止し組成調整を行いつつ酸素濃度を有効に低減できることが解かった。
ここで用いる不活性ガスは、AlやScと反応しない不活性ガスであれば様々なガスとすることができるが、たとえば、窒素ガスやアルゴンガスとすることができる。
特にここで添加するSc原料は、酸素含有量の少ないものとする。それにより、スパッタリングターゲットの酸素含有量をさらに低減することができる。具体的には、Sc原料の酸素含有量は、酸素含有量3000質量ppm以下とする。Sc原料の酸素含有量は、たとえば100質量ppm~3000質量ppmとすることができ、100質量ppm~2000質量ppmとすることが好適であり、100質量ppm~1000質量ppmであれば一層好適である。また、Sc原料の炭素含有量は、10質量ppm~500質量ppmとすることが好ましく、特に、10質量ppm~100質量ppmとすることが好ましい。
次いで、上記のインゴットに対して圧力を加えて塑性加工を施す鍛造工程を行い、所定の形状のスパッタリングターゲットを製造する。溶解法のみでは、スパッタリングターゲットの硬さにばらつきが生じ、スパッタリング時に割れやすくなるが、この鍛造工程を経ることにより、組織制御が可能になり、硬さのばらつきが小さく、安定したスパッタリングが可能なスパッタリングターゲットを作製することができる。この鍛造により硬さのばらつきが小さくなる理由を検討したところ、例えば後述の実施例1では鍛造により、Scリッチ相(SEM写真で白く写る箇所)が分断され、島状になっていたことから、粒界によるピンニングがどこで測定しても均一に起こるようになって、バラつきが低減したと考えられる。但し、このような理論に限定されるものではない。
具体的には、たとえば、上記の溶解により得られた円板状のインゴットの下面を固定し、上面から圧力を作用させることにより塑性加工を施すことができる。ここで、製造するスパッタリングターゲットの硬さのばらつきを抑制するため、鍛造工程における塑性加工の加工率は、50%~95%とすることが好ましく、特に75%~90%とすることがより好ましい。加工率が低すぎると、ビッカース硬さが所定の範囲内のスパッタリングターゲットを得ることができず、この一方で、加工率が高すぎると、ターゲットに加工による欠陥が入り、割れの起点となりうるからである。加工率は、(加工前高さ-加工後高さ)/加工前高さで算出した値を百分率で表したものである。なお、塑性加工の回数は一回に限らない。つまり、塑性加工は一回または複数回行うことができる。たとえば、比較的大型のスパッタリングターゲットを作製する場合等は、複数回の塑性加工を行うことがある。
また、Al-Scインゴットは冷間での鍛造は困難であることから、500℃~1200℃に加熱した状態で、プレス鍛造を行うことができる。
また、Al-Scインゴットは冷間での鍛造は困難であることから、500℃~1200℃に加熱した状態で、プレス鍛造を行うことができる。
その後は、所要に応じて加工を施し、そして、当該スパッタリングターゲットの一方の面に、これを支持するバッキングプレートをボンディングし、研削等の仕上げ加工を行うことができる。バッキングプレートとの接合には、たとえば、所定の元素によるろう付けや拡散接合等を採用することができる。なお、これらのボンディングや加工は、既知の方法と同様にして行うことができる。
このようにして製造したスパッタリングターゲットは、酸素含有量が少ないことから、これを用いたスパッタリングにより圧電性材料を形成した場合に、圧電特性の向上を期待することができる。また、全体にわたってビッカース硬さのばらつきが小さいので、スパッタリング時に割れを有効に抑制することができる。
次に、この発明のスパッタリングターゲットを試作し、その性能を確認したので以下に説明する。但し、ここでの説明は単なる例示を目的としたものであり、それに限定されることを意図するものではない。
(実施例1)
Sc含有量が38原子%になるようにAl原料とSc原料を混合し、Ar雰囲気下で高周波加熱により融点1150℃の溶解を実施し、電源をオフにして当該不活性ガス中で2時間放置して自然冷却させ、AlとScの合金のインゴットを作製した。ここで、Sc原料の炭素含有量は40質量ppmであり、酸素含有量は1400質量ppmであった。次いで、鍛造工程を行い、インゴットをAr雰囲気で1000℃に加熱した状態で、当該インゴットに対して、加工率85%のプレス加工を1回施した後、所要の加工を行って、スパッタリングターゲットを製造した。
Sc含有量が38原子%になるようにAl原料とSc原料を混合し、Ar雰囲気下で高周波加熱により融点1150℃の溶解を実施し、電源をオフにして当該不活性ガス中で2時間放置して自然冷却させ、AlとScの合金のインゴットを作製した。ここで、Sc原料の炭素含有量は40質量ppmであり、酸素含有量は1400質量ppmであった。次いで、鍛造工程を行い、インゴットをAr雰囲気で1000℃に加熱した状態で、当該インゴットに対して、加工率85%のプレス加工を1回施した後、所要の加工を行って、スパッタリングターゲットを製造した。
このスパッタリングターゲットのSc含有量を測定したところ、Sc含有量は表1に示すとおりであり、Sc含有量の各位置でのばらつきは±2原子%の範囲内であった。また、スパッタリングターゲットに含まれていた不純物を、その含有量とともに表2に示す。なお、表1及び表2中、TOPはターゲット上面を意味し、BTMは、ターゲット上面の裏側のターゲット下面を意味する。


上記のスパッタリングターゲットの炭素含有量及び酸素含有量を測定したところ、その測定値は表3に示すとおりであった。分析は不活性ガス溶融法で行い、酸素は赤外線検出器で検出した。ここで使用した装置は、LECO社製のTC600およびTCH600である。含有量の測定は二回行い、表3には、それらの測定値の平均値を示している。
表3に示すところから、製造したスパッタリングターゲットの酸素含有量は、有効に低減されたことが解かる。なお、スパッタリングターゲットの炭素含有量及び酸素含有量は、表3に示すインゴットの炭素含有量及び酸素含有量とほぼ同等になる。
表3に示すところから、製造したスパッタリングターゲットの酸素含有量は、有効に低減されたことが解かる。なお、スパッタリングターゲットの炭素含有量及び酸素含有量は、表3に示すインゴットの炭素含有量及び酸素含有量とほぼ同等になる。

また、インゴットと、それを鍛造して得られたスパッタリングターゲットのそれぞれについて、ビッカース硬さを、インゴットないしターゲットの中心位置の1箇所と、インゴットないしターゲットの外周位置の4箇所((0°、90°、180°、270°)の位置)のそれぞれ5点で測定し、それぞれ平均値と標準偏差を算出した。なおここでは、円板状のインゴットないしターゲットの外周端部から10mm離れた位置を、インゴットないしターゲットの外周位置の測定点とした。その結果を表4に示す。表4より、実施例1では、ターゲットのビッカース硬さのばらつきは3.2%となり、20%以下であることが確認された。鍛造を施したことにより、標準偏差を平均値で除してこれを百分率で表した値であるビッカース硬さのばらつきが有効に抑制されたことが解かる。

(実施例2)
Sc含有量が30原子%になるようにAl原料とSc原料を混合したことを除いて、実施例1と実質的に同様に製造したスパッタリングターゲットについて、実施例1と同様にして、Sc含有量、不純物含有量、炭素含有量及び酸素含有量ならびに、ビッカース硬さを測定した。その結果をそれぞれ表5~8に示す。
Sc含有量が30原子%になるようにAl原料とSc原料を混合したことを除いて、実施例1と実質的に同様に製造したスパッタリングターゲットについて、実施例1と同様にして、Sc含有量、不純物含有量、炭素含有量及び酸素含有量ならびに、ビッカース硬さを測定した。その結果をそれぞれ表5~8に示す。

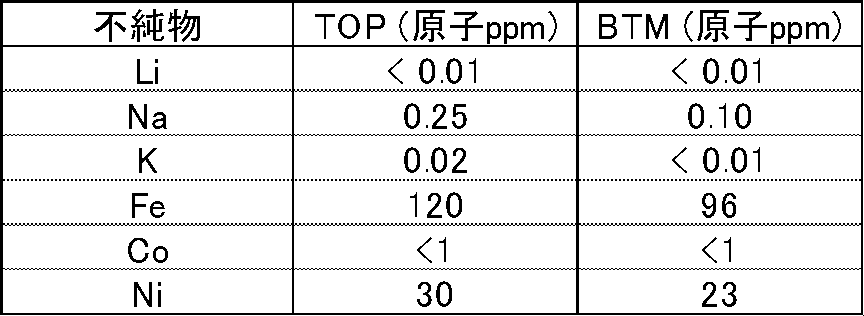
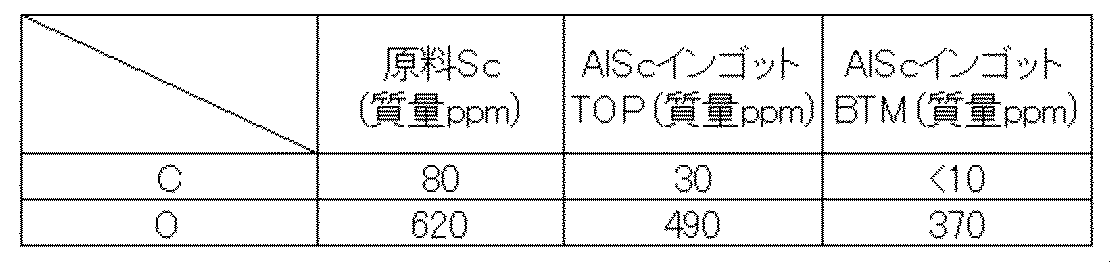

表8に示すところから、実施例2では、ターゲットのビッカース硬さのばらつきは18.9%となり、20%以下であることが確認された。この実施例2でも、溶解鋳造後の鍛造により、ビッカース硬さのばらつきが有効に抑制されたことが解かる。
なお、実施例2についても同様に、図3(a)に、インゴットの組織の電子顕微鏡によるSEM画像を示し、図3(b)に、ターゲットの組織の電子顕微鏡によるSEM画像を示す。図4(a)及び(b)はそれぞれ図3(a)及び(b)の拡大画像である。図中、白色帯状部はScリッチ(Al2Sc)の部分であり、黒色部はAlリッチ(Al3Sc)の部分である。
(実施例3)
酸素濃度が高いSc原料を用いたことを除いて、実施例1と実質的に同様に製造したスパッタリングターゲットについて、実施例1と同様にして、Sc含有量、不純物含有量、炭素含有量及び酸素含有量ならびに、ビッカース硬さを測定した。その結果をそれぞれ表9~12に示す。
酸素濃度が高いSc原料を用いたことを除いて、実施例1と実質的に同様に製造したスパッタリングターゲットについて、実施例1と同様にして、Sc含有量、不純物含有量、炭素含有量及び酸素含有量ならびに、ビッカース硬さを測定した。その結果をそれぞれ表9~12に示す。


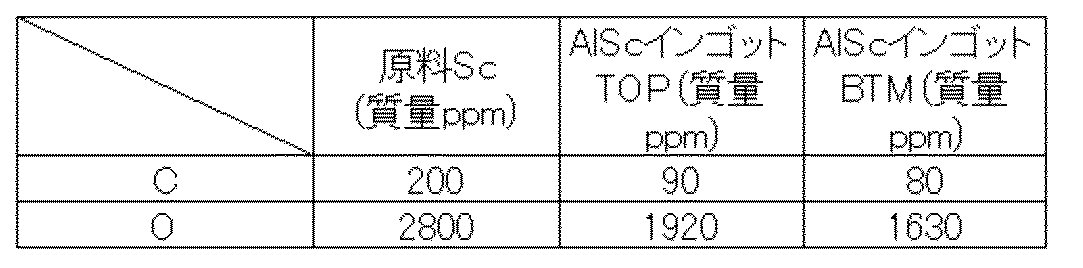

表12に示すところから、実施例3では、ターゲットのビッカース硬さのばらつきは6.8%となり、20%以下であることが確認された。実施例3でも、インゴットのビッカース硬さのばらつきの値と比較すると、溶解鋳造後の鍛造によりビッカース硬さのばらつきが有効に抑制されたことは明らかである。
実施例3についても同様に、図5(a)に、インゴットの組織の電子顕微鏡によるSEM画像を示し、図5(b)に、ターゲットの組織の電子顕微鏡によるSEM画像を示す。図6(a)及び(b)はそれぞれ図5(a)及び(b)の拡大画像である。図中、白色帯状部はScリッチ(Al2Sc)の部分であり、黒色部はAlリッチ(Al3Sc)の部分である。
以上より、この発明によれば、低酸素で硬さのばらつきが小さいスパッタリングターゲットを作製することができ、それにより、スパッタリングにより形成する圧電性材料の圧電特性の向上に寄与できるとともに、スパッタリング時の割れを防止できることが解かった。
Claims (10)
- AlとScとの合金からなり、Scを25原子%~50原子%で含有するスパッタリングターゲットであって、酸素含有量が2000質量ppm以下であり、ビッカース硬さ(Hv)のばらつきが20%以下であるスパッタリングターゲット。
- 酸素含有量が1000質量ppm以下である請求項1に記載のスパッタリングターゲット。
- ビッカース硬さ(Hv)のばらつきが5%以下である請求項1又は2に記載のスパッタリングターゲット。
- 炭素含有量が1000質量ppm以下である請求項1~3のいずれか一項に記載のスパッタリングターゲット。
- Al-Sc相、Al2-Sc相およびAl3-Sc相からなる群から選択される少なくとも1つの相を含む請求項1~4のいずれか一項に記載のスパッタリングターゲット。
- Li、Na、K、Fe、Co及びNiからなる群から選択される少なくとも一種の元素を合計0.1質量%以下でさらに含有する請求項1~5のいずれか一項に記載のスパッタリングターゲット。
- 不活性ガス又は真空雰囲気下、Al原料を、酸素含有量が3000質量ppm以下のSc原料とともに溶解させ、Scを25原子%~50原子%で含有するAlとScとの合金のインゴットを得る溶解工程と、前記インゴットに圧力を加えて塑性加工を施す鍛造工程とを含むスパッタリングターゲットの製造方法。
- 溶解工程で、酸素含有量が100質量ppm~3000質量ppmのSc原料を用いる請求項7に記載のスパッタリングターゲットの製造方法。
- 鍛造工程での塑性加工の加工率を、50%~95%とする請求項7又は8に記載のスパッタリングターゲットの製造方法。
- 鍛造工程で、前記インゴットを500℃~1200℃に加熱した状態で塑性加工を行う請求項7~9のいずれか一項に記載のスパッタリングターゲットの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17810359.4A EP3467142B1 (en) | 2016-06-07 | 2017-06-07 | Sputtering target and production method therefor |
| SG11201810964UA SG11201810964UA (en) | 2016-06-07 | 2017-06-07 | Sputtering target and production method therefor |
| US16/307,521 US11236416B2 (en) | 2016-06-07 | 2017-06-07 | Sputtering target and production method therefor |
| JP2018521760A JP6869237B2 (ja) | 2016-06-07 | 2017-06-07 | スパッタリングターゲット及び、その製造方法 |
| CN201780035628.7A CN109312449B (zh) | 2016-06-07 | 2017-06-07 | 溅射靶及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016113945 | 2016-06-07 | ||
| JP2016-113945 | 2016-06-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017213185A1 true WO2017213185A1 (ja) | 2017-12-14 |
Family
ID=60579039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/021180 WO2017213185A1 (ja) | 2016-06-07 | 2017-06-07 | スパッタリングターゲット及び、その製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11236416B2 (ja) |
| EP (1) | EP3467142B1 (ja) |
| JP (1) | JP6869237B2 (ja) |
| CN (1) | CN109312449B (ja) |
| SG (1) | SG11201810964UA (ja) |
| WO (1) | WO2017213185A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021019992A1 (ja) | 2019-07-31 | 2021-02-04 | 株式会社フルヤ金属 | スパッタリングターゲット |
| JP7546079B2 (ja) | 2020-06-05 | 2024-09-05 | マテリオン コーポレイション | アルミニウム-スカンジウム複合体、アルミニウム-スカンジウム複合体スパッタリングターゲットおよび作製方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11638943B2 (en) * | 2019-04-09 | 2023-05-02 | Jin Yuncheng Enterprise Co., Ltd. | Method for manufacturing cold-forged, extruded aluminum alloy tube |
| CN114096695A (zh) * | 2019-07-19 | 2022-02-25 | 瑞士艾发科技 | 压电涂层和沉积工艺 |
| CN111455223B (zh) * | 2019-08-08 | 2021-10-01 | 湖南稀土金属材料研究院 | 铝钪合金靶材及其制备方法 |
| US11872616B2 (en) * | 2019-08-21 | 2024-01-16 | Jin Yuncheng Enterprise Co., Ltd. | Method for manufacturing cold-forged, extruded aluminum alloy tube |
| CN113373414B (zh) * | 2020-02-25 | 2023-10-27 | 湖南东方钪业股份有限公司 | 一种铝钪合金溅射靶的制备方法及应用 |
| CN111485207A (zh) * | 2020-06-08 | 2020-08-04 | 福建阿石创新材料股份有限公司 | 一种细晶粒均相高钪含量的铝钪合金烧结靶材及其制备方法和应用 |
| TWI744154B (zh) * | 2020-12-29 | 2021-10-21 | 金允成企業股份有限公司 | 鋁合金棒材鍛抽成型方法 |
| CN113584333B (zh) * | 2021-07-14 | 2022-05-13 | 先导薄膜材料有限公司 | 一种提高铝钪合金靶材均匀性的方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02115364A (ja) * | 1988-10-22 | 1990-04-27 | Dowa Mining Co Ltd | テルルターゲット及びその製法 |
| JPH113873A (ja) * | 1997-04-14 | 1999-01-06 | Kobe Steel Ltd | 半導体電極用Al−Ni−Y 合金薄膜および半導体電極用Al−Ni−Y 合金薄膜形成用スパッタリングターゲット |
| JP2001303243A (ja) * | 2000-04-27 | 2001-10-31 | Toshiba Corp | スパッタリングターゲットとその製造方法、および電子部品 |
| JP2003166053A (ja) * | 2001-11-30 | 2003-06-13 | Toshiba Corp | スパッタリングターゲット |
| JP2004204284A (ja) * | 2002-12-25 | 2004-07-22 | Toshiba Corp | スパッタリングターゲット、Al合金膜および電子部品 |
| JP2010031378A (ja) * | 1995-10-12 | 2010-02-12 | Toshiba Corp | スパッタターゲットの製造方法 |
| US20100285332A1 (en) * | 2009-05-11 | 2010-11-11 | Jing-Chie Lin | Aluminum-scandium alloy film applied to vehicle lamps and manufacturing method thereof |
| JP2012012673A (ja) | 2010-07-01 | 2012-01-19 | National Institute Of Advanced Industrial Science & Technology | スカンジウムアルミニウム窒化物膜の製造方法 |
| JP2015096647A (ja) | 2013-10-08 | 2015-05-21 | 株式会社フルヤ金属 | アルミニウムと希土類元素との合金ターゲット及びその製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3560393B2 (ja) | 1995-07-06 | 2004-09-02 | 株式会社日鉱マテリアルズ | アルミニウム合金スパッタリングターゲットの製造方法 |
| WO1999034028A1 (en) | 1997-12-24 | 1999-07-08 | Kabushiki Kaisha Toshiba | SPUTTERING TARGET, Al INTERCONNECTION FILM, AND ELECTRONIC COMPONENT |
| US6250362B1 (en) * | 1998-03-02 | 2001-06-26 | Alcoa Inc. | Method and apparatus for producing a porous metal via spray casting |
| US6135198A (en) * | 1998-03-05 | 2000-10-24 | Aluminum Company Of America | Substrate system for spray forming |
| JP2001230116A (ja) * | 1999-12-09 | 2001-08-24 | Sumitomo Electric Ind Ltd | 電磁アクチュエータ |
| TW541350B (en) | 2000-12-29 | 2003-07-11 | Solar Applied Material Technol | Method for producing metal target for sputtering |
| JP2003046250A (ja) | 2001-02-28 | 2003-02-14 | Furukawa Electric Co Ltd:The | ビア付きビルドアップ用多層基板及びその製造方法 |
| KR100572263B1 (ko) | 2001-11-26 | 2006-04-24 | 가부시키 가이샤 닛코 마테리알즈 | 스퍼터링 타겟트 및 그 제조방법 |
| US20080173543A1 (en) | 2007-01-19 | 2008-07-24 | Heraeus Inc. | Low oxygen content, crack-free heusler and heusler-like alloys & deposition sources & methods of making same |
| JP4997448B2 (ja) | 2007-12-21 | 2012-08-08 | 独立行政法人産業技術総合研究所 | 窒化物半導体の製造方法および窒化物半導体デバイス |
| WO2010101160A1 (ja) | 2009-03-02 | 2010-09-10 | 株式会社神戸製鋼所 | Al合金反射膜、及び、自動車用灯具、照明具、装飾部品、ならびに、Al合金スパッタリングターゲット |
| CN101924023A (zh) | 2009-06-09 | 2010-12-22 | 日本派欧尼株式会社 | Iii族氮化物半导体的气相生长装置 |
| JP5598948B2 (ja) | 2009-07-01 | 2014-10-01 | 独立行政法人産業技術総合研究所 | 圧電体薄膜の製造方法および当該製造方法により製造される圧電体薄膜 |
| KR101273021B1 (ko) | 2009-08-12 | 2013-06-10 | 가부시키가이샤 아루박 | 스퍼터링 타겟의 제조 방법 및 스퍼터링 타겟 |
| JP5681368B2 (ja) | 2010-02-26 | 2015-03-04 | 株式会社神戸製鋼所 | Al基合金スパッタリングターゲット |
| US20140174908A1 (en) * | 2011-03-29 | 2014-06-26 | Avago Technologies General Ip (Singapore) Pte. Ltd. | Scandium-aluminum alloy sputtering targets |
| JP5817673B2 (ja) * | 2011-11-18 | 2015-11-18 | 株式会社村田製作所 | 圧電薄膜共振子及び圧電薄膜の製造方法 |
| CA2773197A1 (en) * | 2012-03-27 | 2013-09-27 | Yundong Li | Electroplated super abrasive tools with the abrasive particles chemically bonded and deliberately placed, and methods for making the same |
| AU2013201572B2 (en) * | 2013-03-15 | 2014-12-11 | Commonwealth Scientific And Industrial Research Organisation | Production of Aluminium-Scandium Alloys |
| JP5966199B2 (ja) * | 2013-05-31 | 2016-08-10 | 株式会社デンソー | 圧電体薄膜及びその製造方法 |
| CN104805406B (zh) | 2015-04-17 | 2017-06-06 | 无锡舒玛天科新能源技术有限公司 | 铝钪旋转靶材及其制备方法 |
-
2017
- 2017-06-07 JP JP2018521760A patent/JP6869237B2/ja active Active
- 2017-06-07 SG SG11201810964UA patent/SG11201810964UA/en unknown
- 2017-06-07 EP EP17810359.4A patent/EP3467142B1/en active Active
- 2017-06-07 WO PCT/JP2017/021180 patent/WO2017213185A1/ja unknown
- 2017-06-07 CN CN201780035628.7A patent/CN109312449B/zh active Active
- 2017-06-07 US US16/307,521 patent/US11236416B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02115364A (ja) * | 1988-10-22 | 1990-04-27 | Dowa Mining Co Ltd | テルルターゲット及びその製法 |
| JP2010031378A (ja) * | 1995-10-12 | 2010-02-12 | Toshiba Corp | スパッタターゲットの製造方法 |
| JPH113873A (ja) * | 1997-04-14 | 1999-01-06 | Kobe Steel Ltd | 半導体電極用Al−Ni−Y 合金薄膜および半導体電極用Al−Ni−Y 合金薄膜形成用スパッタリングターゲット |
| JP2001303243A (ja) * | 2000-04-27 | 2001-10-31 | Toshiba Corp | スパッタリングターゲットとその製造方法、および電子部品 |
| JP2003166053A (ja) * | 2001-11-30 | 2003-06-13 | Toshiba Corp | スパッタリングターゲット |
| JP2004204284A (ja) * | 2002-12-25 | 2004-07-22 | Toshiba Corp | スパッタリングターゲット、Al合金膜および電子部品 |
| US20100285332A1 (en) * | 2009-05-11 | 2010-11-11 | Jing-Chie Lin | Aluminum-scandium alloy film applied to vehicle lamps and manufacturing method thereof |
| JP2012012673A (ja) | 2010-07-01 | 2012-01-19 | National Institute Of Advanced Industrial Science & Technology | スカンジウムアルミニウム窒化物膜の製造方法 |
| JP2015096647A (ja) | 2013-10-08 | 2015-05-21 | 株式会社フルヤ金属 | アルミニウムと希土類元素との合金ターゲット及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| KATO ET AL.: "DENSO Technical Review", vol. 202-207, 2012, DENSO CORPORATION, article "Enhancement of Piezoelectric Response in Scandium Aluminum Nitride Alloy Thin Films prepared by Dual Reactive Co-Sputtering" |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021019992A1 (ja) | 2019-07-31 | 2021-02-04 | 株式会社フルヤ金属 | スパッタリングターゲット |
| WO2021019991A1 (ja) | 2019-07-31 | 2021-02-04 | 株式会社フルヤ金属 | スパッタリングターゲット |
| WO2021019990A1 (ja) | 2019-07-31 | 2021-02-04 | 株式会社フルヤ金属 | スパッタリングターゲット |
| KR20220016977A (ko) | 2019-07-31 | 2022-02-10 | 가부시키가이샤 후루야긴조쿠 | 스퍼터링 타겟 |
| KR20220018547A (ko) | 2019-07-31 | 2022-02-15 | 가부시키가이샤 후루야긴조쿠 | 스퍼터링 타겟 |
| KR20220018548A (ko) | 2019-07-31 | 2022-02-15 | 가부시키가이샤 후루야긴조쿠 | 스퍼터링 타겟 |
| JP7546079B2 (ja) | 2020-06-05 | 2024-09-05 | マテリオン コーポレイション | アルミニウム-スカンジウム複合体、アルミニウム-スカンジウム複合体スパッタリングターゲットおよび作製方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3467142A1 (en) | 2019-04-10 |
| CN109312449B (zh) | 2022-04-12 |
| US20190161851A1 (en) | 2019-05-30 |
| JP6869237B2 (ja) | 2021-05-12 |
| US11236416B2 (en) | 2022-02-01 |
| JPWO2017213185A1 (ja) | 2019-04-04 |
| EP3467142B1 (en) | 2022-08-03 |
| EP3467142A4 (en) | 2019-12-11 |
| CN109312449A (zh) | 2019-02-05 |
| SG11201810964UA (en) | 2019-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017213185A1 (ja) | スパッタリングターゲット及び、その製造方法 | |
| TWI519660B (zh) | Sputtering titanium target | |
| JP2009074127A (ja) | 焼結スパッタリングターゲット材およびその製造方法 | |
| JP7320639B2 (ja) | Au膜の形成方法 | |
| KR102519021B1 (ko) | 텅스텐 실리사이드 타깃 및 그 제조 방법 | |
| JPWO2012020662A1 (ja) | タンタルスパッタリングターゲット | |
| WO2021019991A1 (ja) | スパッタリングターゲット | |
| WO2007043215A1 (ja) | 高純度Ru合金ターゲット及びその製造方法並びにスパッタ膜 | |
| WO2019111900A1 (ja) | 金スパッタリングターゲットとその製造方法 | |
| JP7203065B2 (ja) | スパッタリングターゲット | |
| JP7096291B2 (ja) | スパッタリングターゲット | |
| TWI821015B (zh) | 濺射靶及其製造方法 | |
| JP2022044768A (ja) | スパッタリングターゲット | |
| JP7072664B2 (ja) | スパッタリングターゲット及びスパッタリングターゲットの製造方法 | |
| JP2021107572A (ja) | スパッタリングターゲット | |
| JP2021152203A (ja) | スパッタリングターゲット | |
| TW202113096A (zh) | 濺鍍靶材 | |
| JP2021025129A (ja) | スパッタリングターゲット | |
| KR20240088695A (ko) | 스퍼터링 타깃, 그 제조 방법, 및 스퍼터링 타깃을 사용한 스퍼터링막의 제조 방법 | |
| WO2016052380A1 (ja) | タングステンスパッタリングターゲット及びその製造方法 | |
| TW201619402A (zh) | 由Al-Te-Cu-Zr系合金組成之濺鍍靶及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018521760 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17810359 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017810359 Country of ref document: EP Effective date: 20190107 |