WO2017209096A1 - 炭酸カルシウム焼結体の製造方法 - Google Patents
炭酸カルシウム焼結体の製造方法 Download PDFInfo
- Publication number
- WO2017209096A1 WO2017209096A1 PCT/JP2017/020011 JP2017020011W WO2017209096A1 WO 2017209096 A1 WO2017209096 A1 WO 2017209096A1 JP 2017020011 W JP2017020011 W JP 2017020011W WO 2017209096 A1 WO2017209096 A1 WO 2017209096A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- calcium carbonate
- particle size
- sintered body
- producing
- sintering aid
- Prior art date
Links
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 title claims abstract description 170
- 229910000019 calcium carbonate Inorganic materials 0.000 title claims abstract description 84
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 238000005245 sintering Methods 0.000 claims abstract description 47
- 239000000203 mixture Substances 0.000 claims abstract description 20
- PQXKHYXIUOZZFA-UHFFFAOYSA-M lithium fluoride Chemical compound [Li+].[F-] PQXKHYXIUOZZFA-UHFFFAOYSA-M 0.000 claims abstract description 14
- NROKBHXJSPEDAR-UHFFFAOYSA-M potassium fluoride Chemical compound [F-].[K+] NROKBHXJSPEDAR-UHFFFAOYSA-M 0.000 claims abstract description 14
- PUZPDOWCWNUUKD-UHFFFAOYSA-M sodium fluoride Chemical compound [F-].[Na+] PUZPDOWCWNUUKD-UHFFFAOYSA-M 0.000 claims abstract description 14
- 238000000034 method Methods 0.000 claims abstract description 10
- 238000002844 melting Methods 0.000 claims abstract description 9
- 230000008018 melting Effects 0.000 claims abstract description 9
- 239000011698 potassium fluoride Substances 0.000 claims abstract description 7
- 235000003270 potassium fluoride Nutrition 0.000 claims abstract description 7
- 239000011775 sodium fluoride Substances 0.000 claims abstract description 7
- 235000013024 sodium fluoride Nutrition 0.000 claims abstract description 7
- 238000000748 compression moulding Methods 0.000 claims abstract description 6
- 239000002245 particle Substances 0.000 claims description 60
- 238000009826 distribution Methods 0.000 claims description 34
- 238000000465 moulding Methods 0.000 claims description 14
- 230000005540 biological transmission Effects 0.000 claims description 11
- 235000010216 calcium carbonate Nutrition 0.000 description 66
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 12
- 239000001569 carbon dioxide Substances 0.000 description 6
- 229910002092 carbon dioxide Inorganic materials 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 238000010304 firing Methods 0.000 description 6
- 238000000691 measurement method Methods 0.000 description 6
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 6
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 4
- 239000007789 gas Substances 0.000 description 3
- 238000000462 isostatic pressing Methods 0.000 description 3
- XGZVUEUWXADBQD-UHFFFAOYSA-L lithium carbonate Chemical compound [Li+].[Li+].[O-]C([O-])=O XGZVUEUWXADBQD-UHFFFAOYSA-L 0.000 description 3
- 229910052808 lithium carbonate Inorganic materials 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000012188 paraffin wax Substances 0.000 description 3
- 229910000027 potassium carbonate Inorganic materials 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000007088 Archimedes method Methods 0.000 description 2
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- 235000011941 Tilia x europaea Nutrition 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000004455 differential thermal analysis Methods 0.000 description 2
- 230000005496 eutectics Effects 0.000 description 2
- 239000004571 lime Substances 0.000 description 2
- 239000008267 milk Substances 0.000 description 2
- 210000004080 milk Anatomy 0.000 description 2
- 235000013336 milk Nutrition 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011049 pearl Substances 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- GCLGEJMYGQKIIW-UHFFFAOYSA-H sodium hexametaphosphate Chemical compound [Na]OP1(=O)OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])O1 GCLGEJMYGQKIIW-UHFFFAOYSA-H 0.000 description 1
- 235000019982 sodium hexametaphosphate Nutrition 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000001577 tetrasodium phosphonato phosphate Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K61/00—Culture of aquatic animals
- A01K61/50—Culture of aquatic animals of shellfish
- A01K61/54—Culture of aquatic animals of shellfish of bivalves, e.g. oysters or mussels
- A01K61/56—Culture of aquatic animals of shellfish of bivalves, e.g. oysters or mussels for pearl production
- A01K61/57—Pearl seeds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/243—Setting, e.g. drying, dehydrating or firing ceramic articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F11/00—Compounds of calcium, strontium, or barium
- C01F11/18—Carbonates
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F11/00—Compounds of calcium, strontium, or barium
- C01F11/18—Carbonates
- C01F11/185—After-treatment, e.g. grinding, purification, conversion of crystal morphology
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/6303—Inorganic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/653—Processes involving a melting step
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/0071—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability making use of a rise in pressure
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/0082—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability making use of a rise in temperature, e.g. caused by an exothermic reaction
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/02—Selection of the hardening environment
- C04B40/0263—Hardening promoted by a rise in temperature
- C04B40/0268—Heating up to sintering temperatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/056—Alkaline metals, i.e. Ca, Sr, Ba, Ra
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/01—Particle morphology depicted by an image
- C01P2004/04—Particle morphology depicted by an image obtained by TEM, STEM, STM or AFM
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/51—Particles with a specific particle size distribution
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/62—Submicrometer sized, i.e. from 0.1-1 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/10—Solid density
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/12—Surface area
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/80—Compositional purity
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3201—Alkali metal oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3201—Alkali metal oxides or oxide-forming salts thereof
- C04B2235/3203—Lithium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/442—Carbonates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/444—Halide containing anions, e.g. bromide, iodate, chlorite
- C04B2235/445—Fluoride containing anions, e.g. fluosilicate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5454—Particle size related information expressed by the size of the particles or aggregates thereof nanometer sized, i.e. below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/608—Green bodies or pre-forms with well-defined density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a method for producing a calcium carbonate sintered body.
- Calcium carbonate sintered bodies are expected to be applied to the growth nuclei of artificial pearls, and various researches have been conducted on their production methods.
- the conventional method for producing a calcium carbonate sintered body it is generally produced by forming a mixture of calcium carbonate and a sintering aid into a molded body by isostatic pressing and sintering the molded body in a carbon dioxide gas atmosphere. (Patent Literature 1 and Non-Patent Literature 1).
- Patent Document 1 a mixture of lithium carbonate, sodium carbonate and potassium carbonate is used as a sintering aid.
- An object of the present invention is to provide a method for producing a calcium carbonate sintered body that can be sintered at a lower temperature and that can produce a calcium carbonate sintered body having a higher density.
- the method for producing a calcium carbonate sintered body of the present invention comprises preparing calcium carbonate and a sintering aid that is a mixture of potassium fluoride, lithium fluoride, and sodium fluoride and has a melting point of 600 ° C. or less.
- a step of producing a calcium carbonate sintered body comprises preparing calcium carbonate and a sintering aid that is a mixture of potassium fluoride, lithium fluoride, and sodium fluoride and has a melting point of 600 ° C. or less.
- the molded body is preferably sintered at 380 to 600 ° C.
- the compression molding is preferably uniaxial molding.
- the molded body is preferably sintered in air.
- the calcium carbonate preferably has a purity of 99% by mass or more.
- calcium carbonate has an average particle size (D 50 ) in a particle size distribution measured by transmission electron microscope observation in the range of 0.05 to 0.30 ⁇ m, and is measured by a laser diffraction particle size distribution measurement method.
- the 90% particle size (D 90 ) in the particle size distribution obtained is preferably 3 ⁇ m or less, and the BET specific surface area is preferably 5 to 25 m 2 / g.
- the relative density of the calcium carbonate sintered body is preferably 95% or more.
- a calcium carbonate sintered body that can be sintered at a lower temperature and has a higher density can be produced.
- the calcium carbonate used in this invention will not be specifically limited if it can be used for manufacture of a calcium carbonate sintered compact. From the viewpoint that a compact with high density can be produced, the average particle size (D 50 ) in the particle size distribution measured by transmission electron microscope observation is in the range of 0.05 to 0.30 ⁇ m, and the laser Calcium carbonate having a 90% particle size (D 90 ) of 3 ⁇ m or less and a BET specific surface area of 5 to 25 m 2 / g in the particle size distribution measured by the diffraction particle size distribution measurement method is preferable.
- the average particle size (D 50 ) in the particle size distribution measured by transmission electron microscope observation is preferably in the range of 0.05 to 0.30 ⁇ m, more preferably in the range of 0.08 to 0.25 ⁇ m. More preferably, it is in the range of 0.10 to 0.20 ⁇ m.
- the average particle diameter (D 50 ) can be obtained by measuring 1000 or more calcium carbonates to be measured by observation with a transmission electron microscope.
- the 90% particle size (D 90 ) in the particle size distribution measured by the laser diffraction particle size distribution measurement method is preferably 3 ⁇ m or less, more preferably 2.5 ⁇ m or less, and even more preferably 2.0 ⁇ m or less. .
- the average particle size (D 50 ) in the particle size distribution measured by transmission electron microscope observation is within the above range
- the 90% particle size (D 90 ) in the particle size distribution measured by the laser diffraction particle size distribution measuring method is the above.
- the range of calcium carbonate has a sharp particle size distribution and excellent powder packing at the time of molding, so a high-density molded body can be produced, resulting in high-density calcium carbonate sintering. The body can be manufactured.
- the ratio (D 90 / D 10 ) of 90% particle size (D 90 ) to 10% particle size (D 10 ) in the particle size distribution measured by transmission electron microscope observation is 2.3. Or less, more preferably 2.2 or less, and even more preferably 2.1 or less.
- D 90 / D 10 is such a range, it becomes sharper particle size distribution, density of compacts and calcium carbonate sintered body can be further increased.
- the calcium carbonate used in the present invention can be produced, for example, by a carbon dioxide compounding method in which carbon dioxide gas is blown into and reacted with lime milk that is generally well known.
- particles having an average particle diameter (D 50 ) exceeding 0.1 ⁇ m can be produced according to the production method of Japanese Patent No. 099926.
- the BET specific surface area of calcium carbonate used in the present invention is preferably 5 to 25 m 2 / g, more preferably 7 to 20 m 2 / g, and still more preferably 8 to 15 m 2 / g.
- the BET specific surface area is preferably 5 to 25 m 2 / g, more preferably 7 to 20 m 2 / g, and still more preferably 8 to 15 m 2 / g.
- the purity of calcium carbonate used in the present invention is preferably 99.0% by mass or more, more preferably 99.5% by mass or more, and further preferably 99.7% by mass or more.
- the sintering aid used in the present invention is a mixture of calcium carbonate and potassium fluoride, lithium fluoride and sodium fluoride, and has a melting point of 600 ° C. or less.
- the above-mentioned sintering aid has a melting point of preferably 550 ° C. or less, and more preferably in the range of 400 to 500 ° C. By setting it as such a range, it can bake at lower temperature and can manufacture the calcium carbonate sintered compact of a higher density.
- the actual melting point becomes lower than the above temperature, so that it functions sufficiently as a sintering aid.
- the melting point of the sintering aid can be determined by differential thermal analysis (DTA).
- the sintering aid is preferably a mixture having a composition range of 10 to 60 mol% potassium fluoride, 30 to 60 mol% lithium fluoride, and 0 to 30 mol% sodium fluoride. By setting it as such a range, it can bake at lower temperature and can manufacture the calcium carbonate sintered compact of a higher density.
- the mixture is prepared by mixing the sintering aid with calcium carbonate so that the content of the sintering aid is 0.1 to 3.0% by mass.
- the content of the sintering aid is preferably 0.2 to 2.5% by mass, more preferably 0.3 to 2.0% by mass. If the content ratio of the sintering aid in the mixture is too small, the calcium carbonate may not be sufficiently sintered. If the content of the sintering aid is too large, the density of the calcium carbonate sintered body may not be increased.
- the mixture is compression molded to produce a molded body.
- the compression molding is preferably uniaxial molding.
- a calcium carbonate sintered body having a high density can be produced using a molded body obtained by uniaxial molding.
- the present invention is not limited to uniaxial molding, and a molded body may be produced by other known molding methods such as isostatic pressing, doctor blade molding, or casting.
- the relative density of the molded body is preferably 50% or more, more preferably 55% or more, and further preferably 58% or more.
- the relative density of the compact is a value obtained by dividing the bulk density of the compact by the theoretical density of calcium carbonate (2.711 g / cm 3 ).
- the bulk density of the molded body can be measured by the Archimedes method described later.
- the relative density of the molded body is preferably obtained by uniaxial press molding at a molding pressure of 196.1 Mpa (2000 kgf / cm 2 ). By setting the relative density within the above range, a calcium carbonate sintered body having a higher density can be obtained.
- a calcium carbonate sintered compact is manufactured by sintering said molded object.
- the atmosphere during sintering is preferably in the air.
- the present invention is not limited to this, and it may be sintered in a carbon dioxide atmosphere or an inert gas atmosphere such as nitrogen gas as in the prior art. According to the present invention, a calcium carbonate sintered body having a high density can be produced even when sintered in air.
- the firing temperature is preferably in the range of 380 to 600 ° C, more preferably in the range of 390 to 580 ° C, and still more preferably in the range of 400 to 560 ° C.
- the relative density of the calcium carbonate sintered body is preferably 95% or more, more preferably 96% or more, more preferably 97% or more, further preferably 98% or more, 99 % Or more is particularly preferable.
- the particle size distribution was measured by the laser diffraction type particle size distribution measuring method.
- the specific measuring method was performed as follows. After using a laser diffraction particle size distribution analyzer SARDA-2000J manufactured by Shimadzu Corporation as a measuring device, 1 g of a sample was added to 100 mL of 0.2% sodium hexametaphosphate solution, and then the sample reached a specified absorbance. The measurement was performed by irradiating ultrasonic waves for 1 minute. From the measured particle size distribution, the 90% particle size (D 90 ) was determined and shown in Tables 1 and 2.
- ⁇ Sintering aid> a fluoride-based sintering aid was used.
- a mixture of potassium fluoride, lithium fluoride, and sodium fluoride was used as a fluoride-based sintering aid.
- the melting point (eutectic temperature) of the mixture is 463 ° C.
- a carbonate-based sintering aid was used.
- As the carbonate-based sintering aid a mixture of potassium carbonate and lithium carbonate was used.
- the melting point (eutectic temperature) of the mixture is 488 ° C.
- sintering aid and calcium carbonate were mixed so that the content of the sintering aid was the amount shown in Tables 1 and 2.
- This mixture was put into a polyethylene bottle containing an appropriate amount of zirconia balls, and dry-mixed overnight to obtain a raw material powder.
- This raw material powder was put into a cylindrical mold and uniaxial press-molded using a press. After preliminary press molding 1 minute at a molding pressure of 98Mpa (1000kgf / cm 2), and 1 minute press molding at a molding pressure of 196.1Mpa (2000kgf / cm 2).
- the bulk density ⁇ b [g / cm 3 ] of the molded body and the sintered body is obtained by the Archimedes method, the obtained bulk density is divided by the theoretical density of calcium carbonate (2.711 g / cm 3 ), and the relative density is obtained. It was.
- the bulk density of the molded body and the sintered body was determined as follows. First, the dry weight W 1 of the sample of the molded body or the sintered body was measured, after the sample was allowed to stand for about 10 minutes in paraffin was hot water, cooled to a room temperature extraction. The weight W 2 of the sample containing the paraffin after cooled was measured. Thereafter, the underwater weight W 3 of the sample was measured, and the bulk density ⁇ b of the sample was obtained from the following formula.
- Tables 1 and 2 show the bulk density and relative density of the molded body and the sintered body.
- Examples 1 to 3 a fluoride-based sintering aid is used, and in Comparative Examples 1 to 4, a carbonate-based sintering aid is used.
- Examples 1 to 3 using a fluoride-based sintering aid are higher in density than those of Comparative Examples 1, 3, and 4 using a carbonate-based sintering aid. A ligation is obtained.
- Example 1 and Comparative Example 2 when a calcium carbonate sintered body having the same density is produced, it can be fired at a low temperature by using a fluoride-based sintering aid. Recognize.
- the average particle size (D 50 ) in the particle size distribution measured by transmission electron microscope observation is in the range of 0.05 to 0.30 ⁇ m, and Calcium carbonate having a 90% particle size (D 90 ) of 3 ⁇ m or less in the particle size distribution measured by a laser diffraction particle size distribution measurement method is used.
- D 50 the average particle size in the particle size distribution measured by transmission electron microscope observation
- D 90 Calcium carbonate having a 90% particle size (D 90 ) of 3 ⁇ m or less in the particle size distribution measured by a laser diffraction particle size distribution measurement method
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Geology (AREA)
- Environmental Sciences (AREA)
- Marine Sciences & Fisheries (AREA)
- Biodiversity & Conservation Biology (AREA)
- Animal Husbandry (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Zoology (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Farming Of Fish And Shellfish (AREA)
Abstract
より低温で焼結することができ、かつより密度の高い炭酸カルシウム焼結体を製造することができる炭酸カルシウム焼結体の製造方法を提供する。 炭酸カルシウムと、フッ化カリウム、フッ化リチウム及びフッ化ナトリウムの混合物であって融点が600℃以下である焼結助剤とを準備する工程と、焼結助剤が0.1~3.0質量%となるように混合した炭酸カルシウムと焼結助剤の混合物を圧縮成形して成形体を作製する工程と、成形体を焼結することにより、炭酸カルシウム焼結体を製造する工程とを備えることを特徴としている。
Description
本発明は、炭酸カルシウム焼結体の製造方法に関するものである。
炭酸カルシウム焼結体は、人工真珠の成長核などへの応用が期待されており、その製造方法について種々研究されている。従来の炭酸カルシウム焼結体の製造方法では、一般に、炭酸カルシウムと焼結助剤の混合物を静水圧プレスにより成形体とし、この成形体を炭酸ガス雰囲気中で焼結することにより製造されている(特許文献1及び非特許文献1)。
従来の技術においては、焼結助剤として、一般にリチウム、ナトリウム及びカリウムの内の少なくとも2種の炭酸塩が用いられている。特許文献1及び非特許文献1では、炭酸リチウム、炭酸ナトリウム及び炭酸カリウムの混合物が、焼結助剤として用いられている。
都祭聡子ら"炭酸カルシウムの焼結における出発物質の影響"無機マテリアル学会学術講演会講演要旨集 Vol.105th P.46-47 (2002.11.14)
炭酸カルシウム焼結体の製造においては、より低温で焼結することができ、かつより密度の高い炭酸カルシウム焼結体を製造できる方法が望まれている。
本発明の目的は、より低温で焼結することができ、かつより密度の高い炭酸カルシウム焼結体を製造することができる炭酸カルシウム焼結体の製造方法を提供することにある。
本発明の炭酸カルシウム焼結体の製造方法は、炭酸カルシウムと、フッ化カリウム、フッ化リチウム及びフッ化ナトリウムの混合物であって融点が600℃以下である焼結助剤とを準備する工程と、焼結助剤が0.1~3.0質量%となるように混合した炭酸カルシウムと焼結助剤の混合物を圧縮成形して成形体を作製する工程と、成形体を焼結することにより、炭酸カルシウム焼結体を製造する工程とを備えることを特徴としている。
本発明においては、成形体を380~600℃で焼結することが好ましい。
本発明においては、圧縮成形が、一軸成形であることが好ましい。
本発明においては、成形体を空気中で焼結することが好ましい。
本発明においては、炭酸カルシウムが、純度99質量%以上であることが好ましい。
本発明において、炭酸カルシウムは、透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)が0.05~0.30μmの範囲内であり、レーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が3μm以下であり、BET比表面積が5~25m2/gであることが好ましい。
本発明においては、炭酸カルシウム焼結体の相対密度が95%以上であることが好ましい。
本発明によれば、より低温で焼結することができ、かつより密度の高い炭酸カルシウム焼結体を製造することができる。
以下、好ましい実施形態について説明する。但し、以下の実施形態は単なる例示であり、本発明は以下の実施形態に限定されるものではない。
(炭酸カルシウム)
本発明において用いる炭酸カルシウムは、炭酸カルシウム焼結体の製造に用いることができるものであれば特に限定されない。密度の高い成形体を作製することができるという観点からは、透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)が0.05~0.30μmの範囲内であり、レーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が3μm以下であり、BET比表面積が5~25m2/gである炭酸カルシウムが好ましい。
本発明において用いる炭酸カルシウムは、炭酸カルシウム焼結体の製造に用いることができるものであれば特に限定されない。密度の高い成形体を作製することができるという観点からは、透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)が0.05~0.30μmの範囲内であり、レーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が3μm以下であり、BET比表面積が5~25m2/gである炭酸カルシウムが好ましい。
透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)は、0.05~0.30μmの範囲内であることが好ましく、より好ましくは0.08~0.25μmの範囲内であり、さらに好ましくは0.10~0.20μmの範囲内である。平均粒子径(D50)をこのような範囲内にすることにより、密度の高い成形体を作製することができ、密度の高い炭酸カルシウム焼結体を製造することができる。透過型電子顕微鏡観察による粒子径分布は、測定対象である炭酸カルシウムを透過型電子顕微鏡観察で1000個以上測定することにより求めることができる。
レーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が3μm以下であることが好ましく、より好ましくは2.5μm以下であり、さらに好ましくは2.0μm以下である。レーザー回折式粒度分布測定法で粒子径分布を求めることにより、炭酸カルシウムの凝集体の粒子径分布を求めることができる。透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)が上記範囲内であり、レーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が上記範囲である炭酸カルシウムは、粒子径分布がシャープであり、成形時の粉体のパッキング性に優れているので、高い密度の成形体を作製することができ、その結果密度の高い炭酸カルシウム焼結体を製造することができる。
また、本発明においては、透過型電子顕微鏡観察により測定した粒子径分布における10%粒子径(D10)に対する90%粒子径(D90)の比(D90/D10)が、2.3以下であることが好ましく、2.2以下であることがより好ましく、2.1以下であることがさらに好ましい。D90/D10がこのような範囲となることにより、粒子径分布がさらにシャープとなり、成形体及び炭酸カルシウム焼結体の密度をさらに高めることができる。
本発明において用いる炭酸カルシウムは、例えば、一般的に良く知られた石灰乳に炭酸ガスを吹き込んで反応させる炭酸ガス化合法により製造することができる。特に平均粒子径(D50)が0.1μmを超える粒子については特許第0995926号の製造方法に従い製造することができる。
本発明において用いる炭酸カルシウムのBET比表面積は、5~25m2/gであることが好ましく、7~20m2/gであることがより好ましく、8~15m2/gであることがさらに好ましい。BET比表面積を上記の範囲内にすることにより、炭酸カルシウムの焼結性を高めることができる。このため、密度の高い炭酸カルシウム焼結体を製造することができる。
本発明において用いる炭酸カルシウムの純度は、99.0質量%以上であることが好ましく、99.5質量%以上であることがより好ましく、99.7質量%以上であることがさらに好ましい。
(焼結助剤)
本発明において用いる焼結助剤は、炭酸カルシウムと、フッ化カリウム、フッ化リチウム及びフッ化ナトリウムの混合物であって融点が600℃以下である焼結助剤が用いられる。上記の結焼結助剤の融点は、550℃以下であることが好ましく、400~500℃の範囲内であることがさらに好ましい。このような範囲とすることにより、より低い温度で焼成し、より高い密度の炭酸カルシウム焼結体を製造することができる。焼結の際には、炭酸カルシウムに添加して使用することから、実際の融点は上記の温度よりさらに低くなるため焼結助剤として十分に機能する。焼結助剤の融点は、示差熱分析(DTA)により求めることができる。
本発明において用いる焼結助剤は、炭酸カルシウムと、フッ化カリウム、フッ化リチウム及びフッ化ナトリウムの混合物であって融点が600℃以下である焼結助剤が用いられる。上記の結焼結助剤の融点は、550℃以下であることが好ましく、400~500℃の範囲内であることがさらに好ましい。このような範囲とすることにより、より低い温度で焼成し、より高い密度の炭酸カルシウム焼結体を製造することができる。焼結の際には、炭酸カルシウムに添加して使用することから、実際の融点は上記の温度よりさらに低くなるため焼結助剤として十分に機能する。焼結助剤の融点は、示差熱分析(DTA)により求めることができる。
焼結助剤は、フッ化カリウム10~60モル%、フッ化リチウム30~60モル%、及びフッ化ナトリウム0~30モル%の組成範囲を有する混合物であることが好ましい。このような範囲とすることにより、より低い温度で焼成し、より高い密度の炭酸カルシウム焼結体を製造することができる。
(炭酸カルシウムと焼結助剤の混合物)
本発明においては、焼結助剤の含有割合が0.1~3.0質量%となるように、炭酸カルシウムに焼結助剤を混合して混合物を調製する。焼結助剤の含有割合は、好ましくは0.2~2.5質量%であり、さらに好ましくは0.3~2.0質量%である。混合物中における焼結助剤の含有割合が少なすぎると、炭酸カルシウムが十分に焼結しない場合がある。焼結助剤の含有割合が多すぎると、炭酸カルシウム焼結体の密度を高めることができない場合がある。
本発明においては、焼結助剤の含有割合が0.1~3.0質量%となるように、炭酸カルシウムに焼結助剤を混合して混合物を調製する。焼結助剤の含有割合は、好ましくは0.2~2.5質量%であり、さらに好ましくは0.3~2.0質量%である。混合物中における焼結助剤の含有割合が少なすぎると、炭酸カルシウムが十分に焼結しない場合がある。焼結助剤の含有割合が多すぎると、炭酸カルシウム焼結体の密度を高めることができない場合がある。
(成形体)
本発明においては、上記混合物を圧縮成形して成形体を作製する。圧縮成形は、一軸成形であることが好ましい。本発明によれば、一軸成形による成形体を用いて、高い密度を有する炭酸カルシウム焼結体を製造することができる。しかしながら、本発明においては、一軸成形に限定されるものではなく、静水圧プレス成形、あるいはドクターブレード成形、鋳込み成形など他に知られた成形方法により成形体を作製してもよい。
本発明においては、上記混合物を圧縮成形して成形体を作製する。圧縮成形は、一軸成形であることが好ましい。本発明によれば、一軸成形による成形体を用いて、高い密度を有する炭酸カルシウム焼結体を製造することができる。しかしながら、本発明においては、一軸成形に限定されるものではなく、静水圧プレス成形、あるいはドクターブレード成形、鋳込み成形など他に知られた成形方法により成形体を作製してもよい。
本発明において、成形体の相対密度は、50%以上であることが好ましく、55%以上であることがより好ましく、58%以上であることがさらに好ましい。成形体の相対密度は、成形体のかさ密度を、炭酸カルシウムの理論密度(2.711g/cm3)で割った値である。成形体のかさ密度は、後述するアルキメデス法により測定することができる。上記成形体の相対密度は、196.1Mpa(2000kgf/cm2)の成形圧で、一軸プレス成形したときに得られるものであることが好ましい。上記範囲の相対密度にすることにより、より高い密度の炭酸カルシウム焼結体を得ることができる。
(炭酸カルシウム焼結体の製造)
本発明においては、上記の成形体を焼結することにより、炭酸カルシウム焼結体を製造する。より簡易な工程で焼結するという観点からは、焼結の際の雰囲気は、空気中であることが好ましい。しかしながら、本発明はこれに限定されるものではなく、従来と同様に、炭酸ガス雰囲気中、あるいは窒素ガスなどの不活性ガス雰囲気中で焼結してもよい。本発明によれば、空気中で焼結させても、高い密度を有する炭酸カルシウム焼結体を製造することができる。
本発明においては、上記の成形体を焼結することにより、炭酸カルシウム焼結体を製造する。より簡易な工程で焼結するという観点からは、焼結の際の雰囲気は、空気中であることが好ましい。しかしながら、本発明はこれに限定されるものではなく、従来と同様に、炭酸ガス雰囲気中、あるいは窒素ガスなどの不活性ガス雰囲気中で焼結してもよい。本発明によれば、空気中で焼結させても、高い密度を有する炭酸カルシウム焼結体を製造することができる。
焼成温度が低すぎると、炭酸カルシウムが十分に焼結しない場合がある。焼成温度が高すぎると、炭酸カルシウムが分解し酸化カルシウムが生成しやすくなるため好ましくない。焼成温度は、380~600℃の範囲内であることが好ましく、より好ましくは390~580℃の範囲内であり、さらに好ましくは400~560℃の範囲内である。
炭酸カルシウム焼結体の相対密度は、95%以上であることが好ましく、96%以上であることがより好ましく、97%以上であることがより好ましく、98%以上であることがさらに好ましく、99%以上であることが特に好ましい。
以下、本発明に従う具体的な実施例を説明するが、本発明はこれらの実施例に限定されるものではない。
<炭酸カルシウムの製造>
表1及び表2に示す粒子径分布及びBET比表面積を有する炭酸カルシウムを製造した。平均粒子径(D50)が0.1μmを超える粒子については、特許第0995926号の製造方法に従い製造した。それ以外については、石灰乳に炭酸ガスを吹き込んで反応させる一般的な炭酸ガス化合法により製造した。なお、表1に示す実施例1~3及び比較例1~4では、同じ炭酸カルシウムを用いている。
表1及び表2に示す粒子径分布及びBET比表面積を有する炭酸カルシウムを製造した。平均粒子径(D50)が0.1μmを超える粒子については、特許第0995926号の製造方法に従い製造した。それ以外については、石灰乳に炭酸ガスを吹き込んで反応させる一般的な炭酸ガス化合法により製造した。なお、表1に示す実施例1~3及び比較例1~4では、同じ炭酸カルシウムを用いている。
<透過電子顕微鏡観察による粒子径の測定>
得られた炭酸カルシウムについて、透過型電子顕微鏡観察により粒子径分布を測定した。測定対象である炭酸カルシウム粒子について、1500個の粒子径を測定し、粒子径分布から平均粒子径(D50)並びにD90、D10を求めた。各炭酸カルシウムの平均粒子径(D50)並びにD90、D10、及びD90/D10の値を表1及び表2に示した。
得られた炭酸カルシウムについて、透過型電子顕微鏡観察により粒子径分布を測定した。測定対象である炭酸カルシウム粒子について、1500個の粒子径を測定し、粒子径分布から平均粒子径(D50)並びにD90、D10を求めた。各炭酸カルシウムの平均粒子径(D50)並びにD90、D10、及びD90/D10の値を表1及び表2に示した。
<レーザー回折式粒度分布測定法による粒子径の測定>
得られた炭酸カルシウムについて、レーザー回折式粒度分布測定法により粒子径分布を測定した。その具体的な測定方法は以下のように行なった。測定装置として(株)島津製作所製レーザー回折式粒度分布測定装置 SALDA-2000Jを用い、0.2%ヘキサメタリン酸ナトリウム溶液100mLに試料1gを加えた後サンプラに投入し、規定の吸光度に達した後、超音波を1分間照射し測定を行った。その測定した粒子径分布から、90%粒子径(D90)を求め、表1及び表2に示した。
得られた炭酸カルシウムについて、レーザー回折式粒度分布測定法により粒子径分布を測定した。その具体的な測定方法は以下のように行なった。測定装置として(株)島津製作所製レーザー回折式粒度分布測定装置 SALDA-2000Jを用い、0.2%ヘキサメタリン酸ナトリウム溶液100mLに試料1gを加えた後サンプラに投入し、規定の吸光度に達した後、超音波を1分間照射し測定を行った。その測定した粒子径分布から、90%粒子径(D90)を求め、表1及び表2に示した。
<BET比表面積の測定>
得られた炭酸カルシウムについて、BET比表面積を測定し、結果を表1及び表2に示した。
得られた炭酸カルシウムについて、BET比表面積を測定し、結果を表1及び表2に示した。
また、得られた炭酸カルシウムについて、純度を測定したところ、いずれの炭酸カルシウムも99.8%であった。
<焼結助剤>
各実施例では、フッ化物系焼結助剤を用いた。フッ化物系焼結助剤として、フッ化カリウムとフッ化リチウムとフッ化ナトリウムの混合物を用いた。混合割合は、モル比で、フッ化カリウム:フッ化リチウム:フッ化ナトリウム=40:49:11である。混合物の融点(共融温度)は、463℃である。
各実施例では、フッ化物系焼結助剤を用いた。フッ化物系焼結助剤として、フッ化カリウムとフッ化リチウムとフッ化ナトリウムの混合物を用いた。混合割合は、モル比で、フッ化カリウム:フッ化リチウム:フッ化ナトリウム=40:49:11である。混合物の融点(共融温度)は、463℃である。
各比較例では、炭酸塩系焼結助剤を用いた。炭酸塩系焼結助剤として、炭酸カリウムと炭酸リチウムの混合物を用いた。混合割合は、モル比で、炭酸カリウム:炭酸リチウム=38:62である。混合物の融点(共融温度)は、488℃である。
<成形体の作製>
焼結助剤の含有量が表1及び表2に示す量となるように、焼結助剤と炭酸カルシウムとを混合した。この混合物を適量のジルコニアボールが入ったポリエチレン瓶に入れ、一晩乾式混合を行い、原料粉末とした。この原料粉末を円筒状の金型内に入れ、プレス機を用いて一軸プレス成形した。98Mpa(1000kgf/cm2)の成形圧で1分間予備プレス成形した後、196.1Mpa(2000kgf/cm2)の成形圧で1分間プレス成形した。
焼結助剤の含有量が表1及び表2に示す量となるように、焼結助剤と炭酸カルシウムとを混合した。この混合物を適量のジルコニアボールが入ったポリエチレン瓶に入れ、一晩乾式混合を行い、原料粉末とした。この原料粉末を円筒状の金型内に入れ、プレス機を用いて一軸プレス成形した。98Mpa(1000kgf/cm2)の成形圧で1分間予備プレス成形した後、196.1Mpa(2000kgf/cm2)の成形圧で1分間プレス成形した。
<成形体の焼成>
得られた成形体を、空気中で表1及び表2に示す焼成温度で3時間焼成した。なお、焼成温度に達するまで毎分10℃で昇温させた。この焼成により、炭酸カルシウム焼結体を得た。
得られた成形体を、空気中で表1及び表2に示す焼成温度で3時間焼成した。なお、焼成温度に達するまで毎分10℃で昇温させた。この焼成により、炭酸カルシウム焼結体を得た。
<成形体及び焼結体の密度の測定>
アルキメデス法より成形体及び焼結体のかさ密度ρb[g/cm3]を求め、得られたかさ密度を炭酸カルシウムの理論密度(2.711g/cm3)で割り、その相対密度を求めた。成形体及び焼結体のかさ密度は、次のように求めた。先ず、成形体あるいは焼結体の試料の乾燥重量W1を測定し、湯煎したパラフィン中にその試料を10分程度静置した後、取り出して常温になるまで冷やした。冷めた後にパラフィンを含有した試料の重量W2を測定した。その後、その試料の水中重量W3を測定し、下記の式より試料のかさ密度ρbを求めた。
アルキメデス法より成形体及び焼結体のかさ密度ρb[g/cm3]を求め、得られたかさ密度を炭酸カルシウムの理論密度(2.711g/cm3)で割り、その相対密度を求めた。成形体及び焼結体のかさ密度は、次のように求めた。先ず、成形体あるいは焼結体の試料の乾燥重量W1を測定し、湯煎したパラフィン中にその試料を10分程度静置した後、取り出して常温になるまで冷やした。冷めた後にパラフィンを含有した試料の重量W2を測定した。その後、その試料の水中重量W3を測定し、下記の式より試料のかさ密度ρbを求めた。
かさ密度ρb[g/cm3]=W1ρW/(W2-W3)
ρW:水の密度[g/cm3]
W1:試料の乾燥重量[g]
W2:パラフィンを含有した試料の重量[g]
W3:試料の水中重量[g]
ρW:水の密度[g/cm3]
W1:試料の乾燥重量[g]
W2:パラフィンを含有した試料の重量[g]
W3:試料の水中重量[g]
成形体及び焼結体のかさ密度及び相対密度を表1及び表2に示した。
(焼結助剤による影響:実施例1~3及び比較例1~4)

実施例1~3においては、フッ化物系焼結助剤を用いており、比較例1~4においては、炭酸塩系焼結助剤を用いている。表1に示すように、フッ化物系焼結助剤を用いた実施例1~3は、炭酸塩系焼結助剤を用いた比較例1、3及び4に比べ、高い密度の炭酸カルシウム焼結体が得られている。また、実施例1と比較例2の比較から明らかなように、同程度の密度の炭酸カルシウム焼結体を製造する場合、フッ化物系焼結助剤を用いることにより、低い温度で焼成できることがわかる。
(炭酸カルシウムの粒子径分布による影響:実施例2及び4~8)
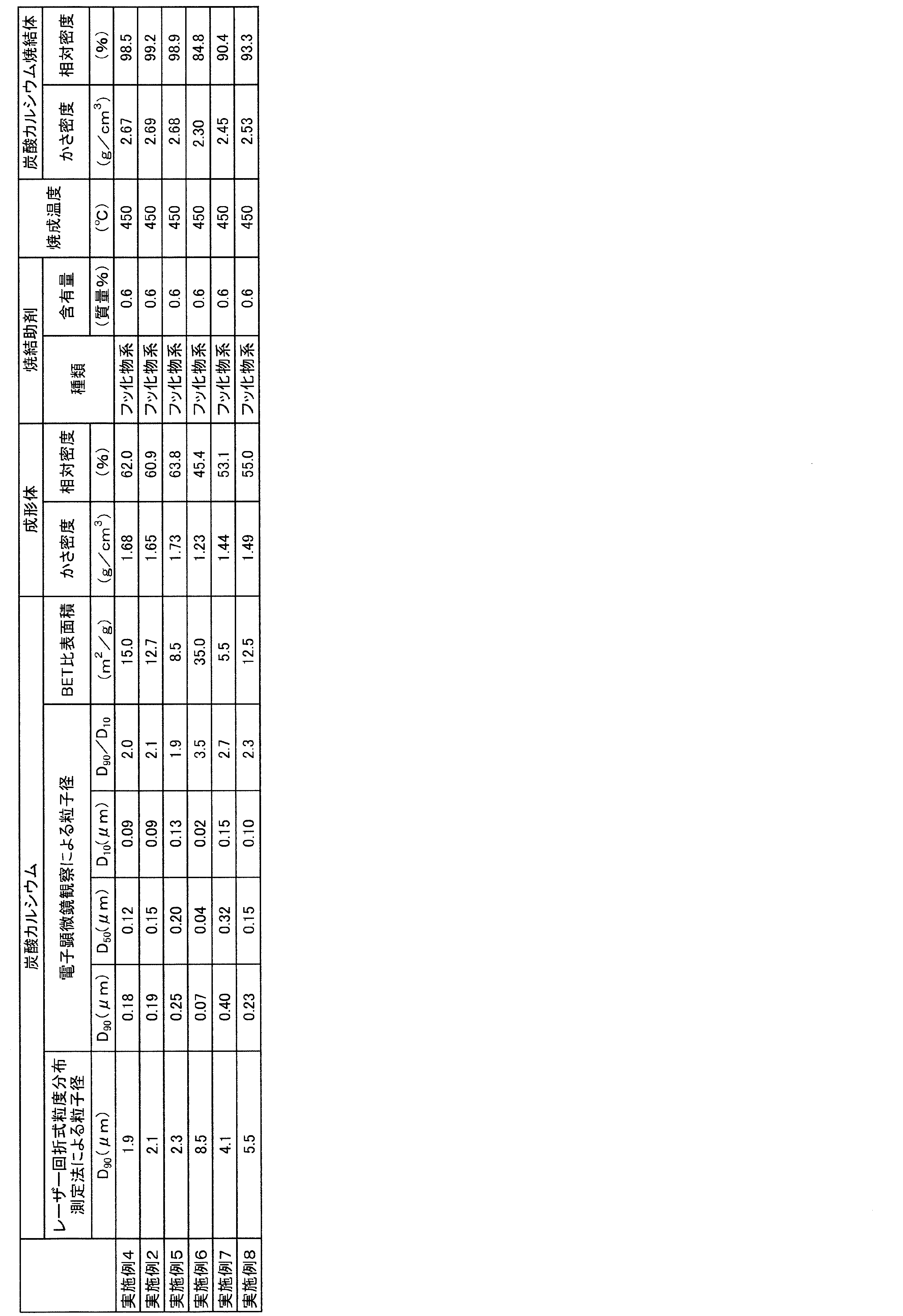
表2に示すように、実施例2、4及び5では、透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)が0.05~0.30μmの範囲内であり、かつレーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が3μm以下である炭酸カルシウムを用いている。これにより、静水圧プレス成形を用いずとも、高い密度の成形体及び高い密度の炭酸カルシウム焼結体が得られている。
Claims (7)
- 炭酸カルシウムと、フッ化カリウム、フッ化リチウム及びフッ化ナトリウムの混合物であって融点が600℃以下である焼結助剤とを準備する工程と、
前記焼結助剤が0.1~3.0質量%となるように混合した前記炭酸カルシウムと前記焼結助剤の混合物を圧縮成形して成形体を作製する工程と、
前記成形体を焼結することにより、炭酸カルシウム焼結体を製造する工程とを備える、炭酸カルシウム焼結体の製造方法。 - 前記成形体を380~600℃で焼結する、請求項1に記載の炭酸カルシウム焼結体の製造方法。
- 前記圧縮成形が、一軸成形である、請求項1または2に記載の炭酸カルシウム焼結体の製造方法。
- 前記成形体を空気中で焼結する、請求項1~3のいずれか一項に記載の炭酸カルシウム焼結体の製造方法。
- 前記炭酸カルシウムが、純度99質量%以上である、請求項1~4のいずれか一項に記載の炭酸カルシウム焼結体の製造方法。
- 前記炭酸カルシウムが、透過型電子顕微鏡観察により測定した粒子径分布における平均粒子径(D50)が0.05~0.30μmの範囲内であり、レーザー回折式粒度分布測定法により測定した粒子径分布における90%粒子径(D90)が3μm以下であり、BET比表面積が5~25m2/gである、請求項1~5のいずれか一項に記載の炭酸カルシウム焼結体の製造方法。
- 前記炭酸カルシウム焼結体の相対密度が95%以上である、請求項1~6のいずれか一項に記載の炭酸カルシウム焼結体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/305,563 US20200331770A1 (en) | 2016-05-31 | 2017-05-30 | Method for producing calcium carbonate sintered compact |
| EP17806650.2A EP3466902A4 (en) | 2016-05-31 | 2017-05-30 | METHOD FOR PRODUCING A CALCIUM CARBONATE SINTER BODY |
| KR1020187034987A KR20190011741A (ko) | 2016-05-31 | 2017-05-30 | 탄산칼슘 소결체의 제조 방법 |
| CN201780033391.9A CN109195929A (zh) | 2016-05-31 | 2017-05-30 | 碳酸钙烧结体的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-108635 | 2016-05-31 | ||
| JP2016108635A JP6618853B2 (ja) | 2016-05-31 | 2016-05-31 | 炭酸カルシウム焼結体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017209096A1 true WO2017209096A1 (ja) | 2017-12-07 |
Family
ID=60478567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/020011 WO2017209096A1 (ja) | 2016-05-31 | 2017-05-30 | 炭酸カルシウム焼結体の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200331770A1 (ja) |
| EP (1) | EP3466902A4 (ja) |
| JP (1) | JP6618853B2 (ja) |
| KR (1) | KR20190011741A (ja) |
| CN (1) | CN109195929A (ja) |
| WO (1) | WO2017209096A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020152600A (ja) * | 2019-03-19 | 2020-09-24 | 株式会社白石中央研究所 | 炭酸カルシウム焼結体及びその製造方法並びに骨補填材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018155680A1 (ja) * | 2017-02-27 | 2018-08-30 | 株式会社白石中央研究所 | 高純度炭酸カルシウム焼結体及びその製造方法、並びに高純度炭酸カルシウム多孔質焼結体及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS627664A (ja) * | 1985-07-05 | 1987-01-14 | 品川白煉瓦株式会社 | 石灰質耐火物 |
| JPH0687649A (ja) * | 1992-01-17 | 1994-03-29 | Toshiba Tungaloy Co Ltd | 板状晶アルミナ含有焼結体及びその製造方法 |
| JPH07242415A (ja) * | 1994-03-02 | 1995-09-19 | Inax Corp | 炭酸カルシウムの常圧焼結法 |
| JPH10226566A (ja) * | 1997-02-13 | 1998-08-25 | Shin Etsu Chem Co Ltd | 炭酸カルシウム焼結物及びその製造方法 |
| JP2007063085A (ja) * | 2005-09-01 | 2007-03-15 | Shoji Seike | 炭酸カルシウム組成物 |
| JP2007254240A (ja) * | 2006-03-24 | 2007-10-04 | Yoshizawa Lime Industry | 高密度炭酸カルシウム焼結体の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL194793C (nl) * | 1994-03-02 | 2003-03-04 | Inax Corp | Werkwijze ter vervaardiging van gesinterde calciumcarbonaatproducten. |
| JPH1175609A (ja) * | 1997-09-05 | 1999-03-23 | Ngk Spark Plug Co Ltd | 養殖真珠用人工核及びその製造方法 |
| CN101475864B (zh) * | 2009-01-19 | 2012-12-19 | 赵楠 | 无氯化钠环保型水泥专用节煤助燃剂 |
| WO2013155638A2 (en) * | 2012-04-18 | 2013-10-24 | Eth Zurich | Reference materials |
| CN103172353A (zh) * | 2013-04-01 | 2013-06-26 | 江苏锡阳研磨科技有限公司 | 一种低温烧结微晶氧化铝增韧陶瓷研磨球的方法 |
-
2016
- 2016-05-31 JP JP2016108635A patent/JP6618853B2/ja active Active
-
2017
- 2017-05-30 KR KR1020187034987A patent/KR20190011741A/ko active Search and Examination
- 2017-05-30 US US16/305,563 patent/US20200331770A1/en not_active Abandoned
- 2017-05-30 CN CN201780033391.9A patent/CN109195929A/zh active Pending
- 2017-05-30 WO PCT/JP2017/020011 patent/WO2017209096A1/ja unknown
- 2017-05-30 EP EP17806650.2A patent/EP3466902A4/en not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS627664A (ja) * | 1985-07-05 | 1987-01-14 | 品川白煉瓦株式会社 | 石灰質耐火物 |
| JPH0687649A (ja) * | 1992-01-17 | 1994-03-29 | Toshiba Tungaloy Co Ltd | 板状晶アルミナ含有焼結体及びその製造方法 |
| JPH07242415A (ja) * | 1994-03-02 | 1995-09-19 | Inax Corp | 炭酸カルシウムの常圧焼結法 |
| JPH10226566A (ja) * | 1997-02-13 | 1998-08-25 | Shin Etsu Chem Co Ltd | 炭酸カルシウム焼結物及びその製造方法 |
| JP2007063085A (ja) * | 2005-09-01 | 2007-03-15 | Shoji Seike | 炭酸カルシウム組成物 |
| JP2007254240A (ja) * | 2006-03-24 | 2007-10-04 | Yoshizawa Lime Industry | 高密度炭酸カルシウム焼結体の製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| BENES, O. ET AL.: "Thermodynamic properties and phase diagrams of fluoride salts for nuclear applications", JOURNAL OF FLUORINE CHEMISTRY, vol. 130, no. 1, 2009, pages 22 - 29, XP025781555, ISSN: 0022-1139 * |
| See also references of EP3466902A4 * |
| YUTAKA HASHIZUKA: "Sintering of Calcium Carbonate", KAGAWA PREFECTURAL INDUSTRIAL TECHNOLOGY CENTER KENKYU HOKOKU, vol. 5, May 1998 (1998-05-01), pages 1 - 4, XP009517182 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020152600A (ja) * | 2019-03-19 | 2020-09-24 | 株式会社白石中央研究所 | 炭酸カルシウム焼結体及びその製造方法並びに骨補填材 |
| US20220153604A1 (en) * | 2019-03-19 | 2022-05-19 | Shiraishi Central Laboratories Co., Ltd. | Calcium carbonate sintered body and method for producing same, and bone grafting material |
| EP3943467A4 (en) * | 2019-03-19 | 2022-12-14 | Shiraishi Central Laboratories Co. Ltd. | CALCIUM CARBONATE SINTERED BODY AND METHOD FOR PRODUCING IT, AND BONE GRAFT MATERIAL |
| JP7330484B2 (ja) | 2019-03-19 | 2023-08-22 | 株式会社白石中央研究所 | 炭酸カルシウム焼結体及び骨補填材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200331770A1 (en) | 2020-10-22 |
| EP3466902A4 (en) | 2020-01-08 |
| EP3466902A1 (en) | 2019-04-10 |
| JP6618853B2 (ja) | 2019-12-11 |
| KR20190011741A (ko) | 2019-02-07 |
| CN109195929A (zh) | 2019-01-11 |
| JP2017214238A (ja) | 2017-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Tampieri et al. | Sintering and characterization of HA and TCP bioceramics with control of their strength and phase purity | |
| CN101218188B (zh) | 氧化钇烧结体和耐腐蚀性部件、其制造方法 | |
| JP7048055B2 (ja) | 高純度炭酸カルシウム焼結体及びその製造方法、並びに高純度炭酸カルシウム多孔質焼結体及びその製造方法 | |
| WO2018155681A1 (ja) | 炭酸カルシウム多孔質焼結体の製造方法 | |
| JP7317737B2 (ja) | 六方晶窒化ホウ素粉末、及び焼結体原料組成物 | |
| JP6618853B2 (ja) | 炭酸カルシウム焼結体の製造方法 | |
| JP6442436B2 (ja) | 炭酸カルシウム焼結体の製造方法及び炭酸カルシウム焼結体製造用炭酸カルシウム | |
| JP7356364B2 (ja) | 六方晶窒化ホウ素粉末、及び六方晶窒化ホウ素粉末の製造方法 | |
| US20220153604A1 (en) | Calcium carbonate sintered body and method for producing same, and bone grafting material | |
| WO2021100617A1 (ja) | 六方晶窒化ホウ素粉末 | |
| JP3882070B2 (ja) | ジルコン酸カルシウム/スピネル系複合多孔体及びその製造方法 | |
| WO2023013551A1 (ja) | 焼結体原料炭酸カルシウム、炭酸カルシウム多孔質焼結体、炭酸カルシウム緻密質焼結体ならびにそれらの製造方法 | |
| JP7349921B2 (ja) | 六方晶窒化ホウ素焼結体 | |
| KR20140137175A (ko) | Zr2WP2O12 세라믹스의 제조방법 | |
| JP4279077B2 (ja) | 焼結体の製造方法および焼結体 | |
| JP5565724B2 (ja) | カプセルフリー熱間静水圧プレスによるAl2O3/Mo2Nコンポジットの製造方法 | |
| JPH0515666B2 (ja) | ||
| RU2569662C1 (ru) | Шихта для изготовления огнеупорного материала на основе диоксида гафния | |
| JP4452810B2 (ja) | 透明マグネシア焼結体の製造法 | |
| TW202144283A (zh) | 氮化矽粉末、以及氮化矽燒結體之製造方法 | |
| WO2019035361A1 (ja) | アパタイト体及びその製造方法 | |
| KR20170067235A (ko) | 고열전도율을 갖는 반응소결 질화규소의 제조 방법 | |
| JP2019189464A (ja) | 三酸化二チタン質セラミックスバルク体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17806650 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187034987 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017806650 Country of ref document: EP Effective date: 20190102 |