WO2017209062A1 - 積層生地、及びその製造方法 - Google Patents
積層生地、及びその製造方法 Download PDFInfo
- Publication number
- WO2017209062A1 WO2017209062A1 PCT/JP2017/019948 JP2017019948W WO2017209062A1 WO 2017209062 A1 WO2017209062 A1 WO 2017209062A1 JP 2017019948 W JP2017019948 W JP 2017019948W WO 2017209062 A1 WO2017209062 A1 WO 2017209062A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- woven
- knitted fabric
- fabric
- yarn
- moisture
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/564—Polyureas, polyurethanes or other polymers having ureide or urethane links; Precondensation products forming them
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
Definitions
- the present invention relates to a laminated fabric laminated fabric which is excellent in water repellency and moisture permeable waterproof property, has high tearing strength, and further suppresses delamination between a woven or knitted fabric and a moisture permeable waterproof layer, and a method for producing the same.
- Patent Document 1 and Patent Document 2 describe a technique for imparting high water repellency to a woven or knitted fabric by devising a water repellent.
- Patent Document 3 and Patent Document 4 a technique is proposed in which a fine concavo-convex structure is provided on the surface of a woven or knitted fabric, thereby producing a lotus effect that supports water droplets with dots and improving water repellency.
- JP 2007-231442 A Japanese Patent No. 2002-201443 Japanese Patent Publication No. 5-83666 Japanese Patent Publication No. 4-5786
- the water-repellent woven or knitted fabric obtained by adopting the techniques disclosed in Patent Documents 1 to 4 has insufficient waterproofness (water resistance).
- water resistance water resistance
- guerrilla heavy rain concentration
- the penetration of rainwater into the body cannot be sufficiently suppressed. Therefore, for the purpose of suppressing the penetration of rainwater or the like, it is conceivable to provide a moisture permeable waterproof layer formed of a resin on the water repellent woven or knitted fabric by coating or the like.
- the moisture permeability is inferior, and the humidity in the garment becomes excessively high, so comfort cannot be ensured.
- the moisture permeable waterproof layer when a moisture permeable waterproof layer is provided on the woven or knitted fabric, there is also a problem that the moisture permeable waterproof layer and the woven or knitted fabric are easily peeled off.
- the water-repellent woven or knitted fabric is required to have high tear strength as a basic physical property and excellent strength, and to have high tear strength in addition to water repellency, moisture permeability and waterproofness, and suppression of delamination. It becomes important for practical use.
- the present invention eliminates these disadvantages of the prior art, and is a laminated fabric having a woven or knitted fabric and a moisture permeable waterproof layer, which is excellent in water repellency and moisture permeable waterproof properties, has high tear strength, and
- the main object is to provide a laminated fabric in which delamination between the woven or knitted fabric and the moisture-permeable waterproof layer is suppressed.
- the present inventors have devised the structure of the woven or knitted fabric in a laminated fabric having a woven or knitted fabric and a moisture permeable waterproof layer, thereby providing a high tear strength with excellent water repellency and moisture permeable waterproof properties. It has been found that a laminated fabric in which delamination between the woven or knitted fabric and the moisture-permeable waterproof layer is suppressed can be obtained. Specifically, a woven or knitted fabric formed of a mixed fiber entangled yarn having the following characteristics (i) to (iv) and having a cover factor of 1800 to 2800 is adopted, and one surface of the woven or knitted fabric is moisture-permeable and waterproof.
- the mass ratio (A / B) between the polyester fiber A and the polyester fiber B is in the range of 20/80 to 80/20.
- Projections by the polyester fibers A are formed on the surface portion.
- a laminated fabric having a moisture permeable waterproof layer on one side of a woven or knitted fabric The woven or knitted fabric includes a mixed fiber entangled yarn composed of a polyester fiber A having a single yarn fineness of 0.2 to 0.9 dtex and a polyester fiber B having a single yarn fineness of 1.0 to 5.0 dtex,
- the mixed fiber entangled yarn as a whole has a false twist crimp, and the mass ratio (A / B) between the polyester fiber A and the polyester fiber B is in the range of 20/80 to 80/20,
- the cover factor of the woven or knitted fabric is 1800-2800
- a laminated fabric in which a water repellent is attached to a surface opposite to the moisture-permeable
- the woven or knitted fabric includes a mixed fiber entangled yarn composed of a polyester fiber A having a single yarn fineness of 0.2 to 0.9 dtex and a polyester fiber B having a single yarn fineness of 1.0 to 5.0 dtex,
- the mixed fiber entangled yarn as a whole has a false twist crimp, and the mass ratio (A / B) between the polyester fiber A and the polyester fiber B is in the range of 20/80 to 80/20,
- the cover factor of the woven or knitted fabric is 1800-2800, In the woven or knitted fabric, a water repellent is attached to the surface opposite to the surface on which the resin constituting the moisture per
- a method for producing a laminated fabric (12) A method for producing a laminated fabric according to any one of (1) to (10), Forming an adhesive layer on the woven or knitted fabric or moisture-permeable waterproof layer; Bonding the woven and knitted fabric and the moisture permeable waterproof layer via the adhesive layer, and
- the woven or knitted fabric includes a mixed fiber entangled yarn composed of a polyester fiber A having a single yarn fineness of 0.2 to 0.9 dtex and a polyester fiber B having a single yarn fineness of 1.0 to 5.0 dtex,
- the mixed fiber entangled yarn as a whole has a false twist crimp, and the mass ratio (A / B) between the polyester fiber A and the polyester fiber B is in the range of 20/80 to 80/20, In the surface portion of the mixed fiber entangled yarn, a protrusion by the polyester fiber A is formed,
- the cover factor of the woven or knitted fabric is 1800-2800, In the woven or knitted fabric, a water repellent is attached to the
- a woven or knitted fabric using a mixed fiber entangled yarn having a specific protruding portion (loop by loop, slack), it has high tear strength as well as excellent water repellency and moisture permeability and waterproofness. And the laminated fabric by which delamination of a woven / knitted fabric and a moisture-permeable waterproof layer is suppressed can be provided.
- the laminated fabric of the present invention is characterized in that it has a moisture permeable waterproof layer on one side of a woven or knitted fabric having a specific configuration, and a water repellent is attached to the surface of the other side of the woven or knitted fabric.
- a moisture permeable waterproof layer on one side of a woven or knitted fabric having a specific configuration
- a water repellent is attached to the surface of the other side of the woven or knitted fabric.
- the woven or knitted fabric used in the laminated fabric of the present invention is made of a specific mixed fiber entangled yarn, and exhibits water repellency due to fine protrusions on the surface.
- the mixed fiber entangled yarn is composed of polyester fiber A having a single yarn fineness of 0.2 to 0.9 dtex and polyester fiber B having a single yarn fineness of 1.0 to 5.0 dtex.
- the polyester fiber A and the polyester fiber B are sufficiently entangled, and this entanglement causes the surface portion of the mixed fiber entangled yarn to Protruding portions due to relatively thin polyester fibers A are easily formed.
- the protruding portion by the polyester fiber A refers to a portion where the polyester fiber A protrudes to the outside due to a loop or slack of the polyester fiber A in the surface portion of the mixed fiber entangled yarn.
- the surface structure of the mixed fiber entangled yarn will be described. Since the fine protrusions on the surface portion of the mixed fiber entangled yarn are formed by relatively thin polyester fibers A, when water drops are placed on the protruding parts, the water drops are inside the mixed fiber entangled yarn. Difficult to migrate. Therefore, on the surface of the woven or knitted fabric, a so-called lotus effect is produced at the protruding portion, and excellent water repellency can be exhibited. Further, as will be described later, the surface portion of the mixed fiber entangled yarn, which is a mixture of two types of polyester fibers A and polyester fibers B having a specific single yarn fineness at a specific mass ratio, has a relatively thin polyester.
- a portion where the fibers A are gently entangled is formed. And the part in which this fine fiber was entangled forms the layer (air holding layer) which is easy to hold
- the protruding portion protrudes from this portion where the polyester fibers A are intertwined. That is, since the air retaining layer formed by gently entwining the thin polyester fiber A is formed inside the protruding portion of the polyester fiber A (on the side of the mixed fiber entangled yarn), It is difficult for moisture to move inside. In the mixed fiber entangled yarn, the polyester fiber A and the polyester fiber B are intertwined inside the air retaining layer.
- the single yarn fineness of the polyester fiber A is preferably about 0.2 to 0.7 dtex, more preferably 0.2 to 0.00. It is set to about 5.
- the single yarn fineness of the polyester fiber A is less than 0.2 dtex, the fiber is too thin and the opening effect is poor, the entanglement effect with the polyester fiber B is reduced, and entanglement failure is likely to occur.
- the single yarn fineness of the polyester fiber A exceeds 0.9 dtex, the fiber becomes stiff and the fiber mixing with the polyester fiber B becomes insufficient, so that entanglement failure tends to occur.
- the polyester fiber A becomes thicker, the contact area between the woven and knitted fabric and the water droplets becomes larger, and furthermore, the fibers become stiff, so that it becomes difficult to form the air retaining layer as described above, and as a result, the desired water repellent performance is obtained. It becomes difficult to obtain.
- the single yarn fineness of the polyester fiber B is less than 1.0 dtex, it becomes difficult to hold the fine protrusions formed by the polyester fiber A on the surface portion of the mixed fiber entangled yarn, and an air holding layer is formed. It becomes difficult to be done.
- the single yarn fineness of the polyester fiber A and the polyester fiber B is approximately the same, when the mixed entangled yarn is used as a woven knitted fabric, the woven knitted fabric becomes too soft and easily becomes a loose knitted knitted fabric without tension. Become.
- the single yarn fineness of the polyester fiber B exceeds 5.0 dtex, the texture of the entire woven or knitted fabric becomes too hard.
- the single fiber fineness of the polyester fiber B is preferably 1.5 to 4.5 dtex.
- the mixed fiber entangled yarn as a whole has a false twist crimp, and the degree of false twist crimp, that is, the crimp rate is preferably about 10 to 55%, more preferably about 10 to 50%, and still more preferably. Is from 10 to 45%, most preferably from 20 to 40%.
- the crimp rate of the mixed fiber entangled yarn is less than 10%, it is difficult to form the above-described protrusion on the surface portion of the mixed fiber entangled yarn because the crimp rate is low. There may be a tendency that water repellency cannot be fully exhibited.
- the crimp ratio of the mixed fiber entangled yarn exceeds 55%, the stretch performance of the mixed fiber entangled yarn is too strong, and a flat structure is obtained when the mixed fiber entangled yarn is stretched. There is a case where the part is not easily maintained and the water repellency tends to be lowered.
- the crimp rate of the mixed fiber entangled yarn is a value obtained by measurement by the following method. First, using a measuring machine with a frame circumference of 1.125 m, the mixed entangled yarn is cut with 5 turns, and then the hook is hung on a stand in a free state at room temperature all day and night. Next, the load is put into boiling water while applying a load of 0.000147 cN / dtex to the casserole and subjected to wet heat treatment for 30 minutes. Thereafter, the casserole is taken out, the moisture is lightly removed with a filter paper, and left in a free state at room temperature for 30 minutes.
- the load is applied with a load of 0.000147 cN / dtex and 0.00177 cN / dtex (light load), and the length X is measured.
- a load dashed load
- a load (heavy load) of 0.044 cN / dtex is applied instead of a light heavy load, and the length Y is measured.
- the mass ratio (A / B) between the polyester fiber A and the polyester fiber B is in the range of 20/80 to 80/20.
- the mass ratio (mixing ratio) of the polyester fiber A is less than 20%, since the ratio of the polyester fiber A in the mixed fiber entangled yarn is too small, the above-described protruding portion may be formed on the surface portion of the mixed fiber entangled yarn. It becomes difficult, and it becomes difficult to impart high water repellency to the surface of the woven or knitted fabric.
- the mixing ratio of the polyester fiber A exceeds 80%, the ratio of the polyester fiber B is too small, and it becomes difficult to hold the above-mentioned protruding portion on the surface of the woven or knitted fabric.
- the mass ratio (A / B) between the polyester fiber A and the polyester fiber B is preferably about 30/70 to 70/30.
- the mixed fiber entangled yarn is mixed and entangled as a whole yarn.
- the entanglement number of the mixed fiber entangled yarn is preferably about 90 to 200 / m.
- the entangled state is easily unraveled, and it may be difficult to form the fine protrusions as described above in the surface portion of the mixed fiber entangled yarn.
- the guide wear that is inevitably received in the manufacturing process of the woven or knitted fabric may cause a deviation in the yarn, which may easily induce a defect of the woven or knitted fabric.
- the number of entanglement of the mixed fiber entangled yarn is a value obtained by measurement based on JIS L1013 8.15 hook method.
- the mixed fiber entangled yarn used for the woven or knitted fabric is, as described above, (1) setting the single yarn fineness of the two yarns of the polyester fiber A and the polyester fiber B within the specific range, and (2) the two yarns
- the mixing ratio is set within the specific range, (3) the two yarns are mixed, and (4) the mixed fiber entangled yarn has a false twist crimp as a whole.
- a fine protruding portion is formed by the polyester fiber A on the surface portion of the mixed fiber entangled yarn, and this protruding portion has a high water repellency for a woven or knitted fabric using the mixed fiber entangled yarn. Can be granted. Further, the water repellent performance is enhanced by the air retaining layer as described above.
- an appropriate additive for example, a sunlight blocking substance, an infrared absorbing substance, or a dye
- a sunlight blocking substance for example, a sunlight blocking substance, an infrared absorbing substance, or a dye
- cationic dyeable polyester may be used as a constituent material of the polyester fiber A and / or the polyester fiber B.
- a cationic dyeable polyester is used for at least one of the constituent materials of the polyester fiber A and the polyester fiber B, it is possible to impart a feeling of dullness by dyeing with a cationic dye at the time of the dyeing process, and to express design properties.
- cationic dyeable polyester is used as a constituent material for both polyester fiber A and polyester fiber B, disperse dyes are not used, and migration sublimation can be prevented.
- the fibers become stiff when they are thick, and they become supple when they are thin.
- the polyester fiber A is caused to protrude from the surface portion of the mixed fiber entangled yarn by allowing the relatively thin polyester fiber A to enter into the large gap generated in FIG. That is, in such a mixed fiber entangled yarn, the polyester fiber A and the polyester fiber B constituting the mixed fiber entangled yarn have a single yarn latitude in the specific range, and the mixing ratio of these two types of fibers is the specific value described above.
- the special surface structure as described above is formed because the interlaced yarn has a false twist crimp as a whole, and has excellent water repellency for woven and knitted fabrics. Performance can be imparted.
- the total fineness of the mixed tangled yarn is not particularly limited, but is, for example, 50 to 350 dtex, preferably 50 to 300 dtex.
- a polyester drawn yarn B obtained in the drawing step and a polyester highly oriented undrawn yarn A having a single yarn fineness of 0.4 to 1.3 dtex and an elongation of 80 to 110% are processed at a processing speed of 80 to 1000 m / min.
- a composite false twisting step in which the composite false twisting is performed under conditions of a draw ratio of 1.10 to 1.50 times, and a composite false twisting yarn obtained in the composite false twisting step is applied to an air pressure of 0.1 to 0.00 by using a fluid nozzle.
- a mixed fiber entanglement process in which mixed fiber entanglement is performed under conditions of 6 Mpa and an overfeed rate of 1 to 4%.
- a polyester highly oriented undrawn yarn B (which becomes a polyester fiber B constituting the mixed fiber entangled yarn) is drawn in advance at a specific draw ratio to obtain a polyester drawn yarn B. Get.
- the elongation of the polyester highly oriented undrawn yarn A (which becomes the polyester fiber A constituting the mixed fiber entangled yarn) and the polyester drawn yarn B are substantially the same, or the polyester drawn yarn B is slightly lower. . Note that the higher the elongation, the longer the yarn length in the subsequent composite false twisting process.
- a composite false twisting step is performed in which the composite false twisted yarn is obtained by drawing the polyester drawn yarn B obtained in the drawing step and the polyester highly oriented undrawn yarn A, which is a partner of the mixed fiber, while drawing and drawing, obtain.
- the composite false twisted yarn a large amount of polyester highly oriented undrawn yarn A is arranged on the outer side (surface side).
- a mixed fiber entangled yarn is obtained by performing the mixed fiber entanglement process which continues a mixed fiber entanglement with a composite false twist yarn.
- the polyester fiber A protrudes from the surface portion of the mixed fiber entangled yarn.
- the polyester highly oriented unstretched yarn refers to, for example, a multifilament yarn wound by spinning a polyester polymer at a speed of about 2000 to 4000 m / min.
- the polyester polymer polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, or the like can be used alone or in combination.
- the polyester polymer may be a copolyester.
- the polyester polymer may contain modifiers such as a matting agent, a stabilizer, a flame retardant, and a colorant as necessary.
- Polyester highly oriented undrawn yarn is composed of a bundle of a plurality of highly oriented unstretched fibers. For example, when the fiber cross section is a concentric core-sheath type, it is arranged in each of the core and sheath. In consideration of the compatibility of the polymers, it is preferable that both polyester polymers are the same.
- the polyester highly oriented undrawn yarn A preferably has a single yarn fineness of 0.4 to 1.3 dtex and an elongation of 80 to 110%, for example. More preferably, the single yarn fineness of the polyester highly oriented undrawn yarn A is 0.4 to 1.0 dtex.
- the polyester highly oriented undrawn yarn B has, for example, a single yarn fineness of 1.5 to 6.5 dtex and an elongation of preferably 100 to 160%, and a single yarn fineness of 1.7 to 6 dtex. Further, the elongation is more preferably 110 to 150%.
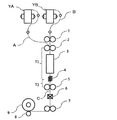
- the packages YA and YB of the polyester highly-oriented undrawn yarns A and B are each set on a creel.
- the polyester highly oriented undrawn yarn B is introduced into the supply roller 1.
- stretching the polyester highly oriented undrawn yarn B between the supply roller 1 and the 1st take-off roller 2 is performed.
- the stretching ratio is preferably about 1.1 to 2 times, more preferably about 1.1 to 1.4 times.
- the said protrusion part protrudes from the part in which the polyester fiber A formed in the surface part of the mixed fiber entanglement yarn loosely entangled.
- the fineness of the single yarn can be finely adjusted to a more preferable one, and the mixing ratio of the polyester highly oriented undrawn yarn A and the polyester drawn yarn B is also finely adjusted to a more preferable one.
- the highly oriented polyester yarn B may be stretched at room temperature, or may be performed while applying heat by installing a heater or the like.
- a composite false twisting step is performed in which the stretched polyester stretch yarn B and the polyester highly oriented unstretched yarn A are subjected to a composite false twist under a predetermined condition. That is, the polyester drawn yarn B drawn in the drawing step and the polyester highly oriented non-drawn yarn A having a single yarn fineness of 0.4 to 1.3 dtex and an elongation of 80 to 110% are processed at a processing speed of 80 to 1000 m.
- Composite false twisting under the conditions of 1 / min and draw ratio of 1.10 to 1.5 times Specifically, as shown in FIG. 1, the polyester stretched yarn B stretched as described above and the polyester highly oriented unstretched yarn A are simultaneously introduced into the first take-up roller 2, and the heater 3 and false twisting tool 4 are connected.
- the composite false twisted yarn C is obtained by pulling out from the second take-up roller 5.
- a space between the first take-up roller 2 and the second take-up roller 5 in FIG. 1 is a composite false twist region.
- the twisting zone T1 is between the first take-up roller 2 and the false twisting tool 4
- the untwisting zone T2 is between the false twisting tool 4 and the second take-up roller 5.
- the processing speed refers to the yarn speed when the yarn is pulled out from the second take-up roller 5, that is, the surface speed of the second take-up roller 5.
- the processing speed is preferably about 80 to 1000 m / min, and more preferably about 100 to 700 m / min.
- the stretch performance of the composite false twisted yarn C becomes strong, the stretch performance of the mixed fiber entangled yarn obtained later also becomes strong, and the mixed fiber entangled yarn is easily stretched.
- the mixed fiber entangled yarn becomes a flat shape, and the fine protrusions on the surface of the mixed fiber entangled yarn are lost.
- the yarn speed falls below the above range and the crimp becomes strong, it becomes difficult to impart desired water repellency to the woven or knitted fabric.
- the yarn speed exceeds the above range, the crimp of the composite false twisted yarn C tends to be weakened.
- the polyester fiber A When the crimp is weakened, sufficient crimp is not applied to the polyester fiber, and the shape of the polyester fiber becomes nearly flat. Accordingly, it is difficult for the polyester fiber A to be formed on the surface portion of the mixed entangled yarn, and it becomes difficult to impart desired water repellency to the woven or knitted fabric.
- the draw ratio is preferably in the range of about 1.10 to 1.50 times, more preferably in the range of about 1.10 to 1.30 times.
- the stretched polyester stretched yarn B and the polyester highly oriented unstretched yarn A are combined with an appropriate false twist tool, preferably under a predetermined processing speed and a predetermined stretch ratio. Twist.
- the false twisting method is generally roughly divided into a spindle method and a friction method, but either method may be adopted.
- the false twisting conditions, the heater temperature, the degree of twisting, and the like can be set as appropriate.
- the composite false twisted yarn C is guided to the fluid nozzle 6 by the second take-up roller 5 and is mixed and entangled using the fluid nozzle 6.
- a fluid nozzle Generally an interlace nozzle is suitable.
- the air pressure is preferably set to about 0.1 to 0.6 Mpa, and the overfeed rate is preferably set to about 1 to 4%.
- a mixed fiber entangled yarn passes through the third take-up roller 7 and is then wound up on the package 9 by the take-up roller 8.
- a mixed fiber entangled yarn has an appropriate mixed fiber entanglement when the number of entanglement is in the range of about 90 to 200 / m.
- the crimp change rate satisfies a predetermined range as a guide for appropriate mixed fiber entanglement. That is, when the yarn is mixed and entangled, the fibers are entangled and the crimp rate of the entire yarn is reduced. Therefore, by knowing how much the crimp rate is reduced, an appropriate standard for mixed and entangled yarn can be obtained. .
- the crimp change rate is preferably in the range of 40 to 70%.
- the crimping change rate is less than 40%, the entangled state becomes strong, the above-mentioned fine protrusions are hardly obtained, and it becomes difficult to impart high water repellency to the woven or knitted fabric.
- the rate of change in crimp exceeds 70%, the entangled state is easily unraveled, so that deviation occurs in the yarn and it is difficult to obtain fine protrusions.
- the mixed fiber entangled yarn used in the present invention may be manufactured according to the above-described manufacturing method, and may be a commercial product as long as it is available as a commercial product. Further, when the polyester stretched yarn B can be obtained as a commercial product, the composite false twisting step and the mixing are performed using the commercially available polyester stretched yarn B and the polyester highly oriented unstretched yarn A without performing the stretching step.
- the mixed entangled yarn used in the present invention can also be obtained by performing the entanglement step.
- the mixed entangled yarn is used for at least a part of the warp and / or the weft constituting the woven or knitted fabric.
- the amount of the mixed entangled yarn used in the woven or knitted fabric is 30 to 100% by mass, preferably 40 to 100% by mass, more preferably 45 to 100% by mass. %.
- a water repellent is attached to the surface opposite to the surface on which the adhesive layer is formed.
- this water repellent adhesion surface remarkably excellent water repellency is exerted in combination with the protrusion on the surface of the woven or knitted fabric, and it is also excellent by using a conventionally known inexpensive fluorine-based water repellent. It can exhibit water repellency.
- the water repellent used in the present invention is not particularly limited, but a fluorine-based water repellent is preferable from the viewpoint of workability and price.
- a fluorine-based water repellent composed of a fluorine-based compound having a polyfluoroalkyl group (Rf group) in the chemical structure is suitable.
- the Rf group refers to a group in which two or more hydrogen atoms of an alkyl group are substituted with fluorine atoms.
- the Rf group preferably has 2 to 20 carbon atoms, more preferably 2 to 8 carbon atoms, and still more preferably 1 to 6 carbon atoms.
- the Rf group may have a straight chain structure or a branched chain structure.
- the branched chain portion is present at the terminal portion of the Rf group and is preferably a short chain having about 1 to 8 carbon atoms, more preferably 1 to 6.
- the Rf group is preferably a group (perfluoroalkyl group) in which all hydrogen atoms of the alkyl group are substituted with fluorine atoms.
- a copolymer obtained by polymerizing the above-described polymer containing a perfluoroalkyl group and another polymerizable monomer capable of polymerization by a known polymerization method is preferable.
- examples of other polymerizable monomers include acrylic acid, methacrylic acid, styrene, and vinyl chloride.
- fluorine-based water repellent Commercially available products can be used as the fluorine-based water repellent, and examples include “Asahi Guard (trade name)” manufactured by Asahi Glass Co., Ltd. and “NK Guard (trade name)” manufactured by Nikka Chemical Co., Ltd.
- a fluorine-based water repellent containing no perfluoroalkylcarboxylic acid is particularly preferable from the viewpoint of environmental protection.
- the fluorinated water repellent is preferably used in the form of an aqueous emulsion.
- a water repellent that does not contain fluorine may be used.
- non-fluorinated water repellents include hydrocarbons, silicones, and waxes. Commercially available products can be used as the non-fluorinated water repellent.
- hydrocarbons “Neo Seed (trade name)” manufactured by Nikka Chemical Co., Ltd., “Palladium ECO (trade name)” manufactured by Ohara Palladium, etc.
- silicone “Drypon 600E (trade name)” manufactured by Nikka Chemical Co., Ltd., “Polon (trade name)” manufactured by Shin-Etsu Chemical Co., Ltd., etc .; TH-44 (trade name) ”,“ Neolux (trade name) ”made by Takamatsu Yushi, and the like.
- a hydrocarbon type having high washing durability is suitable.
- the amount of the water repellent to be attached to the woven or knitted fabric may be appropriately set according to the type of water repellent used, the desired degree of water repellency, etc. 0.05 to 10 g / m 2 , preferably 0.1 to 7 g / m 2 .
- the cover factor (CF) of the woven or knitted fabric used in the present invention is 1800 to 2800. By satisfying such a range of the cover factor (CF), the laminated fabric can be provided with a high tearing strength as well as excellent water repellency.
- the cover factor (CF) of the woven or knitted fabric used in the present invention is preferably 2000 to 2800. When the cover factor (CF) is less than 1800, the texture point becomes rough and voids increase in the woven or knitted fabric. Then, since water droplets tend to fall into the voids, improvement in water repellency cannot be expected.
- the resin or adhesive constituting the moisture-permeable waterproof layer enters the voids of the woven or knitted fabric, and these become cured, so that the texture becomes hard and the strength (tear strength) is inferior.
- cover factor (CF) exceeds 2800, the restraint due to the texture point becomes stronger, so that fine protrusions on the surface portion of the mixed entangled yarn tend to be lost, and improvement in water repellency cannot be expected.
- the structure of the woven or knitted fabric is not particularly limited, and for example, plain weave, twill weave, and satin weave can be adopted.
- plain weave twill weave
- satin weave can be adopted.
- strength or thick texture for example, a multiple structure or a ripstop structure may be employed.
- the water droplet rolling angle on the surface opposite to the surface on which the moisture-permeable waterproof layer in the woven or knitted fabric is laminated is preferably 60 degrees or less, more preferably 50 degrees or less, and further preferably 40 degrees or less. .
- the lower limit value of the water droplet rolling angle is preferably as low as possible and may be more than 0 degrees, and for example, about 5 degrees may be mentioned.
- the water droplet rolling angle is an index for evaluating the superiority or inferiority of water repellent performance such as the Lotus effect.
- the water droplet rolling angle is the angle at which 0.2 mL of water is gently dripped onto the surface of a horizontal sample knitted or knitted fabric mounted on the horizontal plate, and then the horizontal plate is gently tilted, and the angle at which the water droplet begins to roll.
- the water droplet rolling angle exceeds 60 degrees, when a woven or knitted fabric is actually sewn to make a product, it may be difficult to shake off water droplets from rainwater or the like without destroying the water droplet shape.
- the rolling angle can be easily set to 60 degrees or less.
- a moisture permeable waterproof layer for imparting waterproofness and moisture permeability is laminated on the woven or knitted fabric.
- the moisture permeable waterproof layer is a layer covering one surface of the woven or knitted fabric, and is a layer formed of a resin having waterproofness and moisture permeability.
- the moisture permeable waterproof layer may be formed by directly applying a resin (resin constituting the moisture permeable waterproof layer) to the woven or knitted fabric, or may be laminated on one side of the woven or knitted fabric via an adhesive layer described later. Good.
- a resin resin constituting the moisture permeable waterproof layer
- a woven or knitted fabric having a fine protrusion due to loops or sagging on the surface is employed. For this reason, since the projecting portion is firmly entangled with the adhesive layer or the moisture-permeable waterproof layer, an anchor effect is exhibited, so that the woven or knitted fabric and the moisture-permeable waterproof layer are more difficult to peel off.
- the anchor effect may not be sufficiently exhibited.
- the woven or knitted fabric and the moisture permeable waterproof layer Tends to peel off.
- resin which comprises a moisture-permeable waterproof layer It is preferable to comprise from the polyurethane resin as a main component, for example, a polyurethane resin is contained in the ratio of 80 mass% or more. preferable.
- a polyurethane resin is generally suitable for forming a resin layer having moisture permeability and waterproofness.
- the microporous type is preferable in consideration of moisture permeability, but when it is likely to be exposed to rainfall for a long time or when it is repeatedly used in washing, the nonporous type is not the microporous type. Wet urethane may be used.
- polyurethane resin a conventionally known resin obtained by reacting a polyisocyanate component and a polyol component can be employed.
- the moisture permeable waterproof layer may have a microporous structure or a nonporous structure. Moreover, when it has a microporous structure, in order to ensure desired moisture permeability, an inorganic fine powder can be contained in a moisture-permeable waterproof layer.
- Examples of the inorganic fine powder include fine powder made of silicon dioxide, aluminum dioxide, titanium dioxide, or the like.
- the average primary particle size of the inorganic fine powder is preferably about 7 to 40 nm.
- the content of the inorganic fine powder is preferably 3 to 50% by mass, and preferably 5 to 50% by mass, based on the total amount of the moisture-permeable and waterproof layer.
- the thickness of the moisture permeable waterproof layer is preferably 5 ⁇ m or more, more preferably 10 to 30 ⁇ m, and even more preferably 10 to 25 ⁇ m. When the thickness is in the above range, the balance of waterproofness and moisture permeability is excellent, and there are advantages in terms of texture and tear strength.
- the laminated fabric of the present invention preferably includes an adhesive layer. That is, it is preferable that the woven / knitted fabric and the moisture permeable waterproof layer are laminated via the adhesive layer. The reason will be described below.
- a woven or knitted fabric having a fine protrusion due to loops or sagging is employed on the surface. For this reason, since the protrusion is firmly entangled with the adhesive layer, an anchor effect is exhibited, so that the woven or knitted fabric and the moisture-permeable waterproof layer are more difficult to peel off.
- the protruding portion on the surface of the woven or knitted fabric penetrates the moisture permeable waterproof layer, and as a result, a pinhole is formed and is water resistant. May be less powerful.
- the coating is not uniform, and there is a concern that the moisture permeable waterproof layer may have uneven thickness.
- the woven or knitted fabric is smoothed by calendering or the like, the water repellency may be lowered due to a reduction in the protrusions or the air retaining layer. Therefore, in the present invention, in order to have an excellent balance of water repellency, strength and water resistance, the woven / knitted fabric and the moisture permeable waterproof layer are preferably laminated via an adhesive layer.
- the type of adhesive that constitutes the adhesive layer is not particularly limited, but is preferably excellent in compatibility with the moisture-permeable waterproof layer, and examples thereof include polyurethane adhesives and olefin adhesives. .
- a resin mainly composed of a polyurethane resin is selected as the resin constituting the moisture permeable waterproof layer, it is preferable to employ an adhesive layer made of a polyurethane adhesive.
- the polyurethane-based adhesive may have any structure such as ether-based, ester-based, and polycarbonate-based, but from the viewpoint of imparting excellent adhesiveness, an ether-based adhesive is preferable.
- the adhesive layer may be formed on the entire surface of one side of the woven or knitted fabric, or may be formed in a pattern from the viewpoint of moisture permeability or texture. Although it does not specifically limit as a form of a pattern shape, A dot shape, a line shape, a lattice shape, a checkered pattern, a tortoiseshell pattern, etc. are mentioned, It is preferable that all are arrange
- the application area of the adhesive layer is not particularly limited as long as the woven and knitted fabric and the moisture permeable waterproof layer can be bonded, but for example, 30% or more, preferably from the viewpoint of ensuring moisture permeability and suppressing delamination. Is 40 to 80%.
- the application area of the adhesive layer is extremely low, the peelability tends to be reduced and the moisture permeability tends to be improved.
- the adhesive layer is extremely high, the peelability is improved and the moisture permeability tends to be lowered.
- the thickness of the adhesive layer is preferably about 5 to 100 ⁇ m, more preferably 10 to 80 ⁇ m, and even more preferably 15 to 50 ⁇ m. If the thickness is less than 5 ⁇ m, even if the area occupied by the adhesive is widened, it is difficult to obtain a durable laminated fabric, and if it exceeds 100 ⁇ m, the manufacturing cost increases and further adhesiveness tends not to be expected. Neither is preferred.
- the textile fabric for lining may be laminated on the moisture permeable waterproof layer (that is, the surface of the moisture permeable waterproof layer opposite to the side on which the woven or knitted fabric is laminated).
- the moisture permeable waterproof layer can be protected by the textile fabric for lining, and the waterproofness (water pressure resistance) and strength can be further improved.
- by laminating the fiber fabric for lining it is possible to suppress the elongation of the entire laminated fabric, so that the protruding portion of the mixed fiber composite yarn is caused by the elongation of the woven or knitted fabric due to the finishing process after lamination or the tension at the time of wearing.
- Examples of the textile fabric for lining include various woven fabrics and knitted fabrics.
- a knitted fabric is preferred because the constituent yarns are more likely to protrude from the surface than the woven fabric, and the surface state is not flat, and the anchor effect is more exerted and the moisture-permeable waterproof layer is difficult to peel off.
- tricot knitted fabrics are preferable because they have less stretchability than knitted fabrics having other structures, and therefore are excellent in water repellency without excessively increasing stitch voids.
- the tricot knitted fabric is also preferable in that it can provide a long green machine during knitting, has few joints, and can be laminated uniformly on the moisture-permeable waterproof layer.
- the fiber material constituting the lining fiber fabric is not particularly limited and can be selected as appropriate, but is preferably a nylon fiber. This is because, in general, an acidic dye is used in nylon fibers, and therefore, migration of the disperse dyes to the moisture-permeable waterproof layer, which is a problem in polyester fibers in which disperse dyes are used, is difficult to occur.
- the form (long fiber, short fiber or spun yarn) of the constituent fiber of the fiber fabric for lining, or the fineness is not particularly limited, and can be appropriately selected as long as the effect of the present invention is not impaired.
- the lining fiber fabric may be laminated directly with the moisture-permeable waterproof layer, or may be laminated via an adhesive layer.
- the composition and thickness of the adhesive layer are not particularly limited. This is the same as the case of the adhesive layer interposed between the two.
- the water pressure resistance measured according to the JIS L 1092: 2009 B method is preferably 100 Kpa or more, and more preferably 150 Kpa or more from the viewpoint of waterproofness. More specifically, as one aspect of the laminated fabric of the present invention, the water pressure measured according to JIS L 1092: 2009 B method is preferably 100 to 500 Kpa, more preferably 150 to 400 Kpa, and still more preferably 150 to 300 Kpa. Is mentioned.
- the moisture permeability measured according to JIS L 1099: 2012 B-1 method is preferably 10,000 g / m 2 ⁇ 24 h or more, Given comfort when used as clothing materials, more preferably 15000g / m 2 ⁇ 24h or more, more preferably 20000g / m 2 ⁇ 24h or more. More specifically, as one aspect of the laminated fabric of the present invention, the moisture permeability measured according to JIS L 1099: 2012 B-1 method (potassium acetate method) is preferably 10,000 to 40,000 g / m 2 ⁇ 24 h. A preferable range is 20000 to 30000 g / m 2 ⁇ 24 h.
- the peel strength between the woven and knitted fabric and the moisture-permeable and waterproof layer measured according to the method of JIS L 1089, It is preferably 5 N / 2.54 cm or more, more preferably in the range of 6 to 30 N / 2.54 cm, and still more preferably in the range of 9 to 25 N / 2.54 cm.
- a knitted or knitted fabric that is not subjected to excessively strong calendering and that has sufficient protrusions can be employed, or an adhesive layer can be provided.
- the tear strength measured according to JIS L 1096: 2010 A-1 method is 10 N or more.
- the moisture-permeable waterproof layer is formed by applying a resin constituting the moisture-permeable waterproof layer to the surface of the woven or knitted fabric.
- the second production method of the present invention includes a step of forming an adhesive layer on the woven or knitted fabric or the moisture permeable waterproof layer, and a step of bonding the woven knitted fabric and the moisture permeable waterproof layer via the adhesive layer. .
- a woven or knitted fabric can be obtained by weaving and knitting the above mixed fiber entangled yarn to obtain a living machine, followed by post-processing and water-repellent processing. Weaving and knitting may be performed using a known loom or knitting machine, and the preparation process prior to weaving and knitting may be performed using known equipment.
- Scouring / relaxing can be performed, for example, at a temperature of 80 to 130 ° C. by a continuous method or a batch method.
- pre-set the woven or knitted fabric After scouring and relaxing, pre-set the woven or knitted fabric. The preset is dry-heat treated at 170 to 200 ° C. for 30 to 120 seconds using, for example, a pin tenter.
- dyeing is performed based on a conventional method, and then final setting is performed as necessary.
- Water-repellent after finishing An example of the water repellent finish is described below.
- an aqueous solution containing a water repellent is prepared.
- the post-processed woven or knitted fabric is applied with the above aqueous solution by, for example, a padding method, a spray method, a kiss roll coater method, a slit coater method, etc., and subjected to a dry heat treatment at 105 to 190 ° C. for 30 to 150 seconds.
- the aqueous solution may contain a crosslinking agent, a softening agent, an antistatic agent and the like as necessary.
- the protrusion on the surface of the woven or knitted fabric is preferable to maintain the protrusion on the surface of the woven or knitted fabric as much as possible.
- the knitted fabric is calendered to facilitate coating, etc.
- the fine protrusions as described above are crushed and become a flat surface, and a specific water droplet rolling angle is achieved. May not be possible.
- the air retaining layer cannot be sufficiently maintained, and the desired water repellency may not be achieved.
- production of the pinhole resulting from a protrusion part can be suppressed by giving a calendar process, and a water pressure resistance can be improved further. Therefore, it is preferable to fully examine conditions such as calendering, and it is preferable to perform a process that can appropriately maintain the protruding part such as calendering on the woven or knitted fabric.
- a coating method can be used in order to form a moisture permeable waterproof layer by applying a resin constituting the moisture permeable waterproof layer on the surface of the woven or knitted fabric.
- a knife coater or a comma coater can be used.
- a laminating method can be used to execute the step of forming the adhesive layer on the woven or knitted fabric or the moisture-permeable waterproof layer.
- a method using a resin solution or a hot melt method can be adopted for forming the adhesive layer.
- a resin composition for forming a moisture permeable waterproof layer for example, a resin composition containing a resin that forms the moisture permeable waterproof layer and an organic solvent
- a release material release paper, release cloth, release film, or the like.
- a film is obtained by providing a clearance on the surface, forming a moisture-permeable waterproof layer while adjusting the thickness, and heat-treating to completely react.
- the release material can be appropriately removed after pasting or aging.
- an adhesive layer is formed on the woven or knitted fabric or the moisture permeable waterproof layer.
- a polyurethane resin solution that is a two-component curable type and has a viscosity of 500 to 5000 mPa ⁇ s is applied to the entire surface or in a pattern. Then, it is dried to form an adhesive layer, the knitted fabric and the moisture permeable waterproof layer are bonded to each other through the adhesive layer, and the second manufacturing method can be executed by pressure bonding or thermocompression bonding of both. .
- hot melt it is preferable to use a moisture curable resin that reacts with moisture in the air, and in practice, a resin that melts in a temperature range of about 80 to 150 ° C. is more preferable.
- the hot melt resin is melted in consideration of the melting point of the resin and the viscosity at the time of melting. Thereafter, a molten resin is applied onto the woven or knitted fabric or the moisture-permeable waterproof layer, and aged while cooling at room temperature to form an adhesive layer. Then, a 2nd manufacturing method can be performed by bonding a knitted fabric and a moisture-permeable waterproof layer through an adhesive bond layer, and crimping
- the second production method it is preferable to employ the second production method.
- a moisture permeable waterproof layer is laminated using a coating method
- pinholes may occur in the moisture permeable waterproof layer due to fine protrusions on the surface of the woven or knitted fabric, and the water pressure resistance tends to decrease. Because there is.
- the protrusion or air retaining layer may be reduced and the desired water repellency may not be achieved. Since it is necessary, the process itself may be complicated.
- the fiber fabric for lining can be laminated on the moisture permeable and waterproof layer by using a known appropriate method.
- the laminated fabric of the present invention is excellent in water repellency and moisture permeable and waterproof properties, and the moisture permeable and waterproof layer does not peel off even in harsh environments, so in the field of uniform clothing used outdoors, sports clothing, outdoor products, etc. Preferably used.
- the single yarn fineness and total fineness of the polyester fiber A and the polyester fiber B in the mixed entangled yarn, and the single yarn fineness and the total fineness of the mixed entangled yarn are as defined in JIS L1013 8.3.1. Measured based on regulations. A specific measurement method is as follows.
- R O official moisture content
- R e equilibrium moisture content
- a value obtained by rounding the average value of two times to one decimal place by rounding off was used.
- Moisture equilibrium has been reached when the mass is measured at intervals of 1 hour or more in a standard condition (temperature 20 ⁇ 2 ° C, relative humidity 65 ⁇ 4%) and the mass difference before and after is measured It shows that it is within 0.1% of the above.
- Crimp rate The woven or knitted fabric was unwound and a mixed fiber entangled yarn was collected and used as a sample.
- the sample was picked up using a measuring machine having a frame circumference of 1.125 m and wound with 5 turns, and then the case was hung on a stand in a free state at room temperature all day and night.
- the load was put into boiling water while applying a load of 0.000147 cN / dtex to the casserole and wet-heat treated for 30 minutes. Thereafter, the casserole was taken out, the moisture was lightly removed with a filter paper, and left free for 30 minutes at room temperature.
- the load was applied with a load of 0.000147 cN / dtex and 0.00177 cN / dex (light heavy load), and the length X was measured.
- a load heavy load
- a load (heavy load) of 0.044 cN / dtex was applied instead of a light heavy load, and the length Y was measured.
- one end of the sample was attached to an upper grip of a drooping device having an appropriate performance, and a weight (2.94 mN ⁇ displayed tex number) was suspended about 70 cm below the grip, and the sample was suspended vertically. Marks were made at a location about 2 cm below the grip and a location about 52 cm below the grip. After removing the load, hooks (needles with a diameter of 0.5 mm to 1.0 mm, with a smooth finish on the side) so as to divide the yarn bundle into two parts from the 2 cm marked part of the sample.
- the yarn length difference (%) (length of the fiber group of polyester A ⁇ length of the fiber group of polyester B) / length of the fiber group of polyester B ⁇ 100 was calculated.
- the measurement of the yarn length difference was performed on five composite false twisted yarns, and the average was taken as the yarn length difference.
- the water droplet rolling angle on the surface of the woven or knitted fabric treated with the water repellent was measured.
- the water droplet rolling angle was determined by gently dropping 0.2 mL of water onto the surface of the woven or knitted fabric (surface opposite to the moisture-permeable and waterproof layer) in the horizontal sample mounted on the horizontal plate, and then tilting the horizontal plate gently. And the angle at which the water droplets began to roll was measured. In addition, it measured about both the vertical direction and the horizontal direction.
- Water pressure resistance (waterproof) The water pressure resistance (waterproofness) of the laminated fabric was measured in accordance with JIS L 1092: 2009 B method. A specific measurement method is as follows.
- test pieces of about 150 mm x 150 mm, attach them to a water resistance tester (high water pressure) (manufactured by Daiei Kagaku Seiki Seisakusho Co., Ltd., "WP-1000K") so that the front side of the test pieces hits water, and attach it to the cylinder.
- Water was added, the piston handle was turned, water pressure was applied at a rate of 100 kPa per minute, and water pressure (kPa) when water came out from three places on the back side of the test piece was read.
- the average value of five measurements was rounded to one decimal place by the rounding method.
- Moisture permeability The moisture permeability of the laminated fabric was measured according to JIS L 1099: 2012 B-1 method (potassium acetate method). A specific measurement method is as follows.
- test pieces of about 200 mm ⁇ 200 mm are collected, and the test pieces are placed on a test piece support frame (cylindrical shape having an inner diameter of 80 mm, a height of 50 mm, and a thickness of 3 mm), and the back side of the test piece (moisture permeable waterproof layer side or lining) A rubber band was attached so that the fiber fabric side) faced the outside of the support frame.
- the test piece support frame was fixed at a depth of about 10 mm so that the test piece was sufficiently immersed in a water bath containing water at a temperature of about 23 ° C. placed in a thermostatic apparatus, and left for 15 minutes or longer. In this thermostat, air having a temperature of 30 ⁇ 2 ° C. was circulated.
- a moisture-absorbing agent (potassium acetate) maintained at a temperature of about 23 ° C. is placed in a moisture-permeable cup (diameter 56 mm, cylindrical shape with one bottom sealed) to about two-thirds of the moisture-permeable cup volume, and about 100 mm
- An auxiliary film for measuring moisture permeability having a size of ⁇ 100 mm was placed on the upper part of the moisture permeable cup, the edge of the film was attached to the moisture permeable cup, and attached with a rubber band to obtain a test specimen.
- the mass (a 5 ) of this specimen was measured to the unit of 1 mg with the film mounting side facing up.
- test body was inverted and placed in a test piece support frame fixed to a water tank. After 15 minutes, the test specimen was taken out and turned over, and the mass (a 6 ) was measured to the unit of 1 mg.
- the moisture permeability was calculated by the following calculation formula, and the test result was expressed by rounding the average value of three measurements to an integer by the rounding off method.
- Peel strength The peel strength between the fabric and the moisture-permeable waterproof layer in the laminated fabric was measured according to the method of JIS L 1089. A specific measurement method is as follows.
- the laminate fabric was cut into 5 pieces each so as to be 25 mm wide ⁇ 150 mm long in the warp direction (parallel to the warp) and the weft direction (parallel to the weft) to obtain test pieces.
- the fabric and moisture permeable waterproof layer were peeled off from the end of the test piece in the length direction, and the test was conducted using a tensile tester with a self-recording device (Autograph) ("AG-1000G" manufactured by Shimadzu Corporation).
- Autograph Autograph
- the gripping interval between the pieces was set to 50 mm, and the peeled fabric and each end of the moisture permeable waterproof layer were sandwiched between clamps.
- Tear strength The tear strength of the laminated fabric was measured according to JIS L 1096: 2010 A-1. A specific measurement method is as follows.
- the laminated fabric was cut into three pieces each having a width of 25 mm and a length of 150 mm in the warp direction (direction parallel to the warp) and the weft direction (direction parallel to the weft) to obtain test pieces.
- a 100 mm cut was made from one end in the length direction at the center of the short side of the test piece. That is, the test piece was in a state of being connected at the end portion 50 mm in the length direction.
- the distance between the grips of the test piece was set to 100 mm
- the two ends cut by the cut were sandwiched at right angles by upper and lower clamps, respectively.
- the maximum load [tear strength (N)] when tearing in the vertical direction and the transverse direction was measured at a tensile speed of 100 mm / min.
- the average values of the tear strength in the vertical direction and the tear strength in the transverse direction were calculated and rounded to one decimal place.
- Example 1 A polyester highly oriented undrawn yarn A having an elongation of 103%, a single yarn fineness of 0.54 dtex, and a total fineness of 45 dtex84 filaments was prepared. On the other hand, a polyester highly oriented undrawn yarn B having an elongation of 130%, a single yarn fineness of 3.25 dtex, and a total fineness of 39 dtex12 filaments was prepared. Then, the polyester highly oriented undrawn yarns A and B were subjected to a method for producing a mixed fiber entangled yarn as shown in FIG.
- the mixed false entanglement yarn of 63 dtex 96 filament was obtained by making the composite false twist condition and the mixed fiber entanglement condition as follows.
- the mass ratio (A / B) of the polyester fiber A and the polyester fiber B was 57/43.
- the obtained mixed fiber entangled yarn has a protruding portion formed continuously by a loop or slack of polyester fiber A, and a thin polyester is formed inside the protruding portion (inside of the mixed fiber entangled yarn). An air retention layer formed by gently entwining the fibers A was formed.
- Fluid nozzle 6 Interlace nozzle Air pressure: 0.11 MPa Overfeed rate: 1.5% Surface speed of the third take-up roller 7: 295 m / min
- the resulting raw machine was scoured and then dyed with a disperse dye. Then, using a 5% aqueous dispersion of a fluorine-based water repellent emulsion (Asahi Glass Co., Ltd., “Asahi Guard AG-E092 (trade name)”), it was applied to the fabric by the padding method (pickup rate 40%). did. After drying, heat treatment was performed at 170 ° C. for 40 seconds to obtain a woven fabric having a warp density of 214 yarns / 2.54 cm, a weft yarn density of 118 yarns / 2.54 cm, and a cover factor of 2166.
- a 14 ⁇ m thick urethane film was laminated on a release paper with a comma coater and dried to obtain a moisture permeable waterproof layer.
- a urethane adhesive is applied to one side of the woven fabric with a gravure roll with an application area of 80% so as to have a thickness of 40 ⁇ m, and bonded to the moisture permeable and waterproof layer by thermocompression bonding, and then at 40 ° C. for 3 days.
- the adhesive layer was cured and the laminated fabric of Example 1 was obtained.
- Example 2 In the laminated fabric obtained in Example 1, a urethane adhesive was applied to the moisture-permeable waterproof layer side with a gravure roll with an application area of 80% so that the thickness was 30 ⁇ m, and a tricot knitted fabric was used as the textile fabric for the backing. It bonded together by thermocompression bonding.
- This tricot knitted fabric uses nylon filaments (20 dtex) for the front and back rivets, has a density of 51 course / 2.54 cm, 33 wales / 2.54 cm, and a basis weight of 64 g / m 2 . there were. Then, aging was performed at 40 ° C. for 3 days, the adhesive layer was cured, and the laminated fabric of Example 2 was obtained.
- Example 3 the target laminated fabric was obtained by the same method as Example 2 except that the fabric was calendered.
- Example 4 the laminated fabric of Example 4 was obtained by the same method as Example 3 except that the moisture-permeable waterproof layer was formed by a coating method.
- a coating method for a calendered fabric, using a known wet coating technique, a polyurethane resin is applied using a comma coater, passed through a coagulation tank, and then dried with a tenter. Aging was carried out at 40 ° C. for 3 days to form a moisture-permeable waterproof layer having a thickness of 14 ⁇ m.
- Example 5 In Example 2, the highly oriented undrawn yarn A to be used was changed to a yarn density of 107%, a single yarn fineness of 0.89 dtex, and a total fineness of 50 dtex56 filaments to obtain a mixed tangled yarn of 65 dtex84 filaments, and the weft density of the fabric was 116.
- a desired laminated fabric was obtained in the same manner as in Example 2 except that the length was 2.54 cm.
- the mass ratio (A / B) of the polyester fiber A and the polyester fiber B was 58/42.
- the used mixed fiber entangled yarn has a protruding portion continuously formed by a loop or slack of the polyester fiber A, and a thin polyester fiber is formed inside the protruding portion (inside of the mixed fiber entangled yarn).
- An air retaining layer was formed in which A was gently entangled.
- Example 6 A laminated fabric including a fabric having a cover factor of 2438 was obtained in the same manner as in Example 2 except that the weft density of the dyed fabric was 150 / 2.54 cm.
- Example 7 A fabric having a cover factor of 1823 in the same manner as in Example 2 except that the warp density of the dyed fabric in Example 2 was 177 / 2.54 ccm and the weft density was 100 / 2.54 cm. A laminated fabric containing was obtained.
- Example 8 In Example 2, the target laminated fabric was obtained by the same method as Example 2 except that the thickness of the moisture-permeable waterproof layer was 3 ⁇ m.
- Example 9 the target laminated fabric was obtained by the same method as Example 2 except that the thickness of the moisture permeable waterproof layer was 40 ⁇ m.
- Example 10 In Example 2, the same adhesive as that used in Example 2 was used except that the adhesive used for bonding the moisture-permeable waterproof layer and the textile fabric for lining and the adhesive between the fabric and the moisture-permeable waterproof layer was an olefin-based adhesive.
- the desired laminated fabric was obtained by the method.
- Example 11 In Example 2, the target laminated fabric was obtained by the same method as Example 2 except that the adhesive application area was 20%.
- Example 12 the target laminated fabric was obtained by the same method as in Example 2 except that the thickness of the adhesive was 3 ⁇ m.
- Example 13 the target laminated fabric was obtained by the same method as Example 2 except that the thickness of the adhesive was 120 ⁇ m.
- the woven fabric used was a woven fabric using a stretched polyester yarn of 33 dtex 72 filaments for the warp, a stretched polyester false twist yarn of a single yarn fineness of 0.42 dtex and a total fineness of 72 dtex 168 filaments for the weft.
- the said polyester drawing false twisted yarn did not have the protrusion part formed in the surface.
- the woven fabric was dyed and formed into a woven fabric having the ripstop structure shown in FIG. 2 (a warp density of 214 / 2.54 cm, a weft density of 112 / 2.54 cm), the same method as in Example 2 was followed. Water processing and lamination of a moisture permeable waterproof layer and a textile fabric for lining were performed to obtain a laminated fabric including a woven fabric having a cover factor of 2179.
- Example 2 (Comparative Example 2)
- the highly oriented undrawn yarn A to be used was changed to an elongation of 107%, a single yarn fineness of 1.38 dtex, and a total fineness of 50 dtex36 filaments to obtain a mixed tangled yarn of 65 dtex48 filaments, and the weft density of the fabric A laminated fabric including a woven fabric having a cover factor of 2438 was obtained in the same manner as in Example 2 except that the number of the yarns was 116 / 2.54 cm.
- the mass ratio (A / B) between the polyester fiber A and the polyester fiber B was 58/42.
- the mixed fiber entangled yarn used had a protruding portion.
- Example 3 (Comparative Example 3)
- the cover factor was 2850 by the same method as in Example 2 except that the warp density of the dyed fabric was 294 / 2.54 ccm and the weft density was 144 / 2.54 cm. A laminated fabric containing the fabric was obtained.
- Example 4 A fabric having a cover factor of 1370 in the same manner as in Example 2 except that the warp density of the dyed fabric was 140 / 2.54 ccm and the weft density was 70 / 2.54 cm. A laminated fabric containing was obtained.
- Example 2 since the fiber fabric for lining was laminated
- the laminated fabric of Example 2 was more excellent in water repellency than the laminated fabric of Example 3 because the woven fabric was not calendered and the protrusions were sufficiently maintained.
- the anchor effect at the protruding portion on the fabric surface was sufficiently exhibited, and the peel strength was even better.
- Example 2 In contrast to Example 5, the laminated fabric of Example 2 had a smaller water droplet rolling angle because the single fiber fineness of polyester fiber A was small.
- Example 7 In comparison with Example 7, the laminated fabric of Example 2 had a larger cover factor, and thus the water droplet rolling angle was even smaller.
- Example 2 When compared with Example 8, the laminated fabric of Example 2 was slightly inferior in texture but excellent in water pressure resistance because the moisture-permeable waterproof layer was thick.
- Example 9 the laminated fabric of Example 2 had high moisture permeability and excellent texture because the moisture-permeable waterproof layer was thin.
- the laminated fabric of Example 2 was excellent in peel strength when compared with Example 10 using an olefin adhesive because the adhesive used was preferable.
- Example 2 In comparison with Example 11, the laminated fabric of Example 2 was excellent in peel strength because the adhesive application area was large.
- Example 2 The laminated fabric of Example 2 was excellent in peel strength because the thickness of the adhesive was large as compared with Example 12.
- Example 13 the laminated fabric of Example 2 was excellent in peel strength and texture due to the small thickness of the adhesive.
- Example 4 Since the laminated fabric of Example 4 was laminated with a moisture-permeable waterproof layer by a coating method, the fabric was calendered for the purpose of uniform application. Although application was easy, since the protrusions were reduced, the water repellency was reduced as compared with Example 3.
- Example 6 In comparison with Example 2, the laminated fabric of Example 6 had a larger cover factor, and thus the water droplet rolling angle was even smaller.
- the obtained laminated fabric had no protrusions on the fabric surface and had poor water repellency. Met. Furthermore, since the protrusion was not formed, the anchor effect was not obtained, and the peel strength was not excellent.
- the laminated fabric of Comparative Example 3 had an excessive cover factor, the unevenness was not sufficiently developed and the water repellency was inferior. Further, the laminated fabric of Comparative Example 4 was inferior in tearing strength because the cover factor was too small.
Abstract
撥水性及び透湿防水性に優れ、織編物と透湿防水層との層間剥離が抑制された積層生地を提供する。 織編物の片面に透湿防水層を有する積層生地である。前記織編物は、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されている。前記織編物のカバーファクターが1800~2800である。前記織編物における、前記透湿防水層と反対側の表面に撥水剤が付着している。
Description
本発明は、撥水性及び透湿防水性に優れ、高い引裂強力を有し、しかも織編物と透湿防水層との層間剥離が抑制されている積層生地積層生地、及びその製造方法に関する。
従来、ユニフォーム衣料又はスポーツ衣料などの分野において、撥水性能を有する織編物が要望されており、これまでに多くの撥水性織編物が提案されている。例えば、特許文献1及び特許文献2では、撥水剤を工夫して、高い撥水性能を織編物に付与する技術が記載されている。また、特許文献3及び特許文献4では、織編物表面に微細な凹凸構造を設け、これにより水滴を点で支えるロータス効果を発現させ、撥水性能を向上させる技術が提案されている。
しかしながら、特許文献1~4に開示された技術を採用して得られた撥水性織編物は、防水性(耐水性)が不十分であり、例えば衣料用途に用いられた場合にゲリラ豪雨(集中豪雨)などの激しい降雨に曝された際に、雨水の身体への浸透を十分に抑制することができない。そこで、雨水等の浸透を抑制することを目的として、コーティングなどにより撥水性織編物に樹脂で形成された透湿防水層を設けることが考えられる。但し、こうした場合は透湿性に劣るものとなり、衣料内の湿度が過度に高くなるため快適性を確保することができない。また、織編物に透湿防水層を設けた場合には、透湿防水層と織編物が剥離しやすいという問題もある。また、撥水性織編物には、基本物性として引裂強力が高く、強度に優れていることも要求され、撥水性、透湿防水性、及び層間剥離の抑制と共に、高い引裂強力を備えさせることが実用化する上で重要になる。
本発明は、これらの従来技術の欠点を解消するものであり、織編物と透湿防水層を有する積層生地であって、撥水性及び透湿防水性に優れ、高い引裂強力を有し、しかも織編物と透湿防水層との層間剥離が抑制されている積層生地を提供することを主な目的とする。
本発明者らは、鋭意検討を行った結果、織編物と透湿防水層を有する積層生地において、織編物の構成を工夫することにより、優れた撥水性及び透湿防水性と共に高い引裂強力を有し、織編物と透湿防水層との層間剥離が抑制された積層生地が得られることを見出した。具体的には、下記(i)~(iv)の特性を有する混繊交絡糸で形成され、カバーファクターが1800~2800である織編物を採用し、当該織編物の一方の面に透湿防水層を積層させ、かつ当該織編物の他方の面に撥水剤を付着させることによって、優れた撥水性及び透湿防水性、並びに高い引裂強力を備え、しかも織編物と透湿防水層との層間剥離を抑制できることを見出した。
(i)単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される。
(ii)全体として仮撚捲縮を有する。
(iii)前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲である。
(iv)表面部分においてポリエステル繊維Aによる突出部が形成されている。
(i)単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される。
(ii)全体として仮撚捲縮を有する。
(iii)前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲である。
(iv)表面部分においてポリエステル繊維Aによる突出部が形成されている。
本発明は、かかる知見に基づいてさらに検討を重ねることにより完成したものである。すなわち、本発明は、下記(1)~(12)に掲げる態様の発明を提供する。
(1) 織編物の片面に透湿防水層を有する積層生地であって、
前記織編物は、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記透湿防水層と反対側の表面に撥水剤が付着している、積層生地。
(2)前記混繊交絡糸の捲縮率が10~55%の範囲にある、(1)の積層生地。
(3)前記混繊交絡糸の交絡数が90~200個/mの範囲にある、(1)又は(2)の積層生地。
(4)前記透湿防水層がポリウレタン樹脂で形成されている、(1)~(3)の何れかの積層生地。
(5)前記織編物と前記透湿防水層との間に接着剤層を含む、(1)~(4)の何れかの積層生地。
(6)前記透湿防水層の上に裏地用繊維布帛が積層されている、(1)~(5)の何れかの積層生地。
(7)前記織編物における前記接着剤層と反対側の表面の水滴転がり角度が60度以下である、(1)~(6)の何れかの積層生地。
(8)JIS L 1092:2009 B法に従って測定された耐水圧が100KPa以上の範囲にある、(1)~(7)の何れかの積層生地。
(9)JIS L 1099:2012 B-1法に従って測定された透湿性が10000g/m2・24h以上の範囲にある、(1)~(8)の何れかの積層生地。
(10) JIS L 1089の手法に従って測定された、織編物と透湿防水層との剥離強度が5N/2.54cm以上の範囲にある、(1)~(9)の何れかの積層生地。
(11)(1)~(4)及び(6)~(10)の何れかの積層生地を製造する方法であって、
織編物の一方の表面に、透湿防水層を構成する樹脂を塗布することで、前記透湿防水層を形成する工程を含み、
前記織編物が、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記透湿防水層を構成する樹脂を塗布する面とは反対側の表面に撥水剤が付着している、
積層生地の製造方法。
(12)(1)~(10)の何れかの積層生地を製造する方法であって、
織編物又は透湿防水層上に、接着剤層を形成する工程と、
前記接着剤層を介して前記織編物と前記透湿防水層とを貼り合わせる工程、とを含み、
前記織編物が、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記接着剤層と接する面とは反対側の表面に撥水剤が付着している、
積層生地の製造方法。
(1) 織編物の片面に透湿防水層を有する積層生地であって、
前記織編物は、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記透湿防水層と反対側の表面に撥水剤が付着している、積層生地。
(2)前記混繊交絡糸の捲縮率が10~55%の範囲にある、(1)の積層生地。
(3)前記混繊交絡糸の交絡数が90~200個/mの範囲にある、(1)又は(2)の積層生地。
(4)前記透湿防水層がポリウレタン樹脂で形成されている、(1)~(3)の何れかの積層生地。
(5)前記織編物と前記透湿防水層との間に接着剤層を含む、(1)~(4)の何れかの積層生地。
(6)前記透湿防水層の上に裏地用繊維布帛が積層されている、(1)~(5)の何れかの積層生地。
(7)前記織編物における前記接着剤層と反対側の表面の水滴転がり角度が60度以下である、(1)~(6)の何れかの積層生地。
(8)JIS L 1092:2009 B法に従って測定された耐水圧が100KPa以上の範囲にある、(1)~(7)の何れかの積層生地。
(9)JIS L 1099:2012 B-1法に従って測定された透湿性が10000g/m2・24h以上の範囲にある、(1)~(8)の何れかの積層生地。
(10) JIS L 1089の手法に従って測定された、織編物と透湿防水層との剥離強度が5N/2.54cm以上の範囲にある、(1)~(9)の何れかの積層生地。
(11)(1)~(4)及び(6)~(10)の何れかの積層生地を製造する方法であって、
織編物の一方の表面に、透湿防水層を構成する樹脂を塗布することで、前記透湿防水層を形成する工程を含み、
前記織編物が、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記透湿防水層を構成する樹脂を塗布する面とは反対側の表面に撥水剤が付着している、
積層生地の製造方法。
(12)(1)~(10)の何れかの積層生地を製造する方法であって、
織編物又は透湿防水層上に、接着剤層を形成する工程と、
前記接着剤層を介して前記織編物と前記透湿防水層とを貼り合わせる工程、とを含み、
前記織編物が、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記接着剤層と接する面とは反対側の表面に撥水剤が付着している、
積層生地の製造方法。
本発明によれば、織編物を特定の突出部(糸条によるループ、たるみ)を有する混繊交絡糸を用いて形成することにより、優れた撥水性及び透湿防水性と共に高い引裂強力を有し、しかも織編物と透湿防水層との層間剥離が抑制されている積層生地を提供することができる。
本発明の積層生地は、特定の構成を備える織編物の片面に透湿防水層を有し、当該織編物の他方の面の表面に撥水剤が付着していることを特徴とする。以下、本発明について詳細に説明する。
[織編物]
本発明の積層生地で使用される織編物は、特定の混繊交絡糸からなるものであり、表面の微細な突出部により撥水性を発現させる。
(混繊交絡糸)
混繊交絡糸は、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される。ポリエステル繊維A及びポリエステル繊維Bの繊度を、それぞれこのような特定の範囲に設定することにより、ポリエステル繊維Aとポリエステル繊維Bとを十分に絡めさせ、この絡まりにより、混繊交絡糸の表面部分において、相対的に細いポリエステル繊維Aによる突出部が形成されやすくなる。なお、本発明において、ポリエステル繊維Aによる突出部とは、混繊交絡糸の表面部分において、ポリエステル繊維Aのループ、又はたるみなどによって、ポリエステル繊維Aが外側に突出した部分をいう。
本発明の積層生地で使用される織編物は、特定の混繊交絡糸からなるものであり、表面の微細な突出部により撥水性を発現させる。
(混繊交絡糸)
混繊交絡糸は、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される。ポリエステル繊維A及びポリエステル繊維Bの繊度を、それぞれこのような特定の範囲に設定することにより、ポリエステル繊維Aとポリエステル繊維Bとを十分に絡めさせ、この絡まりにより、混繊交絡糸の表面部分において、相対的に細いポリエステル繊維Aによる突出部が形成されやすくなる。なお、本発明において、ポリエステル繊維Aによる突出部とは、混繊交絡糸の表面部分において、ポリエステル繊維Aのループ、又はたるみなどによって、ポリエステル繊維Aが外側に突出した部分をいう。
混繊交絡糸の表面構造について説明する。混繊交絡糸の表面部分における微細な突出部は、相対的に細いポリエステル繊維Aにより形成されているため、突出部の上に水滴がのった場合に、水滴が混繊交絡糸の内側に移行しにくい。したがって、織編物表面では突出部において所謂ロータス効果を生じ、優れた撥水性能を発揮させることが可能となる。また、後述の通り、特定の単糸繊度を有する2種類のポリエステル繊維A及びポリエステル繊維Bを特定の質量比で混繊したものである混繊交絡糸の表面部分には、相対的に細いポリエステル繊維Aが緩やかに絡み合った部分が形成されている。そして、この細い繊維が絡み合った部分は、空気を保持しやすい層(空気保持層)を形成する。突出部は、ポリエステル繊維Aが絡み合ったこの部分から突出している。すなわち、ポリエステル繊維Aの突出部の内側(混繊交絡糸の側)には、細いポリエステル繊維Aが緩やかに絡み合って形成された上記の空気保持層が形成されているため、混繊交絡糸の内側に水分が移行しにくい。なお、混繊交絡糸において、空気保持層のさらに内側では、ポリエステル繊維Aとポリエステル繊維Bとが絡み合っている。
織編物に対して高い撥水性能を付与できる混繊交絡糸とする観点から、ポリエステル繊維Aの単糸繊度は、好ましくは0.2~0.7dtex程度、より好ましくは0.2~0.5程度に設定される。なお、ポリエステル繊維Aの単糸繊度が0.2dtex未満になると、繊維が細過ぎて開繊効果が乏しくなり、ポリエステル繊維Bとの絡み効果が小さくなって、交絡不良が発生しやすくなる。一方、ポリエステル繊維Aの単糸繊度が0.9dtexを超えると、繊維が剛直となり、ポリエステル繊維Bとの混繊が不十分となって、交絡不良が生じやすくなる。また、ポリエステル繊維Aが太くなると織編物と水滴との接触面積が大きくなり、さらに、繊維が剛直となるため、上述のような空気保持層が形成され難くなり、結果として所望の撥水性能が得られにくくなる。
また、ポリエステル繊維Bの単糸繊度が1.0dtex未満になると、混繊交絡糸の表面部分において、ポリエステル繊維Aによって形成された微細な突出部を保持することが困難となり、空気保持層が形成されにくくなる。また、ポリエステル繊維Aとポリエステル繊維Bの単糸繊度とが同程度になると、混繊交絡糸を織編物とした際に、織編物が柔らかくなり過ぎ、張り腰のないくたくたな織編物になりやすくなる。一方、ポリエステル繊維Bの単糸繊度が5.0dtexを超えると、織編物全体としての風合いが硬くなり過ぎる。さらに、交絡状態が悪くなって、織編物の表面に微細な突出部を形成し難くなり、織編物表面に高い撥水性能を付与することが難しくなる。織編物の表面に微細な突出部の形成容易性、高い撥水性能を付与などの観点から、ポリエステル繊維Bの単糸繊度として、好ましくは1.5~4.5dtexが挙げられる。
混繊交絡糸は全体として仮撚捲縮を有するものであり、仮撚捲縮の度合い、すなわち捲縮率としては、好ましくは10~55%程度、より好ましくは10~50%程度、さらに好ましくは10~45%、最も好ましくは20~40%である。混繊交絡糸が適度な捲縮率を有していることにより、混繊交絡糸の表面部分に上記のような微細な突出部を形成し易くなる。なお、混繊交絡糸の捲縮率が10%未満となる場合、捲縮率が低いため、混繊交絡糸の表面部分に上記のような突出部を形成することが難しく、織編物表面において撥水性能を十分に発揮できなくなる傾向が現れることがある。また、混繊交絡糸の捲縮率が55%を超えると、混繊交絡糸のストレッチ性能が強過ぎて、混繊交絡糸が伸びたときに平坦な構造となるため、上記のような突出部が維持されにくくなり撥水性能が低下する傾向が現れることがある。
混繊交絡糸の捲縮率は、以下の方法により測定して得られた値である。まず、枠周1.125mの検尺機を用いて巻き数5回で混繊交絡糸をカセ取りした後、カセを室温下フリー状態でスタンドに一昼夜吊り下げる。次に、カセに0.000147cN/dtexの荷重を掛けたまま沸水中に投入し30分間湿熱処理する。その後、カセを取り出し、水分を濾紙で軽く取り、室温下フリー状態で30分間放置する。そして、カセに0.000147cN/dtexの荷重及び0.00177cN/dtex(軽重荷)を掛け、長さXを測定する。続いて、0.000147cN/dtexの荷重は掛けたまま、軽重荷に代えて0.044cN/dtexの荷重(重荷重)を掛け、長さYを測定する。その後、捲縮率(%)=(Y-X)/Y×100なる式に基づき、算出する。捲縮率の測定は、混繊交絡糸の5本について行い、それぞれの平均をその糸の捲縮率とする。
ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は、20/80~80/20の範囲にある。ポリエステル繊維Aの質量比率(混率)が20%未満の場合、混繊交絡糸におけるポリエステル繊維Aの割合が少なすぎるため、上記のような突出部を混繊交絡糸の表面部分に形成することが困難となり、織編物表面に高い撥水性能を付与することが難しくなる。一方、ポリエステル繊維Aの混率が80%を超えると、ポリエステル繊維Bの割合が少なすぎて、織編物表面に上記の突出部を保持することが難しくなる。このため微細な突出部が潰れ易くなり、織編物に対して高い撥水性能を付与することが困難となる。ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)としては、好ましくは30/70~70/30程度である。
混繊交絡糸は、糸全体として混繊交絡されている。混繊交絡糸の交絡数は、好ましくは90~200個/m程度である。交絡数が90個/m未満である場合、交絡状態が解け易くなり、混繊交絡糸の表面部分において上記のような微細な突出部を形成することが難しくなる場合がある。また、交絡状態が解け易くなると、織編物の製造工程において必然的に受けるガイド摩耗によって、糸条内部にズレが発生し、織編物の欠点を誘発しやすくなる場合がある。一方、交絡数が200個/mを超えると、ポリエステル繊維Aとポリエステル繊維Bとが絡まり過ぎて、捲縮が消失し、上記の突出部も形成されにくくなるため、織編物に高い撥水性能を付与し難くなる。なお、混繊交絡糸の交絡数は、JIS L1013 8.15フック法に基づいて測定して得られた値である。
織編物に用いられる混繊交絡糸は、上述の通り、(1)ポリエステル繊維Aとポリエステル繊維Bの2糸の単糸繊度を上記の特定の範囲に設定すること、(2)当該2糸の混率を上記の特定範囲にする設定すること、(3)当該2糸を混繊すること、及び(4)混繊交絡糸が全体として仮撚捲縮を有していることを特徴とする。これら構成の相乗効果として、混繊交絡糸の表面部分において、ポリエステル繊維Aによる微細な突出部が形成されており、この突出部によって混繊交絡糸を用いた織編物に対して高い撥水性能を付与することができる。さらに、上述のような空気保持層によって、撥水性能が高められる。
本発明の効果を損なわない範囲において、ポリエステル繊維A及びポリエステル繊維Bの少なくとも一方に対して、適宜の添加剤(例えば、太陽光遮断物質、赤外線吸収物質、染料)を含有させてもよい。また、本発明の効果を損なわない範囲において、ポリエステル繊維Aおよび/またはポリエステル繊維Bの構成素材として、カチオン可染ポリエステルを使用してもよい。ポリエステル繊維Aおよびポリエステル繊維Bの構成素材の何れか少なくとも一方に、カチオン可染ポリエステルを使用すると、染色加工時にカチオン染料で染色を行うことにより杢感を付与し、意匠性を発現することができる。また、ポリエステル繊維Aおよびポリエステル繊維Bの双方の構成素材としてカチオン可染ポリエステルを使用すると、分散染料を使用せずにすむため、移行昇華を防止できる。
一般に、繊維は太くなれば剛直となり、細ければしなやかになるが、このような繊維の特性を利用し、後述の複合仮撚り工程及び混繊交絡工程において、相対的に太いポリエステル繊維Bの間に生じる大きな空隙に、相対的に細いポリエステル繊維Aを入り込ませることにより、ポリエステル繊維Aを混繊交絡糸の表面部分において突出させる。すなわち、こうした混繊交絡糸においては、混繊交絡糸を構成する上記のポリエステル繊維A及びポリエステル繊維Bが上記の特定範囲の単糸緯度を有すること、これら2種類の繊維の混率が上記特定の範囲に設定されていること、さらに繊交絡糸が全体として仮撚捲縮を有していることにより、上記のような特殊な表面構造が形成されており、織編物に対して優れた撥水性能を付与することができる。
混繊交絡糸のトータル繊度は、特に限定されるものではないが、例えば50~350dtex、好ましくは50~300dtexである。
(混繊交絡糸の製造方法)
上述のような混繊交絡糸を製造する方法は、特に限定されるものではないが、例えば、以下の工程を備える方法が挙げられる。
単糸繊度が1.5~6.5dtex、伸度が100~160%のポリエステル高配向未延伸糸Bを延伸倍率1.1~2倍で延伸する延伸工程、
延伸工程で得られたポリエステル延伸糸Bと、単糸繊度が0.4~1.3dtex、伸度が80~110%のポリエステル高配向未延伸糸Aとを、加工速度80~1000m/分、延伸倍率1.10~1.50倍の条件で複合仮撚りする複合仮撚り工程、及び
複合仮撚り工程で得られた複合仮撚糸を、流体ノズルを用いて、エアー圧0.1~0.6Mpa、オーバーフィード率1~4%の条件で混繊交絡する混繊交絡工程。
上述のような混繊交絡糸を製造する方法は、特に限定されるものではないが、例えば、以下の工程を備える方法が挙げられる。
単糸繊度が1.5~6.5dtex、伸度が100~160%のポリエステル高配向未延伸糸Bを延伸倍率1.1~2倍で延伸する延伸工程、
延伸工程で得られたポリエステル延伸糸Bと、単糸繊度が0.4~1.3dtex、伸度が80~110%のポリエステル高配向未延伸糸Aとを、加工速度80~1000m/分、延伸倍率1.10~1.50倍の条件で複合仮撚りする複合仮撚り工程、及び
複合仮撚り工程で得られた複合仮撚糸を、流体ノズルを用いて、エアー圧0.1~0.6Mpa、オーバーフィード率1~4%の条件で混繊交絡する混繊交絡工程。
混繊交絡糸を製造するには、ポリエステル高配向未延伸糸B(混繊交絡糸を構成するポリエステル繊維Bとなる)をあらかじめ特定の延伸倍率にて延伸する延伸工程を行い、ポリエステル延伸糸Bを得る。これにより、ポリエステル高配向未延伸糸A(混繊交絡糸を構成するポリエステル繊維Aとなる)及びポリエステル延伸糸Bの伸度は、ほぼ同じになるか、ポリエステル延伸糸Bの方がやや低くなる。なお、伸度の高い方が、後の複合仮撚り工程において、糸長の長いものとなる。その後、延伸工程で得られたポリエステル延伸糸Bと、混繊の相手方となるポリエステル高配向未延伸糸Aとを引き揃えて延伸しながら複合仮撚りする複合仮撚り工程を行い、複合仮撚糸を得る。複合仮撚糸においては、ポリエステル高配向未延伸糸Aが外側(表面側)に多く配される。そして、引き続き複合仮撚糸を混繊交絡する混繊交絡工程を行うことにより混繊交絡糸が得られる。こうして製造される混繊交絡糸では、上述の通り、ポリエステル繊維Aが、混繊交絡糸の表面部分において突出している。上述した各工程を経ることにより、ポリエステル高配向未延伸糸Aが、混繊交絡を構成するポリエステル繊維Aとなり、ポリエステル高配向未延伸糸Bが、混繊交絡を構成するポリエステル繊維Bとなる。
ここで、ポリエステル高配向未延伸糸とは、例えばポリエステルポリマーを2000~4000m/分程度の速度で紡糸して巻き取られたマルチフィラメント糸をいう。ポリエステルポリマーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等を単独で、又は複数種類併用することができる。また、ポリエステルポリマーは、共重合ポリエステルであってもよい。ポリエステルポリマーは、必要に応じて、艶消し剤、安定剤、難燃剤、着色剤等の改質剤を含んでいてもよい。ポリエステル高配向未延伸糸は、複数の高配向未延伸繊維が束になって構成されており、例えば、繊維断面を同心芯鞘型とする場合には、芯部、鞘部それぞれに配されるポリマーの相溶性を考慮して、両者のポリエステルポリマーを同一のものとするのが好ましい。
ポリエステル高配向未延伸糸Aは、例えば、単糸繊度が0.4~1.3dtexで、伸度が80~110%であることが好ましい。ポリエステル高配向未延伸糸Aの単糸繊度は、0.4~1.0dtexであることがさらに好ましい。
また、一方、ポリエステル高配向未延伸糸Bは、例えば、単糸繊度が1.5~6.5dtexで、伸度が100~160%であることが好ましく、単糸繊度が1.7~6dtexで、伸度が110~150%であることがさらに好ましい。
ここで、伸度とは、JIS L1013 8.5.1に基づいて求められる値であり、具体的な測定方法は、以下の通りである。
定速伸長型の引張り試験機(島津製作所株式会社製、オートグラフ「AGS-5KNG」)を用いて、試料長200mmに設定し初荷重(8.82mN×表示テックス)を掛け引張り試験機のつかみ部に取り付け、引張り速度200mm/minで試料を引っ張り、下記の計算式において伸びを算出する。なお、10回の平均値を求める。
伸び(%)=最大強力時の伸び(mm)/試料長(mm)×100
定速伸長型の引張り試験機(島津製作所株式会社製、オートグラフ「AGS-5KNG」)を用いて、試料長200mmに設定し初荷重(8.82mN×表示テックス)を掛け引張り試験機のつかみ部に取り付け、引張り速度200mm/minで試料を引っ張り、下記の計算式において伸びを算出する。なお、10回の平均値を求める。
伸び(%)=最大強力時の伸び(mm)/試料長(mm)×100
次に、混繊交絡糸の製造方法を、図1の模式図を参照しながら詳述する。まず、上記のポリエステル高配向未延伸糸A、BのパッケージYA、YBをそれぞれクリールに仕掛ける。次にポリエステル高配向未延伸糸Bを供給ローラ1へ導入する。そして、供給ローラ1と第1引取ローラ2との間でポリエステル高配向未延伸糸Bを延伸する延伸工程を行う。
延伸工程において、延伸倍率としては、好ましくは1.1~2倍程度、さらに好ましくは1.1~1.4倍程度である。これにより、ポリエステル高配向未延伸糸Aと、ポリエステル高配向未延伸糸Bを延伸して得られたポリエステル延伸糸Bの伸度は、ほぼ同じになるか、ポリエステル高配向未延伸糸Aの伸度の方がやや高くなる。ここで、延伸工程における延伸倍率とは、供給ローラ1の表面速度と第1引取ローラ2の表面速度との比(延伸倍率=第1引取ローラ2の表面速度/供給ローラ1の表面速度)をいう。伸度の高い方が、後の複合仮撚り工程で糸長が長くなり、後に糸長の長い繊維が混繊交絡糸の外側(表面側)へ配され易くなる。その結果、上述の通り、ポリエステル繊維Aによる突出部を混繊交絡糸の表面に形成しやすくなる。また、当該突出部は、混繊交絡糸の表面部分に形成されたポリエステル繊維Aが緩く絡み合った部分のから突出する。なお、ポリエステル高配向未延伸糸Bを延伸することにより、その単糸繊度をより好ましいものに微調整できると共に、ポリエステル高配向未延伸糸A及びポリエステル延伸糸Bの混率もより好ましいものに微調整することもできる。ポリエステル高配向未延伸糸Bの延伸は、室温中で行ってもよいし、ヒーターなどを設置して熱を与えながら行ってもよい。
次に、延伸後のポリステル延伸糸Bと、上記ポリエステル高配向未延伸糸Aとを、所定条件下で複合仮撚りする複合仮撚り工程を行う。すなわち、延伸工程で延伸された前記ポリエステル延伸糸Bと、単糸繊度が0.4~1.3dtex、伸度が80~110%のポリエステル高配向未延伸糸Aとを、加工速度80~1000m/分、延伸倍率1.10~1.5倍の条件で複合仮撚りする。具体的には、図1に示すように、上記で延伸されたポリエステル延伸糸Bと、ポリエステル高配向未延伸糸Aとを第1引取ローラ2へ同時に導入し、ヒーター3、仮撚具4を経て、第2引取ローラ5から引き出すことで、複合仮撚糸Cを得る。ここで、図1の第1引取ローラ2と第2引取ローラ5との間が複合仮撚域となる。具体的には、第1引取ローラ2と仮撚具4との間が加撚域T1となり、仮撚具4と第2引取ローラ5との間が解撚域T2となる。
複合仮撚り工程においては、加工速度及び延伸倍率を各々特定することが好ましい。加工速度とは、第2引取ローラ5から糸を引き出すときの糸速をいい、すなわち、第2引取ローラ5の表面速度をいう。加工速度(糸速)としては、上記のとおり80~1000m/分程度が好ましく、100~700m/分程度がさらに好ましい。糸速が上記範囲を下回ると、複合仮撚糸Cの捲縮が強くなり過ぎる傾向にある。捲縮が強くなると、ストレッチ性能が強く発現するため、高撥水織編物の製造には適さない。また、複合仮撚糸Cのストレッチ性能が強くなると、後に得られる混繊交絡糸のストレッチ性能も強くなり、混繊交絡糸が容易に伸ばされる。混繊交絡糸が伸びたときに、混繊交絡糸が平坦な形状となり、混繊交絡糸の表面における上記の微細な突出部が失われる。このため、糸速が上記範囲を下回り、捲縮が強くなると、織編物に所望の撥水性能を付与し難くなる。一方、糸速が上記範囲を上回ると、複合仮撚糸Cの捲縮が弱くなる傾向にある。捲縮が弱くなると、ポリエステル繊維に十分なクリンプが付与されなくなり、ポリエステル繊維の形状が平坦に近くなる。したがって、ポリエステル繊維Aが混繊交絡糸の表面部分において、突出部が形成され難くなり、織編物に所望の撥水性能を付与しにくくなる。
複合仮撚り工程において、延伸倍率は1.10~1.50倍程度の範囲とすることが好ましく、1.10~1.30倍程度の範囲とすることがさらに好ましい。複合仮撚り工程における延伸倍率とは、第1引取ローラ2の表面速度と第2引取ローラ5の表面速度との比(延伸倍率=第2引取ローラ5の表面速度/第1引取ローラ2の表面速度)をいう。
複合仮撚り工程においては、上記の延伸後のポリエステル延伸糸Bと、上記のポリエステル高配向未延伸糸Aとを、好ましくは所定加工速度及び所定延伸倍率の下、適宜の仮撚具により複合仮撚りする。仮撚りの方式は、一般に、スピンドル方式とフリクション方式とに大別されるが、いずれの方式を採用してもよい。仮撚条件、ヒーター温度、加撚の度合いなどは、適宜に設定することができる。
複合仮撚り工程の後、複合仮撚糸Cは、第2引取ローラ5によって流体ノズル6へ導かれ、流体ノズル6を用いて混繊交絡する。流体ノズルとしては、特に限定されないが、一般にインターレースノズルが好適である。
混繊交絡の条件としては、上記の通り、エアー圧力を好ましくは0.1~0.6Mpa程度、オーバーフィード率を好ましくは1~4%程度に設定する。オーバーフィード率とは、流体ノズルへ導入される直前の糸速をV1、流体ノズルを通過した直後の糸速をV2としたとき、オーバーフィード率=(V1-V2)/V2×100(%)なる式で算出される。図1の場合では、オーバーフィード率=(第2引取ローラ5の表面速度-第3引取ローラ7の表面速度)/第3引取ローラ7の表面速度×100(%)なる式で算出される。複合仮撚糸Cの外側にはポリエステル繊維Aが多く配されているので、これを所定条件で混繊交絡することでポリエステル繊維Aによる突出部を伴った上述の空気保持層が形成される。
混繊交絡糸は、第3引取ローラ7を通過した後、巻取ローラ8によりパッケージ9に捲き取られる。混繊交絡糸においては、目安として、交絡数が90~200個/m程度の範囲にあると、適度な混繊交絡を有しているといえる。また、交絡数以外にも、適度な混繊交絡の目安として、捲縮変化率が所定範囲を満足していることが好ましい。すなわち、糸を混繊交絡すると、繊維が絡み合うため糸全体の捲縮率は低下するため、どの程度捲縮率が低下したかを知ることで、適度な混繊交絡の目安を知ることができる。捲縮変化率が40~70%の範囲にあることが好ましい。なお、捲縮変化率とは、捲縮変化率=(得られた混繊交絡糸の捲縮率)/(複合仮撚糸Cの捲縮率)×100(%)なる式で算出される。
捲縮変化率が40%未満では、交絡状態が強くなって、上記の微細な突出部が得られにくくなり、織編物に高い撥水性能を付与し難くなる。また、捲縮変化率が70%を超えると、交絡状態が解け易くなって、糸条内部にズレが発生したり、微細な突出部が得られにくくなる。
なお、本発明で使用される混繊交絡糸は、前記製造方法に従って製造してもよく、また市販品として入手可能であれば市販品であってもよい。また、ポリステル延伸糸Bを市販品として入手できる場合には、前記延伸工程を行わずに、市販品のポリステル延伸糸Bとポリエステル高配向未延伸糸Aを用いて、前記複合仮撚り工程及び混繊交絡工程を行うことによっても、本発明で使用される混繊交絡糸を得ることができる。
(織編物の構造)
混繊交絡糸の表面部分においてポリエステル繊維Aの突出部が形成されているため、本発明で使用される織編物においては混繊交絡糸の突出部が表面部分に位置している。したがって、本発明で使用される織編物では、大きな水滴は勿論、小さな水滴でも突出部によって支えることができ、さらに上述の空気保持層の存在により水滴が織編物の内部へ移行することを効果的に抑制することができるため、所謂ロータス効果と同様の撥水性能が顕著に向上している。
混繊交絡糸の表面部分においてポリエステル繊維Aの突出部が形成されているため、本発明で使用される織編物においては混繊交絡糸の突出部が表面部分に位置している。したがって、本発明で使用される織編物では、大きな水滴は勿論、小さな水滴でも突出部によって支えることができ、さらに上述の空気保持層の存在により水滴が織編物の内部へ移行することを効果的に抑制することができるため、所謂ロータス効果と同様の撥水性能が顕著に向上している。
本発明において、織編物を構成する経糸及び/又は緯糸の少なくとも一部に前記混繊交絡糸が使用されていればよいが、優れた撥水性及び防水性を備えさせつつ、織編物と透湿防水層との層間剥離を効果的に抑制させるという観点から、織編物における前記混繊交絡糸の使用量として、30~100質量%、好ましくは40~100質量%、より好ましくは45~100質量%が挙げられる。
本発明で使用される織編物において、接着剤層が形成されている面と反対側の面には、撥水剤が付着している。この撥水剤付着面において、織編物表面の突出部と相俟って顕著に優れた撥水性が発揮されており、従来公知の安価なフッ素系撥水剤などを使用することによっても優れた撥水性能を発揮することができる。
本発明で使用される撥水剤としては、特に限定されないが、作業性や価格などの点から、フッ素系撥水剤が好適である。具体的には、化学構造中にポリフルオロアルキル基(Rf基)を有するフッ素系化合物からなるフッ素系撥水剤が好適である。Rf基とは、アルキル基の水素原子の2個以上がフッ素原子に置換された基をいう。Rf基の炭素数は2~20個が好ましく、2~8個がより好ましく、1~6個がよりいっそう好ましい。Rf基は直鎖構造でも分岐鎖構造でもよい。特に分岐鎖構造の場合、分岐鎖部分がRf基の末端部分に存在し、かつ炭素数1~8程度の短鎖であることが好ましく、1~6がより好ましい。Rf基としては、アルキル基の水素原子が全てフッ素原子に置換された基(パーフルオロアルキル基)が好ましい。
フッ素系化合物としては、上記パーフルオロアルキル基を含有する重合体と、重合可能な他の重合性単量体とを公知の重合方法により重合した共重合体が好ましい。他の重合性単量体としては、アクリル酸、メタクリル酸、スチレン、塩化ビニルなどが挙げられる。また、必要に応じて、アクリル系化合物、酢酸ビニル系化合物、メラミン系化合物などを適宜混合してもよい。
フッ素系撥水剤として市販品を用いることができ、例えば、旭硝子株式会社製「アサヒガード(商品名)」、日華化学株式会社製「NKガード(商品名)」などが挙げられる。フッ素系撥水剤としては、特に、環境保護の点からパーフルオロアルキルカルボン酸を含まないフッ素系撥水剤が好適である。フッ素系撥水剤は、水性エマルジョンの形態で使用することが好ましい。
また、環境配慮の面から、フッ素を含まない撥水剤を使用しても構わない。非フッ素系撥水剤としては、例えば炭化水素系、シリコーン系、ワックス系が挙げられる。非フッ素系撥水剤として市販品を用いることができ、例えば、炭化水素系であれば、日華化学株式会社製「ネオシード(商品名)」、大原パラジウム製「パラジウムECO(商品名)」等;シリコーン系であれば、日華化学株式会社製「ドライポン600E(商品名)」、信越化学工業株式会社製「ポロン(商品名)」等;ワックス系であれば、日華化学株式会社製「TH-44(商品名)」、高松油脂製「ネオラックス(商品名)」等が挙げられる。特に、洗濯耐久性が高い炭化水素系が好適である。
織編物に付着させる撥水剤の量については、使用する撥水剤の種類、目的とする撥水性の程度等に応じて適宜設定すればよいが、撥水剤に含まれる固形分量として、例えば、0.05~10g/m2、好ましくは0.1~7g/m2が挙げられる。
本発明で使用される織編物のカバーファクター(CF)は、1800~2800である。このようなカバーファクター(CF)の範囲を充足することによって、積層生地に優れた撥水性能と共に高い引裂強力を備えさせることが可能になる。本発明で使用される織編物のカバーファクター(CF)として、好ましくは2000~2800が挙げられる。カバーファクター(CF)が1800を下回ると、組織点が粗くなり織編物内に空隙が増える。そうすると、その空隙に水滴が落ちる傾向にあるため、撥水性能の向上が期待できなくなる。また、織編物の空隙に、透湿防水層を構成する樹脂、または接着剤等が入り込み、これらが硬化状態となることで、風合いが硬くなるとともに、強度(引裂強度)に劣るものとなる。一方、カバーファクター(CF)が2800を上回ると、組織点による拘束が強まるため、混繊交絡糸の表面部分における微細な突出部が失われる傾向にあり、撥水性能の向上が期待できなくなる。
織編物のカバーファクター(CF)とは織編物の粗密を数値化したものであり、以下の式により算出される。
CF=D1/2×経糸密度(本/2.54cm)+E1/2×緯糸密度(本/2.54cm)
式中、Dは経糸のトータル繊度を示す。Eは緯糸のトータル繊度を示す。
CF=D1/2×経糸密度(本/2.54cm)+E1/2×緯糸密度(本/2.54cm)
式中、Dは経糸のトータル繊度を示す。Eは緯糸のトータル繊度を示す。
織編物の組織としては特に限定されず、例えば平織、綾織、朱子織を採用することができる。強度又は肉厚風合いなどが所望される場合は、例えば、多重組織又はリップストップ組織などを採用してもよい。
織編物における透湿防水層が積層される面と反対側表面の、水滴転がり角度が60度以下であることが好ましく、50度以下であることがより好ましく、40度以下であることがさらに好ましい。当該水滴転がり角度の下限値は、低いほどよく、0度を超えるものであればよいが、例えば5度程度が挙げられる。水滴転がり角度とは、ロータス効果のような撥水性能の優劣を評価する指標である。水滴転がり角度とは、水平版上に取り付けた水平状の試料の織編物表面に、0.2mLの水を静かに滴下し、その後水平版を静かに傾斜させ、水滴が転がり始めるときの角度をいう。水滴転がり角度が60度を超える場合は、実際に織編物を縫製し製品としたとき、雨水等による水滴を、その水滴形状を崩さずに振り払うことが困難となることがある。例えば、織編物中に上記のような突出部及び空気保持層が維持された混繊交絡糸を50質量%以上含有させたり、カバーファクター(CF)を上記範囲に設定したりすることにより、水滴転がり角度を60度以下に容易に設定することができる。なお、水滴転がり角度は、タテ方向及びヨコ方向の何れにおいても、上記範囲を達成することが好ましい。
[透湿防水層]
本発明の積層生地において、織編物の上には、防水性及び透湿性を付与するための透湿防水層が積層されている。透湿防水層とは、織編物の一方面を被覆している層であって、防水性及び透湿性を有する樹脂によって形成された層である。
本発明の積層生地において、織編物の上には、防水性及び透湿性を付与するための透湿防水層が積層されている。透湿防水層とは、織編物の一方面を被覆している層であって、防水性及び透湿性を有する樹脂によって形成された層である。
透湿防水層は、織編物へ直接樹脂(透湿防水層を構成する樹脂)を塗布することによって形成されてもよいし、後述の接着剤層を介して織編物片面に積層されていてもよい。本発明においては、織編物として表面にループ又はたるみに起因する微細な突出部を有するものを採用している。そのため、突出部が接着剤層、又は透湿防水層と強固に絡むことで、アンカー効果が発現するために、織編物と透湿防水層とがよりいっそう剥離し難くなる。通常の織編物(上記の突出部が、表面に十分に維持されていない織編物)を用いた場合は、アンカー効果が十分に発現しない可能性があり、こうした場合は織編物と透湿防水層とは剥離し易くなる傾向にある。
透湿防水層を構成する樹脂としては、特に限定されるものではないが、主成分としてのポリウレタン樹脂から構成されることが好ましく、例えばポリウレタン樹脂が80質量%以上の割合で含有されることが好ましい。ポリウレタン樹脂は、一般に、透湿性及び防水性を有する樹脂層の形成に適する。なかでも、透湿性を考慮すると微多孔タイプが好ましいが、長時間の降雨に晒される可能性や、洗濯等で繰り返しの使用が想定される場合には、微多孔タイプではなく無孔タイプの透湿ウレタンを用いてもよい。
ポリウレタン樹脂としては、ポリイソシアネート成分とポリオール成分とを反応させて得られる従来公知のものを採用しうる。
透湿防水層は微多孔質な構造を有していてもよいし、無多孔な構造を有していてもよい。また、微多孔質な構造を有する場合、所望の透湿性を確保するために、透湿防水層に無機微粉末を含有させることができる。
無機微粉末としては、例えば二酸化珪素、二酸化アルミニウム、又は二酸化チタンなどからなる微粉末が挙げられる。また、無機微粉末の平均一次粒子径としては、7~40nm程度が好ましい。無機微粉末の含有量は透湿防水層全量に対して3~50質量%であることが好ましく、5~50質量%であることが好ましい。
透湿防水層の厚みは、5μm以上であることが好ましく、10~30μmであることがより好ましく、10~25μmであることがさらに好ましい。厚みが上記範囲であると防水性及び透湿性のバランスに優れるものとなり、さらに風合いや引裂強力といった面で利点がある。
[接着剤層]
本発明の積層生地は、接着剤層を含むことが好ましい。つまり、織編物と透湿防水層とは接着剤層を介して積層されることが好ましい。その理由について、以下に述べる。本発明においては織編物として、上述のように、表面にループ又はたるみに起因する微細な突出部を有するものを採用している。そのため、突出部が接着剤層と強固に絡むことで、アンカー効果が発現するために、織編物と透湿防水層とがよりいっそう剥離し難くなる。
本発明の積層生地は、接着剤層を含むことが好ましい。つまり、織編物と透湿防水層とは接着剤層を介して積層されることが好ましい。その理由について、以下に述べる。本発明においては織編物として、上述のように、表面にループ又はたるみに起因する微細な突出部を有するものを採用している。そのため、突出部が接着剤層と強固に絡むことで、アンカー効果が発現するために、織編物と透湿防水層とがよりいっそう剥離し難くなる。
また、上記の織編物に、例えばコーティング法などにより直接透湿防水層を積層する場合においては、織編物表面の突出部が透湿防水層を突き抜け、その結果ピンホールが形成されて耐水性、強力に劣る場合がある。また、コーティングが均一とならず、透湿防水層に厚みムラができてしまう懸念もある。これを防ぐために、例えばカレンダー加工等で織編物表面の平滑化を図ると、突出部又は空気保持層が低減することにより撥水性が低下してしまう場合がある。従って本発明においては、撥水性、強力、耐水性のバランスに優れるために、織編物と透湿防水層とは接着剤層を介して積層されることが好ましいのである。
接着剤層を構成する接着剤の種類としては、特に制限されないが、透湿防水層との相溶性に優れるものであることが好ましく、例えば、ポリウレタン系接着剤、オレフィン系接着剤などが挙げられる。例えば、透湿防水層を構成する樹脂として、ポリウレタン樹脂を主成分とするものを選定した場合は、ポリウレタン系接着剤からなる接着剤層を採用することが好ましい。ポリウレタン系接着剤は、エーテル系、エステル系、ポリカ系等のいずれの構造のものを使用してもよいが、優れた接着性を付与するという観点から、好ましくはエーテル系が挙げられる。
接着剤層は織編物の一方の面の全面状に形成されてもよいし、透湿性又は風合いなどの観点からパターン状に形成されていてもよい。パターン状の形態としては、特に限定されないが、点状、線状、格子状、市松模様、亀甲模様などが挙げられ、何れも全体に均一に配置されていることが好ましい。
接着剤層の塗布面積については、織編物と透湿防水層を接着可能であることを限度として特に制限されないが、透湿性の確保と層間剥離の抑制との兼ね合いから、例えば30%以上、好ましくは40~80%が挙げられる。接着剤層の塗布面積が著しく低いと、剥離性が低下し透湿性が向上する傾向となり、一方、接着剤層の塗布面積が著しく高いと、剥離性が向上し透湿性が低下する傾向となるが、両者のバランスの為に、上記の範囲とすることが好ましいのである。
接着剤層の厚みとしては、5~100μm程度が好ましく、10~80μmがより好ましく、さらに15~50μmがより好ましい。厚みが5μm未満では、接着剤の占有面積を広くしても、耐久性ある積層生地が得られ難く、100μmを超えると、製造コストがかさむうえにそれ以上の接着性も期待できない傾向にあり、何れも好ましくない。
[裏地用繊維布帛]
本発明の積層生地では、透湿防水層上(即ち、織編物が積層される側とは反対側の透湿防水層の面)に裏地用繊維布帛が積層されていてもよい。裏地用繊維布帛により透湿防水層を保護することができ、防水性(耐水圧)及び強度を一層優れたものとすることができる。また、裏地用繊維布帛を積層することによって、積層生地全体の伸長を抑えることができるため、積層後の仕上工程や着用時のテンション等による織編物の伸長によって、混繊複合糸の突出部が引っ張られた結果として突出部が低減することを抑制でき、上記の撥水性をより高く維持することができる。また、裏地用繊維布帛が積層されると、撥水性によりいっそう優れるものとなる。その理由は明らかではないが、本発明者らは、積層工程が増え、撥水剤が受ける熱履歴が多くなることで、撥水性がより向上すると推測している。
本発明の積層生地では、透湿防水層上(即ち、織編物が積層される側とは反対側の透湿防水層の面)に裏地用繊維布帛が積層されていてもよい。裏地用繊維布帛により透湿防水層を保護することができ、防水性(耐水圧)及び強度を一層優れたものとすることができる。また、裏地用繊維布帛を積層することによって、積層生地全体の伸長を抑えることができるため、積層後の仕上工程や着用時のテンション等による織編物の伸長によって、混繊複合糸の突出部が引っ張られた結果として突出部が低減することを抑制でき、上記の撥水性をより高く維持することができる。また、裏地用繊維布帛が積層されると、撥水性によりいっそう優れるものとなる。その理由は明らかではないが、本発明者らは、積層工程が増え、撥水剤が受ける熱履歴が多くなることで、撥水性がより向上すると推測している。
裏地用繊維布帛としては、各種の織物、編物などが挙げられる。なかでも、織物よりも表面に構成糸条が突出し易く平坦な表面状態とならず、アンカー効果がより発揮されて透湿防水層と剥離し難い点から、編物が好ましい。なかでもトリコット編地は、それ以外の組織を有する編地と比較すると伸縮性が抑えられているため、編目空隙が大きくなり過ぎず撥水性により優れ、好ましい。また、トリコット編地は製編時に長い生機を得ることができ繋ぎ目が少なく、透湿防水層上に均一に積層することができる点でも好ましい。
裏地用繊維布帛を構成する繊維の素材については特に限定されず、適宜に選択できるが、ナイロン繊維であることが好ましい。なぜなら、一般にナイロン繊維においては酸性染料が用いられるために、分散染料が用いられるポリエステル繊維などにおいて問題となる、透湿防水層への分散染料の移行昇華が起こり難いためである。裏地用繊維布帛の構成繊維の形態(長繊維、短繊維又は紡績糸)、又は繊度については特に限定されず、本発明の効果を損なわない範囲で適宜に選定できる。
本発明の積層生地において、裏地用繊維布帛は、透湿防水層と直接積層されていてよく、また接着剤層を介して積層されていてもよい。接着剤層を介して裏地用繊維布帛と透湿防水層を積層させる場合、当該接着剤層の組成や厚み等については、特に限定されるものではないが、例えば、織編物と透湿防水層との間に介在させる接着剤層の場合と同様である。
[積層生地の特性]
本発明の積層生地においては、JIS L 1092:2009 B法に従って測定された耐水圧が、100Kpa以上であることが好ましく、150Kpa以上であることが防水性の観点からより好ましい。より具体的には、本発明の積層生地の一態様として、JIS L 1092:2009 B法に従って測定された耐水圧が、好ましくは100~500Kpa、より好ましくは150~400Kpa、さらに好ましくは150~300Kpaが挙げられる。
本発明の積層生地においては、JIS L 1092:2009 B法に従って測定された耐水圧が、100Kpa以上であることが好ましく、150Kpa以上であることが防水性の観点からより好ましい。より具体的には、本発明の積層生地の一態様として、JIS L 1092:2009 B法に従って測定された耐水圧が、好ましくは100~500Kpa、より好ましくは150~400Kpa、さらに好ましくは150~300Kpaが挙げられる。
本発明の積層生地においては、透湿性に優れるために、JIS L 1099:2012 B-1法(酢酸カリウム法)に従って測定された透湿性が、10000g/m2・24h以上であることが好ましく、衣料材料として使用した際の快適性を踏まえると、15000g/m2・24h以上であることがより好ましく、20000g/m2・24h以上であることがより好ましい。より具体的には、本発明の積層生地の一態様として、JIS L 1099:2012 B-1法(酢酸カリウム法)に従って測定された透湿性が、好ましくは10000~40000g/m2・24h、より好ましくは20000~30000g/m2・24hが挙げられる。
本発明の積層生地においては、織編物と透湿防水層との層間剥離が抑制されるために、JIS L 1089の手法に従って測定された、織編物と透湿防水層の間の剥離強力が、5N/2.54cm以上であることが好ましく、6~30N/2.54cmの範囲にあることがより好ましく、9~25N/2.54cmの範囲にあることがさらに好ましい。剥離強度を上記範囲とするために、例えば、過度に強いカレンダー加工が施されておらず、突出部が十分に維持された織編物を採用したり、接着剤層を設けたりすることができる。
本発明の積層生地は、高い引裂強力を有するために、JIS L 1096:2010 A-1法に従って測定された引裂強力が10N以上であることが好ましい。
[積層生地の製造方法]
本発明の積層生地の製造方法について、以下に述べる。
本発明の第一の製造方法においては、織編物の表面に、前記透湿防水層を構成する樹脂を塗布することで、前記透湿防水層を形成する。
本発明の第二の製造方法は、織編物又は透湿防水層上に接着剤層を形成する工程と、接着剤層を介して織編物と透湿防水層とを貼り合わせる工程、とを含む。
本発明の積層生地の製造方法について、以下に述べる。
本発明の第一の製造方法においては、織編物の表面に、前記透湿防水層を構成する樹脂を塗布することで、前記透湿防水層を形成する。
本発明の第二の製造方法は、織編物又は透湿防水層上に接着剤層を形成する工程と、接着剤層を介して織編物と透湿防水層とを貼り合わせる工程、とを含む。
織編物を得る手法について、以下に例示する。織編物は、上記の混繊交絡糸を製織編して生機を得た後、これを後加工及び撥水加工することにより得ることができる。製織編は、公知の織機、編機を用いて行えばよく、製織編に先立つ準備工程も公知の設備を使用すればよい。
後加工では、まず、生機を精練・リラックスする。精練・リラックスは、例えば、80~130℃の温度下で連続方式またはバッチ方式により行うこができる。精練・リラックスした後は、織編物をプレセットする。プレセットは、例えば、ピンテンターを用いて170~200℃で30~120秒間乾熱処理する。プレセット後は、常法に基づいて染色し、その後、必要に応じてファイナルセットを行う。
後加工した後は、撥水加工する。撥水加工の一例について以下に述べる。まず、撥水剤を含む水溶液を調製する。次に、後加工が施された織編物に対し、例えばパディング法、スプレー法、キスロールコータ法、スリットコータ法などにより上記水溶液を付与し、105~190℃で30~150秒間乾熱処理すればよい。上記水溶液には、必要に応じて架橋剤、柔軟剤、帯電防止剤などを併せて含ませてもよい。
ここで、織編物の生地表面における突出部を出来るだけ維持することが好ましい。例えば、コーティング加工などを容易にするために、織編物にカレンダー加工等を施すと、上記のような微細な突出部が潰れて平坦な表面となってしまい、特定の水滴転がり角度を達成することができない場合がある。さらに、上記の空気保持層を十分に維持することができず、所望の撥水性が達成できなくなる場合がある。また、コーティング法により透湿防水層を設ける場合は、カレンダー加工を施すことにより、突出部に起因したピンホールの発生を抑制することができ、一層耐水圧を向上させることができる。従って、カレンダー加工等の条件は十分に検討することが好ましく、織編物にカレンダー加工等の突出部を適切に維持できるような加工を施すことが好ましい。
第一の製造方法において、織編物の表面に透湿防水層を構成する樹脂を塗布し、透湿防水層を形成するために、コーティング法を用いることができる。コーティング法において、ナイフコーター又はコンマコーターを使用することができる。また、透湿度の観点から、湿式法により透湿防水層を得ることが好ましい。
第二の製造方法においては、織編物又は透湿防水層上に接着剤層を形成する工程を実行するために、例えば、ラミネート法を用いることができる。
ラミネート法において、接着剤層の形成には樹脂溶液を用いた方法、又はホットメルトによる方法を採用することができる。まず、透湿防水層形成用樹脂組成物(例えば、透湿防水層を形成する樹脂と有機溶剤とを含む樹脂組成物)を、離型材(離型紙、離型布又は離型フィルム等)の表面にクリアランスを設け、厚みを調節しながら透湿防水層を形成し熱処理することで完全に反応させフィルムを得る。離型材は、貼合わせた後又は熟成した後に、適宜に取り除くことができる。
そして、織編物又は透湿防水層の上に、接着剤層を形成する。例えば、樹脂溶液を用いた方法であれば、二液硬化型であって粘度を500~5000mPa・sの範囲に調製したポリウレタン樹脂溶液を全面、又はパターン状に塗布する。その後乾燥して接着剤層を形成し、接着剤層を介して織編物と透湿防水層とを貼り合わせ、両者を圧着もしくは熱圧着することで、第二の製造方法を実行することができる。
一方、ホットメルトの場合には、空気中の水分と反応する湿気硬化型樹脂を用いることが好適であり、実用上は80~150℃程度の温度域で溶融するものがより好ましい。この場合、まず、樹脂の融点及び溶融時の粘性などを考慮しながらホットメルト樹脂を溶融させる。その後、織編物又は透湿防水層の上に溶融した樹脂を塗布し常温で冷却しながら熟成させて接着剤層を形成する。その後、接着剤層を介して織編物と透湿防水層とを貼り合わせ、圧着することで、第二の製造方法を実行することができる。
本発明の製造方法において、第二の製造方法を採用することが好ましい。なぜなら、コーティング法を用いて透湿防水層を積層した場合は、織編物表面の微細な突出部に起因して透湿防水層にピンホールが発生する懸念があり、耐水圧が低下する傾向にあるからである。また、均一な透湿防水層を形成しようとして織編物にカレンダー加工を施した場合は、突出部又は空気保持層が低減し所望の撥水性が達成できなくなる懸念があり、カレンダー条件の精査が別途必要となるため、工程自体が煩雑になる場合がある。
その後、公知の適宜な手法を用いて、透湿防水層上に裏地用繊維布帛を積層することができる。
本発明の積層生地は、撥水性及び透湿防水性に優れ、過酷な環境下でも透湿防水層が剥離しないため、屋外にて使用されるユニフォーム衣料、スポーツ衣料、アウトドア製品などの分野において、好適に用いられる。なお、本発明の積層生地を衣料用途などに用いる場合は、織編物側が雨水などに晒されるように配置することが好ましい。
以下、実施例に従って本発明を具体的に説明する。本発明はこの実施例に限定されない。
[測定方法・評価方法]
実施例及び比較例において、1.単糸繊度、トータル繊度、2.捲縮率、3.混繊交絡糸の交絡数、4.複合仮撚糸の糸長差、5.織編物表面の撥水性能(水滴転がり角度)、6.耐水圧(防水性)、7.透湿性、8.剥離強度、9.引裂強力は、それぞれ、以下の方法により測定、評価を行った。
実施例及び比較例において、1.単糸繊度、トータル繊度、2.捲縮率、3.混繊交絡糸の交絡数、4.複合仮撚糸の糸長差、5.織編物表面の撥水性能(水滴転がり角度)、6.耐水圧(防水性)、7.透湿性、8.剥離強度、9.引裂強力は、それぞれ、以下の方法により測定、評価を行った。
1.単糸繊度、トータル繊度
混繊交絡糸中のポリエステル繊維A、ポリエステル繊維Bの単糸繊度及びトータル繊度、混繊交絡糸の単糸繊度及びトータル繊度は、それぞれ、JIS L1013 8.3.1の規定に基づいて測定した。具体的な測定方法は、以下の通りである。
混繊交絡糸中のポリエステル繊維A、ポリエステル繊維Bの単糸繊度及びトータル繊度、混繊交絡糸の単糸繊度及びトータル繊度は、それぞれ、JIS L1013 8.3.1の規定に基づいて測定した。具体的な測定方法は、以下の通りである。
試料を枠周1.125mの検尺機又は同等の性能をもつ巻返し機を用い、2.94mN×表示tex数の荷重をかけ、120回/分の速度で巻き返し、900mの糸長の小かせを作り、その質量を量り,見掛繊度を求めた。この見掛繊度と別に測定した平衡水分率から、次の式によって正量繊度(tex)を算出し、5回の測定による平均値を、四捨五入によって小数点以下1けたに丸めた。なお、単位をdtexにする場合は、tex繊度を10分の1にすれば良い(1tex=10dtex)。

前記式において、RO(公定水分率)はポリエステル系合成繊維の公定水分率である0.4%を使用した。
また、前記式において、Re(平衡水分率)は、水分平衡に達した試料から約5gを採り、その質量及び絶乾質量を量り、次の式によって平衡水分率(%)を算出し、2回の平均値を四捨五入法によって小数点以下1けたに丸めた値を使用した。水分平衡に達したとは、標準状態(温度20±2℃、相対湿度65±4%の標準状態の試験室内で1時間以上の間隔で質量を測定し、その前後の質量差が後の質量の0.1%以内となった状態であることを示す。

また、前記式において、Re(平衡水分率)は、水分平衡に達した試料から約5gを採り、その質量及び絶乾質量を量り、次の式によって平衡水分率(%)を算出し、2回の平均値を四捨五入法によって小数点以下1けたに丸めた値を使用した。水分平衡に達したとは、標準状態(温度20±2℃、相対湿度65±4%の標準状態の試験室内で1時間以上の間隔で質量を測定し、その前後の質量差が後の質量の0.1%以内となった状態であることを示す。
2.捲縮率
織編物を解いて混繊交絡糸を採取し、試料とした。これを、枠周1.125mの検尺機を用いて巻き数5回で試料をカセ取りした後、カセを室温下フリー状態でスタンドに一昼夜吊り下げた。次に、カセに0.000147cN/dtexの荷重を掛けたまま沸水中に投入し30分間湿熱処理した。その後、カセを取り出し、水分を濾紙で軽く取り、室温下フリー状態で30分間放置した。そして、カセに0.000147cN/dtexの荷重及び0.00177cN/dex(軽重荷)を掛け、長さXを測定した。続いて、0.000147cN/dtexの荷重は掛けたまま、軽重荷に代えて0.044cN/dtexの荷重(重荷重)を掛け、長さYを測定した。その後、捲縮率(%)=(Y-X)/Y×100なる式に基づき、算出した。捲縮率の測定は、複合仮撚糸及び混繊交絡糸のそれぞれ5ずつについて行い、それぞれの平均をその糸の捲縮率とした。
織編物を解いて混繊交絡糸を採取し、試料とした。これを、枠周1.125mの検尺機を用いて巻き数5回で試料をカセ取りした後、カセを室温下フリー状態でスタンドに一昼夜吊り下げた。次に、カセに0.000147cN/dtexの荷重を掛けたまま沸水中に投入し30分間湿熱処理した。その後、カセを取り出し、水分を濾紙で軽く取り、室温下フリー状態で30分間放置した。そして、カセに0.000147cN/dtexの荷重及び0.00177cN/dex(軽重荷)を掛け、長さXを測定した。続いて、0.000147cN/dtexの荷重は掛けたまま、軽重荷に代えて0.044cN/dtexの荷重(重荷重)を掛け、長さYを測定した。その後、捲縮率(%)=(Y-X)/Y×100なる式に基づき、算出した。捲縮率の測定は、複合仮撚糸及び混繊交絡糸のそれぞれ5ずつについて行い、それぞれの平均をその糸の捲縮率とした。
3.混繊交絡糸の交絡数
織編物を解いて混繊交絡糸を採取し試料とした。JIS L1013 8.15フック法に基づいて混繊交絡糸の交絡数(個/m)を測定した。具体的な測定方法は、以下の通りである。なお、交絡数は交絡度と表記される場合がある。
織編物を解いて混繊交絡糸を採取し試料とした。JIS L1013 8.15フック法に基づいて混繊交絡糸の交絡数(個/m)を測定した。具体的な測定方法は、以下の通りである。なお、交絡数は交絡度と表記される場合がある。
先ず、試料の一端を適切な性能をもつ垂下装置の上部つかみに取り付け、つかみ部から70cm程度下方の位置におもり(2.94mN×表示tex数)をつり下げ、試料を垂直に垂らした。つかみ部から下方約2cmの箇所と、つかみ部から下方約52cmの箇所で印を付けた。
荷重を外した後、試料の2cm印部箇所から、下方へ糸束を2分割するように,フック(直径が0.5mm~1.0mmの針状、側面が滑らかに仕上げ処理されている)を挿入し、フックが52cm印部箇所から糸の絡みによって停止した箇所までの長さL(単位;mm)を測定し、下記式により、1mあたりの個数に換算した。50回の平均値を求めた。
交絡数=1000/L
荷重を外した後、試料の2cm印部箇所から、下方へ糸束を2分割するように,フック(直径が0.5mm~1.0mmの針状、側面が滑らかに仕上げ処理されている)を挿入し、フックが52cm印部箇所から糸の絡みによって停止した箇所までの長さL(単位;mm)を測定し、下記式により、1mあたりの個数に換算した。50回の平均値を求めた。
交絡数=1000/L
4.複合仮撚糸の糸長差
混繊交絡糸を得る過程で別途複合仮撚糸を採取し、物差しを備えた垂直台に複合仮撚糸を0.1g/dtexの荷重を掛けながら吊るし、上下1m間に黒マジックで2箇所目印を付けた。次に、上部目印の位置を固定しながら、複合仮撚糸をピンセットで丁寧にポリエステル繊維Aの繊維群とポリエステルBの繊維群とに分けた。その後、ポリエステル繊維A、Bの繊維群それぞれに0.1g/dtexの荷重を掛け、それぞれの繊維群の長さを測定した。その後、糸長差(%)=(ポリエステルAの繊維群の長さ-ポリエステルBの繊維群の長さ)/ポリエステルBの繊維群の長さ×100なる式に基づき、算出した。糸長差の測定は5本の複合仮撚糸について行い、その平均を糸長差とした。
混繊交絡糸を得る過程で別途複合仮撚糸を採取し、物差しを備えた垂直台に複合仮撚糸を0.1g/dtexの荷重を掛けながら吊るし、上下1m間に黒マジックで2箇所目印を付けた。次に、上部目印の位置を固定しながら、複合仮撚糸をピンセットで丁寧にポリエステル繊維Aの繊維群とポリエステルBの繊維群とに分けた。その後、ポリエステル繊維A、Bの繊維群それぞれに0.1g/dtexの荷重を掛け、それぞれの繊維群の長さを測定した。その後、糸長差(%)=(ポリエステルAの繊維群の長さ-ポリエステルBの繊維群の長さ)/ポリエステルBの繊維群の長さ×100なる式に基づき、算出した。糸長差の測定は5本の複合仮撚糸について行い、その平均を糸長差とした。
5.織編物表面の撥水性能(水滴転がり角度)
織編物の撥水剤処理した側の表面の水滴転がり角度を測定した。水滴転がり角度は、水平版上に取り付けた水平状の試料における織編物表面(透湿防水層と反対側の面)に、0.2mLの水を静かに滴下し、その後水平版を静かに傾斜させ、水滴が転がり始めるときの角度を測定した。なお、タテ方向及びヨコ方向の何れについても測定した。
織編物の撥水剤処理した側の表面の水滴転がり角度を測定した。水滴転がり角度は、水平版上に取り付けた水平状の試料における織編物表面(透湿防水層と反対側の面)に、0.2mLの水を静かに滴下し、その後水平版を静かに傾斜させ、水滴が転がり始めるときの角度を測定した。なお、タテ方向及びヨコ方向の何れについても測定した。
6.耐水圧(防水性)
積層生地の耐水圧(防水性)は、JIS L 1092:2009 B法に従って測定した。具体的な測定方法は、以下の通りである。
積層生地の耐水圧(防水性)は、JIS L 1092:2009 B法に従って測定した。具体的な測定方法は、以下の通りである。
約150mm×150mmの試験片を5枚採取し、耐水度試験装置(高水圧)(株式会社大栄科学精機製作所製、「WP-1000K」)に試験片の表側が水に当たるように取り付け、シリンダに水を入れ、ピストンハンドルを回して1分間に100kPaの割合で水圧を加えて、試験片の裏側に3か所から水が出たときの水圧(kPa)を読み取った。5回の測定による平均値を、四捨五入法によって小数点以下1けたに丸めた。
7.透湿性
積層生地の透湿性は、JIS L 1099:2012 B-1法(酢酸カリウム法)に従って測定した。具体的な測定方法は、以下の通りである。
積層生地の透湿性は、JIS L 1099:2012 B-1法(酢酸カリウム法)に従って測定した。具体的な測定方法は、以下の通りである。
約200mm×200mmの試験片を3枚採取し、試験片を試験片支持枠(内径80mm、高さ50mm、厚み3mmの円筒形状)に、試験片の裏面(透湿防水層側、または裏地用繊維布帛側)が支持枠の外側に向くようにゴム製バンドで装着した。この試験片支持枠を、恒温装置中に置いた温度約23℃の水の入った水槽に試験片が十分に浸るような約10mmの深さの位置に固定し、15分間以上放置した。なお、この恒温装置には、温度30±2℃の空気を循環させておいた。
次に、透湿カップ(直径56mm、一方の底面が密閉された円筒形状)に温度約23℃に保った吸湿剤(酢酸カリウム)を透湿カップ容積の約3分の2まで入れ、約100mm×100mmの大きさの透湿度測定用補助フィルムを、透湿カップの上部に載せ、フィルムの縁部を透湿カップに添わせて、ゴム製バンドで装着して試験体とした。この試験体の質量(a5)をフィルム装着側を上にして1mgの単位まで測定した。測定した後、直ちに試験体を倒立させ、水槽に固定した試験片支持枠の中に置いた。15分後に試験体を取り出し、反転させて質量(a6)を1mgの単位まで測定した。
下記計算式によって透湿度を算出し、試験結果は、3回の測定値の平均値を四捨五入法によって整数に丸めて表した。

次に、透湿カップ(直径56mm、一方の底面が密閉された円筒形状)に温度約23℃に保った吸湿剤(酢酸カリウム)を透湿カップ容積の約3分の2まで入れ、約100mm×100mmの大きさの透湿度測定用補助フィルムを、透湿カップの上部に載せ、フィルムの縁部を透湿カップに添わせて、ゴム製バンドで装着して試験体とした。この試験体の質量(a5)をフィルム装着側を上にして1mgの単位まで測定した。測定した後、直ちに試験体を倒立させ、水槽に固定した試験片支持枠の中に置いた。15分後に試験体を取り出し、反転させて質量(a6)を1mgの単位まで測定した。
下記計算式によって透湿度を算出し、試験結果は、3回の測定値の平均値を四捨五入法によって整数に丸めて表した。
8.剥離強力
積層生地における織物と透湿防水層との剥離強度をJIS L 1089の手法に従って測定した。具体的な測定方法は、以下の通りである。
積層生地における織物と透湿防水層との剥離強度をJIS L 1089の手法に従って測定した。具体的な測定方法は、以下の通りである。
積層生地を、織物のたて方向(経糸と並行方向)とよこ方向(緯糸と並行方向)に幅25mm×長さ150mmとなるように、それぞれ5枚切り出して、試験片とした。試験片の長さ方向の端から約50mmの領域について織物と透湿防水層を剥離させ、自記記録装置付引張試験機(オートグラフ)(島津製作所製、「AG-1000G」)を用い、試験片のつかみ間隔を50mmとして、剥離させた織物と透湿防水層の各端部をクランプに挟んだ。引張速度を100mm/minとして、織物と透湿防水層の間を50mm剥離させ、剥離するときに示す極大値(cN)について、大きいものから順次3個、小さいものから順次3個を計測し、計6個の平均値を算出し、たて方向及びよこ方向それぞれ5回の平均値を四捨五入法によって小数点第1位の桁まで求めた。
9.引裂強力
積層生地の引裂強力をJIS L 1096:2010 A-1法に従って測定した。具体的な測定方法は、以下の通りである。
積層生地の引裂強力をJIS L 1096:2010 A-1法に従って測定した。具体的な測定方法は、以下の通りである。
積層生地を、織物のたて方向(経糸と並行方向)とよこ方向(緯糸と並行方向)に幅25mm×長さ150mmとなるように、それぞれ3枚切り出して、試験片とした。試験片の短辺の中央部分に、長さ方向の一方の端部から100mmの切れ目を入れた。即ち、試験片を、長さ方向の端部50mmで繋がった状態とした。その後、幅50mm以上のクランプをもつ自記記録装置付引張試験機(オートグラフ)(島津製作所製、「AG-1000G」)を用いて、シングルタング法に従って、試験片のつかみ間の距離を100mmとし、切れ目により切断された2つの端部を、それぞれ、上下のクランプで直角に挟んだ。引張速度を100mm/minとして、たて方向及びよこ方向に引き裂くときの最大荷重[引裂強さ(N)]を測定した。たて方向の引裂強さ及びよこ方向の引裂強さのそれぞれの平均値を算出し,小数点以下1けたに丸めた。
[積層生地の製造]
(実施例1)
伸度103%,単糸繊度0.54dtex,トータル繊度45dtex84フィラメントのポリエステル高配向未延伸糸Aを用意した。一方、伸度130%,単糸繊度3.25dtex,トータル繊度39dtex12フィラメントのポリエステル高配向未延伸糸Bを用意した。そして、ポリエステル高配向未延伸糸A及びBを図1に示す様な混繊交絡糸の製造方法に供した。仮撚具4としてディスクタイプのものを使用し、複合仮撚条件及び混繊交絡条件は下記の通りとすることにより、63dtex96フィラメントの混繊交絡糸を得た。混繊交絡糸において、ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は57/43であった。また、得られた混繊交絡糸は、ポリエステル繊維Aのループやたるみなどによって連続的に突出部が形成されており、当該突出部の内側(混繊交絡糸の内部側)には、細いポリエステル繊維Aが緩やかに絡み合って形成された空気保持層が形成されていた。
(実施例1)
伸度103%,単糸繊度0.54dtex,トータル繊度45dtex84フィラメントのポリエステル高配向未延伸糸Aを用意した。一方、伸度130%,単糸繊度3.25dtex,トータル繊度39dtex12フィラメントのポリエステル高配向未延伸糸Bを用意した。そして、ポリエステル高配向未延伸糸A及びBを図1に示す様な混繊交絡糸の製造方法に供した。仮撚具4としてディスクタイプのものを使用し、複合仮撚条件及び混繊交絡条件は下記の通りとすることにより、63dtex96フィラメントの混繊交絡糸を得た。混繊交絡糸において、ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は57/43であった。また、得られた混繊交絡糸は、ポリエステル繊維Aのループやたるみなどによって連続的に突出部が形成されており、当該突出部の内側(混繊交絡糸の内部側)には、細いポリエステル繊維Aが緩やかに絡み合って形成された空気保持層が形成されていた。
<複合仮撚条件>
供給ローラ1の表面速度:211m/分
ポリエステル高配向未延伸糸Bの延伸倍率:1.15倍
第1引取ローラ2の表面速度:243m/分
ヒーター3の温度:(接触式ヒーター)165℃
撚り方向:Z方向
ディスクの構造:1-6-1
K値:1.0
仮撚時の延伸倍率:1.24倍
第2引取ローラ5の表面速度:300m/分
供給ローラ1の表面速度:211m/分
ポリエステル高配向未延伸糸Bの延伸倍率:1.15倍
第1引取ローラ2の表面速度:243m/分
ヒーター3の温度:(接触式ヒーター)165℃
撚り方向:Z方向
ディスクの構造:1-6-1
K値:1.0
仮撚時の延伸倍率:1.24倍
第2引取ローラ5の表面速度:300m/分
<混繊交絡条件>
流体ノズル6:インターレースノズル
エアー圧力:0.11MPa
オーバーフィード率:1.5%
第3引取ローラ7の表面速度:295m/分
流体ノズル6:インターレースノズル
エアー圧力:0.11MPa
オーバーフィード率:1.5%
第3引取ローラ7の表面速度:295m/分
次に、ウォータージェット織機(津田駒工業株式会社製)を使用し、経糸に33dtex72フィラメントのポリエステル延伸糸、緯糸に上記で得られた交絡混繊糸を無撚状態でそれぞれ配して、図2に示すリップストップ組織の生機を製織した。
得られた生機を精練した後、分散染料を用いて染色した。その後、フッ素系撥水剤エマルジョン(旭硝子株式会社製、「アサヒガードAG-E092(商品名)」)の5%水分散液を用いて、布帛へ、パディング法(ピックアップ率40%)にて付与した。そして乾燥後、170℃×40秒の熱処理を行い、経糸密度214本/2.54cm、緯糸密度118本/2.54cm、カバーファクター2166の織物を得た。
次に、離型紙の上にコンマコーターにて14μm厚のウレタンフィルムを積層し、乾燥させ、透湿防水層を得た。次に、織物の片面に、ウレタン系接着剤を厚み40μmとなるように、塗布面積80%のグラビアロールにて塗布し、上記の透湿防水層と熱圧着により貼り合わせ、40℃で3日間の熟成を行い、接着剤層を硬化させ、実施例1の積層生地を得た。
(実施例2)
実施例1で得られた積層生地において、透湿防水層側にウレタン系接着剤を厚み30μmとなるように、塗布面積80%のグラビアロールにて塗布し、裏地用繊維布帛としてトリコット編地を熱圧着により貼り合わせた。このトリコット編地は、フロント筬及びバック筬にナイロンフィラメント(20dtex)が用いられたものであり、密度が51コース/2.54cm、33ウェール/2.54cmであり、目付けが64g/m2であった。そして、40℃で3日間の熟成を行い、接着剤層を硬化させ、実施例2の積層生地を得た。
実施例1で得られた積層生地において、透湿防水層側にウレタン系接着剤を厚み30μmとなるように、塗布面積80%のグラビアロールにて塗布し、裏地用繊維布帛としてトリコット編地を熱圧着により貼り合わせた。このトリコット編地は、フロント筬及びバック筬にナイロンフィラメント(20dtex)が用いられたものであり、密度が51コース/2.54cm、33ウェール/2.54cmであり、目付けが64g/m2であった。そして、40℃で3日間の熟成を行い、接着剤層を硬化させ、実施例2の積層生地を得た。
(実施例3)
実施例2において、織物にカレンダー加工を施した以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、織物にカレンダー加工を施した以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(実施例4)
実施例3において、透湿防水層をコーティング法により形成した以外は、実施例3と同一の方法により、実施例4の積層生地を得た。詳しくは、コーティング法として、カレンダー加工を施した織物に対し、公知の湿式コーティングの手法を用いて、コンマコーターを用いてポリウレタン樹脂を塗布し、凝固槽を通した後にテンターで乾燥させた後、40℃で3日間の熟成を行い、厚み14μmの透湿防水層を形成した。
実施例3において、透湿防水層をコーティング法により形成した以外は、実施例3と同一の方法により、実施例4の積層生地を得た。詳しくは、コーティング法として、カレンダー加工を施した織物に対し、公知の湿式コーティングの手法を用いて、コンマコーターを用いてポリウレタン樹脂を塗布し、凝固槽を通した後にテンターで乾燥させた後、40℃で3日間の熟成を行い、厚み14μmの透湿防水層を形成した。
(実施例5)
実施例2において、使用する高配向未延伸糸Aを、伸度107%,単糸繊度0.89dtex,トータル繊度50dtex56フィラメントに変更して65dtex84フィラメントの混繊交絡糸とし、生地の緯密度を116本/2.54cmとした以外は実施例2と同一の方法により、目的とする積層生地を得た。使用した混繊交絡糸において、ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は58/42であった。また、使用した混繊交絡糸は、ポリエステル繊維Aのループやたるみなどによって連続的に突出部が形成されており、当該突出部の内側(混繊交絡糸の内部側)には、細いポリエステル繊維Aが緩やかに絡み合って形成された空気保持層が形成されていた。
実施例2において、使用する高配向未延伸糸Aを、伸度107%,単糸繊度0.89dtex,トータル繊度50dtex56フィラメントに変更して65dtex84フィラメントの混繊交絡糸とし、生地の緯密度を116本/2.54cmとした以外は実施例2と同一の方法により、目的とする積層生地を得た。使用した混繊交絡糸において、ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は58/42であった。また、使用した混繊交絡糸は、ポリエステル繊維Aのループやたるみなどによって連続的に突出部が形成されており、当該突出部の内側(混繊交絡糸の内部側)には、細いポリエステル繊維Aが緩やかに絡み合って形成された空気保持層が形成されていた。
(実施例6)
実施例2において、染色加工した織物の緯密度を150本/2.54cmとした以外は、実施例2と同一の方法により、カバーファクターが2438である織物を含む積層生地を得た。
実施例2において、染色加工した織物の緯密度を150本/2.54cmとした以外は、実施例2と同一の方法により、カバーファクターが2438である織物を含む積層生地を得た。
(実施例7)
実施例2において、染色加工した織物の経密度を177本/2.54ccm、緯密度を100本/2.54cmとした以外は、実施例2と同一の方法により、カバーファクターが1823である織物を含む積層生地を得た。
実施例2において、染色加工した織物の経密度を177本/2.54ccm、緯密度を100本/2.54cmとした以外は、実施例2と同一の方法により、カバーファクターが1823である織物を含む積層生地を得た。
(実施例8)
実施例2において、透湿防水層の厚みを3μmとした以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、透湿防水層の厚みを3μmとした以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(実施例9)
実施例2において、透湿防水層の厚みを40μmとした以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、透湿防水層の厚みを40μmとした以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(実施例10)
実施例2において、透湿防水層と裏地用繊維布帛との接着、及び織物と透湿防水層との接着に使用する接着剤を、オレフィン系接着剤とした以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、透湿防水層と裏地用繊維布帛との接着、及び織物と透湿防水層との接着に使用する接着剤を、オレフィン系接着剤とした以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(実施例11)
実施例2において、接着剤塗布面積を20%としたこと以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、接着剤塗布面積を20%としたこと以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(実施例12)
実施例2において、接着剤の厚みを3μmとしたこと以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、接着剤の厚みを3μmとしたこと以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(実施例13)
実施例2において、接着剤の厚みを120μmとしたこと以外は、実施例2と同一の方法により、目的とする積層生地を得た。
実施例2において、接着剤の厚みを120μmとしたこと以外は、実施例2と同一の方法により、目的とする積層生地を得た。
(比較例1)
織物として、経糸に33dtex72フィラメントのポリエステル延伸糸、緯糸に単糸繊度0.42dtex,トータル繊度72dtex168フィラメントのポリエステル延伸仮撚糸を使用して製織したものを用いた。なお、当該ポリエステル延伸仮撚糸は、表面に突出部が形成されていなかった。織物を染色加工して、図2に示すリップストップ組織(経密度214本/2.54cm、緯密度112本/2.54cm)の織物とした以外は、実施例2と同一の方法により、撥水加工、並びに透湿防水層及び裏地用繊維布帛の積層を行い、カバーファクターが2179である織物を含む積層生地を得た。
織物として、経糸に33dtex72フィラメントのポリエステル延伸糸、緯糸に単糸繊度0.42dtex,トータル繊度72dtex168フィラメントのポリエステル延伸仮撚糸を使用して製織したものを用いた。なお、当該ポリエステル延伸仮撚糸は、表面に突出部が形成されていなかった。織物を染色加工して、図2に示すリップストップ組織(経密度214本/2.54cm、緯密度112本/2.54cm)の織物とした以外は、実施例2と同一の方法により、撥水加工、並びに透湿防水層及び裏地用繊維布帛の積層を行い、カバーファクターが2179である織物を含む積層生地を得た。
(比較例2)
実施例2において、使用する高配向未延伸糸Aを、伸度107%,単糸繊度1.38dtex,トータル繊度50dtex36フィラメントに変更して、65dtex48フィラメントの混繊交絡糸とし、生地の緯密度を116本/2.54cmとした以外は実施例2と同一の方法により、カバーファクターが2438である織物を含む積層生地を得た。混繊交絡糸において、ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は58/42であった。また、使用した混繊交絡糸は、突出部が形成されていた。
実施例2において、使用する高配向未延伸糸Aを、伸度107%,単糸繊度1.38dtex,トータル繊度50dtex36フィラメントに変更して、65dtex48フィラメントの混繊交絡糸とし、生地の緯密度を116本/2.54cmとした以外は実施例2と同一の方法により、カバーファクターが2438である織物を含む積層生地を得た。混繊交絡糸において、ポリエステル繊維Aとポリエステル繊維Bとの質量比率(A/B)は58/42であった。また、使用した混繊交絡糸は、突出部が形成されていた。
(比較例3)
実施例2において、染色加工した織物の経密度を294本/2.54ccm、緯密度を144本/2.54cmとしたこと以外は、実施例2と同一の方法により、カバーファクターが2850である織物を含む積層生地を得た。
実施例2において、染色加工した織物の経密度を294本/2.54ccm、緯密度を144本/2.54cmとしたこと以外は、実施例2と同一の方法により、カバーファクターが2850である織物を含む積層生地を得た。
(比較例4)
実施例2において、染色加工した織物の経密度を140本/2.54ccm、緯密度を70本/2.54cmとした以外は、実施例2と同一の方法により、カバーファクターが1370である織物を含む積層生地を得た。
実施例2において、染色加工した織物の経密度を140本/2.54ccm、緯密度を70本/2.54cmとした以外は、実施例2と同一の方法により、カバーファクターが1370である織物を含む積層生地を得た。
[試験結果]
実施例1~13及び比較例1~4の積層生地について評価結果を表1及び2に示す。
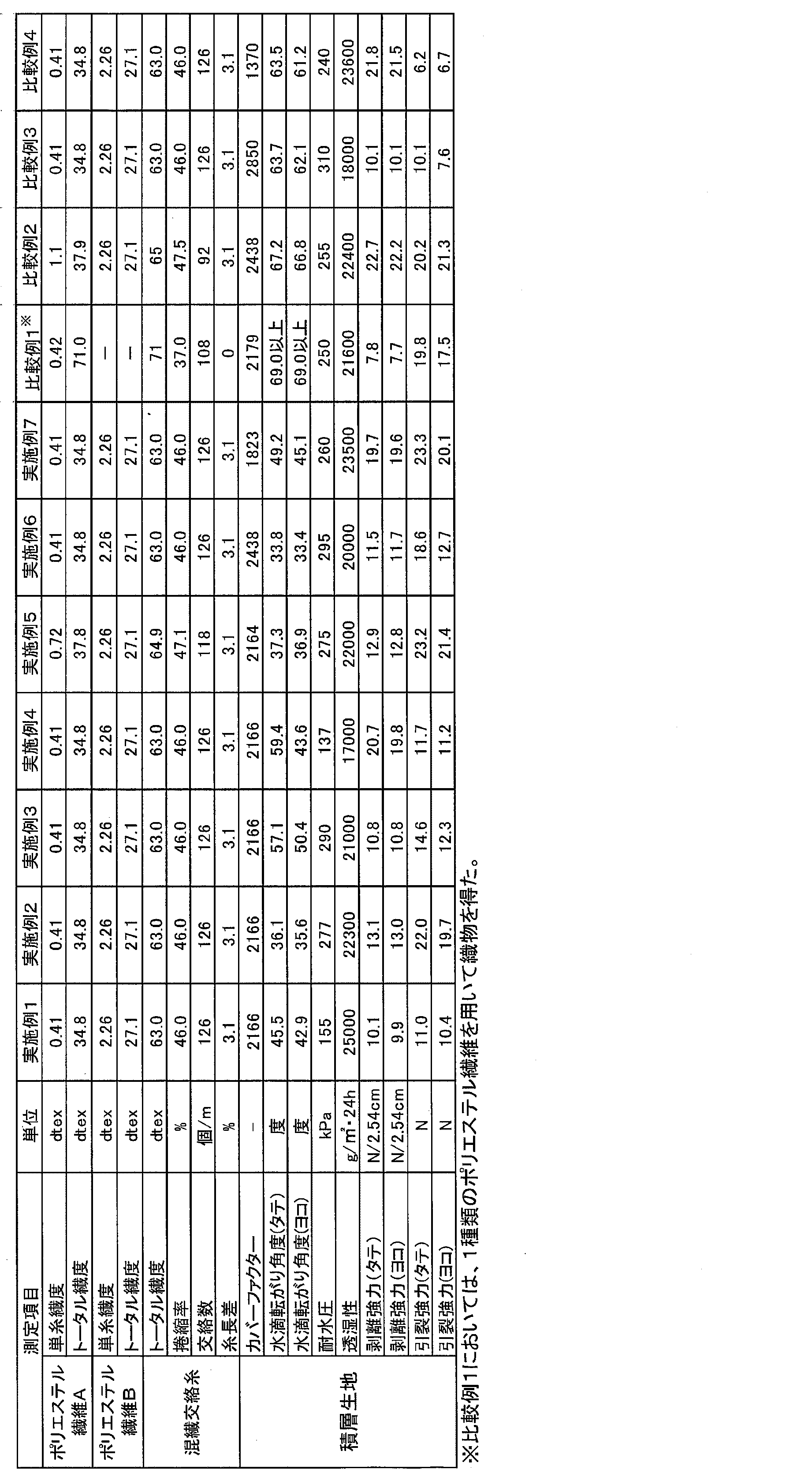

実施例1~13及び比較例1~4の積層生地について評価結果を表1及び2に示す。
実施例1~13で得られた積層生地は、何れも撥水性に優れ、加えて織物と透湿防水層間の剥離強力も十分高いものであった。実施例2においては、裏地用繊維布帛が積層されていたため、実施例1と比較すると、撥水性、耐水圧、剥離強力、引裂強力の何れにおいても、より優れるものであった。
また、実施例2の積層生地は、実施例3の積層生地と比較すると、織物にカレンダー加工が施されていなかったために突出部が十分に維持されており、撥水性にいっそう優れていた。加えて織物表面における突出部でのアンカー効果が十分に発現し、剥離強力にもいっそう優れていた。
実施例2の積層生地は、実施例5と対比すると、ポリエステル繊維Aの単糸繊度が小さかったために、水滴転がり角度がより一層小さくなっていた。
実施例2の積層生地は、実施例7と対比すると、カバーファクターが大きかったために、水滴転がり角度がより一層小さくなっていた。
実施例2の積層生地は、実施例8と対比すると、透湿防水層の厚みが厚かったために、風合いにはやや劣るが、耐水圧に優れるものであった。
実施例2の積層生地は、実施例9と対比すると、透湿防水層の厚みが薄かったために、透湿度が高く、風合いにも優れていた。
実施例2の積層生地は、使用する接着剤が好ましいものであったために、オレフィン系接着剤を使用した実施例10と対比すると、剥離強度に優れていた。
実施例2の積層生地は、実施例11と対比すると、接着剤塗布面積が大きかったために、剥離強度に優れていた。
実施例2の積層生地は、実施例12と対比すると、接着剤の厚みが大きかったために、剥離強度に優れていた。
実施例2の積層生地は、実施例13と対比すると、接着剤の厚みが小さかったために、剥離強度に優れ、風合いにも優れていた。
実施例4の積層生地は、透湿防水層をコーティング法で積層したため、均一に塗布することを目的として、織物にカレンダー加工を施した。塗布は容易であったが、突出部が低減したために、実施例3と比較すると撥水性に低下が見られた。
実施例6の積層生地は、実施例2と対比すると、カバーファクターが大きかったために、水滴転がり角度がより一層小さくなっていた。
比較例1の積層生地においては、本発明で規定している混繊交絡糸を用いなかったために、得られた積層生地は、織物表面に突出部が形成されておらず、撥水性に劣るものであった。さらに、突出部が形成されていなかったためにアンカー効果が得られず、剥離強力においても優れたものではなかった。
比較例2の積層生地においては、ポリエステル繊維Aの単糸繊度が過大であったために、繊維が剛直となって空気保持層が形成されないばかりか、ポリエステル繊維Bとの混繊が不十分となって交絡不良が生じやすく突出部が十分に維持されず、さらに織編物と水滴との接触面積が大きくなるために、撥水性に劣るものとなった。
比較例3の積層生地は、カバーファクターが過大であったため、凹凸が十分に発現せず、撥水性に劣るものとなった。また、比較例4の積層生地は、カバーファクターが過小であったため、引裂強力に劣るものであった。
1 供給ローラ
2 第1引取ローラ
3 ヒーター
4 仮撚具
5 第2引取ローラ
6 第2デリベリローラ
7 第3引取ローラ
8 巻取ローラ
9 混繊交絡糸のパッケージ
YA ポリエステル高配向未延伸糸Aのパッケージ
YB ポリエステル高配向未延伸糸Bのパッケージ
2 第1引取ローラ
3 ヒーター
4 仮撚具
5 第2引取ローラ
6 第2デリベリローラ
7 第3引取ローラ
8 巻取ローラ
9 混繊交絡糸のパッケージ
YA ポリエステル高配向未延伸糸Aのパッケージ
YB ポリエステル高配向未延伸糸Bのパッケージ
Claims (12)
- 織編物の片面に透湿防水層を有する積層生地であって、
前記織編物は、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記透湿防水層と反対側の表面に撥水剤が付着している、積層生地。 - 前記混繊交絡糸の捲縮率が10~55%の範囲にある、請求項1に記載の積層生地。
- 前記混繊交絡糸の交絡数が90~200個/mの範囲にある、請求項1又は2に記載の積層生地。
- 前記透湿防水層がポリウレタン樹脂で形成されている、請求項1~3の何れか1項に記載の積層生地。
- 前記織編物と前記透湿防水層との間に接着剤層を含む、請求項1~4の何れか1項に記載の積層生地。
- 前記透湿防水層の上に裏地用繊維布帛が積層されている、請求項1~5の何れか1項に記載の積層生地。
- 前記織編物における前記接着剤層と反対側の表面の水滴転がり角度が60度以下である、請求項1~6の何れか1項に記載の積層生地。
- JIS L 1092:2009 B法に従って測定された耐水圧が100KPa以上の範囲にある、請求項1~7の何れか1項に記載の積層生地。
- JIS L 1099:2012 B-1法に従って測定された透湿性が10000g/m2・24h以上の範囲にある、請求項1~8の何れか1項に記載の積層生地。
- JIS L 1089の手法に従って測定された、織編物と透湿防水層との剥離強度が5N/2.54cm以上の範囲にある、請求項1~9の何れか1項に記載の積層生地。
- 請求項1~4及び6~10の何れか1項に記載の積層生地を製造する方法であって、
織編物の一方の表面に、透湿防水層を構成する樹脂を塗布することで、前記透湿防水層を形成する工程を含み、
前記織編物が、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記透湿防水層を構成する樹脂を塗布する面とは反対側の表面に撥水剤が付着している、
積層生地の製造方法。 - 請求項1~10の何れか1項に記載の積層生地を製造する方法であって、
織編物又は透湿防水層上に、接着剤層を形成する工程と、
前記接着剤層を介して前記織編物と前記透湿防水層とを貼り合わせる工程、とを含み、
前記織編物が、単糸繊度が0.2~0.9dtexのポリエステル繊維Aと、単糸繊度が1.0~5.0dtexのポリエステル繊維Bとから構成される混繊交絡糸を含み、
前記混繊交絡糸は、全体として仮撚捲縮を有し、かつ、前記ポリエステル繊維Aと前記ポリエステル繊維Bとの質量比率(A/B)が20/80~80/20の範囲にあり、
前記混繊交絡糸の表面部分において、ポリエステル繊維Aによる突出部が形成されており、
前記織編物のカバーファクターが1800~2800であり、
前記織編物において、前記接着剤層と接する面とは反対側の表面に撥水剤が付着している、
積層生地の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17806617.1A EP3466671A4 (en) | 2016-06-03 | 2017-05-29 | LAMINATED FABRIC AND METHOD FOR PRODUCING THE SAME |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016111927 | 2016-06-03 | ||
| JP2016-111927 | 2016-06-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017209062A1 true WO2017209062A1 (ja) | 2017-12-07 |
Family
ID=60477837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/019948 WO2017209062A1 (ja) | 2016-06-03 | 2017-05-29 | 積層生地、及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3466671A4 (ja) |
| JP (1) | JP7132697B2 (ja) |
| WO (1) | WO2017209062A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115401980A (zh) * | 2022-08-24 | 2022-11-29 | 福建省晋江市深沪达丽服装针织有限公司 | 一种机织布复合针织布的加工方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002004178A (ja) * | 2000-06-22 | 2002-01-09 | Toray Ind Inc | ポリエステル系透湿防水織物 |
| JP2010201811A (ja) * | 2009-03-04 | 2010-09-16 | Teijin Fibers Ltd | 透湿防水性布帛および繊維製品 |
| JP2012122144A (ja) * | 2010-12-06 | 2012-06-28 | Teijin Fibers Ltd | 撥水性織物および衣料 |
| WO2014185453A1 (ja) * | 2013-05-14 | 2014-11-20 | 旭化成せんい株式会社 | 耐摩耗織物 |
| JP2015098661A (ja) * | 2013-11-19 | 2015-05-28 | ユニチカトレーディング株式会社 | 混繊交絡糸、その製造方法、及び混繊交絡糸を用いた織編物 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3945304B2 (ja) * | 2002-04-23 | 2007-07-18 | 東レ株式会社 | 透湿防水加工布帛およびそれを用いてなる衣料 |
| JP2004169233A (ja) * | 2002-11-21 | 2004-06-17 | Unitica Fibers Ltd | 透湿防水性コーティング布帛とその製造方法 |
| JP4451613B2 (ja) * | 2003-05-27 | 2010-04-14 | エヌアイ帝人商事株式会社 | 制電性と撥水性を有する防水織物 |
| JP5161516B2 (ja) * | 2007-09-03 | 2013-03-13 | 帝人ファイバー株式会社 | 透湿防水性布帛 |
| JP5230286B2 (ja) * | 2008-06-20 | 2013-07-10 | ユニチカトレーディング株式会社 | 透湿防水性布帛 |
| JP5909058B2 (ja) * | 2011-07-05 | 2016-04-26 | ユニチカトレーディング株式会社 | 医療用積層布帛及びこれを用いてなる医療用品 |
| JP5933952B2 (ja) * | 2011-10-06 | 2016-06-15 | 帝人フロンティア株式会社 | 布帛および繊維製品 |
| JP5973220B2 (ja) * | 2012-04-26 | 2016-08-23 | 帝人フロンティア株式会社 | 透湿防水性布帛および繊維製品 |
| JP6009282B2 (ja) * | 2012-08-31 | 2016-10-19 | ユニチカトレーディング株式会社 | 医療用透湿防水性布帛 |
| ES2689307T3 (es) * | 2012-12-17 | 2018-11-13 | Teijin Frontier Co., Ltd. | Tela y producto de fibra |
-
2017
- 2017-05-29 JP JP2017105854A patent/JP7132697B2/ja active Active
- 2017-05-29 EP EP17806617.1A patent/EP3466671A4/en not_active Withdrawn
- 2017-05-29 WO PCT/JP2017/019948 patent/WO2017209062A1/ja unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002004178A (ja) * | 2000-06-22 | 2002-01-09 | Toray Ind Inc | ポリエステル系透湿防水織物 |
| JP2010201811A (ja) * | 2009-03-04 | 2010-09-16 | Teijin Fibers Ltd | 透湿防水性布帛および繊維製品 |
| JP2012122144A (ja) * | 2010-12-06 | 2012-06-28 | Teijin Fibers Ltd | 撥水性織物および衣料 |
| WO2014185453A1 (ja) * | 2013-05-14 | 2014-11-20 | 旭化成せんい株式会社 | 耐摩耗織物 |
| JP2015098661A (ja) * | 2013-11-19 | 2015-05-28 | ユニチカトレーディング株式会社 | 混繊交絡糸、その製造方法、及び混繊交絡糸を用いた織編物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3466671A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115401980A (zh) * | 2022-08-24 | 2022-11-29 | 福建省晋江市深沪达丽服装针织有限公司 | 一种机织布复合针织布的加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7132697B2 (ja) | 2022-09-07 |
| EP3466671A4 (en) | 2020-03-04 |
| JP2017217913A (ja) | 2017-12-14 |
| EP3466671A1 (en) | 2019-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106715772B (zh) | 含有膨胀型聚四氟乙烯纤维的织物 | |
| JP5868781B2 (ja) | 透明性に優れた織物を側地とするダウンジャケット | |
| JP6174464B2 (ja) | 混繊交絡糸、その製造方法、及び混繊交絡糸を用いた織編物 | |
| JP2015108204A (ja) | 複合紡績糸からなる織物 | |
| JP5272855B2 (ja) | 織物 | |
| JP5599661B2 (ja) | ストレッチコート編地 | |
| WO2017209062A1 (ja) | 積層生地、及びその製造方法 | |
| JP5847690B2 (ja) | 透明性の高い織物 | |
| JP6345904B1 (ja) | ナイロン混繊交絡糸、織編物、ナイロン混繊交絡糸の製造方法、及び積層生地 | |
| EP3354777B1 (en) | Water-repellent woven or knitted fabric, and method for producing same | |
| JP6539495B2 (ja) | 積層体布帛 | |
| JP6366884B1 (ja) | ナイロン混繊交絡糸、織編物、ナイロン混繊交絡糸の製造方法、及び積層生地 | |
| JP6247414B1 (ja) | 混繊交絡糸、その製造方法、及び混繊交絡糸を用いた織編物 | |
| JP5180053B2 (ja) | 保温編地 | |
| JP3945304B2 (ja) | 透湿防水加工布帛およびそれを用いてなる衣料 | |
| JP5687585B2 (ja) | 発汗時に快適な衣料用編物 | |
| JP7193912B2 (ja) | 吸水性編物 | |
| JP6242528B2 (ja) | 混繊交絡糸、その製造方法、及び混繊交絡糸を用いた織編物 | |
| JP6856422B2 (ja) | 耐摩耗織物 | |
| JP2020147858A (ja) | ポリアミド複合糸、織編物、ポリアミド複合糸の製造方法、及び積層生地 | |
| JP6228718B1 (ja) | 撥水性織編物、及びその製造方法 | |
| JPWO2016113833A1 (ja) | 薄地織物 | |
| JP2018053414A (ja) | 混繊交絡糸、その製造方法、及び混繊交絡糸を用いた織編物 | |
| JP2016041859A (ja) | 透明性に優れた織物を側地とするダウンジャケット | |
| JP4311814B2 (ja) | ストレッチ性高密度織物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17806617 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017806617 Country of ref document: EP Effective date: 20190103 |