WO2016194737A1 - 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 - Google Patents
熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 Download PDFInfo
- Publication number
- WO2016194737A1 WO2016194737A1 PCT/JP2016/065471 JP2016065471W WO2016194737A1 WO 2016194737 A1 WO2016194737 A1 WO 2016194737A1 JP 2016065471 W JP2016065471 W JP 2016065471W WO 2016194737 A1 WO2016194737 A1 WO 2016194737A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- particles
- foamed
- expanded
- thermoplastic polyurethane
- tpu
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
- C08J9/18—Making expandable particles by impregnating polymer particles with the blowing agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3461—Making or treating expandable particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/38—Feeding the material to be shaped into a closed space, i.e. to make articles of definite length
- B29C44/44—Feeding the material to be shaped into a closed space, i.e. to make articles of definite length in solid form
- B29C44/445—Feeding the material to be shaped into a closed space, i.e. to make articles of definite length in solid form in the form of expandable granules, particles or beads
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
- C08J9/232—Forming foamed products by sintering expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3415—Heating or cooling
- B29C44/3426—Heating by introducing steam in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
- B29K2105/046—Condition, form or state of moulded material or of the material to be shaped cellular or porous with closed cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0063—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/007—Hardness
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/04—Foams characterised by their properties characterised by the foam pores
- C08J2205/052—Closed cells, i.e. more than 50% of the pores are closed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
Definitions
- the present invention relates to foamed thermoplastic polyurethane (Thermoplastic® Polyurethane) and a molded article of foamed thermoplastic polyurethane.
- the thermoplastic polyurethane may hereinafter be abbreviated as TPU.
- TPU is known as a kind of thermoplastic elastomer. And since TPU shows the characteristic close
- This foamed foam made from TPU can be reduced in weight and flexibility while maintaining excellent properties such as wear resistance and impact resilience. There is expected.
- the TPU foam molded body can be produced by an extrusion foaming method, an in-mold molding method using foamed particles, or the like. In recent years, in particular, foamed molded products having various shapes according to the shape of the mold can be obtained, and therefore, there is a demand for foamed particles applicable to the in-mold molding method.
- Such foam particles are generally produced by a gas-impregnated prefoaming method as described in Patent Document 1 or by a direct foaming method as described in Patent Document 2. There is something.
- the foamed particle molded body obtained from the conventional TPU foamed particles is in terms of compression set and rebound resilience of the molded body. It did not necessarily have sufficient characteristics.
- the present invention has been made in order to solve the above-mentioned problems, and its purpose is to provide expanded particles, compression characteristics and rebound resilience that can obtain a TPU expanded particle molded body having excellent physical properties such as compression characteristics and rebound resilience. It is to provide a TPU expanded particle molded body having excellent physical properties such as the above.
- the present invention provides the following [1] to [5].
- [1] Thermoplastic polyurethane foam particles wherein the thermoplastic polyurethane has a Shore A hardness of 85 or more, the foam particles have an average cell diameter of 50 to 300 ⁇ m, and the foam particles are divided into two equal parts.
- Thermoplastic polyurethane expanded particles having a closed cell ratio of 60% or more.
- the TPU constituting the expanded particles of the present invention satisfies a predetermined Shore A hardness, and the expanded particles of the present invention have a predetermined average cell diameter and a closed cell ratio.
- a foamed particle molded body obtained by in-mold molding of such foamed particles has excellent properties such as a small compression set and a large impact resilience.
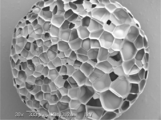
- FIG. 4 is a scanning electron microscope (SEM) photograph of a cross section of the expanded particles of Example 3.
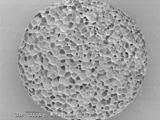
- FIG. 6 is a SEM photograph of a cross section of expanded particles of Example 5.
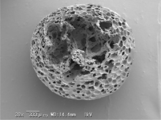
- FIG. 4 is a SEM photograph of a cross section of expanded particles of Comparative Example 1.
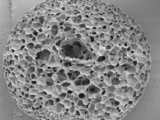
- 4 is a SEM photograph of a cross section of expanded particles of Comparative Example 2.
- 4 is a SEM photograph of a cross section of expanded particles of Comparative Example 3.
- 6 is a SEM photograph of a cross section of expanded particles of Comparative Example 6.
- 10 is a SEM photograph of a cross section of expanded particles of Comparative Example 7.
- the TPU expanded particle of the present invention has a Shore A hardness of 85 or more of the TPU constituting the expanded particle, the average cell diameter of the expanded particle is 50 to 300 ⁇ m, and the TPU expanded particle is divided into two equal parts.
- the closed cell ratio is 60% or more.
- the TPU constituting the expanded particles of the present invention has a structure in which a soft segment in which a long-chain polyol and diisocyanate are polymerized by urethane bonds and a hard segment in which a short-chain glycol and diisocyanate are polymerized by urethane bonds are bonded to each other.
- a soft segment in which a long-chain polyol and diisocyanate are polymerized by urethane bonds
- a hard segment in which a short-chain glycol and diisocyanate are polymerized by urethane bonds are bonded to each other.
- the soft segment mainly exhibits stretchability and the urethane bond part generates a strong hydrogen bond.
- the hardness of TPU can be adjusted by the ratio of a soft segment and a hard segment, without requiring additives, such as a plasticizer.
- TPU has mainly ester type and ether type, and in particular, the type of long chain polyol affects the properties of the obtained TPU.
- the ester-based TPU is particularly excellent in mechanical strength, heat resistance, and the like.
- ether-based TPU is particularly excellent in cold resistance, hydrolysis resistance, bacteria resistance, and the like. Therefore, the type of TPU resin particles to be used can be appropriately selected according to the characteristics required for the TPU expanded particle molded body.
- Examples of the long-chain polyol constituting the ester-based TPU include polyhydric alcohols such as ethylene ether glycol, propylene glycol, butanediol, butenediol, hexanediol, pentanediol, neopentyldiol, pentanediol, adipic acid, and sebacin. It can be obtained by ring-opening polymerization of compounds obtained by condensation reaction with dibasic acids such as acid, azelaic acid, terephthalic acid, isophthalic acid, maleic acid and aromatic carboxylic acid, and ⁇ -caprolactone and ⁇ -valerolactone.
- dibasic acids such as acid, azelaic acid, terephthalic acid, isophthalic acid, maleic acid and aromatic carboxylic acid, and ⁇ -caprolactone and ⁇ -valerolactone.
- Lactone ester polyols examples of the long-chain polyol constituting the ether TPU include polyethylene glycol, polypropylene ether glycol, polytetramethylene ether glycol, polyhexamethylene ether glycol, and the like.
- examples of the short chain glycol include ethylene glycol, propylene glycol, butanediol, butenediol, pentanediol, neopentyl glycol, hexanediol, cyclohexanediol, diethylene glycol, diethanolamine, and triethanolamine.
- diisocyanate examples include tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), hexamethylene diisocyanate, naphthalene diisocyanate, isophorone diisocyanate, xylene diisocyanate, and the like.
- the constituent elements of the TPU are not particularly limited.
- the constituent elements of the TPU are appropriately selected according to the physical properties required of the obtained TPU expanded particle molded body. Therefore, any of the ether-based TPU and the ester-based TPU described above may be used.
- Ester-based TPU has the advantage of higher mechanical strength and excellent adhesion to other resin materials during in-mold molding.
- ester-based TPU has good affinity with carbon dioxide that is suitably used as a foaming agent, and tends to increase the expansion ratio of expanded particles.
- ether type TPU has the advantage that the molding pressure at the time of molding can be lowered and shrinkage of the molded body is difficult to occur.
- the expanded particles of the present invention are composed of the TPU.
- other polymers such as polyolefins, styrene elastomers, and styrene resins may be mixed with the TPU as long as the object of the present invention is not impaired, depending on the use and purpose of the foamed particle molded body. it can.
- the usage-amount of these other polymers is 30 mass parts or less with respect to 100 mass parts of TPU, More preferably, it is 20 mass parts or less, More preferably, it is 10 mass parts or less.
- the TPU constituting the expanded particles preferably has a softening temperature of 110 to 160 ° C.
- the softening temperature of TPU is within the above range, the foamed particles are more excellent in moldability and fusion property.
- the lower limit of the softening temperature is more preferably 115 ° C.
- the TPU constituting the expanded particles preferably has a melt flow rate (MFR) of not more than 60 g / 10 min at 190 ° C. and a load of 10 kg. If the MFR is within the above range, the coalescence of bubbles is difficult to occur at the time of foaming, and the bubble film is hardly broken. Therefore, expanded particles satisfying the above requirements are expanded particles having good physical properties.
- the lower limit of the MFR is preferably 1 g / 10 minutes, more preferably 5 g / 10 minutes.
- the upper limit of the MFR is preferably 50 g / 10 minutes, and more preferably 40 g / 10 minutes.
- the TPU constituting the foamed particles has a Shore A hardness of 85 or more.
- Shore A hardness is less than 85, the ratio of the hard segment which comprises TPU is low, and it is difficult to maintain the foamed particle shape after foaming. Further, it becomes difficult to obtain a foamed particle molded body having a small compression set and a large impact resilience.
- the upper limit of the Shore A hardness is approximately 95 or less from the viewpoint of increasing the molding pressure of the foamed particles and reducing the moldability of the foamed particles.
- carbon dioxide is used as the foaming agent, the foamed particles tend to shrink after the resin particles are foamed.
- the lower limit of Shore A hardness is preferably 86, and the upper limit is preferably 93.
- the Shore A hardness means the Shore A hardness measured according to ASTM D2240. Specifically, using a commercially available Shore hardness meter such as a type A durometer Asker rubber hardness meter A type (manufactured by Kobunshi Keiki Co., Ltd.), digital hardness meter (manufactured by Toyo Seiki Seisakusho Co., Ltd.), It is a value measured on a flat surface of a molded product under the condition of a relative humidity of 50%. The softening temperature, melt flow rate (MFR), and Shore A hardness of the TPU constituting the expanded particles were measured with respect to the expanded particles after pretreatment by the method described in Examples described later. is there.
- the average cell diameter of the TPU expanded particles of the present invention is 50 to 300 ⁇ m.
- the average cell diameter is less than 50 ⁇ m, physical properties such as compression set and rebound resilience of the foamed particle molded body may be lowered.
- the lower limit of the average cell diameter is preferably 70 ⁇ m, more preferably 100 ⁇ m, and still more preferably 110 ⁇ m.
- the upper limit of the average bubble diameter is preferably 280 ⁇ m, more preferably 250 ⁇ m, and still more preferably 230 ⁇ m.
- the said average bubble diameter can be measured as follows. First, the expanded particles are divided into approximately two equal parts and an enlarged photograph of the cut surface is taken. In this enlarged photograph, four line segments passing through the approximate center of the bubble cut surface are drawn so as to form radial straight lines extending in eight directions at equal angles from the approximate center of the bubble cut surface to the cut particle surface. Then, the number N (number) of bubbles intersecting the four line segments is measured. On the other hand, the total length L ( ⁇ m) of the four line segments is measured. And the value (L / N) which remove
- the foamed particles have excellent moldability.
- the upper limit of the average cell diameter (A) at the center of the expanded particles is more preferably 280 ⁇ m, and further preferably 250 ⁇ m.
- the ratio (A / B) of the average cell diameter (A) in the center part of the expanded particle and the average cell diameter (B) in the surface layer part of the expanded particle is 5 or less.
- the cell diameter of the expanded particles becomes more uniform, so that the expanded particles have excellent dimensional stability and excellent physical properties.
- the lower limit of the ratio (A / B) is more preferably 0.5, still more preferably 0.8, and most preferably 1.0.
- the upper limit of the ratio (A / B) is more preferably 2, and still more preferably 1.6.
- the said average bubble diameter (A) and (B) can be measured as follows.
- the apparent density of the TPU expanded particles is preferably 0.3 g / cm 3 or less. Even when the apparent density of the expanded particles is 0.3 g / cm 3 or less, the expanded particles of the present invention have excellent secondary foamability and excellent moldability.
- the lower limit of the apparent density is more preferably 0.02 g / cm 3 , still more preferably 0.03 g / cm 3 .
- the upper limit of the apparent density is more preferably 0.25 g / cm 3 , further preferably 0.2 g / cm 3 .
- the closed cell ratio (C) of the foamed particles is 70% or more from the viewpoint of foam moldability of the foamed particles, mechanical strength, surface smoothness, etc. of the foamed particle molded body obtained from the foamed particles. preferable.
- the lower limit of the closed cell ratio (C) is more preferably 80%, and still more preferably 90%.
- the closed cell ratio (D) when the expanded particles are divided into two equal parts is 60% or more. If the foamed particles satisfy the above requirements, the voids (excessive bubbles) that are considered to be due to melting of the resin are not present in the foamed particles, and therefore the foamed particles have excellent moldability and excellent physical properties. When the closed cell ratio (D) is less than 60%, the foamed particles have a hollow portion, so the moldability of the foamed particles is remarkably lowered, and a good foamed particle molded body cannot be obtained.
- the closed cell ratio (D) when the expanded particles are divided into two equal parts is the closed cell ratio measured in a sample obtained by cutting the expanded particles into two equal parts. Further, the term “bisected” as used herein does not need to be exactly bisected, and it is sufficient if the volume is approximately bisected visually.
- the closed cell ratio (D) when the expanded particles are divided into two parts tends to be extremely lower than the closed cell ratio (C) of the expanded particles when excessive bubbles are present in the expanded particles.
- the closed cell ratio (C) is a closed cell ratio measured without dividing the expanded particles into two equal parts.
- the closed cell ratio (D) is measured in a state where excessive bubbles are exposed. From the above, the presence or absence of excessive bubbles can be determined from the closed cell ratio (D).
- the lower limit of the closed cell ratio (D) is preferably 65%, and more preferably 70%.
- the closed cell ratio (C) can be measured as follows. First, a foamed particle having a bulk volume of about 20 cm 3 after curing is used as a measurement sample, and the mass W (g) of the foamed particle and the apparent volume Va (cm 3 ) of the foamed particle are measured in a thermostatic chamber by a submersion method. Then, after sufficiently drying the measurement sample, the true volume (resin constituting foamed particles) is measured using an air-comparing hydrometer 930 (manufactured by Toshiba Beckman Co., Ltd.) according to ASTM D2856 Procedure C. And the total volume of closed cells in the expanded particles) Vx (cm 3 ) are measured.
- the maximum particle diameter of the expanded particles is preferably 1 to 8 mm. Within the above range, when the resin particles are foamed or when bubbles are formed or grow, the surface of the foamed particles is not rapidly cooled and the bubbles are not uneven. Therefore, the foamed particle molded body obtained from such foamed particles has excellent physical properties. From the above viewpoint, the lower limit of the maximum particle diameter is more preferably 1.5 mm, and further preferably 2 mm. On the other hand, the upper limit of the maximum particle diameter is more preferably 5 mm, and still more preferably 4 mm. In addition, the maximum particle diameter of the expanded particle said in this specification means the maximum diameter of each expanded particle, and the minimum particle diameter means the minimum diameter of each expanded particle.
- the ratio between the maximum particle size and the minimum particle size is preferably 2 or less.
- the lower limit of the ratio between the maximum particle size and the minimum particle size is preferably 1, and the upper limit is preferably 1.5.
- the ratio of the maximum particle diameter to the minimum particle diameter means a value obtained by measuring the maximum particle diameter (Q) and the minimum particle diameter (R) of each foamed particle and calculating the ratio (Q / R). Shall.
- the production method of the TPU expanded particles of the present invention is not particularly limited, but is preferably obtained by a production method including the following steps (1) and (2).
- the TPU foamed particles of the present invention are a step of dispersing TPU resin particles in a dispersion medium in a closed container and impregnating the resin particles with carbon dioxide under heating to form expandable resin particles ( 1) and the step (2) of releasing the foamable resin particles from the sealed container under a low pressure at a temperature of 30 ° C. or more lower than the softening temperature of the TPU to obtain foamed TPU particles. Obtained by the manufacturing method.
- Such a method for producing expanded particles is called a direct expansion method.
- the resin particles in the dispersion medium are impregnated with a foaming agent at a relatively high temperature under high pressure in an airtight container to obtain expandable resin particles. Then, the foamable resin particles are discharged as they are together with the dispersion medium from the sealed container under a low pressure to obtain foamed particles.
- the foamed particles of the present invention can be obtained by a direct foaming method using carbon dioxide as a foaming agent.
- carbon dioxide as a foaming agent
- expanded particles having an average cell diameter of 50 to 300 ⁇ m can be easily produced.
- carbon dioxide as a foaming agent, no explosion-proof measures are required as in the case of using flammable hydrocarbons such as butane as in the prior art. Therefore, it is easy to ensure safety in the manufacturing facility, and the capital investment cost can be reduced.
- the TPU resin particles are dispersed in a dispersion medium in a closed container, and the resin particles are impregnated with carbon dioxide under heating to obtain expandable resin particles.
- carbon dioxide is introduced into the sealed container as a foaming agent and heated in a state where the resin particles are dispersed in the dispersion medium in the sealed container.
- the softened resin particles are impregnated with carbon dioxide.
- the melt flow rate (MFR) in 190 degreeC and a load of 10 kg of the TPU resin particle used as a raw material is 40 g / 10min or less. If it is in the said range, the influence of the hydrolysis of TPU resin at the time of foamed particle manufacture will become small. Further, since coalescence of bubbles at the time of foaming and destruction of the cell membrane at the time of foaming are suppressed, it is difficult to form a hollow portion at the central portion of the foamed particles. Therefore, good expanded particles can be obtained. From the above viewpoint, the lower limit of the MFR is preferably 0.1 g / 10 minutes, more preferably 0.3 g / 10 minutes.
- the upper limit of the MFR is preferably 30 g / 10 minutes, and more preferably 20 g / 10 minutes.
- the softening temperature of TPU resin particles used as a raw material is preferably 120 to 170 ° C. If it is in the said range, at the temperature at which resin particles foam, the bubble film will not be able to withstand heating and will not be destroyed, or excessive bubbles will not be formed in the foamed particles. Therefore, the obtained expanded particles have excellent secondary foamability and moldability. Further, when water is used as a dispersion medium during foaming, the progress of hydrolysis of TPU is suppressed.
- the lower limit of the softening temperature is preferably 125 ° C, and more preferably 130 ° C.
- the upper limit of the softening temperature is preferably 165 ° C, more preferably 160 ° C.
- the mass of one TPU resin particle is appropriately set according to the size of the target TPU foam particle and the expansion ratio, but is preferably 0.5 to 30 mg.
- the lower limit of the mass is more preferably 1 mg.
- the upper limit of the mass is more preferably 20 mg. If it is in the said range, a TPU expanded particle is a magnitude
- the manufacturing method of TPU resin particles is not particularly limited, and can be obtained by a known method.
- TPU resin particles can be obtained by extruding a resin melt in a strand form from a small hole in a die attached to the tip of the extruder and cutting the extruded resin melt to a predetermined mass with a pelletizer.
- the TPU resin particles include generally used air conditioners, antistatic agents, conductivity-imparting agents, lubricants, antioxidants, ultraviolet absorbers, flame retardants, metal deactivators, pigments, dyes, crystal nuclei.
- Various additives such as an agent and a filler can be appropriately blended as necessary.
- the air conditioner in addition to inorganic substances such as talc, sodium chloride, calcium carbonate, silica, titanium oxide, gypsum, zeolite, borax, aluminum hydroxide, carbon, phosphate nucleating agent, phenolic nucleating agent, amine-based
- the nucleating agent include organic nucleating agents such as polytetrafluoroethylene (PTFE).
- the addition amount of these various additives changes with purposes of use of a foamed particle molded object, it is preferable that it is 25 mass parts or less with respect to 100 mass parts of said TPU. Further, the upper limit of the addition amount is more preferably 15 parts by mass, further preferably 10 parts by mass, and most preferably 5 parts by mass.
- the TPU resin particles are dispersed in an aqueous medium (usually water), which is a dispersion medium, in a pressurized container such as an autoclave. It is preferable to add a dispersing agent such as a poorly water-soluble inorganic substance such as aluminum oxide, tricalcium phosphate, magnesium pyrophosphate, zinc oxide, kaolin, mica, and talc as necessary.
- a dispersion aid such as an anionic surfactant such as sodium dodecylbenzenesulfonate and sodium alkanesulfonate can also be added to the dispersion medium.
- the mass ratio of the resin particles to the dispersant is preferably 20 to 2000.
- the lower limit of the mass ratio of the resin particles to the dispersant is more preferably 30, and the upper limit is more preferably 1000.
- the mass ratio of the dispersant to the dispersion aid (dispersant / dispersion aid) is preferably 1 to 500.
- the upper limit of the mass ratio between the dispersant and the dispersion aid is more preferably 100.
- carbon dioxide As the foaming agent.
- carbon dioxide it is possible to prevent the bubbles from being refined during foaming. Then, expanded particles having an average cell diameter in a predetermined range can be easily obtained by the direct expansion method.
- carbon dioxide has high compatibility with TPU among inorganic foaming agents, TPU resin particles can be uniformly and efficiently impregnated with carbon dioxide.
- carbon dioxide is used as a foaming agent, no explosion-proof measures are required, and safety can be easily ensured. Therefore, the capital investment cost is reduced.
- the foaming agent at least carbon dioxide may be used, and other physical foaming agents and chemical foaming agents may be used in combination.
- other physical foaming agents include organic physical foaming agents and inorganic physical foaming agents.
- organic physical blowing agents include aliphatic hydrocarbons such as propane, butane, hexane, pentane and heptane, alicyclic hydrocarbons such as cyclobutane and cyclohexane, chlorofluoromethane, trifluoromethane, 1,1- Examples thereof include halogenated hydrocarbons such as difluoroethane, 1,1,1,2-tetrafluoroethane, methyl chloride, ethyl chloride, and methylene chloride, and dialkyl ethers such as dimethyl ether, diethyl ether, and methyl ethyl ether.
- nitrogen, argon, air, water etc. are mentioned as an inorganic type physical foaming agent.
- the amount of foaming agent used is appropriately set in consideration of the apparent density of the intended foamed particles, the type of TPU, and the like. Usually, the amount of the foaming agent used is preferably 0.5 to 30 parts by mass with respect to 100 parts by mass of the resin particles. Moreover, it is preferable that the mixture ratio of the carbon dioxide in a foaming agent is 50 mass% or more. The lower limit of the mixing ratio of carbon dioxide is more preferably 70% by mass, and still more preferably 90% by mass. The blending ratio of carbon dioxide is most preferably 100% by mass.
- the impregnation step is preferably performed under heating. Moreover, it is preferable that the said impregnation process is performed by heating at the temperature 30 degreeC or more lower than the softening temperature of a TPU resin particle.
- the lower limit of the pressure (impregnation pressure) in the closed container is preferably 0.5 MPa (G), more preferably 1.0 MPa (G) from the viewpoint of sufficiently impregnating TPU resin particles with carbon dioxide. ), More preferably 2.0 MPa (G).
- the upper limit of the pressure in the closed container is generally 10 MPa (G), more preferably 8.0 MPa (G), still more preferably 7.0 MPa (G), and most preferably Is 5.0 MPa (G). If it is the said pressure range, a carbon dioxide can fully be made to impregnate a TPU resin particle. In addition, it is relatively easy to ensure the pressure resistance of the sealed container.
- the heating time is appropriately set according to the pressure in the sealed container, the type and mass of the TPU resin particles, and the like. From the viewpoint of productivity, it is preferably 0.05 to 3 hours.
- the lower limit of the heating time (impregnation time) is more preferably 0.1 hour, and the upper limit is more preferably 1 hour. As described above, TPU resin particles are impregnated with a foaming agent to obtain expandable resin particles.
- Step (2) the expandable resin particles are placed under a low pressure from the sealed container at a temperature (Ts-30) ° C. or more that is 30 ° C. lower than the softening temperature (Ts) of the TPU resin particles. It is preferable to release and foam to obtain TPU expanded particles.
- the temperature in the sealed container (foaming temperature) is set to 30 ° C. or lower than the softening temperature of TPU.
- the lower limit of the foaming temperature is more preferably 27 ° C. lower than the softening temperature of the TPU resin particles, and more preferably 25 ° C. lower.
- the upper limit of the foaming temperature is more preferably 5 ° C. lower than the softening temperature of the TPU resin particles, and more preferably 10 ° C. lower.
- the TPU expanded particles are likely to shrink, particularly when the expanded expansion ratio is set. This shrinkage is caused by the fact that the gas having a high temperature existing in the bubbles of the foamed particles cools or escapes to the outside of the foamed particles, so that the inside of the bubbles is in a reduced pressure state. In particular, since carbon dioxide tends to escape to the outside of the expanded particles, the expanded particles tend to shrink. In such a case, it is preferable to subject the foamed particles after foaming to pressure treatment with air, and then to cure in a stable state under atmospheric pressure. Specifically, the obtained foamed particles are put in a sealed container and subjected to pressure treatment with compressed air of 0.3 MPa at 30 ° C. for 12 hours.
- the airtight container is released, and the foamed particles subjected to the pressure treatment are left to stand for 24 hours under an atmospheric pressure of 40 ° C., and then cured.
- carbon dioxide is used as a foaming agent, foamed particles having a specific cell diameter are obtained, and a foamed particle molded body having excellent physical properties can be obtained.
- two-stage expansion may be performed as necessary.
- foam particles having a lower apparent density can be obtained by heating the foam particles in a high-pressure atmosphere using steam, heated air, or the like.
- the foamed particle molded body obtained by in-mold molding of the TPU foamed particles of the present invention has excellent characteristics as will be described later.
- the lower limit of the density of the TPU foamed particle molded body is preferably 0.05 g / cm 3 , more preferably 0.1 g / cm 3. cm 3 , more preferably 0.15 g / cm 3 .
- the upper limit of the density of the TPU expanded particle molded body is preferably 0.4 g / cm 3 , more preferably 0.3 g / cm 3 , and still more preferably 0.25 g / cm 3 .
- the compression set of the said TPU expanded particle molded object is 3% or less. If it is in the said range, an expanded particle molded object can exhibit the outstanding restoring property reliably.
- the upper limit of the compression set is more preferably 2.5%.
- the compression stress at the time of 50% strain of the foamed particle molded body is 300 kPa or less.
- the upper limit of the compressive stress at the time of 50% strain is more preferably 290 kPa.
- the rebound resilience of the TPU expanded particle molded body is preferably 45% or more. If it is in the said range, a TPU expanded particle molded object is applicable to a wide use.
- the in-mold molding method for obtaining the TPU expanded particle molded body of the present invention is not particularly limited, and a molded body having a desired form can be obtained by a known method.
- foamed particles are filled into a mold cavity for molding a known thermoplastic resin foamed particle that can be heated and cooled and that can be opened and closed and sealed.
- Saturated steam pressure of 0.05 to 0.48 MPa (G) (maximum value of saturated steam pressure of steam supplied into the mold), preferably 0.08 to 0.42 MPa (G)
- G maximum value of saturated steam pressure of steam supplied into the mold
- the foamed particles are heated and expanded in the mold cavity, and the foamed particles are fused together to form a foamed particle molded body.
- the foamed particle molded body is cooled and taken out from the mold cavity.
- a TPU expanded particle molded body can be produced. It can also be produced by a continuous molding method (see, for example, JP-A-9-104026, JP-A-9-104027, and JP-A-10-180888).
- a method of filling the expanded particles into a mold such as a mold cavity
- a known method can be adopted.
- a compression filling method, a cracking filling method, or the like can also be employed.
- the pressure in the expanded particles is adjusted to 0.1 to 1.0 MPa (G) in a high-pressure atmosphere in the same manner as the above-described operation in the two-stage expansion.
- the foamed particles may be filled into a mold and molded.
- a heating method using saturated steam in the in-mold molding method a heating method such as one-side heating, reverse one-side heating, and main heating can be appropriately combined by a known method.
- a method of heating the expanded particles in the order of preheating, one-side heating, reverse one-side heating, and main heating is preferable.
- a heating medium is supplied into one of the male mold and the female mold to heat the foamed particles in the cavity, and then the other female mold or male mold is heated. Says to eject the medium.
- the mold on the side to which the heating medium is supplied and the mold on the side to which the heating medium is discharged is called reverse one-side heating.
- the said softening temperature was measured based on JISK7196: 1991 by the thermomechanical analysis (TMA; Thermo-Mechanical Analyzer).
- TMA thermomechanical analyzer
- a needle probe (diameter: 1.0 mm) was used with a thermomechanical analyzer TMA7100 (manufactured by Hitachi High-Tech Science Co., Ltd.). Applying a load of 98 mN to this probe, pressing it against a 2 mm thick sample, the probe indentation depth (displacement) when the temperature was raised at a measurement temperature range of 30 to 250 ° C and a heating rate of 5 ° C / min. It was measured.
- the softening temperature was obtained by extrapolating the temperature at which the displacement changes rapidly.
- the foamed particles were softened at a constant temperature of 50% relative humidity and 23 ° C. by preparing a sample having a thickness of 2 mm with a hot press machine heated to 200 ° C. after sufficiently defoaming the foamed particles with a hot press. The measurement was carried out after standing for 10 days indoors and curing.
- melt flow rate (MFR) The melt flow rate was measured under test conditions of 190 ° C. and a load of 10 kg based on JIS K 7210: 1999. The MFR of the expanded particles was measured after sufficiently evaporating a sample obtained by allowing the expanded particles to stand for 10 days in a thermostatic chamber at 50% relative humidity and 23 ° C. in a cylinder of a measuring machine.
- Shore A hardness In accordance with ASTM D2240, using a Asker rubber hardness meter A type (manufactured by Kobunshi Keiki Co., Ltd.), which is a type A durometer, flattened the sample under conditions of a relative humidity of 50% and 23 ° C. Shore A hardness (type A durometer hardness) was measured on the surface. The Shore A hardness of the foamed particles was determined by preparing a sample having a thickness of 2 mm with a hot press machine heated to 200 ° C. after sufficiently defoaming the foamed particles with a hot press, and having a relative humidity of 50% and 23 ° C. The measurement was carried out after standing for 10 days in a thermostatic chamber and curing.
- the following measured values (4) to (7) for the expanded particles are obtained by placing the obtained expanded particles in a sealed container and pressurizing with compressed air of 0.3 MPa (G) at 30 ° C. for 12 hours. Then, after releasing the airtight container and leaving it to stand at atmospheric pressure of 40 ° C. for 24 hours, it is a value measured for a sample which has been left to stand for 10 days in a constant temperature room at 50% relative humidity and 23 ° C.
- the bubble diameter was measured as it was at the center portion, and the bubbles were excluded from the surface layer portion.
- a value obtained by arithmetically averaging the measured values of each expanded particle was calculated for 10 expanded particles as described above.
- C (%) ⁇ (Vx ⁇ W / ⁇ ) / (Va ⁇ W / ⁇ ) ⁇ ⁇ 100
- the average value of the closed cell ratio of each sample was defined as the closed cell ratio (C) of the expanded particles.
- the sample was divided into approximately two equal parts with a cutter, Vx (D) was measured again, and the closed cell ratio (D) (%) when the expanded particles were divided into two equal parts was determined as the above-mentioned closed cell. It calculated by the following formula similarly to the rate (C).
- D (%) ⁇ (Vx (D) ⁇ W / ⁇ ) / (Va ⁇ W / ⁇ ) ⁇ ⁇ 100
- the following measured values (8) to (13) for the foamed particle molded body were obtained by curing the obtained foamed particle molded body under an atmospheric pressure of 40 ° C. for 24 hours, and then relative humidity of 50% and 23 ° C. It is the value measured about the sample which was left to stand for 10 days in a constant temperature room.
- Molded body density A value obtained by dividing the mass of the foamed particle molded body by the volume obtained from the outer dimensions of the foamed particle molded body was determined and converted into units.
- the number n of the expanded particles is the sum of the number m of the expanded particles whose material is destroyed and the number of the expanded particles peeled between the expanded particles.
- Compressive stress A rectangular parallelepiped sample having a length of 50 mm, a width of 50 mm, and a thickness of 25 mm was cut out from the center of the foamed particle molded body. It measured based on JISK6767: 1999 using this sample. Using Autograph AGS-X (manufactured by Shimadzu Corporation), the load at the time of 50% strain was measured at a compression rate of 10 mm / min, and this was divided by the pressure-receiving area of the test piece. The compressive stress was calculated.
- Compression set A sample having a length of 50 mm, a width of 50 mm, and a thickness of 25 mm was cut out from the center of the foamed particle molded body. It measured based on JISK6767: 1999 using this sample. After the sample was compressed by 25% and held at 23 ° C. for 22 hours, the sample was released from the compressed state and allowed to stand at the same temperature for another 24 hours, and the thickness of the sample was measured. The compression set was calculated by dividing the decrease in thickness of the sample after compression by the thickness before compression. The compression set of the raw resin was measured under the same conditions except that it was held at 70 ° C. for 22 hours. The compression set of Resins 1 and 2 was 48%, and the compression set of Resins 6 and 12 was 36%. The compression set of the resin 7 was 40%, the compression set of the resin 8 was 60%, and the compression set of the resin 9 was 44%.
- This sample was fixed with double-sided tape so that the skin surface would be in contact with the tip of the pendulum, and a pendulum with a hammer diameter of 15 mm and an arm weight of 0.25 kg was swung down from a position with a lifting angle of 90 ⁇ 1 °. Then, the pendulum was brought into contact with the skin surface of the sample from the thickness direction, and the rebound height h (mm) of the pendulum was measured. The rebound resilience was calculated by dividing the bounce height h (mm) by the pendulum drop height H (mm).
- the expandable resin particles impregnated with the foaming agent together with the dispersion medium were discharged from the sealed container under atmospheric pressure to obtain expanded particles.
- the maximum particle diameter of the expanded particles obtained in Example 1 was 3.5 mm, and the ratio of the maximum particle diameter to the minimum particle diameter was 1.1.
- Examples 7 to 10, Comparative Examples 3 to 5 Expanded particles were produced in the same manner as in Example 1 except that 0.2 parts by mass of tricalcium phosphate (TCP) was added as a dispersant. 1 kg of the obtained foamed particles was washed with 50 liters of nitric acid having a pH of 4 or less for 10 minutes to remove TCP on the surface of the foamed particles, and then the foamed particles were washed with 50 liters of pure water for 10 minutes to remove nitric acid. .
- the maximum particle size of the expanded particles obtained in Example 7 was 3.5 mm, and the ratio of the maximum particle size to the minimum particle size was 1.1.
- Expanded particles were produced by impregnation foaming using carbon dioxide as a foaming agent. Specifically, after 1 kg of resin particles are coated with 1 g of zinc stearate as an anti-adhesive agent, the resin particles are put in a pressure vessel and sealed, and carbon dioxide is press-fitted to a predetermined pressure, and at 23 ° C. for 6 hours. Retained. Thereafter, the internal pressure of the container was reduced and the expandable resin particles were taken out from the pressure resistant container. The taken-out expandable resin particles were immediately put into a pressure foaming machine, heated to a predetermined temperature, and held for 20 seconds to obtain expanded particles.
- said manufacturing method is a method called a gas impregnation prefoaming method.
- resin particles are impregnated with a physical foaming agent under high pressure to produce expandable resin particles, and then the expandable resin particles are heated and foamed with water vapor to obtain expanded particles. Since the foamed particles produced by the gas impregnation pre-foaming method are foamed at a relatively low temperature, the foamed bubbles tend to be fine.
- the step of impregnating the foaming agent and the step of foaming must be performed separately. Therefore, since it is necessary to foam before the foaming agent impregnated into the resin particles escapes, it is difficult to say that the productivity is excellent.
- each expanded particle obtained by the said Example and comparative example various physical properties were evaluated and measured by the method mentioned above.
- Table 2 shows the physical properties of each expanded particle.
- SEM scanning electron microscope
- the foamed particles of Comparative Examples 1 to 3 are not good foamed particles because excessive bubbles of 500 ⁇ m or more are formed inside.
- expanded particles obtained by a gas impregnation prefoaming method using carbon dioxide as a foaming agent (Comparative Example 6), and expanded particles obtained by direct foaming using butane as a foaming agent (Comparative Example 7), The average cell diameter of the expanded particles was extremely small.
- the foamed particles of Comparative Examples 1 to 3 a hollow portion is formed inside, and the variation of the bubble diameter is large. Further, when the foamed particles are molded, the foamed particles are broken and contracted, so that a good foamed particle molded body cannot be obtained. When the expanded particles of Comparative Examples 4 and 5 were molded, the shape as a molded body was maintained, but a good expanded particle molded body was not obtained. Moreover, the foamed particles of Comparative Examples 6 and 7 had extremely small average cell diameters. Moreover, the compression set of the foamed particle molded body obtained by in-mold molding of these foamed particles was high, and the rebound resilience of the foamed particle molded body was low. In addition, when the foamed particles of Comparative Examples 6 and 7 were molded at a low molding pressure, the fusion rate of the obtained foamed particle molded body was lowered, and it was difficult to obtain a good foamed particle molded body. .
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
Description
[1]熱可塑性ポリウレタン発泡粒子であって、前記熱可塑性ポリウレタンのショアA硬度が85以上であり、前記発泡粒子の平均気泡径が50~300μmであり、前記発泡粒子を2等分したときの独立気泡率が60%以上である、熱可塑性ポリウレタン発泡粒子。
[2]前記熱可塑性ポリウレタンの190℃、荷重10kgにおけるメルトフローレイトが60g/10分以下である、上記[1]に記載の熱可塑性ポリウレタン発泡粒子。
[3]前記熱可塑性ポリウレタンの軟化温度が110~160℃である、上記[1]又は[2]に記載の熱可塑性ポリウレタン発泡粒子。
[4]前記発泡粒子の見掛け密度が0.3g/cm3以下である、上記[1]~[3]のいずれかに記載の熱可塑性ポリウレタン発泡粒子。
[5]上記[1]~[4]のいずれかに記載の熱可塑性ポリウレタン発泡粒子を型内成形してなる熱可塑性ポリウレタン発泡粒子成形体。
本発明の発泡粒子を構成するTPUは、長鎖ポリオールとジイソシアネートとがウレタン結合で重合したソフトセグメントと、短鎖グリコールとジイソシアネートとがウレタン結合で重合したハードセグメントとが、相互に結合した構造を有している。また、主に、ソフトセグメントが伸縮性を発現し、ウレタン結合部が強固な水素結合を生成する。そして、ソフトセグメントとハードセグメントの比率によって、可塑剤等の添加剤を要することなく、TPUの硬度を調節することができる。
一方、エーテル系TPUを構成する長鎖ポリオールとしては、例えば、ポリエチレングリコール、ポリプロピレンエーテルグリコール、ポリテトラメチレンエーテルグリコール、ポリヘキサメチレンエーテルグリコール等が挙げられる。
短鎖グリコールとしては、エチレングリコール、プロピレングリコール、ブタンジオール、ブテンジオール、ペンタンジオール、ネオペンチルグリコール、ヘキサンジオール、シクロヘキサンジオール、ジエチレングリコール、ジエタノールアミン、トリエタノールアミン等が挙げられる。
また、ジイソシアネートとしては、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、ヘキサメチレンジイソシアネート、ナフタレンジイソシアネート、イソホロンジイソシアネート、キシレンジイソシアネート等が挙げられる。
ショアA硬度が85未満である場合は、TPUを構成するハードセグメントの割合が低く、発泡後における発泡粒子形状の維持が困難である。また、圧縮永久歪が小さく、かつ反発弾性率が大きい発泡粒子成形体を得ることが困難となる。
なお、発泡粒子の成形圧が高くなり、発泡粒子の成形性が低下する観点から、ショアA硬度の上限は、概ね95以下であることが好ましい。特に、発泡剤として二酸化炭素を用いた場合には、樹脂粒子を発泡させた後に、発泡粒子が収縮しやすくなる。この収縮を抑制する観点から、ショアA硬度の下限は、86であることが好ましく、上限は、93であることが好ましい。
ここで、ショアA硬度とは、ASTM D2240に準拠して測定されたショアA硬度を意味する。具体的には、タイプAデュロメータであるアスカーゴム硬度計A型(高分子計器株式会社製)、デジタル硬度計(株式会社東洋精機製作所製)等の市販のショア硬度計を用いて、温度23℃、相対湿度50%の条件下で成形物の平坦面で測定された値である。
なお、発泡粒子を構成しているTPUの軟化温度、メルトフローレイト(MFR)、及びショアA硬度は、後述する実施例に記載の方法による前処理を行った後の発泡粒子について測定したものである。
本発明のTPU発泡粒子の平均気泡径は50~300μmである。
平均気泡径が50μm未満である場合には、発泡粒子成形体の圧縮永久歪や反発弾性率等の物性が低下するおそれがある。上記観点から、前記平均気泡径の下限は、70μmであることが好ましく、より好ましくは100μm、さらに好ましくは110μmである。一方、平均気泡径が300μmを超える場合には、良好な発泡粒子成形体を得ることが困難となるおそれがある。上記観点から、前記平均気泡径の上限は、280μmであることが好ましく、より好ましくは250μm、さらに好ましくは230μmである。
なお、前記平均気泡径は、以下のようにして測定できる。まず、発泡粒子を略2等分し、切断面の拡大写真を撮影する。この拡大写真において、気泡切断面の略中心を通る4本の線分を、該気泡切断面の略中心から切断粒子表面へ等角で8方向に延びる放射状の直線となるように引く。そして前記4本の線分と交わる気泡の数N(個)を計測する。一方、前記4本の線分の合計長さL(μm)を測定する。そして、その合計長さLを気泡数Nで除した値(L/N)が前記平均気泡径となる。
また、該発泡粒子の中心部における平均気泡径(A)と該発泡粒子の表層部における平均気泡径(B)との比(A/B)が、5以下であることが好ましい。平均気泡径(A)と平均気泡径(B)が上記の比を満足する場合には、発泡粒子の気泡径がより均一となるので、発泡粒子は優れた寸法安定性や優れた物性を有する。上記観点から、前記比(A/B)の下限は、0.5であることがより好ましく、さらに好ましくは0.8であり、最も好ましくは1.0である。一方、前記比(A/B)の上限は、2であることがより好ましく、さらに好ましくは1.6である。
なお、前記平均気泡径(A)及び(B)は、以下のようにして測定できる。まず、発泡粒子を2等分した切断面の拡大写真において、発泡粒子の表面(輪郭)の一方から他方の表面にわたって、気泡切断面の略中心を通る4本の線分を引く。そして、前記4本の各線分を3等分し、3等分した各線分上に存在する気泡の平均気泡径を求める。なお、前記3等分した分の外側部分の2ヶ所を表層部とし、内側の1ヶ所を中心部とする。前記拡大写真に前記3等分した線分に跨るような500μm以上の過大気泡(空洞部分)が存在する場合は、中心部においてはそのまま気泡径を測定し、表層部においては該気泡を除外して測定する。
なお、発泡粒子を2等分したときの独立気泡率(D)とは、発泡粒子を2等分に切断したサンプルにおいて測定された独立気泡率である。また、ここで言う2等分とは、正確に2等分である必要はなく、目視において略2等分の体積であれば足りる。
独立気泡率(%)={(Vx-W/ρ)/(Va-W/ρ)}×100
また、独立気泡率(C)を測定した後のサンプルを、カッター等で略2等分する。そして、2等分したサンプルについて、再度、Vx(D)を測定する。そして、上記の独立気泡率(C)の算出と同様にして、上式にVx(D)を代入して発泡粒子を2等分したときの独立気泡率(D)(%)を算出する。
また、前記最大粒子径と最小粒子径との比は、2以下であることが好ましい。前記最大粒子径と最小粒子径との比の下限は、1であることが好ましく、上限は、1.5であることが好ましい。なお、前記最大粒子径と最小粒子径との比は、各発泡粒子の最大粒子径(Q)と最小粒子径(R)を測定し、その比(Q/R)を算出した値を意味するものとする。
本発明のTPU発泡粒子は、その製造方法は特に限定されるものではないが、以下の工程(1)と(2)を含む製造方法で得ることが好ましい。具体的には、本発明のTPU発泡粒子は、密閉容器内でTPU樹脂粒子を分散媒中に分散させるとともに、加熱下で前記樹脂粒子に二酸化炭素を含浸させて発泡性樹脂粒子とする工程(1)と、前記発泡性樹脂粒子を、前記密閉容器から、前記TPUの軟化温度より30℃低い温度以上にて低圧下に放出して発泡させ、TPU発泡粒子を得る工程(2)とを含む製造方法により得られる。
このような発泡粒子の製造方法は、ダイレクト発泡法と呼ばれる。具体的には、まず、密閉容器内で分散媒体中の樹脂粒子に、高圧下、比較的高温で、発泡剤を含浸させて発泡性樹脂粒子を得る。そして、そのまま分散媒体とともに、該発泡性樹脂粒子を密閉容器から低圧下に放出して発泡粒子を得る。
まず、上記工程(1)では、密閉容器内でTPU樹脂粒子を分散媒体中に分散させるとともに、加熱下で二酸化炭素を前記樹脂粒子に含浸させて発泡性樹脂粒子を得る。
具体的には、密閉容器内で樹脂粒子を分散媒中に分散させた状態で、密閉容器の中に発泡剤として二酸化炭素を導入し、加熱する。このとき、密閉容器内は高温高圧雰囲気となるので、軟化した樹脂粒子中に二酸化炭素が含浸される。
また、原料として用いられるTPU樹脂粒子の軟化温度は、120~170℃であることが好ましい。上記範囲内であれば、樹脂粒子が発泡する際の温度で、気泡膜が加熱に耐えられずに破壊されたり、発泡粒子に過大気泡が形成されたりすることがない。したがって、得られる発泡粒子は優れた二次発泡性や成形性を有する。また、発泡時に分散媒として水を使用する場合、TPUの加水分解の進行が抑制される。上記観点から、前記軟化温度の下限は、125℃であることが好ましく、より好ましくは130℃である。一方、前記軟化温度の上限は、165℃であることが好ましく、より好ましくは160℃である。
なお、TPU樹脂粒子は、その製造方法は、特に限定されるものではなく、公知の方法により得ることができる。例えば、押出機先端に付設された口金の小孔からストランド状に樹脂溶融物を押し出し、押出された樹脂溶融物をペレタイザーで所定の質量となるように切断する方法で、TPU樹脂粒子が得られる。
分散媒中には、必要に応じて、酸化アルミニウム、第三リン酸カルシウム、ピロリン酸マグネシウム、酸化亜鉛、カオリン、マイカ、及びタルク等の難水溶性無機物質等の分散剤を添加することが好ましい。また、分散媒中にドデシルベンゼンスルホン酸ナトリウム、及びアルカンスルホン酸ナトリウム等のアニオン界面活性剤等の分散助剤を添加することもできる。分散剤の添加量において、樹脂粒子と分散剤との質量比(樹脂粒子/分散剤)が20~2000であることが好ましい。前記樹脂粒子と分散剤との質量比の下限は、より好ましくは30であり、上限は、より好ましくは1000である。また、分散剤と分散助剤との質量比(分散剤/分散助剤)は、1~500とすることが好ましい。前記分散剤と分散助剤との質量比の上限は、より好ましくは100である。
その他の物理発泡剤としては、有機系物理発泡剤や無機系物理発泡剤が挙げられる。有機系物理発泡剤として、プロパン、ブタン、ヘキサン、ペンタン、及びヘプタン等の脂肪族炭化水素類、シクロブタン、及びシクロヘキサン等の脂環式炭化水素類、クロロフロロメタン、トリフロロメタン、1,1-ジフロロエタン、1,1,1,2-テトラフロロエタン、メチルクロライド、エチルクロライド、及びメチレンクロライド等のハロゲン化炭化水素、ジメチルエーテル、ジエチルエーテル、及びメチルエチルエーテル等のジアルキルエーテル等が挙げられる。また、無機系物理発泡剤として、窒素、アルゴン、空気、及び水等が挙げられる。
また、前記密閉容器内の圧力(含浸圧力)の下限は、二酸化炭素をTPU樹脂粒子に十分に含浸させる観点から、0.5MPa(G)であることが好ましく、より好ましくは1.0MPa(G)、さらに好ましくは2.0MPa(G)である。一方、前記密閉容器内の圧力(含浸圧力)の上限は、概ね10MPa(G)であり、より好ましくは8.0MPa(G)であり、さらに好ましくは7.0MPa(G)であり、最も好ましくは5.0MPa(G)である。上記圧力範囲であれば、二酸化炭素をTPU樹脂粒子に十分に含浸させることができる。また、密閉容器の耐圧性を比較的確保しやすい。
また、加熱する時間(含浸時間)は、密閉容器内の圧力、TPU樹脂粒子の種類や質量等に応じて適宜設定される。生産性の観点から、0.05~3時間であることが好ましい。前記加熱する時間(含浸時間)の下限は、より好ましくは0.1時間であり、上限は、より好ましくは1時間である。
上記のようにして、TPU樹脂粒子に発泡剤が含浸され、発泡性樹脂粒子が得られる。
次に、上記工程(2)では、前記発泡性樹脂粒子を、前記TPU樹脂粒子の軟化温度(Ts)より30℃低い温度((Ts-30)℃)以上にて、密閉容器から低圧下に放出して発泡させ、TPU発泡粒子を得ることが好ましい。
発泡性樹脂粒子を低圧下に放出する際には、密閉容器内の温度(発泡温度)をTPUの軟化温度よりも30℃低い温度以上とする。発泡剤として二酸化炭素を用い、このような温度範囲で発泡を行うことにより、発泡倍率が高く、平均気泡径が50~300μmであり、見掛け密度が低い発泡粒子を容易に得ることができる。
上記観点から、前記発泡温度の下限は、TPU樹脂粒子の軟化温度より27℃低い温度であることがより好ましく、さらに好ましくは25℃低い温度である。一方、前記発泡温度の上限は、TPU樹脂粒子の軟化温度より5℃低い温度であることがより好ましく、さらに好ましくは10℃低い温度である。
本発明のTPU発泡粒子を型内成形して得られた発泡粒子成形体は、後述するように、優れた特性を有するものである。
反発弾性や軽量性等の特性が十分に発揮されるものとする観点から、TPU発泡粒子成形体の密度の下限は、0.05g/cm3であることが好ましく、より好ましくは0.1g/cm3、さらに好ましくは0.15g/cm3である。一方、TPU発泡粒子成形体の密度の上限は、0.4g/cm3であることが好ましく、より好ましくは0.3g/cm3、さらに好ましくは0.25g/cm3である。
また、前記TPU発泡粒子成形体の反発弾性率は、45%以上であることが好ましい。上記範囲内であれば、TPU発泡粒子成形体は広範な用途に適用できる。
まず、加熱及び冷却が可能であり、かつ開閉し密閉できる公知の熱可塑性樹脂発泡粒子型内成形用の金型キャビティ内に発泡粒子を充填する。そして、飽和蒸気圧が0.05~0.48MPa(G)(金型内に供給される水蒸気の飽和蒸気圧の最大値)、好ましくは0.08~0.42MPa(G)の飽和水蒸気を供給し、金型キャビティ内で発泡粒子を加熱膨張させ、発泡粒子相互を融着させて発泡粒子成形体を形成する。次いで、この発泡粒子成形体を冷却して、金型キャビティから取り出す。このようなバッチ式型内成形法(例えば、特公平4-46217号公報、及び特公平6-49795号公報等参照)を採用して、TPU発泡粒子成形体を製造することができる。
また、連続式成形方法(例えば、特開平9-104026号公報、特開平9-104027号公報、及び特開平10-180888号公報等参照)により製造することもができる。
なお、一方加熱とは、雄型又は雌型のいずれか一方の金型の内部に加熱媒体を供給してキャビティ内の発泡粒子を加熱し、次いで、他方の雌型又は雄型の内部から加熱媒体を排出させることを言う。また、前記一方加熱の場合とは加熱媒体が供給される側の金型と加熱媒体が排出される側の金型とが逆になる場合を、逆一方加熱と言う。
[評価及び測定方法]
下記実施例及び比較例における原料樹脂粒子、発泡粒子及び発泡粒子成形体の各種物性は、以下のような評価及び測定により求めたものである。
前記軟化温度は、熱機械分析(TMA;Thermo-Mechanical Analyzer)により、JIS K 7196:1991に準拠して測定した。熱機械分析装置TMA7100(株式会社日立ハイテクサイエンス社製)にて、針入プローブ(直径1.0mm)を用いた。このプローブに98mNの荷重を掛け、厚さ2mmのサンプルに押し当て、測定温度範囲30~250℃、昇温速度5℃/分で昇温したときの、プローブの押し込み深さ(変位量)を測定した。変位量が急激に変化する温度を外挿して、軟化温度を求めた。
なお、発泡粒子の軟化温度は、該発泡粒子を熱プレスで十分に脱泡した後、200℃に加熱した加熱プレス盤で厚さ2mmのサンプルを作製し、相対湿度50%、23℃の恒温室内にて10日間放置し養生した後に測定した。
前記メルトフローレイトは、JIS K 7210:1999に基づいて、190℃、荷重10kgの試験条件で測定した。
なお、発泡粒子のMFRは、該発泡粒子を相対湿度50%、23℃の恒温室内にて10日間放置し養生したサンプルを、測定機のシリンダー内で十分に脱泡した後に測定した。
ASTM D2240に準拠して、タイプAデュロメータであるアスカーゴム硬度計A型(高分子計器株式会社製)を用いて、相対湿度50%、23℃の条件下で、サンプルの平坦面でショアA硬度(タイプAデュロメータ硬さ)を測定した。
なお、発泡粒子のショアA硬度は、該発泡粒子を熱プレスで十分に脱泡した後、200℃に加熱した加熱プレス盤で厚さ2mmのサンプルを作製し、相対湿度50%、23℃の恒温室内にて10日間放置し養生した後に測定した。
23℃の水の入ったメスシリンダーに、約500mlの発泡粒子W1(g)を、金網を用いて沈めた。水位上昇分から、金網の体積を考慮して、発泡粒子群の体積V1(cm3)を求めた。そして、メスシリンダーに入れた発泡粒子の質量W1(g)を体積V1で除して(W1/V1)、発泡粒子の見掛け密度(g/cm3)を求めた。
発泡粒子を略2等分した切断面の顕微鏡による拡大写真を撮影した。この写真の発泡粒子の表面(輪郭)の一方から他方の表面にわたって、気泡切断面の略中心を通る4本の線分を引いた。これらの線分は、気泡切断面の略中心から切断粒子表面へ等角で8方向に延びる放射状の直線とした。そして、前記4本の線分と交わる気泡の数N(個)を計測した。前記4本の線分の合計長さL(μm)を気泡数Nで除した値(L/N)を、発泡粒子1個の平均気泡径とした。10個の発泡粒子について同様の作業を行い、各発泡粒子の平均気泡径を相加平均した値を発泡粒子の平均気泡径とした。
発泡粒子を略2等分した切断面の顕微鏡による拡大写真を撮影した。この写真の発泡粒子の表面(輪郭)の一方から他方の表面にわたって、気泡切断面の略中心を通る4本の線分を引いた。次に、この4本の各線分を3等分し、3等分した各線分上に存在する気泡の平均気泡径を、前記(5)の平均気泡径と同様の方法で求めた。
なお、3等分した線分の外側部分の2ヶ所を表層部とし、内側部分の1ヶ所を中心部とした。前記3等分した線分に跨る500μm以上の過大気泡が存在する場合には、中心部においてはそのまま気泡径を測定し、表層部においては該気泡を除外して測定した。上記のようにして10個の発泡粒子について各発泡粒子の測定値を相加平均した値を算出した。
嵩体積約20cm3の発泡粒子を測定用サンプルとした。また、サンプルの質量W(g)を測定した。見掛け体積Va(cm3)は水没法により測定した。前記測定用サンプルを十分に乾燥させた後、ASTM D2856の手順Cに準じ、空気比較式比重計930(東芝・ベックマン株式会社製)を用いて、真の体積(発泡粒子を構成する樹脂の体積と、発泡粒子内の独立気泡の全体積との和)Vx(cm3)を測定した。そして、下記式により、独立気泡率(C)(%)を算出した。なお、発泡粒子を構成する樹脂の密度をρ(g/cm3)とする。
C(%)={(Vx-W/ρ)/(Va-W/ρ)}×100
5点のサンプルについて同様の作業を行い、各サンプルの独立気泡率の平均値を発泡粒子の独立気泡率(C)とした。
また、該測定後のサンプルをカッターで略2等分した後、再度、Vx(D)を測定し、発泡粒子を2等分したときの独立気泡率(D)(%)を、上記独立気泡率(C)と同様にして、下記式により算出した。
D(%)={(Vx(D)-W/ρ)/(Va-W/ρ)}×100
発泡粒子成形体の質量を発泡粒子成形体の外形寸法から求めた体積により除した値を求め、単位換算した。
縦200mm、横60mm、厚さ33mmの金型キャビティで成形した発泡粒子成形体から、縦170mm、横30mm、厚さ33mmのサンプルを切り出した。このサンプルの表面の一方に、カッターナイフで該成形体の縦の長さを2等分するように深さ約15mmの切り込みを入れ、切り込み部から成形体を折り曲げて破断した。破断面に存在する材料破壊した発泡粒子の個数mと、破断面に存在する発泡粒子の個数nの比(m/n)の値を算出し、融着率とした。発泡粒子の個数nは、材料破壊した発泡粒子の個数mと、発泡粒子間で剥離した発泡粒子の個数との総和である。
m/nの値が大きいほど、発泡粒子同士の融着が強くなるので、発泡粒子成形体は曲げ強さや引張強さ等の機械的物性に優れる。なお、成形体を折り曲げても破断できない場合は、融着率100%とした。
長さ200mmの金型寸法と、成形後、40℃で24時間養生したときの、該金型寸法に対応する発泡粒子成形体の長さXから、下記式により、収縮率S(%)を算出した。
S(%)={(200-X)/200}×100
発泡粒子成形体の中心部から、縦50mm、横50mm、厚さ25mmの直方体状のサンプルを切り出した。このサンプルを用いて、JIS K 6767:1999に準拠して測定した。オートグラフ AGS-X(株式会社島津製作所製)を用いて、圧縮速度10mm/分で、50%歪時の荷重を測定し、これを試験片の受圧面積で除して、50%歪時の圧縮応力を算出した。
発泡粒子成形体の中心部から、縦50mm、横50mm、厚さ25mmのサンプルを切り出した。このサンプルを用いて、JIS K 6767:1999に準拠して測定した。サンプルの厚さが25%分圧縮した状態で、23℃で22時間保持した後、圧縮状態から開放し、同温度でさらに24時間放置後のサンプルの厚さを測定した。圧縮後のサンプルの厚さの減少量を、圧縮前の厚さで除して、圧縮永久歪を算出した。
なお、原料樹脂の圧縮永久歪を、70℃で22時間保持した以外は同様の条件で測定したところ、樹脂1,2の圧縮永久歪は48%、樹脂6,12の圧縮永久歪は36%、樹脂7の圧縮永久歪は40%、樹脂8の圧縮永久歪は60%、樹脂9の圧縮永久歪は44%であった。
JIS K 6255:2013に準拠してショブ式反発弾性試験機RT-90(高分子計器株式会社製)を用い、相対湿度50%、23℃の条件下で測定した。養生後の発泡粒子成形体の中心部から、縦30mm、幅30mm、厚さ12.5mmのサンプル(成形表皮あり)を切り出した。このサンプルの表皮面が振子の先端に接触する面となるように両面テープで固定し、ハンマー直径φ15mm、アーム重さ0.25kgの振子を、持ち上げ角度90±1°の位置から振り下ろした。そして、厚さ方向からサンプルの表皮面に振子を接触させ、振子の跳ね返り高さh(mm)を測定した。跳ね返り高さh(mm)を振子の落下高さH(mm)で除して、反発弾性率を算出した。
下記表1に示す市販の各グレードのTPU原料樹脂100質量部に対して、気泡調整剤タルクを0.10質量部添加し、各グレードのTPU原料樹脂を内径20mmの二軸押出機で溶融混練した。該混練物を押出機先端部に付設された口金の小孔からストランド状に押し出し、冷却後、切断し、約5mgの樹脂粒子を得た。

(実施例1~6、比較例1,2)
上記で得られた樹脂粒子1kgと、分散媒として水3リットルとを、撹拌機を備えた5リットルの耐圧密閉容器内に仕込むとともに、樹脂粒子100質量部に対して、分散剤としてカオリン0.3質量部と、界面活性剤としてアルキルベンゼンスルホン酸ナトリウム0.004質量部とを添加した。
密閉容器内を撹拌しながら、所定の含浸温度まで密閉容器を昇温し、該密閉容器内に発泡剤として二酸化炭素を所定の圧力となるまで圧入し、所定の発泡温度で15分間保持した。その後、窒素にて容器内圧力が一定になるように調整しつつ、分散媒とともに発泡剤を含浸させた発泡性樹脂粒子を密閉容器から大気圧下に放出して、発泡粒子を得た。
なお、実施例1で得られた発泡粒子の最大粒子径は3.5mmであり、前記最大粒子径と最小粒子径との比は1.1であった。
分散剤として第三リン酸カルシウム(TCP)0.2質量部を添加し、それ以外は実施例1と同様にして発泡粒子を作製した。得られた発泡粒子1kgをpH4以下の硝酸50リットルで10分間洗浄し、発泡粒子表面のTCPを除去した後、発泡粒子を純水50リットルで10分間洗浄し、硝酸を除去する処理を行った。
なお、実施例7で得られた発泡粒子の最大粒子径は3.5mmであり、前記最大粒子径と最小粒子径との比は1.1であった。
発泡剤として二酸化炭素を用いて、含浸発泡法により、発泡粒子を作製した。具体的には、樹脂粒子1kgに互着防止剤としてステアリン酸亜鉛1gをコーティングした後、樹脂粒子を耐圧容器内に入れ密閉し、二酸化炭素を所定の圧力まで圧入して、23℃で6時間保持した。その後、容器内圧力を除圧して耐圧容器より発泡性樹脂粒子を取り出した。取り出した発泡性樹脂粒子を、すぐに加圧発泡機に投入し、所定の温度まで昇温した後、20秒間保持し、発泡粒子を得た。
なお、上記の製造方法は、ガス含浸予備発泡法と呼ばれる方法である。一般に、樹脂粒子に、高圧下で、物理発泡剤を含浸させて発泡性樹脂粒子を作製した後、該発泡性樹脂粒子を水蒸気等により加熱し発泡させて発泡粒子を得る方法である。ガス含浸予備発泡法により製造した発泡粒子は、比較的低温で発泡が行われるため、発泡粒子の気泡が細かくなりやすい。また、ガス含浸予備発泡法では、発泡剤を含浸させる工程と、発泡させる工程とを別に行わなければならない。したがって、樹脂粒子に含浸させた発泡剤が逸散しないうちに発泡させる必要があるため、生産性に優れているとは言い難い。
発泡剤としてブタンを用い、それ以外については実施例1と同様にして発泡粒子を作製した。
また、上記で作製した発泡粒子のうち、代表として、実施例3,5及び比較例1~3,6,7で作製した発泡粒子の断面の走査電子顕微鏡(SEM)による観察写真を図1~7に示す。
図1~7のSEM写真から分かるように、実施例3,5の発泡粒子(図1,2)は、比較例6,7(図6,7)の発泡粒子に比べて気泡径が大きいことが分かる。さらに、独立気泡が全体にわたって形成されている、均質な気泡を有する発泡粒子であることが認められた。
一方、比較例1~3の発泡粒子(図3~5)は、内部に500μm以上の過大気泡が形成され、良好な発泡粒子とは言えない。
また、発泡剤として二酸化炭素を用いたガス含浸予備発泡法により得られた発泡粒子(比較例6)、及び発泡剤としてブタンを用いたダイレクト発泡により得られた発泡粒子(比較例7)は、発泡粒子の平均気泡径が極端に小さかった。
上記で作製した各発泡粒子を、縦200mm、横600mm、厚さ33mmの金型キャビティに充填し、スチーム加熱により所定の成形圧で型内成形した。そして、常温まで冷却後、成形型から成形体を取り出し、板状の発泡粒子成形体を得た。
得られた各発泡粒子成形体の物性も、表2に併せて示す。

また、エーテル系TPU原料樹脂を用いた場合(実施例7~10)は、同程度の軟化温度のエステル系TPU原料樹脂を用いた場合(実施例1~3,5,6)よりも、成形時の成形圧を低くすることができると言える。
また、比較例6,7の発泡粒子は、平均気泡径が極端に小さいものであった。また、これらの発泡粒子を型内成形して得られた発泡粒子成形体の圧縮永久歪が高く、また発泡粒子成形体の反発弾性率が低かった。なお、比較例6,7の発泡粒子は、成形圧を低くして成形すると、得られた発泡粒子成形体の融着率が低下し、良好な発泡粒子成形体を得ることが困難であった。
Claims (5)
- 熱可塑性ポリウレタン発泡粒子であって、前記熱可塑性ポリウレタンのショアA硬度が85以上であり、前記発泡粒子の平均気泡径が50~300μmであり、前記発泡粒子を2等分したときの独立気泡率が60%以上である、熱可塑性ポリウレタン発泡粒子。
- 前記熱可塑性ポリウレタンの190℃、荷重10kgにおけるメルトフローレイトが60g/10分以下である、請求項1に記載の熱可塑性ポリウレタン発泡粒子。
- 前記熱可塑性ポリウレタンの軟化温度が110~160℃である、請求項1又は2に記載の熱可塑性ポリウレタン発泡粒子。
- 前記発泡粒子の見掛け密度が0.3g/cm3以下である、請求項1~3のいずれかに記載の熱可塑性ポリウレタン発泡粒子。
- 請求項1~4のいずれかに記載の熱可塑性ポリウレタン発泡粒子を型内成形してなる熱可塑性ポリウレタン発泡粒子成形体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/578,608 US10793694B2 (en) | 2015-06-01 | 2016-05-25 | Expanded thermoplastic polyurethane particles and expanded thermoplastic polyurethane particle molded article |
| EP16803172.2A EP3305837B1 (en) | 2015-06-01 | 2016-05-25 | Expanded thermoplastic polyurethane particles and expanded thermoplastic polyurethane particle molded article |
| JP2017521860A JP6828979B2 (ja) | 2015-06-01 | 2016-05-25 | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 |
| CN201680031831.2A CN107614583B (zh) | 2015-06-01 | 2016-05-25 | 热塑性聚氨酯发泡粒子以及热塑性聚氨酯发泡粒子成形体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015111617 | 2015-06-01 | ||
| JP2015-111617 | 2015-06-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016194737A1 true WO2016194737A1 (ja) | 2016-12-08 |
Family
ID=57440928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/065471 WO2016194737A1 (ja) | 2015-06-01 | 2016-05-25 | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10793694B2 (ja) |
| EP (1) | EP3305837B1 (ja) |
| JP (1) | JP6828979B2 (ja) |
| CN (1) | CN107614583B (ja) |
| TW (1) | TWI707900B (ja) |
| WO (1) | WO2016194737A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017170372A1 (ja) * | 2016-03-31 | 2017-10-05 | 株式会社ジェイエスピー | 熱可塑性ポリウレタン発泡粒子 |
| WO2018143281A1 (ja) * | 2017-01-31 | 2018-08-09 | 株式会社アシックス | 靴底用部材及び靴 |
| WO2019026950A1 (ja) * | 2017-08-03 | 2019-02-07 | 株式会社ジェイエスピー | ウレタン系熱可塑性エラストマー発泡粒子 |
| CN110392712A (zh) * | 2017-03-06 | 2019-10-29 | 株式会社Jsp | 发泡粒子成形体 |
| CN110831998A (zh) * | 2017-07-04 | 2020-02-21 | 科思创德国股份有限公司 | 包含膨胀型tpu和水基涂层的制品 |
| CN110831999A (zh) * | 2017-07-04 | 2020-02-21 | 科思创德国股份有限公司 | 包含膨胀型tpu和涂层的制品 |
| JP2020039708A (ja) * | 2018-09-12 | 2020-03-19 | 株式会社イノアックコーポレーション | 洗浄用スポンジ |
| JP2020100733A (ja) * | 2018-12-21 | 2020-07-02 | ブリヂストンスポーツ株式会社 | 発泡組成物、発泡部材及びその製造方法 |
| US10959357B2 (en) | 2017-09-07 | 2021-03-23 | Murata Manufacturing Co., Ltd. | Circuit block assembly |
| US20210179847A1 (en) * | 2018-04-20 | 2021-06-17 | Basf Se | Foams based on thermoplastic elastomers |
| US11208537B2 (en) * | 2016-11-28 | 2021-12-28 | Jsp Corporation | Expanded thermoplastic polyurethane particles and expanded thermoplastic polyurethane particle molded article |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3014381A1 (en) * | 2016-02-09 | 2017-08-17 | Bauer Hockey Ltd. | Athletic gear or other devices comprising post-molded expandable components |
| JP6628374B1 (ja) | 2018-08-10 | 2020-01-08 | 株式会社ジェイエスピー | 積層体 |
| US11780981B2 (en) | 2018-12-06 | 2023-10-10 | Exxonmobil Chemical Patents Inc. | Foam beads and method of making the same |
| DE102020201543A1 (de) * | 2020-02-07 | 2021-08-12 | Adidas Ag | Verfahren zur Herstellung eines Schaumstoffbauteils |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08113664A (ja) * | 1994-10-18 | 1996-05-07 | Sekisui Plastics Co Ltd | 熱可塑性ポリウレタン発泡成形体及びその製造方法 |
| JP2002371154A (ja) * | 2000-12-08 | 2002-12-26 | Kuraray Co Ltd | 熱可塑性ポリウレタン発泡体およびその製造方法並びに該発泡体からなる研磨パッド |
| US20100222442A1 (en) * | 2006-01-18 | 2010-09-02 | Basf Se | Foams based on thermoplastic polyurethanes |
| JP2014062213A (ja) * | 2012-09-24 | 2014-04-10 | Sekisui Plastics Co Ltd | 熱可塑性ポリウレタン樹脂発泡粒子とその製造方法及び熱可塑性ポリウレタン樹脂発泡成形体 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6979701B2 (en) | 2000-12-08 | 2005-12-27 | Kuraray Co., Ltd. | Thermoplastic polyurethane foam, process for production thereof and polishing pads made of the foam |
| TWI656153B (zh) | 2013-10-11 | 2019-04-11 | 巴斯夫歐洲公司 | 膨脹熱塑性彈性體珠粒之製造 |
| US20150196809A1 (en) * | 2014-01-10 | 2015-07-16 | Acushent Company | Golf balls having particle-based foam center |
| CN103804889B (zh) * | 2014-02-18 | 2016-01-27 | 山东美瑞新材料有限公司 | 一种发泡热塑性聚氨酯粒子及其制备方法和应用 |
| ES2676440T3 (es) * | 2014-04-30 | 2018-07-19 | Basf Se | Espuma de partículas de poliuretano con recubrimiento de poliuretano |
| CN104194030B (zh) * | 2014-08-08 | 2015-05-27 | 汕头市新力新材料科技有限公司 | 一种热塑性聚氨酯弹性体发泡珠粒及其制备方法 |
| CN104231592B (zh) * | 2014-09-12 | 2017-02-15 | 美瑞新材料股份有限公司 | 一种发泡型热塑性聚氨酯粒子及其制备方法 |
-
2016
- 2016-05-25 CN CN201680031831.2A patent/CN107614583B/zh active Active
- 2016-05-25 JP JP2017521860A patent/JP6828979B2/ja active Active
- 2016-05-25 EP EP16803172.2A patent/EP3305837B1/en active Active
- 2016-05-25 US US15/578,608 patent/US10793694B2/en active Active
- 2016-05-25 WO PCT/JP2016/065471 patent/WO2016194737A1/ja active Application Filing
- 2016-05-26 TW TW105116369A patent/TWI707900B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08113664A (ja) * | 1994-10-18 | 1996-05-07 | Sekisui Plastics Co Ltd | 熱可塑性ポリウレタン発泡成形体及びその製造方法 |
| JP2002371154A (ja) * | 2000-12-08 | 2002-12-26 | Kuraray Co Ltd | 熱可塑性ポリウレタン発泡体およびその製造方法並びに該発泡体からなる研磨パッド |
| US20100222442A1 (en) * | 2006-01-18 | 2010-09-02 | Basf Se | Foams based on thermoplastic polyurethanes |
| JP2014062213A (ja) * | 2012-09-24 | 2014-04-10 | Sekisui Plastics Co Ltd | 熱可塑性ポリウレタン樹脂発泡粒子とその製造方法及び熱可塑性ポリウレタン樹脂発泡成形体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3305837A4 * |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017170372A1 (ja) * | 2016-03-31 | 2017-10-05 | 株式会社ジェイエスピー | 熱可塑性ポリウレタン発泡粒子 |
| US11208537B2 (en) * | 2016-11-28 | 2021-12-28 | Jsp Corporation | Expanded thermoplastic polyurethane particles and expanded thermoplastic polyurethane particle molded article |
| US11246373B2 (en) | 2017-01-31 | 2022-02-15 | Asics Corporation | Shoe sole member and shoe |
| WO2018143281A1 (ja) * | 2017-01-31 | 2018-08-09 | 株式会社アシックス | 靴底用部材及び靴 |
| JP6484768B2 (ja) * | 2017-01-31 | 2019-03-13 | 株式会社アシックス | 靴底用部材及び靴 |
| JPWO2018143281A1 (ja) * | 2017-01-31 | 2019-03-22 | 株式会社アシックス | 靴底用部材及び靴 |
| CN110392712A (zh) * | 2017-03-06 | 2019-10-29 | 株式会社Jsp | 发泡粒子成形体 |
| CN110392712B (zh) * | 2017-03-06 | 2022-06-21 | 株式会社Jsp | 发泡粒子成形体 |
| CN110831998A (zh) * | 2017-07-04 | 2020-02-21 | 科思创德国股份有限公司 | 包含膨胀型tpu和水基涂层的制品 |
| CN110831999B (zh) * | 2017-07-04 | 2021-12-14 | 科思创德国股份有限公司 | 包含膨胀型tpu和涂层的制品 |
| CN110831999A (zh) * | 2017-07-04 | 2020-02-21 | 科思创德国股份有限公司 | 包含膨胀型tpu和涂层的制品 |
| CN110831998B (zh) * | 2017-07-04 | 2022-04-12 | 科思创德国股份有限公司 | 包含膨胀型tpu和水基涂层的制品 |
| WO2019026950A1 (ja) * | 2017-08-03 | 2019-02-07 | 株式会社ジェイエスピー | ウレタン系熱可塑性エラストマー発泡粒子 |
| JP2019026805A (ja) * | 2017-08-03 | 2019-02-21 | 株式会社ジェイエスピー | ウレタン系熱可塑性エラストマー発泡粒子 |
| US10959357B2 (en) | 2017-09-07 | 2021-03-23 | Murata Manufacturing Co., Ltd. | Circuit block assembly |
| US20210179847A1 (en) * | 2018-04-20 | 2021-06-17 | Basf Se | Foams based on thermoplastic elastomers |
| JP2020039708A (ja) * | 2018-09-12 | 2020-03-19 | 株式会社イノアックコーポレーション | 洗浄用スポンジ |
| JP7455504B2 (ja) | 2018-09-12 | 2024-03-26 | 株式会社イノアックコーポレーション | 洗浄用スポンジ |
| JP2020100733A (ja) * | 2018-12-21 | 2020-07-02 | ブリヂストンスポーツ株式会社 | 発泡組成物、発泡部材及びその製造方法 |
| JP7379818B2 (ja) | 2018-12-21 | 2023-11-15 | ブリヂストンスポーツ株式会社 | 多孔質部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10793694B2 (en) | 2020-10-06 |
| EP3305837A4 (en) | 2018-12-19 |
| JPWO2016194737A1 (ja) | 2018-03-15 |
| CN107614583A (zh) | 2018-01-19 |
| TWI707900B (zh) | 2020-10-21 |
| EP3305837B1 (en) | 2022-07-06 |
| CN107614583B (zh) | 2020-08-14 |
| EP3305837A1 (en) | 2018-04-11 |
| US20180155518A1 (en) | 2018-06-07 |
| TW201708333A (zh) | 2017-03-01 |
| JP6828979B2 (ja) | 2021-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6828979B2 (ja) | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 | |
| JP6186033B1 (ja) | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体の製造方法 | |
| TW201807034A (zh) | 熱塑性聚胺甲酸酯發泡粒子 | |
| JP6422806B2 (ja) | アミド系発泡樹脂粒子及び発泡成形体 | |
| JP2018044042A (ja) | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 | |
| CN109689752B (zh) | 热塑性聚氨酯发泡粒子 | |
| CN111032757B (zh) | 氨基甲酸乙酯类热塑性弹性体发泡粒子 | |
| WO2018163968A1 (ja) | 発泡粒子成形体 | |
| JP6371821B2 (ja) | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 | |
| JP6782152B2 (ja) | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 | |
| JP2017179254A (ja) | 熱可塑性ポリウレタン発泡粒子及び熱可塑性ポリウレタン発泡粒子成形体 | |
| JP2018090749A (ja) | ウレタン系熱可塑性エラストマー発泡粒子成形体 | |
| JP2018035220A (ja) | 熱可塑性ポリウレタン発泡粒子成形体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16803172 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017521860 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15578608 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016803172 Country of ref document: EP |