WO2016158961A1 - ホットスタンプ用鋼板およびその製造方法、並びにホットスタンプ成形体 - Google Patents
ホットスタンプ用鋼板およびその製造方法、並びにホットスタンプ成形体 Download PDFInfo
- Publication number
- WO2016158961A1 WO2016158961A1 PCT/JP2016/060145 JP2016060145W WO2016158961A1 WO 2016158961 A1 WO2016158961 A1 WO 2016158961A1 JP 2016060145 W JP2016060145 W JP 2016060145W WO 2016158961 A1 WO2016158961 A1 WO 2016158961A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- hot stamping
- hot
- mass
- less
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 181
- 239000010959 steel Substances 0.000 title claims abstract description 181
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000000034 method Methods 0.000 title description 35
- 230000003746 surface roughness Effects 0.000 claims abstract description 26
- 229910052742 iron Inorganic materials 0.000 claims abstract description 18
- 239000012535 impurity Substances 0.000 claims abstract description 11
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 53
- 238000010438 heat treatment Methods 0.000 claims description 45
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims description 32
- 238000005554 pickling Methods 0.000 claims description 28
- 238000000137 annealing Methods 0.000 claims description 26
- 238000005097 cold rolling Methods 0.000 claims description 22
- 230000003449 preventive effect Effects 0.000 claims description 22
- 239000000203 mixture Substances 0.000 claims description 19
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 19
- 229910052684 Cerium Inorganic materials 0.000 claims description 18
- 239000011248 coating agent Substances 0.000 claims description 17
- 238000000576 coating method Methods 0.000 claims description 17
- 239000010960 cold rolled steel Substances 0.000 claims description 17
- 229910052749 magnesium Inorganic materials 0.000 claims description 17
- 229910052791 calcium Inorganic materials 0.000 claims description 16
- 239000002253 acid Substances 0.000 claims description 9
- 229910052721 tungsten Inorganic materials 0.000 claims description 6
- 239000007864 aqueous solution Substances 0.000 claims description 5
- 239000003112 inhibitor Substances 0.000 claims description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 4
- 239000003921 oil Substances 0.000 description 53
- 230000000694 effects Effects 0.000 description 42
- 238000005096 rolling process Methods 0.000 description 35
- 229910000734 martensite Inorganic materials 0.000 description 20
- 238000001816 cooling Methods 0.000 description 16
- 229910001566 austenite Inorganic materials 0.000 description 14
- 239000012071 phase Substances 0.000 description 14
- 230000009466 transformation Effects 0.000 description 11
- 229910000859 α-Fe Inorganic materials 0.000 description 9
- 230000009467 reduction Effects 0.000 description 8
- 238000005098 hot rolling Methods 0.000 description 7
- 230000002265 prevention Effects 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 238000002441 X-ray diffraction Methods 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 5
- 229910001563 bainite Inorganic materials 0.000 description 5
- 238000005422 blasting Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 230000000717 retained effect Effects 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000007710 freezing Methods 0.000 description 4
- 230000008014 freezing Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910001562 pearlite Inorganic materials 0.000 description 4
- 238000010791 quenching Methods 0.000 description 4
- 230000000171 quenching effect Effects 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005238 degreasing Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 229910052747 lanthanoid Inorganic materials 0.000 description 3
- 150000002602 lanthanoids Chemical class 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003153 chemical reaction reagent Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 230000000593 degrading effect Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000011158 quantitative evaluation Methods 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000013556 antirust agent Substances 0.000 description 1
- QZPSXPBJTPJTSZ-UHFFFAOYSA-N aqua regia Chemical compound Cl.O[N+]([O-])=O QZPSXPBJTPJTSZ-UHFFFAOYSA-N 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- ZDVYABSQRRRIOJ-UHFFFAOYSA-N boron;iron Chemical compound [Fe]#B ZDVYABSQRRRIOJ-UHFFFAOYSA-N 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000000445 field-emission scanning electron microscopy Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000004071 soot Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B1/04—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing in a continuous process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/46—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting
- B21B1/463—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting in a continuous process, i.e. the cast not being cut before rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0242—Lubricants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F11/00—Inhibiting corrosion of metallic material by applying inhibitors to the surface in danger of corrosion or adding them to the corrosive agent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B2001/028—Slabs
Definitions
- the present invention relates to a steel sheet for hot stamping excellent in scale adhesion at the time of hot stamping, a method for producing the same, and a hot stamping shaped body that is a shaped body thereof.
- Patent Document 6 discloses a technique for suppressing the generation of scale by setting the atmosphere in the heating furnace to a non-oxidizing atmosphere. However, it is necessary to strictly control the atmosphere in the heating furnace, resulting in an increase in equipment cost and inferior productivity.
- JP 2008-214650 A Japanese Patent Laid-Open No. 1-2230715 JP-A-2-217425 JP 2002-143935 A JP 2003-154413 A JP 2002-18531 A JP 2004-106034 A JP 2002-18531 A JP 2008-240046 A JP 2010-174302 A JP 2008-214650 A
- the present invention provides a steel sheet for hot stamping that is excellent in scale adhesion at the time of hot stamping and that does not cause adhesion of molten metal to a mold, a method for manufacturing the same, and a hot stamping molded body thereof. With the goal.
- the present inventors diligently studied a method for solving the above problems.
- 0.50 mass% to 3.00 mass% of Si is contained in the steel sheet, and the amount of rust preventive oil applied to the steel sheet is 50 mg / m.
- the surface roughness of the steel sheet is Rz> 2.5 ⁇ m in the range of 2 to 1500 mg / m 2 .
- S content contained in a rust prevention oil shall be 5 mass% or less.
- the composition of the steel sheet is mass%, Ni: 0.01% to 2.00% Cu: 0.01% to 2.00% Cr: 0.01% to 2.00%, Mo: 0.01% to 2.00%, Nb: 0.005% to 0.100%, V: 0.005% to 0.100%, and W: 0.005% to 0.100%,
- composition of the steel sheet is mass%, One of the above-mentioned (1) to (3), which contains one or more selected from the group consisting of REM, Ca, Ce and Mg in a total amount of 0.0003% to 0.0300%
- a method for producing a steel sheet for hot stamping characterized in that the residual amount of rust preventive oil on the steel sheet surface is limited to 50 mg / m 2 to 1500 mg / m 2 .
- the method further includes a step of cold-rolling the pickled hot-rolled steel sheet to obtain a cold-rolled steel sheet,
- the method further includes a step of cold rolling the pickled hot rolled steel sheet and further performing a heat treatment in a continuous annealing facility or a box annealing furnace to obtain a cold rolled steel sheet,
- the composition of the slab is mass%, Ni: 0.01% to 2.00% Cu: 0.01% to 2.00% Cr: 0.01% to 2.00%, Mo: 0.01% to 2.00%, Nb: 0.005% to 0.100%, V: 0.005% to 0.100%, and W: 0.005% to 0.100%,
- composition of the slab is mass%, Any one of (1) or two or more selected from the group consisting of REM, Ca, Ce and Mg is contained in a total amount of 0.0003% to 0.0300%.
- the surface of the hot stamping body has Si oxide, FeO, Fe 3 O 4 , and Fe 2 O 3 , and the scale has a thickness of 10 ⁇ m or less (12)
- the composition of the hot stamping molded body is mass%, Ni: 0.01% to 2.00% Cu: 0.01% to 2.00% Cr: 0.01% to 2.00%, Mo: 0.01% to 2.00%, Nb: 0.005% to 0.100%, V: 0.005% to 0.100%, and W: 0.005% to 0.100%,
- composition of the hot stamping molded body is mass%, One of the above-mentioned (12) to (14), which contains one or more selected from the group consisting of REM, Ca, Ce and Mg in a total of 0.0003% to 0.0300%
- the hot stamping molded article as described.
- a steel sheet for hot stamping that is excellent in scale adhesion at the time of hot stamping and that does not cause adhesion of molten metal to the mold, a manufacturing method thereof, and a hot stamping molded body thereof.
- FIG. 1 is a diagram showing the relationship between the amount of oil applied to a steel plate and the surface roughness Rz of the steel plate.
- FIG. 2 is a diagram for explaining that the scale easily peels off as the S concentration in the oil coating increases.
- FIG. 3 is a diagram showing the relationship between the pickling time and the surface roughness Rz of the steel sheet.
- FIG. 4A is a photograph showing the microstructure of the surface layer of the hot-rolled steel sheet before pickling.
- FIG. 4B is a photograph showing the surface layer microstructure after pickling.
- FIG. 5 is a diagram showing the relationship between the oil coating amount and the thickness of the scale.
- FIG. 6A is a photograph showing a cross section of the surface of the hot stamping molded body of the example of the present invention.
- FIG. 6A is a photograph showing a cross section of the surface of the hot stamping molded body of the example of the present invention.
- FIG. 6B is a photograph showing a cross section of the surface of the hot stamping molded body of the comparative example.
- FIG. 7 is a diagram for explaining that the number density of irregularities after hot stamping heat treatment is less than 3 when the surface roughness Rz before hot stamping heat treatment is less than 2.5.
- the steel sheet for hot stamping of the present invention contains 0.5 mass% to 3.0 mass% of Si in the steel sheet, and the amount of rust preventive oil applied to the steel sheet is 50 mg / m 2 to 1500 mg / m. 2 and the surface roughness of the steel sheet is Rz> 2.5 ⁇ m. And preferably, S content contained in antirust oil shall be 5 mass% or less.
- the present inventors have investigated the surface properties of steel sheets and the effects of various treatments for the purpose of improving the scale adhesion of steel sheets that are not plated (cold-rolled steel sheets or hot-rolled steel sheets).
- the steel sheet after degreasing showed excellent scale adhesion, but it was found that the scale adhesion deteriorates significantly when rust preventive oil is applied.
- the relationship between the scale adhesion and the rust preventive oil was investigated, it was found that the scale tends to peel off as the amount of S contained as an impurity in the rust preventive oil increases.
- S in the rust preventive oil affects the scale adhesion.
- hot-rolled steel sheets for hot stamping that have been pickled, and cold-rolled steel sheets for hot stamping after cold rolling or annealing are used to prevent the occurrence of rust between production and use. It is necessary to apply anti-rust oil.
- the steel plate after pickling is generally applied with oil exceeding 1500 mg / m 2 on the assumption that the period from delivery to customer to use becomes long.
- the present inventors investigated the influence of the amount of oil applied for the purpose of achieving both scale adhesion and rust prevention. As shown in FIG. 1, the range of the amount of oil applied and the surface roughness of the steel sheet was strict. It has been found that the adhesion to the scale is improved by controlling to the above.
- the effect is exhibited by setting the oil coating amount to 50 mg / m 2 to 1500 mg / m 2 .
- the reason why the lower limit was set to 50 mg / m 2 was that 50 mg / m 2 was set as the lower limit oil amount because it was difficult to ensure excellent rust prevention properties if less than this oil amount.
- it is 100 mg / m 2 or more, more preferably 200 mg / m 2 or more.
- the reason why the upper limit of the oil coating amount is 1500 mg / m 2 is to obtain an excellent effect of scale adhesion. When the oil coating amount exceeds 1500 mg / m 2 , the scale adhesion deteriorates, so the upper limit is 1500 mg / m 2 .
- the upper limit is 1000 mg / m 2 , more preferably the upper limit is 900 mg / m 2 , and still more preferably the upper limit is 800 mg / m 2 .
- the oil coating on the surface of the steel plate burns during heating, it causes generation of soot. Also from this, it is preferable that the amount of oil coating is small.
- the scale adhesion shown in FIG. 1 was evaluated by a hot shallow drawing test using a cylindrical mold having a diameter of 70 mm and a depth of 20 mm.
- the steel sheet was heated in an electric heating device at a temperature of 50 ° C./s to a temperature range of 800 ° C. to 1100 ° C., held for 0 seconds to 120 seconds, then turned off and allowed to cool to 650 ° C. And was subjected to hot shallow drawing with the above mold.
- the molded specimen is visually observed, and the scale peel-off area is 5% or less, the scale adhesion is good ( ⁇ ), the scale peel-off area is 5-15%, the scale is bad ( ⁇ ), the scale A case where the peeled area was more than 15% was regarded as poor (x).
- the area where the scale peeled off was 5% or less within the scope of the present invention.
- the heating method is not particularly limited, and scale adhesion can be evaluated.
- any conditions of a heating furnace, far infrared rays, near infrared rays, and energization heating may be used.
- the further excellent scale adhesiveness can be obtained by controlling the atmosphere in a heating furnace, suppressing the oxidation of a steel plate, and making a scale thin.
- the shallow drawing test temperature may be any temperature range as long as the steel sheet can be processed, but in general, the hot stamping steel sheet has high strength and excellent strength by processing in the austenite area and subsequent die quenching. It has a shape freezing property. From this, characteristic evaluation was performed by hot shallow drawing at 650 ° C., which exceeds Ar 3.
- oiling method electrostatic oiling, spraying, roll coater, etc. are generally used, but the oiling method is not limited as long as the amount of oiling can be secured.
- the oil type is not specified.
- NOX-RUST530F manufactured by Parker Kosan Co., Ltd.
- the species is not limited.
- the oil coating amount may be measured by any method as long as it can be measured, but the present inventors measured by the following method. First, the steel plate coated with rust preventive oil was cut into 150 mm squares, and then a tape was attached so that a 100 mm ⁇ 100 mm region was exposed. Then, the weight of the oil coating and the steel plate (including the weight of the tape) that has been sealed is measured in advance. Next, degrease by wiping off the rust preventive oil on the steel sheet surface with a cloth soaked with acetone, measure the weight of the degreased steel sheet, and compare the weight before and after degreasing to obtain the amount of oil per unit area. Was calculated. Each steel plate was carried out at three locations, and the average value of the adhesion amount was defined as the oil adhesion amount of each steel plate.
- the present inventors investigated the relationship between the S content in the oil and the scale peeling area ratio. As the S content in the oil decreased, the scale adhesion improved. In particular, it has been found that when the S content in the oil coating is 5% by mass or less, the scale peeling area is almost 0%. Although the detailed mechanism is unknown, the oil contained in the rust preventive oil does not burn during heating, but the S contained as an impurity remains on the surface of the steel sheet and concentrates in the scale, degrading the scale adhesion. It is thought that For this reason, it is preferable to reduce the S content contained in the rust preventive oil.
- the surface roughness of the steel sheet In order to ensure scale adhesion, the surface roughness of the steel sheet needs to be Rz> 2.5 ⁇ m.
- the results obtained by investigating the relationship between the surface roughness Rz of the steel sheet and the scale adhesion are as shown in FIG.
- the unevenness is formed at the interface between the base iron and the scale, and the adhesion is further improved.
- This effect is generally called the anchor effect.
- the scale produced during heating with this steel sheet is thin. As a result, the steel sheet having a thin scale is affected by the surface state of the ground iron, so that a scale having irregularities is formed.
- the surface roughness of the steel sheet before hot stamping needs to be Rz> 2.5 ⁇ m.
- Rz ⁇ 2.5 ⁇ m the surface roughness of the steel sheet is small and the anchor effect is insufficient, so that excellent scale adhesion during hot stamping cannot be ensured.
- the upper limit of the scale adhesion of the present invention can be obtained without any particular provision, but if the scale adhesion is excessively improved, it is difficult to remove the scale in a subsequent process such as shot blasting. It becomes. Therefore, it is preferable that Rz ⁇ 8.0 ⁇ m. More preferably, Rz ⁇ 7.0 ⁇ m. However, even if Rz ⁇ 8.0 ⁇ m, it is possible to ensure excellent scale adhesion which is an effect of the present invention.
- SURFCOM2000DX / SD3 manufactured by Tokyo Seimitsu Co., Ltd.
- the scale may be a scale mainly composed of Si oxide, Fe 3 O 4 , Fe 2 O 3 , and FeO.
- the Si oxide is present at the interface between the ground iron and the iron-based scale (FeO, Fe 2 O 3 , Fe 2 O 3 ), thereby controlling the thickness of the iron-based scale. For this reason, it is necessary to include Si oxide in the scale. Since the main purpose is to control the thickness of the iron-based oxide, it is sufficient that the Si oxide exists even if it is very thin. For example, even if it is 1 nm, the effect is exhibited.
- composition analysis of the scale of the molded body was performed by X-ray diffraction after cutting a plate from the bottom of the cylindrical portion of the shallow drawing test piece. From the peak intensity ratio of each oxide, the volume fraction of each Fe-based oxide was measured. Since the Si oxide was very thin and the volume fraction was less than 1%, quantitative evaluation by X-ray diffraction was difficult. However, it is possible to confirm the presence of Si oxide at the interface between the scale and the ground iron by EPMA (Electron-Probe-Micro-Analyzer) line analysis.
- EPMA Electro-Probe-Micro-Analyzer
- the thickness of the scale is preferably 10 ⁇ m or less. If the thickness of the scale is 10 ⁇ m or less, the scale adhesion is further improved. If the thickness of the scale exceeds 10 ⁇ m, the scale tends to be peeled off due to thermal stress acting during cooling during hot stamping. On the other hand, after that, in a scale removal process such as shot blasting or wet blasting, cracks occur between Fe-based scales, and the scales existing outside peel off. As a result, there was a problem that it was inferior in scale removability. For this reason, the thickness of the scale is preferably 10 ⁇ m or less. More preferably, it is 7 micrometers or less, More preferably, it is 5 micrometers or less. The thickness of the scale is achieved by controlling the Si content of the steel sheet within a predetermined range and simultaneously controlling the oil coating amount within a predetermined range. FIG. 5 shows the relationship between the oil coating amount and the scale thickness.
- FIG. 6A shows a photograph of the interface between the base metal and the scale of the molded article having excellent scale adhesion
- FIG. 6B shows a photograph of the interface between the ground iron and scale having inferior scale adhesion. Since this unevenness contributes to the improvement of scale adhesion at the time of hot stamping, excellent scale adhesion can be ensured by controlling to the above range. With unevenness of less than 0.2 ⁇ m, the anchor effect is not sufficient and the scale adhesion is poor.
- the thickness is 0.0 ⁇ m or less. More preferably, it is 6.0 micrometers or less, More preferably, it is 4.0 micrometers or less. However, even if the unevenness exceeds 8.0 ⁇ m, excellent scale adhesion which is the effect of the present invention can be ensured.
- corrugation of a molded object has correlation with the surface roughness Rz of a steel plate, and can be controlled by setting it as the surface roughness Rz> 2.5micrometer of a steel plate.
- C 0.100% to 0.600%
- C is an element contained for increasing the strength of the steel sheet. If the C content is less than 0.100%, a tensile strength of 1180 MPa or more cannot be ensured, and a high-strength molded article that is the object of hot stamping cannot be ensured. On the other hand, if the C content exceeds 0.600%, weldability and workability become insufficient, so the C content is set to 0.100% to 0.600%. Preferably it is 0.100% to 0.550%, more preferably 0.150% to 0.500%. However, if the strength of the molded body is not required, excellent scale adhesion can be ensured even if the C content is less than 0.150%.
- Si 0.50% to 3.00% Si is an essential element because it improves the scale adhesion by controlling the scale composition during hot stamping. If the Si content is less than 0.50%, the thickness of the Fe-based scale cannot be controlled, and excellent scale adhesion cannot be ensured. For this reason, the Si content needs to be 0.50% or more. Further, when considering application to a member having severe molding at the time of hot stamping, it is preferable to increase the Si content. Accordingly, the Si content is preferably 0.70% or more, more preferably 0.90% or more. On the other hand, Si increases the Ae3 point and increases the heating temperature necessary for making martensite as the main phase. Therefore, if it is excessively contained, productivity and economy are lowered. For this reason, the upper limit of the Si content is 3.00%. Preferably, the upper limit of the Si content is 2.5%, more preferably the upper limit is 2.0%. However, excellent scale adhesion can be ensured except for productivity and economy.
- Mn 1.20% to 4.00%
- Mn needs to be contained in an amount of 1.20% or more in order to delay the ferrite transformation in the cooling process during hot stamping and to make the hot stamping compact into a martensite main phase. If the Mn content is less than 1.20%, martensite cannot be used as the main phase, and it is difficult to ensure high strength, which is the purpose of the hot stamped molded article, so the lower limit of the Mn content is 1.20%. To do. However, if the strength of the molded body is not required, excellent scale adhesion can be ensured even if the Mn content is less than 1.20%.
- the Mn content exceeds 4.00%, the effect is saturated and embrittlement occurs, and cracking occurs during casting, cold rolling, or hot rolling, so the upper limit of the Mn content is 4 0.000%.
- the Mn content is preferably in the range of 1.50% to 3.50%, more preferably in the range of 2.00% to 3.00%.
- Ti 0.005% to 0.100%
- Ti is an element that suppresses B from becoming a nitride and improves hardenability by combining with N to form TiN. Since this effect becomes significant when the Ti content is 0.005% or more, the Ti content is set to 0.005% or more. However, if the Ti content exceeds 0.100%, Ti carbide is formed, the amount of C contributing to the strengthening of martensite is reduced and the strength is reduced, so the upper limit of the Ti content is 0.100. %.
- the C content is in the range of 0.005% to 0.080%, more preferably in the range of 0.005% to 0.060%.
- B 0.0005% to 0.0100% B improves the hardenability at the time of hot stamping and contributes to making the main phase martensite. Since this effect becomes remarkable when the B content is 0.0005% or more, the B content needs to be 0.0005% or more. On the other hand, if the B content exceeds 0.0100%, the effect is saturated and iron boride precipitates and loses the effect of B hardenability. Therefore, the upper limit of the B content is 0.0100%. %.
- the B content is preferably in the range of 0.0005% to 0.0080%, more preferably in the range of 0.0005% to 0.0050%.
- P 0.100% or less
- P is an element that segregates in the central part of the plate thickness of the steel sheet and also an element that embrittles the weld. Therefore, the upper limit of the P content is 0.100%. A more preferred upper limit is 0.050%.
- the P content is preferably low, and the lower limit is not particularly defined, and the effect of the present invention is exhibited. However, reducing P to less than 0.001% is economical from the viewpoint of de-P productivity and cost. Therefore, the lower limit is preferably set to 0.001%.
- the upper limit of the S content is 0.0100%.
- the lower limit of the S content is set to 0.0001%.
- the S content is preferably in the range of 0.0001% to 0.0070%, more preferably in the range of 0.0003% to 0.0050%.
- Al 0.005% to 1.000% Since Al acts as a deoxidizer, the Al content is set to 0.005% or more. If the Al content is less than 0.005%, a sufficient deoxidation effect cannot be obtained, and a large amount of inclusions (oxides) are present in the steel sheet. These inclusions are not preferable because they become a starting point of breakage during hot stamping and cause breakage. Since this effect becomes remarkable when the Al content is 0.005% or more, the Al content needs to be 0.005% or more. On the other hand, if the Al content exceeds 1.000%, the Ac3 point is increased and the heating temperature during hot stamping is increased.
- hot stamping is a high-strength that has a complicated shape by heating a steel plate to an austenite single-phase region, and performing hot mold pressing and quenching using a die that excels in formability.
- This is a technique for obtaining a strong molded body.
- Al is contained in a large amount, the Ac3 point is remarkably improved, the heating temperature necessary for the austenite single-phase region heating is increased, and the productivity is lowered.
- the upper limit of the Al content needs to be 1.000%.
- the Al content is preferably in the range of 0.005% to 0.500%, more preferably in the range of 0.005% to 0.300%.
- N 0.0100% or less
- N is an element that forms coarse nitrides and degrades bendability and hole expandability. If the N content exceeds 0.0100%, the bendability and hole expansibility deteriorate significantly, so the upper limit of the N content is 0.0100%.
- the N content is preferably 0.0070 or less, more preferably 0.0050% or less.
- the lower limit of the N content is not particularly required. However, if the N content is reduced to less than 0.0001%, the manufacturing cost is greatly increased, so 0.0001% is a practical lower limit. From the viewpoint of manufacturing cost, the N content is more preferably 0.0005% or more.
- the steel sheet of the present invention further contains the following elements as necessary.
- Ni, Cu, Cr, and Mo are elements that contribute to high strength by increasing the hardenability during hot stamping and making the main phase martensite. Since this effect becomes remarkable by containing 0.01% or more of one or more selected from the group consisting of Ni, Cu, Cr, and Mo, the content of these elements is Each is preferably 0.01%. If the content of each element exceeds a predetermined amount, the weldability, hot workability, etc. may deteriorate, or the strength of the steel sheet for hot stamping may be too high, resulting in production trouble.
- the upper limit of the element content is preferably 2.00%.
- Nb, V, and W are elements that reinforce fine grains by suppressing the growth of austenite during hot stamping and contribute to an increase in strength and an improvement in toughness. From this, you may contain 1 type, or 2 or more types chosen from the group which consists of these elements. Since this effect becomes remarkable when each element contains 0.005% or more, it is preferable that these elements contain 0.005% or more. If these elements are contained in excess of 0.100%, Nb, V, and W carbides are formed, and the amount of C that contributes to the strengthening of martensite is reduced, causing a decrease in strength. It is not preferable. Preferably, it is in the range of 0.005% to 0.090%, respectively.
- Total of one or more selected from the group consisting of REM, Ca, Ce, and Mg 0.0003% to 0.0300%
- a total of 0.0003% to 0.0300% of one or more selected from the group consisting of REM, Ca, Ce, and Mg may be contained.
- REM, Ca, Ce, and Mg are elements that improve the strength and contribute to the improvement of the material. If the total of one or more selected from the group consisting of REM, Ca, Ce, and Mg is less than 0.0003%, a sufficient effect cannot be obtained, so the lower limit of the total is 0.0003%. It is preferable to do.
- REM is an abbreviation for Rare Earth Metal and refers to an element belonging to the lanthanoid series.
- REM is often added by misch metal, and may contain a lanthanoid series element in combination with Ce in addition to Ce.
- the present invention even if a lanthanoid series element other than La and Ce is included as an unavoidable impurity, the effects of the present invention are exhibited, and even if other elements such as metals are contained as impurities, the present invention The effect of.
- the features of the microstructure of the hot stamping steel plate and hot stamping molded body of the present invention will be described. If the chemical composition, the surface roughness of the steel sheet, and the amount of oil coating satisfy the scope of the present invention, the pickled hot-rolled steel sheet, the cold-rolled steel sheet obtained by cold-rolling the hot-rolled steel sheet, or after cold-rolling The effect of the present invention can be exhibited with any of the cold-rolled steel sheets that have been annealed.
- the microstructure is not particularly limited, and the performance as a steel sheet for hot stamping having excellent scale adhesion which is an effect of the present invention is as follows. Demonstrated. However, when performing mechanical cutting and cold punching of a steel plate prior to hot stamping, the strength of the steel plate should be as low as possible in order to reduce wear of the die, cutting machine blade, or punching die. Is preferred. From this, it is preferable that the microstructure of the steel sheet for hot stamping is a ferrite and pearlite structure, or a structure obtained by tempering a bainite structure and martensite.
- the microstructure of the molded body is preferably martensite as the main phase.
- the volume ratio of martensite as the main phase is 60% or more.
- the martensite may be tempered martensite by tempering after hot stamping. As a structure other than martensite, bainite, ferrite, pearlite, cementite, and retained austenite may be included. Even if the martensite volume fraction is less than 60%, the excellent scale adhesion of the present invention can be ensured.
- the following methods are used to identify the microstructure (tempered martensite, martensite, bainite, ferrite, pearlite, retained austenite, and remaining structure) constituting the steel sheet structure, confirm the existing position, and measure the area ratio.
- a scanning electron microscope SEM: Scanning Electron Microscope
- SEM Scanning Electron Microscope
- TEM transmission electron microscope
- the inventors have collected a sample with a cross section of the plate thickness parallel to the rolling direction of the steel plate as an observation surface, polished the observation surface, etched by nital, and 1/8 to about 1/4 of the plate thickness.
- the area of 3/8 thickness was observed with a field emission scanning electron microscope (FE-SEM: Field ⁇ Emission Electron Microscope), and the area fraction was measured.
- the volume fraction of retained austenite was measured by performing X-ray diffraction using a plane parallel to the plate surface of the base steel sheet and a thickness of 1/4 as an observation surface, and measuring the volume fraction.
- a slab having the same component composition as that of the steel plate described above is cast.
- a continuously cast slab or a thin slab caster can be used.
- the steel sheet manufacturing method of the present invention is suitable for a process such as continuous casting-direct rolling (CC-DR) in which hot rolling is performed immediately after casting.
- CC-DR continuous casting-direct rolling
- Slab heating temperature is preferably 1100 ° C. or higher. Since the slab heating temperature in the temperature range below 1100 ° C. causes a decrease in the finish rolling temperature, the strength during finish rolling tends to be high. As a result, rolling may be difficult, or the shape of the steel sheet after rolling may be deteriorated, so the slab heating temperature is preferably 1100 ° C. or higher.
- the finish rolling temperature is preferably not less than the Ar3 transformation point. If the finish rolling temperature is lower than the Ar3 transformation point, the rolling load becomes high, and rolling may become difficult or the shape of the steel sheet after rolling may be deteriorated. Therefore, the lower limit of the finish rolling temperature is Ar3 transformation. It is preferable to make it a point.
- the upper limit of the finish rolling temperature is not particularly required, but if the finish rolling temperature is excessively increased, the slab heating temperature must be excessively increased in order to secure the temperature. Therefore, the upper limit of the finish rolling temperature is 1100. ° C is preferred.
- the winding temperature is preferably 700 ° C. or lower.
- the coiling temperature exceeds 700 ° C., the thickness of the oxide formed on the steel sheet surface is excessively increased and the pickling property is deteriorated, which is not preferable.
- the rolled hot-rolled steel sheet is softened by heating in a box-type annealing furnace or continuous annealing equipment, it may be wound at a low temperature of less than 400 ° C.
- rough rolling sheets may be joined to each other during hot rolling to continuously perform finish rolling. Moreover, you may wind up a rough rolling board once.
- the hot-rolled steel sheet thus manufactured is subjected to pickling for 30 seconds or more in an aqueous solution having a temperature of 80 ° C. or higher and lower than 100 ° C. and containing an inhibitor and containing 3% by mass to 20% by mass of acid.
- pickling under these conditions is extremely important.
- pickling under the above conditions is necessary.
- the acid is generally an aqueous solution such as hydrochloric acid or sulfuric acid, and may be aqua regia.
- the reason why the temperature of the aqueous solution was set to 80 ° C. or more and less than 100 ° C. is that when the temperature is less than 80 ° C., the reaction rate is slow, and it takes a long time to bring the surface roughness of the hot-rolled steel sheet to an appropriate range. On the other hand, heating at a temperature of 100 ° C. or higher is dangerous and unpreferable because the solution is boiled and scattered although there is no problem with the pickling reaction.
- the reason that the acid concentration is set to 3% by mass to 20% by mass is to control the surface roughness Rz of the hot-rolled steel sheet within an appropriate range.
- the acid concentration is less than 3% by mass, it takes a long time to control surface unevenness by pickling.
- the acid concentration exceeds 20% by mass the pickling tank is greatly damaged, and equipment management becomes difficult, which is not preferable.
- a preferable range of the acid concentration is in the range of 5 to 15% by mass.
- the reason for the pickling time being 30 s or more is to stably impart predetermined irregularities (irregularities of Rz> 2.5 ⁇ m or more) to the steel sheet surface by pickling.
- predetermined irregularities irregularities of Rz> 2.5 ⁇ m or more
- hot rolling is performed.
- the surface roughness Rz of the steel sheet can be within the scope of the present invention.
- pickling may be carried out in a plurality of times.
- hydrochloric acid containing an inhibitor was used.
- other acids such as hydrochloric acid, sulfuric acid, nitric acid without using an inhibitor may be used as long as the surface roughness Rz can be controlled by pickling. Even if these are composites, the effects of the present invention can be obtained.
- temper rolling may be performed on the hot-rolled steel sheet after pickling.
- the roll roughness Rz for cold rolling is preferably cold-pressed in the range of 1.0 ⁇ m to 20.0 ⁇ m, and the cold rolling roll includes a temper rolling roll.
- the hot-rolled steel sheet pickled under the above conditions may be cold-rolled at a reduction rate of 30% to 80% and passed through a continuous annealing facility. If the rolling reduction is less than 30%, it becomes difficult to keep the shape of the steel plate flat, and the ductility of the final product is deteriorated. Therefore, the lower limit of the rolling reduction is preferably 30%. On the other hand, if the rolling reduction exceeds 80%, the rolling load becomes too large and cold rolling becomes difficult, so the upper limit of the rolling reduction is preferably 80%. More preferably, the rolling reduction is 40% to 70%. Note that even if the number of rolling passes and the rolling reduction for each pass are not particularly defined, the effect of the present invention is exhibited. Therefore, it is not necessary to define the number of rolling passes and the rolling reduction for each pass.
- the cold-rolled steel sheet may be passed through a continuous annealing line. Since the purpose of this treatment is to soften a steel plate that has been strengthened by cold rolling, any conditions may be used as long as the steel plate softens. For example, if the annealing temperature is in the range of 550 ° C. to 750 ° C., the dislocations introduced during cold rolling are released by recovery, recrystallization, or phase transformation, so annealing can be performed in this temperature range. preferable.
- the steel sheet for hot stamping excellent in scale adhesion of the present invention can be obtained even if annealing is performed in a box furnace.
- oiling is performed.
- electrostatic oiling, spraying, roll coater and the like are generally used, but the method is not limited as long as the oil amount in the range of 50 mg / m 2 to 1500 mg / m 2 can be secured.
- a predetermined amount of oiling was carried out with an electrostatic oiling machine.
- degreasing may be performed by applying an antirust agent in an amount larger than that.
- the hot stamping conditions are not particularly limited, and it is possible to achieve both excellent scale adhesion and rust prevention, which are the effects of the present invention. For example, it is possible to achieve both the excellent performance of a tensile strength of 1180 MPa or more and the productivity by manufacturing by the following manufacturing method.
- the heating rate is 5 ° C./second or more, and further preferably 10 ° C./second or more.
- the increase in the heating rate is also effective for increasing the productivity.
- the annealing temperature when performing hot stamping is preferably in the range of 800 ° C to 1100 ° C.
- the annealing temperature at this time is less than 800 ° C.
- the structure at the time of annealing becomes a ferrite and austenite structure, and this ferrite grows in the cooling process, the ferrite volume ratio exceeds 10%, and the tensile strength of the hot stamping body Is less than 1180 MPa.
- the lower limit of the annealing temperature is preferably 800 ° C.
- the annealing temperature exceeds 1100 ° C., not only the effect is saturated, but also the scale thickness is greatly increased, and there is a concern that the scale adhesiveness is lowered. Therefore, it is preferable to perform annealing at 1100 ° C. or lower. More preferably, the annealing temperature is in the range of 830 ° C to 1050 ° C.
- the holding may be held in a temperature range of 800 ° C. to 1100 ° C. after heating.
- the carbide contained in the steel plate can be dissolved, which contributes to an increase in strength of the steel plate and improvement in hardenability.
- Holding includes residence in this temperature range, heat removal, and heat removal. Since the purpose is to dissolve the carbide, the object can be achieved by securing the residence time in this temperature range.
- the holding time it is preferable to set the upper limit to 1000 s because the scale thickness becomes excessive and the scale adhesion deteriorates when the holding time is 1000 s or more.
- 700 ° C. is the mold cooling start temperature
- 800 ° C. to 700 ° C. being 5 ° C./second or more avoids ferrite transformation, bainite transformation, and pearlite transformation, and makes the structure a martensite main phase. Because.
- the cooling rate is less than 5 ° C./second, these soft structures are formed, and it is difficult to secure a tensile strength of 1180 MPa or more.
- the effect of the present invention is exhibited without any particular limitation on the upper limit of the cooling rate.
- the reason why the temperature range for cooling at 5 ° C./second or more is set to 800 ° C. to 700 ° C. is that a structure that causes a decrease in strength such as ferrite may be formed in this temperature range.
- the cooling at this time is not limited to continuous cooling, and the effect of the present invention is exhibited as long as the average cooling rate is 5 ° C./second or more even if holding and heating in this temperature range.
- the effect of the present invention can be exhibited without any particular limitation on the cooling method. That is, the effect of the present invention can be exhibited by either cooling using a mold or mold cooling combined with water cooling.
- the conditions in the examples are one example of conditions used for confirming the feasibility and effects of the present invention, and the present invention is based on this one example of conditions. It is not limited.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
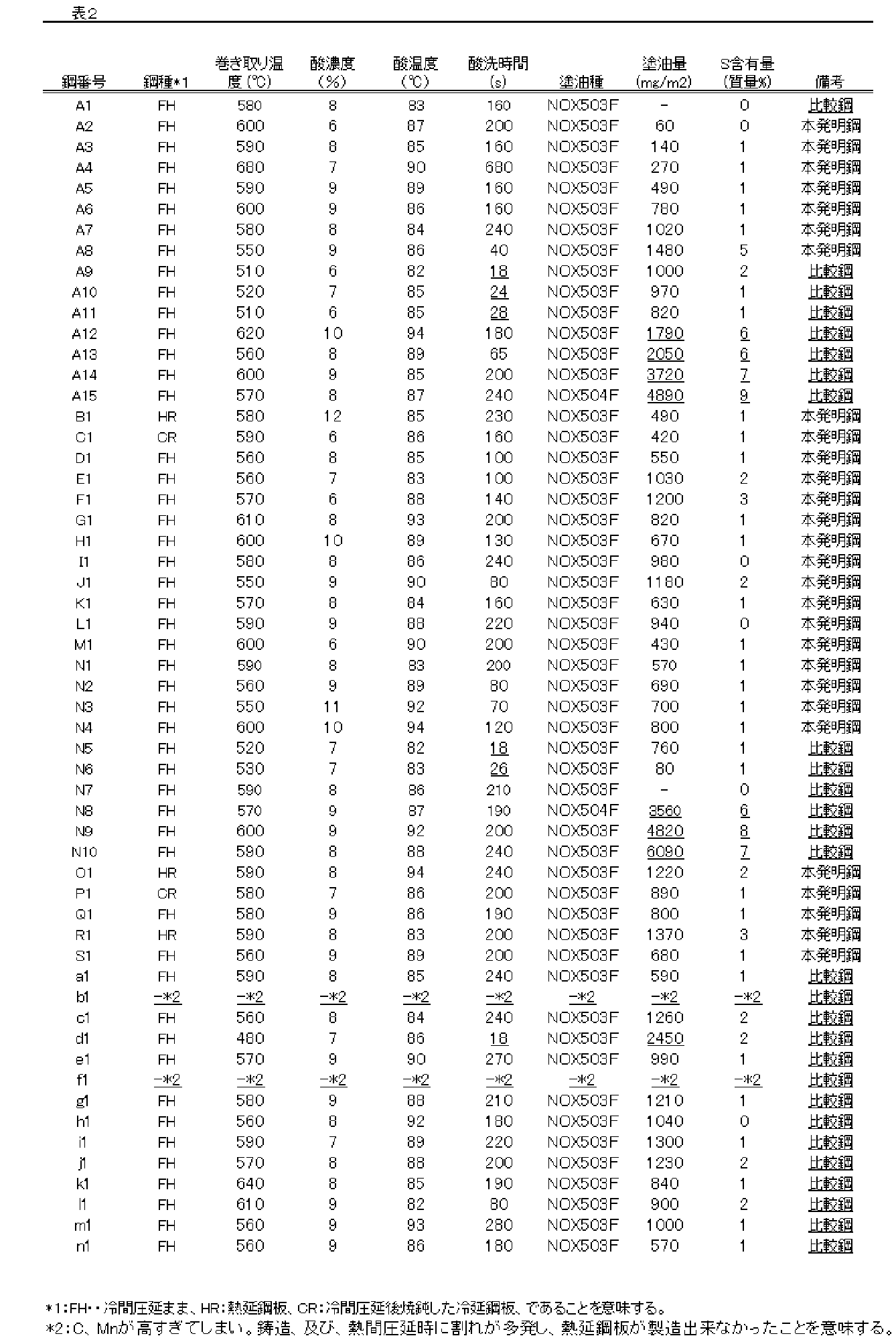
- the finishing board thickness of the hot-rolled steel plate used for a hot stamp as a hot-rolled steel plate was 1.6 mm.
- the thickness of the hot-rolled steel sheet used for cold rolling was set to 3.2 mm. Thereafter, pickling was performed under the conditions shown in Table 2, and the thickness was 50% (3.2 mm ⁇ 1.6 mm) when cold rolling was performed. Then, about some steel plates, it annealed with the continuous annealing equipment, and was set as the cold-rolled steel plate.
- NOX-RUST503F Parker Kosan
- NOX503F Parker Kosan
- the steel sheet is cut into a predetermined size, then heated to 900 ° C. at 50 ° C./second, held at 900 ° C. for 10 seconds, then allowed to cool for 10 s, and 650 ° C. or higher. Quenching was performed with the above-mentioned hot shallow drawing die at a temperature of. The obtained hot stamping body was visually observed, and a steel plate without scale peeling was used as a steel plate excellent in scale adhesion.
- a steel sheet that was kept at room temperature for 30 days and did not generate rust on the steel sheet surface was defined as a steel sheet with excellent rust prevention.
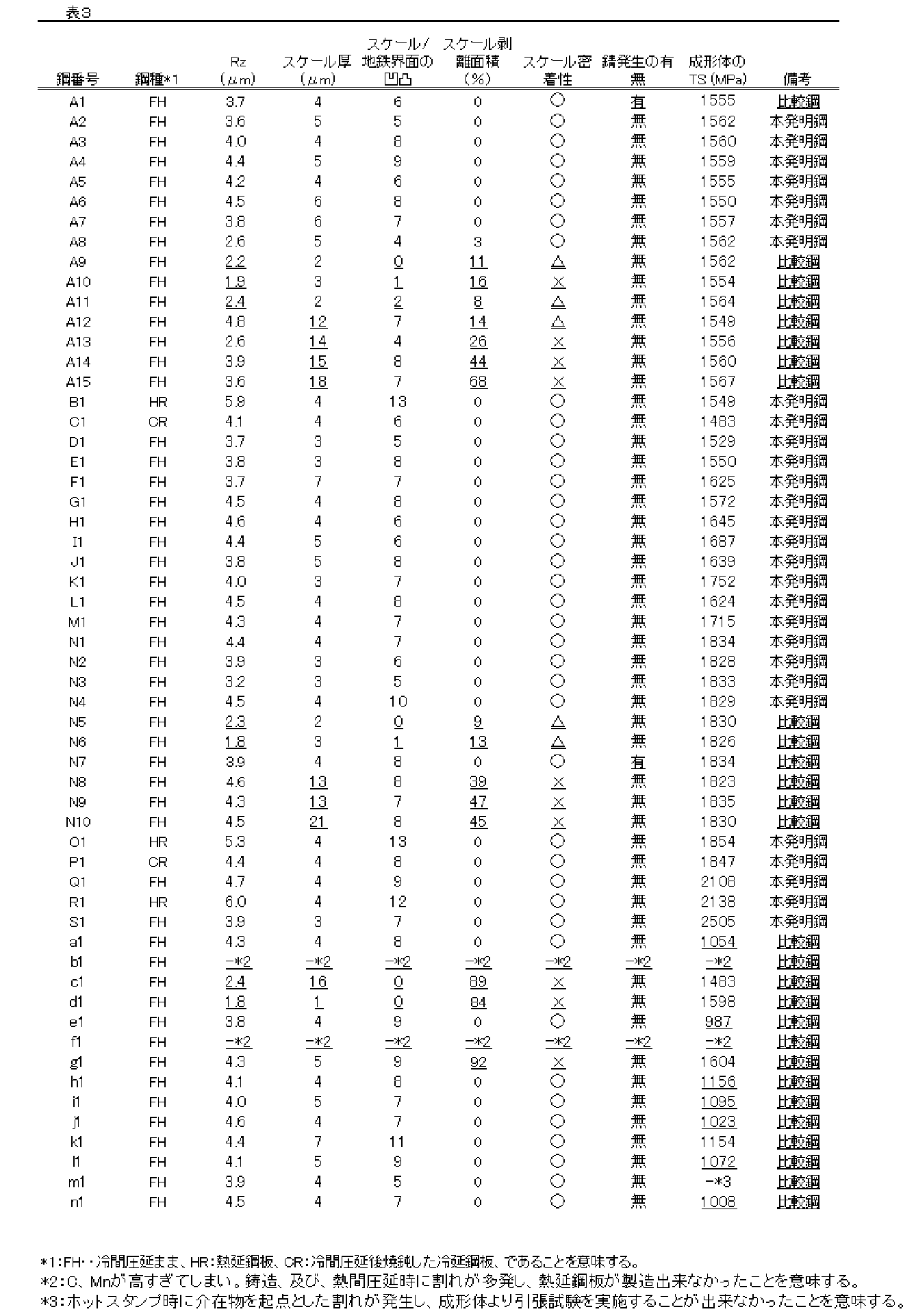
- hot stamping was performed under the above conditions, and tensile properties were evaluated. The evaluation results are shown in Table 3.
- the molded article of the present invention has a maximum tensile strength of 1180 MPa or more.
- the composition analysis of the scale of the compact was carried out by X-ray diffraction after cutting a plate from the bottom of the cylindrical portion of the shallow drawn specimen. From the peak intensity ratio of each oxide, the volume fraction of each Fe-based oxide was measured. Since the Si oxide was very thin and the volume fraction was less than 1%, quantitative evaluation by X-ray diffraction was difficult. However, it was confirmed by the line analysis of EPMA that it exists at the interface between the scale and the ground iron. The unevenness evaluation of the interface between the scale formed on the formed body and the ground iron was performed by embedding and polishing the steel sheet cut out from the above position, and then SEM observation was performed at 3000 times from a cross section perpendicular to the rolling direction. Each test piece was observed with 5 visual fields, and the number density of irregularities in the range of 0.2 ⁇ m to 1.0 ⁇ m per 100 ⁇ m length was measured.
- Those satisfying the conditions of the present invention were able to achieve both excellent rust prevention and excellent scale adhesion. Those not satisfying the conditions of the invention were inferior in scale adhesion or inferior in corrosion resistance.
- the present invention it is possible to provide a steel plate having excellent scale adhesion at the time of hot stamping, and to solve the problems of die wear during hot stamping, plating adhesion to the die, and indentation flaws associated therewith. Therefore, it is possible to bring about a significant improvement in productivity and industrially great value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
(1)質量%で、
C:0.100%~0.600%、
Si:0.50%~3.00%、
Mn:1.20%~4.00%、
Ti:0.005%~0.100%、
B:0.0005%~0.0100%、
P:0.100%以下、
S:0.0001%~0.0100%、
Al:0.005%~1.000%、
N:0.0100%以下、
Ni: 0%~2.00%、
Cu:0%~2.00%、
Cr:0%~2.00%、
Mo:0%~2.00%、
Nb:0%~0.100%、
V:0%~0.100%、
W:0%~0.100%、および
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上の合計:0%~0.0300%
を含有し、残部がFeおよび不純物からなる組成であり、鋼板の表面粗度がRz>2.5μmであり、表面に塗油量50mg/m2~1500mg/m2の塗油が塗布されていることを特徴とするホットスタンプ用鋼板。
Ni: 0.01%~2.00%、
Cu:0.01%~2.00%、
Cr:0.01%~2.00%、
Mo:0.01%~2.00%、
Nb:0.005%~0.100%、
V:0.005%~0.100%、および
W:0.005%~0.100%、
からなる群から選ばれる1種又は2種以上を含有することを特徴とする上記(1)又は(2)に記載のホットスタンプ用鋼板。
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上を合計で0.0003%~0.0300%含有することを特徴とする上記(1)~(3)のいずれかに記載のホットスタンプ用鋼板。
C:0.100%~0.600%、
Si:0.50%~3.00%、
Mn:1.20%~4.00%、
Ti:0.005%~0.100%、
B:0.0005%~0.0100%、
P:0.100%以下、
S:0.0001%~0.0100%、
Al:0.005%~1.000%、
N:0.0100%以下、
Ni: 0%~2.00%、
Cu:0%~2.00%、
Cr:0%~2.00%、
Mo:0%~2.00%、
Nb:0%~0.100%、
V:0%~0.100%、
W:0%~0.100%、および
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上の合計:0%~0.0300%
を含有し、残部がFeおよび不純物からなるスラブを鋳造して、直接または一旦冷却した後加熱して熱間圧延を行い、熱延鋼板を得る工程と、
前記熱延鋼板を、温度が80℃以上100℃未満、インヒビター入りで酸の濃度が3質量%~20質量%の水溶液にて30秒以上の酸洗を実施する工程と、
前記酸洗を実施した後に防錆油を鋼板に塗布する工程と、
を有し、
鋼板表面の防錆油残存量を50mg/m2~1500mg/m2に制限することを特徴とするホットスタンプ用鋼板の製造方法。
前記冷延鋼板に前記防錆油を塗布することを特徴とする上記(5)に記載のホットスタンプ用鋼板の製造方法。
前記冷延鋼板に前記防錆油を塗布することを特徴とする上記(5)に記載のホットスタンプ用鋼板の製造方法。
Ni: 0.01%~2.00%、
Cu:0.01%~2.00%、
Cr:0.01%~2.00%、
Mo:0.01%~2.00%、
Nb:0.005%~0.100%、
V:0.005%~0.100%、および
W:0.005%~0.100%、
からなる群から選ばれる1種又は2種以上を含有することを特徴とする上記(5)~(9)のいずれかに記載のホットスタンプ用鋼板の製造方法。
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上を合計で0.0003%~0.0300%含有することを特徴とする上記(5)~(10)のいずれかに記載のホットスタンプ用鋼板の製造方法。
C:0.100%~0.600%、
Si:0.50%~3.00%、
Mn:1.20%~4.00%、
Ti:0.005%~0.100%、
B:0.0005%~0.0100%、
P:0.100%以下、
S:0.0001%~0.0100%、
Al:0.005%~1.000%、
N:0.0100%以下、
Ni: 0%~2.00%、
Cu:0%~2.00%、
Cr:0%~2.00%、
Mo:0%~2.00%、
Nb:0%~0.100%、
V:0%~0.100%、
W:0%~0.100%、および
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上の合計:0%~0.0300%
を含有し、残部がFeおよび不純物からなる組成を有し、スケールと地鉄との界面に、深さ0.2μm~8.0μmの範囲となる凹凸が100μm辺り、3個以上存在し、引張強度が1180MPa以上であることを特徴とするホットスタンプ成形体。
Ni: 0.01%~2.00%、
Cu:0.01%~2.00%、
Cr:0.01%~2.00%、
Mo:0.01%~2.00%、
Nb:0.005%~0.100%、
V:0.005%~0.100%、および
W:0.005%~0.100%、
からなる群から選ばれる1種又は2種以上を含有することを特徴とする上記(12)又は(13)に記載のホットスタンプ成形体。
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上を合計で0.0003%~0.0300%含有することを特徴とする上記(12)~(14)のいずれかに記載のホットスタンプ成形体。
まず、本発明者らが塗油に着目した理由に関して説明する。
C:0.100%~0.600%
Cは、鋼板の強度を高めるために含有される元素である。C含有量が0.100%未満であると、1180MPa以上の引張強度を確保することができず、ホットスタンプの目的である高強度な成形体を確保できない。一方、C含有量が0.600%を超えると、溶接性や加工性が不充分となるので、C含有量は0.100%~0.600%とする。好ましくは0.100%~0.550%であり、より好ましくは0.150%~0.500%である。ただし、成形体の強度を必要としないのであれば、C含有量が0.150%未満であっても優れたスケール密着性は確保出来る。
Siはホットスタンプ時のスケール組成を制御することでスケール密着性を向上させることから必須の元素である。Si含有量が0.50%未満下であると、Fe系スケールの厚みを制御できず、優れたスケール密着性を確保できない。このことから、Si含有量は0.50%以上とする必要がある。また、ホットスタンプ時の成形が厳しい部材へ適用することを考えた場合、Si含有量を増加させることが好ましい。したがって、好ましくはSi含有量が0.70%以上であり、より好ましくは0.90%以上である。一方、Siは、Ae3点を増加させ、マルテンサイトを主相とするのに必要な加熱温度を増加させることから、過度に含まれていると生産性および経済性が低下する。このことから、Si含有量は3.00%を上限とする。好ましくはSi含有量の上限が2.5%であり、より好ましくは上限2.0%である。ただし、生産性および経済性を除いて優れたスケール密着性の確保は可能である。
Mnは、ホットスタンプ時の冷却過程でのフェライト変態を遅延し、ホットスタンプ成形体をマルテンサイト主相とする組織とするため、1.20%以上含有させる必要がある。Mn含有量が1.20%未満では、マルテンサイトを主相とすることが出来ず、ホットスタンプ成形体の目的である高強度の確保が難しいので、Mn含有量の下限を1.20%とする。ただし、成形体の強度を必要としないのであれば、Mn含有量が1.20%未満であっても優れたスケール密着性は確保出来る。一方、Mn含有量が4.00%を超えると効果が飽和するとともに、脆化を引き起こし、鋳造、冷間圧延、あるいは、熱間圧延の際に割れを引き起こすため、Mn含有量の上限は4.00%とする。好ましくはMn含有量が1.50%~3.50%の範囲であり、より好ましくは2.00%~3.00%の範囲である。
Tiは、Nと結合し、TiNを形成することで、Bが窒化物となることを抑制し、焼入れ性を向上させる元素である。この効果は、Ti含有量が0.005%以上で顕著となることから、Ti含有量は0.005%以上とする。但し、Ti含有量が0.100%を超えると、Ti炭化物が形成され、マルテンサイトの強化に寄与するC量が低減し、強度の低下が引き起こされるため、Ti含有量の上限は0.100%とする。好ましくはC含有量が0.005%~0.080%の範囲であり、より好ましくは、0.005%~0.060%の範囲である。
Bは、ホットスタンプ時の焼き入れ性を高め、主相をマルテンサイトとすることに寄与する。この効果は、B含有量が0.0005%以上で顕著となるため、B含有量は0.0005%以上とする必要がある。一方、B含有量が0.0100%を超えると、その効果が飽和するとともに、鉄系の硼化物が析出し、Bの焼き入れ性の効果を失うため、B含有量の上限は0.0100%とする。好ましくはB含有量が0.0005%~0.0080%の範囲であり、より好ましくは0.0005%~0.0050%の範囲である。
Pは、鋼板の板厚中央部に偏析する元素であり、また、溶接部を脆化させる元素でもある。したがって、P含有量の上限を0.100%とする。より好ましい上限は0.050%である。P含有量は低い方が好ましく、下限は特に定めることなく本発明の効果が発揮されるが、Pを0.001%未満に低減することは、脱Pの生産性およびコストの観点から、経済的に不利であるので、下限を0.001%とすることが好ましい。
Sは、スケール密着性に大きな影響を及ぼすことから、鋼板中の含有量を制限する必要がある。したがって、S含有量の上限を0.0100%とする。一方、脱Pの生産性およびコストの観点から、経済的に不利であるので、S含有量の下限を0.0001%とする。好ましくはS含有量が0.0001%~0.0070%の範囲であり、より好ましくは0.0003%~0.0050%の範囲である。
Alは、脱酸材として作用するので、Al含有量は0.005%以上とする。Al含有量が0.005%未満では十分な脱酸効果を得ることが出来ず、鋼板中に多量の介在物(酸化物)が存在することとなる。これら介在物は、ホットスタンプ時に破壊の起点となり、破断の原因となることから好ましくない。この効果は、Al含有量が0.005%以上となると顕著になるので、Al含有量は0.005%以上とする必要がある。一方、Al含有量が1.000%を超えると、Ac3点を増加させホットスタンプ時の加熱温度を増加させる。即ち、ホットスタンプは、鋼板をオーステナイト単相域に加熱し、鋼板を成形性に優れる熱間での金型プレスと、金型を用いた急冷とを実施することで、複雑な形状を有する高強度の成形体を得る技術である。この結果、Alが多量に含まれているとAc3点を著しく向上させ、オーステナイト単相域加熱に必要な加熱温度の増大を招き、生産性が低下してしまう。このことから、Al含有量の上限は1.000%とする必要がある。好ましくはAl含有量が0.005%~0.500%の範囲であり、より好ましくは0.005%~0.300%の範囲である。
Nは、粗大な窒化物を形成し、曲げ性および穴拡げ性を劣化させる元素である。N含有量が0.0100%を超えると、曲げ性および穴拡げ性が顕著に劣化するので、N含有量の上限は0.0100%とする。なお、Nは、溶接時のブローホールの発生原因になるので、少ない方が好ましい。したがって、好ましくはN含有量が0.0070以下であり、より好ましくは0.0050%以下である。一方、N含有量の下限は、特に定める必要はないが、N含有量を0.0001%未満に低減すると、製造コストが大幅に増加するので、0.0001%が実質的な下限である。製造コストの観点から、N含有量は0.0005%以上がより好ましい。
本発明鋼板においては、さらに、必要に応じて、以下の元素を含有する。
Cu:0.01%~2.00%
Cr:0.01%~2.00%
Mo:0.01%~2.00%
Ni、Cu、Cr、およびMoは、ホットスタンプ時の焼き入れ性を高め、主相をマルテンサイトとすることで高強度化に寄与する元素である。この効果は、Ni、Cu、Cr、およびMoからなる群から選ばれる1種又は2種以上を、それぞれ、0.01%以上含有することで顕著になることから、これらの元素の含有量がそれぞれ0.01%であることが好ましい。各元素の含有量が、所定量を超えると、溶接性、熱間加工性などが劣化するか、あるいは、ホットスタンプ用鋼板の強度が高すぎてしまい製造トラブルを招く可能性があるので、これらの元素の含有量の上限は2.00%とすることが好ましい。
V:0.005~0.100%
W:0.005~0.100%
Nb、V、およびWは、ホットスタンプ時にオーステナイトの成長を抑制することによって細粒強化し、強度上昇および靭性向上に寄与する元素である。このことから、これらの元素からなる群から選ばれる1種又は2種以上を含有してもよい。この効果は、各元素が0.005%以上含有することにより顕著となることから、これらの元素が0.005%以上含有することが好ましい。なお、これらの元素がそれぞれ0.100%超含まれていると、Nb、V、およびW炭化物が形成され、マルテンサイトの強化に寄与するC量が低減し、強度の低下が引き起こされることから好ましくない。好ましくは、それぞれ0.005%~0.090%の範囲である。
本発明では、さらに、REM、Ca、Ce、およびMgからなる群から選ばれる1種又は2種以上を、合計で0.0003%~0.0300%含有してもよい。
REM、Ca、Ce、およびMgは、強度を向上させるとともに、材質の改善に寄与する元素である。REM、Ca、Ce、およびMgからなる群から選ばれる1種又は2種以上の合計が0.0003%未満であると、充分な効果が得られないので、合計の下限を0.0003%とすることが好ましい。一方、REM、Ca、Ce、およびMgからなる群から選ばれる1種又は2種以上の合計が0.0300%を超えると、鋳造性および熱間での加工性を劣化させる可能性があるので、合計の上限を0.0300%とすることが好ましい。なお、REMとは、Rare Earth Metalの略であり、ランタノイド系列に属する元素をさす。本発明においては、REMは、ミッシュメタルにて添加することが多く、また、Ceの他に、ランタノイド系列の元素を複合で含有する場合がある。
化学組成、鋼板の表面粗度、並びに、塗油量が本発明の範囲を満たすのであれば、酸洗した熱延鋼板、熱延鋼板を冷間圧延した冷延鋼板、あるいは、冷間圧延後に焼鈍を実施した冷延鋼板のいずれであっても本発明の効果は発揮可能である。
その他の操業条件としては、常法によるが、以下の条件が生産性の上で好ましい。
・スラブ加熱温度:1100℃以上
・熱間圧延完了温度:Ar3変態点以上
・巻取り温度:700℃以下
・冷間圧延率:30~70%

成形体に形成されたスケールと地鉄との界面の凹凸評価は、上記位置より切り出した鋼板を埋め込み研磨を実施した後、圧延方向に垂直な断面から3000倍にてSEM観察した。各試験片5視野観察し、100μm長さ当たりの0.2μm~1.0μmの範囲となる凹凸の個数密度を測定した。
Claims (15)
- 質量%で、
C:0.100%~0.600%、
Si:0.50%~3.00%、
Mn:1.20%~4.00%、
Ti:0.005%~0.100%、
B:0.0005%~0.0100%、
P:0.100%以下、
S:0.0001%~0.0100%、
Al:0.005%~1.000%、
N:0.0100%以下、
Ni: 0%~2.00%、
Cu:0%~2.00%、
Cr:0%~2.00%、
Mo:0%~2.00%、
Nb:0%~0.100%、
V:0%~0.100%、
W:0%~0.100%、および
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上の合計:0%~0.0300%
を含有し、残部がFeおよび不純物からなる組成であり、鋼板の表面粗度がRz>2.5μmであり、表面に塗油量50mg/m2~1500mg/m2の塗油が塗布されていることを特徴とするホットスタンプ用鋼板。 - 前記鋼板に塗油される塗油中に含まれるS量が質量%で5%以下であることを特徴とする請求項1に記載のホットスタンプ用鋼板。
- 前記鋼板の組成が、質量%で、
Ni: 0.01%~2.00%、
Cu:0.01%~2.00%、
Cr:0.01%~2.00%、
Mo:0.01%~2.00%、
Nb:0.005%~0.100%、
V:0.005%~0.100%、および
W:0.005%~0.100%、
からなる群から選ばれる1種又は2種以上を含有することを特徴とする請求項1又は2に記載のホットスタンプ用鋼板。 - 前記鋼板の組成が、質量%で、
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上を合計で0.0003%~0.0300%含有することを特徴とする請求項1~3のいずれか1項に記載のホットスタンプ用鋼板。 - 質量%で、
C:0.100%~0.600%、
Si:0.50%~3.00%、
Mn:1.20%~4.00%、
Ti:0.005%~0.100%、
B:0.0005%~0.0100%、
P:0.100%以下、
S:0.0001%~0.0100%、
Al:0.005%~1.000%、
N:0.0100%以下、
Ni: 0%~2.00%、
Cu:0%~2.00%、
Cr:0%~2.00%、
Mo:0%~2.00%、
Nb:0%~0.100%、
V:0%~0.100%、
W:0%~0.100%、および
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上の合計:0%~0.0300%
を含有し、残部がFeおよび不純物からなるスラブを鋳造して、直接または一旦冷却した後加熱して熱間圧延を行い、熱延鋼板を得る工程と、
前記熱延鋼板を、温度が80℃以上100℃未満、インヒビター入りで酸の濃度が3質量%~20質量%の水溶液にて30秒以上の酸洗を実施する工程と、
前記酸洗を実施した後に防錆油を鋼板に塗布する工程と、
を有し、
鋼板表面の防錆油残存量を50mg/m2~1500mg/m2に制限することを特徴とするホットスタンプ用鋼板の製造方法。 - 前記酸洗した熱延鋼板に前記防錆油を塗布することを特徴とする請求項5に記載のホットスタンプ用鋼板の製造方法。
- 前記酸洗した熱延鋼板に冷間圧延を実施して冷延鋼板を得る工程を更に有し、
前記冷延鋼板に前記防錆油を塗布することを特徴とする請求項5に記載のホットスタンプ用鋼板の製造方法。 - 前記酸洗した熱延鋼板に冷間圧延を実施し、さらに連続焼鈍設備又は箱型焼鈍炉にて熱処理を行って冷延鋼板を得る工程を更に有し、
前記冷延鋼板に前記防錆油を塗布することを特徴とする請求項5に記載のホットスタンプ用鋼板の製造方法。 - 前記鋼板に塗布する防錆油は、そのS量が質量%で5%以下であることを特徴とする請求項5~8のいずれか1項に記載のホットスタンプ用鋼板の製造方法。
- 前記スラブの組成が、質量%で、
Ni: 0.01%~2.00%、
Cu:0.01%~2.00%、
Cr:0.01%~2.00%、
Mo:0.01%~2.00%、
Nb:0.005%~0.100%、
V:0.005%~0.100%、および
W:0.005%~0.100%、
からなる群から選ばれる1種又は2種以上を含有することを特徴とする請求項5~9のいずれか1項に記載のホットスタンプ用鋼板の製造方法。 - 前記スラブの組成が、質量%で、
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上を合計で0.0003%~0.0300%含有することを特徴とする請求項5~10のいずれか1項に記載のホットスタンプ用鋼板の製造方法。 - 質量%で、
C:0.100%~0.600%、
Si:0.50%~3.00%、
Mn:1.20%~4.00%、
Ti:0.005%~0.100%、
B:0.0005%~0.0100%、
P:0.100%以下、
S:0.0001%~0.0100%、
Al:0.005%~1.000%、
N:0.0100%以下、
Ni: 0%~2.00%、
Cu:0%~2.00%、
Cr:0%~2.00%、
Mo:0%~2.00%、
Nb:0%~0.100%、
V:0%~0.100%、
W:0%~0.100%、および
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上の合計:0%~0.0300%
を含有し、残部がFeおよび不純物からなる組成を有し、スケールと地鉄との界面に、深さ0.2μm~8.0μmの範囲となる凹凸が100μm辺り、3個以上存在し、引張強度が1180MPa以上であることを特徴とするホットスタンプ成形体。 - 前記ホットスタンプ成形体の表面に、Si酸化物、FeO、Fe3O4、およびFe2O3を有し、前記スケールの厚みが10μm以下であることを特徴とする請求項12に記載のホットスタンプ成形体。
- 前記ホットスタンプ成形体の組成が、質量%で、
Ni: 0.01%~2.00%、
Cu:0.01%~2.00%、
Cr:0.01%~2.00%、
Mo:0.01%~2.00%、
Nb:0.005%~0.100%、
V:0.005%~0.100%、および
W:0.005%~0.100%、
からなる群から選ばれる1種又は2種以上を含有することを特徴とする請求項12又は13に記載のホットスタンプ成形体。 - 前記ホットスタンプ成形体の組成が、質量%で、
REM、Ca、Ce及びMgからなる群から選ばれる1種又は2種以上を合計で0.0003%~0.0300%含有することを特徴とする請求項12~14のいずれか1項に記載のホットスタンプ成形体。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2017135379A RU2683397C1 (ru) | 2015-03-31 | 2016-03-29 | Стальной лист для горячей штамповки, способ производства стального листа для горячей штамповки, а также формируемое горячей штамповкой тело |
| KR1020177027982A KR102000863B1 (ko) | 2015-03-31 | 2016-03-29 | 핫 스탬프용 강판 및 그의 제조 방법, 그리고 핫 스탬프 성형체 |
| JP2017510030A JP6515356B2 (ja) | 2015-03-31 | 2016-03-29 | ホットスタンプ用鋼板およびその製造方法、並びにホットスタンプ成形体 |
| CA2979978A CA2979978A1 (en) | 2015-03-31 | 2016-03-29 | Steel sheet for hot stamping and method for producing steel sheet for hot stamping, and hot stamp formed body |
| BR112017020165-8A BR112017020165A2 (ja) | 2015-03-31 | 2016-03-29 | A steel plate for hot stamps, a manufacturing method for the same, and a hot stamp fabrication object |
| US15/559,731 US20180044754A1 (en) | 2015-03-31 | 2016-03-29 | Steel sheet for hot stamping and method for producing steel sheet for hot stamping, and hot stamp formed body |
| EP16772842.7A EP3278895B1 (en) | 2015-03-31 | 2016-03-29 | Steel sheet for hot stamping, method for manufacturing same, and hot stamp molded article |
| CN201680017529.1A CN107427889B (zh) | 2015-03-31 | 2016-03-29 | 热冲压用钢板及其制造方法、以及热冲压成型体 |
| ES16772842T ES2781465T3 (es) | 2015-03-31 | 2016-03-29 | Lámina de acero para estampado en caliente, método para su fabricación, y cuerpo moldeado por estampado en caliente |
| MX2017012377A MX2017012377A (es) | 2015-03-31 | 2016-03-29 | Lamina de acero para estampado en caliente, metodo para producir lamina de acero para estampado en caliente, y articulo moldeado por estampado en caliente. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015072280 | 2015-03-31 | ||
| JP2015-072280 | 2015-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016158961A1 true WO2016158961A1 (ja) | 2016-10-06 |
Family
ID=57004387
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/060145 WO2016158961A1 (ja) | 2015-03-31 | 2016-03-29 | ホットスタンプ用鋼板およびその製造方法、並びにホットスタンプ成形体 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20180044754A1 (ja) |
| EP (1) | EP3278895B1 (ja) |
| JP (1) | JP6515356B2 (ja) |
| KR (1) | KR102000863B1 (ja) |
| CN (1) | CN107427889B (ja) |
| BR (1) | BR112017020165A2 (ja) |
| CA (1) | CA2979978A1 (ja) |
| ES (1) | ES2781465T3 (ja) |
| MX (1) | MX2017012377A (ja) |
| RU (1) | RU2683397C1 (ja) |
| TW (1) | TWI597370B (ja) |
| WO (1) | WO2016158961A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2016163468A1 (ja) * | 2015-04-08 | 2017-12-21 | 新日鐵住金株式会社 | 熱処理鋼板部材およびその製造方法 |
| JPWO2016163469A1 (ja) * | 2015-04-08 | 2017-12-21 | 新日鐵住金株式会社 | 熱処理鋼板部材およびその製造方法 |
| JPWO2016163467A1 (ja) * | 2015-04-08 | 2018-01-11 | 新日鐵住金株式会社 | 熱処理用鋼板 |
| KR101938092B1 (ko) * | 2017-09-26 | 2019-04-11 | 현대제철 주식회사 | 핫 스탬핑 부품의 제조방법 및 이에 의해 제조된 핫 스탬핑 부품 |
| WO2019188622A1 (ja) * | 2018-03-27 | 2019-10-03 | 株式会社神戸製鋼所 | ホットスタンプ用鋼板 |
| JP2019173158A (ja) * | 2018-03-27 | 2019-10-10 | 株式会社神戸製鋼所 | ホットスタンプ用鋼板 |
| JP2019529713A (ja) * | 2016-09-30 | 2019-10-17 | ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフトThyssenKrupp Steel Europe AG | 一時的腐食防止層 |
| JP2020521048A (ja) * | 2017-05-22 | 2020-07-16 | アルセロールミタル | 鋼製部品の製造方法及び対応する鋼製部品 |
| WO2022158469A1 (ja) * | 2021-01-19 | 2022-07-28 | 日本製鉄株式会社 | 鋼材 |
| TWI779686B (zh) * | 2021-06-25 | 2022-10-01 | 中國鋼鐵股份有限公司 | 熱沖壓用鋼材與鋼材製造方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI632240B (zh) * | 2017-01-17 | 2018-08-11 | 新日鐵住金股份有限公司 | Hot stamping formed body and method of manufacturing same |
| WO2020065372A1 (en) * | 2018-09-25 | 2020-04-02 | Arcelormittal | High strength hot rolled steel having excellent scale adhesivness and a method of manufacturing the same |
| CN109136485A (zh) * | 2018-09-30 | 2019-01-04 | 南京理工大学 | 汽车稳定杆用超高强度钢及稳定杆的制造方法 |
| CN111801436B (zh) | 2019-02-05 | 2021-10-29 | 日本制铁株式会社 | 钢构件、钢板及它们的制造方法 |
| CN109706377A (zh) * | 2019-03-01 | 2019-05-03 | 本钢板材股份有限公司 | 一种适合热成形加工的厚规格phs1500钢及其生产工艺 |
| CN110257702B (zh) * | 2019-06-24 | 2021-04-27 | 鞍钢股份有限公司 | 一种热冲压成形用钢及其热成形方法 |
| JP7160203B2 (ja) * | 2019-07-02 | 2022-10-25 | 日本製鉄株式会社 | ホットスタンプ用亜鉛めっき鋼板、ホットスタンプ用亜鉛めっき鋼板の製造方法およびホットスタンプ成形体 |
| KR102236851B1 (ko) * | 2019-11-04 | 2021-04-06 | 주식회사 포스코 | 내구성이 우수한 고항복비형 후물 고강도강 및 그 제조방법 |
| CN111926248B (zh) * | 2020-07-14 | 2021-11-30 | 辽宁科技学院 | 一种添加Ce合金的热冲压成形钢及热冲压成形工艺 |
| CN112981069B (zh) * | 2021-02-04 | 2022-04-26 | 山西太钢不锈钢股份有限公司 | 一种低光泽度不锈钢面板材料的制备方法 |
| CN113755758B (zh) * | 2021-09-03 | 2023-02-03 | 本钢板材股份有限公司 | 一种添加铈微合金制备的8mm厚热冲压钢以及其热冲压工艺 |
| CN114012056B (zh) * | 2021-10-14 | 2023-10-13 | 首钢集团有限公司 | 一种1500MPa级热成形钢及其制备方法 |
| CN114561590A (zh) * | 2022-02-28 | 2022-05-31 | 北京理工大学重庆创新中心 | 一种添加Ce元素的无涂层抗高温氧化热冲压成形钢 |
| CN114561591A (zh) * | 2022-02-28 | 2022-05-31 | 北京理工大学重庆创新中心 | 一种添加y元素的无涂层增强抗高温氧化热冲压成形钢 |
| DE102022108111A1 (de) | 2022-04-05 | 2023-10-05 | Voestalpine Metal Forming Gmbh | Verfahren zum Erzeugen gehärteter Stahlbauteile |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0976004A (ja) * | 1995-09-11 | 1997-03-25 | Nisshin Steel Co Ltd | プレス加工性にすぐれた潤滑防錆油塗布鋼板 |
| JP2008240046A (ja) * | 2007-03-27 | 2008-10-09 | Nippon Steel Corp | 熱間プレス時のスケール密着性に優れた高強度鋼板およびその製造方法 |
| JP2010174302A (ja) * | 2009-01-28 | 2010-08-12 | Jfe Steel Corp | ダイクエンチ用鋼板 |
| WO2011158818A1 (ja) * | 2010-06-14 | 2011-12-22 | 新日本製鐵株式会社 | ホットスタンプ成形体、ホットスタンプ用鋼板の製造方法及びホットスタンプ成形体の製造方法 |
| WO2012053636A1 (ja) * | 2010-10-22 | 2012-04-26 | 新日本製鐵株式会社 | ホットスタンプ成形体の製造方法及びホットスタンプ成形体 |
| JP2014159624A (ja) * | 2012-04-23 | 2014-09-04 | Kobe Steel Ltd | ホットスタンプ用合金化溶融亜鉛めっき鋼板とその製造方法、およびホットスタンプ部品 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1265968A (ja) * | 1967-12-23 | 1972-03-08 | ||
| JPH01230715A (ja) | 1987-06-26 | 1989-09-14 | Nippon Steel Corp | プレス成形性の優れた高強度冷延鋼板の製造方法 |
| JPH0733551B2 (ja) | 1989-02-18 | 1995-04-12 | 新日本製鐵株式会社 | 優れた成形性を有する高強度鋼板の製造方法 |
| JP3195509B2 (ja) * | 1995-02-01 | 2001-08-06 | 株式会社神戸製鋼所 | 表面性状に優れた熱延鋼板の製造方法 |
| JP3143046B2 (ja) * | 1995-07-31 | 2001-03-07 | 日本鋼管株式会社 | プレス成形性および耐孔あき腐食性に優れた有機複合被覆鋼板 |
| JP3882474B2 (ja) | 2000-07-06 | 2007-02-14 | 住友金属工業株式会社 | 金属板の熱間プレス成形方法 |
| JP2002143935A (ja) | 2000-11-13 | 2002-05-21 | Sumitomo Metal Ind Ltd | 金属板の温間プレス方法 |
| JP3766626B2 (ja) | 2001-11-22 | 2006-04-12 | 新日本製鐵株式会社 | 高強度鋼板プレス成形体の製造方法 |
| JP3504655B2 (ja) * | 2001-12-06 | 2004-03-08 | 新日本製鐵株式会社 | プレス成形性と作業性に優れたフェライト系ステンレス鋼板およびその製造方法 |
| JP4023248B2 (ja) * | 2002-07-23 | 2007-12-19 | 住友金属工業株式会社 | 強加工用の潤滑処理鋼帯 |
| JP2004106034A (ja) | 2002-09-19 | 2004-04-08 | Nippon Steel Corp | シート状金属の加工装置および加工方法 |
| JP4941003B2 (ja) | 2007-02-28 | 2012-05-30 | Jfeスチール株式会社 | ダイクエンチ用熱延鋼板およびその製造方法 |
| WO2008110670A1 (fr) * | 2007-03-14 | 2008-09-18 | Arcelormittal France | Acier pour formage a chaud ou trempe sous outil a ductilite amelioree |
| PL2204463T3 (pl) * | 2007-10-29 | 2019-10-31 | Nippon Steel & Sumitomo Metal Corp | Stal typu martenzytycznego niewymagająca obróbki cieplnej i elementy kute na gorąco ze stali niepoddanej obróbce cieplnej |
| JP5693463B2 (ja) * | 2008-12-04 | 2015-04-01 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 片面または両面に亜鉛メッキされた鋼板から成形品を製造する方法 |
| JP5029749B2 (ja) * | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| WO2012053642A1 (ja) * | 2010-10-22 | 2012-04-26 | 新日本製鐵株式会社 | 縦壁部を有するホットスタンプ成形体の製造方法及び縦壁部を有するホットスタンプ成形体 |
| CA2865910C (en) * | 2012-03-07 | 2017-10-17 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet for hot stamping, method for production thereof, and hot stamping steel material |
| WO2014157578A1 (ja) * | 2013-03-27 | 2014-10-02 | 新日鐵住金ステンレス株式会社 | 研磨後の表面耐食性に優れるフェライト系ステンレス鋼及びその製造方法 |
| CN103614640B (zh) * | 2013-12-12 | 2016-10-05 | 马鸣图 | 一种抗高温氧化的非镀层热冲压成形用钢 |
-
2016
- 2016-03-29 CN CN201680017529.1A patent/CN107427889B/zh active Active
- 2016-03-29 MX MX2017012377A patent/MX2017012377A/es unknown
- 2016-03-29 EP EP16772842.7A patent/EP3278895B1/en active Active
- 2016-03-29 ES ES16772842T patent/ES2781465T3/es active Active
- 2016-03-29 US US15/559,731 patent/US20180044754A1/en not_active Abandoned
- 2016-03-29 CA CA2979978A patent/CA2979978A1/en not_active Abandoned
- 2016-03-29 BR BR112017020165-8A patent/BR112017020165A2/ja not_active Application Discontinuation
- 2016-03-29 JP JP2017510030A patent/JP6515356B2/ja active Active
- 2016-03-29 KR KR1020177027982A patent/KR102000863B1/ko active IP Right Grant
- 2016-03-29 WO PCT/JP2016/060145 patent/WO2016158961A1/ja active Application Filing
- 2016-03-29 RU RU2017135379A patent/RU2683397C1/ru not_active IP Right Cessation
- 2016-03-30 TW TW105110064A patent/TWI597370B/zh not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0976004A (ja) * | 1995-09-11 | 1997-03-25 | Nisshin Steel Co Ltd | プレス加工性にすぐれた潤滑防錆油塗布鋼板 |
| JP2008240046A (ja) * | 2007-03-27 | 2008-10-09 | Nippon Steel Corp | 熱間プレス時のスケール密着性に優れた高強度鋼板およびその製造方法 |
| JP2010174302A (ja) * | 2009-01-28 | 2010-08-12 | Jfe Steel Corp | ダイクエンチ用鋼板 |
| WO2011158818A1 (ja) * | 2010-06-14 | 2011-12-22 | 新日本製鐵株式会社 | ホットスタンプ成形体、ホットスタンプ用鋼板の製造方法及びホットスタンプ成形体の製造方法 |
| WO2012053636A1 (ja) * | 2010-10-22 | 2012-04-26 | 新日本製鐵株式会社 | ホットスタンプ成形体の製造方法及びホットスタンプ成形体 |
| JP2014159624A (ja) * | 2012-04-23 | 2014-09-04 | Kobe Steel Ltd | ホットスタンプ用合金化溶融亜鉛めっき鋼板とその製造方法、およびホットスタンプ部品 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2016163468A1 (ja) * | 2015-04-08 | 2017-12-21 | 新日鐵住金株式会社 | 熱処理鋼板部材およびその製造方法 |
| JPWO2016163469A1 (ja) * | 2015-04-08 | 2017-12-21 | 新日鐵住金株式会社 | 熱処理鋼板部材およびその製造方法 |
| JPWO2016163467A1 (ja) * | 2015-04-08 | 2018-01-11 | 新日鐵住金株式会社 | 熱処理用鋼板 |
| JP2019529713A (ja) * | 2016-09-30 | 2019-10-17 | ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフトThyssenKrupp Steel Europe AG | 一時的腐食防止層 |
| US11261514B2 (en) | 2016-09-30 | 2022-03-01 | Thyssenkrupp Steel Europe Ag | Temporary corrosion protection layer |
| JP2020521048A (ja) * | 2017-05-22 | 2020-07-16 | アルセロールミタル | 鋼製部品の製造方法及び対応する鋼製部品 |
| KR101938092B1 (ko) * | 2017-09-26 | 2019-04-11 | 현대제철 주식회사 | 핫 스탬핑 부품의 제조방법 및 이에 의해 제조된 핫 스탬핑 부품 |
| WO2019188622A1 (ja) * | 2018-03-27 | 2019-10-03 | 株式会社神戸製鋼所 | ホットスタンプ用鋼板 |
| JP2019173158A (ja) * | 2018-03-27 | 2019-10-10 | 株式会社神戸製鋼所 | ホットスタンプ用鋼板 |
| JP7353768B2 (ja) | 2018-03-27 | 2023-10-02 | 株式会社神戸製鋼所 | ホットスタンプ用鋼板 |
| WO2022158469A1 (ja) * | 2021-01-19 | 2022-07-28 | 日本製鉄株式会社 | 鋼材 |
| TWI779686B (zh) * | 2021-06-25 | 2022-10-01 | 中國鋼鐵股份有限公司 | 熱沖壓用鋼材與鋼材製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016158961A1 (ja) | 2018-01-18 |
| ES2781465T3 (es) | 2020-09-02 |
| CN107427889B (zh) | 2019-10-25 |
| KR20170122823A (ko) | 2017-11-06 |
| CA2979978A1 (en) | 2016-10-06 |
| JP6515356B2 (ja) | 2019-05-22 |
| CN107427889A (zh) | 2017-12-01 |
| EP3278895A4 (en) | 2018-09-05 |
| TW201702403A (zh) | 2017-01-16 |
| US20180044754A1 (en) | 2018-02-15 |
| BR112017020165A2 (ja) | 2018-06-05 |
| MX2017012377A (es) | 2017-12-14 |
| RU2683397C1 (ru) | 2019-03-28 |
| EP3278895A1 (en) | 2018-02-07 |
| TWI597370B (zh) | 2017-09-01 |
| EP3278895B1 (en) | 2020-03-11 |
| KR102000863B1 (ko) | 2019-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016158961A1 (ja) | ホットスタンプ用鋼板およびその製造方法、並びにホットスタンプ成形体 | |
| CN110121568B (zh) | 高强度镀锌钢板及其制造方法 | |
| CN107148487B (zh) | 热浸镀锌钢板 | |
| KR101950618B1 (ko) | 용융 아연 도금 강판 | |
| US10822684B2 (en) | Hot-dip galvanized steel sheet | |
| CN110914464B (zh) | 热浸镀锌钢板 | |
| CN110959047B (zh) | 热浸镀锌钢板 | |
| WO2013105633A1 (ja) | ホットスタンプ成形体、及びホットスタンプ成形体の製造方法 | |
| JP5942841B2 (ja) | 強度と耐水素脆性に優れたホットスタンプ成形体及びホットスタンプ成形体の製造方法 | |
| JP6136476B2 (ja) | 冷延鋼板及び冷延鋼板の製造方法 | |
| JP7164024B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP5741413B2 (ja) | 合金化溶融亜鉛めっき鋼帯およびその製造方法 | |
| JP7168073B2 (ja) | 高強度鋼板およびその製造方法 | |
| WO2023132349A1 (ja) | ホットスタンプ用鋼板、ホットスタンプ用鋼板の製造方法、及びホットスタンプ成形体 | |
| CN114981467B (zh) | 热冲压成型体 | |
| WO2022091351A1 (ja) | Zn系めっきホットスタンプ成形品 | |
| WO2023132350A1 (ja) | ホットスタンプ用鋼板、ホットスタンプ用鋼板の製造方法、及びホットスタンプ成形体 | |
| TWI646219B (zh) | Hot-dip galvanized steel sheet | |
| TW201910535A (zh) | 熔融鍍鋅鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16772842 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017510030 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2979978 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15559731 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2017/012377 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20177027982 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017135379 Country of ref document: RU |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017020165 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112017020165 Country of ref document: BR Kind code of ref document: A2 Effective date: 20170921 |